Embed Size (px)
Citation preview

A
w
kra©
K
1
ciiifaasHTaiabctmsff
0d
Enzyme and Microbial Technology 41 (2007) 44–50
Fortifying spent sulfite pulping liquor with hydrolyzed reject knots
Steve S. Helle a, Robert A. Petretta b, Sheldon J.B. Duff b,∗a UNBC, Environmental Science and Environmental Engineering, 3333 University Way, Prince George, BC V2N 4Z9, Canada
b UBC, Department of Chemical and Biological Engineering, 2360 East Mall, Vancouver, BC V6T 1Z3, Canada
Received 24 June 2006; accepted 27 November 2006
bstract
A limitation for spent sulfite liquor (SSL) fermentation, particularly hardwood SSL fermentation is the low sugar content. The objective of thisork was to increase the sugar content of SSL through the addition and hydrolysis of reject knots from the pulp line.
Factorial experiments indicated that hydrolysis yield was significantly affected by cellulase and �-glucosidase loading, concentration of SSL,not concentration, pH and temperature. Spent sulfite liquor reduced the hydrolysis rate and yield, however this inhibition decreased with time. Theesultant hydrolysates were readily fermented alone or in combination with 10% SSL. In 22% SSL, fermentation yields were reduced. Economicnalysis indicated that knots would be an economically-viable source of supplemental sugars at a cellulase cost of up to $5 CDN per million FPU.
2007 Elsevier Inc. All rights reserved.
Htlpresr
llfghoifip∼p
eywords: Cellulose; Hydrolysis; Spent sulfite liquor; Enzyme
. Introduction
The sulfite process is a low yield pulping process to make pureellulose pulp. A large portion of the lignin and hemicellulosen the wood are dissolved into the cooking liquor during pulp-ng. The addition of ionic sulfonic acid groups to lignin resultsn solubilization and extraction of fairly large lignin fragmentsrom the cell wall. These lignosulfonates have abundant sulfoniccid substituents, balanced by equivalent molar concentration ofmmonium. The average molecular weight for hardwood andoftwood lignosulfonates is 35.1 and 50.9 kDa, respectively.emicellulose is solubilized by cleavage of glycosidic bonds.he glycosidic bonds of hemicelluloses are more accessiblend less resistant than the bonds of cellulose. With increas-ng degradation, highly depolymerized hemicelluloses dissolvend are hydrolyzed step-by-step until monomeric sugar buildinglocks are obtained. Galactoglucomannans, the dominant hemi-elluloses of softwood, are relatively acid resistant, whereashe xylans occurring predominantly in hardwoods are degraded
uch faster. The monosaccharides formed are not completely
table and are partially dehydrated and oxidized. Furfural isormed from pentose sugars, and can in turn be oxidized toormic acid under acidic conditions and elevated temperatures.∗ Corresponding author. Tel.: +1 604 8229485; fax: +1 604 8226003.E-mail address: [email protected] (S.J.B. Duff).
[aafsdt
141-0229/$ – see front matter © 2007 Elsevier Inc. All rights reserved.oi:10.1016/j.enzmictec.2006.11.022
exose sugars form 5-hydroxymethyl-furfural which can be fur-her degraded to levulinic acid and formic acid. Acetic acid isiberated from hemicellulose during hydrolysis [1]. Under sulfiteulping conditions, the reducing-end functions of polysaccha-ide chains and monosaccharides are oxidized to aldonic acidnd units by bisulfite. In addition, to lignosulfonates, sugars, andugar breakdown products, SSL contains high concentrations ofesidual pulping chemicals, ammonia and sulfite.
Several factors limit ethanol production from SSL in particu-ar, and from lignocellulosic hydrolysates in general, includingow sugar content, the presence of inhibitors, especially for SSLrom hardwood pulping, and the large amount of xylose. Theoal of this work was to increase the sugar content of SSL byydrolysis of one of the biomass sources currently availablensite at a sulfite pulp mill [2,3]. One such biomass source is thencompletely pulped wood knots screened from the cooked sul-te pulp. On a dry basis, from 2 to 4 tonnes of knots are produceder 100 tonnes of wood pulped. A sulfite pulp mill producing500 tonnes per day pulp can be expected to produce 30 tonnes
er day of knots, with a cellulose content of approximately 80%4]. Knot hydrolysis, followed by fermentation could producepproximately 4 million L/year of ethanol. To evaluate the suit-bility for the knot rejects as an additional source of sugars
or SSL fermentation, the susceptibility to enzymatic hydroly-is and the fermentability of the resulting hydrolysate must beetermined. Ideally the knots may be hydrolyzed without fur-her pretreatment, and hydrolysis carried out in SSL in order to
icrobi
aw
i1sftfwah
2
2
toeikrt0thfiedn
ptakap(p
2
p15t(c
2
eh6l11tws
2
SvtxvyO(5
yttwflOp
wwisydi1
Sstt3Tg
sfl
2
oUdt3ica
IdI[
Naf31
S.S. Helle et al. / Enzyme and M
void the addition of water. The hydrolysate must not interfereith current liquor processes, handling and applications.Acid hydrolysis has been shown to be effective in hydrolyz-
ng knots. However, SSL contains the equivalent of less than% mineral acid, necessitating addition of acid for hydroly-is, followed by base addition to raise the pH to 5.5 prior toermentation. This will potentially result in a large increase inhe dissolved solids content and increased inhibition towardsermentation. For example, to neutralize 5% sulfuric acidould require approximately 0.5 M base, or 8 g/L ammonium if
mmonium hydroxide is used. For this reason, only enzymaticydrolysis was conducted in SSL.
. Materials and methods
.1. Knot hydrolysis
Knots from hardwood (HW) and softwood (SW) pulping were shipped fromhe participating mill site and stored at 4 ◦C as received. The moisture contentf the knots was approximately 70%, and the pH approximately 2. For somexperiments, the knots were refined using a lab-scale Sprout-Waldron mechan-cal refiner (Koppers Company Inc, USA) set to 2500 rpm. For refining, thenots were diluted to 2% consistency using tap water and passed through theefiner with wash water. The distance between the refiner plates was initially seto 0.020 in. Two more passes were made with the plate distance decreased to.010 in. then 0.005 in. The effect of knot refining intensity was investigated byesting samples taken after the initial pass and comparing their susceptibility toydrolysis to those taken after the final pass. The resulting slurry was vacuumltered, and the refined knots were stored in sealed plastic bags at 4 ◦C. Forxperiments using non-refined knots in buffer, the knots were washed once withistilled water, then vacuum filtered prior to hydrolysis. For experiments usingon-refined knots in SSL, the knots were used without washing.
Knot hydrolysis was carried out in sealed 140 mL serum vials at 2–10%ulp consistency in pH adjusted SSL or buffer. In order to avoid a large pH drop,he pH of the SSL was adjusted to 6 the day before the hydrolysis experiment,nd then it was shaken at 50 ◦C overnight. The pH was then readjusted prior tonot and enzyme addition. Enzymes used were DP-140 (Iogen, ON, Canada),commercial cellulase mixture with an activity of 70 filter paper units (FPU)er milliliter and 98 cellobiose units (CBU) per milliliter, and Novozyme 188Novozyme, NC, USA), a �-Glucosidase solution with an activity of 565 CBUer milliliter. The flasks were incubated at 35 or 50 ◦C, 200 rpm, for 2–7 days.
.2. Hydrolysis of SW knots in SSL
The effect of SSL on refined SW knot hydrolysis was determined using aartial factorial design experiment. Hydrolysis experiments were performed at1 and 22% solids. Also investigated were the effect of cellulase loading (2 andFPU/g knot), �-glucosidase loading (1.4 and 10 units/FPU), pH (5.4 and 6),
emperature (40 and 50 ◦C), knot loading (2 and 5%), and the size of the knotsrefined to 0.02 and 0.005 inches). Twenty six hydrolysis experiments and eightontrols were run. The pH during the hydrolysis experiments was not controlled.
.3. Hydrolysis of HW knots in SSL
A central composite response surface design was used to investigate theffects of cellulase, �-glucosidase, and SSL concentration on enzymatic knotydrolysis. For this experiment, unrefined, unwashed HW knots were used at% consistency. Cellulase loadings were 2, 5, and 10 FPU/g knot. �-glucosidaseoadings were 1.4, 5, and 10 units/FPU. HW SSL concentration was 0% (buffer),
1%, and 22% solids. Initial pH was set to 5.2. The pH had decreased to 4.8 for1% SSL and 4.9 for 22% SSL by 24 h, and then by a further 0.1 pH unit byhe second day. For the buffer experiments, the pH was 4.4 due to acid addedith the unwashed knots. The first experiment was carried out at 35 ◦C and theecond experiment at 50 ◦C.
Efsoc
al Technology 41 (2007) 44–50 45
.4. Shake-flask scale fermentations
Small-scale fermentation evaluations were carried out using two strains ofaccharomyces cerevisiae; 259A and 259ST. 259ST is a genetically modifiedersion of 259A capable of xylose fermentation due to insertion of xylose reduc-ase and xylitol dehydrogenase genes from P. stipitis and overexpression ofylulokinase. The 259ST strain was prepared by Dr. Nancy Ho, Purdue Uni-ersity [5]. Yeast was maintained on yeast extract agar plates and slants (1%east extract, 2% peptone, 2% glucose, 1.8% agar, all from Fisher Scientific,N, Canada). Glucose and xylose (Sigma Chemical Co, MO, USA) solutions
50%, w/w) were autoclaved separately. Xylose solutions were adjusted to pHprior to autoclaving.
All experiments were initiated with a starter culture to ensure uniformeast concentration and characteristics in all the shake flasks. Starter cul-ures were prepared by transferring a loop of yeast from an agar plateo 50 mL yeast extract-peptone–glucose broth (1%, w/v yeast extract, 2%,/v peptone, and 2%, w/v glucose) in a foam plugged 250 mL Erlenmyerask. Starter cultures were incubated overnight at 30 ◦C, 150 rpm (3528rbit Enviro-shaker, LabLine Instruments, Inc, IL, USA) to late exponentialhase.
The fermentation experiments were performed in serum vials (50 mL vialsith 40 mL liquid volume or 100 mL vials with 75 mL liquid volume), sealedith rubber septa, vented by a needle. Experiments were initiated by centrifug-
ng (1000 g, CU-5000 International Equipment Company, MA, USA, disposableterile plastic 50 mL centrifuge tubes, Fisher) the starter culture, washing theeast pellet twice with autoclaved distilled water, and re-suspending the yeastirectly in the fermentation media. This gave an initial concentration of approx-mately 6 g/L yeast dry weight. Experimental flasks were incubated at 30 ◦C,50 rpm unless otherwise indicated.
The yeast was adapted to SSL by sequential transfers into fresh, pH-adjustedSL. The first transfer from the starter culture was into diluted SSL (∼10%olids) with added yeast extract, and incubated for 18 h. After 18 h, the SSL wasransferred to sterile 50 mL centrifuge tubes, centrifuged, washed and transferredo non-diluted SSL (22% solids). This procedure was repeated for a minimum ofsuccessive transfers in SSL prior to the start of the experimental fermentation.here was minimal growth in SSL under the conditions used; an exponentialrowth phase was not observed.
Ethanol evaporation controls yielded non-measurable ethanol loss fromerum vials, and less than 5% ethanol loss over a 24 h period from the shakeasks incubated at 30 ◦C, 150 rpm.
.5. Analytical methods
Sugars were analyzed by GC as per-acetylated aldononitrile derivatives [6–9]n a DB-1701 column (30 m, 0.25 mm ID, 1 um film, Agilent Technologies, CA,SA) using a CP-3800 GC with CP-8400 autosampler (Varian Inc) as previouslyescribed [10]. For general sugar analysis, and for the filter paper unit assay,he DNS method was used [11]. A 1.5 mL sample was placed in a test tube,mL DNS reagent was added with a dispensette, then the test tube was placed
n a boiling water bath. After 5 min, the samples were removed and immediatelyooled to room temperature using another water bath. Absorbance was measuredt 540 nm.
Ethanol was measured by direct injection into a Varian 3800 GC, (Variannc., CA, USA) equipped with a 100 tray autosampler, split/splitless inlet, FIDetector, and 3396 integrator using a Supelcowax10 30 m column (0.32 mmD, 0.25 �m film thickness, Supelco Inc, PA, USA) as previously described10].
The cellulase activity was determined as filter paper units (FPU), using theREL method for Measurement of Cellulase Activities [12]. �-glucosidase
ctivity was measured by determining the amount of p-nitrophenol producedrom 1.7 mM p-nitrophenyl-�-D-glucoside in 0.1 M pH 4.8 acetate buffer after0 min incubation at 50 ◦C. The reaction was stopped by the addition of pH0.8 glycine buffer, and p-nitrophenol was measured by absorbance at 430 nm.
nzyme controls, where glycine was added before incubation at 50 ◦C, were runor each enzyme dilution. A substrate blank (no enzyme) was used to zero thepectrophotometer. The �-glucosidase unit of activity is defined as the amountf enzyme required to release 1 mmol p-nitrophenol in one minute under theonditions of the assay.
46 S.S. Helle et al. / Enzyme and Microbial Technology 41 (2007) 44–50
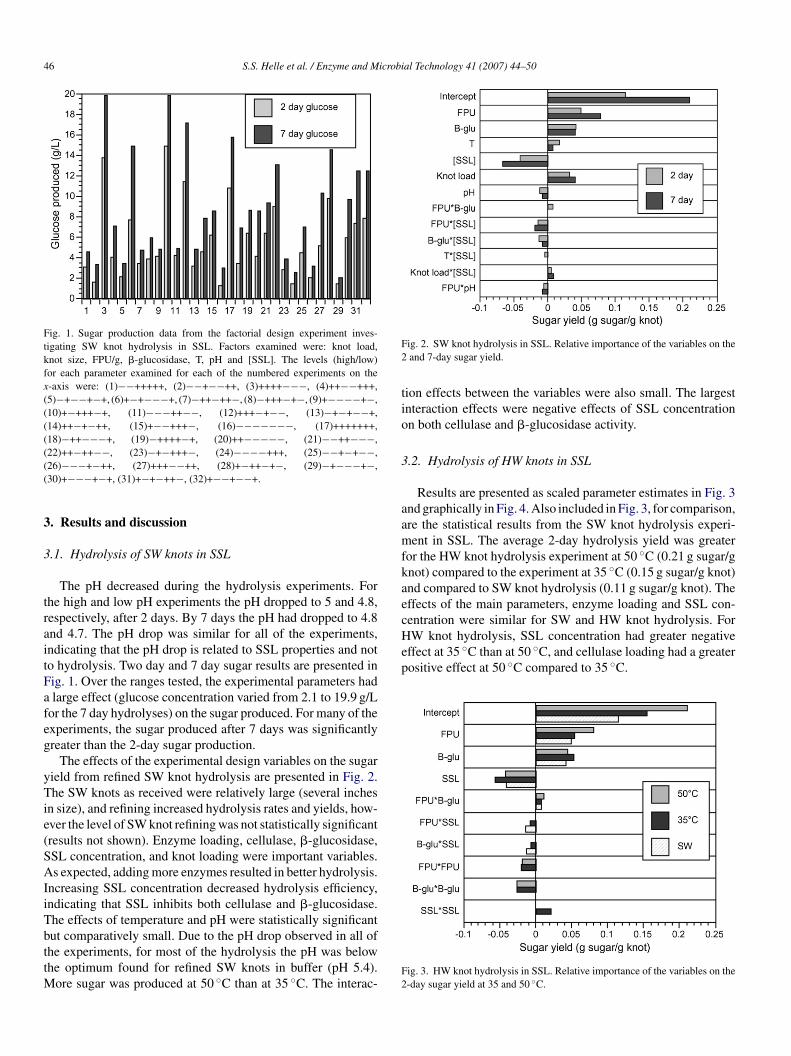
Fig. 1. Sugar production data from the factorial design experiment inves-tigating SW knot hydrolysis in SSL. Factors examined were: knot load,knot size, FPU/g, �-glucosidase, T, pH and [SSL]. The levels (high/low)for each parameter examined for each of the numbered experiments on thex-axis were: (1)−−+++++, (2)−−+−−++, (3)++++−−−, (4)++−−+++,(5)−+−−+−+, (6)+−+−−−+, (7)−++−++−, (8)−+++−+−, (9)+−−−−+−,(10)+−+++−+, (11)−−−++−−, (12)+++−+−−, (13)−+−+−−+,(14)++−+−++, (15)+−−+++−, (16)−−−−−−−, (17)+++++++,(18)−++−−−+, (19)−++++−+, (20)++−−−−−, (21)−−++−−−,(22)++−++−−, (23)−+−+++−, (24)−−−−+++, (25)−−+−+−−,((
3
3
traitFafeg
yTie(SAIiTbttM
F2
tio
3
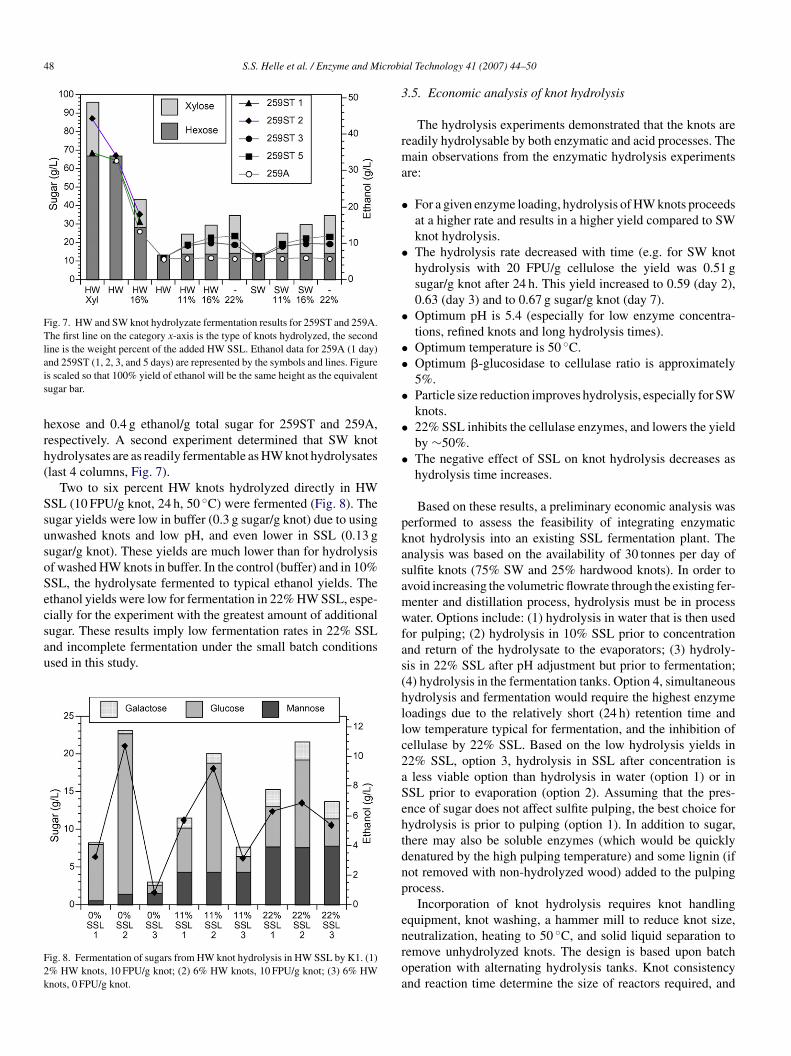
aamfkaecHW knot hydrolysis, SSL concentration had greater negativeeffect at 35 ◦C than at 50 ◦C, and cellulase loading had a greaterpositive effect at 50 ◦C compared to 35 ◦C.
26)−−−+−++, (27)+++−−++, (28)+−++−+−, (29)−+−−−+−,30)+−−−+−+, (31)+−+−++−, (32)+−−+−−+.
. Results and discussion
.1. Hydrolysis of SW knots in SSL
The pH decreased during the hydrolysis experiments. Forhe high and low pH experiments the pH dropped to 5 and 4.8,espectively, after 2 days. By 7 days the pH had dropped to 4.8nd 4.7. The pH drop was similar for all of the experiments,ndicating that the pH drop is related to SSL properties and noto hydrolysis. Two day and 7 day sugar results are presented inig. 1. Over the ranges tested, the experimental parameters hadlarge effect (glucose concentration varied from 2.1 to 19.9 g/L
or the 7 day hydrolyses) on the sugar produced. For many of thexperiments, the sugar produced after 7 days was significantlyreater than the 2-day sugar production.
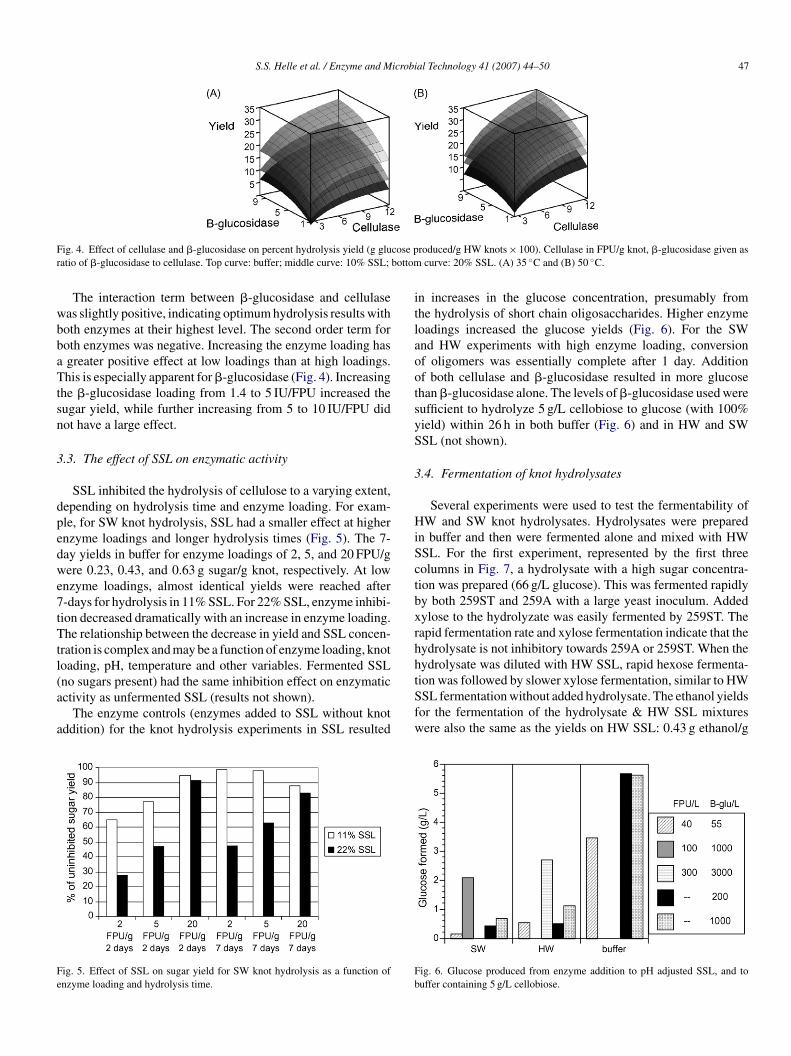
The effects of the experimental design variables on the sugarield from refined SW knot hydrolysis are presented in Fig. 2.he SW knots as received were relatively large (several inches
n size), and refining increased hydrolysis rates and yields, how-ver the level of SW knot refining was not statistically significantresults not shown). Enzyme loading, cellulase, �-glucosidase,SL concentration, and knot loading were important variables.s expected, adding more enzymes resulted in better hydrolysis.
ncreasing SSL concentration decreased hydrolysis efficiency,ndicating that SSL inhibits both cellulase and �-glucosidase.he effects of temperature and pH were statistically significantut comparatively small. Due to the pH drop observed in all of
he experiments, for most of the hydrolysis the pH was belowhe optimum found for refined SW knots in buffer (pH 5.4).ore sugar was produced at 50 ◦C than at 35 ◦C. The interac-F2
ig. 2. SW knot hydrolysis in SSL. Relative importance of the variables on theand 7-day sugar yield.
ion effects between the variables were also small. The largestnteraction effects were negative effects of SSL concentrationn both cellulase and �-glucosidase activity.
.2. Hydrolysis of HW knots in SSL
Results are presented as scaled parameter estimates in Fig. 3nd graphically in Fig. 4. Also included in Fig. 3, for comparison,re the statistical results from the SW knot hydrolysis experi-ent in SSL. The average 2-day hydrolysis yield was greater
or the HW knot hydrolysis experiment at 50 ◦C (0.21 g sugar/gnot) compared to the experiment at 35 ◦C (0.15 g sugar/g knot)nd compared to SW knot hydrolysis (0.11 g sugar/g knot). Theffects of the main parameters, enzyme loading and SSL con-entration were similar for SW and HW knot hydrolysis. For
ig. 3. HW knot hydrolysis in SSL. Relative importance of the variables on the-day sugar yield at 35 and 50 ◦C.
S.S. Helle et al. / Enzyme and Microbial Technology 41 (2007) 44–50 47
F cose pr bottom
wbbaTtsn
3
dpedwe7tTtl(a
a
Fe
itlaootsyS
3
HiSctbxrhh
ig. 4. Effect of cellulase and �-glucosidase on percent hydrolysis yield (g gluatio of �-glucosidase to cellulase. Top curve: buffer; middle curve: 10% SSL;
The interaction term between �-glucosidase and cellulaseas slightly positive, indicating optimum hydrolysis results withoth enzymes at their highest level. The second order term foroth enzymes was negative. Increasing the enzyme loading hasgreater positive effect at low loadings than at high loadings.his is especially apparent for �-glucosidase (Fig. 4). Increasing
he �-glucosidase loading from 1.4 to 5 IU/FPU increased theugar yield, while further increasing from 5 to 10 IU/FPU didot have a large effect.
.3. The effect of SSL on enzymatic activity
SSL inhibited the hydrolysis of cellulose to a varying extent,epending on hydrolysis time and enzyme loading. For exam-le, for SW knot hydrolysis, SSL had a smaller effect at highernzyme loadings and longer hydrolysis times (Fig. 5). The 7-ay yields in buffer for enzyme loadings of 2, 5, and 20 FPU/gere 0.23, 0.43, and 0.63 g sugar/g knot, respectively. At low
nzyme loadings, almost identical yields were reached after-days for hydrolysis in 11% SSL. For 22% SSL, enzyme inhibi-ion decreased dramatically with an increase in enzyme loading.he relationship between the decrease in yield and SSL concen-
ration is complex and may be a function of enzyme loading, knotoading, pH, temperature and other variables. Fermented SSL
no sugars present) had the same inhibition effect on enzymaticctivity as unfermented SSL (results not shown).The enzyme controls (enzymes added to SSL without knotddition) for the knot hydrolysis experiments in SSL resulted
ig. 5. Effect of SSL on sugar yield for SW knot hydrolysis as a function ofnzyme loading and hydrolysis time.
tSfw
Fb
roduced/g HW knots × 100). Cellulase in FPU/g knot, �-glucosidase given ascurve: 20% SSL. (A) 35 ◦C and (B) 50 ◦C.
n increases in the glucose concentration, presumably fromhe hydrolysis of short chain oligosaccharides. Higher enzymeoadings increased the glucose yields (Fig. 6). For the SWnd HW experiments with high enzyme loading, conversionf oligomers was essentially complete after 1 day. Additionf both cellulase and �-glucosidase resulted in more glucosehan �-glucosidase alone. The levels of �-glucosidase used wereufficient to hydrolyze 5 g/L cellobiose to glucose (with 100%ield) within 26 h in both buffer (Fig. 6) and in HW and SWSL (not shown).
.4. Fermentation of knot hydrolysates
Several experiments were used to test the fermentability ofW and SW knot hydrolysates. Hydrolysates were prepared
n buffer and then were fermented alone and mixed with HWSL. For the first experiment, represented by the first threeolumns in Fig. 7, a hydrolysate with a high sugar concentra-ion was prepared (66 g/L glucose). This was fermented rapidlyy both 259ST and 259A with a large yeast inoculum. Addedylose to the hydrolyzate was easily fermented by 259ST. Theapid fermentation rate and xylose fermentation indicate that theydrolysate is not inhibitory towards 259A or 259ST. When theydrolysate was diluted with HW SSL, rapid hexose fermenta-
ion was followed by slower xylose fermentation, similar to HWSL fermentation without added hydrolysate. The ethanol yieldsor the fermentation of the hydrolysate & HW SSL mixturesere also the same as the yields on HW SSL: 0.43 g ethanol/gig. 6. Glucose produced from enzyme addition to pH adjusted SSL, and touffer containing 5 g/L cellobiose.
48 S.S. Helle et al. / Enzyme and Microbi
Fig. 7. HW and SW knot hydrolyzate fermentation results for 259ST and 259A.The first line on the category x-axis is the type of knots hydrolyzed, the secondline is the weight percent of the added HW SSL. Ethanol data for 259A (1 day)ais
hrh(
SsusoSecsau
F2k
3
rma
•
•
•
••
•
•
•
pkasam
nd 259ST (1, 2, 3, and 5 days) are represented by the symbols and lines. Figures scaled so that 100% yield of ethanol will be the same height as the equivalentugar bar.
exose and 0.4 g ethanol/g total sugar for 259ST and 259A,espectively. A second experiment determined that SW knotydrolysates are as readily fermentable as HW knot hydrolysateslast 4 columns, Fig. 7).
Two to six percent HW knots hydrolyzed directly in HWSL (10 FPU/g knot, 24 h, 50 ◦C) were fermented (Fig. 8). Theugar yields were low in buffer (0.3 g sugar/g knot) due to usingnwashed knots and low pH, and even lower in SSL (0.13 gugar/g knot). These yields are much lower than for hydrolysisf washed HW knots in buffer. In the control (buffer) and in 10%SL, the hydrolysate fermented to typical ethanol yields. Thethanol yields were low for fermentation in 22% HW SSL, espe-ially for the experiment with the greatest amount of additional
ugar. These results imply low fermentation rates in 22% SSLnd incomplete fermentation under the small batch conditionssed in this study.ig. 8. Fermentation of sugars from HW knot hydrolysis in HW SSL by K1. (1)% HW knots, 10 FPU/g knot; (2) 6% HW knots, 10 FPU/g knot; (3) 6% HWnots, 0 FPU/g knot.
wfas(hllc2aSehtdnp
enroa
al Technology 41 (2007) 44–50
.5. Economic analysis of knot hydrolysis
The hydrolysis experiments demonstrated that the knots areeadily hydrolysable by both enzymatic and acid processes. Theain observations from the enzymatic hydrolysis experiments
re:
For a given enzyme loading, hydrolysis of HW knots proceedsat a higher rate and results in a higher yield compared to SWknot hydrolysis.The hydrolysis rate decreased with time (e.g. for SW knothydrolysis with 20 FPU/g cellulose the yield was 0.51 gsugar/g knot after 24 h. This yield increased to 0.59 (day 2),0.63 (day 3) and to 0.67 g sugar/g knot (day 7).Optimum pH is 5.4 (especially for low enzyme concentra-tions, refined knots and long hydrolysis times).Optimum temperature is 50 ◦C.Optimum �-glucosidase to cellulase ratio is approximately5%.Particle size reduction improves hydrolysis, especially for SWknots.22% SSL inhibits the cellulase enzymes, and lowers the yieldby ∼50%.The negative effect of SSL on knot hydrolysis decreases ashydrolysis time increases.
Based on these results, a preliminary economic analysis waserformed to assess the feasibility of integrating enzymaticnot hydrolysis into an existing SSL fermentation plant. Thenalysis was based on the availability of 30 tonnes per day ofulfite knots (75% SW and 25% hardwood knots). In order tovoid increasing the volumetric flowrate through the existing fer-enter and distillation process, hydrolysis must be in processater. Options include: (1) hydrolysis in water that is then used
or pulping; (2) hydrolysis in 10% SSL prior to concentrationnd return of the hydrolysate to the evaporators; (3) hydroly-is in 22% SSL after pH adjustment but prior to fermentation;4) hydrolysis in the fermentation tanks. Option 4, simultaneousydrolysis and fermentation would require the highest enzymeoadings due to the relatively short (24 h) retention time andow temperature typical for fermentation, and the inhibition ofellulase by 22% SSL. Based on the low hydrolysis yields in2% SSL, option 3, hydrolysis in SSL after concentration isless viable option than hydrolysis in water (option 1) or in
SL prior to evaporation (option 2). Assuming that the pres-nce of sugar does not affect sulfite pulping, the best choice forydrolysis is prior to pulping (option 1). In addition to sugar,here may also be soluble enzymes (which would be quicklyenatured by the high pulping temperature) and some lignin (ifot removed with non-hydrolyzed wood) added to the pulpingrocess.
Incorporation of knot hydrolysis requires knot handlingquipment, knot washing, a hammer mill to reduce knot size,
eutralization, heating to 50 ◦C, and solid liquid separation toemove unhydrolyzed knots. The design is based upon batchperation with alternating hydrolysis tanks. Knot consistencynd reaction time determine the size of reactors required, and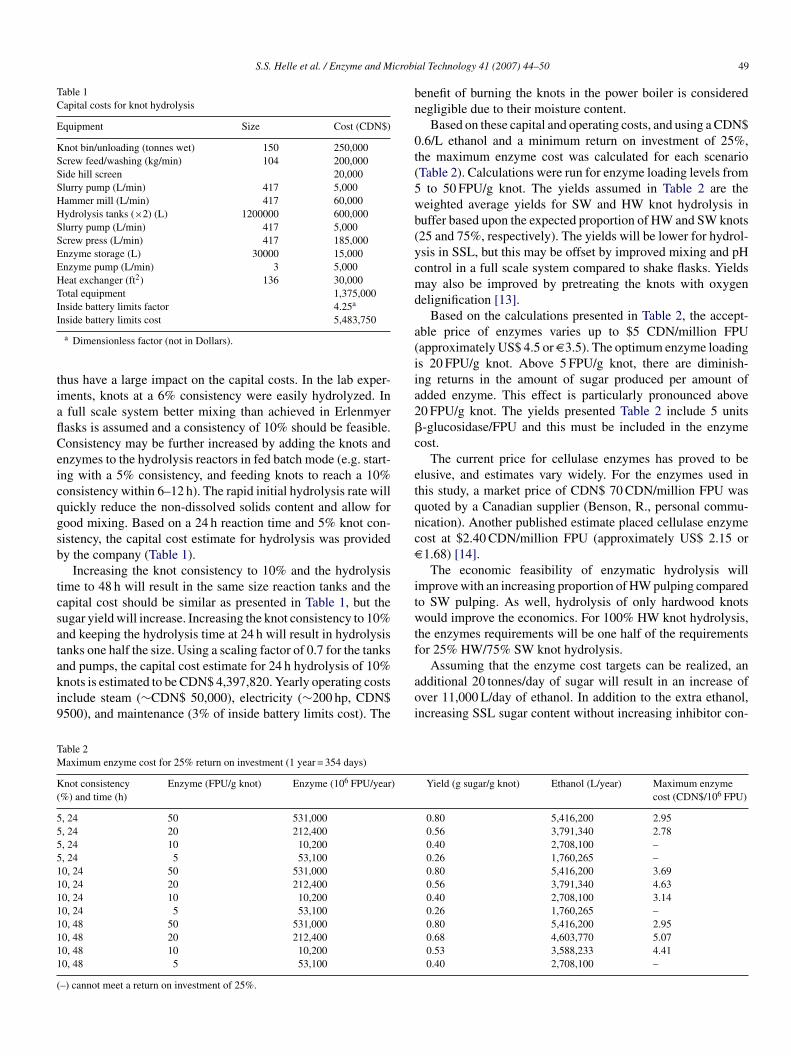
S.S. Helle et al. / Enzyme and Microbi
Table 1Capital costs for knot hydrolysis
Equipment Size Cost (CDN$)
Knot bin/unloading (tonnes wet) 150 250,000Screw feed/washing (kg/min) 104 200,000Side hill screen 20,000Slurry pump (L/min) 417 5,000Hammer mill (L/min) 417 60,000Hydrolysis tanks (×2) (L) 1200000 600,000Slurry pump (L/min) 417 5,000Screw press (L/min) 417 185,000Enzyme storage (L) 30000 15,000Enzyme pump (L/min) 3 5,000Heat exchanger (ft2) 136 30,000Total equipment 1,375,000Inside battery limits factor 4.25a
I
tiaflCeicqgsb
tcsataki9
bn
0t(5wb(ycmd
a(iia2�c
etqncD
itwtf
TM
K(
555511111111
(
nside battery limits cost 5,483,750
a Dimensionless factor (not in Dollars).
hus have a large impact on the capital costs. In the lab exper-ments, knots at a 6% consistency were easily hydrolyzed. In
full scale system better mixing than achieved in Erlenmyerasks is assumed and a consistency of 10% should be feasible.onsistency may be further increased by adding the knots andnzymes to the hydrolysis reactors in fed batch mode (e.g. start-ng with a 5% consistency, and feeding knots to reach a 10%onsistency within 6–12 h). The rapid initial hydrolysis rate willuickly reduce the non-dissolved solids content and allow forood mixing. Based on a 24 h reaction time and 5% knot con-istency, the capital cost estimate for hydrolysis was providedy the company (Table 1).
Increasing the knot consistency to 10% and the hydrolysisime to 48 h will result in the same size reaction tanks and theapital cost should be similar as presented in Table 1, but theugar yield will increase. Increasing the knot consistency to 10%nd keeping the hydrolysis time at 24 h will result in hydrolysisanks one half the size. Using a scaling factor of 0.7 for the tanks
nd pumps, the capital cost estimate for 24 h hydrolysis of 10%nots is estimated to be CDN$ 4,397,820. Yearly operating costsnclude steam (∼CDN$ 50,000), electricity (∼200 hp, CDN$500), and maintenance (3% of inside battery limits cost). Theaoi
able 2aximum enzyme cost for 25% return on investment (1 year = 354 days)
not consistency%) and time (h)
Enzyme (FPU/g knot) Enzyme (106 FPU/year)
, 24 50 531,000, 24 20 212,400, 24 10 10,200, 24 5 53,1000, 24 50 531,0000, 24 20 212,4000, 24 10 10,2000, 24 5 53,1000, 48 50 531,0000, 48 20 212,4000, 48 10 10,2000, 48 5 53,100
–) cannot meet a return on investment of 25%.
al Technology 41 (2007) 44–50 49
enefit of burning the knots in the power boiler is consideredegligible due to their moisture content.
Based on these capital and operating costs, and using a CDN$.6/L ethanol and a minimum return on investment of 25%,he maximum enzyme cost was calculated for each scenarioTable 2). Calculations were run for enzyme loading levels from
to 50 FPU/g knot. The yields assumed in Table 2 are theeighted average yields for SW and HW knot hydrolysis inuffer based upon the expected proportion of HW and SW knots25 and 75%, respectively). The yields will be lower for hydrol-sis in SSL, but this may be offset by improved mixing and pHontrol in a full scale system compared to shake flasks. Yieldsay also be improved by pretreating the knots with oxygen
elignification [13].Based on the calculations presented in Table 2, the accept-
ble price of enzymes varies up to $5 CDN/million FPUapproximately US$ 4.5 or D 3.5). The optimum enzyme loadings 20 FPU/g knot. Above 5 FPU/g knot, there are diminish-ng returns in the amount of sugar produced per amount ofdded enzyme. This effect is particularly pronounced above0 FPU/g knot. The yields presented Table 2 include 5 units-glucosidase/FPU and this must be included in the enzymeost.
The current price for cellulase enzymes has proved to belusive, and estimates vary widely. For the enzymes used inhis study, a market price of CDN$ 70 CDN/million FPU wasuoted by a Canadian supplier (Benson, R., personal commu-ication). Another published estimate placed cellulase enzymeost at $2.40 CDN/million FPU (approximately US$ 2.15 or1.68) [14].
The economic feasibility of enzymatic hydrolysis willmprove with an increasing proportion of HW pulping comparedo SW pulping. As well, hydrolysis of only hardwood knotsould improve the economics. For 100% HW knot hydrolysis,
he enzymes requirements will be one half of the requirementsor 25% HW/75% SW knot hydrolysis.
Assuming that the enzyme cost targets can be realized, andditional 20 tonnes/day of sugar will result in an increase ofver 11,000 L/day of ethanol. In addition to the extra ethanol,ncreasing SSL sugar content without increasing inhibitor con-
Yield (g sugar/g knot) Ethanol (L/year) Maximum enzymecost (CDN$/106 FPU)
0.80 5,416,200 2.950.56 3,791,340 2.780.40 2,708,100 –0.26 1,760,265 –0.80 5,416,200 3.690.56 3,791,340 4.630.40 2,708,100 3.140.26 1,760,265 –0.80 5,416,200 2.950.68 4,603,770 5.070.53 3,588,233 4.410.40 2,708,100 –

5 icrobi
cdyab2
A
Npi
R
[
[
[
[
softwood substrates. Biotechnol Prog 2003;19:1606–11.
0 S.S. Helle et al. / Enzyme and M
entration will increase the yeast’s ability to meet maintenanceemand during HW SSL fermentation, and increase the viableeast concentration and the ability to metabolize inhibitors suchs furfural. An increase in viable yeast concentration woulde especially beneficial to xylose fermentation by S. cerevisiae59ST [11].
cknowledgements
The authors gratefully acknowledge the financial support ofatural Resources Canada and Tembec. Rob Petretta was sup-ort by an NSERC undergraduate research award. We are alsondebted to Iogen for supplying a sample of cellulase.
eferences
[1] Larsson S, Palmqvist E, Hahn-Hagerdal B, Tengborg C, Stenberg K, Zac-chi G, et al. The generation of fermentation inhibitors during dilute acidhydrolysis of softwood. Enzyme Microb Technol 1999;24:151–9.
[2] Duff SJB, Moritz JW, Andersen KL. Simultaneous hydrolysis and fer-mentation of pulp mill primary clarifier sludge. Can J Chem Eng1994;72:1013–20.
[3] Moritz JW, Duff SJB. Ethanol production from spent sulfite liquor for-tified by hydrolysis of pulp mill primary clarifier sludge. Appl BiochemBiotechnol 1996;57–58:689–97.
[4] Markham LD, Martin AC, Courchene CE, Magnotta VL. Pulp mill rejecthandling systems. Tappi 1979;62:59–62.
[
al Technology 41 (2007) 44–50
[5] Ho NWY, Chen Z, Brainard AP. Genetically engineered Saccharomycesyeast capable of effective cofermentation of glucose and xylose. ApplEnviron Microbiol 1998;64:1852–9.
[6] McGinnis GD. Preparation of aldonitrile acetates using N-methylimidazoleas catalyst and solvent. Carbohydrate Res 1982;108:284–92.
[7] Chen CC, McGinnis GD. The use of 1-methylimazole as a solvent andcatalyst for the preparation of aldonitrile acetates of aldoses. CarbohydrateRes 1981;90:127–30.
[8] Churms SC. Recent developments in the chromatographic analysis of car-bohydrates. J Chromatogr 1990;500:555–83.
[9] Dmitriev BA, Backinowski LV, Chizhov OS, Zolotarev BM, KochetkovNK. Gas–liquid chromatography and mass spectrometry of aldononitrileacetates and partially methylated aldononitrile acetates. Carbohydrate Res1971;19:432–5.
10] Helle SS, Murray A, Cameron DR, Duff SJB. Xylose fermentation bygenetically-modified Saccharomyces cerevisiae 259 ST in spent sulphiteliquor. Bioresour Eng 2004;92:163–71.
11] Miller GL. Use of dinitrosalicylic acid reagent for determination of reduc-ing sugar. Anal Chem 1959;31:426–8.
12] Adney B, Baker J. Chemical analysis and testing task laboratory analyticalprocedure LAP-006 procedure title, measurement of cellulase activities.NREL 1996.
13] Charles N, Mansfield SD, Mirochnik O, Duff SJB. Effect of oxygen delig-nification operating parameters on downstream enzymatic hydrolysis of
14] Aden A, Ruth M, Ibsen K, Jechura J, Neeves K, Sheehan J, Wallace B.Lignocellulosic biomass to ethanol process design and economics utiliz-ing co-current dilute acid prehydrolysis and enzymatic hydrolysis for cornstover. 2002. NREL Technical Report #510-32438.





























