Embed Size (px)
Citation preview
8/12/2019 Flow Properties of Bulk Solids
http://slidepdf.com/reader/full/flow-properties-of-bulk-solids 1/2
FlowPropertiesofPowders andBulkSolidsandSiloDesignforFlow
Dietmar Schulze
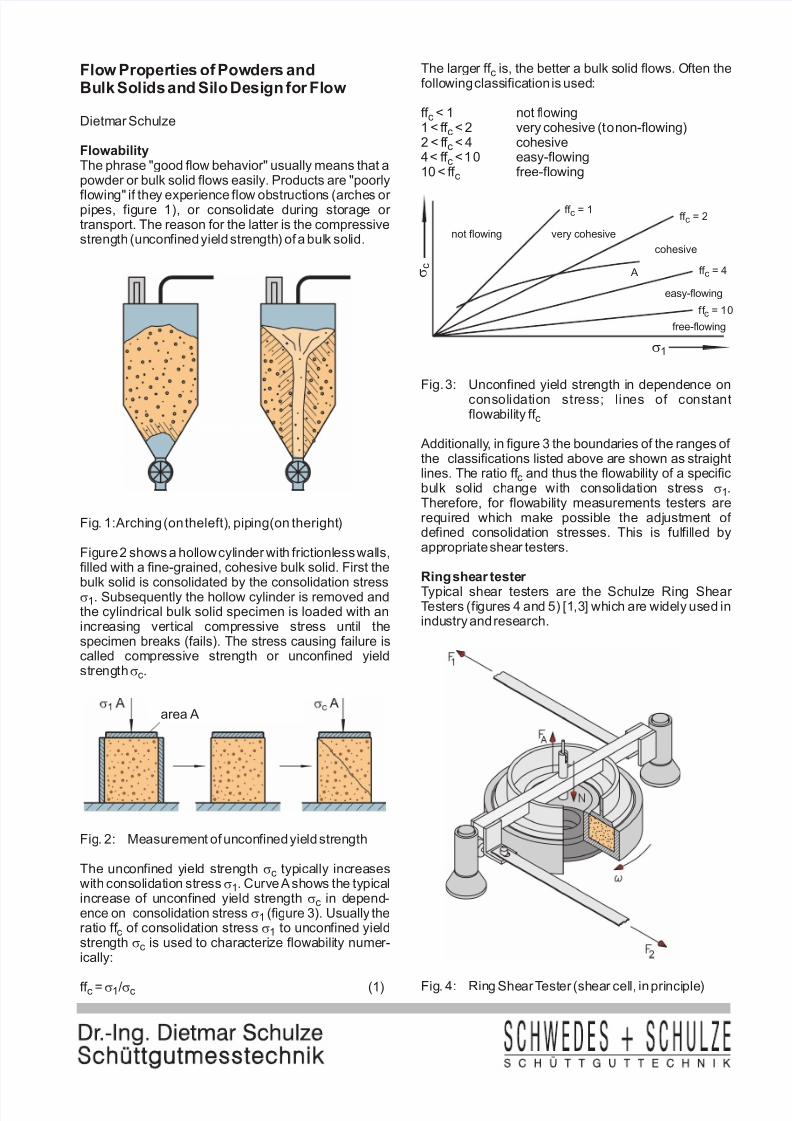
The phrase "good flow behavior" usually means that apowder or bulk solid flows easily. Products are "poorly
flowing" if they experience flow obstructions (arches or pipes, figure 1), or consolidate during storage or transport. The reason for the latter is the compressivestrength (unconfined yield strength) of a bulk solid.
Fig. 1:Arching (on theleft), piping(on theright)
Fig. 2: Measurement of unconfined yield strength
ff = / (1)
Fig. 3: Unconfined yield strength in dependence onconsolidation stress; lines of constantflowability ff
Additionally, in figure 3 the boundaries of the ranges of the classifications listed above are shown as straightlines. The ratio ff and thus the flowability of a specificbulk solid change with consolidation stress .Therefore, for flowability measurements testers arerequired which make possible the adjustment of defined consolidation stresses. This is fulfilled byappropriate shear testers.
Fig. 4: Ring Shear Tester (shear cell, in principle)
Flowability
Ringshear tester
Figure 2 shows a hollow cylinder with frictionless walls,filled with a fine-grained, cohesive bulk solid. First thebulk solid is consolidated by the consolidation stress
. Subsequently the hollow cylinder is removed andthe cylindrical bulk solid specimen is loaded with anincreasing vertical compressive stress until thespecimen (f ls). The stress failure iscalled unconfined yieldstrength .
The unconfined yield strength typically increaseswith consolidation stress . Curve A shows the typicalincrease of unconfined yield strength in depend-ence on consolidation stress (figure 3). theratio ff of consolidation stress to unconfined yieldstrength is used to characterize flowability numer-ically:
The larger ff is, the better a bulk solid flows. Often thefollowing classification is used:
ff < 1 not flowing1 < ff < 2 very cohesive (tonon-flowing)2 < ff < 4 cohesive4 < ff < 1 0 easy-flowing10 < ff free-flowing
Typical shear testers are the Schulze Ring Shear Testers (figures 4 and 5) [1,3] which are widely used inindustry and research.
1
c
c
1
c
1
c 1
c
c 1 c
c
c
c
c
c
c
c
1
breaks ai causingcompressive strength or
Usually
c
not flowing very cohesive
cohesive
free-flowing
easy-flowing
ff = 1c ff = 2c
ff = 4c
ff = 10c
1
c
A
area A
8/12/2019 Flow Properties of Bulk Solids
http://slidepdf.com/reader/full/flow-properties-of-bulk-solids 2/2
Schwedes + Schulze Schüttguttechnik GmbHConsultants (silo design and powder testing)
A m W a l d e 3 , D - 3 8 3 0 2 W o l f e n b ü t t e lPhone +49 5331 8573-312, Fax +49 5331 8573-313E - M a i l : m a i l @ s ch w e d e s - an d - s c h u l ze . c o mI nt er net : w w w. s c hw edes - and- s c hul z e. c om
Dr. Dietmar Schulze SchüttgutmesstechnikR i ng s h e a r t e s t e r s a n d s o f t w a re
A m F o r s t 2 0 , D - 3 8 3 0 2 Wo l f e n b ü t t e lPhone +49 5331 935490, Fax +49 5331 978001E - M a i l: m a i l @ d ie t m a r - sc h u l z e . co mI n t e r n e t : w w w. d i e t m a r - s c h u l z e . c o m
The bulk solid specimen (figure 4) is contained in anannular shear cell ("ring") and loaded from the top witha vertically acting force N through the lid in order toadjust the stress level. During testing the shear cellrotates slowly in direction of arrow , while the lid isprevented from rotation by two tie rods. Thereby thebulk solid specimen is sheared. Forces (F +F ) actingin the tie rods are measured. From the results of aprescribed test procedure the flow properties of the
bulk solidare calculated [1,2,3].
1 2
With the automatic Ring Shear Tester RST-01.pc(figure 5, right) the test procedure, including loading of the specimen and shearing, and also the evaluationare performed computer-controlled. For very smallsamples of fine powders as occurring, e.g., inpharmaceutical industry, the smaller automatic RingShear Tester RST-XS is available, which is alsooperated computer-controlled (figure 5, left).
Fig. 5: Computer-controlled Ring Shear TestersRST-01.pc and RST-XS
Advantages of Ring Shear Testers RST-01.pc andRST-XS are:
Measurement of well defined flow properties,flowability, caking, bulk density .....Different stress levels.Easy operation. Automatic testing & evaluation.
Thus a Ring Shear Tester is an advantageousalternative to so-called simple flowability testers,
since it is easy to operate, whereby neverthelessclearly defined physical quantities are measured [2,3].
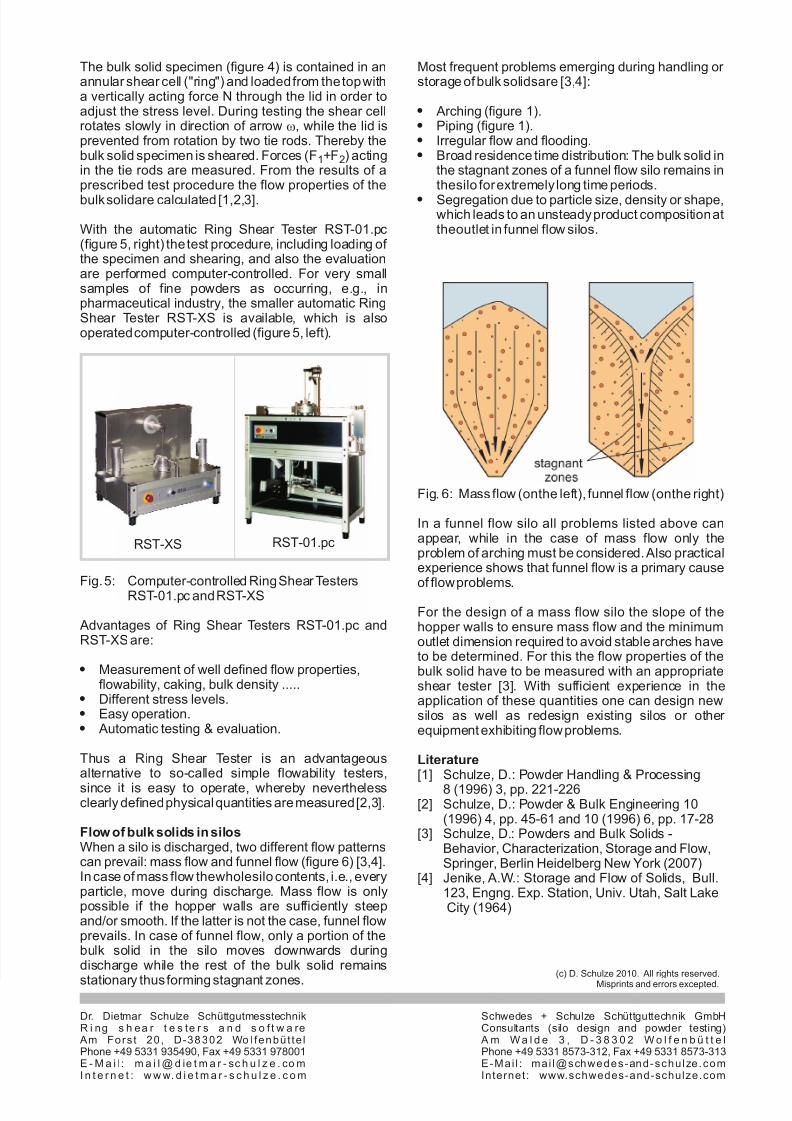
When a silo is discharged, two different flow patternscan prevail: mass flow and funnel flow (figure 6) [3,4].In case of mass flow thewholesilo contents, i.e., everyparticle, move during discharge. Mass flow is onlypossible if the hopper walls are sufficiently steepand/or smooth. If the latter is not the case, funnel flowprevails. In case of funnel flow, only a portion of thebulk solid in the silo moves downwards duringdischarge while the rest of the bulk solid remains
stationary thus forming stagnant zones.
Most frequent problems emerging during handling or storage of bulk solidsare [3,4]:
Arching (figure 1).Piping (figure 1).Irregular flow and flooding.Broad residence time distribution: The bulk solid inthe stagnant zones of a funnel flow silo remains inthesilo for extremely long time periods.
Segregation due to particle size, density or shape,which leads to an unsteady product composition attheoutlet in funnel flow silos.
Fig. 6: Mass flow (onthe left), funnel flow (onthe right)
In a funnel flow silo all problems listed above canappear, while in the case of mass flow only theproblem of arching must be considered. Also practicalexperience shows that funnel flow is a primary cause
of flow problems.
For the design of a mass flow silo the slope of thehopper walls to ensure mass flow and the minimumoutlet dimension required to avoid stable arches haveto be determined. For this the flow properties of thebulk solid have to be measured with an appropriateshear tester [3]. With sufficient experience in theapplication of these quantities one can design newsilos as well as redesign existing silos or other equipment exhibiting flow problems.
[1] Schulze, D.: Powder Handling & Processing
8 (1996) 3, pp. 221-226[2] Schulze, D.: Powder & Bulk Engineering 10
(1996) 4, pp. 45-61 and 10 (1996) 6, pp. 17-28[3] Schulze, D.: Powders and Bulk Solids -
Behavior, Characterization, Storage and Flow,Springer, Berlin Heidelberg New York (2007)
[4] Jenike, A.W.: Storage and Flow of Solids, Bull.123, Engng. Exp. Station, Univ. Utah, Salt LakeCity (1964)
Flowofbulksolids insilos
Literature
(c) D. Schulze 2010. All rights reserved.
Misprints and errors excepted.
RST-XS RST-01.pc