Embed Size (px)
DESCRIPTION
Citation preview
1
LAPORAN PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
2
DAFTAR ISI
ACARA 1
BAB I : PENDAHULUAN.................................................6
BAB II : TINJAUAN PUSTAKA.......................................8
BAB III: HASIL DAN PEMBAHASAN...........................12
BAB IV: PENUTUP ...........................................................22
DAFTAR PUSTAKA..........................................................23
ACARA 2
BAB I : PENDAHULUAN...............................................25
BAB II : TINJAUAN PUSTAKA......................................27
BAB III: HASIL DAN PEMBAHASAN...........................31
BAB IV: PENUTUP ..........................................................46
DAFTAR PUSTAKA.........................................................47
ACARA 3
BAB I : PENDAHULUAN...............................................49
BAB II : TINJAUAN PUSTAKA......................................51
BAB III: HASIL DAN PEMBAHASAN...........................54
BAB IV: PENUTUP ...........................................................66
DAFTAR PUSTAKA..........................................................67
ACARA 4
BAB I : PENDAHULUAN...............................................69
BAB II : TINJAUAN PUSTAKA......................................71
3
BAB III: HASIL DAN PEMBAHASAN...........................74
BAB IV: PENUTUP ...........................................................88
DAFTAR PUSTAKA..........................................................89
ACARA 5
BAB I : PENDAHULUAN...............................................91
BAB II : TINJAUAN PUSTAKA......................................93
BAB III: HASIL DAN PEMBAHASAN...........................96
BAB IV: PENUTUP ...........................................................105
DAFTAR PUSTAKA..........................................................106
ACARA 6
BAB I : PENDAHULUAN...............................................108
BAB II : TINJAUAN PUSTAKA......................................110
BAB III: HASIL DAN PEMBAHASAN...........................115
BAB IV: PENUTUP ...........................................................121
DAFTAR PUSTAKA..........................................................122
ACARA 7
BAB I : PENDAHULUAN...............................................124
BAB II : TINJAUAN PUSTAKA......................................126
BAB III: HASIL DAN PEMBAHASAN...........................131
BAB IV: PENUTUP ...........................................................141
DAFTAR PUSTAKA..........................................................142
ACARA 8
4
BAB I : PENDAHULUAN...............................................144
BAB II : TINJAUAN PUSTAKA......................................146
BAB III: HASIL DAN PEMBAHASAN...........................150
BAB IV: PENUTUP ...........................................................155
DAFTAR PUSTAKA..........................................................156
ACARA 9
BAB I : PENDAHULUAN...............................................158
BAB II : TINJAUAN PUSTAKA......................................159
BAB III: HASIL DAN PEMBAHASAN..........................162
BAB IV: PENUTUP ..........................................................169
DAFTAR PUSTAKA.........................................................170
ACARA 10
BAB I : PENDAHULUAN...............................................172
BAB II : TINJAUAN PUSTAKA......................................174
BAB III: HASIL DAN PEMBAHASAN...........................177
BAB IV: PENUTUP ...........................................................183
DAFTAR PUSTAKA..........................................................184
LAMPIRAN...................................................................................185
5
LAPORAN PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 1
DENAH TATA LETAK AWAL DAN DESKRIPSI PERUSAHAAN
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
6
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Dalam suatu perusahaan mendapat untung yang sebesar-besarnya
merupakan tujuan utama dilakukannya suatu produksi. Oleh karena itu untuk
dapat mencapainya, suatu perusahaan harus dapat melalukan produksinya dengan
efisien. Efisiennya suatu produksi tergantung dari banyak faktor, seperti
bagaimana sistem kerja di perusahaan tersebut. Salah satu hal yang
mempengaruhi keefisienan kerja di suatu perusahaan adalah tata letak ruang
produksi perusahaan tersebut.
Tata letak merupakan suatu teknik penempatan area alat-alat produksi atau
proses produksi sesuai dengan aliran kerja. Tata letak yang baik dapat
meningkatkan produktivitas perusahaan. Hal ini dikarenakan dengan tata letak
yang baik, terdapat keefisienan waktu dam kerja sehingga menyebabkan pekerja
produksi tidak terlalu kelelahan saat bekerja. Stamina pekerja yang baik dapat
membuat kerja menjadi lebih efektif karena hal tersebut dapat meminimalkan
allowance time.
Ilmu tata letak merupakan suatu hal yang penting untuk dikuasai oleh
lulusan Teknologi Industri Pertanian, maka ilmu tata letak diajarkan di
pembelajaran mata kuliah dan praktikum Tata Letak dan Penanganan Bahan
jurusan Teknologi Industri Pertanian. Hal ini dikarenakan lulusan TIP yang akan
bekerja di perusahaan pasti akan berhubungan dengan tata letak dan penanganan
bahan di suatu industri. Selain itu, untuk dapat menentukan tata letak yang baik
dalam suatu industri, maka sebaiknya praktikan terlebih dahulu mengetahui
deskripsi dari perusahaan.
7
B. TUJUAN PRAKTIKUM
1.Praktikan dapat menggambar tata letak awal suatu industri
2.Praktikan dapat mendeskripsikan (memberikan gambaran) mengenai kondisi
umum industri yang digunakan sebagai obyek kajian

8
BAB II
TINJAUAN PUSTAKA
Salah satu kegiatan rekayasawan industri yang tertua adalah menata letak
pabrik dan menangani pemindahan bahan. Tata letak yang baik selalu melibatkan
tata cara pemindahan bahan di pabrik sehingga kemudian disebut tata letak dan
pemindahan bahan (Machfud dan Agung, 1990).
Tata letak pabrik merupakan suatu landasan utama dalam dunia industri.
Tata letak pabrik yang terencana dengan baik akan ikut menentukan efisiensi dan
efektivitas kegiatan produksi dan dalam beberapa hal akan juga menjaga
kelangsungan hidup atau keberhasilan suatu perusahaan. Peralatan produksi yang
canggih dan mahal harganya akan tidak berarti apa-apa akibat perencanaan tata
letak yang sembarangan saja. Karena aktivitas produksi suatu industri secara
normal harus berlangsung dalam jangka waktu yang panjang dengan tata letak
yang tidak berubah-rubah, maka kekeliruan yang dibuat dalam perencanaan tata
letak ini akan menyebabkan kerugian yang tidak kecil. Bila ditinjau secara umum,
tujuan utama dari tata letak pabrik ialah mengatur area kerja dan segala fasilitas
produksi yang paling ekonomis untuk operasi produksi, aman dan nyaman
sehingga akan dapat meningkatkan moral kerja yang baik dari operator (Anonim
1, 2009).
Desain tata letak pabrik melibatkan penentuan besarnya ruang kerja (floor
space) yang dibutuhkan untuk meletakkan tiap – tiap komponen produksi, yaitu
para pekerja, peralatan, bahan mentah dan inventaris serta menata dan mengatur
berbagai aktivitas produksi guna menjamin terciptanya kelancaran, keamanan dan
efisiensi operasional (Wright, 2005).
Adapun pengaturan tata letak pabrik yang baik akan memberikan manfaat
dalam sistem produksi, antara lain :
1. Menaikkan output produksi
2. Mengurangi waktu tunggu
9
3. Mengurangi proses pemindahan bahan
4. Penghematan penggunaan area (produksi, gudang, service, dsb)
5. Peningkatan pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas
produksi
6. Mengurangi kemacetan dan kesimpang-siuran
7. Termanfaatkannya tenaga kerja dan ruang secara efektif
8. Memperbaiki moral dan kepuasaan kerja
9. Memberikan kemudahan perawatan fasilitas dan kebersihan
10. dan lain-lain
Pengaturan tata letak tersebut pada dasarnya dapat meningkatkan
produktivitas kerja dan mengurangi biaya operasi, dapat diperoleh harga produk
yang rendah, sehingga mampu bersaing di pasar bebas (Anonim 2, 2009). Secara
singkat langkah-langkah untuk merencanakan tata letak pabrik adalah sebagai
berikut :
1. Analisa produk yaitu aktivitas untuk menganalisa macam dan jumlah
produk yang harus dibuat.
2. Analisa proses adalah langkah untuk menganalisa macam dan urutan
proses pengerjaan produk.komponen.
3. Analisa macam dan jumlah mesin / peralatan serta luas area yang
dibutuhkan.
Aliran barang biasanya merupakan hal pokok dalam fasilitas produksi sehingga
harus dirancang dengan cermat dan terstruktur. Enam prinsip dasar tata letak
menurut Apple (1990) yaitu :
1. Integrasi keseluruhan dari semua factor yang mempengaruhi proses
produksi.
Tata letak pabrik harus meliputi integrasi dari semua fasilitas menjadi satu
unit operasi. Tata letak pabrik dapat mendukung proses manufaktur
sehingga dapat berjalan baik.
2. Perpindahan jarak seminimum mungkin.
10
Setiap proses industri mencakup beberapa pergerakan material yang tidak
dapat dihilangkan secara keseluruhan. Spesialisasi dari pekerja dan mesin
merupakan inti dari efisiensi produksi. Pergerakan material dapat
diminimumkan dengan cara mengurangi jarak perpindahannya. Hal ini
berarti mencoba menempatkan operasi berikutnya berdekatan dengan
operasi sebelumnya sehingga dapat menghilangkan transportasi diantara
operasi tersebut.
3. Aliran kerja berlangsung secara lancar melalui pabrik
Tipe aliran ini merupakan tipe aliran yang konstan menuju proses produksi
akhir dengan gangguan dan kemacetan minimum.
4. Semua area yang ada dimanfaatkan secara efektif dan efisien
Pada dasarnya layout merupakan pengaturan ruangan yang mencakup
pekerja, material, mesin dan aktivitas pendukung yang ada di dalamnya.
5. Kepuasan kerja dan keamanan dari pekerja
Kepuasan pekerja dapat diberikan dengan adanya jaminan keselamatan
kerja sehingga dapat mencegah adanya kecelakaan kerja yang mungkin
saja terjadi. Keamanan kerja dapat meliputi adanya penempatan mesin–
mesin dan peralatan secara tepat.
6. Pengaturan tata letak harus culup fleksibel.
Pengaturan tata letak sebuah pabrik bila diatur secara tepat akan dapat
mengurangi biaya–biaya tidak langsung.
Tata letak fasilitas dapat didefinisikan sebagai kumpulan dari unsur-unsur
fisik yang diatur mengikuti aturan atau logika tertentu. Tata letak fasilitas
merupakan bagian dari perancangan fasilitas yang lebih fokus pada pengaturan
unsur-unsur fisik. Unsur-unsur fisik yang dimaksud dapat berupa mesin,
peralatan, meja, bangunan dans sebagainya. Aturan atau logika pengaturan dapat
berupa ketetapan fungsi tujuan misalnya saja total jarak atau total biaya
perpindahan bahan. Dalam merancang tata letak fasilitas manufaktur atau tata
letak pabrik, maka unsur-unsur fisik yang perlu diperhatikan adalah mesin,
peralatan, operator dan mateial. Umumnya, fungsi tujuannya adalah total biaya
11
perpindahan yang minimum. Hal ini dicapai melalui pengaturan mesin-mesin dan
peralatan sedemikian sehingga jaraknya tidak jauh tanpa melanggar kaidah-kaidah
ergonomis. Perancangan tata letak fasilitas manufaktur cukup kompleks sehingga
membutuhkan pendekatan multi disiplin (Francis and White, 1974).
Pengaturan fasilitas pabrik memegang peranan penting dalam kelancaran
proses produksi, sehingga akan tercapai suatu aliran kerja yang teratur, aman dan
nyaman. Keberhasilan perusahaan secara profit salah satunya merupakan refleksi
langsung dari kelancaran proses produksi dan pemindahan bahan yang ditangani
secara bijaksana, sehingga akan menghasilkan output yang optimal. Tata letak
pabrik berhubungan dengan perencanaan dan pengaturan tata letak mesin,
peralatan, aliran bahan, dan orang-orang yang bekerja di masing-masing stasiun
kerja (Tompkins, 1992).
Faktor – faktor yang mempengaruhi perubahan tata letak dikelompokkan
menjadi 8, yaitu (Muther, 1955) :
1. Faktor material, antara lain desain, jenis, jumlah, kebutahn operasi dan
alirannya.
2. Faktor mesin, antara lain peralatan, perlengkapan produksi dan utilitasnya.
3. Faktor manusia, antara lain pengawasan dan pemberian bantuan sebagai
pekerja langsung.
4. Faktor perpindahan, antara lain pengangkutan antar dan interdepartemen,
penanganan berbagai operasi, penyimpanan dan inspeksi.
5. Faktor menunggu, antara lain penyimpanan secara permanen, sementara
dan delay.
6. Faktor pelayanan, antara lain perawatan, inspeksi, limbah, dan
penjadwalan.
7. Faktor gedung, antara lain bagian – bagian di dalam dan di luar gedung,
pembagian perlengkapan dab peralatan.
12
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
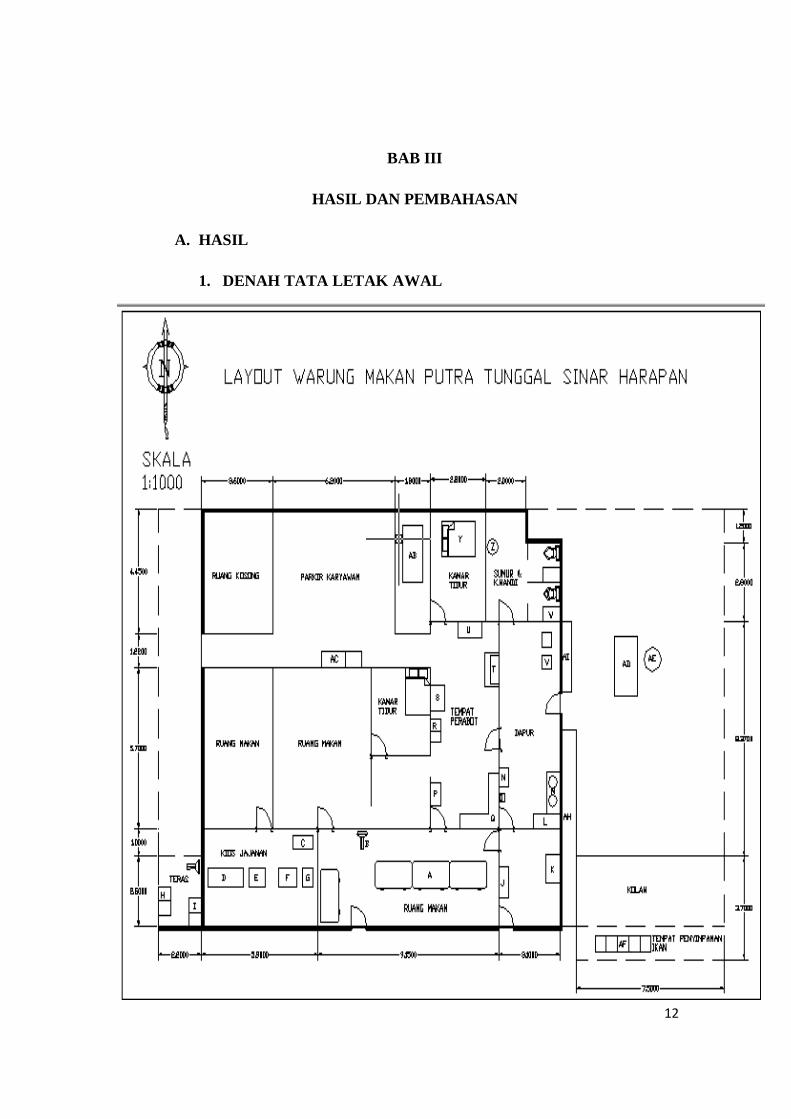
1. DENAH TATA LETAK AWAL
13
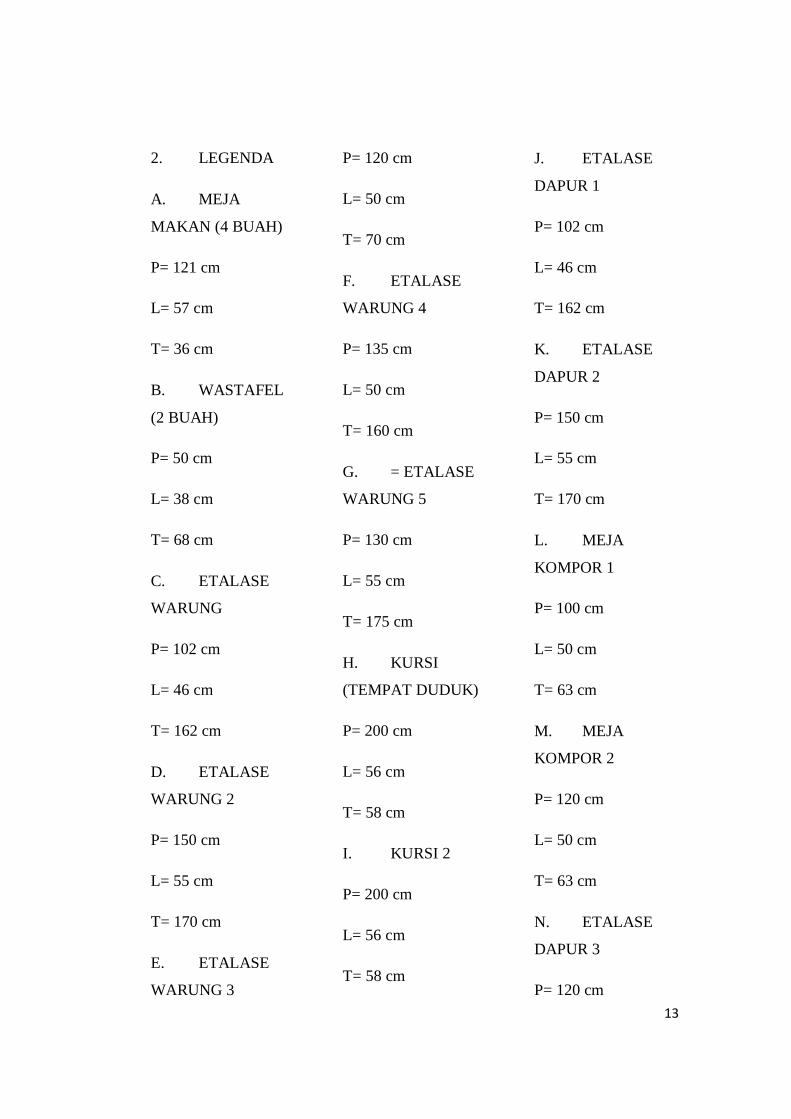
2. LEGENDA
A. MEJA
MAKAN (4 BUAH)
P= 121 cm
L= 57 cm
T= 36 cm
B. WASTAFEL
(2 BUAH)
P= 50 cm
L= 38 cm
T= 68 cm
C. ETALASE
WARUNG
P= 102 cm
L= 46 cm
T= 162 cm
D. ETALASE
WARUNG 2
P= 150 cm
L= 55 cm
T= 170 cm
E. ETALASE
WARUNG 3
P= 120 cm
L= 50 cm
T= 70 cm
F. ETALASE
WARUNG 4
P= 135 cm
L= 50 cm
T= 160 cm
G. = ETALASE
WARUNG 5
P= 130 cm
L= 55 cm
T= 175 cm
H. KURSI
(TEMPAT DUDUK)
P= 200 cm
L= 56 cm
T= 58 cm
I. KURSI 2
P= 200 cm
L= 56 cm
T= 58 cm
J. ETALASE
DAPUR 1
P= 102 cm
L= 46 cm
T= 162 cm
K. ETALASE
DAPUR 2
P= 150 cm
L= 55 cm
T= 170 cm
L. MEJA
KOMPOR 1
P= 100 cm
L= 50 cm
T= 63 cm
M. MEJA
KOMPOR 2
P= 120 cm
L= 50 cm
T= 63 cm
N. ETALASE
DAPUR 3
P= 120 cm
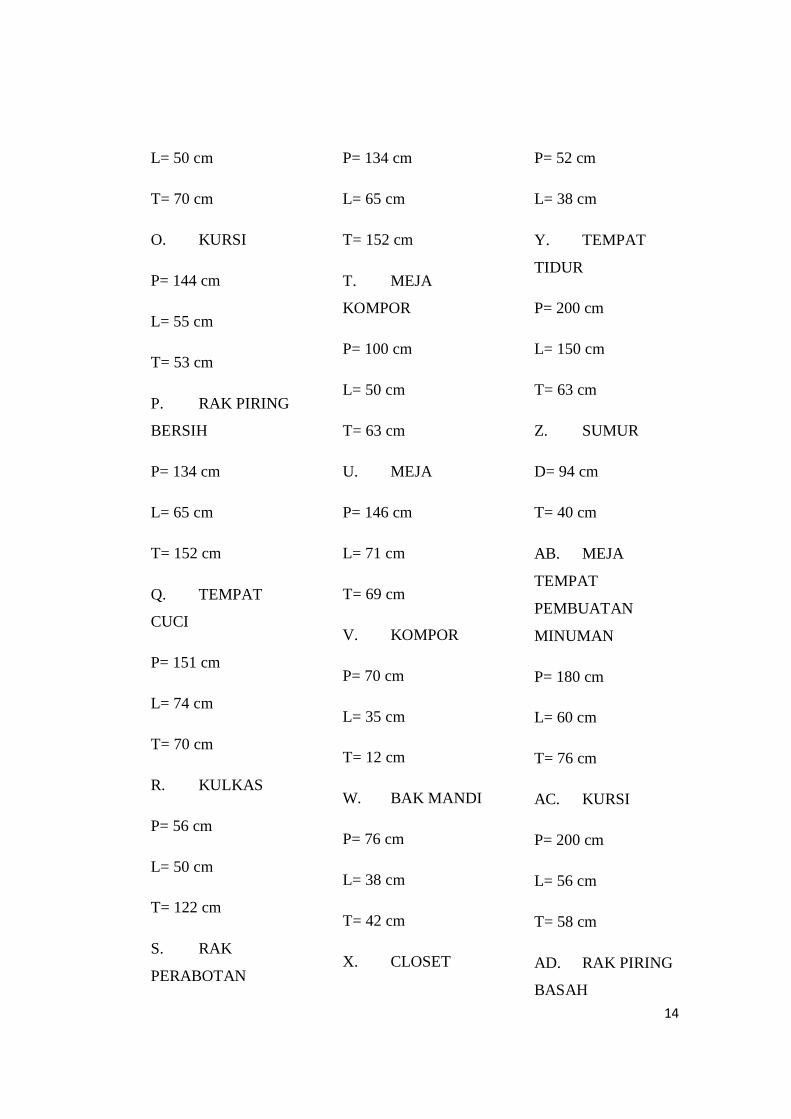
14
L= 50 cm
T= 70 cm
O. KURSI
P= 144 cm
L= 55 cm
T= 53 cm
P. RAK PIRING
BERSIH
P= 134 cm
L= 65 cm
T= 152 cm
Q. TEMPAT
CUCI
P= 151 cm
L= 74 cm
T= 70 cm
R. KULKAS
P= 56 cm
L= 50 cm
T= 122 cm
S. RAK
PERABOTAN
P= 134 cm
L= 65 cm
T= 152 cm
T. MEJA
KOMPOR
P= 100 cm
L= 50 cm
T= 63 cm
U. MEJA
P= 146 cm
L= 71 cm
T= 69 cm
V. KOMPOR
P= 70 cm
L= 35 cm
T= 12 cm
W. BAK MANDI
P= 76 cm
L= 38 cm
T= 42 cm
X. CLOSET
P= 52 cm
L= 38 cm
Y. TEMPAT
TIDUR
P= 200 cm
L= 150 cm
T= 63 cm
Z. SUMUR
D= 94 cm
T= 40 cm
AB. MEJA
TEMPAT
PEMBUATAN
MINUMAN
P= 180 cm
L= 60 cm
T= 76 cm
AC. KURSI
P= 200 cm
L= 56 cm
T= 58 cm
AD. RAK PIRING
BASAH
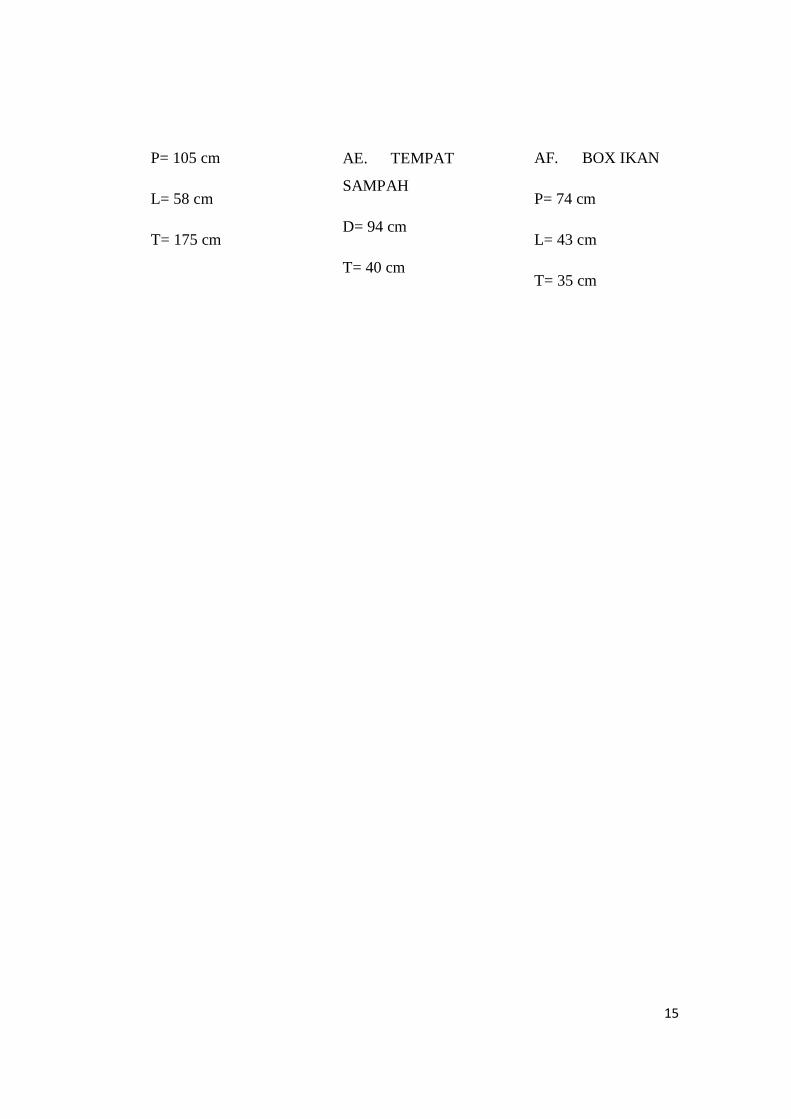
15
P= 105 cm
L= 58 cm
T= 175 cm
AE. TEMPAT
SAMPAH
D= 94 cm
T= 40 cm
AF. BOX IKAN
P= 74 cm
L= 43 cm
T= 35 cm
16
B. PEMBAHASAN
Rumah makan ‘Putra Tunggal Sinar Harapan’ berdiri sekitar 5 tahun yang
lalu. Rumah makan yang terletak di Pantai Kuwaru, Srandakan, Bantul ini
menyediakan berbagai jenis olahan ikan laut. Pemilik rumah makan, Pak Kenthut
menjelaskan bahwa pada awalnya beliau hanya membuka warung kecil-kecilan.
Warung yang dulunya terbuat dari bambu itu hanya menjual makanan ringan dan
minuman-minuman, juga letaknya masih di sebelah utara dari lokasi warung
makan yang sekarang. Karena banyaknya pengunjung, khususnya yang
mengunjungi Pantai Kuwaru, warung kecil-kecilan tersebut berkembang sedikit
demi sedikit menjadi warung yang menyediakan makanan olahan hasil laut dari
nelayan di sekitar pantai.
Nama ‘Putra Tunggal Sinar Harapan’ itu sendiri berasal dari sejarah
keluarga, yaitu kakek dari pemilik warung yang merupakan anak tunggal. Rata-
rata per hari warung ini menyediakan 25-50 kg ikan segar, termasuk kepiting,
udang, cumi, kerang, dan ikan-ikan kecil. Agar ikan selalu terjaga kesegarannya,
ikan-ikan tersebut diberi es batuyang didapatkan dari pengepul es yang berada di
sekitar lokasi warung. Ikan didapatkan dari nelayan sekitar pantai, setiap jam 7
pagi ikan datang diantarkan ke warung. Jika ikan-ikan tidak habis terjual di
warung, pada hari yang sama ikan-ikan tersebut dijual secara berkeliling baik
dalam keadaan mentah ataupun yang sudah di masak sebelumnya. Misalnya saja
ikan cakalang, dibeli dengan harga Rp.13.000,- per kilogram, lalu dijual dengan
harga Rp.15.000,- per kilogramnya. Namun jika sudah di masak, maka harga
jualnya menjadi Rp.4000-5000 per ekornya. Bahan baku lain seperti bumbu-
bumbu dan sayuran didapatkan dari penjual keliling yang menawari, jika tidak
dapat membeli di pasar daerah Srandakan yang tidak jauh dari lokasi warung.
Saat awal berdirinya warung makan ini, pegawai hanya dari keluarga
pemilik, namun setelah agak ramai ditambah 2 orang pegawai dari tetangga.
Seiring dengan banyaknya pengunjung yang berwisata ke Pantai Kuwaru,
pegawai pun ditingkatkan hingga mencapai 10 orang. Namun para pekerja
17
tersebut bekerja secara serabutan, tidak tetap. Sesuai dengan jumlah pengunjung
warung. Dari sekian banyak pekerja, hanya 2 orang saja yang memasak, sisanya
menangani yang lain seperti pencucian atau penyiapan bahan. Warung ini buka
mulai dari jam 8 pagi hingga jam 5 sore. Namun jika ada pesanan, bisa sampai
malam. Resep semua masakan di warung ini didapatkan dari istri pemilik warung.
Di warung ini pengunjung diperbolehkan membawa ikan sendiri, namun dicek
terlebih dahulu kondisinya, lalu para juru masak mengolah ikan sesuai dengan
keinginan pengunjung.
Fasilitas yang terdapat di warung ini cukup baik, tersedia ruang aula untuk
pengunjung yang datang dengan rombongannya, sebuah kamar mandi, mushola,
serta kolam ikan air tawar yang berisi ikan lele atau gurame. Rata-rata pengunjung
di hari biasa hanya sekitar 3-4 orang saja, namun pada saat hari libur pengunjung
melonjak hingga 100-200 orang, kebanyakan datang dengan rombongan.
Pengunjung berasal dari berbagai daerah seperti Sleman, Kotagede, Solo,
Kebumen, Salatiga, dan daerah lainnya. Juga dari berbagai kalangan seperti tokoh
masyarakat, guru, pegawai kantor, ibu-ibu PKK, dan lain-lain. Kebanyakan dari
mereka mengadakan rapat atau arisan di warung ini. Karena banyaknya
pengunjung, membuat warga lain membangun warung makan sejenis, khususnya
saat 2 tahun terakhir. Sehingga terjadi saingan antar warung makan. Awalnya
warga lokal yang membuka warung makan, lama kelamaan warga luar daerah
Srandakan juga ikut membuka warung. Namun warung makan milik Pak Kenthut
ini menyediakan minuman spesial, yaitu degan bakar. Sehingga menjadi daya
tarik tersendiri dibandingkan dengan warung yang lainnya.
Melihat pengunjung yang semakin banyak mendatangi Pantai Kuwaru,
juga pantai lainnya, membuat keinginan Pak Kenthut untuk membuka warung lagi
di pantai lain masih di pantai daerah Bantul, seperti Pantai Depok atau Pantai Dua
Cemara.
Rumah Makan Putra Tunggal Sinar Harapan ini berbentuk persegi
panjang, dengan panjang 27,85 meter dan lebar 16,07 meter. Di dalamnya
18
terdapat beberapa ruangan diantaranya 3 ruang makan, 2 kamar tidur, kasir, dapur,
pemanggangan, sumur, kamar mandi, toilet, tempat cuci, kolam, penakaran ikan,
kios jalanan, ruang kosong, parkir karyawan, dan teras.
Satu ruang makan terletak di depan ruangan diantara kasir dan kios jalanan
yang didepannya juga ada teras. Sedangkan 2 ruang makan terletak di dalam
ruangan yang berdampingan dengan kamar tidur. Terdapat 2 dapur (dapur bersih
dan dapur kotor) yang satu terletak di dalam ruangan dan yang satunya terletak
samping kiri rumah makan yang disampingnya juga ada tempat pemanggangan
dan tempat cuci. Disamping tempat pencucian bahan terdapat kolam ikan yang
diatasnya juga ada tempat penakaran ikan. Sedangkan dibelakang ada sumur,
kamar mandi, dan toilet.
Di dalam ruang makan yang berada di depan ruangan terdapat 4 meja
makan dan sebuah washtafel, sedangkan 2 ruang makan yang berada di dalam
ruangan terdapat 3 meja makan dengan ukuran yang sama. Di dapur bersih
terdapat 2 bak cuci, 2 kulkas, sebuah meja dapur, kursi, kompor, dan 2 rak panci.
Sedangkan di dapur kotor terdapat 3 etalase yang berfungsi untuk menyimpan
makanan yang sudah siap saji. Kemudian terdapat sebuah meja yang berfungsi
untuk menaruh makanan yang sudah matang. Terdapat juga 4 kompor untuk
memasak disertai dengan meja kompor. Sebuah kursi dekat meja saji yang
berfungsi untuk tempat duduk pekerja yang akan menyajikan makanan.
Disamping dapur kotor terdapat 2 tempat pembakaran yang berguna untuk
membakar ikan atau bahan lain yang perlu dibakar. Selain itu juga terdapat tempat
pencucian untuk penyiangan dan pembersihan ikan. Di depan tempat pencucian
terdapat 2 bak ikan yang diatasnya terdapat tempat penyimpanan ikan. Sedangkan
di dekat tempat pencucian terdapat rak piring basah untuk menempatkan piring-
piring atau alat lainnya yang baru saja dicuci.
Dalam peta kerja yang kita buat terdapat 3 stasiun kerja yang digunakan
dalam praktikum ini yaitu stasiun kerja penyiapan bahan, stasiun kerja pencucian
bahan, dan stasiun kerja pemasakn bahan. Alat yang digunakan dalam stasiun
19
penyiapan bahan antara lain baskom sebagai wadah ikan yang akan diambil dari
tempat ikan. Kemudian ada timbangan untuk mengukur berat bahan yang akan
diproses. Dalam stasiun pencucian bahan terdapat sebuah kran air untuk
membersihkan ikan, kemudian bahan dipotong-potong dengan menggunakan
pisau. Stasiun yang terakhir adalah stasiun pemasakan/pembuatan bahan. Alat
yang digunakan antara lain 2 kompor yang lengkap dengan tabung elpiji, wajan
sebagai tempat penggorengan bahan (ikan), panci untuk memasak air, dandang
digunakan untuk pembuatan nasi, pisau untuk memotong bahan, dan peralatan
lain seperti piring, gelas, dan sendok/garpu. Sedangkan dalam proses
pemanggangan terdapat sebuah alat pemanggang yang digunakan untuk menjepit
bahan (ikan) agar mudah dalam pembakaran. Di tempat pembakaran ini juga
terdapat kipas angin yang berfungsi untuk memaksimalkan kerja dalam proses
pembakaran.
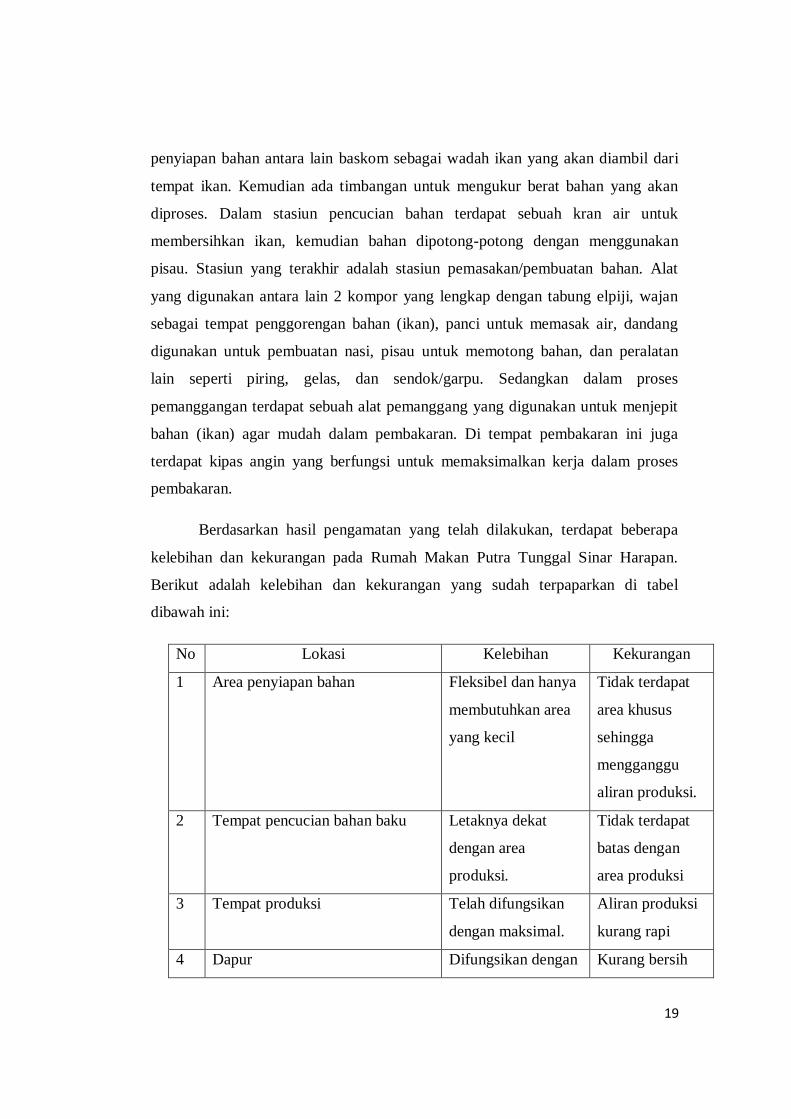
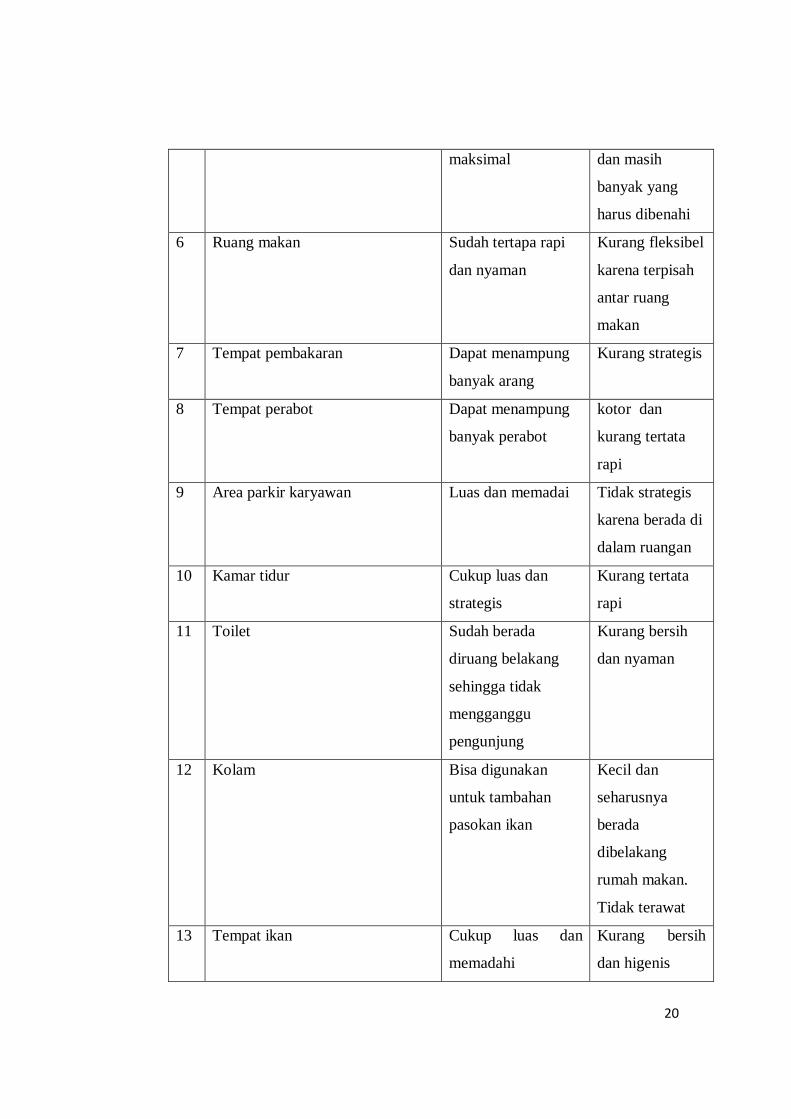
Berdasarkan hasil pengamatan yang telah dilakukan, terdapat beberapa
kelebihan dan kekurangan pada Rumah Makan Putra Tunggal Sinar Harapan.
Berikut adalah kelebihan dan kekurangan yang sudah terpaparkan di tabel
dibawah ini:
No Lokasi Kelebihan Kekurangan
1 Area penyiapan bahan Fleksibel dan hanya
membutuhkan area
yang kecil
Tidak terdapat
area khusus
sehingga
mengganggu
aliran produksi.
2 Tempat pencucian bahan baku Letaknya dekat
dengan area
produksi.
Tidak terdapat
batas dengan
area produksi
3 Tempat produksi Telah difungsikan
dengan maksimal.
Aliran produksi
kurang rapi
4 Dapur Difungsikan dengan Kurang bersih
20
maksimal dan masih
banyak yang
harus dibenahi
6 Ruang makan Sudah tertapa rapi
dan nyaman
Kurang fleksibel
karena terpisah
antar ruang
makan
7 Tempat pembakaran Dapat menampung
banyak arang
Kurang strategis
8 Tempat perabot Dapat menampung
banyak perabot
kotor dan
kurang tertata
rapi
9 Area parkir karyawan Luas dan memadai Tidak strategis
karena berada di
dalam ruangan
10 Kamar tidur Cukup luas dan
strategis
Kurang tertata
rapi
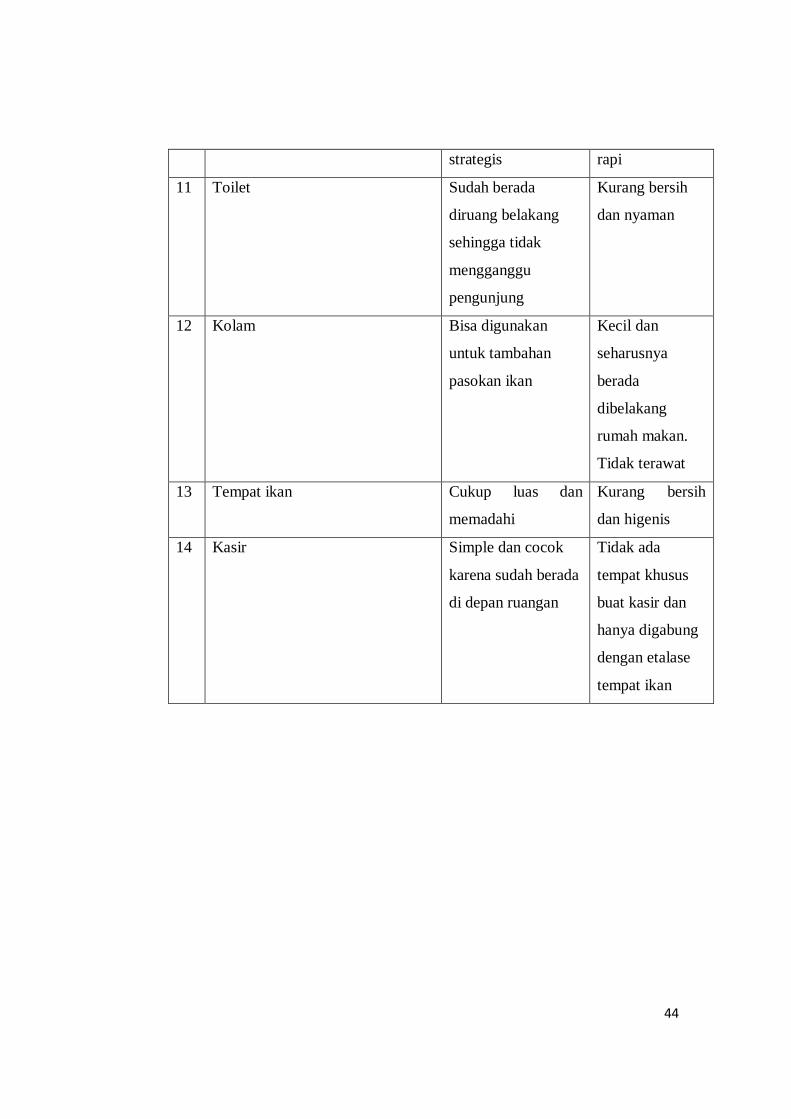
11 Toilet Sudah berada
diruang belakang
sehingga tidak
mengganggu
pengunjung
Kurang bersih
dan nyaman
12 Kolam Bisa digunakan
untuk tambahan
pasokan ikan
Kecil dan
seharusnya
berada
dibelakang
rumah makan.
Tidak terawat
13 Tempat ikan Cukup luas dan
memadahi
Kurang bersih
dan higenis
21
14 Kasir Simple dan cocok
karena sudah berada
di depan ruangan
Tidak ada
tempat khusus
buat kasir dan
hanya digabung
dengan etalase
tempat ikan
Tabel 1: Tabel kelebihan dan kekurangan tiap ruangan
Menurut kami, tata letak dari Rumah Makan Putra Tunggal sudah cukup
baik. Setiap stasiun pekerjaan sudah dipisahkan berdasarkan prosesnya, sehingga
mulai dari penyiapan bahan baku hingga menjadi produk atau makanan dan
minuman yang siap saji menjadi terorganisir dan teratur. Namun perlu perbaikan
sedikit, misalnya tempat pembakaran lebih dekat dengan penggorengan, sehingga
perpindahan bahan menjadi lebih singkat, serta lebih dekat dengan tempat
penyajian.
22
BAB IV
PENUTUP
KESIMPULAN
1. Tata letak dari Rumah Makan Putra Tunggal Sinar Harapan ini sudah
cukup baik. Staasiun-stasiun pekerjaan sudah dipisahkan berdasarkan
prosesnya.
2. Rumah makan yang menjadi kajian praktikum ini termasuk warung
yang cukup besar, dengan jumlah pekerja kurang lebih 8 orang dan
jam kerja yang tidak terlalu lama.
23
DAFTAR PUSTAKA
Agung , Y dan Machfud. 1990. Perancangan Tata Letak Pada Industri Pangan.
Pusat Antar Universitas Pangan. Bogor : Institut Pertanian Bogor
Anonim 1. 2009. http://himathrik2.tripod.com/tataletakpabrik.htm. Diakses
tanggal 6 Maret 2010 pukul 15.15 WIB.
Anonim 2. 2008 http://manajemenpabrik.blogspot.com/2008/05/tata-letak
pabrik.html Diakses tanggal 7 Maret 2010 pukul 10.00 WIB
Apple, J. M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Edisi ke 3.
Bandung : ITB.
Francais, R. L. dan J. A. White. 1974. Facility Layout and Location. Prentice-
Hall, Inc : Ney Jersey.
Muther, Richard. 1955. Practical Plant Layout. McGraw-Hill Company : New
York.
Tompkins, JM. 1992. Facilities Planning. John Wiley & Sons Inc : New York.
Wright, Paul H. 2005. Pengantar Engineering Edisi 3. Jakarta : Erlangga.
24
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 2
PETA KERJA UNTUK EVALUASI TATA LETAK AWAL
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
25
BAB I
PENDAHULUAN
B. LATAR BELAKANG
Proses produksi merupakan bagian vital dan penting dalam suatu industri.
Dalam suatu industri, bagian proses produksi pasti akan menghabiskan banyak
biaya. Hal ini dikarenakan proses produksi suatu industri yang akan menentukan
kesuksesan suatu industri, selain ditentukan oleh kegiatan pemasaran. Selain
membutuhkan banyak biaya, masih terdapat banyak faktor yang mempengaruhi
efektivitas dan efisiensi proses produksi. Keadaan fasilitas fisik dari suatu industri
merupakan salah satu faktor yang dapat memberikan pengaruh yang cukup besar.
Untuk dapat menganalisa keadaan fasilitas fisik dari suatu industri
dibutuhkan pemetaan terhadap keadaan industri itu sendiri. Melalui pembuatan
peta kerja yang tepat maka dapat diketahui tingkat efisiensi yang ada pada proses
produksi. Selain itu pembuatan peta kerja dapat memberikan keleluasaan dalam
melakukan evaluasi terhadap keadaan produksi yang telah terjadi. Evaluasi yang
telah dilakukan dapat menjadi pertimbangan untuk menentukan keadaan fasilitas
fisik yang lebih tepat bagi industri tersebut.
Melalui praktikum ini diharapkan praktikan dapat menemukan opsi yang
mungkin dilakukan untuk dapat meningkatkan produktivitas industri yang
bersangkutan. Penentuan opsi yang mungkin dilakukan berdasar pada peta kerja
yang telah dibuat sehingga opsi yang muncul dapat diterapkan secara langsung
pada industri yang bersangkutan.

26
C. TUJUAN PRAKTIKUM
1. Praktikan dapat membuat peta kerja, seperti peta proses operasi, peta aliran
proses, diagram aliran (bagan tali), peta dari-ke, berdasarkan proses produksi yang
terjadi, lengkap dengan data peralatan dan waktu proses.
2. Praktikan dapat mengevaluasi tata letak berdasarkan peta kerja yang dibuat.
3. Praktikan dapat menganalisis kelebihan dan kekurangan tata letak yang ada
sekarang.
27
BAB II
TINJAUAN PUSTAKA
Dalam suatu industri, merancang atau menata letak pabrik merupakan hal
yang cukup penting. Hal ini dikarenakan adanya pengaruh penataan letak suatu
pabrik dengan proses pemindahan bahan. Perancangan atau penataan letak
fasilitas suatu pabrik bertujuan untuk membawa masukan (bahan pasokan)
melalui setiap fasilitas dalam waktu yang tersingkat yang memungkinkan dengan
biaya yang wajar. Dalam batasan industri, semakin singkat sepotong bahan berada
dalam pabrik, maka akan semakin kecil keharusan pabrik menanggung beban
buruh dan ongkos tak langsung. Pekerjaan merancang fasilitas biasanya dimulai
dengan suatu analisis tentang produk yang akan dibuat, atau jasa yang akan
diberikan, dan sebuah perhitungan tentang aliran barang atau kegiatan secara
menyeluruh. Kemudian dilanjutkan dengan perencanaan terinci tentang susunan
peralatan bagi tiap tempat kerja mandiri, langkah demi langkah. Pada akhirnya,
keterkaitan antara tempat kerja dirancang dan daerah yang erat hubungannya
dikelompokkan dalam satu satuan, yang disebut sebagai departemen yang
kemudian akan dihubungkan menjadi satu tata letak akhir (Sims, E.R., 1968).
Tata letak merupakan satu keputusan penting yang menentukan efisiensi
sebuah operasi dalam jangka panjang. Tata letak memiliki banyak dampak
strategis karena tata letak menentukan daya saing perusahaan dalam kapasitas,
proses, fleksibilitas, dan biaya, serta kualitas lingkungan kerja, kontak pelanggan,
dan citra perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai
sebuah strategi yang menunjang diferensiasi, biaya rendah, atau respon cepat.
Tujuan strategi tata letak adalah untuk membangun tata letak yang ekonomis yang
memenuhi kebutuhan persaingan perusahaan. Dalam semua kasus, desain tata
letak harus mempertimbangkan bagaimana untuk dapat mencapai (Anonim 1,
2008) :
a. Utilisasi ruang, peralatan, dan orang yang lebih tinggi.
28
b. Aliran informasi, barang, atau orang yang lebih baik.
c. Moral karyawan yang lebih baik, juga kondisi lingkungan kerja yang lebih aman.
d. Interaksi dengan pelanggan yang lebih baik.
e. Fleksibilitas (bagaimanapun kondisi tata letak yang ada sekarang, tata letak
tersebut akan perlu diubah).
Di dalam usaha untuk mengetahui sejauh mana pengaruh perencanaan
layout terhadap biaya dan efektivitas operasional, kajian layout perlu diadakan,
dan secara khusus menyangkut kajian rancangan layout untuk situasi yang
berbeda. Sistem operasional baik untuk manufaktur ataupun usaha jasa dapat
dikelompokkan menjadi tiga jenis dasar operasional berdasarkan tingkat
standardisasi produk dan jumah output, yaitu (Anonim 2, 2009) :
1. Operasional Berkesinambungan (Continously)
Merupakan operasional konversi yang ditandai dengan jumlah produk
yang sangat besar, mesin dan fasilitas peralatan yang digunakan memiliki
kekhususan, menggunakan padat modal, secara umum arus produk tidak
terganggu, serta perubahan skedul produksi tidak banyak, campuran produk tidak
banyak disertai standardisasi yang dibuat berdasarkan persediaan.
2. Operasional Terputus-putus (Intermittent)
Operasional konversi intermittent dengan ciri-ciri, bahwa jumlah produk
tidak banyak, mesin dan fasilitas peralatan bersifat umum, penggunaan padat
karya, disertai arus produk yang terputus-putus, skedul sering berubah-ubah,
produk banyak campurannya, dan dibuat berdasarkan pesanan.
3. Operasional Jasa (Service Operational)
Usaha jasa pada umumnya menggunakan pada karya, dengan demikian
operasional usaha jasa lebih tergolong kepada operasional intermitten.
Dalam merencanakan atau merancang aliran bahan dalam suatu industri,
terdapat beberapa hal yang perlu diperhatikan sebagai bahan pertimbangan. Salah
satunya adalah teknik-teknik untuk menganalisis dan merancang suatu aliran
bahan. Teknik-teknik ini dibagi dalam dua kategori, yaitu (Burbidge, 1975) :
1. Konvensional
29
Teknik ini telah digunakan beberapa tahun karena mudah untuk
digunakan, bertitik berat pada cara grafis, dan secara keseluruhan merupakan alat
terbaik untuk tujuan-tujuan yang diinginkan. Teknik konvensional sering
membutuhkan rincian pekerjaan yang banyak untuk membuat catatan perpindahan
pada seluruh proses dengan teliti.
2. Kuantitatif
Teknik kuantitatif menggunakan metode-metode statistic dan matematik
yang lebih canggih dan umumnya diklasifikasikan sebagai penelitian operasional.
Dalam penggunaan teknik ini, sering memerlukan bantuan komputer untuk
melaksanakan perhitungan yang rumit.
Perencanaan aliran bahan memerlukan analisis yang tepat dan teliti karena
berpengaruh terhadap hasil kerja atau produktivitas pekerjanya. Padahal dalam
menganalisis aliran bahan yang akan dipilih, harus memperhatikan aliran total
yang melibatkan sejumlah besar perpindahan, bukan hanya satu atau dua aliran.
Perpindahan-perpindahan ini dapat membawa bahan melewati suatu daur
pemindahan yang etrpadu dan rumit selama suatu periode waktu tertentu.
Misalnya, daur pemindahan dapat berawal dari gudang pabrik melewati beberapa
bagian fasilitas dan berakhir di gudang pemakai. Dalam daur pemindahan
tersebut, dapat terjadi banyak hal, seperti operasi, pemeriksaan, ataupun
penyimpananoleh karena rumitnya perencanaan aliran bahan, maka terdapat
bermacam-macam teknik atau gambaran grafis guna merancang aliran bahan di
suatu industri. Teknik tersebut antara lain, peta rakitan, peta proses operasi, peta
proses produksi-darab, diagram tali, peta proses, diagram alir, peta proses aliran,
peta dari-ke, peta prosedur, dan jaringan jalur kritis (Machfud dkk, 1990).
Peta dari-ke adalah salah satu teknik yang paling baru yang dipergunakan
dalam pekerjaan tata letak dan pemindahan bahan. Teknik ini biasanya sangat
berguna jika barang yang mengalir pada suatu wilayah berjumlah banyak, seperti
di bengkel. Selain itu, peta dari-ke juga berguna jika terjadi keterkaitan antara
beberapa kegiatan dan jika diinginkan adanya penyusunan kegiatan optimum. Peta
dari-ke sering disebut juga sebagai peta kekerapan perjalanan. Dalam peta ini
biasanya angka menunjukkan ukuran aliran bahan antara lokasi yang terlibat,
30
misalnya jumlah satuan beban, jarak, berat, volume, atau faktor lain atau
kombinasi beberapa faktor. Peta dari-ke memiliki potensi besar sebagai alat
analitis, namun masih harus dikembangkan lagi (Apple, 1983).
Kegunaan dan keuntungan peta dari-ke adalah sebagai berikut (Muther, R,
1944) :
1. Menganalisis perpindahan bahan
2. Perencanaan pola aliran
3. Penentuan lokasi kegiatan
4. Pembandingan pola aliran atau tata letak pengganti
5. Pengukuran efisiensi pola aliran
6. Perinupaan perpindahan bahan
7. Menunjukkan ketergantungan satu kegiatan dengan kegiatan lainnya
8. Menunjukkan volume perpindahan antar kegiatan
9. Menunjukkan keterkaitan lintas produksi
10. Menunjukkan masalah kemungkinan pengendalian produksi
11. Perencanaan keterkaitan antara beberapa produk, komponen, barang, bahan dan
sebagainya
12. Menunjukkan hubungan kuantitatif antara kegaiatn dan perpindahannya
13. Pemendekan jarak perjalanan selama proses
31
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
TERLAMPIR
B. PEMBAHASAN
Praktikum Acara 2 Tata Letak dan Penanganan Bahan dengan judul “Peta
Kerja untuk Evaluasi Tata Letak Awal” ini bertujuan untuk membuat peta-peta
kerja seperti peta proses operasi, peta aliran proses, dan diagram aliran (bagan
tali) berdasarkan proses produksi yang terjadi, lengkap dengan data peralatan dan
waktu proses serta mengevaluasi tata letak berdasarkan peta kerja yang dibuat dan
menganalisis kelebihan dan kekurangan dari tata letak yang ada. Objek dalam peta
kerja ini adalah proses pembuatan makanan dan minuman di Rumah Makan Putra
Tunggal Sinar Harapan yang berada di sekitar Pantai Kwaru, Bantul, Yogyakarta.
Peta proses operasi adalah peta kerja yang menggambarkan urutan kerja
yang akan dialami oleh bahan baku dengan cara membagi pekerjaan tersebut
menjadi elemen-elemen operasi secara detail, mulai dari awal operasi sampai
akhir operasi, dengan menyertakan informasi waktu yang digunakan per operasi,
alat yang digunakan, bahan yang digunakan, dan operasi serta inspeksi yang
dilakukan. Peta proses operasi menjadi acuan dalam melakukan perancangan tata
letak pabrik baru dan pembuatan peta kerja lainnya, sebagai contoh peta aliran
proses. Dalam peta proses operasi, hanya kegiatan yang produktif yang
digambarkan, dan semua bahan baku yang digunakan dalam proses produksi
dibuat dalam satu peta proses operasi.
Peta Aliran Proses adalah suatu peta yang menggambarkan semua
aktivitas, baik aktivitas produktif maupun aktivitas yang tidak produktif yang
terlibat dalam proses pelaksanaan kerja dalam bentuk tabel. Pada prinsipnya peta
aliran proses hampir sama dengan peta proses operasi. Perbedaannya hanyalah
pada peta aliran proses terdapat kegiatan transportasi dan penundaan (delay)
disertai dengan informasi waktu dan jarak perpindahannya, sedangkan pada peta
proses operasi hanya terdapat proses operasi dan inspeksi, serta diakhiri dengan
32
penyimpanan. Peta aliran proses dibuat untuk tiap jenis bahan baku. Sehingga
setiap satu bahan baku yang mengalami proses atau inspeksi memiliki satu peta
aliran proses. Manfaat dari peta aliran proses adalah dapat mengeliminasi operasi
yang tidak perlu atau mengkombinasi dengan operasi lain, mengeliminasi
aktivitas handling yang tidak efisien, mengurangi jarak perpindahan material, dan
mengurangi waktu yang terbuang sia-sia karena operasi atau kegiatan yang tidak
produktif, seperti delay.
Diagram aliran adalah diagram atau catatan grafis yang menggambarkan
langkah-langkah proses yang digambarkan di atas tata letak. Tujuan pokok
pembuatan diagram aliran adalah untuk mengevaluasi langkah-langkah proses
dalam situasi yang lebih jelas, serta dapat dimanfaatkan untuk melakukan
perbaikan didalam desain layout fasilitas produksi yang ada. Selain itu, diagram
aliran juga dapat digunakan untuk menerangkan proses kepada orang lain.
Diagram aliran dibuat dengan memindahkan lambang-lambang dengan garis
untuk menunjukkan lintasan perjalanan bahan. Dalam diagram aliran, hal yang
dapat diamati adalah lokasi kritis, yaitu diketahui dengan banyaknya garis potong
yang menggambarkan lintasan pemindahan bahan dan terdapatnya perpindahan
bolak-balik atau disebut dengan Back-Tracking.
Langkah-langkah pembuatan Peta Proses Operasi adalah :
a. Langkah pertama adalah dengan membuat judul “Peta Proses Operasi” di bagian
paling atas, yang kemudian di bawahnya diikuti identifikasi berupa nama objek,
nama pembuat peta, tanggal pemetaan, dan nomor peta.
b. Bahan yang akan diproses diletakkan di atas garis horisontal, yang menunjukkan
bahan tersebut masuk ke dalam proses.
c. Lambang-lambang diletakkan arah vertikal, yang menunjukkan terjadinya proses
dan perlakuan terhadap bahan.
d. Penomoran kegiatan operasi dan pemeriksaan harus urut, sesuai dengan yang
terjadi di lapangan.
e. Untuk deskripsi operasi dan alat yang digunakan diletakkan di sebelah kanan
lambang, sedangkan waktu diletakkan di sebelah kiri lambang.
33
Adapun lambang artinya operasi, lambang artinya inspeksi atau
pemeriksaan, sedangkan artinya penyimpanan.
Langkah-langkah untuk pembuatan Peta Aliran Proses adalah :
a. Dibuat formulir PAP.
b. Formulir diisi sesuai dengan kegiatan atau proses yang telah diamati.
c. Aliran bahan atau orang yang sudah diamati ditentukan.
d. PAP hanya untuk 1 bahan atau 1 orang saja.
e. Kolom sebelah kanan dilengkapi dengan data seperti jarak perpindahan, waktu
yang dibutuhkan, metode perpindahan, frekuensi perpindahan, dan lain-lain.
f. Dilanjutkan ke seluruh proses yang diamati.
g. Setelah terbentuk titik-titik, titik-titik tersebut kemudian dihubungkan berdasarkan
urutan prosesnya.
Simbol-simbol yang digunakan dalam PAP yaitu (operasi), (inspeksi),
(transportasi), (menunggu), dan (penyimpanan).
Cara membuat Diagram Aliran adalah :
a. Dilakukan pendataan dan pengidentifikasian tata letak sutu industri, berikut
dengan stasiun-stasiun proses atau tempat-tempat dilakukannya proses operasi.
b. Kemudian digambarkan dalam bentuk peta atau denah yang dilengkapi dengan
keterangannya.
c. Diagram Alir ini dibuat berdasarkan PAP yang telah dibuat sebelumnya, sehingga
DA juga berfungsi untuk memperjelas aliran bahan.
d. Dibuat garis dengan tanda panah yang menunjukkan aliran bahan dimulai dari
proses pertama hingga akhir sesuai dengan urutannya.
Berikut adalah penjelasan tentang peta kerja yang sudah kami buat di
Rumah Makan Putra Tunggal Sinar Harapan.
1. Peta Proses Operasi (PPO)
A. Pembuatan Nasi
Peta proses operasi pembuatan nasi ini menggunakan bahan utama beras 1,5
kilogram. Beras tersebut mengalami operasi dan inspeksi yaitu pada saat

34
pencucuian selama 3 menit 30 detik. Setelah itu beras mengalami operasi dan
inspeksi lagi pada saat penanakan selama 22 menit yang sebelumnya ditambah air
dulu. Kemudian beras mengalami operasi dan inspeksi pada saat pengukusan
selama 15 detik dan jadilah nasi sudah siap untuk disajikan
B. Ikan Goreng Tepung
Pada peta proses operasi ini dimulai dengan penimbangan yang dilakukan melalui
operasi dan inspeksi selama 3 menit 45 detik. Setelah itu dilakukan penambahan
bahan yang berupa air. Kemudian pencucian terhadap ikan pun dilakukan di
dalam baskom melalui operasi dan inspeksi selama 2 menit 5 detik. Kemudian
dilakukan penyaringan pada saringan melalui operasi selama 1 menit 25 detik.
Lalu penambahan bawang putih dilakukan yang sebelumnyatelah ditimbang
melaui operasi dan inspeksi selama 2 menit serta telah digiling melalui operasi 1
menit 12 detik. Serta terdapat pula penambahan royco, garam dan sasa. Kemudian
proses pembumbuan dilakukan dalam baskom melalui operasi selama 1 menit 48
detik. Langkah selanjutnya yaitu perendaman bahan didalam bumbu melalui
operasi selama 2 menit 14 detik. Lalu penambahan tepung instan dilakukan.
Kemudian pemberian tepung dalam baskom melalui operasi selama 3 menit 8
detik. Setelah itu dilakukan penambahan minyak, kemudian proses penggorengan
didalam wajan melalui operasi selama 35 menit 16 detik. Kemudian penyaringan
dengan menggunakan saringan melalui operasi selama 12 menit 8 detik. Lalu
langkah terakhir yaitu penirisan di tempayak melalui operasi selama 25 detik. Ikan
goreng tepung pun siap untuk disajikan.
C. Ikan Goreng
Pada peta proses operasi ini dimulai dengan melakukan operasi dan inspeksi
penimbangan terhadap ikan menggunakan timbangan selama 1 menit 43 detik.
Lalu operasi dan inspeksi pemotongan ikan menggunakan pisau selama 45 detik.
Bahan tambahan air digunakan untuk operasi dan inspeksi pencucian selama 1
menit 9 detik menggunakan baskom cuci. Bumbu yang merupakan bahan
tambahan dimasukkan untuk operasi pembumbuan ikan selama 1 menit.
Pembumbuan ini dilakukan menggunakan alat berupa baskom. Selanjutnya
operasi dan inspeksi penggorengan ikan dilakukan menggunakan wajan selama 11
35
menit 43 detik.setelah itu operasi penirisan dilakukan selama 1 menit dan ikan
goreng pun siap untuk disajikan.
D. Ikan Bakar
Peta proses operasi ini dimulai dengan melakukan operasi dan inspeksi terhadap
bahan utama yang berupa ikan, operasi berupa penimbangan dengan
menggunakan timbangan selama 4 menit 20 detik, kemudian operasi dan inspeksi
pemotongan menggunakan pisau selama 2 menit 55 detik. Bahan tambahan
berupa air digunakan untuk operasi pencucian selama 9 menit 10 detik. Setelah itu
bahan tambahan berupa bumbu ditambahkan dan dilakukan operasi dan inspeksi
pembumbuan terhadap ikan menggunakan baskom selama 3 menit 19 detik.
Bahan tambahan arang disiapkan dan dilakukan operasi dan inspeksi pemanasan
terhadap arang di tungku selama 5 menit 15 detik. Arang ditambahkan kemudian
dilakukan inspeksi dan operasi pembakaran ikan di pemanggang selama 13 menit
57 detik. Ikan bakar pun siap untuk disajikan.
E. Ikan Lombok Hijau
Pada proses operasi ini menggunakan bahan utama minyak goreng, dikenakan
operasi dan inspeksi berupa pemanasan menggunakan wajan selama 1 menit 30
detik, kemudian ditambahkan bahan tambahan yaitu bawang bombay. Kemudian
dilakukan operasi dan inspeksi kembali berupa penumisan selama 2 menit. Bahan
tambahan berupa air, dimasukkan kedalam wajan dan dilakukan operasi
pengadukan selama 2 menit. Setelah itu bahan tambahan berupa bawang merah,
bawang putih dan cabai dikenakan operasi dan inspeksi berupa penggilingan
menggunakan blender selama 3 menit 5 detik. Bahan tambahan tersebut bersama
sereh, salam, kecap, garam dan penyedap rasa dimasukkan kedalam minyak lalu
dilakukan operasi dan inspeksi yaitu pengadukan selama 3 menit. Setelah itu
bahan tambahan berupa ikan dikenakan inspeksi dan operasi penimbangan
menggunakan timbangan selama 2 menit. Lalu ikan dikenakan inspeksi dan
operasi pembersihan menggunakan baskom selama 15 menit. Ditambahkan
minyak yang merupakan bahan tambahan kemudian dilakukan inspeksi dan
operasi penggorengan ½ matang ikan selama 15 menit. Bahan tambahan ikan ½
matang ditambahkan kedalam minyak dan dilakukan operasi pengadukan selama
36
3 menit. Selanjutnya dilakukan operasi dan inspeksi pemotongan ikan selama 28
menit 20 detik. Ikan lombok hijau pun siap untuk disajikan.
F. Ca Kangkung
Peta proses operasi ini diawali dengan operasi dan inspeksi pemanasan
menggunakan wajan selama 1 menit 50 detik terhadap bahan utama yaitu minyak.
Kemudian bahan tambahan berupa bawang merah, bawang putih, cabai, dan tomat
dikenakan operasi pemotongan pisau dengan waktu masing-masing 20 detik lalu
ditambahkan kedalam wajan. Penambahan bahan tambahan tomat dan cabai yang
sudah dipotong sebelumnya dengan operasi pemotongan selama 5 detik. Setelah
itu dilakukan operasi dan inspeksi penumisan di wajan selama 1 menit 50 detik.
Kemudian dilakukan penambahan kangkung yang telah dipotong dengan pisau
melalui operasi dan inspeksi selama 10 detik serta telah dicuci di dalam ember
melalui operasi dan inspeksi selama 2 menit. Kemudian kangkung dimasukkan
kedalam wajan melalui operasi selama 50 detik. Penumisan kembali dilakukan di
dalam wajan melalui operasi dan inspeksi selama 2 menit.setelah itu ditambahkan
bumbu penyedap instan ke dalam wajan. Lalu dilakukan penumisan terakhir
didalam wajan melalui operasi dan inspeksi selama 2 menit 6 detik. Ca kangkung
pun siap untuk disajikan.
G. Es Jeruk
Peta proses operasi ini diawali oleh pemotongan buah jeruk melalui operasi
dengan menggunakan pisau selama 5 detik.. kemudian pemerasan manual
dilakukan melalui operasi selama 1 menit. Lalu ditambahkan bahan tambahan
berupa gula pasir dan air hangat. Kemudian dilakukan pengadukan manual
terhadap campuran tersebut melalui operasi dan inspeksi selama 30 detik. Bahan
tambahan berupa es batu ditambahkan. Lalu pencampuran manual melalui operasi
selama 30 detik. Es jeruk pun siap untuk disajikan.
H. Es Kelapa Muda
Peta proses operasi ini diawali oleh pemilihan kelapa secara manual melalui
operasi dan inspeksi selama 1 menit. Kemudian pemotongan terhadap kelapa
muda secara manual melalui operasi dan inspeksi selama 5 menit. Lalu penuangan
air secara manual melalui operasi dan inspeksi selama 2 menit. Bahan tambahan
37
berupa gula dimasukkan kedalam kelapa tersebut. Lalu dilakukan pengadukan
manual melalui operasi dan inspeksi selama 30 detik.kemudian langkah
selanjutnya bahan berupa es ditambahkan kedalam kelapa dan diaduk kembali
secara manual melalui operasi selama 30 detik dan kelapa muda pun siap untuk
disajikan.
I. Lalapan
Peta proses operasi ini diawali oleh operasi pencucian terhadap bahan utama
berupa timun selama 30 detik. Operasi penirisan kemudian dilakukan selama 10
detik menggunakan baskom, lalu operasi dan inspeksi pengupasan menggunakan
pisau selama 10 menit. Bahan tambahan berupa kubis, tomat dan kemangi
dikenakan operasi pencucian menggunakan baskom selama 30 detik. Operasi dan
inspeksi penirisan dilakukan di baskom selama 10menit. Kemudian bahan
tambahan tersebut ditambahkan dan dilakukan operasi inspeksi pemotongan
mengunakan pisau selam 2 menit. Lalapan pun siap untuk disajikan.
J. Sambal
Peta proses operasi ini diawali oleh operasi terhadap bahan utama yang berupa
Lombok, pemotongan menggunakan pisau selama 30 detik. Kemudian bahan
tambahan berupa bawang merah dikenakan operasi pemotongan menggunakan
pisau selama 30 detik. Lalu bahan tambahan bawang merah dan kecap dikenakan
operasi pencampuran selama 30 detik menggunakan sendok. sambal pun siap
untuk disajikan.
2. Peta Aliran Bahan (PAP)
A. Pembuatan nasi
Peta aliran bahan ini dimulai dengan pencucian beras selama 3 menit 3o detik
melalui operasi dan inspeksi dengan jumlah 1,5 kg. lalu beras dipindahkan dari
baskom ke panic selama 1 menit melalui transportasi dengan jarak 2 meter.
Kemudian penanakan beras dilakukan selama 22 menit melalui operasi dan
inspeksi dengan jarak 2 meter. Kemudian beras dipindahkan dari panic ke
dandang selama 1 menit melalui transportasi dengan jarak 1 meter. Langkah
38
selanjutnyaberas dikukus selama 15 menit melalui operasi dan inspeksi dengan
jarak 0,5 meter. Nasi siap untuk disajikan ke tempat penyajian.
B. Ikan Goreng Tepung
Peta aliran bahan ini dimulai dengan penimbangan ikan selama 3 menit 45 detik
melalui operasi dan inspeksi dengan jarak 1 meter dari tempat pelelangan ikan.
Kemudian cakalang tersebut dipindahkan dari timbangan ke baskom selama 1
menit melalui transportasi dengan jarak 1 meter. Langkah selanjutnya yaitu
pencucian cakalang selama 2 menit 5 detik melalui operasi dan inspeksi dengan
jarak 0,5 meter. Kemudian ikan disaring selama 1 menit 25 detik melalui operasi
dengan jarak 0,25 meter. Lalu ikan dibumbui dengan bawang putih, garam, royco
dan sasa serta air selama 1 menit 48 detik melalui operasi dengan jarak 2 meter.
Lalu ikan direndam dalam bumbu selama 2 menit 14 detik melalui operasi dengan
jarak 0,5 meter. Lalu ikan yang direndam diangkut kedalam baskom yang berisi
tepung selama 1 menit 30 detik melalui transportasi dengan jarak 6,25 meter.
Kemudian ikan dilumuri tepung selama 3 menit 8 detik melalui operasi dengan
jarak 0,5 meter. Lalu ikan digoreng selama 35 menit 16 detik melalui operasi dan
inspeksi dengan jarak 0,5 meter. Kemudian ikan disaring dari minyak selama 12
menit 8 detik melalui operasi denagan jarak 0,5 meter. Ikan ditiriskan setelah
diangkat dari wajan selama 25 detik melalui operasi dengan jarak 1 meter ,ikan
yang diproses sebanyak 3 kg. Ikan goreng tepung pun siap untuk disajikan.
C. Ikan Goreng
Peta aliran proses ini dimulai dengan penimbangan ikan sejumlah 1 kg selama 1
menit 43 detik melalui operasi dan inspeksi,kemudian ikan dipindahkan dari
timbangan ketempat pembersihan selama 5 detik melalui transportasi dengan
jarak 0,4 meter dari tempat awal. Lalu ikan dipotong potong selama 45 detik
melalui operasi dan inspeksi dengan jarak 1 meter,setelah itu ikan dicuci selama 1
menit 9 detik melalui proses operasi dan inspeksi dengan jarak 0,5 meter. Lalu
ikan dipindahkan dari stasiun kerja pembersihan ke pemasakan selama 10 detik
mealui transportasi dengan jarak 0,8 meter, lalu ikan dimasukkan ke baskom yang
berisi bumbu selama 1 menit melalui operasi dengan jarak 0,5 meter. Kemudian
ikan digoreng selama 11 menit 43 detik melalui operasi dan inspeksi dengan jarak

39
0,5 meter. Langkah selanjutnya yaitu penirisan ikan selama 1 menit melalui
operasi dengan jarak 2 meter. Ikan goreng pun siap untuk disajikan.
D. Ikan Bakar
Peta aliran proses ini dimulai dengan memindahan ikan dari tempat ikan ketempat
penimbangan selama 20 detik mealui proses transportasi dengan jarak 1 meter
sejumlah 1 kg, kemudian ikan ditimbang selama 4 menit melalui operasi dan
inspeksi dengan jarak 0,5 meter. Langkah selanjutnya yaitu ikan dipotong potong
selama 2 menit 55 detik melalui operasi dan inspeksi dengan jarak 0,5
meter,setelah itu ikan dicuci selama 9 menit 10 detik melalui operasi dan inspeksi
dengan jarak 0,5 meter. Langkah selanjutnya yaitu pembumbuan terhadap ikan
selama 3 menit 19 detik melalui operasi dan inspeksi dengan jarak 1 meter, lalu
ikan dipindahkan ketempat pembakaran selama 3 menit 15 detik melalui
transportasi dengan jarak 1 meter. Kemudian ikan dibakar dengan arang yang
sudah dipanaskan selama 13 menit 57 detik melalui operasi dan inspeksi dengan
jarak 0,5 meter. Ikan bakar pun siap disajikan.
E. Ikan Lombok Hijau
Peta aliran proses ini dimulai dengan pemanasan minyak dengan proses yang
dilakukan dengan operasi dan inspeksi dengan jarak 1 m dari panci dengan waktu
1 menit 30 detik dengan alat berupa kompor dan wajan. Setelah itu bawang
Bombay ditumis dengan operasi dan inspeksi dengan menggunakan alat berupa
wajan dan spatula dengan waktu selama 2 menit. Lalu bahan berupa air
ditambahkan ke dalam wajan tersebut dengan operasi dan inspeksi selama 2
menit.. setelah itu minyak tersebut dicampur dengan bumbu-bumbu yang sudah
dipersiapkan, bumbu-bumbu yang ditambahkan berupa cabai, bawang putih,
bawang merah, sereh, salam, kecap, garam dan penyedap rasa. Setelah itu ikan
dicampurkan kedalam minyak goring yang berisi campuran bumbu selama 3
menit dengan alat berupa wajan dan spatula dengan proses berupa operasi.
Kemudian bahan bahan tersebut diaduk sampai matang selama 24 menit 40 detik
sampai matang. Ikan Lombok Hijau pun siap untuk disajikan.
F. Ca kangkung
40
Peta aliran proses ini dimulai dengan pemotongan kangkung dipotong selama 10
menit melalui operasi dan inspeksi sejumlah 15 ikat. Kemudian kangkung
dipindahkan ke ember dari tempat pemotongan selama 15 detik melalui proses
transportasi dengan jarak 0,5 meter. Setelah itu kangkung dicuci selama 2 menit
melalui operasi dan inspeksi dengan jarak 0,5 meter. Kemudian kangkung
dipindahkan dari ember ke wajan selama 15 detik dengan jarak 2 meter melalui
transportasi. Kemudian kangkung dimasukkan dalam wajan yang telah terisi
campuran bumbuselama 50 detik melalui operasi dengan jarak 0,25 meter.
Kemudian kangkung ditumis bersamaan dengan campuran bumbu.selama 2 menit
melalui operasi dan inspeksi dengan jarak 0,25 meter. kemudian kangkung
ditumis kembali dengan bumbu penyedap selama 2 menit 6 detik melalui operasi
dan inspeksi. Ca kangkung pun siap disajikan.
G. Es jeruk
Peta aliran proses ini dimulai dengan jeruk dipotong selama 5 detik melalui
operasi dengan jarak 0,25 meter dari tempat pengambilan. Kemudian jeruk
diperas secara manual selama 1 menit melalui operasi dengan jarak 0,25 meter.
setelah itu air perasan jeruk diaduk yang sebelumnya ditambah air hangat dan gula
selama ½ menit melalui operasi dan inspeksi dengan jarak ½ meter. lalu air
dicampur dengan es batu selama ½ menit dengan jarak ½ meter dengan cara
operasi, pada proses jeruk yang digunakan sebanyak 1 buah. Setelah proses ini
berakhir maka es jeruk pun siap untuk disajikan.
H. Es kelapa muda
Peta aliran proses ini dimulai dengan penyiapan kelapa muda yang sudah dipilih
secara manual dengan waktu 1 menit melalui operasi dan ispeksi dengan jarak 2
meter. kemudian kelapa muda dibelah selama 5 menit melalui operasi dan
inspeksi dengan jarak ½ meter. air kelapa diaduk dengan sebelumnya sudah
ditambahkan gula selama 30 detik melalui operasi dan inspeksi dengan jarak ½
meter. kemudian air kelapa pun diaduk secara merata selama 30 detik melalui
operasi dengan jarak ½ meter. air kelapa muda pun siap untuk disajikan.
I. Lalapan
41
Peta aliran proses ini dimulai dengan penyiapan timun secara manual selama 30
detik melalui operasi dengan jarak 1 meter. kemudian timun ditiriskan selama 10
detik melalui operasi dan inspeksi dengan jarak 1 meter. lalu timun dikupas
dengan pisau selama 1 menit melalui operasi dan inspeksi dengan jarak 2 meter.
tomat, kubis, kemangi disiapkan yang juga dipotong dengan pisau selama 30 detik
dengan operasi dengan jarak 2 meter. tomat, kubis, kemangi dipotong dengan
pisau yang sebelumnya dicuci selama 2 menit melalui operasi dan inspeksi
dengan jarak 2 meter. pada proses ini buah timun yang digunakan 2 buah dan
buah lainnya berjumlah 1 buah. Setelah semua langkah telah selesai dilakukan
lalapan pun siap untuk disajikan.
J. Sambal
Peta aliran proses ini dimulai dengan pemotongan cabai yang dilakukan dengan
menggunakan pisau selama 30 detik melalui operasi dengan jarak ½ meter. cabai
dicampur dengan bawang merah yang telah dipotong dan kecap selama 30 detik
melalui operasi dengan jarak ½ meter. kemudian sambal pun siap untuk disajikan.
3. Diagram Aliran
A. Pembuatan Nasi
Pada pembuatan nasi diagram alir dimulai dari tempat pencucian yang dilanjutkan
menuju tempat penanakan yang berada di tempat pemasakan.
B. Ikan Goreng Tepung
Pada pembuatan ikan goreng tepung ini diagram alir dimulai dari tempat
penyimpanan ikan yang dilanjutkan ke tempat pencucian berlanjut ke tempat
pembumbuan dan yang terakhir tempat penggorengan.
C. Ikan Goreng
Pada pembuatan ikan goreng ini diagram alir dimulai dari tempat penyimpanan
ikan yang dilanjutkan ke tempat pencucian yang diakhiri pada tempat
pembumbuan dan penggorengan yaitu di tempat pemasakan.
D. Ikan Bakar
42
Pada pembuatan ikan goreng ini diagram alir dimulai dari tempat penyimpanan
ikan yang dilanjutkan ke tempat pencucian yang diakhiri pada tempat
pembumbuan dan kemudian pembakaran di tempat pemanggangan.
E. Ikan Lombok Hijau
Pada pembuatan ikan goreng tepung ini diagram alir dimulai dari tempat
penyimpanan ikan yang dilanjutkan ke tempat pencucian berlanjut ke tempat
pembumbuan dan yang terakhir tempat penggorengan.
F. Ca Kangkung
Pada pembuatan Ca kangkung ini diagram alir dimulai dari tempat pencucian
yang diteruskan ke tempat pemasakan.
G. Es Jeruk
Pada pembuatan Es Jeruk ini diagram alir dimulai dari penyiapan bahan dan
terakhir berada di tempat pembuatan yang ada di tempat perabot.
H. Es Kelapa Muda
Pada pembuatan Es kelapa muda ini diagram alir dimulai dari penyiapan bahan
dan terakhir berada di tempat pembuatan yang ada di tempat perabot.
I. Lalapan
Pada pembuatan lalapan ini diagram alir dimulai dari pencucian yang diteruskan
ke tempat pencampuran bahan.
J. Sambal
Pada pembuatan sambal ini diagram alir dimulai dari pencucian yang diteruskan
ke tempat pencampuran bahan.
Dari pengamatan yang kami lakukan dengan pedoman tata letak yang baik
untuk aliran bahan di Rumah Makan Putra Tunggal Sinar Harapan, pola aliran
sudah bagus dan terencana. Di sana sudah di tentukan area-area untuk produksi
sehingga aliran bahan itu berjalan lancar dan terencana. Pola aliran bahan pun
lurus hanya ada sedikit langkah balik dari transportasi pengolahan dari bahan
mentah sampai bahan jadi.
43
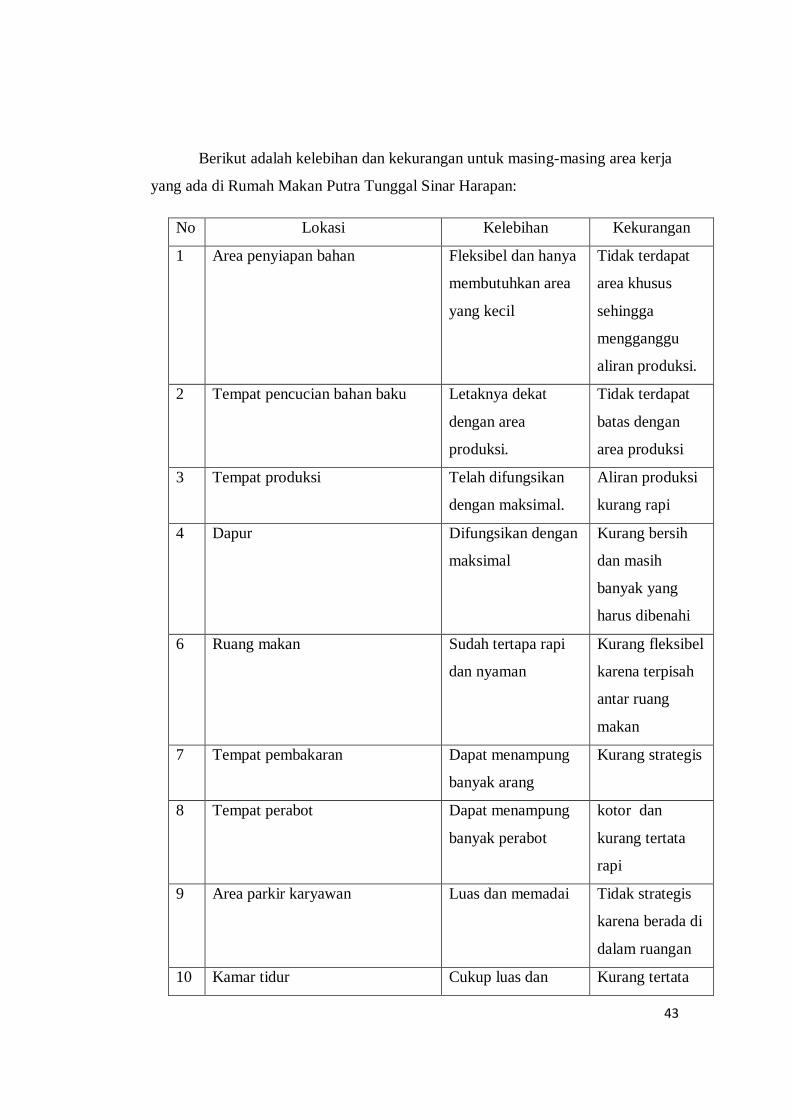
Berikut adalah kelebihan dan kekurangan untuk masing-masing area kerja
yang ada di Rumah Makan Putra Tunggal Sinar Harapan:
No Lokasi Kelebihan Kekurangan
1 Area penyiapan bahan Fleksibel dan hanya
membutuhkan area
yang kecil
Tidak terdapat
area khusus
sehingga
mengganggu
aliran produksi.
2 Tempat pencucian bahan baku Letaknya dekat
dengan area
produksi.
Tidak terdapat
batas dengan
area produksi
3 Tempat produksi Telah difungsikan
dengan maksimal.
Aliran produksi
kurang rapi
4 Dapur Difungsikan dengan
maksimal
Kurang bersih
dan masih
banyak yang
harus dibenahi
6 Ruang makan Sudah tertapa rapi
dan nyaman
Kurang fleksibel
karena terpisah
antar ruang
makan
7 Tempat pembakaran Dapat menampung
banyak arang
Kurang strategis
8 Tempat perabot Dapat menampung
banyak perabot
kotor dan
kurang tertata
rapi
9 Area parkir karyawan Luas dan memadai Tidak strategis
karena berada di
dalam ruangan
10 Kamar tidur Cukup luas dan Kurang tertata
44
strategis rapi
11 Toilet Sudah berada
diruang belakang
sehingga tidak
mengganggu
pengunjung
Kurang bersih
dan nyaman
12 Kolam Bisa digunakan
untuk tambahan
pasokan ikan
Kecil dan
seharusnya
berada
dibelakang
rumah makan.
Tidak terawat
13 Tempat ikan Cukup luas dan
memadahi
Kurang bersih
dan higenis
14 Kasir Simple dan cocok
karena sudah berada
di depan ruangan
Tidak ada
tempat khusus
buat kasir dan
hanya digabung
dengan etalase
tempat ikan
45
BAB IV
PENUTUP
KESIMPULAN
Setelah kami amati proses pembuatan makanan dan minuman pada Rumah Makan
Putra Tunggal Sinar Harapan, kami dapat membuat Peta Proses Operasi, Peta
Aliran Proses, dan Diagram Aliran untuk setiap menu masakan dan minuman.
Dari hasil evaluasi tata letak rumah makan ini, kami simpulkan bahwa masih
kurang efektif karena jarak perpindahan yang terlalu jauh sehingga memakan
waktu saat proses pembuatan produk.
Kelebihan tata letak rumah makan ini adalah sudah terorganisirnya tempat untuk
masing-masing stasiun. Kekurangannya adalah stasiun pembakaran yang masih
terlalu jauh dari stasiun penyajian sehingga perpindahan bahan menjadi terlalu
jauh.
46
DAFTAR PUSTAKA
Anonim 1. 2008. Strategi Tata Letak – Manajemen Operasi. Dalam
http://agungpia.multiply.com/journal/item/42/Strategi_Tata_Letak_-
_Manajemen_Operasi diakses tanggal 19 Maret 2010 pukul 13.13 WIB
Anonim 2. 2009. Strategi Tata Letak. Dalam http://one.indoskripsi.com/node/9267
diakses tanggal 19 Maret 2010 pukul 13.27 WIB
Apple, J. M. 1983. Plant Layout and Material Handling, Third Edition. John Wiley &
Sonc, Inc.
Burbidge, J.L. 1975. The Introduction of Group Technology. New York : John Wiley &
Sons Inc.
Machfud dan Agung, Yudha. 1990. Perancangan Tata Letak Pada Industri Pangan.
Bogor : IPB
Muther, R. 1944. Production Line Technique. New York : McGraw-Hill Book Co.
Sims, E.R. 1968. Planning and Managing Materials flow. Lancaster, Ohio : E.R. Sims
Associates
47
LAPORAN RESMI PRAKTIKUM
TEKNIK TATA CARA KERJA
ACARA 3
ROUTE SHEET DAN MULTI PRODUCT PROCESS CHART
Disusun Oleh:
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten:RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
48
BAB I
PENDAHULUAN
D. LATAR BELAKANG
Industri saat ini selalu berorientasi untuk meraih keuntungan di awal
pendiriannya. Apabila industri tidak dapat membdaapt balik modal aatu
meraih keuntungan saat melakukan produksi, maka industri tersebut sudah
pasti akan mengalami kerugian. Keuntungan industri tidak hanya dipengaruhi
oleh seberapa besar harga nominal suatu barang ataupun seberapa banyak
produk industri yang terjual dan dinikmati konsumen, namun dipengaruhi pula
oleh faktor internal industri. Faktor internal tersebut antara lain efisiensi dan
produktivitas pekerja. Peningkatan efisiensi dan produktivitas dapat dilakukan
dengan berbagai cara, salah satunya adalah dengan melakukan penentuan
jumlah mesin dan sumber daya manusia yang tepat sesuai dengan kebutuhan
di dalam proses produksinya.
Berdasarkan hal di atas, maka sudah sepatutnya dilakukan perhitungan
dan suatu evaluasi tata letak yang tepat dan sesuai agar diperoleh hasil yang
akurat. Perhitungan tersebut dapat menunjukkan kebutuhan mesin dan sumber
daya manusia pada suatu industri yang tepat dibutuhkan. Namun, penentuan
atau perhitungan ini perlu disesuaikan dengan keadaan riil industri yang
bersangkutan karena setiap industri memiliki kapasitas produksi yang berbeda.
Salah satu cara untuk melakukan perhitungan, serta melakuakn evaluasi tata
letak adalah Route Sheet dan Multi Product Process Chart (MPPC). Route
sheet dapat memberikan informasi mengenai banyaknya bahan yang terbuang
(scrap) pada proses produksi tersebut serta menunjukkan kapasitas produksi
dengan memperhatikan efisiensi mesin. Sedangkan MPPC dapat mengevaluasi
tata etak berdasarkan jumlah mesin.
Melalui perhitungan dan route sheet yang dikerjakan maka diharapkan
sebuah industri tidak memiliki mesin dan pekerja yang terlalu banyak atau
terlalu sedikit untuk menjalankan proses produksinya. Selain itu jumlah

49
pekerja yang tepat juga memberikan kesempatan kepada pekerja untuk lebih
berkonsentrasi pada pekerjaan yang dilakukan. Hal ini menunjukkan adanya
peningkatan efisiensi dan produktivitas terhadap fasilitas fisik yang berarti
peningkatan profit atau keuntungan terhadap industri tersebut. Hal inilah yang
menyebabkan perlunya diadakan praktikum “Route Sheet dan Multi Product
Process Chart” dalam lingkup pembelajaran Teknologi Industri Pertanian
sebagai bekal untuk bekerja kelak.
E. TUJUAN
Praktikan dapat melakukan perhitungan kebutuhan mesin dan sumber
daya manusia berdasarkan kapasitas riil industri.
50
BAB II
TINJAUAN PUSTAKA
Pengaturan departemen-departemen dalam sebuah pabrik atau industri
biasanya akan didasarkan pada aliran bahan (material) yang bergerak di antara
fasilitas-fasilitas produksi atau departemen tersebut. Fasilitas-fasilitas produksi
tersebut lalu akan diletakkan dalam masing-masing departemen sesuai dengan
pengelompokannya. Perlu diketahui pula bahwa permulaan (penerimaan) dari
pola aliran dan ujung (pengiriman) juga merupakan titik tempat bergabungnya
aliran internal ke dalam daur aliran sistem keseluruhan (Wignjosoebroto, 1996).
Dalam merancang aliran bahan, hal yang sama pentingnya untuk
diperhatikan adalah mengenai rancang fasilitas perusahaan tersebut. Aliran barang
biasanya merupakan tulang punggung fasilitas produksi, dan harus dirancang
dengan cermat, serta tidak boleh dibiarkan tumubuh atau berkembang menjadi
satu pola lulu lintas yang membingungkan. Konsep di atas dapat diringkas
menjadi sebagai berikut (Apple, 1983) :
a. Suatu perencanaan efisien bagi aliran barang adalah prayarat bagi produksi
yang ekonomis.
b. Pola aliran barang menajdi dasar bagi penyusunan fasilitas fisik yang efektif.
c. Pemindahan barang mengubah pola aliran ke dalam suatu kenyataan cergas,
dan memberitahukan bagaimana cara barang dipindahkan.
d. Susunan fasilitas yang baik di sekitar pola alirang barang dapat menghasilkan
pelaksanaan berbagai proses yang berkaitan secara efisien.
e. Penyelesaian proses yang baik dapat meminimumkan biaya produksi.
f. Biaya produksi minimum dapat memberikan keuntungan maksimum.
Rancang fasilitas dan aliran barang yang baik dapat diwujudkan dengan
cara mengevaluasi rancang fasilitas dan aliran barang yang sudah ada. Salah satu
cara melakukan evaluasi ini adalah dengan menggunakan Route Sheet dan Multi
Product Process Chart. Route Sheet atau bagan proses operasi-operasi (operations
process chart) merupakan suatu tabel atau bagan yang mirip dengan bagan
perakitan dengan perbedaan bahwa bagian proses operasi mencakup spesifikasi-

51
spesifikasi untuk bagian-bagian dan waktu pengoperasian dan pemeriksaan.
Routing sheet adalah lebih terperinci daripada bagian perakitan karena
menunjukkan operasi-operasi dan routing yang diperlukan untuk suatu bagian
proses individual. Setiap operasi mesin atau karyawan didaftar, begitu juga
dengan berbagai peralatan dan perkakas yang diperlukan. Jadi bagian proses
operasi-operasi atau routing sheet memberikan petunjuk-petunjuk yang lebih
lengkap tentang cara memproduksi suatu barang (Handoko, 2000).
Untuk proses perancangan tata letak , routing sheet mempunyai sifat yang
mendasar .Pada dasarnya routing sheet dibuat sebagai hasil dari perancangan
suatu proses ,belum ditentukan bagaimana pengaturan letak mesin atau pusat kerja
atau depertemen bagian produksi .Data dan informasi yang berkenan dengan
proses atau operasi yang berlangsung tertuang rinci dalam routing sheet
(Purnomo, 2004).
Sedangkan untuk keperluan perencanaan layout maka penggambaran
aliran atau urutan operasi kerja seperti yang dilaksanakan dalam “Operation
Layout” akan lebih baik kalau dimodifikasi dalam bentuk “Multi Part Process
Chart”. Dengan membuat Multi Part Process Chart maka akan bisa diperoleh
gambaran umum mengenai layout mesin atau fasilitas produksi yang seharusnya
dirancang selain itu dapat diketahui pula jumlah mesin secara teoritis dan
aktualnya (Wignjosoebroto, 1996).
Peta prose multi produk menunjukkan keterkaitan produksi antara bagian
suatu produk atau antar produk ,bahan dan akuivitas. Dengan membuat MPPC
maka akan diperoleh gambaran umum mengenai layout mesin atau fasilitas
produksi yang seharusnya dirancang. Berdasarkan peta tersebut maka akan dapat
dipelajari dan dianalisa dua hal yang memeiliki pengaruh yang cukup signifikan
dalam perancangan layout antara lain aliran balik (back tracking) dan
pengelompokan pola aliran (flow pattern) (Burbidge, 1975).
Multi Product Process Chart adalah suatu diagram yang menunjukkan
urut-urutan proses untuk masing-masing komponen yang akan diproduksi (Apple,
1990). Multi Product Process Chart termasuk dalam peta untuk menganalisis dan
52
merencanakan aliran barang dalam pabrik yang sudah berdiri maupun bagi
perencanaan proyek baru, erat kaitannya dengan peta proses operasi (Anonim 1,
2008).
Multi Product Process Chart berguna untuk menunjukkan keterkaitan
produksi antara komponen produk atau antar produk mandiri, bahan, bagian,
pekerjaan, atau kegiatan. Peta ini terutama berguna untuk membantu operasi job-
shop. Informasi yang dapat diperoleh adalah jumlah mesin yang dibutuhkan.
Untuk menggambarkan peta ini dengan baik, berikut petunjuk-petunjuk
pembuatan peta MPPC (Anonim 2, 2009) :
1. Menuruni sisi kertas, tulis daftar departemen atau bagian, kegiatan, proses dan
mesin yang harus dilalui komponen. Pengurutan dilakukan dari atas kebawah.
2. Sepanjang baris atas dituliskan komponen yang sedang dikaji.
3. Pencatatan operasi pada tiap komponen/produk berhadapan dengan nama
departemen/ proses/ mesin yang sesuai dengan lingkaran yang berisikan
nomor operasi dari peta proses operasi.
4. Hubungan lingkaran menurut urutannya, walaupun mungkin saja terjadi garis
balik.
5. Menjumlahkan nilai jumlah teoritis untuk setiap proses dan dicatat pada kotak
paling kanan untuk setiap baris.
6. Merupakan pengkajian peta yang bertujuan untuk penyusunan ulang yang
disebabkan oleh langkah balik., kesamaan pola aliran yang menunjukkan
kebutuhan akan proses yang sama pada wilayah yang sama, waktu yang sama
dan sebagainya. Penyusunan ulang akan menghasilkan pola aliran yang
efisien. Pembuatan MPPC sangat bergantung oleh Routing Sheet
53
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
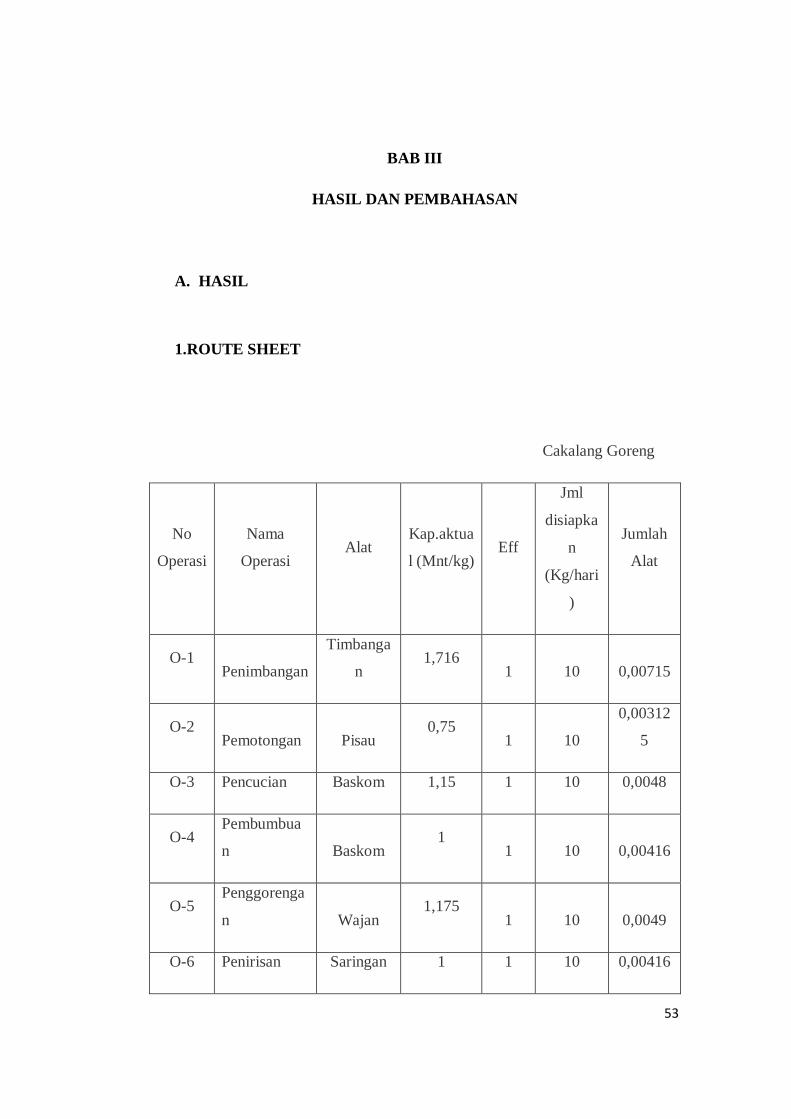
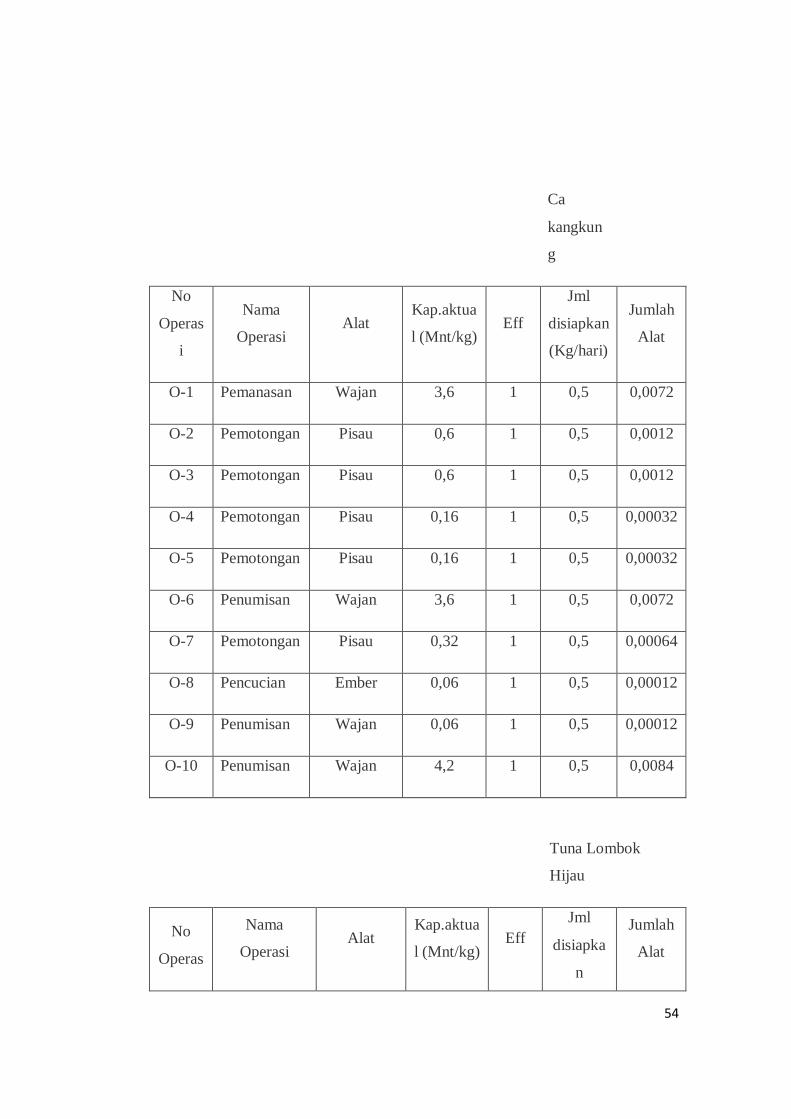
1.ROUTE SHEET
ROUTE SH
Cakalang Goreng
No
Operasi
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapka
n
(Kg/hari
)
Jumlah
Alat
O-1 Penimbangan
Timbanga
n 1,716
1 10 0,00715
O-2 Pemotongan Pisau
0,75 1 10
0,00312
5
O-3 Pencucian Baskom 1,15 1 10 0,0048
O-4 Pembumbua
n Baskom 1
1 10 0,00416
O-5 Penggorenga
n Wajan 1,175
1 10 0,0049
O-6 Penirisan Saringan 1 1 10 0,00416
54
Ca
kangkun
g
No
Operas
i
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapkan
(Kg/hari)
Jumlah
Alat
O-1 Pemanasan Wajan 3,6 1 0,5 0,0072
O-2 Pemotongan Pisau 0,6 1 0,5 0,0012
O-3 Pemotongan Pisau 0,6 1 0,5 0,0012
O-4 Pemotongan Pisau 0,16 1 0,5 0,00032
O-5 Pemotongan Pisau 0,16 1 0,5 0,00032
O-6 Penumisan Wajan 3,6 1 0,5 0,0072
O-7 Pemotongan Pisau 0,32 1 0,5 0,00064
O-8 Pencucian Ember 0,06 1 0,5 0,00012
O-9 Penumisan Wajan 0,06 1 0,5 0,00012
O-10 Penumisan Wajan 4,2 1 0,5 0,0084
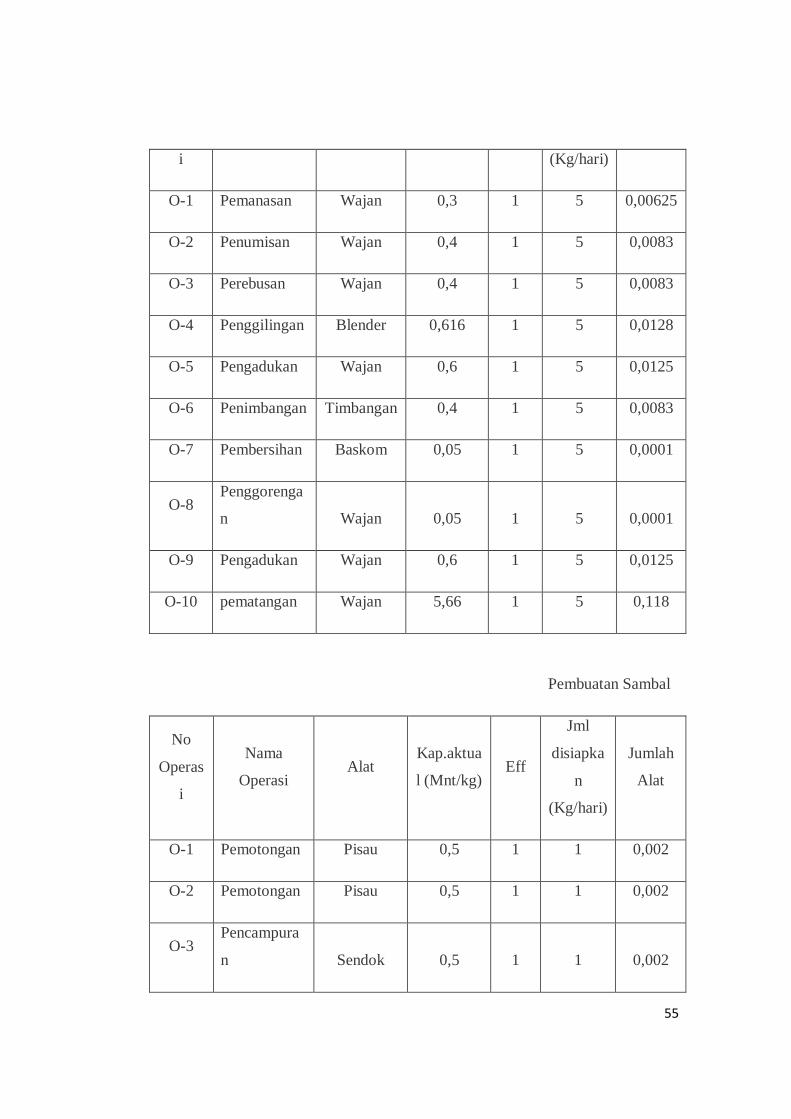
Tuna Lombok
Hijau
No
Operas
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapka
n
Jumlah
Alat
55
i (Kg/hari)
O-1 Pemanasan Wajan 0,3 1 5 0,00625
O-2 Penumisan Wajan 0,4 1 5 0,0083
O-3 Perebusan Wajan 0,4 1 5 0,0083
O-4 Penggilingan Blender 0,616 1 5 0,0128
O-5 Pengadukan Wajan 0,6 1 5 0,0125
O-6 Penimbangan Timbangan 0,4 1 5 0,0083
O-7 Pembersihan Baskom 0,05 1 5 0,0001
O-8 Penggorenga
n Wajan 0,05 1 5 0,0001
O-9 Pengadukan Wajan 0,6 1 5 0,0125
O-10 pematangan Wajan 5,66 1 5 0,118
Pembuatan Sambal
No
Operas
i
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapka
n
(Kg/hari)
Jumlah
Alat
O-1 Pemotongan Pisau 0,5 1 1 0,002
O-2 Pemotongan Pisau 0,5 1 1 0,002
O-3 Pencampura
n Sendok 0,5 1 1 0,002
56
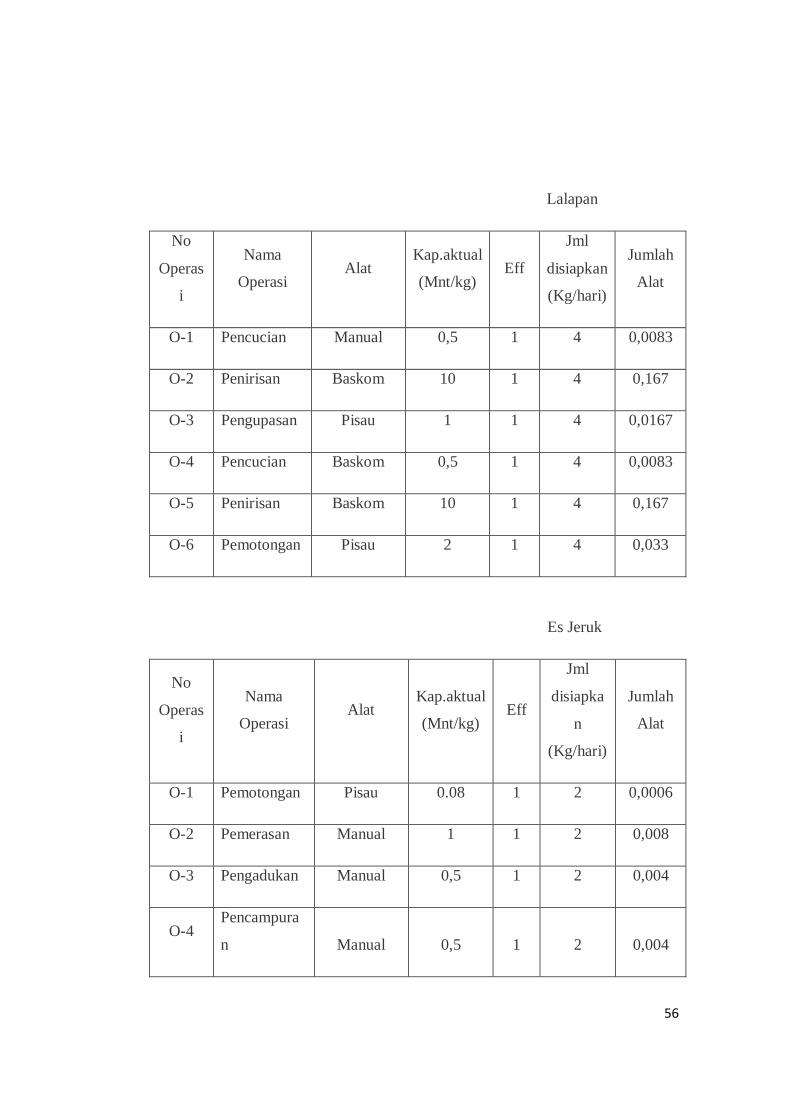
Lalapan
No
Operas
i
Nama
Operasi Alat
Kap.aktual
(Mnt/kg) Eff
Jml
disiapkan
(Kg/hari)
Jumlah
Alat
O-1 Pencucian Manual 0,5 1 4 0,0083
O-2 Penirisan Baskom 10 1 4 0,167
O-3 Pengupasan Pisau 1 1 4 0,0167
O-4 Pencucian Baskom 0,5 1 4 0,0083
O-5 Penirisan Baskom 10 1 4 0,167
O-6 Pemotongan Pisau 2 1 4 0,033
Es Jeruk
No
Operas
i
Nama
Operasi Alat
Kap.aktual
(Mnt/kg) Eff
Jml
disiapka
n
(Kg/hari)
Jumlah
Alat
O-1 Pemotongan Pisau 0.08 1 2 0,0006
O-2 Pemerasan Manual 1 1 2 0,008
O-3 Pengadukan Manual 0,5 1 2 0,004
O-4 Pencampura
n Manual 0,5 1 2 0,004
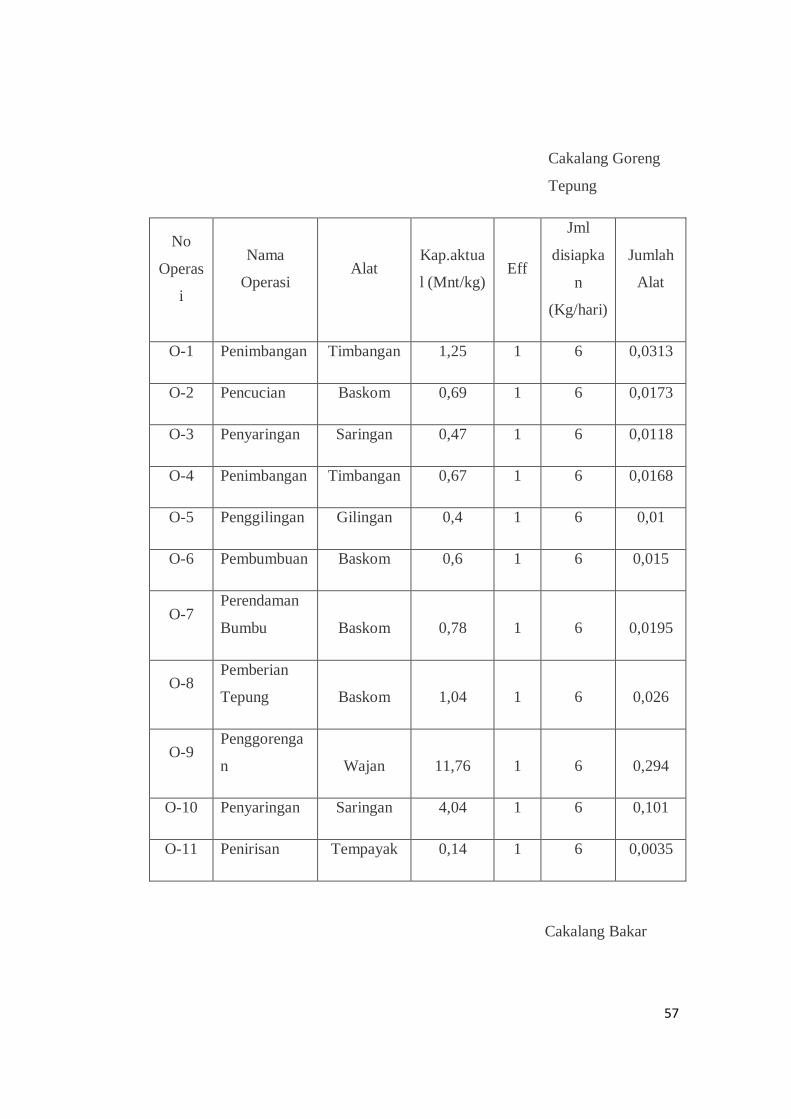
57
Cakalang Goreng
Tepung
No
Operas
i
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapka
n
(Kg/hari)
Jumlah
Alat
O-1 Penimbangan Timbangan 1,25 1 6 0,0313
O-2 Pencucian Baskom 0,69 1 6 0,0173
O-3 Penyaringan Saringan 0,47 1 6 0,0118
O-4 Penimbangan Timbangan 0,67 1 6 0,0168
O-5 Penggilingan Gilingan 0,4 1 6 0,01
O-6 Pembumbuan Baskom 0,6 1 6 0,015
O-7 Perendaman
Bumbu Baskom 0,78 1 6 0,0195
O-8 Pemberian
Tepung Baskom 1,04 1 6 0,026
O-9 Penggorenga
n Wajan 11,76 1 6 0,294
O-10 Penyaringan Saringan 4,04 1 6 0,101
O-11 Penirisan Tempayak 0,14 1 6 0,0035
Cakalang Bakar
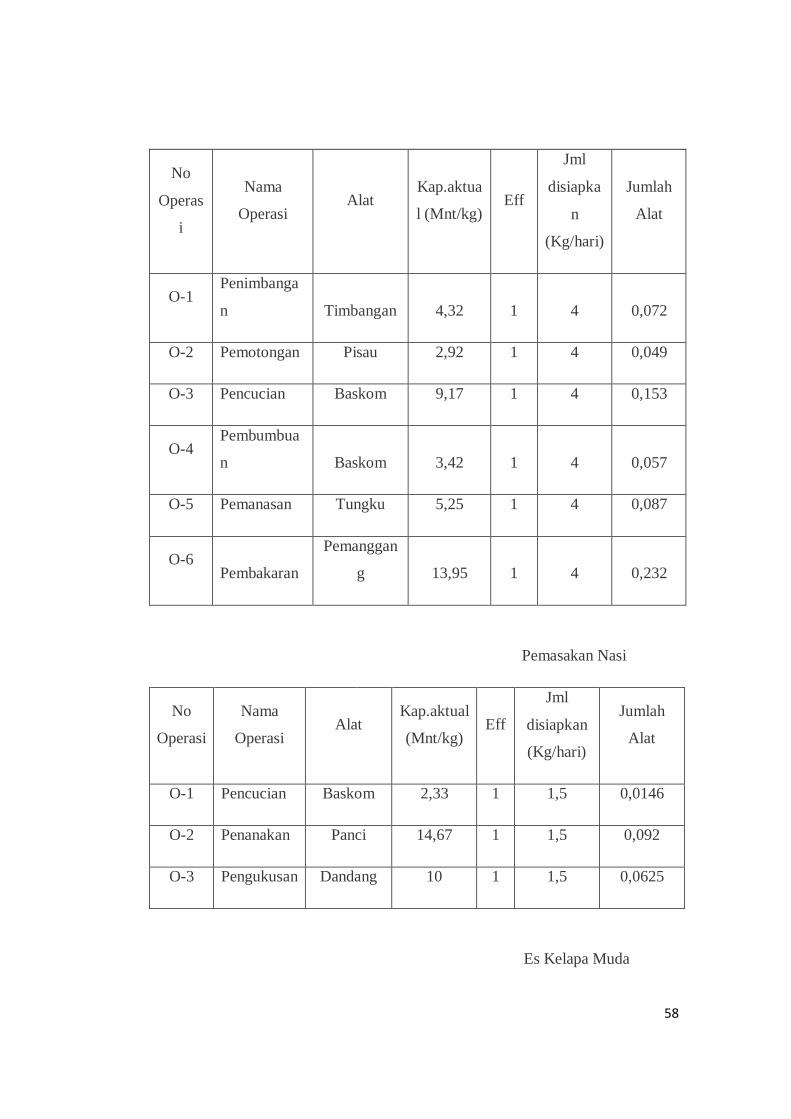
58
No
Operas
i
Nama
Operasi Alat
Kap.aktua
l (Mnt/kg) Eff
Jml
disiapka
n
(Kg/hari)
Jumlah
Alat
O-1 Penimbanga
n Timbangan 4,32 1 4 0,072
O-2 Pemotongan Pisau 2,92 1 4 0,049
O-3 Pencucian Baskom 9,17 1 4 0,153
O-4 Pembumbua
n Baskom 3,42 1 4 0,057
O-5 Pemanasan Tungku 5,25 1 4 0,087
O-6 Pembakaran
Pemanggan
g 13,95 1 4 0,232
Pemasakan Nasi
No
Operasi
Nama
Operasi Alat
Kap.aktual
(Mnt/kg) Eff
Jml
disiapkan
(Kg/hari)
Jumlah
Alat
O-1 Pencucian Baskom 2,33 1 1,5 0,0146
O-2 Penanakan Panci 14,67 1 1,5 0,092
O-3 Pengukusan Dandang 10 1 1,5 0,0625
Es Kelapa Muda
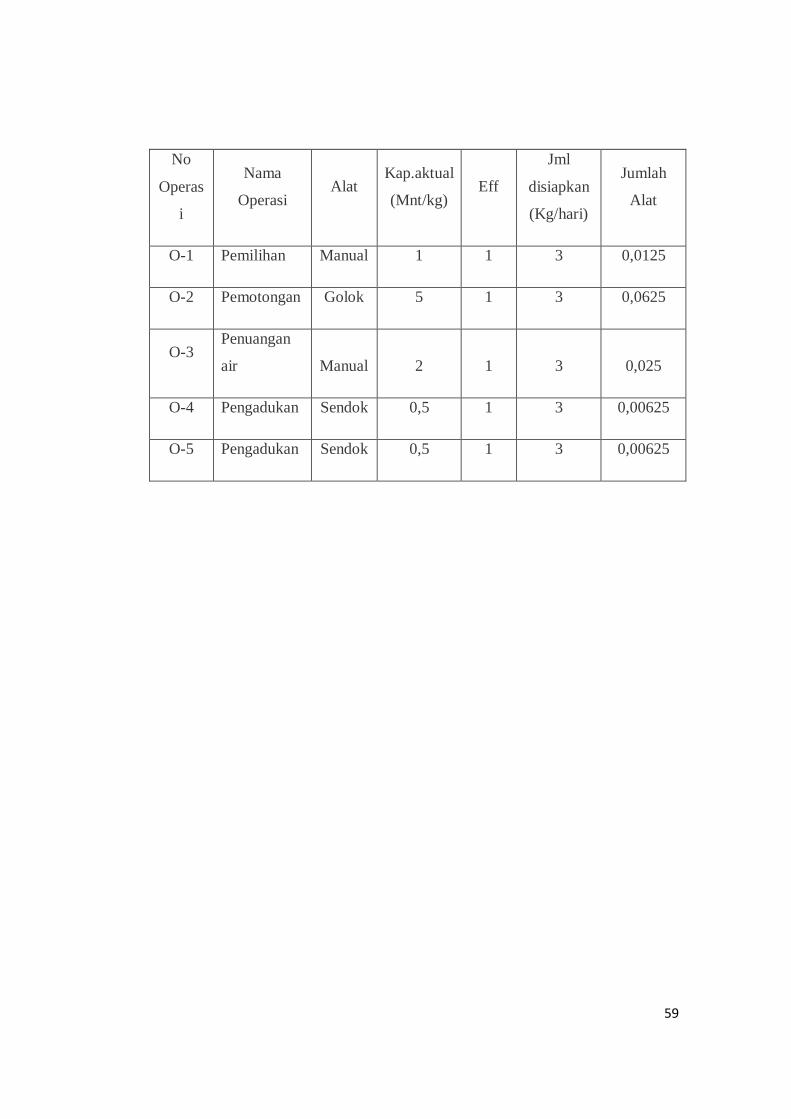
59
No
Operas
i
Nama
Operasi Alat
Kap.aktual
(Mnt/kg) Eff
Jml
disiapkan
(Kg/hari)
Jumlah
Alat
O-1 Pemilihan Manual 1 1 3 0,0125
O-2 Pemotongan Golok 5 1 3 0,0625
O-3 Penuangan
air Manual 2 1 3 0,025
O-4 Pengadukan Sendok 0,5 1 3 0,00625
O-5 Pengadukan Sendok 0,5 1 3 0,00625
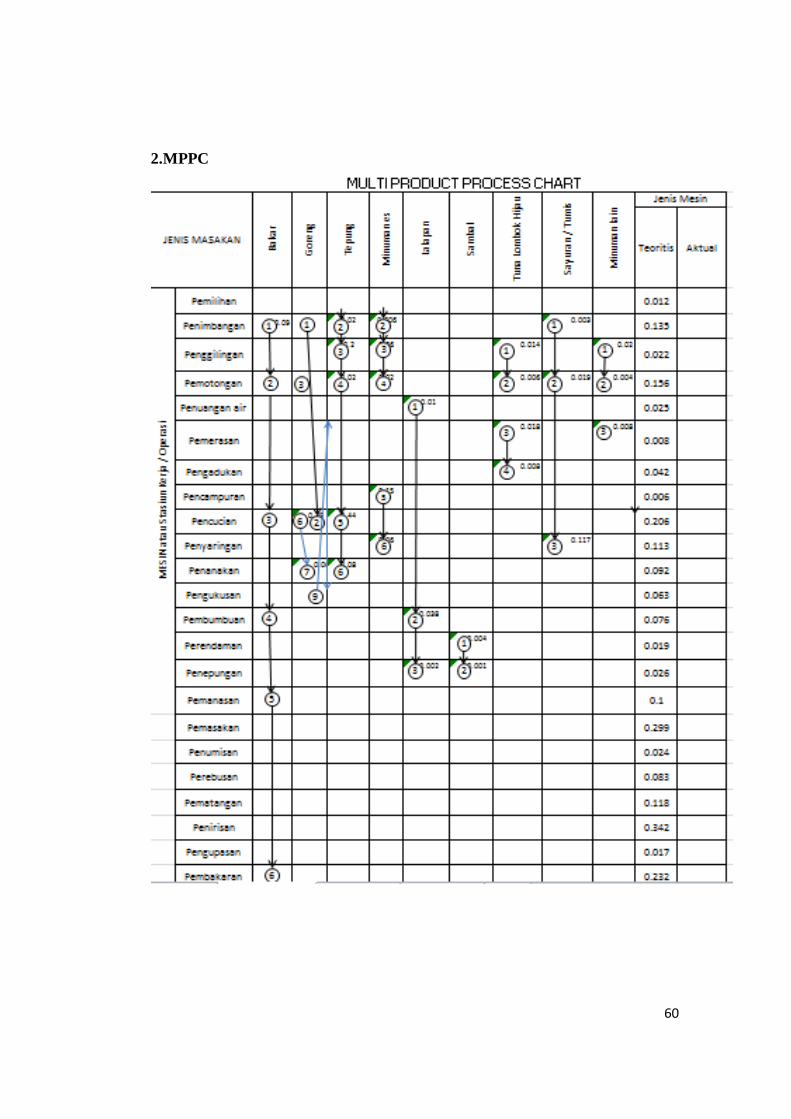
60
2.MPPC
61
B. PEMBAHASAN
Praktikum Tata Letak dan Penanganan Bahan acara 3 ini membahas
tentang Route Sheet dan Multi Product Process chart. Praktikum ini bertujuan
agar praktikan dapat melakukan perhitungan akan kebutuhan mesin dan
sumberdaya manusia berdasar kapasitas riil industri sehingga tidak ada
pemborosan atau kekurangan tenaga kerja maupun mesin.
Route Sheet atau bagan proses operasi-operasi (operations process
chart) merupakan suatu tabel atau bagan yang mirip dengan bagan perakitan
dengan perbedaan bahwa bagian proses operasi mencakup spesifikasi-
spesifikasi untuk bagian-bagian dan waktu pengoperasian dan pemeriksaan.
Routing sheet lebih terperinci daripada bagian perakitan karena menunjukkan
operasi-operasi dan routing yang diperlukan untuk suatu bagian proses
individual. Setiap operasi mesin atau karyawan didaftar, begitu juga dengan
berbagai peralatan dan perkakas yang diperlukan. Jadi bagian proses operasi-
operasi atau routing sheet memberikan petunjuk-petunjuk yang lebih lengkap
tentang cara memproduksi suatu barang.
Sedangkan MPPC (Multi Product Process Chart) adalah suatu
diagram yang menunjukkan urut-urutan proses untuk masing-masing
komponen yang akan diproduksi. MPPC termasuk dalam peta untuk
menganalisis dan merencanakan aliran barang dalam pabrik yang sudah
berdiri maupun bagi perencanaan proyek baru, erat kaitannya dengan peta
proses operasi
Dalam pembuatan Route Sheet terdapat beberapa langkah yang harus
dilakukan. Langkah pertama yang dilakukan adalah mengambil data yang
diperlukan. Data tersebut dapat diambil dari Peta Proses Operasi yang telah
dibuat sebelumnya pada acara 2 yaitu berupa jumlah bahan dan produk yang
diharapkan, waktu yang ditempuh untuk melakukan suatu operasi dan
jumlah scrap yang timbul dari setiap operasi yang dinyatakan dalam persen
atas jumlah keseluruhan bahan atau produk. Alasan data diambil dari PPO
karena PPO merupakan peta kerja yang menggambarkan langkah-langkah
proses yang akan dialami oleh bahan baku berupa urutan kegiatan operasi dan
62
inspeksi sejak bahan mentah hingga menjadi produk yang memuat informasi
mengenai waktu proses, bahan yang digunakan, mesin/stasiun kerja yang
melakukan kegiatan operasi, serta waktu dan kondisi operasi.
Langkah kedua adalah menentukan nomor operasi, nama operasi,
mesin/stasiun kerja yang melakukan kegiatan operasi waktu proses/waktu
baku dari masing-masing operasi, serta jumlah yang diharapkan tiap operasi.
Nomor dan nama operasi diurutkan dari nomor operasi paling pertama,
sedangkan maksud dari stasiun kerja atau mesin adalah bagaimana operasi itu
dilakukan oleh pekerja. Operasi dapat dilakukan dengan bnatuan mesin atau
alat sehingga pekerja dapat meninggalkan operasi itu untuk melakukan operasi
lainnya atau pekerja dapat melakukannya secara manual. Pekerjaan yang
dilakukan secara manual disebut dengan stasiun kerja dalam Route Sheet.
Langkah ketiga adalah menentukan kapasitas aktual dari masing-
masing operasi dengan cara menghitung waktu proses per berat (gram) bahan.
Langkah ke empat adalah menghitung efisiensi mesin / pekerja dari
masing-masing operasi dengan menggunakan rumus:
Ei = atau
periode tiapkerja optimalwaktu
periode tiap timeupset down time - 1 Ei
Dalam perhitungan ini, praktikan menggunakan rumus efisiensi yang
pertama. Perhitungan ini digunakan untuk menghitung efisiensi mesin/pekerja
dari operasi yang menggunakan mesin, bukan operasi yang dilakukan secara
manual. Hal ini dikarenakan efisiensi operasi yang dilakukan secara manual
atau disebut dengan stasiun kerja adalah 100 %.
Langkah ke lima adalah menghitung jumlah yang siapkan yaitu dengan
menentukan jumlah kilogram tiap bahan dibagi dengan jumlah pesanan per
hari.
Langkah ke delapan adalah menghitung jumlah mesin. Perhitungan ini
dilakukan dengan menggunakan rumus:
63
Ni =
Hasil perhitungan tersebut inilah yang selanjutnya akan digunakan
dalam pembuatan MPPC untuk mendapatkan jumlah mesin yang dibutuhkan
secara teoritis maupun aktual.
MPPC merupakan kelanjutan dari Route Sheet, yaitu berisi urutan
proses yang dialami oleh tiap bahan. MPPC menunjukkan keterkaitan
produksi, bahan, atau kegiatan. Dengan dibuatnya peta proses multi produk ini
dapat ditentukan jumlah mesin yang dibutuhkan dalam suatu proses produksi.
Apabila dalam suatu proses tidak menggunakan mesin atau dengan kata lain
operasi dilakukan secara manual, maka data akhirnya berupa jumlah
kebutuhan tenaga kerja untuk proses operasi manual tersebut. Selain itu pada
MPPC juga terdapat jumlah mesin yang dibutuhkan secara teoritis dan aktual
pada tiap stasiun kerja, untuk stasiun kerja yang tidak membutuhkan mesin
maka nilai tersebut adalah jumlah pekerja atau operator yang dibutuhkan.
MPPC dibuat dengan cara membuat suatu tabel dengan menggunakan
software autocad atau VCO, di mana pada baris atas tercantum seluruh bahan
baku yang digunakan, serta jumlah mesin, baik secara teoritis maupun aktual.
Sedangkan pada bagian kiri tercantum nama operasi urut dari operasi yang
pertama. Selanjutnya data-data jumlah mesin yang diperoleh dari hasil
perhitungan pada Route Sheet dipindahkan ke MPPC. Operasi tiap bahan yang
telah dilingkari dan telah tercantum jumlah mesin secara teoritis di atasnya,
disambungkan antar lingkaran dengan anak panah.
Untuk hasil perhitungan, sama dengan nilai jumlah mesin yang
dibutuhkan secara teoritis pada Route Sheet, nilai mesin yang dibutuhkan pada
jumlah mesin secara aktual MPPC masih berbentuk pecahan sehingga
dilakukan pembulatan ke atas. Alasan dilakukan pembulatan ke atas, selain
agar target produksi dapat tercapai adalah karena dengan pembulatan kebawah
target produksi sulit direncanakan. Selain itu, jika dilakukan pembulatan ke
bawah maka seluruh stasiun kerja tidak memiliki mesin dan operatornya.
64
Pembulatan keatas mengasumsikan akan adanya mesin atau operator yang
menganggur, namun dapat diantisipasi dengan pembagian tugas yang efektif
dan efisien sehingga dapat mengurangi waktu delay.
Berdasarkan hasil perhitungan mengenai jumlah yang disiapkan
diketahui bahwa jumlah yang disiapkan dengan jumlah yang diharapkan tidak
terlalu besar. Sedangkan berdasarkan hasil perhitungan jumlah mesin pada
Route Sheet dan MPPC di atas, diketahui bahwa operasi pada industri ini
masih dilakukan dengan sangat menghemat biaya operasi. Hal ini ditunjukkan
dengan jumlah mesin secara teoritis yang berkisar antara 0-1 sehingga nilai
aktual jumlah mesin adalah 1. Hal ini dapat dikarenakan industri Rumah
Makan Putra Tunggal merupakan industri kecil yang belum begitu mengerti
mengenai efisien dan efketifitas sehingga belum terdapat niat untuk
menambah atau memperbaharui mesin. Padahal dengan bertambahnya mesin
dapat meningkatkan produktivitas pekerja dan meningkatkan jumlah produk
akhir yang diharapkan sehingga menambah jumlah keuntungan.
Berdasarkan rumus perhitunga untuk mencari jumlah mesin secara
teoritis, diperoleh hasil bahwa nilai teoritis jumlah mesin berkisar antara 0-1.
Hal ini menyebabkan jumlah mesin secara aktual dibulatkan ke atas menjadi
1. Data ini sesuai dengan keadaan di lapangan atau di industri bahwa industri
ini hanya memiliki 1 alat untuk setiap operasinya. Keadaan ini tidak terlalu
diperhatikan oleh pemilik industri. Hal ini dapat dikarenakan belum terjadi
masalah pada alat atau mesin yang digunakan dalam operasi proses pembuatan
kerupuk pada industri ini. Namun apabila terjadi suatu masalah pada mesin
atau alat, maka dapat menyebabkan terhentinya kegiatan produksi secara total.
Hal ini dikarenakan masing-masing operasi saling berhubungan dan
mempengaruhi. Masalah keterbatasan alat ini sebaiknya segera diselesaikan
sebelum terjadi hal yang dapat menyebabkan industri menjadi rugi.
65
BAB IV
PENUTUP
A. Kesimpulan
Keadaan industri yang hanya memiliki satu buah mesin atau alat untuk
setia operasi patut diwaspadai. Hal ini dikarenakan apabila terjadi kerusakan
alat dapat menyebabkan operasi produksi terhenti total. Maka sebaiknya
orang-orang yang terkait dalam industri Rumah Makan ini segera berusaha
menyelesaikan masalah keterbatasan alat tersebut.
66
DAFTAR PUSTAKA
Anonim 1. 2012. Multi Product Process Chart. Dalam
http://shefaa.ngeblogs.com/2010/03/16/multi-product-process-chart/
diakses tanggal 25 Maret 2010 pukul 14.23 WIB
Anonim 2. 2012. Product Layout. Dalam
http://vuee.blogspot.com/2008/04/product-layout.html diakses tanggal 25
Maret 2010 pukul 13.27 WIB
Apple, J. M. 1983. Plant Layout and Material Handling, Third Edition. John
Wiley & Sonc, Inc.
Burbidge, J.L. 1975. The Introduction of Group Technology. New York : John
Wiley & Sons Inc.
Handoko, T. Hani. 2000. Dasar-Dasar Manajemen Produksi dan Operasi.
Purnomo, H. 2004. Perencanaan dan Perancangan Fasilitas : Edisi Pertama.
Yogyakarta : Graha Ilmu.
Wignjosoebroto, Sritomo. 1996. Tata Letak Pabrik dan Pemindahan Bahan. ITS.
Surabaya.
67
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 4
PERENCANAAN ALIRAN BAHAN
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
68
BAB I
PENDAHULUAN
F. LATAR BELAKANG
Perkembangan dunia industri yang sangat pesat dengan diikuti
perkembangan teknologi yang semakin maju, maka semakin kompleks pula
permasalahan yang terjadi pada industri tersebut. Permasalahan dunia industri
bukan hanya menyangkut seberapa besar investasi yang harus ditanam, system,
dan prosedur produksi, pemasaran dan lain sebagainya, namun menyangkut pula
dalam hal perencanaan fasilitas. Baik itu dalam hal lokasi fasilitas atupun
menyagkutrancangan fasilitas itu sendiri.
Perencanaan dan perancangan suatu fasilitas sangatlah penting dalam
mendirikan atau mengembangkan suatu perusahaan. Pembangunan perusahaan
harus sesuai dengan perencanaan, penyusunan, perancangan dan pengendalian
baik berupa materil maupun non materil. Sangat diperlukan pemahaman yang
baik tentang rancang fasilitas, yang berkaitan dengan manufaktur dan penanganan
pemindahan bahan yang akan memudahkan dalam merancang fasilitas suatu
pabrik dan mengoptimumkan hubungan antar kegiatan dalam pabrik (operator,
aliran barang, aliran informasi). Pembuatan rencana harus didasarkan pada
perbandingan antara manfaat atau keuntungan dengan biaya yang dikeluarkan
agar kegiatan tersebut menghasilkan keuntungan yang maksimal.
Masalah aliran bahan muncul juga dikarenakan adanya kebutuhan untuk
memindahkan bahan dari awal proses sampai akhir proses untuk mencapai
lintasan yang paling efisien. Keuntungan merencanakan aliran bahan dengan baik
antara lain kita dapat memanfaatkan ruang lebih efisien, pemindahan bahan lebih
sederhana, pengurangan resiko kecelakaan kerja, minimasi gerakan bolak-balik,
pengurutan pekerjaan lebih logis.

69
B. TUJUAN PRAKTIKUM
Praktikan dapat menentukan tipe aliran bahan dan tipe tata letak dalam
industri.
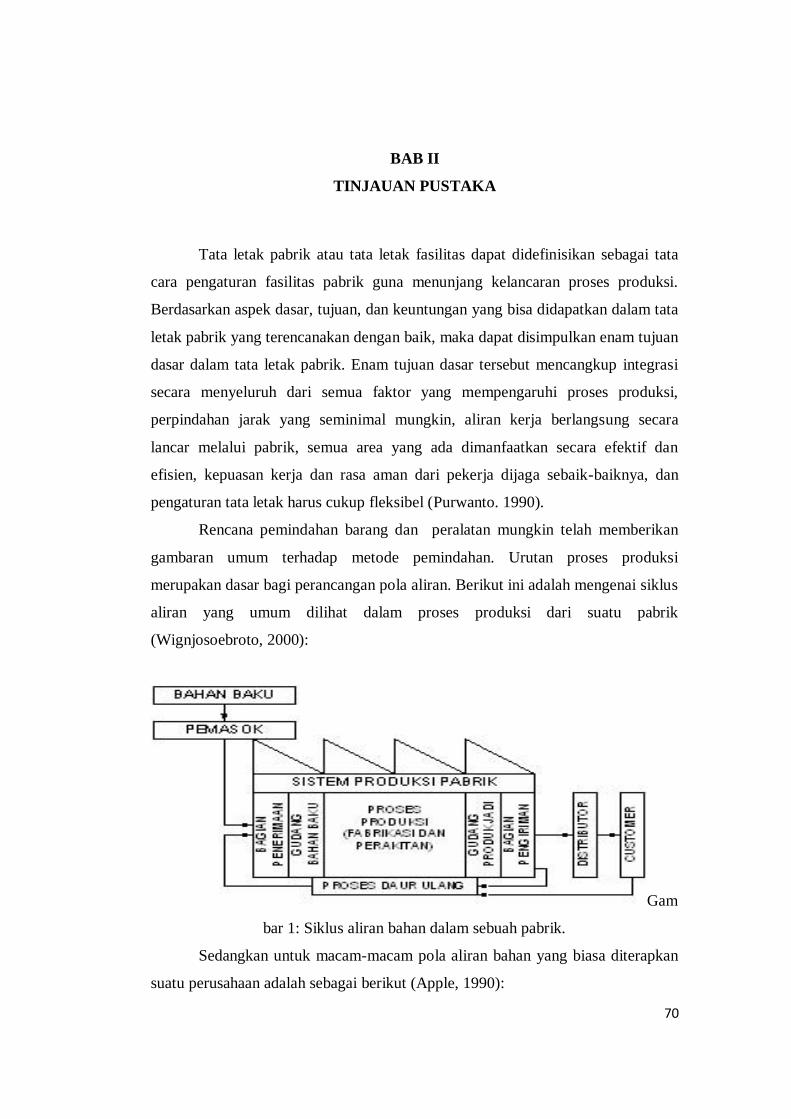
70
BAB II
TINJAUAN PUSTAKA
Tata letak pabrik atau tata letak fasilitas dapat didefinisikan sebagai tata
cara pengaturan fasilitas pabrik guna menunjang kelancaran proses produksi.
Berdasarkan aspek dasar, tujuan, dan keuntungan yang bisa didapatkan dalam tata
letak pabrik yang terencanakan dengan baik, maka dapat disimpulkan enam tujuan
dasar dalam tata letak pabrik. Enam tujuan dasar tersebut mencangkup integrasi
secara menyeluruh dari semua faktor yang mempengaruhi proses produksi,
perpindahan jarak yang seminimal mungkin, aliran kerja berlangsung secara
lancar melalui pabrik, semua area yang ada dimanfaatkan secara efektif dan
efisien, kepuasan kerja dan rasa aman dari pekerja dijaga sebaik-baiknya, dan
pengaturan tata letak harus cukup fleksibel (Purwanto. 1990).
Rencana pemindahan barang dan peralatan mungkin telah memberikan
gambaran umum terhadap metode pemindahan. Urutan proses produksi
merupakan dasar bagi perancangan pola aliran. Berikut ini adalah mengenai siklus
aliran yang umum dilihat dalam proses produksi dari suatu pabrik
(Wignjosoebroto, 2000):
Gam
bar 1: Siklus aliran bahan dalam sebuah pabrik.
Sedangkan untuk macam-macam pola aliran bahan yang biasa diterapkan
suatu perusahaan adalah sebagai berikut (Apple, 1990):

71
Gambar 2: Pola aliran material
Aliran bahan yang yang mengalir dari satu departemen ke departemen yang
lainya sering kali tidak mengalir secara lancar, hal ini disebabkan karena tata letak
departemen yang tidak sesuai dengan pola aliran bahan. Untuk mengevaluasi
alternative tata letak departemen maka diperlukan analisis untuk mengukur aliran
bahan. Sedangkan teknik-teknik perencanaan aliran bahan dibagi menjadi dua
kategori, yaitu metode konvensional dan kuantitatif. Metode konvensional
relative mudah digunakan, cara yang umum digunakan adalah dalam bentuk
grafis. Teknik ini membutuhkan rincian kerja yang banyak untuk membuat
catatan perpindahan untuk sebuah operasi yang ada. Dalam melakukn analisis
aliran bahan dengan pendekatan konvensional, dibutuhkan beberapa data dari
setiap perpindaahan bahan. Data-data yang diperlukan diantaranya adalah
(Anonim, 2012):
1. Jalur yang dilalui bahan antar epartemen
2. Volume yang dipindahkan
3. Jarak yang ditempuh
4. Frekuensi perpindahan
5. Kecepatan perpindahan bahan
6. Biaya yang diperlukan untuk pemindahan bahan
72
Langkah awal dalam merancang faslitas manufaktur adalah menentukan pola
aliran secara umum. Pola aliran ini menggambarkan material masuk sampai pada
produk jadi. Beberapa pola aliran umum serta fungsi dan kegunaannya adalah
(Francis, 1992).
1. Pola aliran garis lurus digunakan untuk proses produksi yang pendek dan
sederhana.
2. Pola aliran bentuk L. Pola ini hampir sama dengan pola garis lurus, hanya
saja pola ini digunakan untuk mengakomodasi jika pola aliran garis lurus
tidak bisa digunakan dan biaya bangunan terlalu mahal jika menggunakan
pola aliran garis lurus.
3. Pola aliran bentuk U. Pola ini digunakan jika aliran masuk material dan
aliran keluarnya produk pada lokasi yang relatif sama.
4. Pola aliran bentuk O. Pola ini digunakan jika keluar masuknya material dan
produk pada satu tempat/satu pintu. Kondisi ini memudahkan dalam
pengawasan keluar masuknya barang.
5. Pola aliran bentuk S, digunakan jika aliran produksi panjang dan lebih
panjang dari ruangan yang ditempati. Karena panjangnya proses, maka aliran
di zigzag.
Aliran bahan bisa diukur secara kualitatif dengan menggunakan tolak ukur
derajat kedekatan hubungan antara suatu fasilitas (departemen) dengan fasilitas
lainnya. Metode kualitatif tersebut diantaranya dengan menggunakan diagram
hubungan aktivitas (ARD) dan peta hubungan aktivitas (ARC). Sedangkan untuk
perancangan tata letak fasilitas dengan menggunakan diagram pengalokasian
wilayah (AAD), dan Template (Sayuti, 2008).
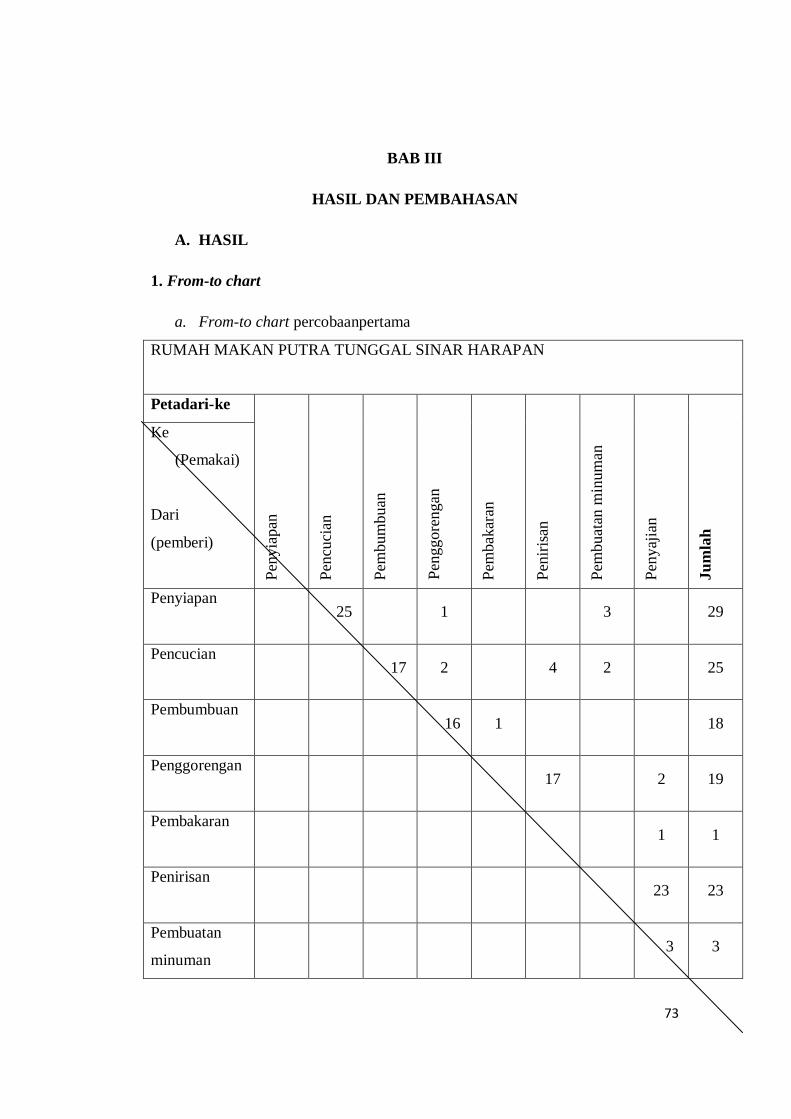
73
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
1. From-to chart
a. From-to chart percobaanpertama
RUMAH MAKAN PUTRA TUNGGAL SINAR HARAPAN
Petadari-ke
Pen
yia
pan
Pen
cuci
an
Pem
bum
buan
P
enggore
ngan
Pem
bak
aran
Pen
iris
an
Pem
buat
an m
inum
an
Pen
yaj
ian
Ju
mla
h
Ke
(Pemakai)
Dari
(pemberi)
Penyiapan
25 1 3 29
Pencucian
17 2 4 2 25
Pembumbuan
16 1 18
Penggorengan
17 2 19
Pembakaran
1 1
Penirisan
23 23
Pembuatan
minuman 3 3
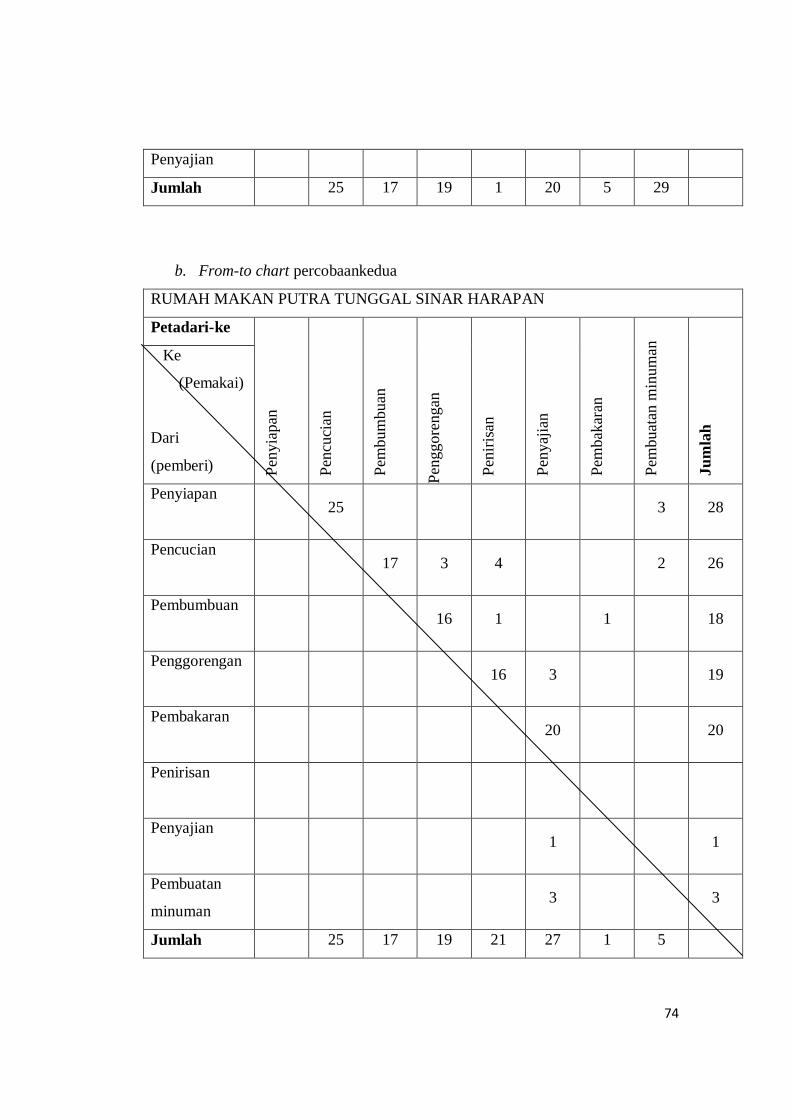
74
Penyajian
Jumlah 25 17 19 1 20 5 29
b. From-to chart percobaankedua
RUMAH MAKAN PUTRA TUNGGAL SINAR HARAPAN
Petadari-ke
Pen
yia
pan
Pen
cuci
an
Pem
bum
buan
Pen
ggore
ngan
Pen
iris
an
Pen
yaj
ian
Pem
bak
aran
Pem
buat
an m
inum
an
Ju
mla
h
Ke
(Pemakai)
Dari
(pemberi)
Penyiapan
25 3 28
Pencucian
17 3 4 2 26
Pembumbuan
16 1 1 18
Penggorengan
16 3 19
Pembakaran
20 20
Penirisan
Penyajian
1 1
Pembuatan
minuman 3 3
Jumlah 25 17 19 21 27 1 5
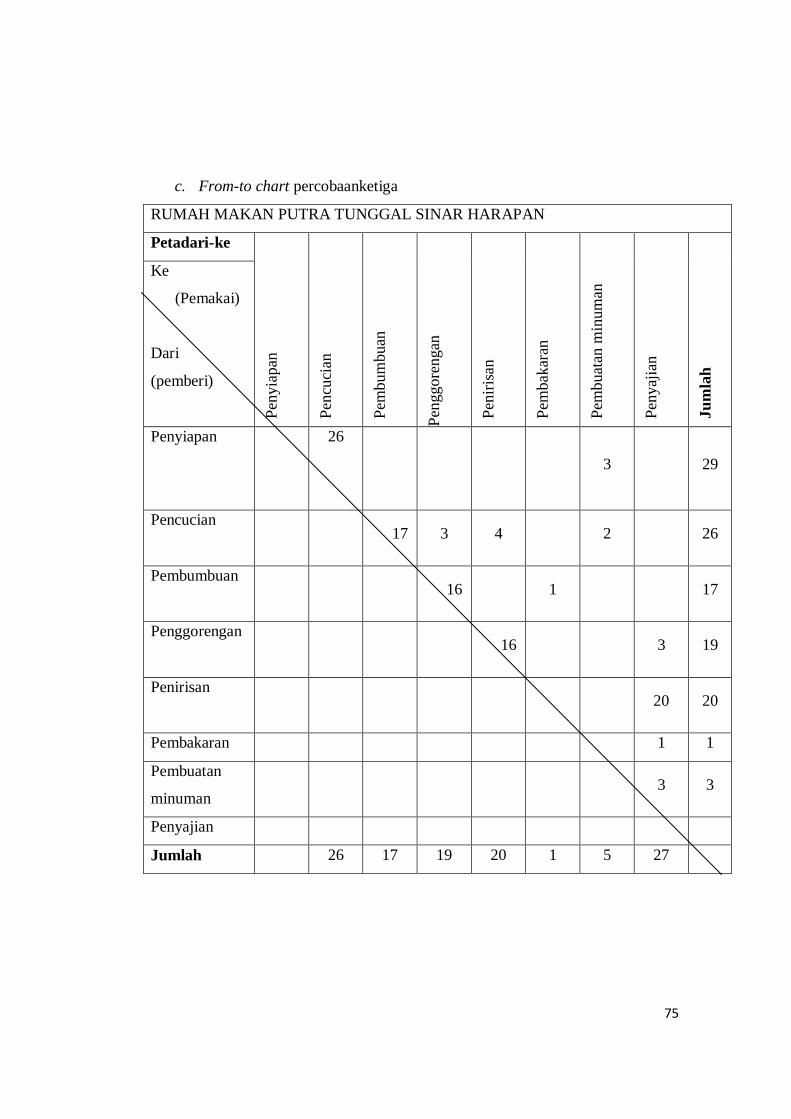
75
c. From-to chart percobaanketiga
RUMAH MAKAN PUTRA TUNGGAL SINAR HARAPAN
Petadari-ke
Pen
yia
pan
Pen
cuci
an
Pem
bum
buan
Pen
ggore
ngan
Pen
iris
an
Pem
bak
aran
Pem
buat
an m
inum
an
Pen
yaj
ian
Ju
mla
h
Ke
(Pemakai)
Dari
(pemberi)
Penyiapan
26
3 29
Pencucian
17 3 4 2 26
Pembumbuan
16 1 17
Penggorengan
16 3 19
Penirisan
20 20
Pembakaran 1 1
Pembuatan
minuman 3 3
Penyajian
Jumlah 26 17 19 20 1 5 27
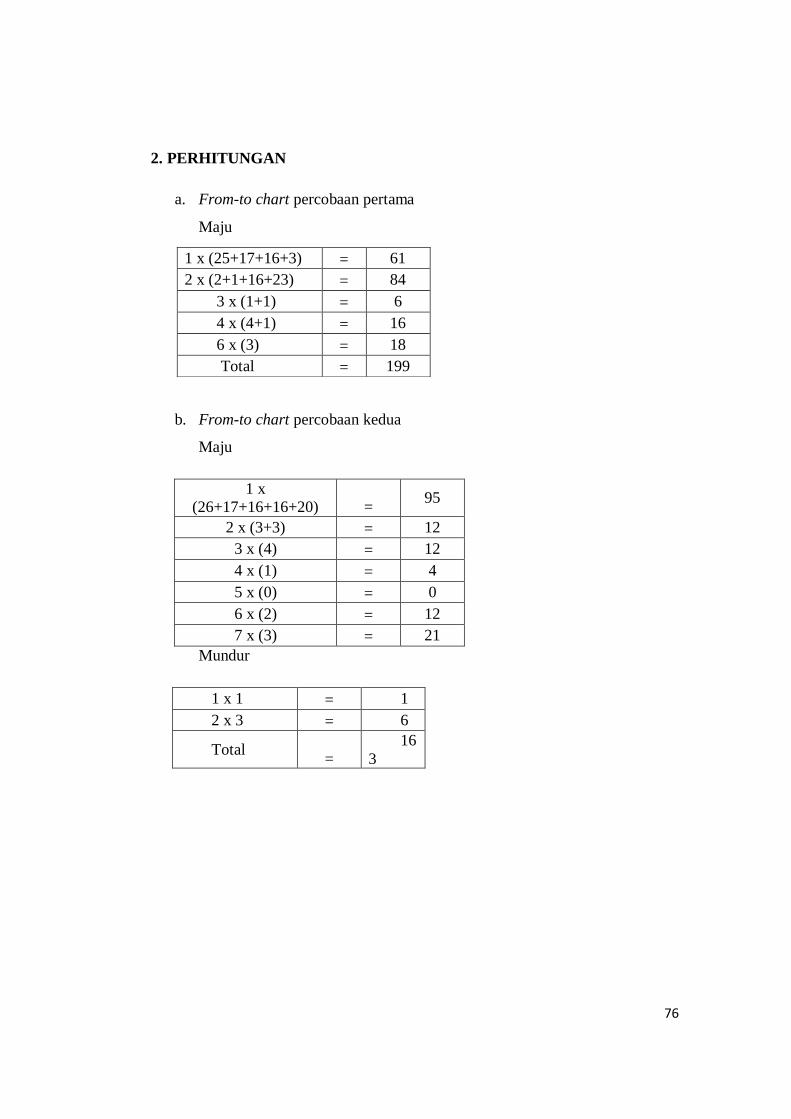
76
2. PERHITUNGAN
a. From-to chart percobaan pertama
Maju
b. From-to chart percobaan kedua
Maju
1 x
(26+17+16+16+20) = 95
2 x (3+3) = 12
3 x (4) = 12
4 x (1) = 4
5 x (0) = 0
6 x (2) = 12
7 x (3) = 21
Mundur
1 x 1 = 1
2 x 3 = 6
Total =
16
3
1 x (25+17+16+3) = 61
2 x (2+1+16+23) = 84
3 x (1+1) = 6
4 x (4+1) = 16
6 x (3) = 18
Total = 199
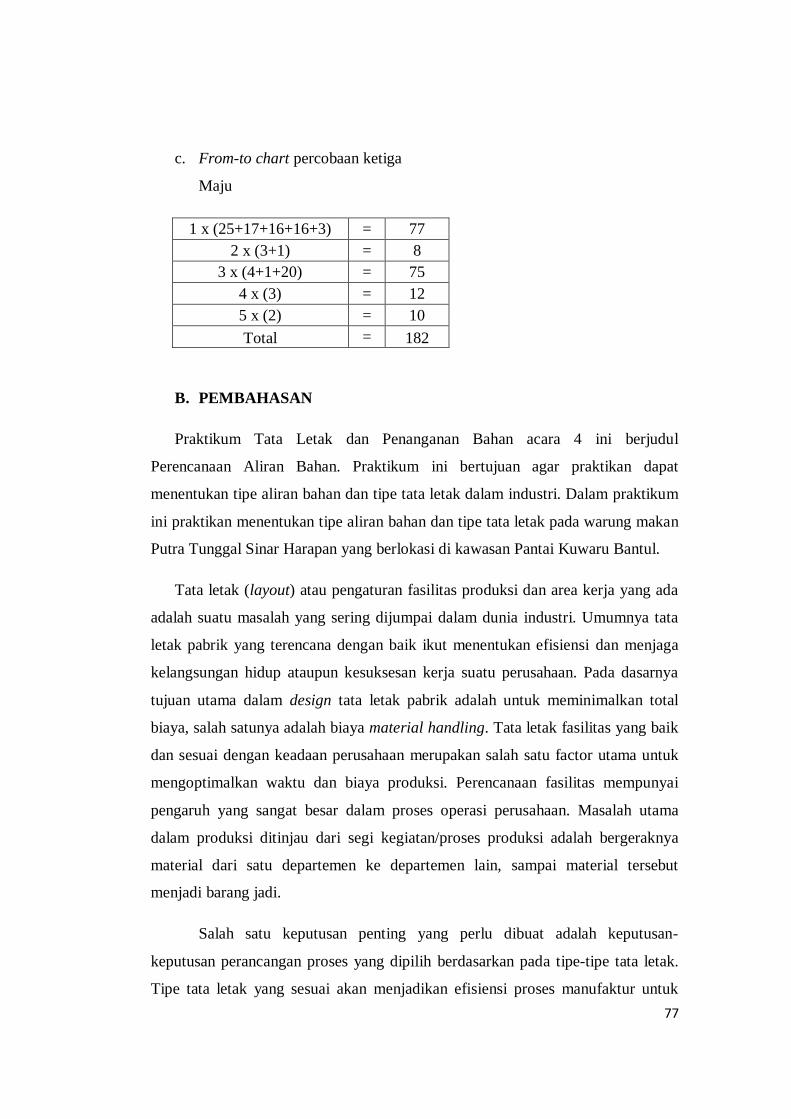
77
c. From-to chart percobaan ketiga
Maju
1 x (25+17+16+16+3) = 77
2 x (3+1) = 8
3 x (4+1+20) = 75
4 x (3) = 12
5 x (2) = 10
Total = 182
B. PEMBAHASAN
Praktikum Tata Letak dan Penanganan Bahan acara 4 ini berjudul
Perencanaan Aliran Bahan. Praktikum ini bertujuan agar praktikan dapat
menentukan tipe aliran bahan dan tipe tata letak dalam industri. Dalam praktikum
ini praktikan menentukan tipe aliran bahan dan tipe tata letak pada warung makan
Putra Tunggal Sinar Harapan yang berlokasi di kawasan Pantai Kuwaru Bantul.
Tata letak (layout) atau pengaturan fasilitas produksi dan area kerja yang ada
adalah suatu masalah yang sering dijumpai dalam dunia industri. Umumnya tata
letak pabrik yang terencana dengan baik ikut menentukan efisiensi dan menjaga
kelangsungan hidup ataupun kesuksesan kerja suatu perusahaan. Pada dasarnya
tujuan utama dalam design tata letak pabrik adalah untuk meminimalkan total
biaya, salah satunya adalah biaya material handling. Tata letak fasilitas yang baik
dan sesuai dengan keadaan perusahaan merupakan salah satu factor utama untuk
mengoptimalkan waktu dan biaya produksi. Perencanaan fasilitas mempunyai
pengaruh yang sangat besar dalam proses operasi perusahaan. Masalah utama
dalam produksi ditinjau dari segi kegiatan/proses produksi adalah bergeraknya
material dari satu departemen ke departemen lain, sampai material tersebut
menjadi barang jadi.
Salah satu keputusan penting yang perlu dibuat adalah keputusan-
keputusan perancangan proses yang dipilih berdasarkan pada tipe-tipe tata letak.
Tipe tata letak yang sesuai akan menjadikan efisiensi proses manufaktur untuk

78
jangka waktu yang cukup panjang. Tipe-tipe tata letak secara umum adalah
Product Layout, Process Layout, Group Technology Layout dan Layout by Fixed
Position.
Product layout dapat didefenisikan sebagai metode atau cara pengaturan
dan penempatan semua fasilitas produksi yang diperlukan ke dalam suatu
departemen tertentu atau khusus. Suatu produk dapat dibuat/diproduksi sampai
selesai di dalam departemen tersebut. Bahan baku dipindahkan dari stasiun kerja
ke stasiun kerja lainnya di dalam departemen tersebut, dan tidak perlu dipindah-
pindahkan kedepartemen yang lain. Dalam product layout, mesin-mesin atau alat
bantu disusun menurut urutan proses dari suatu produk. Produk-produk bergerak
secara terus-menerus dalam suatu garis perakitan. Product layout akan digunakan
bila volume produksi cukup tinggi dan variasi produk tidak banyak dan sangat
sesuai untuk produksi yang kontinyu. Tujuan dari tata letak ini adalah untuk
mengurangi proses pemindahan bahan dan memudahkan pengawasan di dalam
aktivitas produksi, sehingga pada akhirnya terjadi penghematan biaya.
Keuntungan tipe product layout adalah:
1. Layout sesuai dengan urutan operasi, sehingga proses berbentukgaris.
2. Pekerjaan dari satu proses secara langsung dikerjakan pada proses
berikutnya, sebagai akibat inventori barang setengah jadi menjadi kecil.
3. Total waktu produksi per unit menjadi pendek.
4. Mesin dapat ditempatkan dengan jarak yang minimal, konsekuensi dari
operasi ini adalah material handling dapat dikurangi.
5. Memerlukan operator dengan keterampilan yang rendah, training operator
tidak lama dan tidak membutuhkan banyak biaya.
6. Lokasi yang tidak begitu luas dapat digunakan untuk transit dan
penyimpanan barang sementara.
7. Memerlukan aktivitas yang sedikit selama proses produksi berlangsung.
Kerugian dari product layout adalah:
1. Kerusakan dari satu mesin akan mengakibatkan terhentinya proses
produksi.
79
2. Layout ditentukan oleh produk yang diproses, perubahan desain produk
Memerlukan penyusunan layout ulang.
3. Kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat.
4. Membutuhkan supervise secara umum tidak terspesifikasi.
5. Membutuhkan investasi yang besar karena mesin yang sejenis akan
dipasang lagi kalau proses yang sejenis diperlukan.
Tipe tata letak yang kedua adalah Process Layout. Dalam
process/functional layout semua operasi dengan sifat yang sama dikelompokkan
dalam departemen yang sama pada suatu pabrik/industri. Mesin dan peralatan
yang mempunyai fungsi yang sama dikelompokkan jadi satu. Dengan kata lain,
bahan dipindah menuju departemen-departemen sesuai dengan urutan proses yang
dilakukan. Proses layout dilakukan bila volume produksi kecil, dan terutama
untuk jenis produk yang tidak standar, biasanya berdasarkan order. Kondisi ini
disebut sebagai job shop. Tata letak tipe process layout banyak dijumpai pada
sektor industri manufaktur maupun jasa.
Keuntungan procces layout adalah:
1. Penggunaan mesin dapat dilakukan dengan efektif, konsekuensinya
memerlukan sedikit mesin.
2. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup
berbagai macam jenis dan model produk.
3. Investasi mesin relative kecil karena digunakan mesin yang umum
(general purpose).
4. Keragaman tugas membuat tenaga kerja lebih tertarik dan tidak bosan.
5. Adanya aktivitas supervisi yang lebih baik dan efisien melalui spesialisasi
pekerjaan, khususnya untuk pekerjaan yang sulit dan memerlukan
ketelitian yang tinggi.
6. Mudah untuk mengatasi break down pada mesin, yaitu dengan cara
memindahkannya ke mesin yang lain dan tidak menimbulkan hambatan
dalam proses produksi.
Kerugian procces layout adalah:
80
1. Aliran proses yang panjang mengakibatkan material handling lebih mahal
karena aktivitas pemindahan material. Hal ini disebabkan karena tata letak
mesin tergantung pada macam proses atau fungsi kerjanya dan tidak
tergantung pada urutan proses produksi.
2. Total waktu produksi lebih panjang.
3. Inventori barang setengah jadi cukup besar, jadi menyebabkan
penambahan tempat.
4. Diperlukan keterampilan tenaga kerja yang tinggi guna menangani
berbagai macam aktivitas produksi yang memilikivariasibesar.
5. Kesulitan dalam menyeimbangkan tenaga kerja dari setiap fasilitas
produksi karena penempatan mesin yang terkelompok.
Tipe tata letak yang ketiga adalah Group Technology Layout atau tata
letak fasilitas berdasarkan kelompok produk. Tipe tata letak ini, biasanya
komponen yang tidak sama dikelompokkan ke dalam satu kelompok berdasarkan
kesamaan bentuk komponen, mesin atau peralatan yang dipakai. Pengelompokkan
bukan didasarkan pada kesamaan penggunaan akhir. Mesin-mesin dikelompokkan
dalam satu kelompok dan ditempatkan dalam sebuah manufacturing cell.
Tipe tata letak yang keempat adalah Layout by Fixed Position atau layout
yang berposisi tetap. Sistem berdasarkan product layout maupun process layout,
produk bergerak menuju mesin sesuai dengan urutan proses yang dijalankan.
Layout yang berposisi tetap ditunjukkan bahwa mesin, manusia serta komponen-
komponen bergerak menuju lokasi material untuk menghasilkan produk. Layout
ini biasanya digunakan untuk memproses barang yang relatif besar dan berat
sedangkan peralatan yang digunakan mudah untuk dilakukan pemindahan. Contoh
dari industri ini adalah industri pesawat terbang, penggalangan kapal, pekerjaan
konstruksi bangunan.
Berdasarkan keempat tipe tata letak tersebut, maka warung makan Putra
Tunggal termasuk ke dalam tipe process layout. Hal ini dapat dilihat dari ciri-ciri
dari tipe process layout itu sendiri, dimana semua operasi dengan sifat yang sama
81
dikelompokkan ke dalam departemen atau area yang sama. Pada warung makan
Putra Tunggal, semua operasi dengan sifat yang sama berada dalam area yang
sama, misalnya untuk operasi penimbangan, penyiangan, dan pencucian dilakukan
dalam satu area yang sama. Selain itu, untuk operasi pemasakan seperti
pembumbuan, penepungan, penggorengan, dan penumisan juga dilakukan dalam
area yang sama. Selain itu, warung makan Putra Tunggal ini memiliki variasi
produk yang cukup banyak yaitu produk bakar, goreng, goreng tepung, tumis
kangkung, sambal, serta aneka minuman. Selain itu, volume produksinya juga
tidak terlalu besar, sehingga warung makan Putra Tunggal termasuk dalam
kategori tipe process layout.
Peta dari-ke sangat berguna untuk menunjukkan ketergantungan suatu
kegiatan dengan kegiatan lain, sehingga dapat diperoleh susunan logis aliran
proses atau urutan yang disarankan. Langkah-langkah membuat peta dari-ke
adalah sebagai berikut:
1. Menentukan kegiatan, jenis mesin/stasiun kerja yang terlibat dalam
pembuatan barang, misalnya dalam rumah makan Putra Tunggal terdapat
operasi penyiapan bahan, pembakaran, penggorengan dan lain-lain.
2. Menentukan urutan kegiatan atau urutan proses produksi terjadi dari awal
sampai akhir menjadi produk jadi.
3. Menggambarkan matriks dengan jumlah baris dan kolom yang sesuai
dengan jumlah kegiatan yang ada.
4. Mengisi setiap kolom dan baris matriks tersebut dengan nama kegiatan,
mesin, atau stasiun kerja yang terlibat. Urutannya dapat berupa situasi
yang terjadi sekarang, yaitu menurut aliran bahan, kerja, dan sebagainya
atau berupa urutan yang disarankan.
5. Untuk setiap pemindahan barang dari satu kegiatan ke kegiatan lain,
dimasukkan tanda hitungan ke dalam kotak yang ada dalam matriks.
Kegiatan ini harus dilakukan untuk setiap bahan, produk atau bahan baku
yang tercakup dalam analisis. Angka dalam setiap kotak menunjukkan
jumlah perpindahan total dari satu kegiatan ke kegiatan lain. Misalnya
82
terdapat total perpindahan bahan dari stasiun penimbangan ke stasiun
pencucian.
6. Data yang dimasukkan ke dalam matriks adalah data perpindahan dari satu
stasiun kerja ke stasiun kerja lain (frekuensi, volume, berat, dan lain-lain).
Misalnya bahan yang berpindah adalah ikan seberat 5 kg dari satu stasiun
ke stasiun lainnya, maka pada kotak ditulis 5.
7. Mencocokkan pencatatan dengan menjumlahkan jumlah tanda hitungan
pada setiap kotak disetiap baris dan jumlah tanda hitungan pada setiap
baris dalam kolom. Jumlah pada setiap kolom harus sama dengan jumlah
pada setiap baris yang berhubungan. Jika jumlahnya tidak sama, maka
telah terjadi kesalahan dalam perhitungan.
8. Menganalisis peta dari-ke:
a. Angka masukan diatas garis diagonal menunjukkan perpindahan
lansung dari satu stasiun kerja ke stasiun kerja lain sepanjang
lintasan perjalanan normal yang berdekatan.
b. Angka masukan dibawah diagonal menunjukkan adanya langkah
balik.
c. Jika angka masukan muncul dua ruang diatas diagonal berarti
barang yang dipindah meloncati satu stasiun kerja.
d. Diharapkan angka masukan sedekat mungkin dengan diagonal,
yang berarti bahan bergerak dari satu stasiun kerja ke stasiun kerja
lain dalam satu lintasan.
9. Apabila banyak angka terdapat dibawah garis diagonal atau jauh diatas
garis diagonal, maka susunan stasiun kerja harus diefisiensikan. Stasiun
kerja tersebut harus dipindahkan agar nilai yang lebih besar mendekati
diagonal. Untuk mengefisiensikan susunan:
a. Menjumlahkan nilai dalam kotak diatas diagonal dengan angka 1,
nilai dalam 2 kotak diatasnya dengan angka 2, dan sterusnya.
b. Cara yang sama untuk angka dibawah diagonal.
c. Menjumlahkan nilai keduanya.
83
d. Memeriksa stasiun kerja yang harus dipindahkan (yang angkanya
banyak dibawah diagonal atau jauh diatas diagonal). Dengan cara
“trial and error” memindahkan stasiun kerja tersebut hingga
angkanya mendekati diagonal.
e. Menghitung nilai dalam kotak dengan cara seperti diatas.
f. Susunan baru bisa menunjukkan perbaikan yang berarti kalau nilai
totalnya lebih rendah dari yang semula.
Berdasarkan data yang telah diperoleh dari warung makan Putra Tunggal
Sinar Harapan dapat dibuat peta dari-ke. Peta ini sangat berguna untuk
menunjukkan ketergantungan satu kegiatan dengan kegiatan lainnya, sehingga
dapat diperoleh susunan logis aliran proses atau urutan yang disarankan.
Dari semua operasi yang terjadi di warung makan Putra Tunggal Sinar
Harapan terdapat 8 stasiun kerja yaitu stasiun kerja penyiapan, pencucian,
pembumbuan, penggorengan, pembakaran, penirisan, pembuatan minuman, dan
penyajian. Kemudian stasiun-stasiun kerja tersebut dimasukkan ke dalam peta
dari-ke. Sehingga pada peta dari-ke yang pertama dibuat diperoleh hasil stasiun
penyiapan bahan ke stasiun pencucian diperoleh 25 bahan. Dari stasiun penyiapan
ke penggorengan terdapat 1 bahan. Dari stasiun penyiapan ke pembuatan
minuman terdapat 3 bahan. Sedangkan dari stasiun pencucian ke pembumbuan
terdapat 17 bahan yang berpindah. Dari stasiun pencucian ke penggorengan
terdapat 2 bahan yang berpindah. Dari pencucian ke penirisan terdapat 4 bahan
yang berindah. Dari pencucian ke pembuatan minuman terdapat 2 bahan yang
berpindah. Sedangkan dari stasiun pembumbuan ke stasiun penggorengan terdapat
16 bahan yang berpindah. Dari pembumbuan ke pembakaran terdapat 1 bahan.
Untuk stasiun penggorengan ke penirisan terdapat 16 bahan yang berpindah. Dari
penggorengan ke penyajian terdapat 2 bahan yang berpindah stasiun kerja.
Sedangkan dari stasiun kerja penirisan ke penyajian terdapat 22 bahan yang
berpindah. Dan dari stasiun pembuatan minuman ke penyajian terdapat 3 bahan
yang berpindah. Dari peta dari-ke yang pertama ini tidak ada proses back
tracking.
84
Dari peta dari-ke pertama yang dibuat, lalu dilakukan perhitungan.
Perhitungan yang pertama dilakukan terhadap bahan yang perpindahannya maju
atau berada diatas garis diagonal. Bahan yang berada tepat diatas diagonal yaitu
sebanyak 25, 17, 16, dan 3 sehingga diperoleh nilai sebesar 61, karena
mempunyai bobot 1. Sedangkan untuk bahan yang berada dua kotak di atas garis
diagonal yaitu 2, 1, 16, 23. Dan total nilai sebesar 84, karena mempunyai nilai
bobot 2. Untuk kotak ke 3 diatas garis diagonal terdapat 1, 1 sehingga diperoleh
nilai 6 karena mempunyai bobot 3. Untuk kotak ke 4 diatas garis diagonal
diperoleh nilai 4, 1 dan total nilai bahan sebesar 16 karena mempunyai bobot nilai
4. Sedangkan untuk kotak ke 5 diatas garis diagonal tidak ada bahan yang didapat
dan selanjutnya beralih pada kotak ke 6 diatas garis diagonal yaitu terdapat 3
bahan saja sehingga diproleh nilai 18 karena mempunyai boot 6.
Selanjutnya untuk mendapatkan skor yang lebih kecil dilakukan
pembuatan peta dari-ke yang kedua, tetapi stasiun kerja yang berada di peta
diubah urutannya yaitu mulai dari stasiun kerja penyiapan bahan, pencucian,
pembumbuan, penggorengan, pembakaran, penirisan, penyajian, dan pembuatan
minuman. Sehingga dari peta kerja dair-ke untuk stasiun kerja penyiapan bahan ke
stasiun kerja pencucian diperoleh 25 bahan. Dari penyiapan bahan ke pembuatan
minuman diproleh bahan 3. Untuk selanjutnya dari stasiun kerja pencucian ke
pembakaran diperoleh bahan 17. Dari pencucian ke penggorengan juga terdapat 3
bahan yang berpindah. Dari pencucian ke penirisan terdapat 4 bahan yang
berpindah. Dari pencucian ke pembuatan minuman terdapat 2 bahan yang
berpindah. Untuk stasiun kerja pembumbuan ke stasiun kerja penggorengan
terdapat 16. Dari pembumbuan ke penirisan diperoleh 1 bahan. Sedangkan dari
stasiun kerja penggorengan ke penirisan diperoleh 16 kali perpindahan. Dari
penggorengan ke penyajian diperoleh 3 bahan yang erpindah. Dan dari stasiun
penggorengan ke stasiun pembuatan minuman terdapat 1 bahan yang berpindah.
Untuk stasiun pembakaran ke penyajian diperoleh 20 bahan yang berpindah. Dari
proses ini terdapat 2 kali back tracking yaitu pada stasiun penyajian ke penyajian
terdapat 1 bahan.sedangkan dari stasiun kerja pembuatan minuman ke penyajian
terdapat 3 bahan yang berpindah.
85
Dari peta dari-ke kedua yang dibuat, lalu dilakukan perhitungan.
Perhitungan yang pertama dilakukan terhadap bahan yang perpindahannya maju
atau berada diatas garis diagonal. Untuk 1 kotak diatas garis diagonal sebanyak
25, 17, 16, 16, 20 sehingga diperoleh nilai sebanyak 95 karena mempunyai bobot
1. Untuk bahan yang 2 kotak diatas gari diagonal diperoleh nilai 3,3 sehingga
diperoleh nilai 12 karena mempunyai bobot 2. Untuk 3 kotak diatas garis diagonal
terdapat 4 bahan dan diperoleh nilai 12 karena mempunyai bobot 3. Dan
selanjutnya untuk 4 kotak diatas garis diagonal yaitu teradapat 1 bahan dan
diperoleh nilai sebesar 4. Dan untuk 6 kotak diatas garis diagonal sebanyak 2
sehingga diperoleh angka sebesar 12 karena mempunyai bobot 6. Dan selanjutnya
untuk garis diatas diagonal pada kotak ke 7 terdapat 3 bahan sehingga diperoleh
nilai 21 karena mempunyai bobot 7. Untuk perpindahan bahan maju diperoleh
jumlah 156. Untuk yang kedua yaitu perpindahan bahan mundur atau back
tracking atau berada dibawah garis diagonal, yaitu terdapat dua bahan yang
berpindah yaitu pada kolom 1 dibawah garis diagonal terdapat 1 sehingga
diperoleh nlai 1 juga karena bobotnya 1. Sedangkan untuk bahan dibawah garis
diagonal 2 kotak diperoleh nilai 3 sehingga diperoleh nilai 6 karena mempunyai
bobot 2. Lalu keduanya dijumlahkan dan diperoleh skor 163.
Karena kita merasa bahwa nilai yang diperoleh pada peta dari-ke yang ke
dua terlalu besar maka kita akan membuat lagi dengan susunan nama stasiun
kembali diacak. Sehingga diperoleh urutan sebagai berikut yaitu penyiapan bahan,
pencucian, pembumbuan, penggorengan, penirisan, pembakaran, pembuatan
minuman, dan penyajian. Untuk stasiun kerja penyiapan ke pencucian diperoleh
bahan sebanyak 26. Dari penyiapan bahan ke pembuatan minuman diperoleh
bahan sebanyak 3. Sedangkan dari pencucian ke pembumbuan diperoleh bahan
sebanyak 17. Dari pembumbuan ke pembakaran diperoleh bahan 1. Dari
penggorengan ke penirisan diperoleh bahan sebanyak 16. Dan dari penggorengan
ke penyajian diperoleh bahan 3. Dari penirisan ke penyajian diperoleh bahan 20.
Dari pembakaran ke penyajian sebanyak 1. Dan dari pembuatan minuman ke
penyajian diperoleh bahan sebanyak 3.

86
Dari peta dari-ke ketiga yang dibuat, lalu dilakukan perhitungan. Karena
tidak ada back tracking maka perhitungan cuma dilakukan pada perhitungan
maju. Untuk 1 kotak diatas diagonal sebanyak 25, 17, 16, 16, 3 dan diperoleh nilai
perpindahan sebanyak 77 karena mempunyai bobot 1. Untuk 2 kotak diatas garis
diagonal diperoleh sebnyak 3,1 sehingga didapatkan nilai 8 karena mempunyai
bobot 2. Untuk 3 kotak di atas garis diagonal diperoleh nilai sebanyak 4, 1, 20 dan
diperoleh nilai sebanyak 75 karena mempunyai bobot 3. Sedangkan untuk 4 kotak
diatas garis sebanyak 3 dan diperoleh nilai 12 karena mempunyai bobot 4. Untuk
kotak 5 diatas garis diagonal diproleh nilai 10 karena mempunyai bobot 5.
Kemudian dijumlahkan dan diperoleh nilai 182. Dan ini terlalu besar dari peta
dari-ke yang ke dua.
Sehinnga berdasarkan peta dari-ke yang telah dibuat dan perhitungannya,
hasil perhitungan from-to chart percobaan kedua menunjukkan hasil yang nilainya
lebih kecil daripada percobaan pertama dan ketiga. Ini menunjukkan bahwa urutan
logis stasiun kerja lebih baik menggunakan urutan seperti pada gambar peta dari-
ke yang kedua sehingga aliran bahan akan lebih efisien serta tidak banyak terjadi
back tracking.
87
BAB IV
KESIMPULAN
Berdasarkan percobaan yang telah dilakukan dapat diambil kesimpulan
sebagai berikut:
1. Warung makan Putra Tunggal Sinar Harapan menggunakan tipe tata letak
process layout karena semua operasi dengan sifat yang sama
dikelompokkan ke dalam departemen atau area yang sama. Selain itu,
warung makan Putra Tunggal ini memiliki variasi produk yang cukup
banyak serta volume produksi tidak terlalu besar.
2. Berdasarkan peta dari-ke yang telah dibuat, urutan aliran bahan percobaan
kedua menunjukkan hasil yang nilainya lebih kecil yaitu 163 daripada
percobaan pertama dan ketiga masing-masing nilainya yaitu 199 dan 182.
Ini menunjukkan bahwa urutan logis stasiun kerja lebih baik menggunakan
urutan seperti pada gambar peta dari-ke yang kedua sehingga aliran bahan
akan lebih efisien serta tidak banyak terjadi back tracking.
88
DAFTAR PUSTAKA
Anonim.. 2012.Tata Letak Pabrik dan Pemindahan Bahan. http://lppm.unjani.ac.id.
Diakses pada tanggal 10 April 2012 pukul 17.00 WIB.
Apple, James. 1990. Material Handling. Edisi Ketiga. Bandung: Penerbit ITB.
Francis, Richard L., Leon F. Mc Ginnis Jr., and John A. White. 1992. Facility
Layout and Location: An Analytical Approach. Prentice-Hall Inc. New
Jersey.
Purwanto. 1990. Usulan Plant Layout untuk Tahap-tahap Terbaru.. Bandung:Aviasti dan
Konsultan Pendawa Lima.
Sayuti, M. 2008 Analisis Kelayakan Pabrik. Yogyakarta: Graha Ilmu.
Wignjosoebroto, S. 2000. Tipe Tata Letak Pabrik. Surabaya: Institut Teknologi Sepuluh
November.
89
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 5
PETA KETERKAITAN KEGIATAN
Disusun Oleh:
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten:
RM Persia Manggala
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
90
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Dalam sebuah industri tentu banyak sekali operasi, kegiatan, serta
proses yang terjadi. Apabila kegiatan – kegiatan yang ada dalam suatu industri
berjalan dengan baik tentu akan memberikan hasil yang baik pula. Akan tetapi
apabila kegiatan yang ada dalam industri tersebut kurang berjalan dengan baik
dalam artian bahwa banyak sekali kegiatan yang tidak efektif serta terjadi
suatu penempatan serta urutan kegiatan yang tidak sesuai tentu akan sangat
mengurangi produktifitas suatu industri. Hal demikian banyak terjadi bahkan
sering terjadi dimana pekerjaan dalam industri menjadi tidak efisien karena
setiap selesai kegiatan yang satu harus berpindah-pindah ke kegiatan yang
lainnya yang berjarak cukup jauh padahal sebenarnya dapat dilakukan dengan
cepat apabila tata letak dan penyusunan kegiatannya baik.
Untuk dapat mengatasi masalah tersebut maka susunan serta
penempatan kegiatan-kegiatan yang ada harus dianalisa dan diperbaiki
sehingga dapat meminimalisir perpindahan, serta dapat mengurangi
pemakaian ruang yang terlalu banyak dan tidak efisien. Salah satu cara agar
kita dapat menganalisa serta memperbaiki penempatan kegiatan yang tidak
sehingga diperoleh tata letak yang mendukung kegiatan yang ada yaitu dengan
membuat peta keterkaitan pekerjaan (PKK) ata Activity Relationship Chart
(ARC).
Dengan pembuatan peta keterkaitan kegiatan ini maka dapat diketahui
apakah berdasarkan urutan serta penempatan kegiatan yang sudah ada telah
memenuhi hubungan kedekatan yang benar dan sesuai. Apabila belum sesuai
maka dengan peta ini dapat diatur kembali kegiatan-kegiatan yang ada karena
dalam peta ini terdapat informasi menenai pentingnya kedekatan antara suatu
91
kegiatan beserta alasan kedekatannya sehingga dapat digunakan sebagai
pedoman untuk penempatan kegiatan yang baik sehingga memberi efektifitas
pekerjaan.
Pada praktikum kali ini dilakukan analisis mengenai penempatan
atau penentuan tata letak kegiatan/stasiun kerja dan fasilitas kerja pada
industri yang kami kunjungi yaitu “Kerajinan Bambu Mandiri Craft”.
Sehingga dapat digunakan untuk melakukan evaluasi serta analisis dalam
penentuan atau pembuatan tata letak yang lebih baik.
B. TUJUAN PRAKTIKUM
Praktikum kali ini bertujuan agar praktikan dapat menunjukkan
keeratan keterkaitan antar kegiatan yang memerlukan ruangan dalam
perusahaan.
92
BAB II
TINJAUAN PUSTAKA
Activity Relationship Diagram atau disebut juga Peta Keterkaitan
Kegiatan merupakan suatu peta yang mengambarkan mengenai hubungan antara
seluruh pola aliran bahan dan lokasi dari masing-masing departemen penunjang
terhadap departemen produksinya. Untuk membuat Activity Relationship
Diagram ini, maka terlebih dahulu data yang diperoleh dari Activity Relationship
Chart dimasukkan ke dalam suatu lembaran kerja (Work Sheet) (Agung dan
Machfud, 1978).
Menurut Apple (1990), Peta keterkaitan kegiatan merupakan teknik yang
ideal untuk merencanakan keterkaitan antara antara setiap kelompok kegiatan
yang saling berkaitan. Peta ini berguna dalam :
1. Penyusunan urutan pendahuluan bagi satu Peta dari ke-
2. Lokasi nisbi dari pusat kerja atau departemen dalam satu kantor.
3. Lokasi kegiatan dalam suatu usaha pelayanan.
4. Lokasi pusat kerja dalam operasi perawatan atau perbaikan.
5. Lokasi nisbi dari daerah pelayanan dalam suatu fasilitas produksi.
6. Memperoleh satu landasan bagi penyusunan daerah selanjutnya
Activity Relationship Chart (ARC) atau sering pula disebut sebagai
Relation Chart (REL-Chart) bisa dipakai untuk memberi pertimbangan-
pertimbangan kualitatif di dalam perancangan layout. REL-Chart akan
memberikan pertimbangan mengenai derajat kedekatan (closeness) dari satu
departemen terhadap departemen lainnya dengan ukuran-ukuran yang lebih
bersifat kualitatif, seperti: mutlak atau tidak mutlak harus berdekatan, cukup
penting untuk diletakkan berdekatan, dan lain-lain. REL-Chart ini hampir mirip
93
penggambarannya seperti from–to chart hanya saja disini angka-angka kuantitatif
dalam bentuk bobot atau volume material atau jarak pemindahan material seperti
yang dijumpai dalam from-to chart (Wignjosoebroto,1993).
Penggambaran Peta Keterkaitan Kegiatan (PKK) ini hampir mirip
dengan penggambaran Peta dari-ke, tetapi hanya satu perangkat lokasi saja yang
ditunjukkan. Kenyataannya peta ini serupa dengan tabel jarak sebuah peta jalan;
jaraknya digantikan huruf sandi kualitatif dan angka menunjukkan alasan bagi
huruf sandi tersebut. Sandi keterkaitan menunjukkan keterkaitan satu kegiatan
dengan yang lainnya dan seberapa penting setiap kedekatan hubungan yang ada
(Apple, 1990).
Langkah-langkah yang harus dilakukan dalam pembuatan Peta
keterkaitan Kegiatan ini, yaitu (Saroyo, 2005):
1. Kenali semua kegiatan yang ada.
2. Bagilah ke dalam kelompok-kelompok ;
a. Produksi
b. Pelayanan (administrasi, pegawai, pabrik)
3. Himpun data tentang aliran barang/bahan, informasi, pegawai dan
sebagainya.
4. Tentukan faktor-faktor atau sub faktor mana saja yang menentukan
keterkaitan. Barang (hanya produksi), perqalatan, aliran informasi,
keterkaitan pegawai dan lain-lain.
5. Siapkan formulir (peta seperti diatas).
6. Masukkan kegiatan-kegiatan yang ada seperti kelompoknya.
7. Masukkan derajat kedekatan yang diminta pada segitiga bagian atas.
8. Masukkan angka sandi pada segitiga bagian bawah.
94
9. Validasi dengan orang yang tepat.
Peta keterkaitan kegiatan menunjukkan bahwa ada keterkaitan pada
setiap departemen, kantor, atau area pelayanan dengan setiap departemen dan area
yang lainnya. Hal ini menjawab pertanyaan pentingnya satu departemen, kantor
seberapa atau peristiwa pendukung untuk berdekatan dengan departemen, kantor
atau fasilitas yang lainnya. Untuk menjawabnya, perlu dipertanyakan hubungan
antara satu departemen, kantor, atau fasilitas pendukung lainnya. Simbol atau
kode kedekatan digunakan untuk menunjukkan tingkat kepentingan dari tiap-tiap
hubungan (Meyers&Matthew, 2005). Bahwa derajat keterkaitan kegiatan ini
ditentukan dengan simbol sebagai berikut (Anonim, 2009) :
A = Mutlak perlu kegiatan-kegiatan tersebut berhampiran satu sama lain
B = Sangat penting kegiatan-kegiatan tersebut berdekatan
I = Penting bahwa kegiatan-kegiatan tersebut berdekatan
O = Biasa(kedekatannya), dimana saja tidak ada masalah
U = Tidak perlu adanya keterkaitan
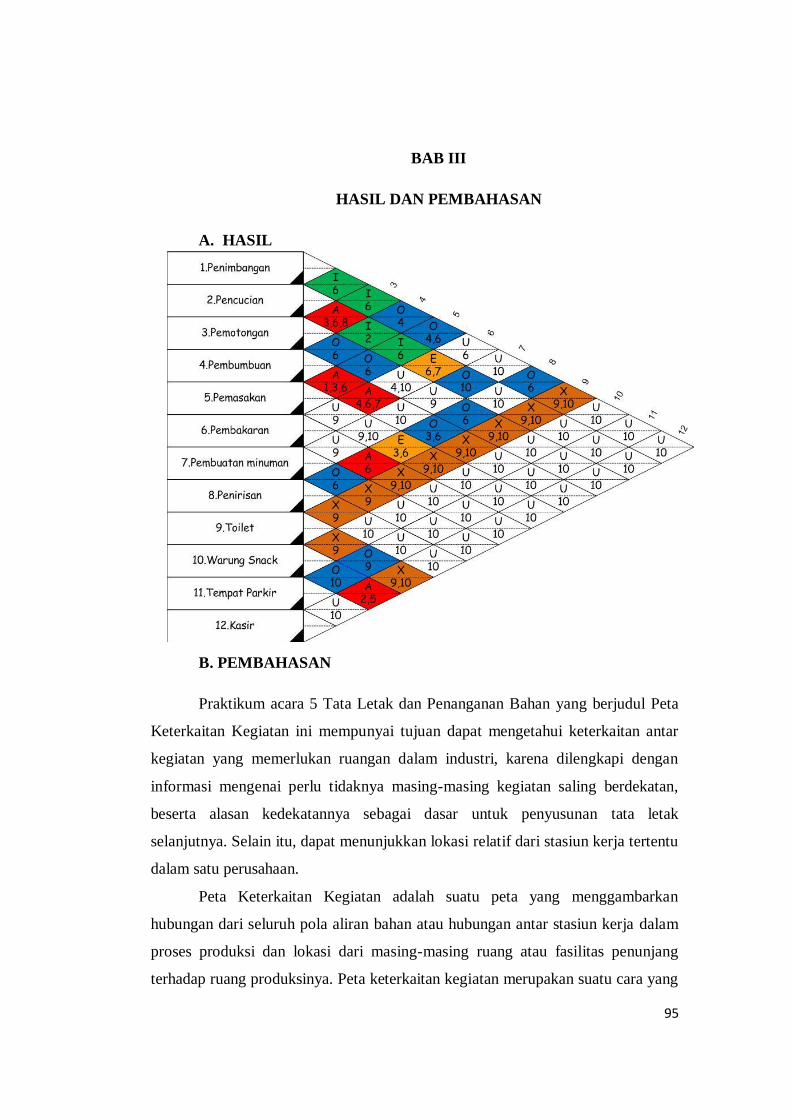
95
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
B. PEMBAHASAN
Praktikum acara 5 Tata Letak dan Penanganan Bahan yang berjudul Peta
Keterkaitan Kegiatan ini mempunyai tujuan dapat mengetahui keterkaitan antar
kegiatan yang memerlukan ruangan dalam industri, karena dilengkapi dengan
informasi mengenai perlu tidaknya masing-masing kegiatan saling berdekatan,
beserta alasan kedekatannya sebagai dasar untuk penyusunan tata letak
selanjutnya. Selain itu, dapat menunjukkan lokasi relatif dari stasiun kerja tertentu
dalam satu perusahaan.
Peta Keterkaitan Kegiatan adalah suatu peta yang menggambarkan
hubungan dari seluruh pola aliran bahan atau hubungan antar stasiun kerja dalam
proses produksi dan lokasi dari masing-masing ruang atau fasilitas penunjang
terhadap ruang produksinya. Peta keterkaitan kegiatan merupakan suatu cara yang
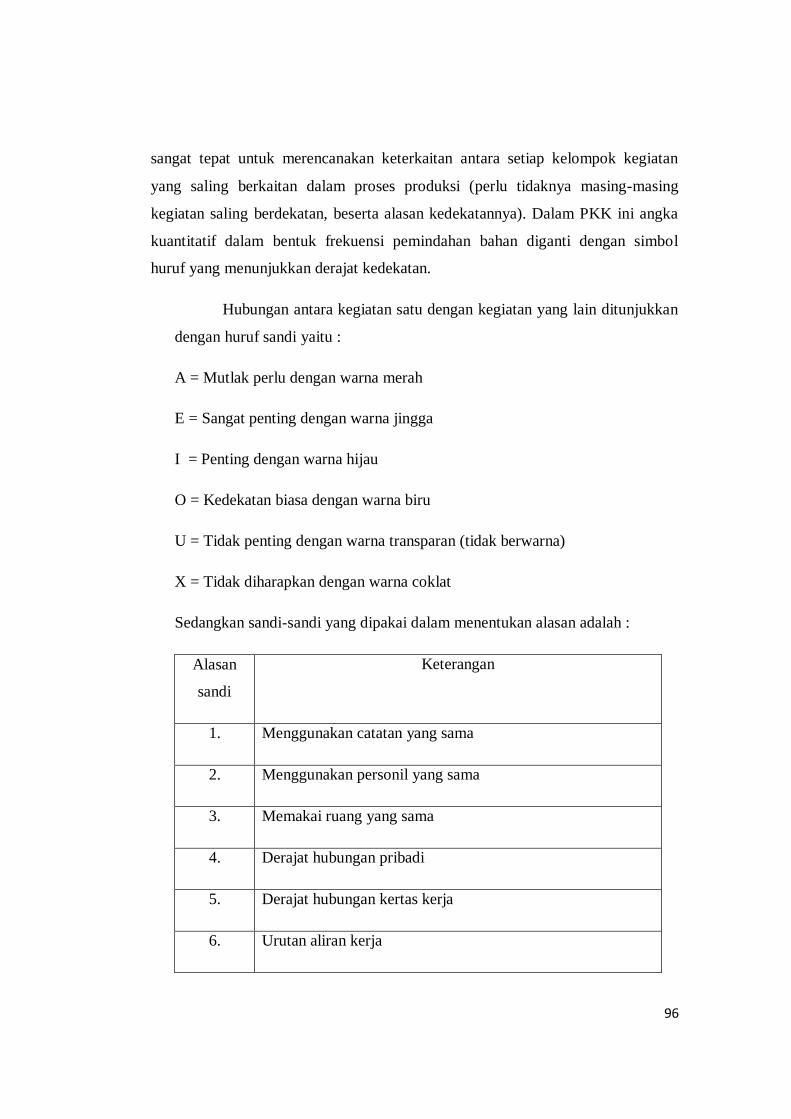
96
sangat tepat untuk merencanakan keterkaitan antara setiap kelompok kegiatan
yang saling berkaitan dalam proses produksi (perlu tidaknya masing-masing
kegiatan saling berdekatan, beserta alasan kedekatannya). Dalam PKK ini angka
kuantitatif dalam bentuk frekuensi pemindahan bahan diganti dengan simbol
huruf yang menunjukkan derajat kedekatan.
Hubungan antara kegiatan satu dengan kegiatan yang lain ditunjukkan
dengan huruf sandi yaitu :
A = Mutlak perlu dengan warna merah
E = Sangat penting dengan warna jingga
I = Penting dengan warna hijau
O = Kedekatan biasa dengan warna biru
U = Tidak penting dengan warna transparan (tidak berwarna)
X = Tidak diharapkan dengan warna coklat
Sedangkan sandi-sandi yang dipakai dalam menentukan alasan adalah :
Alasan
sandi
Keterangan
1. Menggunakan catatan yang sama
2. Menggunakan personil yang sama
3. Memakai ruang yang sama
4. Derajat hubungan pribadi
5. Derajat hubungan kertas kerja
6. Urutan aliran kerja
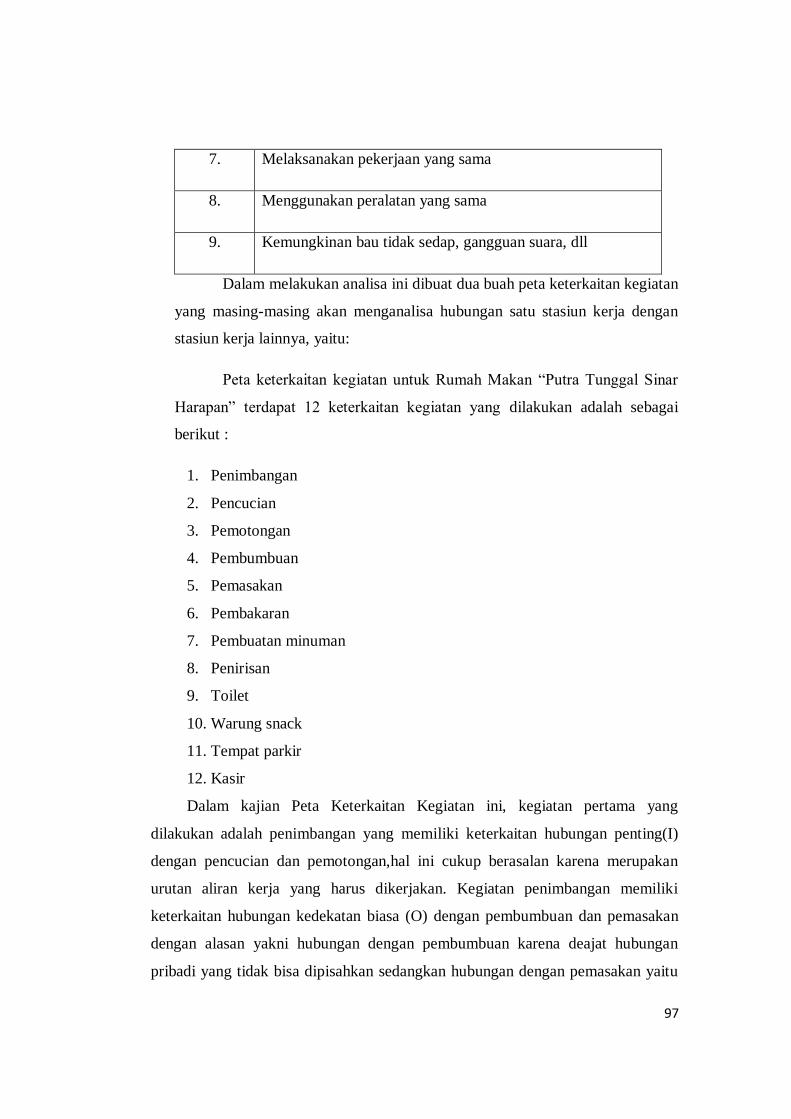
97
7. Melaksanakan pekerjaan yang sama
8. Menggunakan peralatan yang sama
9. Kemungkinan bau tidak sedap, gangguan suara, dll
Dalam melakukan analisa ini dibuat dua buah peta keterkaitan kegiatan
yang masing-masing akan menganalisa hubungan satu stasiun kerja dengan
stasiun kerja lainnya, yaitu:
Peta keterkaitan kegiatan untuk Rumah Makan “Putra Tunggal Sinar
Harapan” terdapat 12 keterkaitan kegiatan yang dilakukan adalah sebagai
berikut :
1. Penimbangan
2. Pencucian
3. Pemotongan
4. Pembumbuan
5. Pemasakan
6. Pembakaran
7. Pembuatan minuman
8. Penirisan
9. Toilet
10. Warung snack
11. Tempat parkir
12. Kasir
Dalam kajian Peta Keterkaitan Kegiatan ini, kegiatan pertama yang
dilakukan adalah penimbangan yang memiliki keterkaitan hubungan penting(I)
dengan pencucian dan pemotongan,hal ini cukup berasalan karena merupakan
urutan aliran kerja yang harus dikerjakan. Kegiatan penimbangan memiliki
keterkaitan hubungan kedekatan biasa (O) dengan pembumbuan dan pemasakan
dengan alasan yakni hubungan dengan pembumbuan karena deajat hubungan
pribadi yang tidak bisa dipisahkan sedangkan hubungan dengan pemasakan yaitu
98
selain karena derajat hubungan pribadi juga dikarenakan urutan aliran kerja yang
harus dilakukan. Kegiatan penimbangan memiliki keterkataitan hubungan tidak
penting (U) dengan pembakaran dan pembuatan minuman dengan alasan yaitu
hubungan dengan pembakaran dikarenakan urutan aliran kerja yang harus
dilakukan sedangkan hubungan dengan pembuatan minuman dikarenakan tidak
ada hubungan diantara keduanya. Kegiatan penimbangan memiliki keterkaitan
hubungan kedekatan biasa (O) dengan penirisan dengan alasan karena merupakan
urutan aliran kerja. Kegiatan penimbangan memiliki keterkaitan hubungan tidak
diharapkan (X) dengan toilet hal ini karena bisa menyebabkan kemungkinan bau
tidak sedap,gangguan suara,dan lain-lain serta karena tidak ada hubungan antara
keduanya. Kegiatan penimbangan memiliki keterkaitan hubungan tidak penting
(U) dengan warung snack,tempat parkir dan kasir hal ini karena tidak ada
hubungan diantara keduanya.
Selanjutnya kegiatan kedua adalah pencucian yang memiliki keterkaitan
hubungan mutlak perlu (A) dengan pemotongan hal ini karena keduanya memakai
ruang yang sama, urutan aliran kerja yang harus dilakukan, serta menggunakan
peralatan yang sama. Kegiatan pencucian memiliki hubungan penting (I) dengan
pembumbuan dan pemasakan dengan alasan hubunga dengan pembumbuan
karena menggunakan personel yang sama sedangkan hubungan dengan
pemasakan karena merupakan urutan aliran kerja yang harus dilakukan. Kegiatan
pencucian memiliki keterkaitan hubungan sangat penting (E) dengan pembakaran
hal ini karena merupakan urutan aliran kerja dan melaksanakan pekerjaan yang
sama. Kegiatan pencucian memiliki keterkaitan hubungan kedekatan biasa (O)
dengan pembuatan minuman dengan alasan karena tidak ada hubungan diantara
keduanya. Kegiatan pencucian memiliki keterkaitan hubungan tidak penting (U)
dengan alasan karena tidak ada hubungan diantara keduanya. Kegiatan pencucian
memiliki keterkaitan hubungan tidak diharapkan (X) dengan toilet hal ini karena
bisa menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan lain-lain
serta karena tidak ada hubungan antara keduanya. Kegiatan pencucian memiliki
99
keterkaitan hubungan tidak penting (U) dengan warung snack,tempat parkir dan
kasir hal ini karena tidak ada hubungan diantara keduanya.
Kegiatan yang ketiga yaitu pemotongan yang memiliki keterkaitan
hubungan kedekatan biasa (O) dengan pembumbuan dan pemasakan hal ini
dikarenakan merupakan urutan aliran kerja yang harus dilakukan. Kegiatan
pemotongan memiliki keterkaitan hubungan tidak penting (U) dengan
pembakaran dan pembuatan minuman dengan alasan yaitu hubungan dengan
pembakaran karena derajat hubungan pribadi serta tidak ada hubungan diantara
keduanya,sedangkan hubungan dengan pembuatan minuman karena kemungkina
bau tidak sedap,gangguan suara,dan lain-lain. Kegiatan pemotongan memiliki
keterkaitan hubungan kedekatan biasa (O) dengan penirisan hal ini dikarenakan
urutan aliran kerja yang harus dilakukan. Kegiatan pemotongan memiliki
keterkaitan hubungan tidak diharapkan (X) dengan toilet hal ini karena bisa
menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan lain-lain serta
karena tidak ada hubungan antara keduanya. Kegiatan pemotongan memiliki
keterkaitan hubungan tidak penting (U) dengan warung snack,tempat parkir dan
kasir hal ini karena tidak ada hubungan diantara keduanya.
Selanjutnya yaitu kegiatan pembumbuan yang memiliki keterkaitan
hubungan mutlak perlu (A) dengan pemasakan dan pembakaran dengan alasan
yaitu hubungan dengan pemasakan karena menggunakan catatan yang sama,
memakai ruang yang sama dan merupakan urutan aliran kerja yang harus
dilakukan sedangkan hubungan dengan pembakaran dikarenakan derajat
hubungan pribadi,urutan aliran kerja serta melaksanakan pekerjaan yang sama.
Kegiatan pembumbuan memiliki keterkaitan hubungan tidak penting (U) hal ini
dikarenakan tidak ada hubungan sama sekali diantara keduanya. Kegiatan
pembumbuan memiliki keterkaitan hubungan kedekatan biasa (O) dengan alasan
yaitu memakai ruangan yang sama dan urutan aliran kerja. Kegiatan pembumbuan
memiliki keterkaitan hubungan tidak diharapkan (X) dengan toilet hal ini karena
bisa menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan lain-lain
serta karena tidak ada hubungan antara keduanya. Kegiatan pembumbuan
100
memiliki keterkaitan hubungan tidak penting (U) dengan warung snack,tempat
parkir dan kasir hal ini karena tidak ada hubungan diantara keduanya.
Selanjutnya yaitu kegiatan pemasakan yang memiliki keterkaitan hubungan
tidak penting (U) dengan pembakaran dan pembuatan minuman dengan alasan
hubungan dengan pembakaran karena menyebabkan kemungkinan bau tidak
sedap,gangguan suara dan lain-lain sedangkan hubungan dengan pembuatan
miuman dikarenakan menyebabkan kemungkinan bau tidak sedap,gangguan suara
dan lain-lain serta karena tidak ada hubungan sma sekali antara keduanya.
Kegiatan pemasakan memiliki keterkaitan hubungan kerja sangat penting (E)
dengan penirisan hal ini dikarenakan memakai ruangan yang sama serta
merupakan urutan aliran kerja. Kegiatan pemasakan memiliki keterkaitan
hubungan tidak diharapkan (X) dengan toilet hal ini karena bisa menyebabkan
kemungkinan bau tidak sedap,gangguan suara,dan lain-lain serta karena tidak ada
hubungan antara keduanya. Kegiatan pemasakan memiliki keterkaitan hubungan
tidak penting (U) dengan warung snack,tempat parkir dan kasir hal ini karena
tidak ada hubungan diantara keduanya.
Selanjutnya yaitu kegiatan pembakaran yang memiliki keterkaitan hubungan
tidak penting (U) dengan pembuatan minuman hal ini dikarenakan tidak ada
hubungn diantara keduanya. Kegiatan pembakaran memiliki keterkaitan hubungan
kerja sangat mutlak (A) dengan penirisan hal ini dikarenakan urutan aliran kerja
yang harus dilakukan. Kegiatan pembakaran memiliki keterkaitan hubungan tidak
diharapkan (X) dengan toilet hal ini karena bisa menyebabkan kemungkinan bau
tidak sedap,gangguan suara,dan lain-lain serta karena tidak ada hubungan antara
keduanya. Kegiatan pembakaran memiliki keterkaitan hubungan tidak penting (U)
dengan warung snack,tempat parkir dan kasir hal ini karena tidak ada hubungan
diantara keduanya.
Selanjutnya yaitu kegiatan pembuatan minuman yang memiliki keterkaitan
hubungan kedekatan biasa (O) dengan penirisan hal ini karena merupakan urutan
aliran kerja yang karus dilakukan. Kegiatan pembuatan minuman memiliki
101
keterkaitan hubungan tidak diharapkan (X) dengan toilet hal ini karena bisa
menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan lain-lain.
Kegiatan pembuatan minuman memiliki keterkaitan hubungan tidak penting (U)
dengan warung snack,tempat parkir dan kasir hal ini karena tidak ada hubungan
diantara keduanya.
Selanjutnya kegiatan penirisan memiliki keterkaitan hubungan tidak
diharapkan (X) dengan toilet hal ini karena bisa menyebabkan kemungkinan bau
tidak sedap,gangguan suara,dan lain-lain. Kegiatan penirisan memiliki keterkaitan
hubungan tidak penting (U) dengan warung snack,tempat parkir dan kasir hal ini
karena tidak ada hubungan diantara keduanya.
Selanjutnya yaitu toilet yang memiliki keterkaitan hubungan tidak
diharapkan (X) dengan warung snack hal ini karena bisa menyebabkan
kemungkinan bau tidak sedap,gangguan suara,dan lain-lain. Toilet memiliki
keterkaitan hubungan kedekatan biasa (O) dengan tempat parkir dengan alasan
karena bisa menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan lain-
lain. Toilet memiliki keterkaitan hubungan tidak diharapkan (X) dengan kasir hal
ini karena bisa menyebabkan kemungkinan bau tidak sedap,gangguan suara,dan
lain-lain serta tidak ada hubungan diantara keduanya.
Selanjutnya yaitu warung snack yang memiliki keterkaitan hubungan
kedekatan biasa (O) dengan tempat parkir dikarenakan tidak ada hubungan
diantara keduanya serta memiliki keterkaitan hubungan mutlak pelu (A) dengan
kasir hal ini dikarenakan menggunakan personel yang sama dan derajat hubungan
kertas kerja. Yang terakhir yaitu tempat parkir yang memiliki keterkaitan
hubungan tidak penting (U) hal ini dengan alasan yaitu tidak ada hubungan
diantaa keduanya.
Peta keterkaitan kegiatan berguna untuk mengevaluasi stasiun kerja yang
ada dalam suatu industri, dimana stasiun-stasiun kerja tersebut akan diatur
sedemikian rupa agar kegiatan antar stasiun kerja yang berkaitan saling
berdekatan dan sebaliknya stasiun kerja yang tidak berkaitan saling berjauhan.
102
Hal ini bertujuan agar tercapai keefektifan dan efisiensi kerja, waktu, tempat,
maupun tenaga. PKK yang kami buat sangat bermanfaat bagi industry untuk
memperbaiki system kerja sehingga diharapkan dapat meningkatkan
produktivitas. serta memudahkan bagi pekerja dalam melakukan pekerjaannya.
Peta keterkaitan kegiatan ini memiliki kelebihan dan kekurangan. Kelebihan
dari peta keterkaitan kegiatan yang kami buat diantaranya yaitu:
1. Hubungaan derajat kepentingan antarkegiatan digambarkan secara jelas
dengan simbol dan warna yang ada.
2. Alasan keterkaitan antarkegiatan diperjelas oleh keterangan yang
dicantumkan.
3. Membantu perencana untuk menghubungkan masing-masing kegiatan
secara tepat.
4. Dapat digunakan untuk menganalisa perpindahan bahan, merencanakan
pola aliran, membantu menentukan lokasi kegiatan, dan mengukur
efisiensi pola aliran.
5. Dapat mengetahui perbandingan pola aliran atau tata letak pengganti
dengan yang sebelumnya.
Sedangkan kekurangannya adalah kerumitan bentuk dari peta keterkaitan
kegiatan sehingga saat membaca harus dilakukan dengan teliti dan cermat agar
tidak terjadi kesalahan.
Peta Keterkaitan Kegiatan ini sangat bermanfaat bagi semua industri
termasuk bagi Warung Makan Putra Tunggal “Sinar Harapan”. Berikut beberapa
fungsi dari peta keterkaitan kegiatan, antara lain :
1. Dapat mengevaluasi stasiun kerja yang ada dalam suatu industri,
dimana stasiun-stasiun kerja tersebut akan diatur sedemikian rupa agar
kegiatan antar stasiun kerja yang berkaitan saling berdekatan dan
sebaliknya stasiun kerja yang tidak berkaitan saling berjauhan. Hal ini
bertujuan agar tercapai keefektifan dan efisiensi kerja, waktu, tempat,
maupun tenaga.
103
2. Susunan fasilitas yang baik di sekitar pola aliran barang dapat
menghasilkan pelaksanaan berbagai proses yang berkaitan secara
efisien.
3. Perpindahan bahan dapat dilakukan dengan efektif dan efisien.
4. Dapat mengurangi jarak pemindahan bahan yang tidak efektif sehingga
bahan tidak terlalu sering disentuh untuk dipindahkan dari satu stasiun
ke stasiun lain.
5. Dapat menjaga ke-higienitasan bahan karena tata letak yang baru
dijauhkan dari tempat yang “tidak diharapkan” yaitu toilet yang
merupakan tempat kotoran dan dapat menimbulkan bau tidak sedap.
Menentukan denah tata letak yang baru terkait dengan keeratan kegiatan
dari masing-masing kegiatan baik kegiatan operasi maupun yang menunjang
kegiatan personil terkait adanya fasilitas yang tersedia. Dengan demikian kita
akan memperoleh tata letak yang ideal dan kemungkinan akan dihindari adanya
back tracking karena kesalahan tata letak, ketidaknyamanan pekerja saat
melakukan operasi (adanya gangguan, misal: bau) karena kedekatan toilet dengan
sistem kerja yang dilakukan.
104
BAB IV
KESIMPULAN
1. Peta keterkaitan kerja menggambarkan hubungan keterkaitan seluruh
kegiatan yang ada beserta alasannya.
2. Peta keterkaitan kerja dapat digunakan untuk menentukan tata letak
suatu stasiun kerja sesuai dengan departemen yang saling terkait
sehingga proses produksi lebih efisien.
105
DAFTAR PUSTAKA
Agung, Y dan Machfud. 1978. Perencanaan Tataletak pada Industri Pangan.
Pusat Antar Universitas Pangan dan Gizi. Bogor : Penerbit Institut
Pertanian Bogor.
Anonim. 2009. Metode Craft. http://www.ittelkom.ac.id/ library/ index.php.
Diakses pada tanggal 6 Mei 2009 pada pukul 14.30 WIB
Apple, J. M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Bandung : ITB.
Meyers, Fred E.&Matthew P. Stephens. 2005. Manufacturing Facilities Design
and Material Handling, Third Edition. Prentice Hall : Ohio.
Saroyo, P. 2005. Handout Mata Kuliah Tata Letak dan Penanganan Bahan.
Yogyakarta : UGM.
Wignjosoebroto,S. 1993. Pengantar Teknik Industri. Jilid 1. PT. Guna Widya.
Jakarta : UI.
106
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 6
DIAGRAM KETERKAITAN KEGIATAN
Disusun Oleh:
1. Bintang Elka (09660)
2. Yanis Rahmasari P (09714)
3. M. Roisul Akbar (09724)
4. Moh. Hidayatullah (09934)
Asisten:
RM Persia Manggala
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
107
BAB I
PENDAHULUAN
B. LATAR BELAKANG
Dalam sebuah industri efisiensi dan optimalisasi tentu menjadi suatu
hal yang sangat penting untuk dilakukan, sebab dengan efisiensi tentu hal-hal
yang tidak penting dan tidak berguna dapat dikurangi sehingga akan
mengoptimalkan hasil yang dicapai. Kegiatan-kegiatan yang ada dalam
industri juga harus diatur dan didesain sedemikian rupa sehingga tercpta
kegiatan yang saling mendukung sesuai dengan aliran bahan, sehingga tidak
ada kegiatan yang berbolak-balik yang merugikan. Dari segi penempatan
kegiatan pun juga harus diperhatikan sebab jangan sampai ada kegiatan yang
sebenarnya sejenia dan terkait, tetapi justru kegiatan tersebuut terpisah jauh
sehingga akan menyebabkan pemborosan biaya dan waktu.
Untuk merancang penempatan kegiatan-kegiatan agar efisien dan tidak
merugikan maka diperlukan suatu analisis yang tepat sehingga penempatan
kegiatan yang ada akan memberikan daya dukung terhadap produktivitas
perusahaan. Salah satu caranya yaitu dengan membuat Diagram Keterkaitan
Kegiatan. Diagram Keterkaitan Kegiatan (Activity Relationship Diagram)
merupakan suatu diagram balok yang menunjukkan pendekatan keterkaitan
kegiatan yang menunjukkan setiap kegiatan sebagai satu model kegiatan
tunggal. Apabila terdapat sejumlah besar kegiatan dan kegiatan tentunya akan
lebih baik jika dikelompokkan menjadi kelompok yang berkaitan karena akan
memberikan fungsi dan manfaat yang lebih besar.
Dengan adanya diagram keterkaitan kegiatan maka penyusunan dan
penempatan kegiatan akan mempertimbangkan keeratan hubungan antar
kegiatan sehingga perpindahan bahan akan minimum, pemakaian ruang akan
optimum, tidak ada lagi kegiatan yang terpencar yang berarti pula tidak ada
108
lagi kegiatan balik sehingga proses yang ada dalam suatu industri dapat
berjalan maksimal sehingga kegiatan yang berada dalam suatu industri dapat
berjalan secara maksimal. Pada praktikum kali ini dilakukan pembuatan
diagram keterkaitan kegiatan dari industri yang kami kunjungi yaitu Rumah
Makan Putra Tunggal Sinar Harapan, sehingga mahasiswa diharapkan dapat
menganalisis dan membuat susunan tata letak yang baik untuk Rumah Makan
Putra Tunggal Sinar Harapan.
B. TUJUAN PRAKTIKUM
Praktikum kali ini bertujuan agar praktikan dapat menentukan posisi
satu ruangan terhadap ruangan lain dalam ruangan produksi maupun industri.
109
BAB II
TINJAUAN PUSTAKA
Diagram Keterkaitan Kegiatan adalah penerapan tata letak yang pertama
dan hasil dari tabel dan peta keterkaitan kegiatan. Walaupun tata letak ini belum
memiliki dimensi atau ukuran, diagram keterkaitan kegiatan akan menjadi dasar
untuk master layout dan plot plan. Jika ukuran dari tiap-tiap departemen, kantor,
dan fasilitas pendukung sudah ditentukan, ruang akan dialokasikan untuk setiap
kegiatan per tata letak diagram keterkaitan kegiatan. Jika mengikuti simbol atau
kode kegiatan,akan dihasilkan tata letak yang baik. Terkadang lebih sulit untuk
menentukan Diagram Keterkaitan Kegiatan dibandingkan saat ukuran yang
sebenarnya telah tersedia karena departemen yang besar cenderung memiliki
keterkaitan A dan E yang lebih banyak daripada departemen kecil dan mungkin
akan memiliki lebih banyak aktivitas (Meyers&Matthew, 2005).
Activity Relation Chart menunjukkan pentingnya kedekatan suatu
departemen dengan departemen lainnya dalam satu pabrik. Activity Relation Chart
bertujuan untuk mengantisipasi tidak tampaknya semua hubungan yang penting
dalam aliran produk, Contohnya : penting bagi laboratorium pengendalian kualitas
di pabrik susu umtuk memilih lokasi sedekat mungkin dan meletakkan ruangan-
ruangan fasilitas lainnyadi tempat yang jauh dari ruang pencampuran lemak
(Wayne, 1993).
Diagram Keterkaitan Kegiatan ini digambarkan dalam bentuk diagram
balok yang menunjukkan pendekatan keterkaitan kegiatan, yang menunjukkan
setiap kegiatan sebagai satu model kegiatan tunggal yang tidak menekankan arti
ruangan pada tahapan proses perencanaan ini. Diagram Keterkaitan Kegiatan ini
dibentuk dengan mengacu pada analisis Peta Keterkaitan Kegiatan yang telah
dibuat sebelumnya (Apple, 1990).
Cara membuat ARD adalah sebagai berikut (Suryono, 2005) :
110
1. Urutkan aktivitas pada kolom sebelah kiri.
2. Masukkan nomor aktivitas dari ARD dalam setiap kolom yang
memperlihatkan derajat kedekatan dengan aktivitas lainnya.
3. Lanjutkan prosedur di atas, untuk setiap baris yang ada pada lembar
kerja, catat seluruh hubungan yang ada.
4. Masukkan nama identitas aktivitas pada pusat dari template aktivitas.
5. Transfer jumlah kolom yang ada pada lembar kerja ke dalam
template activity.
6. Buat aliran aktivitas untuk setiap departemen.
Pembuatan Diagram Keterkaitan Kegiatan(DKK) yang diawali dengan
pembuatan work sheet dengan berdasarkan pada Peta Keterkaitan Kegiatan (PKK)
dimasukkan ke dalam activity template.Ada dua cara yang yang dapat digunakan
untuk membuat DKK, yaitu (Agung&Machfud, 1990):
1. Dengan membuat suatu Activity Template Block Diagram (ATBD).
2. Denganmenggunakan kombinasi-kombinasi garis dan pemakaian
kode warna yang telah distandarkan untuk setiap hubungan aktivitas
yang ada.
Tujuan digunakannya Activity Relationship Diagram (ARD) atau DKK
adalah sebagai dasar untuk perencanaan hubungan antara pola aliran material dan
lokasi aktivitas pelayanan yang berhubungan dengan akticitas produksi. ARD
dinyatakan dalam diagram balok (Activity Template Diagram Block) yang
mengidikasikan pendekatan hubungan aktivitas yang memperlihatkan setiap
aktivitas sebagai template aktivitas tunggal (Apple,1990).
Untuk membuat rancangan tata letak ideal, perludilakukan analisis antar
kegiatan dengan membuat diagram keterkaitan kegiatan setelah dilakukan analisis
maka diagram tersebut di susun dengan membuat tabel lembar kerja keterkaitan
kegiatan selanjutnya plotkan pada blok keterkaitan agar lebih mudahmenentukan
tata letaknya. Blok diagram yang sudah jadi akan disusun sedemikian

111
rupamenurut diagram keterkaitan kegiatan yaitu dengan cara mendekatkan proses
– prosesyang multak diperlukan (Hendarto, dkk., 2009).
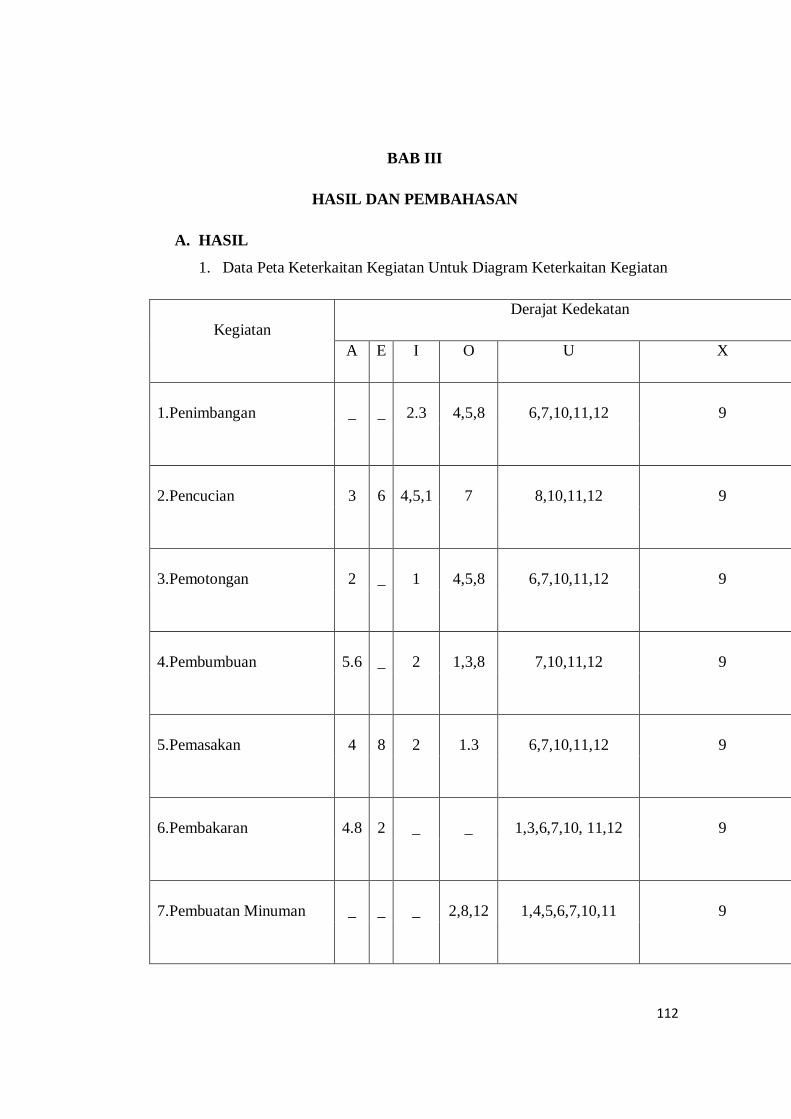
112
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
1. Data Peta Keterkaitan Kegiatan Untuk Diagram Keterkaitan Kegiatan
Kegiatan
Derajat Kedekatan
A E I O U X
1.Penimbangan _ _ 2.3 4,5,8 6,7,10,11,12 9
2.Pencucian 3 6 4,5,1 7 8,10,11,12 9
3.Pemotongan 2 _ 1 4,5,8 6,7,10,11,12 9
4.Pembumbuan 5.6 _ 2 1,3,8 7,10,11,12 9
5.Pemasakan 4 8 2 1.3 6,7,10,11,12 9
6.Pembakaran 4.8 2 _ _ 1,3,6,7,10, 11,12 9
7.Pembuatan Minuman _ _ _ 2,8,12 1,4,5,6,7,10,11 9
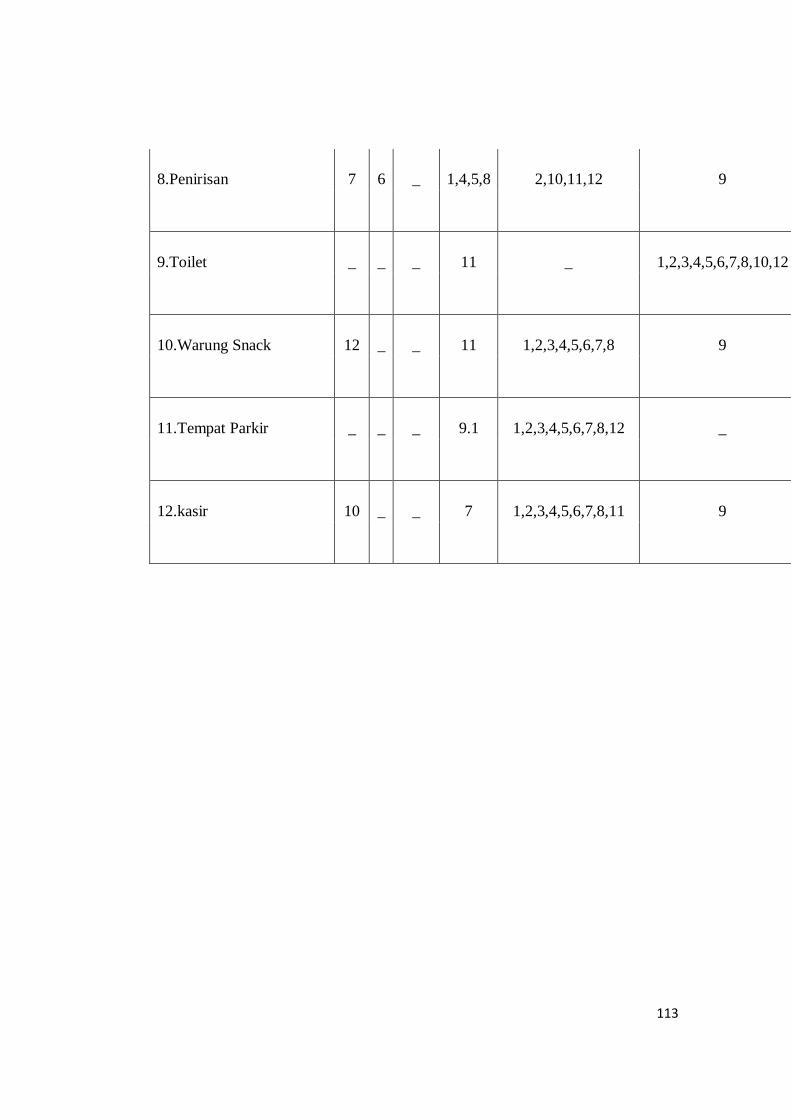
113
8.Penirisan 7 6 _ 1,4,5,8 2,10,11,12 9
9.Toilet _ _ _ 11 _ 1,2,3,4,5,6,7,8,10,12
10.Warung Snack 12 _ _ 11 1,2,3,4,5,6,7,8 9
11.Tempat Parkir _ _ _ 9.1 1,2,3,4,5,6,7,8,12 _
12.kasir 10 _ _ 7 1,2,3,4,5,6,7,8,11 9
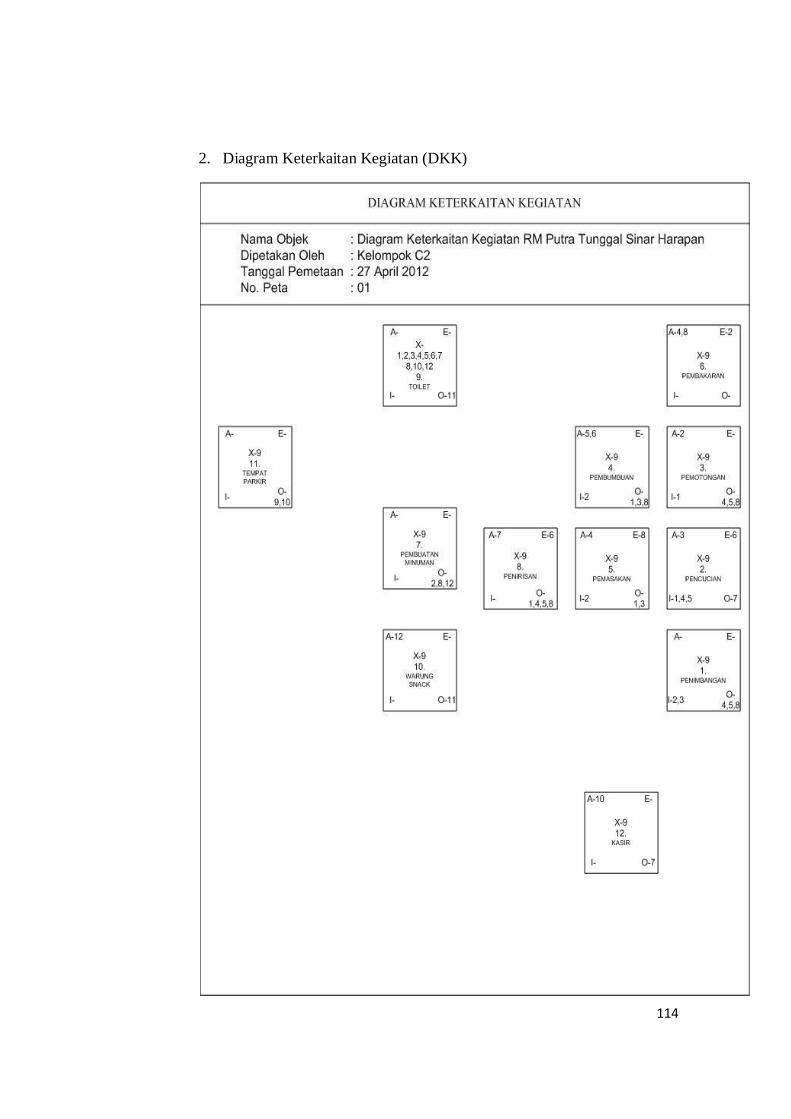
114
2. Diagram Keterkaitan Kegiatan (DKK)
115
B. PEMBAHASAN
Diagram Keterkaitan Kegiatan (DKK) atau Activity Relationship
Diagram (ARD) adalah diagram balok yang menunjukkan pendekatan keterkaitan
kegiatan, yang menunjukkan setiap kegiatan sebagai satu model kegiatan
tunggal.Jika terdapat sejumlah besar kegiatan dan keterkaitan, mungkin lebih baik
dikelompokkan menjadi kelompok kegiatan yang berkaitan.Fungsi yang lebih
besar mungkin akan lebih mudah dikaitkan satu sama lain. DKK ini dibuat dengan
berdasarkan informasi dari Peta Keterkaitan Kegiatan (PKK). DKK digambarkan
dalam diagram balok yang merupakan penterjemahan dari PKK. Cara membuat
DKK yaitu dengan terlebih dahulu membuat lembar kerja DKK.Untuk mengisi
lembar kerja DKK, digunakan informasi dari PKK dan berdasarkan pola aliran
bahan yang dianut.Kemudian ditentukan derajat kedekatannya yang dimuat di
PKK.Simbol A mempunyai hubungan kedekatan mutlak perlu, simbol E
mempunyai hubungan kedekatan sangat penting, symbol I mempunyai hubungan
kedekatan penting, , simbol O mempunyai hubungan kedekatan biasa simbol U
mempunyaihubungankedekatantidakpenting, simbol X mempunyai hubungan
kedekatan tidak diharapkan.Tujuan dari pembuatan DKK ini adalah sebagai dasar
untuk perancangan tata letak dari sebuah pabrik atau area kerja sesuai dengan pola
aliran material yang berhubungan dengan aktivitas produksi.
DKK yang telah kami buat disusun sedemikian rupa agar aliran bahan
dapat berjalan lancar dan optimal, yaitu sesuai dengan urutan aliran bahan dan
stasiun kerjanya. Stasiun kerja yang memiliki derajat hubungan kedekatan A
mutlak perlu saling berdekatan. Misalnya saja pada stasiun kerja pencucian
dengan pemotongan, yang mutlak perlu berdekatan dengan alas an agar tidak
terjadi aliran balik yang akan mengganggu aliran bahan selanjutnya. Kemudian
stasiun pembumbuan yang mutlak perlu berdekatan dengan stasiun pemasakan
dan pembakaran, hal ini karena urutan aliran bahan. Selain itu bahan yang sudah
melewati proses pembumbuan selanjtnya akan melewati stasiun pemasakan atau
pembakaran, sehingga ketiga stasiun itu mutlak perlu berdekatan. Stasiun yang
mutlak perlu berdekatan yaitu stasiun pembuatan minuman dengan penirisan, hal
116
ini dikarenakan efisiensi waktu dalam penirisan makanan dan minuman yang akan
disajikan kepada konsumen. Selain stasiun-stasiun tersebut, ada pula fasilitas-
fasilitas yang mutlak perlu berdekatan, yaitu warung snack dan kasir, hal tersebut
bertujuan agar memudahkan konsumen dalam membeli makanan ringan.
Untuk stasiun-stasiun kerja serta fasilitas-fasilitas yang memiliki derajat
hubungan E (sangat perlu) ataupun I (perlu), diutamakan saling berdekatan namun
tidak mutlak perlu berdekatan. Tetapi dalam DKK yang kami buat diletakkan
berdekatan agar menghindari gangguan aliran bahan sehingga lebih optimal
proses pembuatan produknya. Untuk stasiun-stasiun atau fasilitas-fasilitas yang
memiliki derajat hubungan U (tidak perlu) atau O (kedekatan biasa), tidak perlu
diletakkan berdekatan. Hal ini dikarenakan tidak memiliki hubugan aliran bahan
atau aliran bahan berjauhan sehingga tidak perlu berdekatan agar tidak proses
bolak balik.
Sedangkan pada stasiun atau fasilitas yang memiliki derajaat hubungan
kedekatan X (Tidak diharapkan). Hal tersebut terdapat pada semua stasiun yang
tidak diharap kan kedekatannya dengan toilet, ini disebabkan untuk menghindari
aroma tidak sedap yang dapat mengganggu proses produksi. Maka dai itu toilet
diletakan berjauhan dari semua stasiun dan fasilitas yang ada. Serta fasilitas
terakhir yaitu tempat parkir yang diletakan berjauhan dikarenakan oleh efisiensi
tempat dan menjauhkan asap kendaraan tersebut dari makanan yang ada. Selain
itu tempat parkir sangat diperlukan untuk dekat dengan penyajian karena fasilitas
tersebut merupakan jalur terdekat dengan pembuatan minuman dan memudahkan
pengunjung untuk segera menuju tempat duduk ketika usai memarkirkan
kendaraannya.
Pertimbangan dalam pembuatan DKK ini adalah dengan berdasarkan hasil
dari PKK yang telah dibuat, yaitu dilakukannya peletakan fasilitas yang sesuai
dan derajat kedekatan yang telah ditentukan sebelumnya. Derajat hubungan A
(mutlak perlu) dan derajat hubungan X (tidak diharapkan) merupakan prioritas,
karena kedua derajat hubungan ini menyatakan syarat mutlak yang harus dipenuhi
dan yang harus dihindari dalam perancangan suatu tata letak. Fasilitas-fasilitas
yang memiliki derajat hubungan A (mutlak perlu) maka fasilitas-fasilitas itu harus
117
berdekatan satu sama lain. Namun jika fasilitas yang memiliki derajat hubungan X
(tidak diperlukan), letaknya harus berjauhan karena beberapa alasan atau hal-hal
yang dipertimbangkan. Apabila derajat hubungannya E (sangat penting) atau I
(penting) maka fasilitas-fasilitas yang memiliki derajat hubungan tersebut
diutamakan berada saling berdekatan, namun tidah mutlak atau harus. Sedangkan
derajat hubungan O (tidak penting) dan U (kedekatan biasa), sehingga fasilitas-
fasilitas yang memiliki derajat hubungan tersebut tidak perlu untuk saling
berdekatan.
Selain pertimbangan diatas, juga ada pertimbangan dalam pembuatan
Diagram Keterkaitan Kegiatan, yaitu sebagai berikut:
1. Bentuk balok pada DKK sisi-sisinya berukuran 3 cm.
2. Warna balok disesuaikan dengan fungsinya, untuk kantor dan
pendukung personil kantor berwarna kuning, untuk produksi berwarna
hijau, untuk maintenance, pelayanan personil pabrik, pelayanan
produksi berwarna biru, sedangkan untuj pelayanan pabrik berwarna
merah muda.
3. Tata letak dibuat berdasarkan DKK yang telah dibuat, sesuai dengan
derajat kedekatannya.
Adapun langkah kerja yang dilakukan untuk pembuatan DKK ini, yaitu
pertama-pertama adalah dengan melihat PKK yang sudah dibuat sebelumnya, dari
no. kegiatan PKK yang menunjukan derajat hubungan kedekatan antara kegiatan
satu dan lainnya kemudian diisikan dengan dalam kotak-kotak yang berbentuk
seperti dibawah ini:
118
A- E- A- E-
x- x-
1 2
I- (**) O- I- (**)O-
Untuk angka 1 dan 2 diisi dengan nomor stasiun sesuai dengan PKK
kemudian yang memiliki derajat kedekatan tertentu diisi sesuai dengan
PKK.Setelah itu kotak-kotak tadi dipotong kemudian disusun sedemikian rupa
agar mengoptimalkan aliran bahan.
Manfaat DKK yaitu sebagai acuan untuk perancangan tata letak Rumah
Makan Putra Tunggal Sinar Harapan agar lebih optimal di dalam proses
produksinya dan mencegah adanya aliran balik.
Adapun kelebihan dari DKK ini yaitu :
1. Memudahkan proses aliran bahan.
2. Memperbaiki susunan tempat kerja yang ada.
3. Mengurangi jarak perpindahan bahan.
4. Efisiensi waktu.
5. Meminimalkan penggunaan luas tanah dengan cara memanfaatkan
ruang kosong yang masih ada.
6. Membuat suatu layout lebih akurat.
7. Proses penempatan fasilitas menjadi lebih teratur.
8. Pengalokasian menjadi lebih sistematis untuk setiap aktivitas.
Selain memiliki kelebihan, DKK juga memiliki kekurangan, diantaranya adalah

119
1. Sulit di dalam pengaplikasiannya dikarenakan butuh biaya yang
besar untuk merealisasikannya.
2. Banyaknya stasiun yang telah dibuat secara permanen sehingga
sulit memindahkannya.
3. Penilaian bersifat subjektif dikarenakan dinilai oleh praktikan.
4. Pembuatan DKK terlalu rumit karena harus membuat PKK
terlebih dahulu.
120
BAB IV
PENUTUP
A. KESIMPULAN
1. Diagram Keterkaitan Kegiatan digunakan sebagai dasar perencanaan
keterkaitan antara pola aliran barang dengan lokasi kegiatan pelayanan yang
dihubungkan dengan kegiatan produksi.
2. Penyusunan Diagram Keterkaitan Kegiatan ruang produksi dan fasilitas
penunjang pada industri Rumah Makan Putra Tunggal Sinar Harapan sudah
optimal dilihat dari keteraturan dan kelancaran aliran proses produksi yang
efektif dan efisien.

121
DAFTAR PUSTAKA
Agung, Y dan Machfud. 1990. Perancangan Tata Letak pada Industri
Pangan.Bogor : Pusat Antar Universitas Pangan dan Gizi. IPB
Apple, J. M. 1990. Tata Letak Pabrik dan Pemindahan Bahan.Bandung : ITB.
Hendarto, Mariskasukma, dkk. 2009. Modifikasi Tata Letak Fasilitas Produksi
Jamur Tiram. http://resources.unpad.ac.id/unpad-content/uploads/
publikasi_dosen/No.21%20Jurnal%20FTIP%20ke%20Vol%201%20no.
%203%20%202008.pdf. Diakses tanggal 24April 2012 pukul 15.00
WIB.
Meyers, Fred E.&Matthew P. Stephens. 2005. Manufacturing Facilities Design
and Material Handling, Third Edition. Prentice Hall : Ohio.
Suryono, K. 2005. Skripsi :Perancangan Ulang Tata Letak Pabrik untuk
Mengurangi Biaya Pemindahan Bahan pada Industri
Bakpia.Yogyakarta : JurusanTeknologi Industri Pertanian FTP UGM.
Wayne, C. T. 1993. Pengantar Teknik dan Sistem Industri Jilid 1 Edisi 3.Jakarta :
Penerbit Guna Widya.
122
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 7
PENENTUAN LUAS LANTAI
Disusun Oleh:
1. Bintang Elka (09660)
2. Yanis Rahmasari Putri (09714)
3. M.Roisul Akbar Islami (09724)
4. Moh.Hidayatullah (09934)
Asisten : RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
123
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Pada sebuah pabrik diharuskan memiliki luas yang dapat memuat
semua ruangan yang diperlukan oleh setiap kegiatan atau fungsi pabrik.
Ruangan-ruangan ini ditentukan untuk bisa memfasilitasi kegiatan
produksi maupun kegiatan pendukung lainnya dari pabrik tersebut.
Penentuan ruangan ini juga didasarkan tujuan maupun strategi perusahaan
untuk menciptakan sebuah system produksi yang optimal produktivitasnya
serta penggunaan biayanya yang efisien. Parameter lainnya yang tidak
boleh dikesampingkan adalah pada faktor kenyamanan dan keamanan
pekerja.
Dalam sebuah industry, sumber daya manusia adalah salah satu
unsur penentu keberhasilan produksi, oleh karena itu dalam menciptakan
suasana kerja yang kondusif dan optimal, maka penentuan luas lantai juga
harus mengakomodir kebutuhan-kebutuhan dari para pekerja.
Sistem produksi yang optimal, harus bisa mengakomodir semua
parameter diatas dengan tepat dan baik. Tanpa sebuah perencanaan yang
detail dan tepat, bisa mengakibatkan penurunan produktivitas yang
berimplikasi terhadap pengurangan jumlah keuntungan perusahaan. Oleh
karena itu, pemahaman tentang penentuan luas lantai sangat berguna untuk
merancang atau mengevaluasi tata letak sebuah pabrik.
Dengan praktikum acara 5 ini diharapkan, praktikan dapat
mendapatkan pemahaman yang baik tentang luas lantai pada suatu
industry maupun hubungannya dengan sistem produksi industry tertentu.

124
B. Tujuan
1. Praktikan dapat menentukan jenis dan jumlah ruang yang dibutuhkan
setiap kegiatan dalam industry.
2. Praktikan dapat menentukan luas lantai setiap kegiatan
125
BAB II
TINJAUAN PUSTAKA
Ruangan yang dibutuhkan oleh sebuah fasilitas jelas erat sekali
kaitannya dengan peralatan, bahan, pegawai, dan kegiatan. Dimensi ruang
kerja akan dipengaruhi oleh dua hal pokok yaitu situasi fisik dan situasi
kerja yang ada. Didalam menentukan dimensi ruang kerja perlu
diperhatikan antara lain jarak jangkau yang bisa dilakukan oleh operator,
batasan-batasan ruang yang enak dan cukup memberikan keleluasaan
gerak operator dan kebutuhan area minimum yang harus dipenuhi untuk
kegiatan-kegiatan tertentu (Apple, 1977).
Tata letak pabrik pada dasarnya merupakan penempatan dan
pengaturan dari bermacam-macam fasilitas produksi yang ada. Pengaturan
ruangan disini berkaitan erat dengan luas area yang dibutuhkan untuk
mesin/peralatan produksi, penempatan material, keleluasaan operator
untuk bergerak, dan lain-lain aktivitas. Kebutuhan untuk luas area ini harus
dipertimbangkan untuk seluruh aktivitas yang ada didalam pabrik dan
untuk paling tidak ada tiga macam area yang harus diberikan, yaitu
(Wignjosoebroto, 1996). :
1. Area yang diperlukan untuk operasi dari mesin dan peralatan yang ada.
2. Area yang diperlukan untuk penyimpanan bahan baku atau benda jadi
yang telah selesai dikerjakan.
3. Area yang diperlukan untuk fasilitas-fasilitas service.
Dalam perencanaan ruang yang diperlukan untuk beroperasinya
mesin dan peralatan produksi lainnya, maka diperlukan kelonggaran
(allowances) untuk ruangan antara mesin dan operator, work in process
storage, dan juga kelonggaran-kelonggaran yang ditujukan untuk proses
pemindahan serta perawatan. Area untuk penyimpanan perkakas dan juga
126
untuk ruangan mandor dan supervisor berada harus pula diberikan, karena
kedua aktivitas ini berkaitan erat dan mempunyai lokasi yang sama dengan
peralatan produksi (Wignjosoebroto, 1996).
Semua ruangan yang dipakai pada setiap kegiatan/fungsi pabrik
termuat dalam luas lantai pabrik. Beberapa metode yang umum digunakan
untuk menentukan luasan lantai adalah (Purwanto,1990) :
1. Production Centre Method
Dimana pusat produksi terdiri dari satu mesin ditambah dengan
seluruh peralatan yang diperlukan dan area operator. Tempat kerja (depan,
belakang, samping kiri dan kanan), ruang maintenance, ruang storage
harus ditambahkan dalam menghitung luas lantai. Kelonggaran
(allowance) diperlukan dalam hal perhitungan: bahan baku dan perkakas
pembantu. Walaupun rumit tapi metode ini lebih teliti dalam perhitungan.
2. Convertion Method
Untuk menentukan luas lantai pada aktivitas kantor dan gudang,
berdasarkan pada logika, alasan-alasan tertentu, educated guess (menebak
berdasarkan ilmu yang diketahui), konversinya ditujukan antar perusahaan
sejenis.
3. Raugh Lay Out Methode
Metode ini dibuat berdasarkan template/model equipment dengan
memakai maket.
4. Space Standart
Dalam metode ini harus dipahami betul asumsi-asumsi yang
dipakai untuk menghindari kekurangan atau kelebihan.
5. Ratio & Trend Projection
127
Memakai data masa lalu tentang rasio. Metode ini paling tidak
akurat dan digunakan untuk meramalkan/memproyeksikan kebutuhan dari
pekerja.
Dalam perancangan ruang ada beberapa faktor yang harus
dipetimbangkan, diantaranya adalah (Barnes, 1980) :
A. Umum
1. Merupakan kegiatan yang paling banyak memerlukan luas yaitu
produksi dan pelayanan produksi.
2. Ramalan penjualan.
3. Jumlah produksi
4. Perubahan kemajuan teknologi dalam proses dan kemungkinan
terjadinya perubahan produk.
5. Rencana induk baik untuk jangka panjang maupun jangka pendek
termasuk kemungkinan perluasan.
6. Keluwesan ruangan terhadap ruangan lain.
7. Jumlah pegawai total, jumlah shift kerja, perbandingan jumlah pekerja
pria dan wanita.
B. Produksi
1. Ukuran, sifat bahan dan karakteristik produk jadi.
2. Metode, sifat dan jumlah operasi.
3. Metode, kebakuan dan efisiensi kerja.
4. Jumlah dan ukuran mesin.
5. Pola aliran bahan.
6. Jumlah operator dan pegawai penunjang.
7. Cara pemindahan dan peralatannya.
8. Kebutuhan gudang penyimpanan.
C. Bangunan
1. Model dan jenis konstruksinya.
128
2. Jumlah luas lantai, kapasitas beban lantai dan tinggi maksimal ruangan.
3. Pintu, tangga dan kemungkinan penggunaan lift (jika pabriknya besar).
4. Bentuk, ukuran dan kondisi bangunan.
5. Ketersediaan dan utilitas gedung.
D. Biaya
1. Ketersediaan dana.
2. Suku bunga.
3. Kecendrungan ekonomi.
Efisiensi bangunan perkantoran biasanya dihitung berdasarkan rasio
dari luas ruang perkantoran yang terpakai terhadap jumlah kotor luas ruang
bangunan (Abbas, 2001).
1. luas lantai ruang kerja (luas terpakai): ruangan dimana seseorang dapat
bekerja dan mempunyai ruang untuk sirkulasi sekundernya
2. ruang sirkulasi utama, yang dibutuhkan untuk menempatkan jalur
sirkulasi, jalur pencapaian dan juga jalur untuk keadaan darurat dari/ke
tempat kerja
3. ruang khusus sebagai ruang yang tidak dapat digunakan sebagai ruang
kerja perkantoran, melainkan untuk fungsi tertentu (r. arsip , kantin)
4. ruang nti vertical (core) yakni ruang yang dibutuhkan sebagai penunjang
bangunan seperti ruang lift, tangga dll
5. luas kotor ruang keseluruhan adalah penjumlahan semua luas lantai ruang
perkantoran termasuk ruang inti vertical, ruang dinding tepi dan dinding
struktur
6. luas bersih ruang terpakai yaitu luas kotor ruang dikurangi ruang inti
vertical , ruang dinding tepid an dinding struktur.
7. Ruang sirkulasi utama memanfaatkan 10%-15% dari luas bersih ruang
Tidak semua ruang kerja mempunyai nilai manfaat yang sama.
Kesalahan umum dalam perancangan yng mengakibatkan berkurangnya
efisiensi ruang biasanya menyangkut hal - hal kolom bangunan terlalu dekat
pada dinding tepi, kolom bangunan terlalu menonjol sehingga mengganggu

129
jalur sirkulasi utama, bentangan ruang - ruang yang salah dan perletakan
saluran/instalasi hanya pada jalur tepi saja (Abbas, 2001).
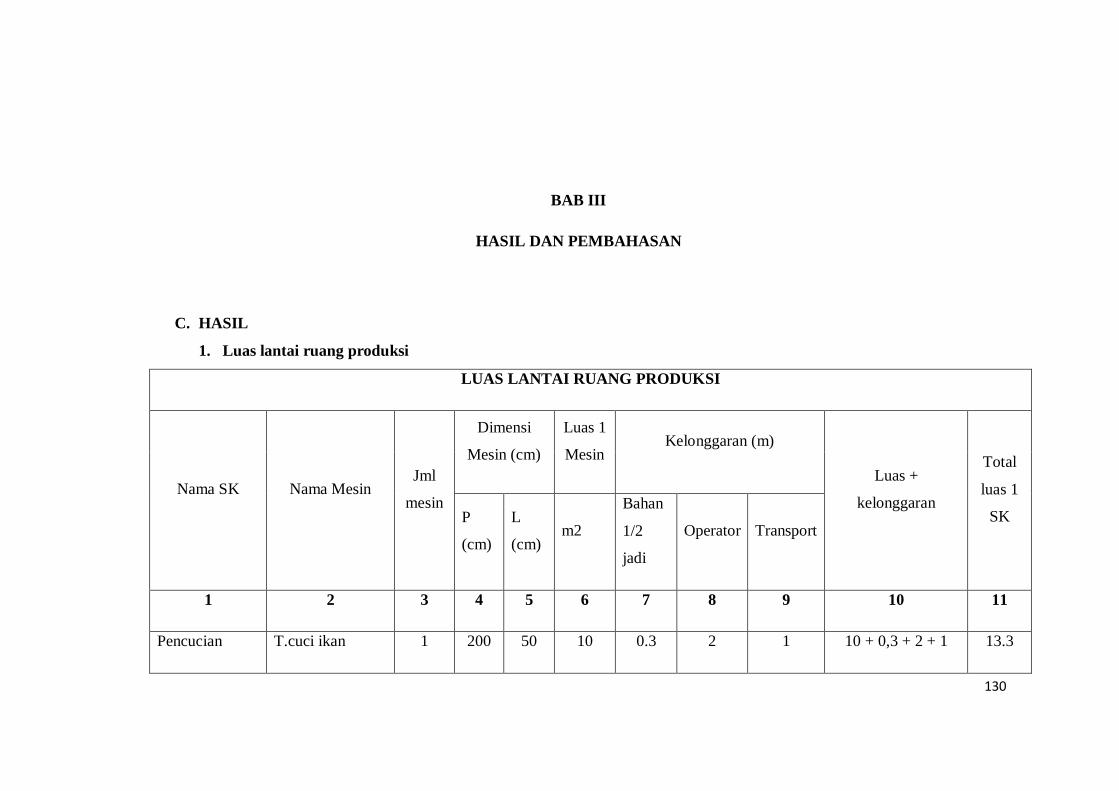
130
BAB III
HASIL DAN PEMBAHASAN
C. HASIL
1. Luas lantai ruang produksi
LUAS LANTAI RUANG PRODUKSI
Nama SK Nama Mesin Jml
mesin
Dimensi
Mesin (cm)
Luas 1
Mesin Kelonggaran (m)
Luas +
kelonggaran
Total
luas 1
SK P
(cm)
L
(cm) m2
Bahan
1/2
jadi
Operator Transport
1 2 3 4 5 6 7 8 9 10 11
Pencucian T.cuci ikan 1 200 50 10 0.3 2 1 10 + 0,3 + 2 + 1 13.3
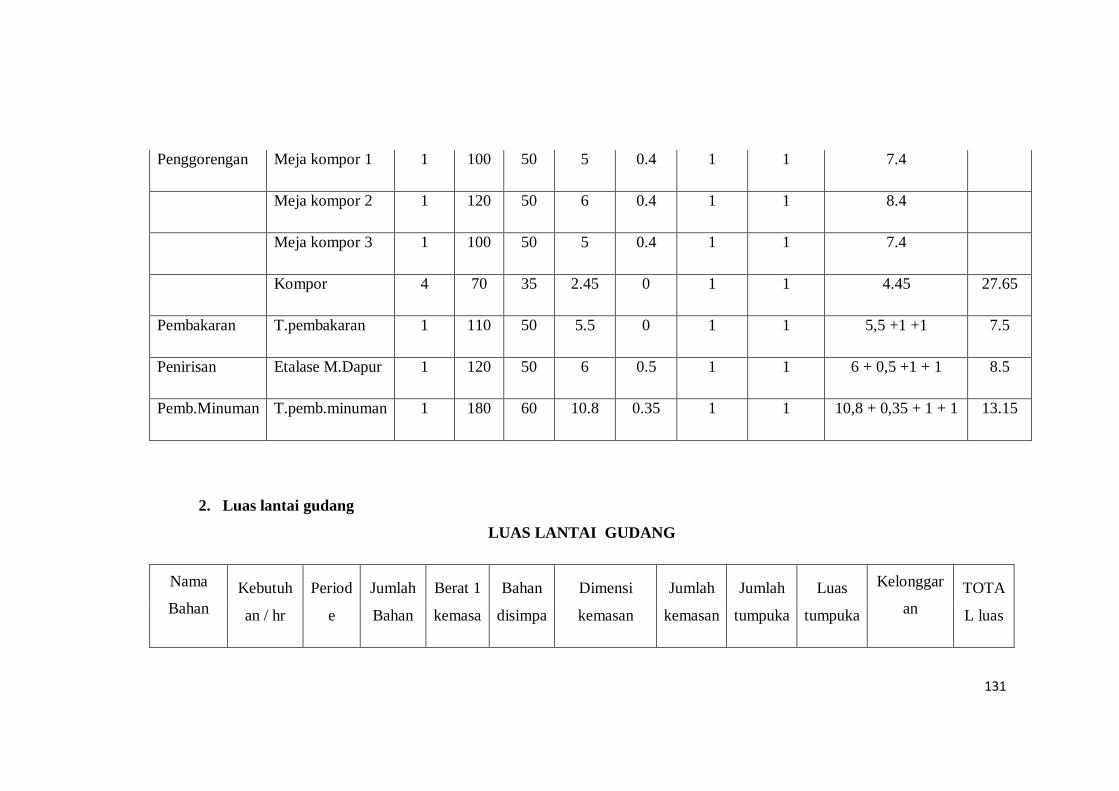
131
Penggorengan Meja kompor 1 1 100 50 5 0.4 1 1 7.4
Meja kompor 2 1 120 50 6 0.4 1 1 8.4
Meja kompor 3 1 100 50 5 0.4 1 1 7.4
Kompor 4 70 35 2.45 0 1 1 4.45 27.65
Pembakaran T.pembakaran 1 110 50 5.5 0 1 1 5,5 +1 +1 7.5
Penirisan Etalase M.Dapur 1 120 50 6 0.5 1 1 6 + 0,5 +1 + 1 8.5
Pemb.Minuman T.pemb.minuman 1 180 60 10.8 0.35 1 1 10,8 + 0,35 + 1 + 1 13.15
2. Luas lantai gudang
LUAS LANTAI GUDANG
Nama
Bahan
Kebutuh
an / hr
Period
e
Jumlah
Bahan
Berat 1
kemasa
Bahan
disimpa
Dimensi
kemasan
Jumlah
kemasan
Jumlah
tumpuka
Luas
tumpuka
Kelonggar
an
TOTA
L luas
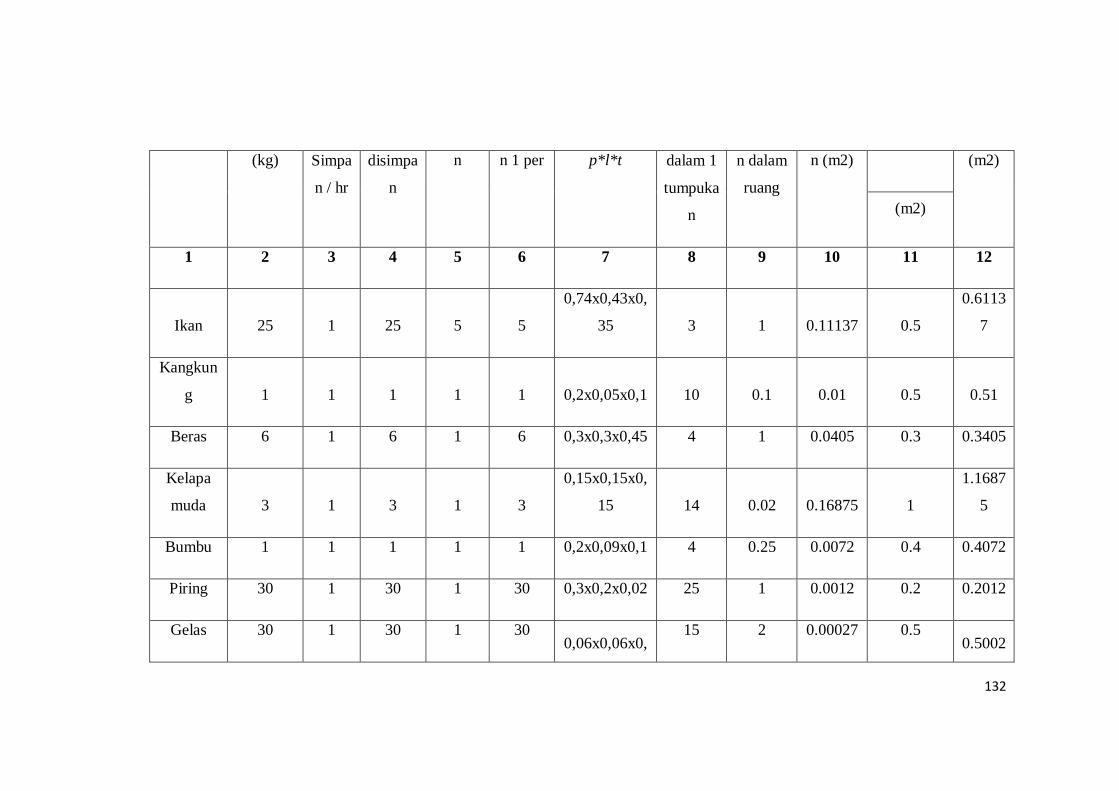
132
(kg) Simpa
n / hr
disimpa
n
n n 1 per p*l*t dalam 1
tumpuka
n
n dalam
ruang
n (m2) (m2)
(m2)
1 2 3 4 5 6 7 8 9 10 11 12
Ikan 25 1 25 5 5
0,74x0,43x0,
35 3 1 0.11137 0.5
0.6113
7
Kangkun
g 1 1 1 1 1 0,2x0,05x0,1 10 0.1 0.01 0.5 0.51
Beras 6 1 6 1 6 0,3x0,3x0,45 4 1 0.0405 0.3 0.3405
Kelapa
muda 3 1 3 1 3
0,15x0,15x0,
15 14 0.02 0.16875 1
1.1687
5
Bumbu 1 1 1 1 1 0,2x0,09x0,1 4 0.25 0.0072 0.4 0.4072
Piring 30 1 30 1 30 0,3x0,2x0,02 25 1 0.0012 0.2 0.2012
Gelas 30 1 30 1 30 0,06x0,06x0,
15 2 0.00027 0.5 0.5002
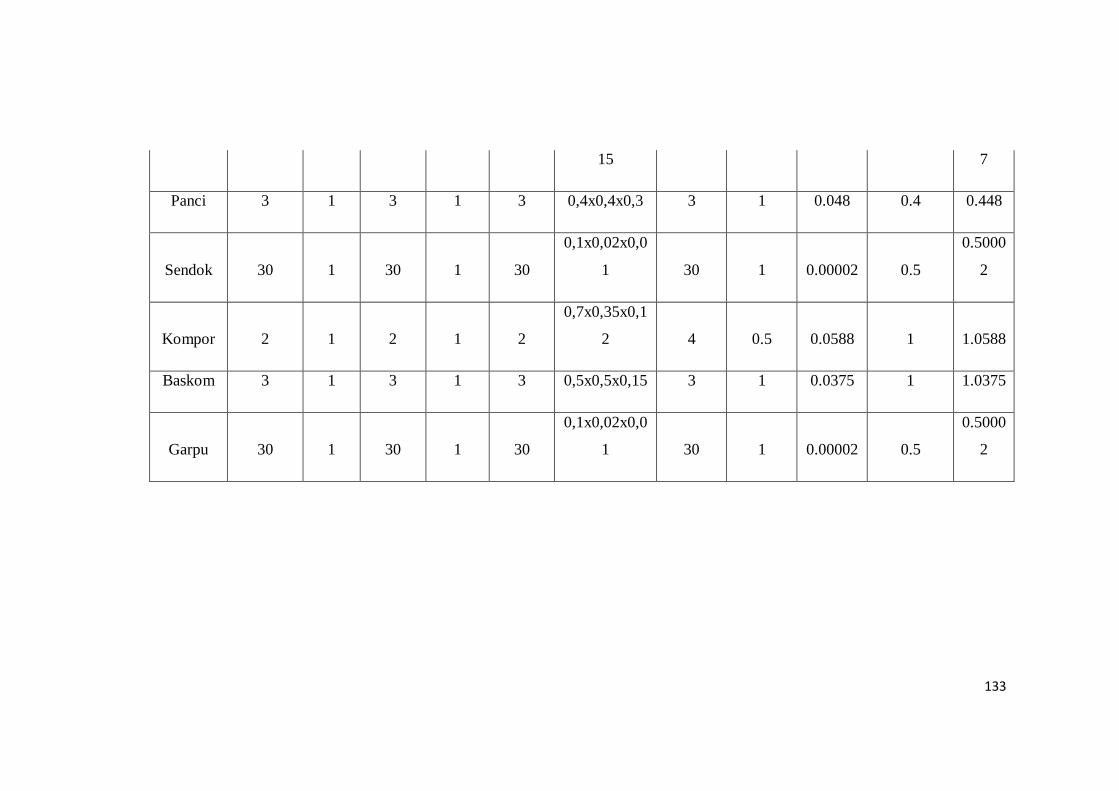
133
15 7
Panci 3 1 3 1 3 0,4x0,4x0,3 3 1 0.048 0.4 0.448
Sendok 30 1 30 1 30
0,1x0,02x0,0
1 30 1 0.00002 0.5
0.5000
2
Kompor 2 1 2 1 2
0,7x0,35x0,1
2 4 0.5 0.0588 1 1.0588
Baskom 3 1 3 1 3 0,5x0,5x0,15 3 1 0.0375 1 1.0375
Garpu 30 1 30 1 30
0,1x0,02x0,0
1 30 1 0.00002 0.5
0.5000
2
134
D. PEMBAHASAN
Luas lantai produksi digunakan untuk mengetahui luas lahan yang
akan digunakan dalam perencanaan tata letak fasilitas dan perusahaan yang
akan didirikan. Perhitungan luas lantai produksi dimulai dari luas kebutuhan
lahan sampai perkantoran dengan memperhatikan segala fasilitas
pendukungnya. Perhitungan luas lantai perlu diperhatikan mengenai gang.
Penentuan besarnya gang dipengaruhi oleh ukuran faktor manusia, peralatan
atau mesin dan bahan baku yang digunakan.
Menghitung luas lantai produksi, maka informasi yang diperlukan
adalah nama peralatan atau mesin yang dipakai, jumlah mesin peralatan yang
sesuai dengan yang terdapat pada route sheet, dan ukuran peralatan atau
mesin yang dipakai. Tujuan menghitung luas lantai adalah untuk
memperkirakan kebutuhan luas lantai bagian produksi yang meliputi :
1. Gudang bahan baku, yaitu gudang bahan model tumpukan dan rak.
2. Fabrikasi dan perakitan, yaitu mesin dan peralatan.
3. Gudang bahan jadi.
Melakukan suatu perencanaan Tata Letak Fasilitas dan pemindahan
bahan, dibutuhkan beberapa kebutuhan luas lantai untuk kegiatan produksi
pabrik yang akan didirikan, serta fasilitas-fasilitas pendukung lainnya.
Dengan demikian perlu dihitung berapa luas lantai yang disiapkan, terutama
untuk kegiatan bagian produksi. Perhitungan luas lantai ini didasarkan pada
bahan baku yang akan disiapkan. Bagian-bagian produksi tersebut meliputi :
1. Luas Lantai Gudang Bahan Baku (Receiving)
Luas lantai gudang bahan baku (Receiving) adalah luas lantai yang
dipergunakan untuk menyimpan bahan baku atau material yang akan
digunakan dalam produksi. Luas lantai gudang bahan baku terbagi
menjadi dua model, yaitu model Tumpukan dan model Rak. Untuk
135
memberi gambaran dari cara penyimpanan bahan baku digudang, maaka
diperlukan gambar bagaimana cara penyimpanan material tersebut (baik
model Tumpukan maupun model Rak), sehingga luas lantai yang dipakai
sesuai dengan hasil perhitungan. Ruangan gambar yang dibuat harus
memberi penjelasan mengenai:
a) Tinggi memuat berapa tumpuk
b) Lebar memuat berapa tumpuk
c) Panjang memuat berapa tumpuk
2. Fabrikasi dan Perakitan
Luas lantai mesin (Pabrikasi dan Assembling) juga perlu perhitungan
dalam perencanaan tata letak fasilitas dan pemindahan bahan. Data yang
diperlukan dalam perhitungan luas lantai antara lain adalah:
a) Nama Mesin atau Peralatan
b) Jumlah Mesin atau Peralatan
c) Ukuran Mesin atau Peralatan
Pada luas lantai mesin juga perlu diperhatikan luas toleransi dan
allowancenya. Luas toleransi diberikan untuk jalannya aliran produksi
sehingga tidak mengalami kesulitan sewaktu proses produksi berjalan,
dan luas allowance diberikan untuk jalannya alat-alat pengangkut bahan
dan barang.
3. Luas Lantai Shipping (Gudang Bahan Jadi)
Data yang diperlukan dalam perhitungan luas lantai gudang barang
jadi (shipping) adalah: nomor komponen, nama komponen, dan tipe
barang jadi. Langkah-langkah perhitungan luas lantai barang jadi adalah
sebagai berikut:
a) Tentukan ukuran kemasan yaitu ukuran atau dimensi dari kemasan
untuk tempat produk jadi perusahaan.
136
b) Tentukan produk jadi per satuan periode, yaitu produk yang dihasilkan
untuk periode tertentu, berdasarkan produk per jam dari perusahaan.
c) Tentukan volume kemasan total, yaitu volume kebutuhan untuk
produk jadi per periode tertentu.
d) Tentukan luas lantai yaitu lahan yang dibutuhkan berdasarkan volume
kemasan.
e) Tentukan allowance.
f) Tentukan total luas lantai
4. Luas Lantai Perkantoran
Dalam perhitungan luas perkantoran terlebih dahulu harus diketahui
bagian-bagian dari perkantoran dan pelayanan pabrik, yaitu bagian umum
merupakan fungsi yang melayani seluruh pabrik, misalnya tool room
(tempat penyimpanan peralatan), tool crib (tempat menyimpan atau
memperbaiki peralatan yang rusak), ruang rapat, ruang tunggu dan
sebagainya. Bagian produksi merupakan bagian yang melayani organisasi
produksi, misalnya teknik industri (standar kerja, metode, material
handling, proses), quality control (Receiving, In Process, Finished Good),
plann engineering. Bagian personil, merupakan fungsi yang melayani atau
menangani kebutuhan orang. Misalnya fasilitas kesehatan, kantin, WC,
daerah rekreasi atau taman, lapangan parkir, telepon umum dan lain-lain.
Bangunan fisik, merupakan bagian yang berhubungan dengan kebutuhan
fasilitas fisik bangunan, peralatan, utilitas, dan sebagainya. Misalnya
fasilitas pemasaran, pembangkit tenaga, garasi, pemadam kebakaran,
bengkel peralatan dan sebagainya.
Hal yang harus diperhatikan dalam menyusun perkantoran adalah:
a) Departemen yang berhubungan ditempatkan berdekatan satu sama lain.
b) Lebar lorong minimal 0.9 meter.
137
c) Jenis-jenis pekerjaan yang dilakukan merupakan dasar departementasi.
d) Tiap pekerja membutuhkan kira-kira 4.5 s/d 25 m2.
e) Cahaya yang datang dari kiri dan atau dari belakang lebih baik.
f) Bila pekerja duduk harus duduk saling membelakangi maka harus
dipisahkan minimal melebar 1 meter diantara kursi.
Persyaratan umum dalam menyusun fasilitas perkantoran adalah:
a) Satu kantor yang luas merupakan unit kerja yang lebih efisien daripada
sejumlah ruangan-ruangan kecil dengan luas yang sama, karena
memudahkan pengawasan, komunikasi lebih lancar, cahaya dan
ventilasi bisa lebih baik.
b) Jarak meja dengan kursi minimal 45cm.
c) Jarak antar meja dengan meja atau dengan tembok berkisar antara 60
sampai dengan 90cm.
d) Untuk menghindari kebisingan, maka peralatan seperti mesin tik dan
mesin stensil sebaliknya terpisah.
Perhitungan luas lantai Warung Makan “Putra Tunggal Sinar Harapan”
dilakukan dengan menghitung luas area untuk mesin dengan kelonngarannya
sebesar 1 m kebelakang dari panjang mesin pada tiap-tiap stasiun kerja.
Warung Makan “Putra Tunggal Sinar Harapan” memiliki 9 stasiun
diantaranya adalah stasiun pencucian, penggorengan, pembakaran, penirisan
dan pembuatan minuman.
Pada stasiun pencucian kegiatan yang dilakukan adalah membersihkan
bahan dari kotoran yang masih menepel menggunakan air mengalir. Pada
stasiun ini terdapat sebuah bak cuci (tempat cuci ikan) yang memiliki ukuran
2 m x 0,5 m dengan luas 10 m2
. Luas ruang gerak operator sebesar 2 m2
dengan luas ruang untuk bahan setengah jadi sebesar 0,3 m2, serta luas
transport sebesar 1 m2 maka luas lantai total area tempat cuci ikan adalah
13,3 m2.

138
Pada stasiun penggorengan kegiatan yang dilakukan adalah
menggoreng bahan yang pada wajan yang berisi minyak yang telah
dipanaskan dengan api kompor. Pada stasiun ini terdapat empat jenis mesin
yaitu meja kompor 1,meja kompor 2, meja kompor 3, meja kompor 4 dan
kompor. Meja kompor 1 memiliki ukuran 1 m x 0,5 m dengan luas 5 m2.
Luas ruang gerak operator sebesar 1 m2, luas bahan setengah jadi sebesar 0,4
m2
,serta luas transport sebesar 1 m2
, maka luas lantai total area meja
kompor 1 yaitu 7,4 m2. Meja kompor 2 memiliki ukuran 1,2 m x 0,5 m
dengan luas 5 m2. Luas ruang gerak operator sebesar 1 m
2, luas bahan
setengah jadi sebesar 0,4 m2
,serta luas transport sebesar 1 m2
, maka luas
lantai total area meja kompor 1 yaitu 8,4 m2
. Meja kompor 3 memiliki
ukuran 1 m x 0,5 m dengan luas 5 m2. Luas ruang gerak operator sebesar 1
m2, luas bahan setengah jadi sebesar 0,4 m
2 ,serta luas transport sebesar 1 m
2
, maka luas lantai total area meja kompor 1 yaitu 7,4 m2
. Kompor memiliki
ukuran 0,7 m x 0,35 m dengan luas 2,45 m2
. Luas ruang gerak operator
sebesar 1 m2, luas transport sebesar 1 m
2, maka luas lantai total area kompor
adalah 4,45 m2. Maka luas lantai total yang dibutuhkan pada stasiun
penggorengan adalah 27,65 m2.
Pada stasiun pembakaran kegiatan yang dilakukan adalah membakar
bahan berupa ikan dengan bara api yang terbuat dari arang yang diletakkan
dalam tungku. Pada stasiun ini terdapat mesin berupa sebuah tungku (tempat
pembakaran). Tungku (tempat pembakaran) memiliki ukuran 1,1 m x 0,5 m
dengan luas 5,5 m2. Luas ruang gerak operator sebesar 1 m
2 dengan luas
ruang untuk transport sebesar 1 m2, maka luas lantai total area tungku
(tempat pembakaran ) adalah 7,5 m2.
Pada stasiun penirisan kegiatan yang dilakukan adalah meniriskan
hasil penggorengan, pembakaran ataupun pemasakan dari wajan ketempat

139
penirisan yang biasanya berupa piring. Pada stasiun ini terdapat sebuah
etalase meja dapur dengan ukuran 1,2 m x 0,5 m dengan luas 6 m2. Luas
ruang gerak operator sebesar 1 m2 dengan luas ruang untuk bahan setengah
jadi berupa bahan yang telah ditiriskan sebesar 0,5 m2, serta luas ruang untuk
transport sebesar 8,5 m2 , maka luas lantai total area etalase meja dapur
adalah 8,5 m2.
Pada stasiun pembuatan minuman kegiatan yang dilakukan adalah
membuat minuman seperti es teh, es jeruk dan lain-lain. Pada stasiun ini
terdapat tempat pembuatan minuman dengan ukuran 1,8 m x 0,6 m dengan
luas 10,8 m2. Luas ruang gerak operator sebesar 1 m
2, luas ruang untuk
barang setengah jadi sebesar 0,35 m2 , serta luas ruang untuk transport
sebesar 1 m2
,maka luas lantai total area tempat pembuatan minuman adalah
13,15 m2.
Total luas lantai yang dibutuhkan untuk membuat ruang produksi yang
optimal pada warung makan “Putra Tunggal Sinar Harapan” dapat diketahui
dengan cara menjumlah semua total lantai yang dibuthkan pada setiap
stasiun dan fasilitas yang ada. Total luas lantai yang dibutuhkan adalah 70,1
m2 dari luas lantai total warung makan “Putra Tunggal Sinar Harapan” yang
ada adalah 85,7 m2. Dengan demikian maka luas lantai yang dimiliki oleh
warung makan “Putra Tunggal Sinar Harapan” memenuhi luas lantai yang
dibutuhkan untuk layout ruang produksi yang akan dibuat.
140
BAB IV
PENUTUP
A. KESIMPULAN
1. Warung makan “Putra Tunggal Sinar Harapan” membutuhkan 4 jenis
ruang yaitu ruang produksi, ruang tempat tinggal pemilik warung, warung
snack dan ruang makan konsumen
2. Luas lantai total yang dibutuhkan untuk setiap stasiun pada ruang
produksi adalah :
a) Stasiun pencucian membutuhkan luas lantai total sebesar 13,3 m2
b) Stasiun penggorengan membutuhkan luas lantai total sebesar 27,65 m2
c) Stasiun pembakaran membutuhkan luas lantai total sebesar 7,5 m2
d) Stasiun penirisan membutuhkan luas lantai total sebesar 8,5 m2
e) Stasiun pembuatan minuman membutuhkan luas lantai total sebesar
13,15 m2.
141
DAFTAR PUSTAKA
Abbas, Yusfebrizal. 2001. Rental Office. http:// www.ftsp1.uii.ac.id. Diakses 29
April 2012 pukul 16:50 WIB.
Apple, J.M. 1977. Tata Letak Pabrik dan Pemindahan Bahan, Edisi Ketiga.
Bandung : Penerbit ITB Bandung.
Barnes, Ralph M. 1980. Motion and Time Study: Design and Measurement of
Work. Singapore : John Willy & Sons.
Purwanto, W dan Aviasti. 1990. Usulan Plant Lay Out untuk Tahap-Tahap
Terbaru Konsultan Teknik Pendawa Lima. Yogyakarta : Fakultas
Teknologi Pertanian Universitas Gadjah Mada.
Wignjosoebroto, S. 1996. Tata Letak Pabrik dan Pemindahan Bahan. Surabaya :
Guna Widya.
142
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 8
DIAGRAM PENGALOKASIAN WILAYAH
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
143
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Seiring dengan berjalannya waktu dan perkembangan teknologi menyebabkan
perkambangan industri semakin pesat. Nilai tambah dan profit menjadi tujuan utama
dalam didirikannya sebuah industri. Untuk itu diperlukannya perbaikan dan
pengembangan usaha yang dilakukan oleh pemilik industri. Perbaikan tersebut
dilakukan agar dapat meningkatkan kapasitas dan kualitas produksi. Perbaikan atau
perubahan ini diantaranya dapat berupa perubahan tata letak ruang, penentuan stasiun
kerja maupun peningkatan jumlah kapasitas produksi. Dalam kasus industri rumah
makan yang dikaji, perubahan yang dikaji adalah tata letak dari setiap stasiun kerja.
Pengkajian terhadap tata letak suatu industri akan menghasilkan diagram
pengalokasian wilayah. Diagram pengalokasian wilayah ini sangat berkaitan erat
dengan peta keterkaitan kegiatan, diagram keterkaitan kegiatan serta aliran bahan
yang terjadi pada industri tersebut. Pada diagram pengalokasian wilayah terdapat
gambaran mengenai ruang produksi dan berbagai fasilitas pendukung yang ada.
Diagram pengalokasian wilayah juga akan menunjukkan tata letak baru yang
dianggap lebih efektif dan efisien. Dengan demikian, diharapkan akan terjadi
peningkatan efisiensi dan efektivitas kerja dengan mereduksi langkah balik proses
produksi atau memperpendek jarak antara stasiun kerja yang ada. Diagram
pengalokasian yang baik akan membuat masing-masing stasiun kerja menjadi lebih
dekat dan membuat proses aliran bahan menjadi lebih urut dan teratur.
Oleh sebab itu praktikum acara 8 ini perlu dilakukan agar praktikan dapat
mengetahui cara pembuatan diagram pengalokasian wilayah dan template dari sebuah
industri.
144
B. TUJUAN PRAKTIKUM
1. Praktikan dapat menggambarkan perpindahan/aliran bahan dan mengefektifkan
aliran bahannya berdasarkan kriteria tertentu.
2. Praktikan dapat mengalokasikan kebutuhan ruang dan luas lantai dalam area
industri yang ada
145
BAB II
TINJAUAN PUSTAKA
Diagram alokasi wilayah merupakan dasar bagi rancangan tata letak dan
rancangan bangunan yang rinci. Tujuan dari proses ini adalah untuk merancang
pengaturan yang efisien untuk ruangan yang dibutuhkan oleh tiap kegiatan, dalam
satu kesatuan yang terpadu. Susunan yang dihasilkan harus sedapat mungkin
mewadahi keterkaitan kegiatan yang telah ditentukan, dan tetap mempertahankan
kebutuhan luas dari tiap kegiatan. Beberapa keuntungan dan pemakaian proses
alokasi wilayah ini (Apple, 1990) adalah:
a. Pembagian wilayah kegaiatn yang sistematis.
b. Memudahkan proses tataletak
c. Memungkinkan tata letak yang lebih cermat
d. Dasar bagi perencanaan selanjutnya
e. Meminimumkan ruangan yang terbuang, dan lain-lain.
Area Alocation Diagram (AAD) merupakan lanjutan dari Area
Relationtionship Chart (ARC). Dimana dalam ARC telah diketahui kesimpulan
tingkat kepentingan antar aktivitas dengan demikian berarti bahwa ada sebagian
aktivitas harus dekat dengan aktivitas yang lainnya dan ada juga sebaliknya. Atau
dapat dikatakan bahwa hubungan antar aktivitas mempengaruhi tingkat kedekatan
antar tata letak aktivitas tersebut. Kedekatan tata letak aktivitas tersebut ditentukan
dalam bentuk Area Alocation Diagram. Adapun dasar pertimbangan dalam prosedur
pengaloaksian area ini adalah aliran produksi, material, peralatan; ARC, informasi
aliran, aliran personil, hubungan fisikal; tempat yang dibutuhkan, dan Area
Relationship Diagram (Anonim, 2010).
AAD ini merupakan lanjutan penganalisaan tata letak setelah ARC, maka
sesuai dengan persoalan ARC diatas maka dapat dibuat AAD. AAD merupakan
146
template secara global informasi yang dapat dilihat hanya pemanfaatan area saja,
sedangkan gambar visualisasi secara lengkap dapat dilihat pada template yang
merupakan hasil akhir dari penganalisaan dan perencanaan tata letak pabrik
(Anonim,2010).
Manfaat Diagram Pengalokasian Wilayah, antara lain (Wahyuningrum, 2004):
1. Pengalokasian yang sistematis untuk setiap aktivitas.
2. Proses penempatan fasilitas.
3. Membuat suatu layout lebih akurat.
4. Membantu untuk melihat dimana letak suatu aktivitas.
5. Menaksir luas total dari suatu gedung.
6. Meminimasi ruang yang diperlukan.
7. Membuat beberapa alternatif penempatan.
8. Dapat melihat secara mendetail dalam mempertimbangkan setiap aktivitas
dari suatu individu.
9. Menerjemahkan daerah-daerah yang ditaksir dalam bentuk visual.
10. Memperlihatkan ukuran dari setiap ruangan tempat melakukan aktivitas.
11. Sebagai dasar untuk perencanaan berikutnya.
Sementara itu, terdapat beberapa landasan untuk melakukan alokasi area (Agung
dan Machfud, 1990) adalah:
a. Kebutuhan luas ruang setiap kegiatan.
b. Aliran produksi bahan dari peralatan.
c. Peta Keterkaitan Kegiatan.
Faktor-faktor yang menjadi bahan pertimbangan dalam alokasi wilayah (Apple, 1990)
adalah:
a. Keterkaitan antara aliran bahan dalam dan luar pabrik.
b. Kebutuhan gudang sebagai ruang penyimpan.

147
c. Keterkaitan antar kegiatan.
d. Keterbatasan bangunan.
e. Kebutuhan ruang dari tiap kegiatan.
f. Lokasi kegiatan pelayanan dan kegiatan penunjang.
g. Ketersediaan ruang.
h. Pengaturan wilayah.
i. Kelonggaran bagi proses produksi.
j. Lokasi dan ukuran gang.
Setelah analisa mengenai aliran material yang dibuat; hubungan derajat
aktivitas dari tiap-tiap departeman dipertimbangkan, kebutuhan luas area untuk
masing-masing departeman dihitung secara ditetapkan; maka desain alternatif layout
segera bisa dibuat. Secara singkat, desain layout altenatif bisa dibuat dengan cara
mengkombinasikan pertimbangan-pertimbangan kebutuhan luas area yang
dibutuhkan (Wignjosoebroto, 1996).
Langkah berikut adalah mendesain alternative layout dengan memperhatikan
Space Relationship Diagram dan melakukan modifikasi seperlunya berdasarkan
batasan-batasan dan pertimbangan-pertimbangan khusus lainnya. Desain layout ini
secara umum dapat ditunjukkan dalam bentuk block plan. Di sini block plan akan
merupakan diagram balok dengan skala tertentu yang mempresentasikan bangunan
dan normalnya juga menunjukkan lokasi dari dinding-dinding penyekat yang
memisahkan blok satu dengan blok lainnya, termasuk pula lokasi dari kolom tiang
penyangga atas gedung. Lokasi detail dari mesin, peralatan dan fasilitas-fasilitas kerja
lainnya biasanya tidak tercantum dalam block plan ini. Berikut contoh bentuk block
plan dengan mendasarkan pada Space Relationship Diagram (Wignjosoebroto, 2000).
Di dalam mendesain layout harus diingat pertimbangan-pertimbangan
kemungkinan terjadinya ekspansi di masa depan ataupun terdapat perubahan-
perubahan yang bisa terjadi. Satu hal yang penting ialah layout haruslah cukup
148
fleksibel untuk menghadapi perubahan di dalam desain produk, desain proses
meupun desain penjadwalan produksi (Wignjosoebroto, 1996).
Pembuatan detail layout dari suatu pabrik (biasanya dibuat dengan skala
standar 1:50) akan menunjukkan pengaturan dari orang, material, mesin dan fasilitas
prduksi lainnya dengan sebaik-baiknya. Detail layout yang kadang- kadang disebut
pula dengan master layout akan merupakan pelaksanaan akhir dari proses
perancangan tata letak pabrik. Disini detaill a y o u t akan dibuat dengan memakai
salah satu metode berikut ini (Wignjosoebroto, 1996):
1. Drafting atau sketching method.
2. Templates.
3. Models.
Meskipun sekarang ini pemakaian templates dan models sangat populer serta
banyak digunakan dalam pembuatan rancangan tata letak pabrik, akan tetapi metoded
rafting pun masih layak dan bahkan tetap disarankan untuk digunakan dalam
perancangan layout pabrik yang sederhana. Memang patut diakui bahwa untuk pabrik
yang besar dan kompleks metoded rafting atau sketching akan terasa kurang sesuai
dan kurang fleksibel untuk diterapkan (Wignjosoebroto, 2000).
Template merupakan suatu gambaran yang telah jelas dari tata letak pabrik
yang akan dibuat dan merupakan gambaran detail dari AAD yang telah dibuat.
Informasi yang dapat dilihat pada template (Anonim, 2010):
a. Tata letak kantor dan peralatan.
b. Tata letak pelayanan yang ada di pabrik, misalnya jalan, kantin, sarana olah raga,
dan lain-lain.
c. Tata letak bagian produksi, misalnya receiving, pabrikasi, assembling, shipping.
d. Aliran setiap material, mulai dari receiving sampai dengan shipping.
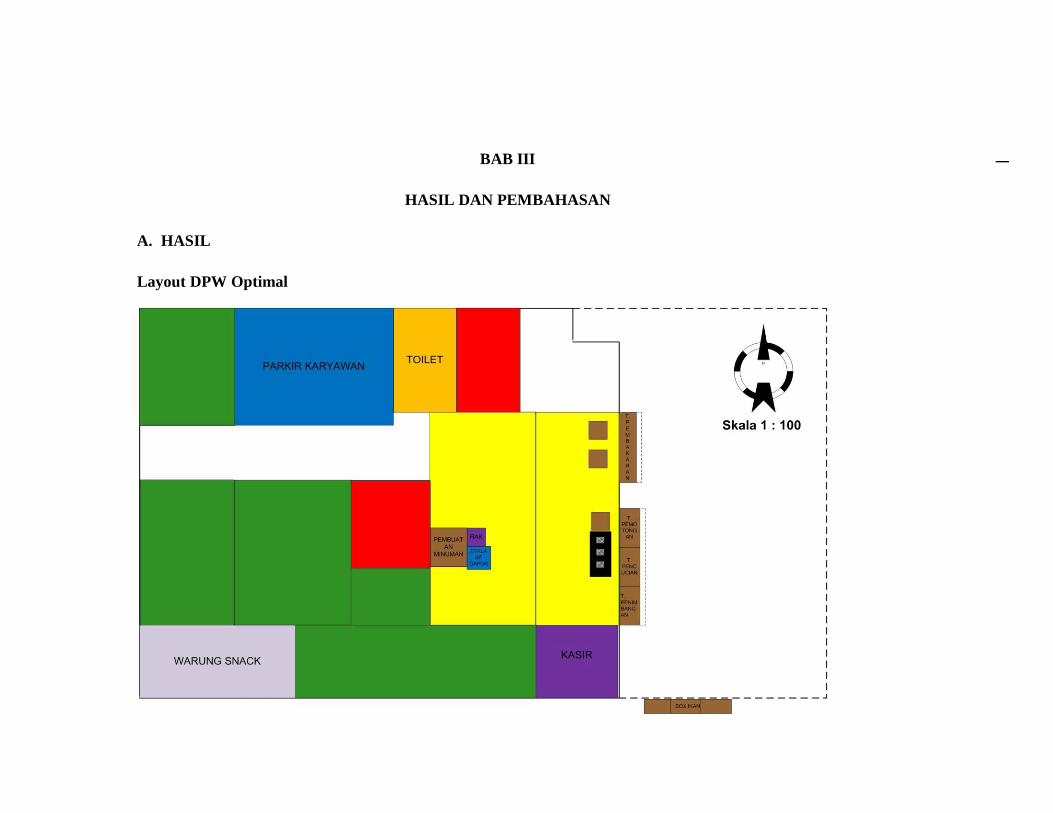
149
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
Layout DPW Optimal
150
B. PEMBAHASAN
Praktikum acara 8 yang berjudul “Diagram Pengalokasian Wilayah” ini
memiliki tujuan agar praktikan dapat menggambarkan perpindahan / aliran bahan
dan mengefektifkan aliran bahannya berdasarkan kriteria tertentu dan juga dapat
mengalokasikan kebutuhan ruang dan luas lantai dalam area industri yang ada.
Dalam praktikum ini akan dibuat sebuah diagram yang disebut dengan
Diagram Pengalokasian Wilayah (DPW). DPW atau Area Allocation Diagram
(AAC) merupakan dasar bagi perancangan tata letak dan rancangan bangunan
yang rinci. Fungsi pembuatan DPW ini agar kita dapat mengetahui kebutuhan
wilayah yang diperlukan dalam suatu industri, juga untuk merancang pengaturan
untuk ruangan yang dibutuhkan secara efisien oleh tiap kegiatan dalam satu
kesatuan yang terpadu.
Cara pembuatan DPW, pertama-tama adalah dengan melihat Diagram
Keterkaitan Kegiatan yang telah dibuat dalam praktikum sebelumnya. Setiap
kegiatan yang memerlukan ruang digambarkan dalam sebuah kertas milimeter
blok menggunakan skala tertentu dan sesuai dengan ukuran aslinyadan juga
memperhatikan gang untuk transportasi pekerja. Selanjutnya kotakan stasiun kerja
tersebut dipotong-potong. DPW awal dibuat dengan menyusun kotakan-kotakan
tersebut sesuai dengan DKK. Apabila memiliki bentuk/susunan yang kurang baik,
maka disesuaikan hingga terbentuk susunan yang baik dan posisi yang sesuai.
Dalam penyusunan area kerja yang baik harus tetap memperhatikan ruangan yang
kosong dengan meminimalisir ruangan yang kosong karena perhitungan
kebutuhan luas sudah termasuk kelonggaran untuk operatornya. Dengan demikian
akan memperpendek jarak perpindahan. Selain itu juga memperhatikan back
tracking yang mungkin akan terjadi ketika pelaksanaan produksi. Setelah semua
area kerja selesai dibuat pada DPW maka dapat dilihat perbandingannya dengan
denah tata letak awal.
151
Faktor-faktor yang harus dipertimbangkan dalam pembuatan DPW adalah
sebagai berikut:
1) Keterkaitan antara aliran bahan baik yang keluar maupun yang masuk
dalam industri. Dengan memperhatikan aliran bahan dapat diminimalisir
back tracking sehingga meningkatkan efisiensi.
2) Perencanaan perlu tidaknya perluasan. Jika membutuhkan perluasan
maka akan terkait dengan biaya yang nantinya akan menjadi
pertimbangan bagi pemilik industri.
3) Tuntutan baik dari lingkungan maupun dari stasiun kerja tertentu.
Dengan memperhatikan hal ini maka seperti stasiun kerja penggilingan
sengaja ditempatkan bersama dengan tempat penjemuran supaya
mengurangi tingkat kebisingan yang dapat mengganggu keadaan sekitar.
4) Ukuran gang juga akan mempengaruhi aliran bahan. Kebutuhan untuk
kelonggaran juga harus diperhatikan untuk memberi kenyamanan ketika
terjadi pemindahan bahan.
5) Keterbatasan bangunan. Dengan faktor ini maka dapat diketahui area
kerja yang bisa disatukan untuk meminimalisir ruang yang dibutuhkan
dengan demikian sangat dibenarkan untuk menyatukan proses yang
memang mempunyai hubungan kedekatan.
6) Kebutuhan ruang penyimpanan sangat penting untuk produksi. Dari
DPW yang dibuat gudang dapat digunakan juga untuk stasiun kerja yang
lain yang memungkinkan untuk dilakukan di gudang.
7) Luas untuk stasiun kerja juga harus rasional sehingga tidak akan
menyulitkan bagi pekerja maupun tidak menyita ruang yang lain.
8) Dalam penyusunan DPW haruslah memperhatikan kemudahan dalam
pelaksanaan kerjanya yang tidak mengganggu waktu produksi.
Ada macam-macam tipe aliran bahan, yaitu sebagai berikut:
a. Straight line atau pola aliran lurus (I Flow)
Pola ini diterapkan biasanya pada proses produksi yang berlangsung
singkat dan relatif sederhana, produk tunggal atau sedikit, jumlah
produksi besar. Pola aliran ini akan memberikan jarak perpindahan
152
yang pendek antar proses dan proses berlangsung lurus sesuai urutan
mesin.
b. Serpentine atau zig-zag (S Flow)
Pola aliran seperti huruf S ini sangat baik diterapkan bilamana aliran
proses produksi lebih panjang dibandingkan dengan panjang area yang
tersedia. Untuk itu aliran bahan dibelokkan untuk mengurangi
panjangnya garis aliran yang ada.
c. U-shaped (U Flow)
Pola aliran menyerupai huruf U dipakai bilamana dikehendaki akhir
dari proses produksi akan berada pada lokasi yang sama dengan awal
proses produksi. Hal ini meningkatkan pemanfaatan fasilitas
transportasi dan mudah untuk mengawasi keluar masuknya material
dan prodk jadi. Aliran perpindahan bahan relatif panjang.
d. Circular (O Flow)
Pola aliran bahan circular ini sangat baik diterapkan pada proses yang
menghendaki pengembalian material atau produk jadi pada titik awal
produksi. Pola ini juga dapat diterapkan pada proses yang
menempatkan proses penerimaan bahan atau material dan pengiriman
barang jadi pada area yang sama.
e. Odd angle
Pola aliran ini bertujuan untuk memperoleh garis aliran produk
melewati suatu kelompok kerja dari area yang saling berkaitan.
Biasanya proses perpindahan bahan (material handling) secara
mekanik. Terbatasnya ruang dan dikehendaki adanya pola aliran yang
tetap.
DPW yang telah kami buat merupakan jenis DPW optimal, karena
merubah tata letak namun tidak menambah atau mengurangi luas ruangan yang
telah ada. DPW yang telah kami buat pertimbangannya adalah urutan aliran bahan
dan berdasarkan DKK yang telah dibuat pada praktikum sebelumnya.
Pengoptimalan tata letak ini dimaksudkan agar mempermudah proses aliran bahan
dan untuk menghindari back tracking. Pada DPW yang telah dibuat, masih
153
terdapat banyak area kosong yang tersisa setelah dilakukannya pengoptimalan, hal
ini disebabkan karena adanya pengelompokkan terhadap stasiun yang erat
kaitannya sehingga banyak area yang tidak terpakai dan belum difungsikan
dengan baik. Namun keuntungan dari hal tersebut adalah perpindahan bahan tidak
terlalu panjang sehingga mempermudah pemrosesan masakan.
Kelebihan dari DPW yang kami buat yaitu:
1) Memperpendek jarak aliran bahan.
2) Mempercepat proses operasi.
3) Memberikan ruang yang lebih luas untuk transportasi pekerja maupun
bahan.
4) Memberi jarak pada suatu fasilitas dengan fasilitas lain yang tidak
diharapkan kedekatannya.
154
BAB IV
PENUTUP
A. KESIMPULAN
1. Diagram Pengalokasian Wilayah (DPW) merupakan gambaran dari kebutuhan
wilayah dalam suatu industri dengan mempertimbangkan aliran bahan. Pola aliran
bahan dalam rumah makan “Putra Tunggal Sinar Harapan” ini adalah U-shaped.
2. DPW disusun berdasarkan diagram keterkaitan kegiatan serta kebutuhan ruang
dan luas lantai dalam area industri.
155
DAFTAR PUSTAKA
Agung, Y dan Machfud. 1990. Perancangan Tata Letak pada Industri Pangan.
Pusat Antar Universitas Pangan dan Gizi. Bogor : IPB.
Anonim. 2010. Perencanaan Tata Letak Pabrik (PTLP). Dalam
http://openstorage.gunadarma.ac.id/handouts/S1_TEKNIK%20INDUSTRI
/ PLTP/PTLP.doc. Diakses pada hari Kamis tanggal 10 Mei 2010 pukul
21.04 WIB.
Apple, J. M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Bandung : ITB.
Wahyuningrum, D. R. 2004. Skripsi. Studi Tata Letak Line Assembling Proses
Pembuatan Tas Style Read’s Cendana (Tier 2) di P.T. Rumindo Pratama
Yogyakarta. Yogyakarta : Jurusan Teknologi Industri Pertanian FTP
UGM.
Wignjosoebroto. 2000. Ergonomi: Studi Gerak dan Waktu. Surabaya : Penerbit
Institut Teknologi Sepuluh November.
Wignjosoebroto, Sritomo. 1996. Tata Letak Pabrik dan Pemindahan Bahan.
Surabaya : Penerbit Institut Teknologi Sepuluh November.
156
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 9
TEMPLATE
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia Manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
157
BAB I
PENDAHULUAN
G. Latar Belakang
Industri merupakan tempat berkumpulnya faktor-faktor produksi untuk
melakukan aktifitas demi menghasilkan output-an produksi yang disebut dengan
produk. Faktor-faktor tersebut dapat berupa bahan atau barang, operator atau
pekerja, peralatan produksi seperti mesin, peralatan administrasi, peralatan
keselamatan kerja, dan lain-lain. Faktor-faktor tersebut ditempatkan pada ruangan
yang ada pada wilayah industri. Pengalokasian wilayah dalam suatu industri
merupakan proses pengaturan yang efisien untuk semua ruang yang dibutuhkan
untuk meletakkan semua faktor-faktor tersebut.
Pengalokasian wilayah industri ini, dapat dijelaskan dengan menggunakan
template. Template merupakan visualisasi denah industri dalam bentuk dua
dimensi. Pembuatan template ini didasarkan pada Diagram Pengalokasian
Wilayah (DPW). Dasar bagi proses alokasi wilayah ialah aliran produksi (aliran
bahan) dari industri tersebut dan peta keterkaitan kegiatan mulai dari keterkaitan
fisik, pekerja sampai mesin serta kebutuhan ruangan dari industri. Diagram
Pengalokasian Wilayah (DPW) merupakan dasar bagi rancangan tata letak dan
rancangan bangunan yang rinci. Dalam proses pengalokasian wilayah dilakukan
pemaduan antara keterkaitan kegiatan dan kebutuhan ruang.
Pada penggunaan template, dapat dijelaskan pola aliran bahan, letak
mesin, letak operator, serta letak peralatan. Template menggunakan skala yang
representative sehingga industri dapat dijelaskan dengan jelas.
H. Tujuan Praktikum
Praktikan dapat membuat gambar dua dimensi (template) layout industri
yang dirancang.
158
BAB II
TINJAUAN PUSTAKA
Perancangan tata letak fasilitas merupakan suatu proses perancangan
(design) dan pengaturan letak fasilitas fisik untuk menciptakan keterkaitan
antara pekerja, aliran bahan, aliran informasi dan metode yang dibutuhkan
dalam rangka mencapai tujuan peusahaan secara efisien, ekonomis dan aman
(Apple, 1990).
Pada Perencanaan Tata Letak Perusahaan pada dasarnya akan
merupakan proses pengurutan dari suatu perencanaan tata letak yang
sistematis. Urutan proses tersebut dapat dikemukakan sebagai berikut (Astika,
2012):
1. Pemilihan Lokasi
2. Opeation Process Chart (OPC)
3. Routing Sheet
4. Multi Product Process Chart (MPPC)
5. Menentukan Gudang
6. Ongkos Material Handling (OMH)
7. From To Chart (FTC)
8. Outflow, Inflow
9. Tabel Skala Prioritas (TSP)
10. Activity Relationship Diagram (ARD)
11. Activity Relationship Chart (ARC)
12. Area Alocation Diagram (AAD)
13. Template
Pada pembutan template, urutan sebelumnya adalah ADD. AAD
merupakan template secara global informasi yang dapat dilihat hanya
pemanfaatan area saja, sedangkan gambar visualisasi secara lengkap dapat
159
dilihat pada template yang merupakan hasil akhir dari penganalisaan dan
perencanaan tata letak pabrik. Template merupakan suatu gambaran yang
telah jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran
detail dari AAD yang telah dibuat. Informasi yang dapat dilihat pada template
(Anonim, 2012):
1. Tata letak kantor dan peralatannya.
2. Tata letak pelayanan yang ada di pabrik, misalnya jalan, kantin, sarana olah
raga, dan lain-lain.
3. Tata letak bagian produksi, misalnya receiving, pabrikasi, assembling,
shipping.
4. Aliran setiap material, mulai dari receiving sampai dengan shipping.
Pada pendesainan layout harus diingat pertimbangan-pertimbangan
kemungkinan terjadinya ekspansi di masa depan ataupun adanya perubahan-
perubahan yang bisa terjadi. Satu hal yang penting ialah layout haruslah
cukup fleksibel untuk menghadapi perubahan di dalam desain produk, desain
proses maupun desain penjadwalan produksi (Tomskins, 1984).
Pembuatan detail layout dari suatu pabrik (biasanya dibuat dengan
skala standar 1:50) akan menunjukkan pengaturan dari orang, material, mesin
dan fasilitas prduksi lainnya dengan sebaik-baiknya. Detail layout yang
kadang-kadang disebut pula dengan master layout akan merupakan
pelaksanaan akhir dari proses perancangan tata letak pabrik. Disini detail
layout akan dibuat dengan memakai salah satu metode berikut ini
(Wignjosoebroto, 1996):
1. Drafting atau sketching method
2. Templates
3. Models
Meskipun sekarang ini pemakaian templates dan/atau models sangat
populer serta banyak digunakan dalam pembuatan rancangan tata letak
pabrik, akan tetapi metode drafting pun masih layak dan bahkan tetap
disarankan untuk digunakan dalam perancangan layout pabrik yang
sederhana. Memang patut diakui bahwa untuk pabrik yang besar dan

160
kompleks metode drafting/sketching akan terasa kurang sesuai dan kurang
fleksibel untuk diterapkan (Wignjosoebroto, 2000).
Pada tata letak industri yang masih berkembang, biasanya pekerjaan
penanganan material secara manual (Manual Material Handling) yang terdiri
dari mengangkat, menurunkan, mendorong, menarik dan membawa.
Pekerjaan tersebut merupakan sumber utama komplain karyawan di industri
atau bahkan permasalahan dalam tata letaknya yang membutuhkan ruang
yang lebih (Ayoub dan Dampsey, 1999).
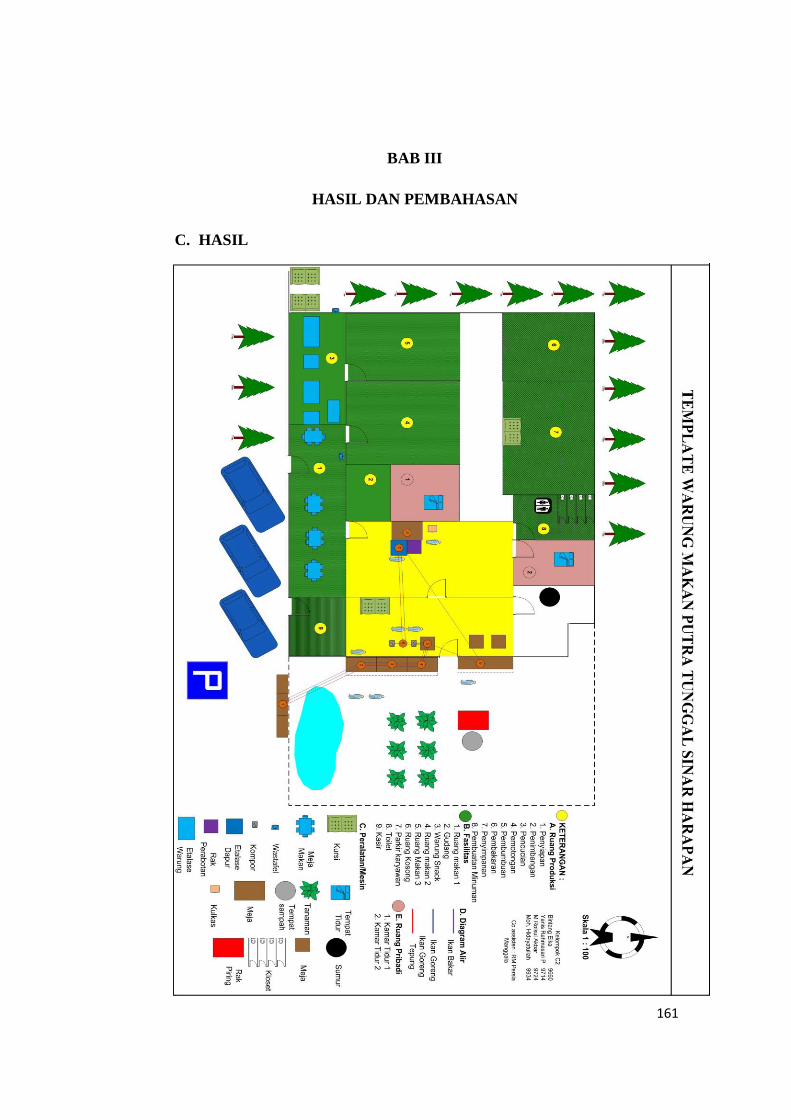
161
BAB III
HASIL DAN PEMBAHASAN
C. HASIL
162
B. PEMBAHASAN
Pada praktikum acara 9 yang berjudul Template ini bertujuan untuk
membuat gambar dua dimensi (template) layout industri yang dirancang.
Industri yang kami gunakan adalah Rumah Makan Putra Tunggal Sinar
Harapan.
Pada pembuatan template, dilakukan beberapa langkah. Langkah
pertama ialah menyiapkan hasil data praktikum acara sebelumnya yakni
Diagram Pengalokasian Wilayah (DPW). Diagram Pengalokasian Wilayah
(DPW) merupakan dasar bagi rancangan tata letak dan rancangan bangunan
yang rinci. Hal ini dikarenakan pada DPW memberikan informasi mengenai
perpindahan atau aliran bahan dan mengefektifkan berdasarkan kriteria
tertentu. Selain itu dapat memberikan informasi pengalokasian kebutuhan
ruang dan luas lantai dalam area industri yang ada, dan terakhir agar
praktikan dapat membuat gambar dua dimensi layout industri yang dirancang.
Template ini didapat dari diagram pengalokasian wilayah karena
untuk melihat aliran bahan yang sebaiknya hanya saja dalam pembuatan
template ini ada penggabungan stasiun kerja yang memang harus diletakkan
dalam tempat yang sama, sehingga yang digambar bukanlah setiap stasiun
kerja melainkan ruang yang dibutuhkan oleh tiap stasiun kerja yang
dilengkapi dengan alat – alat apa saja yang harus ada di dalam ruangan
tersebut. Jadi template ini gambarnya hampir sama dengan denah awal dari
industri yang membedakan hanya luas ruangan, bentuk ruangan, posisi
ruangan dan alat yang ada di dalam ruangan tersebut.
Template yang dibuat pada praktikum ini ialah template sesudah
dilakukan perbaikan. Pembuatan template, gambaran DPW Warung Makan
Barokah diperbesar dan dicetak pada kertas polos putih dengan skala 1:100
atau 1:50, pada kertas ukuran A3. Arah utara digambarkan dengan arah atas
kertas.
163
Gambar dilengkapi dengan posisi mesin, posisi operator, dalam
stasiun kerja, aliran bahan, dan keterangan lain yang diperlukan. Pada
langkah ini diperlukan beberapa hal, yakni:
1. Tingkat keterkaitan antar kegiatan
2. Pemanfaatan ruang yang ekonomis
3. Kemudahan perluasan
4. Penggabungan yang baik dengan fasilitas luar
5. Susunan ruang dan gang
6. Kegiatan dengan kriteria khusus dapat diletakkan dengan tepat
7. Kemudahan pengendalian produksi
8. Memperhatikan syarat-syarat kesehatan dan keselamatan kerja
9. Mematuhi syarat bangunan dan ketentuan wilayah
10. Luas yang memadai bagi tiap stasiun kerja
Jika kedua template selesai dibuat perlu pemberian warna setiap
ruangan atau setiap kegitan. Hal ini bertujuan agar template lebih informatif.
Satu warna untuk satu kegiatan besar (misal, bagian produksi berbeda warna
dengan bagian teras, dan seterusnya).
Pengertian template ialah gambar dua dimensi untuk menjelaskan
pengalokasian wilayah industri yang terdapat informasi mengenai aliran
bahan, posisi mesin dan operator, stasiun kerja, dan keterangan lain. DPW
merupakan template secara global informasi yang dapat dilihat hanya
pemanfaatan area, sedangkan gambar visualisasi secara lengkap dapat dilihat
pada template yang merupakan hasil akhir dari penganalisaan dan
perencanaan tata letak pabrik. Template merupakan suatu gambaran yang
telah jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran
detail dari DPW yang telah dibuat.
Dalam suatu pabrik, template dari fasilitas produksi dan area kerja
merupakan elemen dasar yang sangat penting untuk melihat kelancaran
proses produksi. Pembuatan template di dalam pabrik merupakan aktivitas
yang sangat vital dan sering muncul berbagai macam permasalahan di
dalamnya. Masalah yang paling utama adalah apakah pengaturan dari semua
164
operator, material, mesin dan fasilitas prduksi tersebut telah dibuat sebaik-
baiknya sehingga bisa mencapai suatu proses produksi yang paling efisien
dan bisa mendukung kelangsungan serta kelancaran proses produksi secara
optimal atau tidak.
Ada dua fasilitas pabrik utama yang menjadi obyek yang harus diatur
letaknya:
1. Mesin (machine layout).
2. Departemen kerja yang ada dalam pabrik (department layout).
Setelah dilakukan perbaikan terhadap tata letak stasiun kerja di
warung makan Putra Tunggal Sinar Harapan, secara umum pola aliran bahan
di sana masih belum memiliki bentuk seperti pola aliran bahan yang biasa
dikenal, baik itu straight line, U-shaped, S-shaped, circular maupun odd
angle. Sebenarnya pola aliran bahan adalah lurus, dalam arti bahwa bahan
berpindah dari stasiun satu ke stasiun lain secara runtut tanpa ada aliran balik.
Namun karena ruang yang ada tidak memungkinkan hal itu untuk dilakukan,
maka lintasan aliran bahan menjadi berkelok-kelok. Bentuk aliran bahan
tergantung dari jenis menunya, apakah itu dibakar atau tidak. Menu bakar
memiliki pola aliran bahan yang sedikit lebih panjang dan lebih kompleks
dibanding dengan menu yang tidak dibakar. Sementara itu, pola aliran bahan
untuk minuman cenderung lurus, karena biasanya hanya melibatkan stasiun
pembuatan minum dan stasiun penyajian, kecuali untuk minuman-minuman
tertentu seperti es kelapa muda, yang juga melibatkan stasiun peyiapan bahan.
Pada menu-menu yang dibakar, secara garis besar bahan mengalir
berturut-turut dari stasiun penyiapan bahan ke stasiun pencucian, stasiun
penggorengan, stasiun pembakaran dan terakhir ke stasiun penyajian. Pada
template yang dibuat, stasiun penyiapan bahan terletak di ruang bagian timur.
Kemudian dari stasiun penyiapan bahan, bahan lalu dipindahkan ke stasiun
pencucian yang terletak disamping barat stasiun penyiapan bahan. Adapun
jarak dari stasiun penyiapan bahan ke stasiun pencucian adalah kurang lebih 1
meter. Di stasiun pencucian, bahan dicuci dengan menggunakan air mengalir
165
kemudian bahan di potong menggunakan pisau. Setelah bersih, bahan
dipindahkan ke stasiun penggorengan yang terletak bersebelahan disamping
kanan dengan stasiun pencucian bahan. Dari stasiun pencucian ke stasiun
penggorengan, pekerja harus menempuh jarak sekitar 1 meter karena memang
tidak terlalu jauh hanya di batasi tembok kecil. Di stasiun penggorengan
inilah bahan digoreng. Selanjutnya, bahan dipindahkan ke stasiun
pembakaran yang juga terletak di utara stasiun penyiapan bahan dengan jarak
antara stasiun penggorengan dengan stasiun pembakaran adalah 0,5 meter.
Setelah matang, bahan dipindahkan dari stasiun pembakaran ke stasiun
penyajian yang berjarak 6 meter dari stasiun pembakaran. Stasiun penyajian
terletak di etalase dekat stasiun pembuatan minuman, yaitu tepat berada di
sebelah kanan dari stasiun penggorengan dengan jarak 3 meter.
Pada menu-menu yang tidak dibakar, bahan mengalir berturut-turut
dari stasiun penyiapan bahan ke stasiun pencucian, stasiun penggorengan, dan
terakhir ke stasiun penyajian. Bahan biasanya dicuci terlebih dahulu di
stasiun pencucian untuk membuang bagian-bagian bahan yang tidak
diperlukan. Pada template yang dibuat, stasiun penyiapan bahan terletak di
ruang bagian timur. Kemudian dari stasiun penyiapan bahan, bahan lalu
dipindahkan ke stasiun pencucian yang terletak tepat di sebelah barat stasiun
penyiapan bahan. Adapun jarak dari stasiun penyiapan bahan ke stasiun
pencucian adalah kurang lebih 1 meter. Di stasiun pencucian, bahan dicuci
dengan menggunakan air mengalir yang sebelumnya dipotong. Setelah bersih,
bahan dipindahkan ke stasiun penggorengan yang terletak bersebalahan di
bagian barat stasiun penyiapan bahan dengan jarak 1 meter. Di stasiun
penggorengan inilah bahan utama dan bumbu ditumis, digoreng dan dimasak
hingga matang. Setelah matang, bahan dipindahkan dari stasiun
penggorengan ke stasiun penyajian yang berjarak 3 meter dari stasiun
penggorengan.
Untuk minuman, perpindahan bahan hanya terjadi dari stasiun
pembuatan minum ke stasiun penyajian. Jarak kedua stasiun tersebut
166
bersebelahan sehingga tidak adanya jarak yang didapat. Untuk minuman-
minuman tertentu seperti es kelapa muda, juga tidak mengalami perpindahan
bahan sehingga tidak adanya jarak yang didapat.
Template Optimal yang kami buat memiliki beberapa perbedaan
dengan denah yang sebelumnya telah dibuat berdasarkan data yang ada di
lapangan. Perbedaan itu terletak pada segi tata letak stasiun, kelonggaran dan
pola aliran bahan.
1. Tata Letak
Pada pembuatan template ini, hampir semua stasiun kerja
dipindahkan dari posisinya semula. Relokasi stasiun kerja ini dilakukan
berdasarkan pertimbangan dari PKK, DKK dan luas lantai yang
dibutuhkan oleh masing-masing stasiun kerja (termasuk kelonggaran).
Kami memakai skala 1 : 50 sehingga 1 meter pada ukuran asli diasumsikan
sebesar 2 centimeter pada template yang kami buat.
2. Kelonggaran
Pada denah awal, hampir semua stasiun kerja tidak memiliki
kelonggaran yang cukup, terutama kelonggaran operator. Kelonggaran
untuk operator di denah kebanyakan dipakai bersama-sama oleh dua
operator atau lebih dari dua atau lebih stasiun kerja. Sedangkan di
template, hampir semua stasiun telah memiliki kelonggaran operator yang
cukup yaitu rata-rata kelonggarannya sebesar 1 meter. Hanya stasiun
pembuatan minuman saja yang tidak mempunyai kelonggaran.
3. Pola aliran bahan
Pola aliran bahan pada template lebih sederhana dan lebih pendek
dibandingkan dengan pola aliran bahan pada denah awal. Pada denah awal,
masih ada bahan yang harus melompati stasiun tertentu ketika dipindahkan
dari satu tempat ke tempat lain. Sementara itu posisi stasiun pembakaran
dari stasiun penyajian membuat aliran bahan menjadi lebih panjang. Pada
template yang dibuat, bahan mengalir dari satu stasiun ke stasiun lain
secara runtut tanpa melompat. Selain itu, posisi stasiun penggorengan dan
167
pembuatan minum yang dekat dengan stasiun penyajian membuat aliran
bahan menjadi lebih pendek.
Template yang dibuat memiliki beberapa kelebihan dan
kekurangan. Kelebihan dari template yang dibuat adalah:
a. Pemanfaatan ruang lebih efisien
Lokasi stasiun kerja di dalam template ditentukan sedemikian
rupa sehingga tidak ada area yang tidak termanfaatkan dan juga tidak
ada area yang terlalu padat. Lokasi stasiun ditentukan berdasarkan
kesesuaian antara kebutuhan luas lantai masing-masing stasiun dan luas
lantai yang tersedia dengan tetap mempertimbangkan keterkaitan
kegiatan antar stasiun.
b. Aliran bahan lebih pendek dan logis
Urutan lokasi stasiun kerja ditentukan berdasarkan alur utama
proses produksi. Oleh karena itu, ketika bahan dipindahkan dari satu
tempat ke tempat lain, tidak ada stasiun yang terlompati. Letak stasiun
penggorengan dan pembakaran (dua stasiun tersebut biasanya
merupakan stasiun terakhir sebelum stasiun penyajian) serta pembuatan
minum berdekatan dengan stasiun penyajian sehingga jarak aliran
bahan berkurang.
c. Kelonggaran operator lebih baik
Dibanding dengan denah awal, template memiliki kelonggaran
untuk operator yang lebih baik. Hampir seluruh stasiun memiliki
kelonggaran untuk operator yang ideal.
Adapun kekurangan dari template yang dibuat meliputi:
a. Masih ada beberapa stasiun yang kelonggaran untuk operatornya masih
belum ideal
Idealnya kelonggaran untuk operator adalah 1 m2. Namun di
dalam template yang dibuat, stasiun penggorengan ke stasiun penyajian
memiliki kelonggaran 3 m2 untuk dua stasiun. Meskipun dirasa sudah
cukup, namun kondisi tersebut belumlah ideal.

168
b. Pola aliran bahan masih tidak beraturan
Pola aliran bahan masih belum beraturan. Sebenarnya pola
aliran bahan sebenarnya bisa dibuat straight line, U-shaped maupun S
shaped, tetapi karena keterbatasan tempat hal itu belum bisa dilakukan.
169
BAB IV
PENUTUP
KESIMPULAN
Template yang kami buat ini didesain untuk template Optimal dengan
memanfaatkan ruang yang ada tanpa menghancurkan tembok bangunan
awal.Template baru Rumah Makan Putra Tunggal Sinar Harapan yang dirancang
lebih efisien daripada template sebelumnya karena dapat mengurangi jarak
perpindahan dan mempunyai kelonggaran untuk operator. Hal ini didukung
dengan jarak perpindahan bahan yang menjadi lebih dekat serta lebih efisien
dalam perpindahan bahan.
170
DAFTAR PUSTAKA
Anonim. 2012. Template. http://lppm.unjani.ac.id. Diakses pada tanggal 10 Mei
2012 pukul 17.00 WIB.
Apple, JM. 1990. Tata Letak Pabrik dan Pemindahan Bahan Edisi Ke-3.
Bandung: ITB.
Astika. 2012. Perencanaan Tata Letak Suatu Perusahaan. Dalam
http://webcache.googleusercontent.com/search?q=cache:GheEFR80sWoJ:
astika.student.umm.ac.id/2010/01/30/perencanaan-tata-letak-suatu
perusahaan/+layout+template+ruangan+industri+adalah
&cd=2&hl=id&ct=clnk&gl=id&lr=lang_id. Diakses pada tanggal 10 Mei
2012 pukul 17.15 WIB.
Ayoub, M. M. and Dampsey, P. G. 1999. The Psychophysical Approach to
Material Handling Task Design. Ergonomic Vol. 42. No. 1, pp: 17 – 31.
Tomkins, James A., White John A. 1984. 1th Edition Facility Planning. John
Wiley & Sons. USA.
Wignjosoebroto, Sritomo. 1996. Tata Letak Pabrik dan Pemindahan Bahan.
Surabaya: Penerbit Institut Teknologi Sepuluh November.
171
LAPORAN RESMI PRAKTIKUM
TATA LETAK DAN PENANGANAN BAHAN
ACARA 10
ANALISIS TATA LETAK HASIL RANCANGAN
Disusun oleh :
Bintang Elka (10/296464/TP/09660)
Yanis Rahmasari P (10/297605/TP/09714)
M. Roisul Akbar I (10/297679/TP/09724)
Moh. Hidayatullah (10/305402/TP/09934)
Asisten: RM Persia manggala
LABORATORIUM SISTEM PRODUKSI
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2012
172
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Pada hasil perancangan suatu industri diperlukan adanya evaluasi tata
letak untuk menilai apakah hasil perancangan tersebut sudah sesuai dengan
kriteria jarak perpindahan, jumlah backtracking, keterkaitan kegiatan, dan
kenyamanan kerja secara teoritis.
Dalam merancang tata letak industri harus terdapat integrasi yang
menyeluruh dari semua faktor yang mempengaruhi sistem produksi, operasi
pemindahan bahan yang seminimal mungkin, kelancaran aliran kerja,
pemanfaatan semua area kerja secara efektif dan efisien sehingga didapatkan
kepuasan, keamanan dan kenyamanan selama pekerja menjalankan tugasnya.
Inti dari perancangan tata letak industri pada dasarnya adalah minimalisasi
biaya operasi yang meliputi biaya konstruksi dan instalasi, biaya pemindahan
bahan, biaya produksi, biaya perawatan dan perbaikan mesin, biaya
pengamanan serta biaya penyimpanan bahan selama dalam proses. Oleh sebab
itu dalam perancangan tata letak industri ditekankan pada pemindahan bahan
yang seminimal mungkin agar biayanya tidak tinggi karena kegiatan
pemindahan bahan merupakan kegiatan yang tidak produktif.
Apabila memungkinkan, pemindahan barang dilakukan secara mekanis
dan komponen harus dalam keadaan diproses sambil dipindahkan sehingga
pemindahan bahan lebih efisien karena dilakukan bersamaan dengan proses
produksi.
Oleh karena itu dalam merancang tata letak pebrik tidak dapat
dilakukan dengan mudah karena membutuhkan analisa mendalam terhadap
semua faktor yang mendukung tata letak pabrik yang akan diterapkan. Tata
letak pabrik yang baik akan menciptakan suasana dan aktiviats kerja yang
173
efektif dan efisien sehingga dapat meminimalkan biaya yang harus
dikeluarkan oleh pabrik untuk biaya operasi yang meliputi biaya konstruksi
dan instalasi, biaya pemindahan bahan, biaya produksi, biaya perawatan dan
perbaikan mesin, biaya pengamanan serta biaya penyimpanan bahan selama
dalam proses.
B. TUJUAN PRAKTIKUM
Praktikan dapat melakukan analisis rancangan tata letak menggunakan
kriteria jarak perpindahan.
174
BAB II
TINJAUAN PUSTAKA
Tata letak fasilitas pabrik adalah susunan dari fasilitas fisik pabrik
termasuk perlengkapan, mesin dan peralatan, tanah, bangunan dan sarana lain
untuk mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran
informasi dan tatacara yang diperlukan untuk mencapai tujuan usaha yang
ekonomis dan aman. Menata tata letak pabrik adalah kegiatan yang berhubungan
dengan perancangan susunan unsur fisik suatu kegiatan dan selalu berhubungan
erat dengan industri manufaktur, dan penggambaran hasil rancangan dikenal
sebagai tata letak pabrik. Untuk pabrik/perusahaan harus dilakukan evaluasi tata
letak. Kemungkinan yang menimbulkan perlunya penilaian tata letak adalah
evaluasi tata letak awal dengan tujuan mencari peluang perbaikan dan evaluasi
terhadap tata letak alternatif untuk suatu masalah atau proyek tunggal (Apple,
1990).
Tataletak fasilitas pabrik harus dirancang untuk memungkinkan
perpindahan yang ekonomis dari orang dan bahan selama proses. Jarak
pengangkutan diusahakan sependek mungkin dan pengambilan serta peletakan
produk dan peralatan diminimumkan. Hal ini akan menghasilkan minimisasi biaya
penanganan bahan, penurunan waktu proses kerja dan mesin menganggur
(Wignjosoebroto, 1996).
Proses perancangan dapat dilakukan pada industri yang sudah berlangsung.
Hal itu disebabkan karena seiring dengan berjalannya waktu akan terjadi
perubahan baik proses maupun produknya (Agung, 1990).
Dalam menentukan plant layout atau tata letak pabrik yang baik haruslah
ditentukan berdasarkan pengaruh faktor-faktor yang ada seperti jenjang tahapan /
tahap proses produksi, macam hasil keluaran produksi, jenis perlengkapan yang
dipakai atau digunakan serta berdasarkan sifat produksi dari produk yang
diproduksi tersebut (Anonim, 2009).
175
Jenis-jenis tata letak adalah sebagai berikut (Moore,1962) :
1. Fixed position
Fixed Position merupakan tata letak yang paling sederhana. Pekerja,
material, dan ketrampilan manajerial dibawa ke lokasi tempat pekerjaan
dilakukan. Contoh dari tata letak ini adalah konstruksi bendungan dan
bangunan.
2. Job Shop
Tata letak Job Shop disusun berdasarkan pengelompokan pekerja dan
peralatan mempunyai fungsi yang sama. Tata letak ini seringkali disebut
dengan nama tata letak proses atau tata letak fungsional karena fungsi-
fungsi khusus seperti inspeksi produk, yang dilakukan pada suatu tempat
untuk berbagai produk. Contohnya toko mesin dan rumah sakit.
3. Batch Processing
Proses dengan jumlah order besar pada bagian-bagian serupa seperti suatu
group yang melalui urutan. Produksi yang sama pada Job Shop merupakan
prinsip batch processing. Tata letak Batch Processing memungkinkan
produsen mencapai skala ekonomi dengan membentuk aktivitas yang sama
untuk mengatur volume produk. Contoh dari tata letak ini adalah produk
mebel yang mempunyai jumlah order besar.
4. Line Processing
Tata letak Line Processing merupakan penyusunan pekerja dan peralatan
menurut urutan operasi. Tata letak ini seringkali disebut tata letak produk
line atau assembly line karena menggunakan conveyor dan peralatan
otomatis untuk meminimumkan penanganan bahan secara manual. Contoh
pada pembuatan produk pangan dan pembuatan mobil.
5. Continuous Flow
Tata letak Continuous Flow berorientasikan pada suatu teknologi proses
seperti produksi bahan kimia dan listrik. Fasilitas proses seringkali
176
otomatis dan didesain agar dalam pengoperasiannya sebagai satu bagian
terpadu.
Menurut Adam (1986), perancangan tata letak pabrik yang efisien dan
efektif akan selalu menjadi prioritas utama dalam suatu proses produksi.
Perancangan tata letak fasilitas produksi yang baik merupakan salah satu penentu
dari efisiensi suatu operasi produksi (Heizer,1988). Suatu perancangan tata letak
fasilitas tidak hanya terbatas pada waktu akan mendirikan atau membangun suatu
industri saja tetapi proses perancangan ini harus tetap dilakukan meskipun industri
sudah ada dan sudah berlangsung (Machfud dan Agung, 1990). Hal ini
disebabkan karena dengan berjalannya waktu akan selalu terjadi perubahan baik
pada proses maupun produksinya. Perubahan tersebut menuntut terjadinya
perubahan/perbaikan dari tata letak yang sudah ada (relayout). Menurut Apple
(1977), relayout atau perancangan ulang tata letak dapat mengurangi biaya
pemindahan bahan sehingga biaya produksi turun secara keseluruhan dan
produktivitas meningkat.
Konstruksi dari rancangan tata letak merupakan bentuk konfigurasi dari
hasil proses rancangan tata letak. Proses ini mentransfer diagram alokasi area
kemudian merinci pengaturan lokasi setiap fasilitas pada setiap departemen
produksi atau tempat kegiatan kerja. Secara umum prosedur alokasi area terdiri
dari pembuatan template bagi setiap kegiatan atau untuk menggambarkan secara
kasar luas yang dibutuhkan dan kemudian disusun sehingga memberikan bentuk
tertentu. Adapun landasan untuk melakukan alokasi area adalah (Machfud dan
Agung, 1990):
1. Aliran produksi bahan dan peralatan.
2. Peta keterkaitan kegiatan
3. Kebutuhan luas ruang setiap kegiatan.
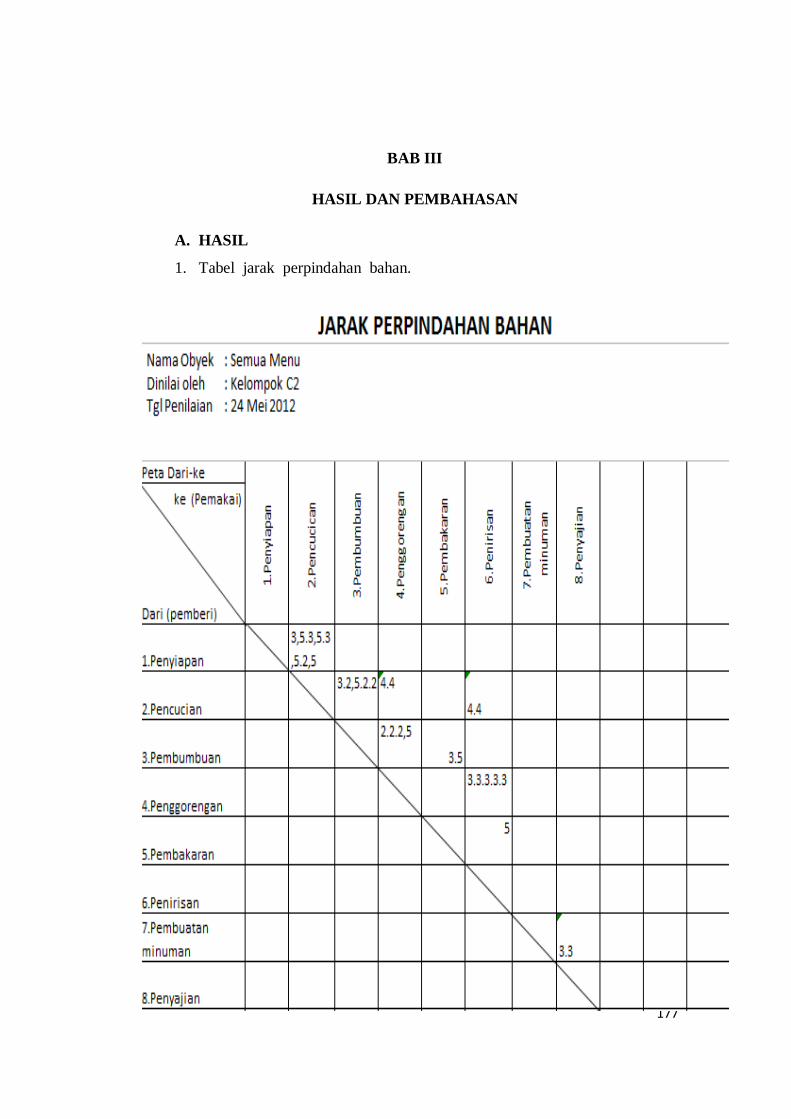
177
BAB III
HASIL DAN PEMBAHASAN
A. HASIL
1. Tabel jarak perpindahan bahan.
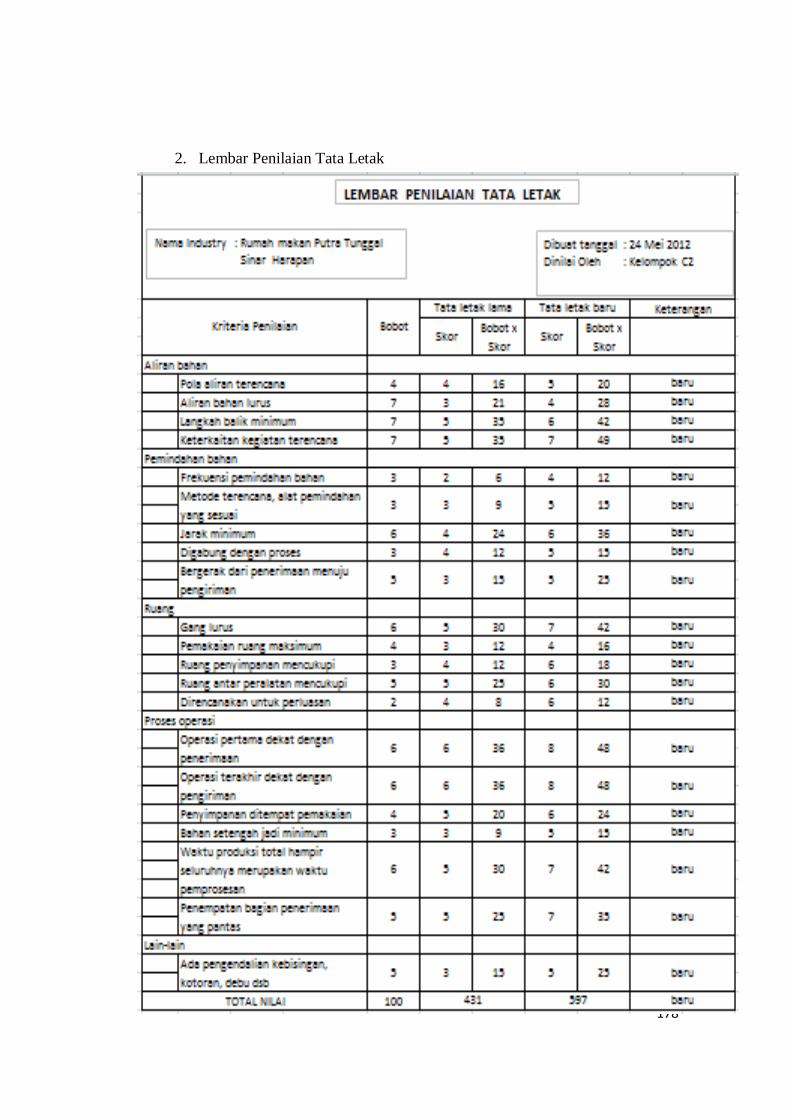
178
2. Lembar Penilaian Tata Letak
179
B. PEMBAHASAN
Pada praktikum kali ini berjudul Analisis Tata Letak Hasil Rancangan dengan
tujuan agar praktikan dapat melakukan analisis rancangan tata letak menggunakan
kriteria jarak perpindahan.
Langkah pertama yang dilakukan dalam praktikum ini yaitu diagram aliran
dibuat dari tata letak perbaikan hasil rancangan. Jarak perpindahan bahan dihitung
dengan menggunakan metode aisle distance, untuk stasiun kerja yang dibatasi
dengan dinding. Kemudian jarak perpindahannya ditulis kedalam tabel untuk
semua perpindahan bahan. Jika stasiun kerja tidak dibatasi dinding, maka jarak
perpindahan bahan diukur sesuai perpindahan yang terjadi dimulai dari titik
tengah dari aliran kerja. Selanjutnya hasilnya dibandingkan dengan kelompok
lain. Dan ditentukan yang mana hasil rancangan yang terbaik berdasarkan kriteria
jarak perpinfahan bahan yang minimum.
Terdapat beberapa system pengukuran jarak yang dipergunakan. Beberapa
jenis system pengukuran jarak antar departemen ini digunakan sesuai dengan
kebutuhan dan karekteristik perusahaan yang menggunakanya. Beberapa system
pengukuran jarak yang dapat digunakan adalah sebagai berikut:
a. Jarak Euclidean
Jarak euclidean merupakan jarak yang diukur lurus antara pusat fasilitas
satu dengan pusat fasilitas lainnya. Sistem pengukuran dengan jarak euclidean
sering digunakan karena lebih mudah dimengerti dan mudah digunakan. Contoh
aplikasi dari jarak euclidean misalnya pada beberapa model conveyor, dan juga
jaringan transportasi dan distribusi.
b. Jarak Rectilinear
Jarak rectilinear sering juga disebut dengan jarak manhattan, merupakan
jarak yang diukur mengikuti jalur tegak lurus. Disebut dengan jarak manhattan,
mengingatkan jalan-jalan di kota Manhattan yang membentuk garis-garis paralel
180
dan saling tegak lurus antara satu jalan dengan jalan lainnya. Pengukuran dengan
jarak rectilinear sering digunakan karena mudah perhitungannya, mudah
dimengerti dan untuk beberapa masalah lebih sesuai, misalkan untuk menentukan
jarak antar kota, jarak antar fasilitas di mana peralatan pemindahan bahan hanya
dapat bergerak secara lurus.
c. Square Euclidean
Sebagaimana namanya, square euclidean merupakan ukuran jarak dengan
mengkuadratkan bobot terbesar suatu jarak antara dua fasilitas yang berdekatan.
Relatif untuk beberapa persoalan terutama menyangkut persoalan lokasi fasilitas
diselesaikan dengan penerapan square euclidean.
d. Aisle Distance
Aisle distance merupakan sistem pengukuran yang berbeda dengan yang
lain. Dalam aisle distance yang diukur adalah lintasan yang dilalui alat
pengangkut untuk pemindahan bahan. Jarak aisle distance juga merupakan jarak
yang mengukur secara aktual, dan jarak yang diukur adalah jarak yang dilalui
oleh material handlingnya.
e. Jarak Berdasarkan Luas Departemen
Untuk menemukan jarak berdasarkan luas lantai, diperlukan data lintasan
yang dilalui oleh setiap komponen dari suatu depertemen ke depertemen tujuanya.
Sehingga jarak antar departemen dapat dihitung berdasarkan luas lantai
departemen asal, departemen yang dilalui dan departemen tujuan.
Dari lembar penilaian tata letak yang kami buat kita memberikan skor
kepada elemen-elemen yang terdapat pada Rumah Makan Putra Tunggal Sinar
Harapan dengan spesifikasi skor yaitu 1 untuk sangat jelek, dan 10 untuk kriteria
sangat baik. Sehingga dapat diketahui bahwa dari kriteria penilaian aliran bahan
dapat dinyatakan bahwa tata letak desain yang baru mempunyai nilai (bobot x
skor) yang lebih besar daripada tata letak yang lama sehingga dapat dipastikan
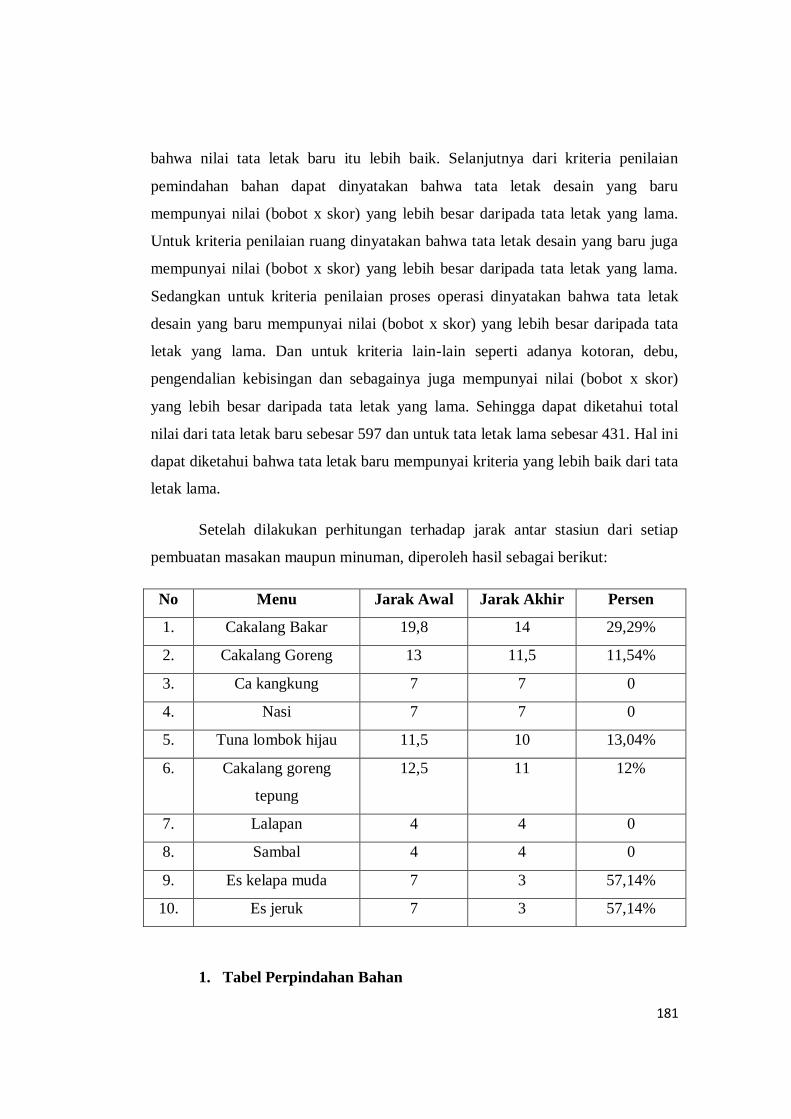
181
bahwa nilai tata letak baru itu lebih baik. Selanjutnya dari kriteria penilaian
pemindahan bahan dapat dinyatakan bahwa tata letak desain yang baru
mempunyai nilai (bobot x skor) yang lebih besar daripada tata letak yang lama.
Untuk kriteria penilaian ruang dinyatakan bahwa tata letak desain yang baru juga
mempunyai nilai (bobot x skor) yang lebih besar daripada tata letak yang lama.
Sedangkan untuk kriteria penilaian proses operasi dinyatakan bahwa tata letak
desain yang baru mempunyai nilai (bobot x skor) yang lebih besar daripada tata
letak yang lama. Dan untuk kriteria lain-lain seperti adanya kotoran, debu,
pengendalian kebisingan dan sebagainya juga mempunyai nilai (bobot x skor)
yang lebih besar daripada tata letak yang lama. Sehingga dapat diketahui total
nilai dari tata letak baru sebesar 597 dan untuk tata letak lama sebesar 431. Hal ini
dapat diketahui bahwa tata letak baru mempunyai kriteria yang lebih baik dari tata
letak lama.
Setelah dilakukan perhitungan terhadap jarak antar stasiun dari setiap
pembuatan masakan maupun minuman, diperoleh hasil sebagai berikut:
No Menu Jarak Awal Jarak Akhir Persen
1. Cakalang Bakar 19,8 14 29,29%
2. Cakalang Goreng 13 11,5 11,54%
3. Ca kangkung 7 7 0
4. Nasi 7 7 0
5. Tuna lombok hijau 11,5 10 13,04%
6. Cakalang goreng
tepung
12,5 11 12%
7. Lalapan 4 4 0
8. Sambal 4 4 0
9. Es kelapa muda 7 3 57,14%
10. Es jeruk 7 3 57,14%
1. Tabel Perpindahan Bahan
182
Dari tabel diatas dapat dilihat perbedaan jarak antar stasiun pembuatan
dari setiap menu. Selain itu juga dilakukan perhitungan terhadap persentasi
pengurangan jarak dari setiap menu setelah dilakukannya perubahan tata letak
pada stasiun-stasiun kerja. Hasil pengurangan jarak terbesar adalah pembuatan
minuman (es kelapa muda dan es jeruk), sedangkan yang terkecil yaitu pada
pembuatan ca kangkung, nasi, lalapan, dan sambal. Hasil perbaikan tidak
mengurangi jarak, hal tersebut dikarenakan, perbaikan tata letak yang kami buat
adalah tata letak optimasi, sehingga stasiun kerja yang permanen tidak
dipindahkan atau tidak dirubah, misalnya stasiun kerja pencucian dan
pemotongan. Sehingga pada pembuatan menu tersebut jarak aliran bahannya sama
seperti sebelum perbaikan.
183
BAB IV
KESIMPULAN
Dari hasil rancangan tata letak yang kami buat, dapat mengurangi jarak
perpindahan bahan. Hal tersebut dapat dilihat dalam tabel pada pembahasan,
terdapat pengurangan jarak perpindahan bahan yang cukup signifikan pada
beberapa menu. Hal ini ditunjukan pada beberapa masakan yaitu cakalang bakar
29,29%, cakalang goreng 11,54%, ca kangkung 0%, nasi 0%, tuna lombok hijau
13,04%, cakalang goring tepung 12%, lalapan 0%, sambal 0%, es kelapa muda
57,14%, es jeruk 57,14%.
184
DAFTAR PUSTAKA
Anonim. 2012. Macam dan Jenis Tata Letak / Plant Layout Pabrik - Berdasarkan
Produk, Proses dan Bahan Baku - Product, Process & Station.
http://organisasi.org/macam dan_jenis_tata letak. Diakses tanggal 27
Mei 2012 pukul 21.15.
Adam, Everett J dan Ebert, Ronald J. 1986. Production and Operational
Management 3rd
edition. Prentice Hall Englewood. USA
Agung , Y dan Machfud. 1990. Perancangan Tata Letak Pada Industri Pangan.
Pusat Antar Universitas Pangan. Institut Pertanian Bogor. Bogor
Apple, J.M. 1977. Tata Letak Pabrik dan Pemindahan Bahan. Institur Teknologi
Bandung. Bandung
Apple, James M. 1990. Tata Letak Pabrik dan Penanganan Bahan. Terjemahan
Nurhayati, Mardiono, M.T. Penerbit Institut Teknologi Bandung.
Bandung
Heizer, J Render B, 1988. Production and Operational Management Strategies
and Tactics 2rd
edition. Allyn and Bacon. USA.
Moore, J.M. 1962. Plant Layout Design. MacMillan Publishing Co, Mc. New
York. USA.
Wignjosoebroto, S. 1996. Ergonomi, Studi Gerak dan Studi Waktu. Penerbit Guna
Widya. Surabaya.
185
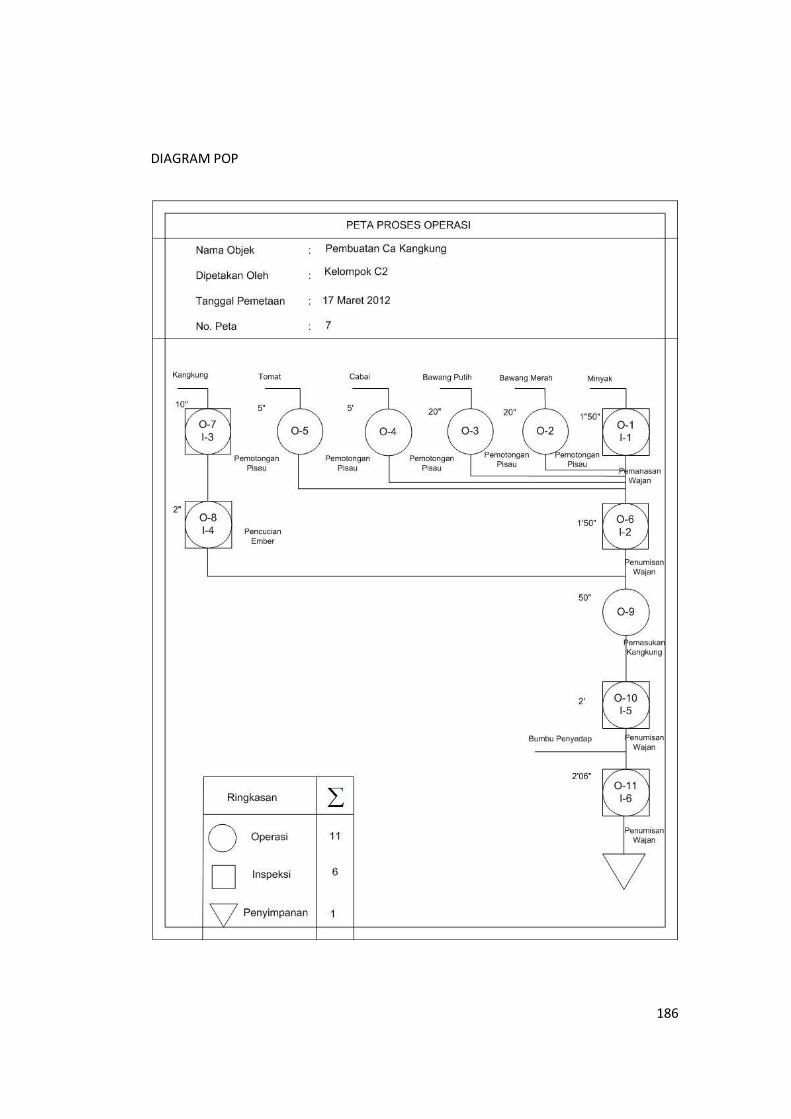
186
DIAGRAM POP
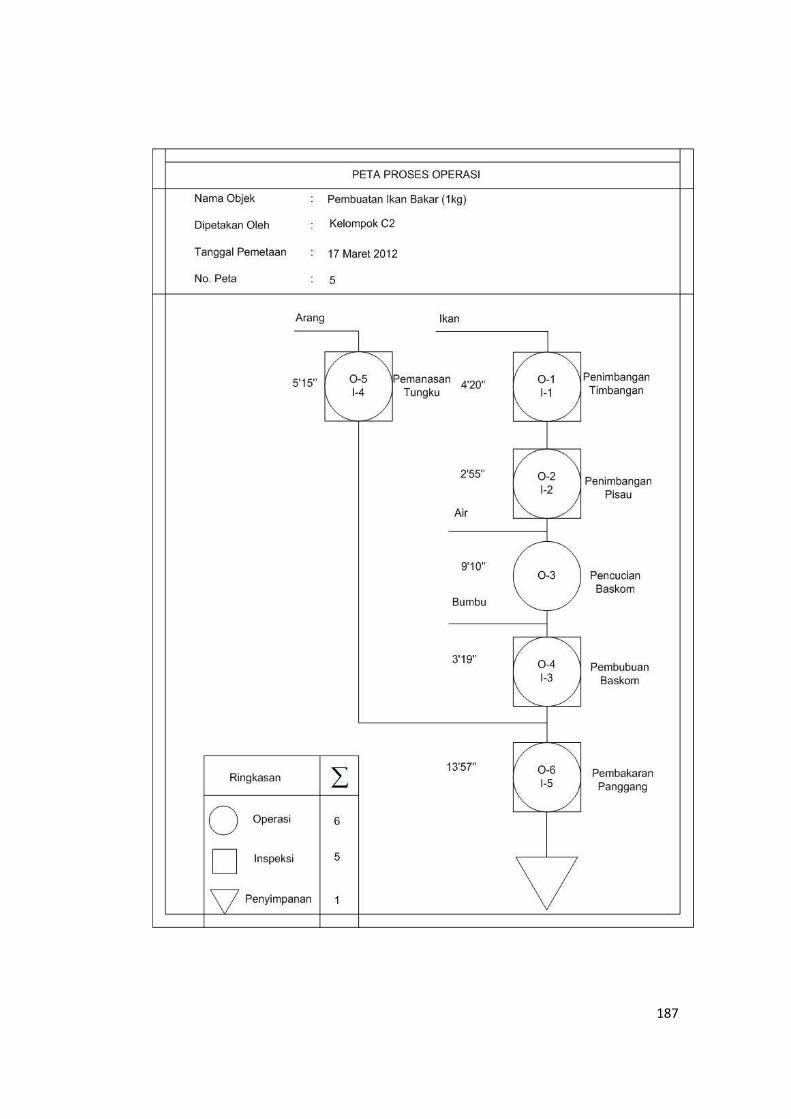
187
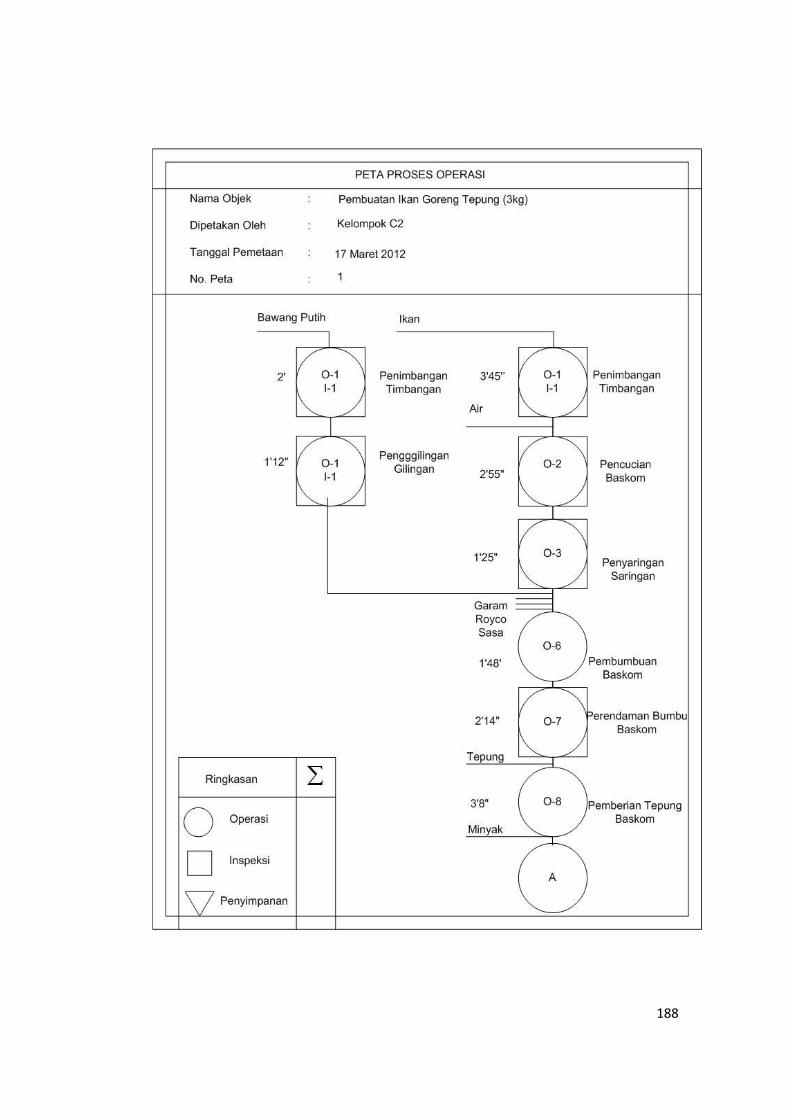
188
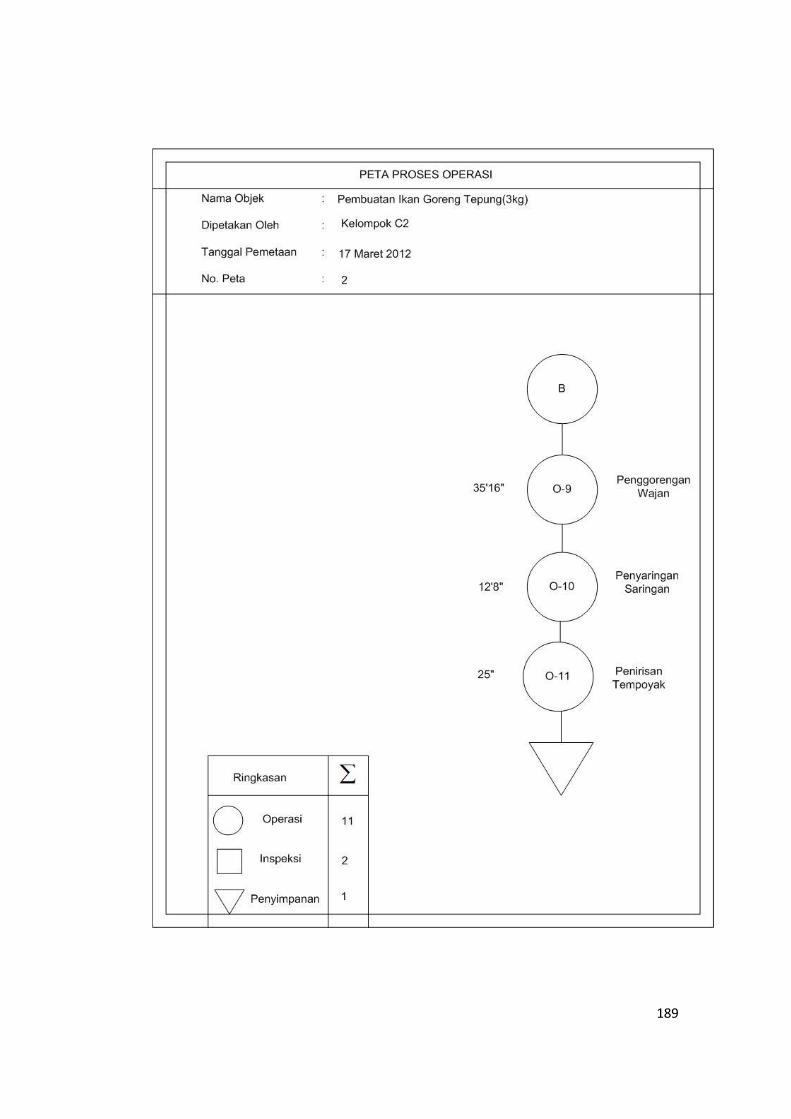
189
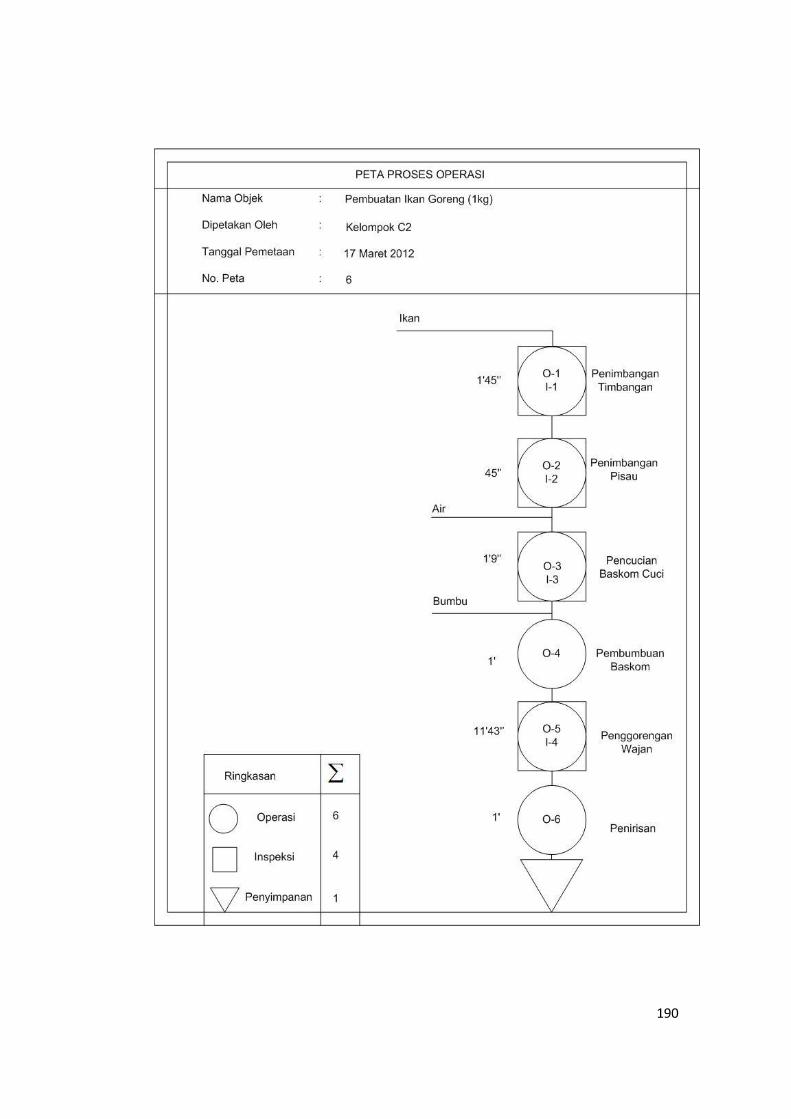
190
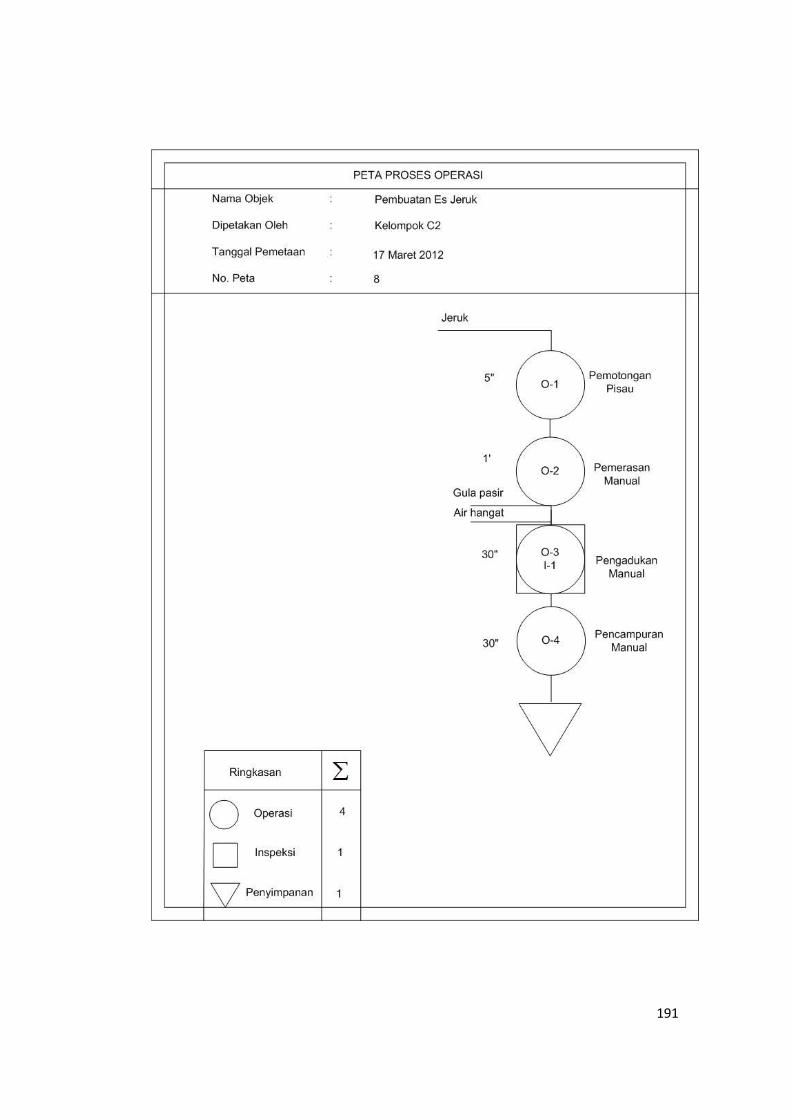
191
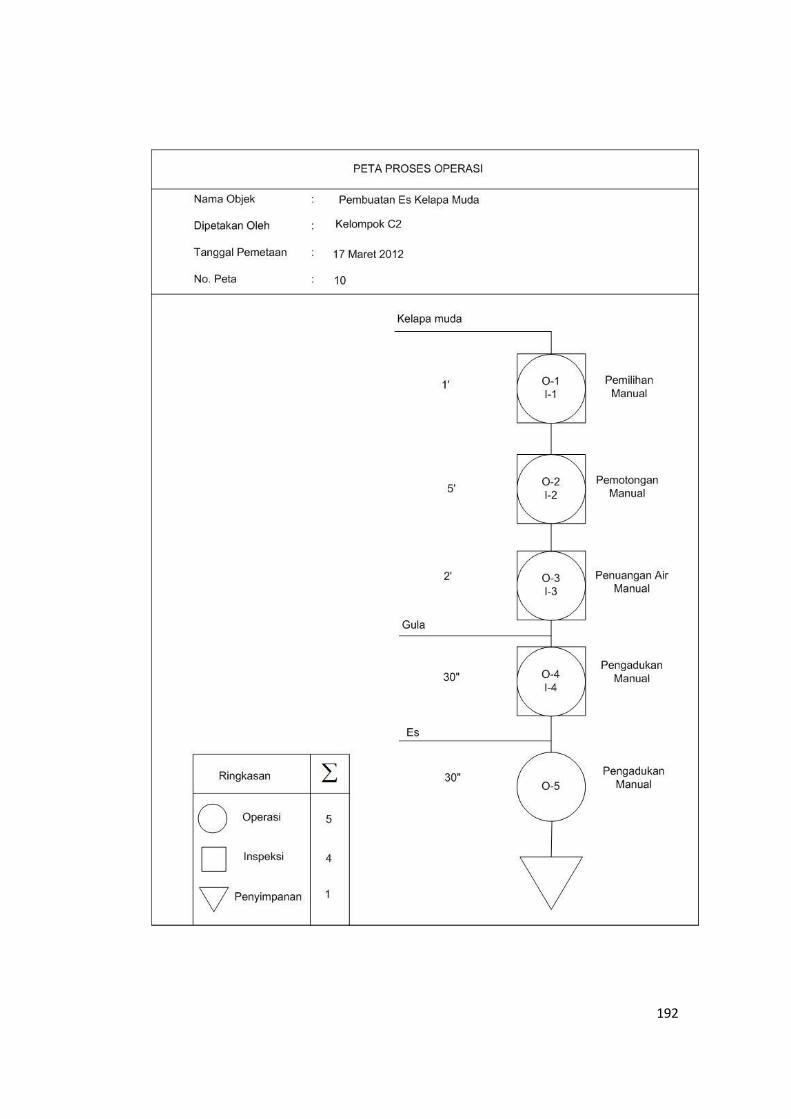
192
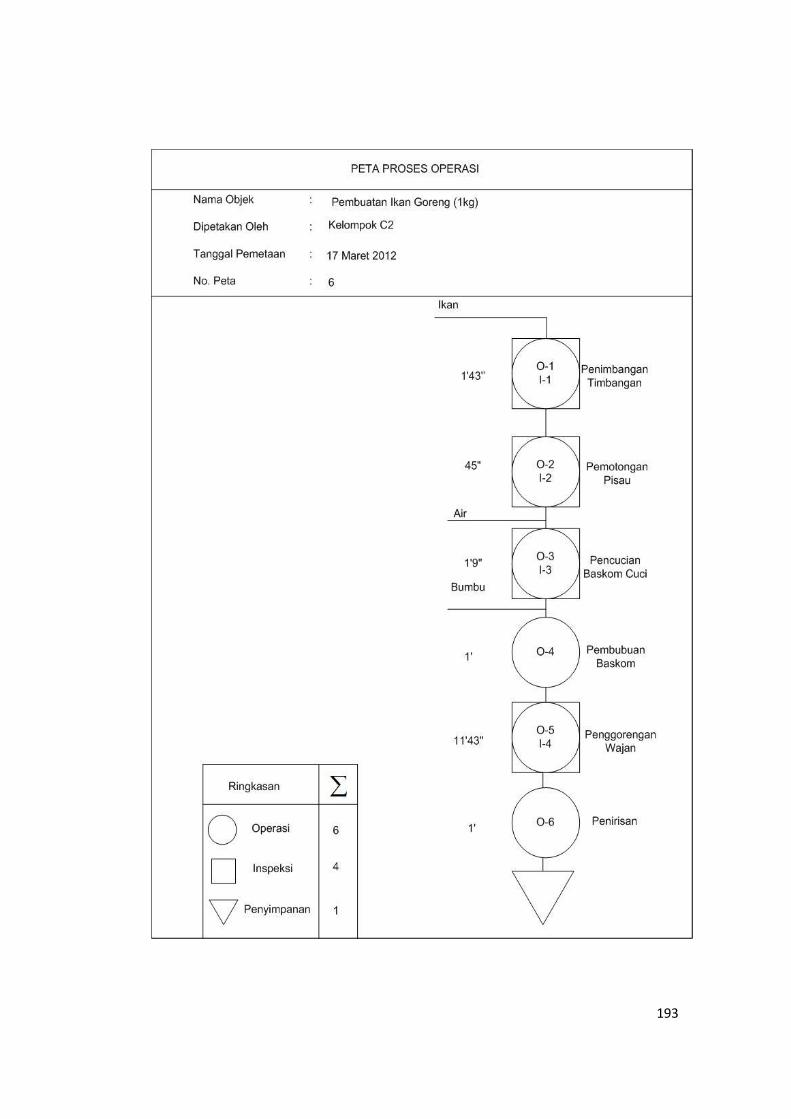
193
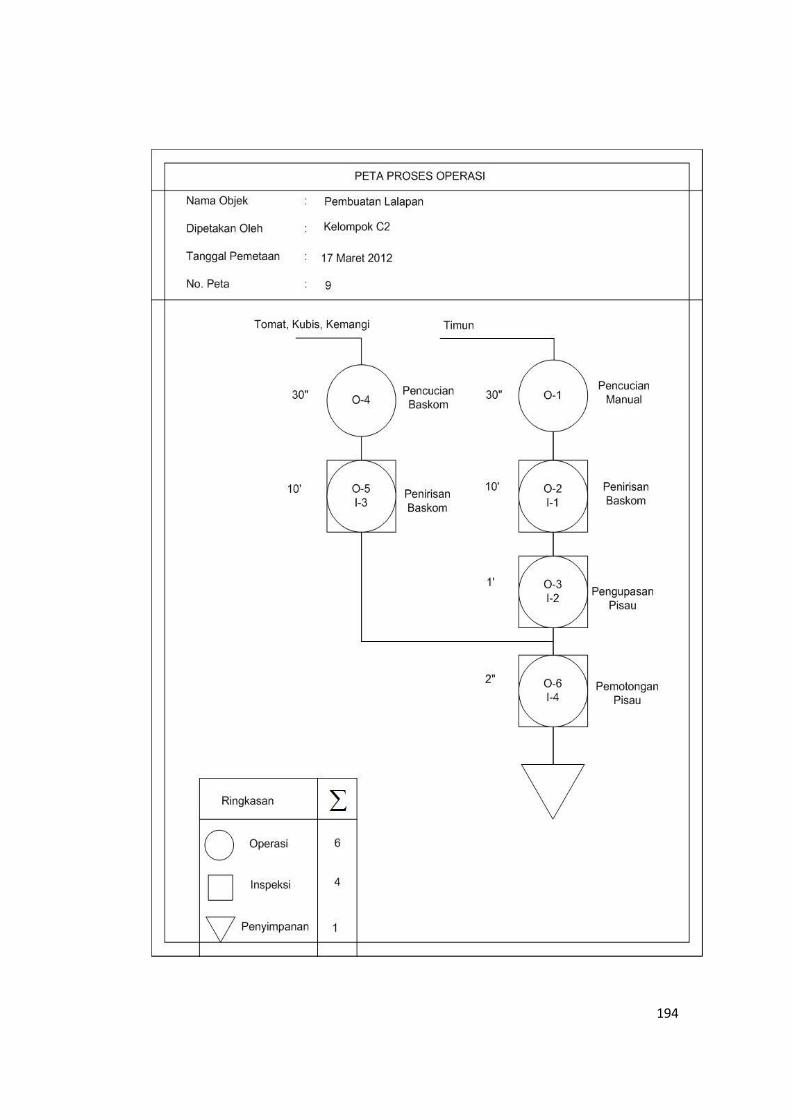
194
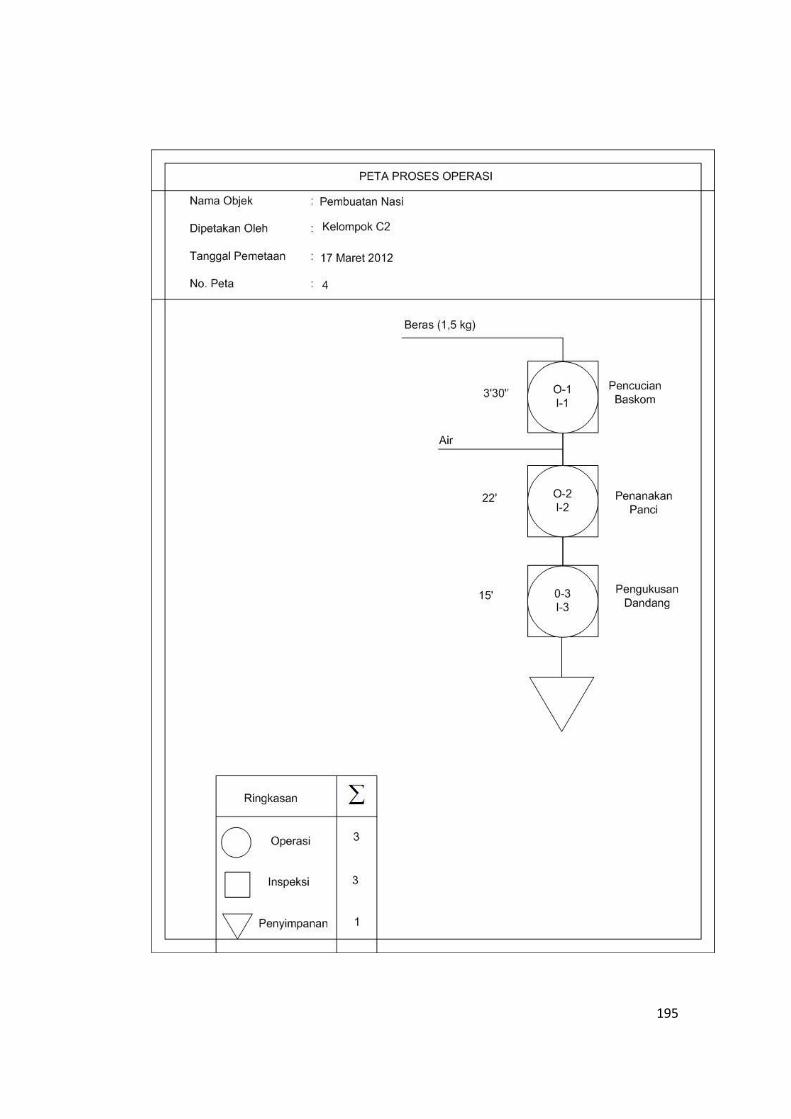
195
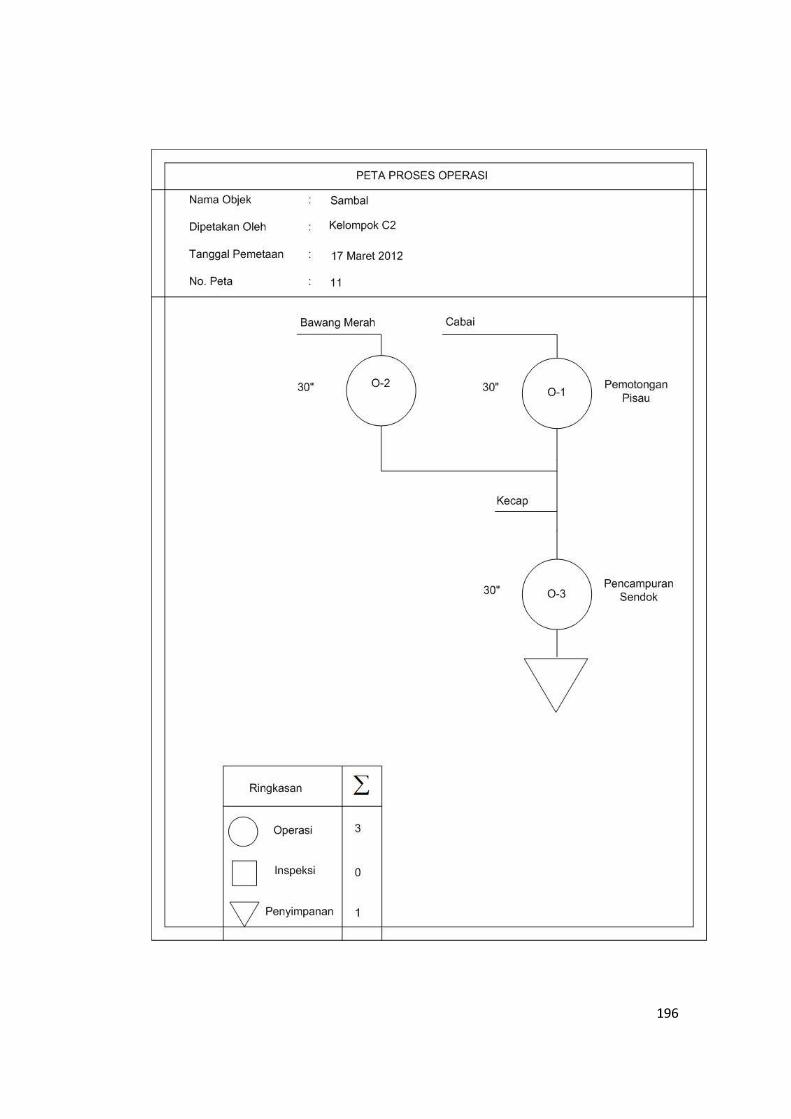
196
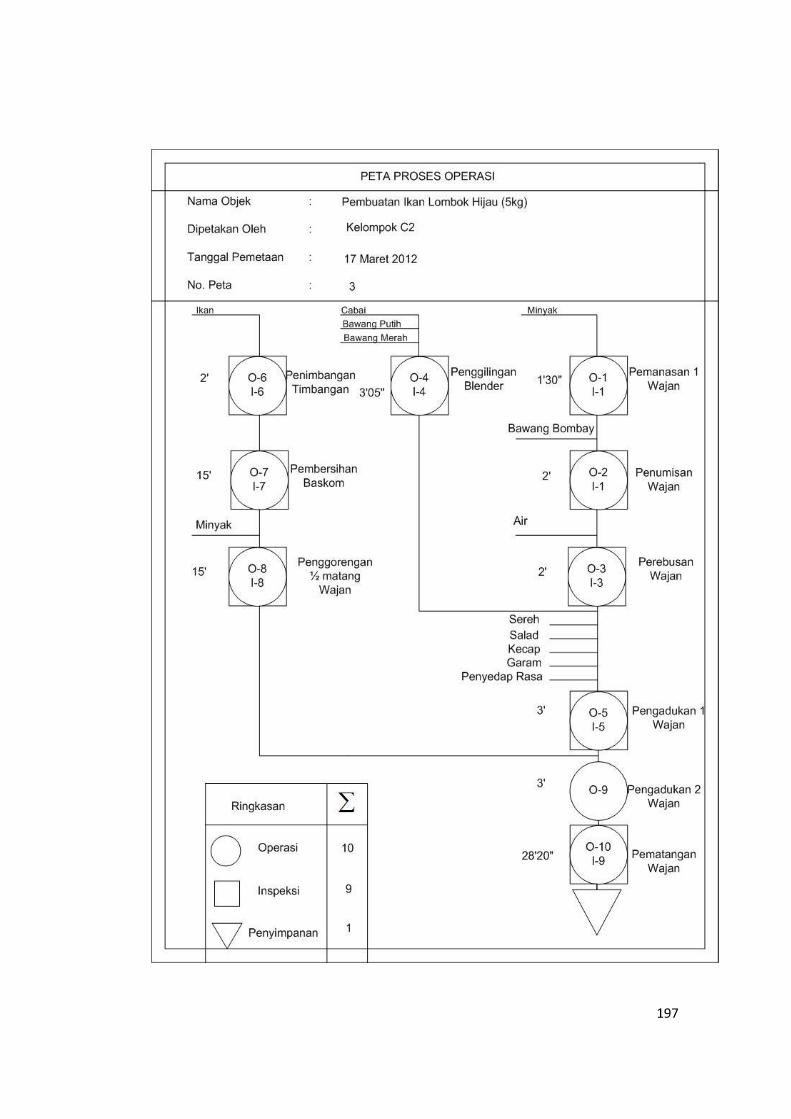
197