Embed Size (px)
Citation preview

FIXED-TURNING®
Eine Erlebniswelt mit jeder Maschine!
CONTOUR-BB™Das Werkzeug das Präzision garantiert und Kosten spart
DE
UT
SC
H
Die Technologie, die Ihr ganzes Berufsleben lang alle Ihre Forderungen erfüllen wird... ...Elite Power Contouring
™
- � -
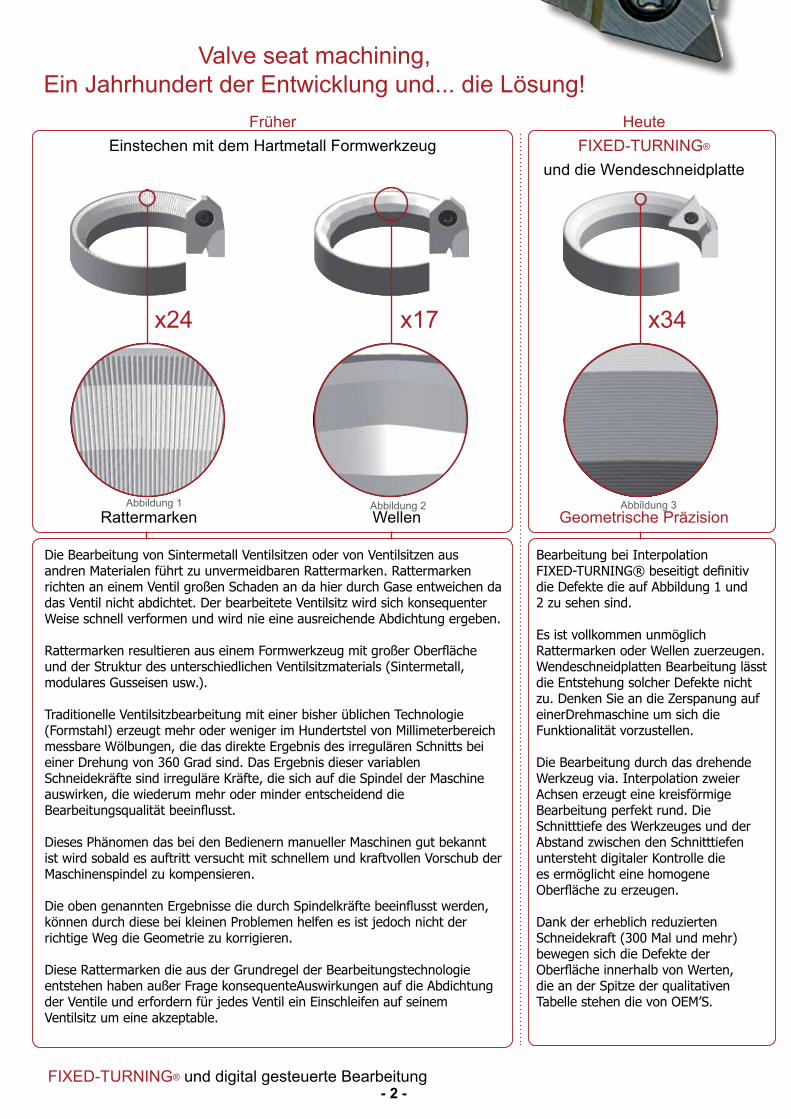
Valve seat machining, Ein Jahrhundert der Entwicklung und... die Lösung!
Bearbeitung bei InterpolationFIXED-TURNING® beseitigt definitivdie Defekte die auf Abbildung 1 und2 zu sehen sind.
Es ist vollkommen unmöglich Rattermarken oder Wellen zuerzeugen. Wendeschneidplatten Bearbeitung lässt die Entstehung solcher Defekte nicht zu. Denken Sie an die Zerspanung auf einerDrehmaschine um sich die Funktionalität vorzustellen.
Die Bearbeitung durch das drehendeWerkzeug via. Interpolation zweierAchsen erzeugt eine kreisförmigeBearbeitung perfekt rund. DieSchnitttiefe des Werkzeuges und derAbstand zwischen den Schnitttiefenuntersteht digitaler Kontrolle diees ermöglicht eine homogeneOberfläche zu erzeugen.
Dank der erheblich reduziertenSchneidekraft (300 Mal und mehr)bewegen sich die Defekte derOberfläche innerhalb von Werten,die an der Spitze der qualitativenTabelle stehen die von OEM’S.
Die Bearbeitung von Sintermetall Ventilsitzen oder von Ventilsitzen aus andren Materialen führt zu unvermeidbaren Rattermarken. Rattermarken richten an einem Ventil großen Schaden an da hier durch Gase entweichen da das Ventil nicht abdichtet. Der bearbeitete Ventilsitz wird sich konsequenter Weise schnell verformen und wird nie eine ausreichende Abdichtung ergeben.
Rattermarken resultieren aus einem Formwerkzeug mit großer Oberfläche und der Struktur des unterschiedlichen Ventilsitzmaterials (Sintermetall, modulares Gusseisen usw.).
Traditionelle Ventilsitzbearbeitung mit einer bisher üblichen Technologie (Formstahl) erzeugt mehr oder weniger im Hundertstel von Millimeterbereich messbare Wölbungen, die das direkte Ergebnis des irregulären Schnitts bei einer Drehung von 360 Grad sind. Das Ergebnis dieser variablen Schneidekräfte sind irreguläre Kräfte, die sich auf die Spindel der Maschine auswirken, die wiederum mehr oder minder entscheidend die Bearbeitungsqualität beeinflusst.
Dieses Phänomen das bei den Bedienern manueller Maschinen gut bekannt ist wird sobald es auftritt versucht mit schnellem und kraftvollen Vorschub der Maschinenspindel zu kompensieren.
Die oben genannten Ergebnisse die durch Spindelkräfte beeinflusst werden, können durch diese bei kleinen Problemen helfen es ist jedoch nicht der richtige Weg die Geometrie zu korrigieren.
Diese Rattermarken die aus der Grundregel der Bearbeitungstechnologie entstehen haben außer Frage konsequenteAuswirkungen auf die Abdichtung der Ventile und erfordern für jedes Ventil ein Einschleifen auf seinem Ventilsitz um eine akzeptable.
HeuteFIXED-TURNING®
und die Wendeschneidplatte
FrüherEinstechen mit dem Hartmetall Formwerkzeug
Geometrische PräzisionRattermarken Wellen
x24 x17 x34
Abbildung 1 Abbildung 2 Abbildung 3
FIXED-TURNING® und digital gesteuerte Bearbeitung

- � -
CB
FIXED-TURNING®,Steigert die Möglichkeiten um das Zehnfache...
Wie in vielen anderen Bereichenunterstützt die digitale
NEWEN® Kontrolle den Bedienerund garantiert professionelle Ergebnisse.
FIXED-TURNING® basiert auf einem Prinzip bei dem eine Drehbewegung mit einer gleichzeitigen Bewegung eines Werkzeugs mit Wendeschneidplatte um zwei Achsen (X, Z) stattfindet.
Im Gegensatz zur Drehmaschine bei der sich das Werkstück dreht, bewegt sich bei FIXED-TURNING® über zwei Achsen das Werkzeug während das Werkstück steht.
Das Werkzeug wird Digital gesteuert und verfolgt somit auch die läng-sten Profile (begrenzt durch den Spindelverfahrweg), ebenso Profile, die aus Winkeln, Radien konkav oder konvex bestehen. Wie bei einer Präzisionsdrehmaschine kann das Werkzeug FIXED-TURNING® die schwierigsten Formen Geometrien mit extrem hoher Präzision bearbeiten.
Das Werkzeug FIXED-TURNING® bearbeitet Radien und Winkel in allen Lagen. Die digitale NEWEN® Kontrolle steuert die Bewegungen des Werkzeugs so, dass die Schnittsektion identisch mit dem zu bearbeitenden Profil sind. Ein leistungsfähiger Computer berechnet ständig den optimalen Verlauf des Werkzeugs, damit der Schneideaufwand gleichmäßig und auf ein Minimum reduziert ist. Jeder einzelne Span wird von Sekunde zu Sekunde berechnet und kontrolliert , ohne das eine Veränderung des Schneideaufwands erfolgt, wodurch die Flexibilität der Spindel nicht störend beeinflusst wird.
Mit FIXED-TURNING® werden Ventilsitze perfekt bearbeitet.Die NEWEN® Hartware die spezifisch entwickelt wurde, steuert die digitalisierten Achsen mit höchster Genauigkeit und garantiert so eine vollständige Prozesssicherheit. Der Computer und der Touch Screen Monitor erleichtern dem Arbeiter die Bedienung. Die NEWEN® Soft-ware, erlaubt es ohne Erfahrung in der Programmierung , extrem komplexe Arbeiten in der Programmerstellung auszuführen. Die Bear-beitungsprogramme werden automatisch optimiert und gespeichert, um bei wiederkehrenden Bearbeitungen die Prozesssicherheit zu gewährleisten.
Weltweite Patente: 6,086293; 6,382883B1; 6,382,884B1...
X
Z

- � -
Elektronische und elektrische Komponenten untereinander mit Schnellwechselsystemen verbunden. Automatische Be-/Entlüftung und Filtrierung der Luft für den Elektronikschaltschrank sobald die Maschine in Betrieb ist. Elektronische Anpassung durch NEWEN®.
« Z » Achsenbewegung über Linearführungen garantieren in Verbindungmit einem Spindelbalancesystem die Bearbeitung jedes Zylinderkopfes. Erweiterte Bearbeitungsmöglichkeiten und maximale Präzision, exklusiv bei NEWEN®.
Die Achsen von FIXED-TURNING® werden von Kugelumlaufspindeln und Schrittmotoren der neusten Generation gesteuert. Die Präzision der Bewegung des Werkzeugs für die Interpolation wird in Tausendstel Millimetern gemessen.
Die Spindelaufnahme im Maschinenkopf erfolgt auf einem Luftkissen und erlaubt die Bewegung in der X und Y Achse. Automatische Zentrierung über programmierbaren Parameter und automatische Neuzentrierung der Spindel über pneumatische Hubzylinder. Automatische Blockierung über Hubzylinder und Tellerfederpakete.
Maschinenkopf mit konstanten Überdruck zum Schutz der mechanischer Komponenten gegen metallischen Bearbeitungsstaub. Integrierte LED.
Bedienpaneel mit Bedientasten geschützt mit austauschbarem Lexan. ElektronischesMultifunktionshandrad, Präzision. Zuverlässigkeit.
Spannungsarm behandelter Maschinenrahmen (CAD konzipiert) mit Pulverbeschichtung gegen Chemische Einflüsse.
Maschinenspindelführung in spezial Hochpräzisionslagern mit Long life Schmierung. Kraftvoller Antrieb über spiralverzahnten Winkelantrieb.
SGC200M 360° Doppelwinkel und manuell schwenkbare Aufspannvorrichtung. Erlaubt die Positionierung jedes Zylinderkopfes in Bezug auf seinen Ventilführungsneigungswinkel. Ebenso, sehr einfach in der Höhe verstellbar sowie schwenkbar für spezielle Bearbeitungen (Radial stehende Ventilführungen). Dieses pantendierte System arbeitet schnell, universal, ist sehr Bedienerfreundlich und wirkt auf Grund seiner Spannstücke und sphärischen Spannzangen keinen Verzug oder Verspannung auf den Zylinderkopf aus.
die Technologie Konzentration!CONTOUR-BB™
Weltweite Patente: 6,086293; 6,382883B1; 6,382,884B1...

- � -
die Technologie Konzentration!Technical Characteristics
NEWEN® CONTOUR-BB™ : Maschine mit numerischer Kontrolle2 Achsen. NEWEN FIXED-TURNING® MACHINING PROCESS (Patentiert)
X-Achse Maschinenkopf Verfahrweg(max. Abstand von/zu Ventilführung)
760mm (29.92”)
Y-Achse Maschinenkopf Verfahrweg 60mm (2.36”)
Y-Achse Tischleisten verfahrbarüber Linearführungen
100mm (3.94”)
Z-Achse Maschinenkopf verfährtvertikal über Linearführungen
250mm (9.84”)
Z’ -Achse MaschinenspindelVerfahrweg
80mm (3.15”)
Werkzeugschlitten Verfahrweg Radius(Beispiel: Bei Werkzeugeinstellung von 20 mm beträgt dermax. Bearbeitungsdurchmesser 42 mm)
11mm (.43”)
Maschinenkapazität(Ventilsitzdurchmesser)
13.5mm - 80mm+ (.53” - 3.15”+)
Profile unbegrenzte Anzahl
Ventilsitzmaterial alle Arten von Ventilsitz-materialen
Spindeldrehzahl 120-3000 U/min
Spindelmotor 1.5 HP
SpindelvorschubWerkzeugschlittenmotor
Servomotoren
Hydraulik Aggregat 200 Bars (2,900psi)
PC Kompakter IndustrieComputer mit Farb
Touch-Screen Monitor
Anschlüsse RS232 – Ethernet Centronics – USB
Verwaltungssystem Windows XP Pro
Elektronik Schaltschrankmit automatischer BE-/Entlüftung und Filterung
Integrierte LED Beleuchtung mit Niederspannung
Elektronischer Messtaster LVDT
NC NEWEN®
Software NEWEN®
ZylinderkopfabmessungenMaximale Höhe(Bei eingebautem Führungspilot)
350mm (13.78”)
Maximale Länge Unbegrenzt
Maximale Breite ca. 500mm (19.68”)
MaschinendatenMaschinenhöhe (Maschinenkopf oben) 2200mm (86,62”)
Maschinenlänge(Touch Sreen verfährt seitlich über die Maschine)
1430mm (56,30”)
Maschinenbreite 1150mm (45.26”)
Maschinengewicht 720 Kg (1588 Lbs)
Maschinenversandgewicht 950 Kg (2095 Lbs)
Spannung 220V Single Phase, 50-60 Hz
Luftdruck Mini 6 bars, 90 Psi
Abmessung der Verpackung Höhe � 100 mmBreite 1 1�0 mmLänge 1 ��0 mm
Gegossenes Maschinenbett (Wabenprofil) garantiert eine präzise Führung des Maschinenkopfes und neutralisiert Schwingungen und Vibrationen.
Die Maschinentischleisten sind auf Linearführungen montiert die mit Schmutzabdeckungen und Dauerschmierung versehen sind. Die einfache, schnelle und effiziente Aufnahme gewährleistet die mühelose Positionierung jedes Zylinderkopfes.
Industrie - PC der neuesten Generation, mit eingebautem Farb Touch Screen, unbegrenzte Speicherkapazität. Bedienerfreundliche Programmführung.
Patentierter NEWEN® FI XED-TURNING® Bearbeitungskopf mit reibungsarmen, spielfreien und wartungsfreien Komponenten sowie dynamischen Balancesystem garantiert höchste Präzision zu jederzeit. Pilotenaufnahme und Spannung über ein Hydraulisches Spannzangensystem.
Integrierter LED Kaltlicht Beleuchtung mit Niederspannung für eine maximale Beleuchtung des Arbeitsbereiches.
FIXED-TURNING® und digital gesteuerte Bearbeitung

- � -
NO LIMITS
Rattermarken frei
Rattermarken zerstören die Oberfläche der Ventilsitze was seit Jahrzehnten ein Problem in der Zylinderkopf Bearbeitung bedeutet. Kein Formstahlprofil, keine Schnittmethode, kein Maschinen oder Werkzeughersteller war bisher in der Lage dieses Problem zu lösen , das für die Qualität fatal ist.
Der Ursprung dieses Problems liegt in der Verwendung eines Profilschneide Werkzeuges. Das Profil besteht aus mehreren Segmenten dessen Schneidverhalten unterschiedlich starken Kraftaufwand erfordert und zur Vibration mit mehr und minder starker Frequenz führt.
Bei modernen Zylinderköpfen beansprucht man minimalsten Materialabtrag was bei geringem Schnittdruck sofort Vibrationen verursacht. Die Eigenschaften heutiger Ventilsitzmaterialen verstärken häufig diese Phänomene. In vielen Fällen ist es unmöglich, unter akzeptabeln Bedingungen die Ventilsitze zubearbeiten.
Mit FIXED-TURNING® von NEWEN® können zwar Vibrationen auftreten, aber sie können definitiv beseitigt werden. Die Bearbeitungsspäne überschreiten nicht die Größe von 1/1000 mm² so dass auf keinen Fall auch bei härteren Materialien eine große Schnittkraft ausgeübt wird, die auf keinen Fall Erschütterungen erzeugt vor allem auf dem Ventilsitz. Alle Segmente werden in Reihenfolge nacheinander bearbeitet.
Minimale Späne
Il FIXED-TURNING® ermöglicht geringe Schnittkräfte. Nur wenige hundertstel Millimeter Material können abgetragen werden um die Geometrie des Ventilsitzes zu korrigieren und das Rückstehmaß der Ventile zu beeinflussen.
FIXED-TURNING® garantiert eine nie zuvor erreichte geometrische Qualität. Die Fehler der Rundheit der bearbeitenden Ventilsitze betragen nie mehr als einige tausendstel mm (< 0,003 mm). Dasselbe gilt für die Erstellung von Winkeln und Übergängen die im 0,01° Bereich programmiert werden können. Die Dichtheit der Ventile ist perfekt, und
garantiert eine lange Lebensdauer des Motors.
Ventilsitzwinkel können im Bereich von einem hunderstel Grad eingestellt werden. Dies bedeutet eine perfekte Dichtheit über 360° zwischen Ventilsitz und Ventil OHNE EINSCHLEIFEN.
Unbegrenzte Ventilsitzprofile
Es gibt keine Contouren, die FIXED-TURNING® nicht bearbeiten kann – alle Contouren sind möglich, auch Venturi- Bearbeitungen, undenkbar mit jeder anderen bekannten Bearbeitungstechnik.
Es ist nicht mehr nötig, unendlich viele Formstähle bereit zu halten, um Bearbeitungen oder spezielle Contouren und Übergänge herzustellen. Eine Wendeschneidplatte realisiert alle Ventilsitz Contouren egal welcher Winkel oder welche Segment Kombinationen Sie benötigen, oder durch die NEWEN® Software erstellt haben.
Der Programmspeicher beinhaltet über 300 Profile, Die meist benutzten der OEMS. Eine unbegrenzte Anzahl von Profilen kann hinzugefügt werden.
Für alle Profile besteht jederzeit die Möglichkeit der Änderung, alle Profile stehen immer zur Verfügung. Keine langen Wartezeiten, kein Kopfzerbrechen bei der Auswahl des korrekten Ventilsitzprofils, keine kostenintensive Lagerung von Formstählen. Sie können Ihre Kunden immer prompt bedienen, unabhängig davon, mit welchem Auftrag Sie betraut wurden. Dies alles mit 2 oder 3 Werkzeughalter und Ihren Führungspiloten. Hier sparen Sie Werkzeuge ein!
Durchmesser der Ventilsitze
Die kleinsten Ventilsitze (13,50 mm) und die größten Ventilsitze (200 mm) werden dank der FIXED-TURNING® Technologie mit der selben Präzision, der selben Perfektion der Oberflächenqualität hergestellt.
Die härtesten Ventilsitzmaterialen können dank der Verwendung von Wendeschneidplatten in CBN, PCD, Cermet, Keramik oder beschichteten
Hartmetall bearbeitet werden, diese Technologie garantiert Rundlauf Messungen von 3 μ.
Neue Perspektiven
Die Produktion wurde durch die Verwendung von Computern, Software und anderen neuen Technologien revolutioniert. Dies bedeutet für die Reparatur und den after service market sich dieser Qualität anzupassen um am Markt zu bestehen.
OEMs entwickeln ständig neue Materialien, optimieren das Design an Mehrventilzylinderköpfen in einer Art und Weise wie Sie früher nicht bekannt war, unter Einhaltung strengster Fertigungsvorgaben.
Als Motoreninstandsetzer steht man oftmals vor dem Problem kleine Motorradzylinderköpfe, Mehrventilzylinderköpfe, große Industriezylinderköpfe zu bearbeiten.Ventilsitze zu hart, Ventilsitze zu eich, Vorgabe kleinster Toleranzen der Motorenhersteller (OEMs).
NEWEN® FIXED-TURNING® eröffnet alle Möglichkeiten und beseitigt alle Grenzen. Der Motoreninstandsetzer kann erneut mit Erfolg seinen Service anbieten.
Mit NEWEN® FIXED-TURNING® werden OEM Vorgaben zur einfachen Aufgabe.
Weltweite Patente: 6,086293; 6,382883B1; 6,382,884B1...
- � -
QUALITÄT IST NICHT GESCHÄTZT !SIE IST GEMESSEN UND DOKUMENTIERT
Traditionelle Messgeräte -/ Methode reichen nicht aus um präzise Ventilsitze und Ventilführungen zu kontrollieren wenn Sie durch NEWEN® FIXED-TURNING® bearbeitet wurden.
NEWEN® ist in Besitz einer eigenen Messmaschine TALYROND 365XL. Diese ist speziell konzipiert für die Messung von Formen, sowie auf Koaxialität und die Oberflächengüte.
Diese Messmaschine besitzt eine Auflösung von 1/100 Mikron und ermöglicht automatisch die Kontrolle aller geometrischen Parameter, die die Qualität einer Ventilführung und eines Ventilsitzes bestimmen. Rundlauf, Konzentrizität, Schlag, Zylinderform, Gleichmäßigkeit der Segmente, der Übergänge der Oberfläche… Diese Kontrolldaten und Grafiken, die sich aus den Tests ergeben, werden von den Qualitätssicherung Abteilungen der OEMs kritiklos anerkannt.
Alle NEWEN® FIXED-TURNING® Maschinen bearbeiten automatisch und prozesssicher die Ventilsitze, deren Formfehler nicht über 3 Mikrons (0,003mm liegen). Eine beneidenswerte Qualität und topp Leistung auf dem Niveau der OEMs...
NE W E N
G
U A R A N T EEProven Quality
FIXED-TURNING® und digital gesteuerte Bearbeitung

Ref
.: C
NTR
-BB
-200
8-D
E
NEWEN FRANCE SARue de l’Industrie
74800 La Roche s/Foron - FRANCETel: +33 (0)4 50 25 87 82Fax: +33 (0)4 50 97 64 93
E-mail: [email protected]
NEWEN USA298-D Enterprise St - Escondido, CA 92029 - USA
Tel: +1-760-233-0067 or Toll Free (USA & Canada) : +1-800-639-3693
Fax: +1-760-233-0068E-mail: [email protected]
Ihr exklusiver Händler:
www.newen.com
NEWEN® behält sich das Recht vor, die in diesem Dokument aufgeführten Produkte und ihre Eigenschaften jederzeit zu verändern. DieseVeränderungen autorisieren den Käufer in keinem Fall, die Durchführung von Veränderungen, Verbesserungen, Zusätze oder den Austausch vonAusstattung, Lieferungen oder Zubehör, das zuvor gekauft wurde. Die in diesem Dokument enthaltenen Informationen werden als korrekt zumZeitpunkt des Drucks angesehen. Copyright © NEWEN 2008. Alle Rechte vorbehalten. Fotos nicht vertraglicher Inhalt. WELTWEITE PATENTE:6,086,293; 6,382,883B1 ; 6,382,884B1... - All Rights Reserved..
CONTOUR-BB-CS™CONTOUR-BB-CS™: alle Eigenschaften und Möglichkeiten der CONTOUR-BB™ plus die Vorteile einer ausgiebigen Kühlung während der Bearbeitung.
Ventilführungen :
Die Bearbeitung der Ventilführungen mit den NEWEN spezial Reibahlen garantiert eine perfekte Kalibrierung. Der gefilterte Kühlschmierstoff wird unter Druck zugeführt und spielt zum Erreichen der besten Ergebnisse drei wichtige Rollen :
1) Der Kühlschmierstoff wird durch die speziell geformten Schneiden der NEWEN Reibahlen beschleunigt, da hierdurch eine Pumpen Wirkung erzeugt wird. Der Zwangsfluss des Kühlschmierstoffs schiebt die Späne in der Führung nach vorne, und ermöglicht daher eine perfekte Kalibrierung. Die Reibahle kann so nicht durch Späne beschädigt werden, da dies der Kühlschmierstofffluss verhindert.
2) Die Kühlung der Reibahle und der Ventilführung vermeidet dass sich beide Teile ausdehnen, was zu Durchmesser unterschieden und Kalibrierungsfehlern – u.a. Zylindrizitätsfehlern – führt.
3) Die 10µ-Filterung sowie die Absetzbecken des Kühlmitteltanks, beseitigen alle Späne die zwischen Führung und Reibahle gelangen würden und zu Oberflächenfehler führen würden.
Ventilsitze :
Alle Ventilsitze können mit den neuen beschichteten verschleiß wiederstandsfähigen Wendescheidplatten aus Hartmetall, Keramik bzw. CBN bearbeitet werden. Diese Wendeschneidplatten wurden für die CNC-Bearbeitung in der allgemeinen mechanischen Metallbearbeitung entwickelt und sind preiswert. Ihre Standzeit wird durch die Kühlung mit Kühlschmierstoff noch multipliziert, wobei die Schnittkanten gleichzeitig geschützt werden. Zusätzlich wird das aufkleben der Späne auf dem Werkzeug vermieden.
Leichte Werkstoffe wie Aluminium, Beryllium Bronze werden dank der Kühlung der Werkzeuge kostengünstig und höchstpräzis bearbeitet. Die Standzeit der Werkzeuge wird verlängert und die Oberflächen werden wesentlich verbessert. Die Endbearbeitungen in allen Werkstoffen werden dank der Kühlschmierstoff zufuhr optimiert und ergeben einwandfreie Oberflächen, während die Schnittkanten der Wendeschneidplatten hierdurch eine höhere Standzeit erfahren..
Technische Eigenschaften:• Hochdruckkreiselpumpe, mit automatischer Steuerung durch die Maschinensoftware.• Kühlmittelkreislauf mit Rückfluss Fußventil. Kühlmitteldosier-ung über Kugelhähne mit verstellbaren Kunststoffrohren.• Dreistufiges Absetzbecken mit Filterkorb für einer <10µ Filterung.• Baugruppe Maschinentisch mit Stahlblecheinhausung. Verfahrung über Linearführung mit Pneumatik Klemmsystem.• Sicherheitssystem, damit die Maschine nicht arbeiten kann, wenn der Maschinentisch nicht geklemmt ist.• Doppelschiebetür aus Lexan, Verfahrung über spielfreie Linearführungen. Die gewährt eine unbegrenzte Lebensdauer und bedienerfreundliche Verwendung. Einfaches Be-und Entladen bei allen Zylinderkopfgrößen.• Polyuhrethan pulverbeschichtete Baugruppe von Tank und Kühlmittel Leitblechen.





























