Embed Size (px)
Citation preview
Don’t lose your bearings
Klüber special lubricants for plain bearingsThe right choice made easy
Lubrication is our World
2
Contents
Plain bearings and lubricants 3
The selection of operating lubricants 4
1. Lubricating oils 4
2. Lubricating greases 10
3. Dry lubricants 14
Selection of lubricants
for running-in and repair
lubrication 17
Cleaning bearings and
determination of oil ageing 20
Product survey 22
Technical Questionnaire
Plain Bearings 30

3
Plain bearings and lubricants High loads call for high performance
“Plain bearing bearing consisting ofstationary bearing shells in which a rotat-ing journal slides (supported by an oilfilm)”
What the dictionary does not mentionis the loads a plain bearing can be exposed to: breathtakingly highspeeds, extreme temperatures from – 180 to + 450 degrees centigrade andthe effects of aggressive media – oper-ating conditions like these take theirtoll. Proper lubrication of the bearinghelps to improve wear resistance, cor-rosion protection, performance and,consequently, the bearing’s service life.
For all plain bearings – whether drysliding bearings, sintered bearings,hydrodynamic or hydrostatic bearings –the lubricant must be accurately tunedto the individual requirements of theapplication and the bearing design inorder to become effective before thebearing’s vital functions are put at risk.
Klüber Lubrication has developed awide range of high-quality special lubrication products to cover all aspects of up-to-date plain bearing lubrication. This range encompasseshigh-performance greases for extremeloads as well as food-grade lubricantsfor the food-processing and pharma-ceutical industries and rapidly bio -degradable lubricants for applicationsin agriculture, forestry and the waterresources industry.
Lubricants as design elements
For plain bearings to offer maximumperformance throughout their nominalservice life, it makes sense to regardthe selection and specification of thelubricant as an integral part of the design process.
Only if lubricants are conceded the fullworth of design elements can the potential of the manufactured compo-nent be fully utilised. With appropriatelubrication, plain bearings allow low-wear operation over a long time, in themixed friction regime at high loadsand/or low sliding speeds, as well aswith fluid friction at high speeds.
Is the old lubricant still fit forits job?
However, selecting the right lubricant isof importance not only when designingnew plain bearings. Higher transmittedpower, higher speeds or changing ambient temperatures in existing machines, plants or vehicles may makea modification or even replacement ofthe lubricant necessary.
Changing ecological requirements, orsituations where the lubricant maycome into contact with foodstuffs, arefurther factors that require the lubricantto be adjusted to the individual appli-cation. As a supplier of special lubri-cants, Klüber offers tailor-made up-to-date solutions for any task on hand.
Klüber – the right choice
Depending on the design and the type of application, plain bearings arelubricated by oils, greases, bondedcoatings, solid lubricants or their com-binations (see diagram). The Klüberproduct range can be divided into twocategories:
� Operating lubricants� Running-in lubricants
This classification makes for easy orientation in lubricant selection.
a) Determination of requirements
1. Determining values for:
� Mean bearing load
� Sliding speed
� Operating temperatureof bearing
2. Determination of additional requirements:
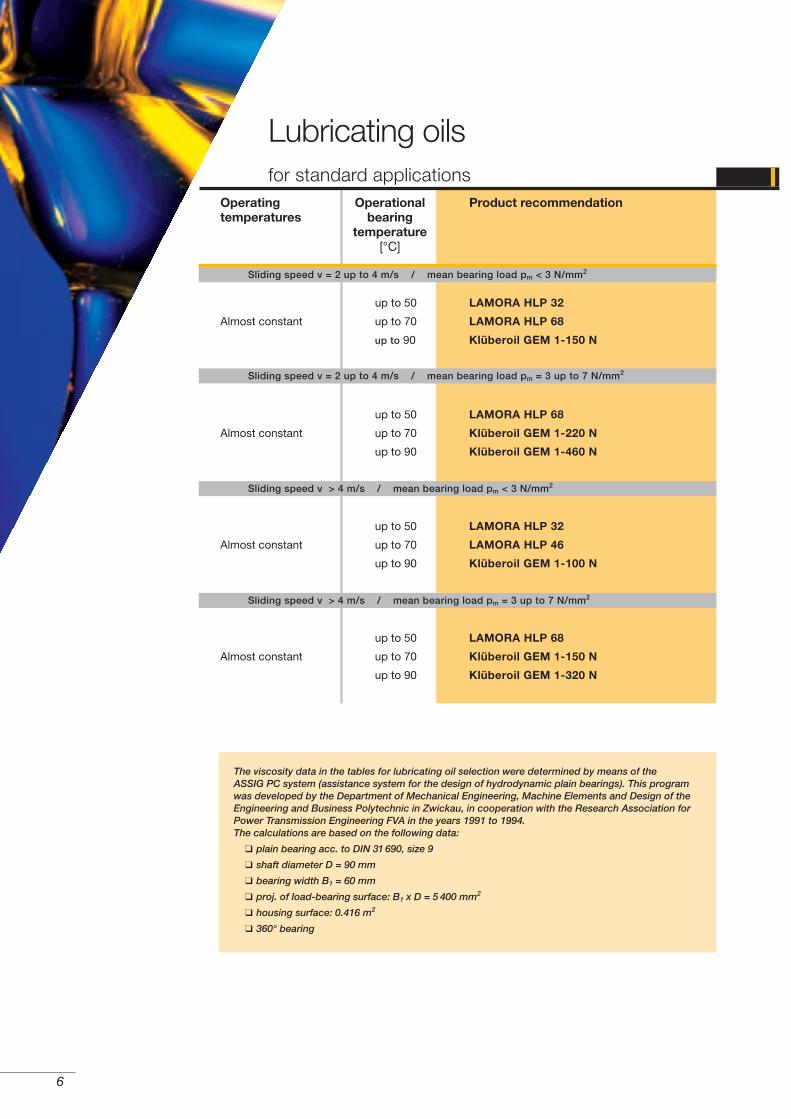
� Lubricating oils for standard applications,table I, page 6.
� Lubricating oils especially designed for long-term use, table II, page 7 – for applicationswhere long oil change intervals bring aboutmajor savings in oil quantities and oil disposalquantities as well as in costs for maintenanceand repair, production loss and organisation ofdisposal.
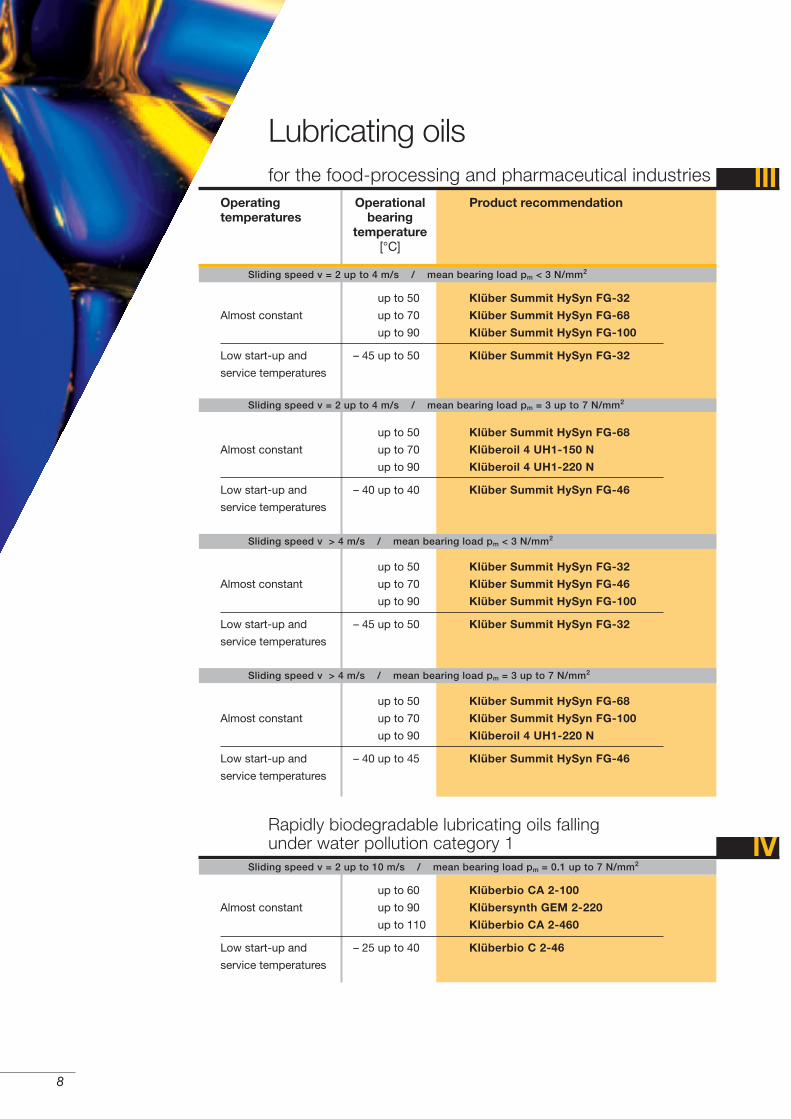
� Lubricating oils with USDA-H1 approval for thefood-processing and pharmaceutical indus-tries (food-grade lubricants), table III, page 8 –for applications where there may be an inci-dental, technically unavoidable contact be-tween the lubricant and the food product.
� Rapidly biodegradable lubricating oils / lubri-cating oils of water hazard class 1, table IV, page 8 – for applications where lubricating oilsmay be released into the environment, e.g. thewater or the soil, under normal operating condi-tions.
4
The selection ofoperating lubricants
1. Lubricating oilsFor oil-lubricated plain bearings to offer full performance and attain their specifiedservice life, a lubricant must be chosen that ensures low-wear continuous opera-tion and minimum friction during starting and slowing down.
However, wear can be reduced to a minimum only if journal and bushings arecompletely separated by a lubricant film under operating conditions (operatingload, temperature, speed, etc.) such that the surfaces of the friction bodies arenot in contact, i.e. the bearing must operate in the hydrodynamic range.
The formation of a load-bearing lubricant film separating the friction bodies depends largely on the oil’s viscosity. This is why the determination of the appro-priate viscosity is a central aspect in the selection of the plain bearing oil. Tables 1to 3, pages 6 to 8, are to help in quickly and reliably selecting the right lubricatingoil.
Proceed as follows:
F (N/mm2)D · B
pm =
v = d · π · n (m/s)
ϑ (°C)
5
b) Oil selection1. Selection based on additional
requirements.
2. Selection of lubricating oil suitable for the operating conditions (pm, v, ϑ).
3. Accurate calculation of required oilviscosity.(Calculations could be made for one bearingtype only to give a rough idea of the viscosityrange. Accurate calculations of the plain bear-ing functions have to be made prior to seriesapplication.)
Based on the values found for
� surface pressure,� sliding speed and� bearing operating temperature,
as well as the other criteria listed above, a suitablelubricating oil can be selected.
The viscosity grade, which is indicated by theproduct name – e.g. ISO VG 150 in the case ofKlübersynth GH 6-150 – was obtained by meansof a generally recognised plain bearings comput-ing program (see box on page 6).
Not every individual bearing application could betaken into account for these tables, so the vis-cosities given are to be regarded as orientationvalues only. Most of the products listed are avail-able in a wide range of viscosities. To ensure reli-able operation in all bearing applications, usersare advised to carry out their own calculationsbased on recognised methods. Of course, our application engineers will be glad to assist you.
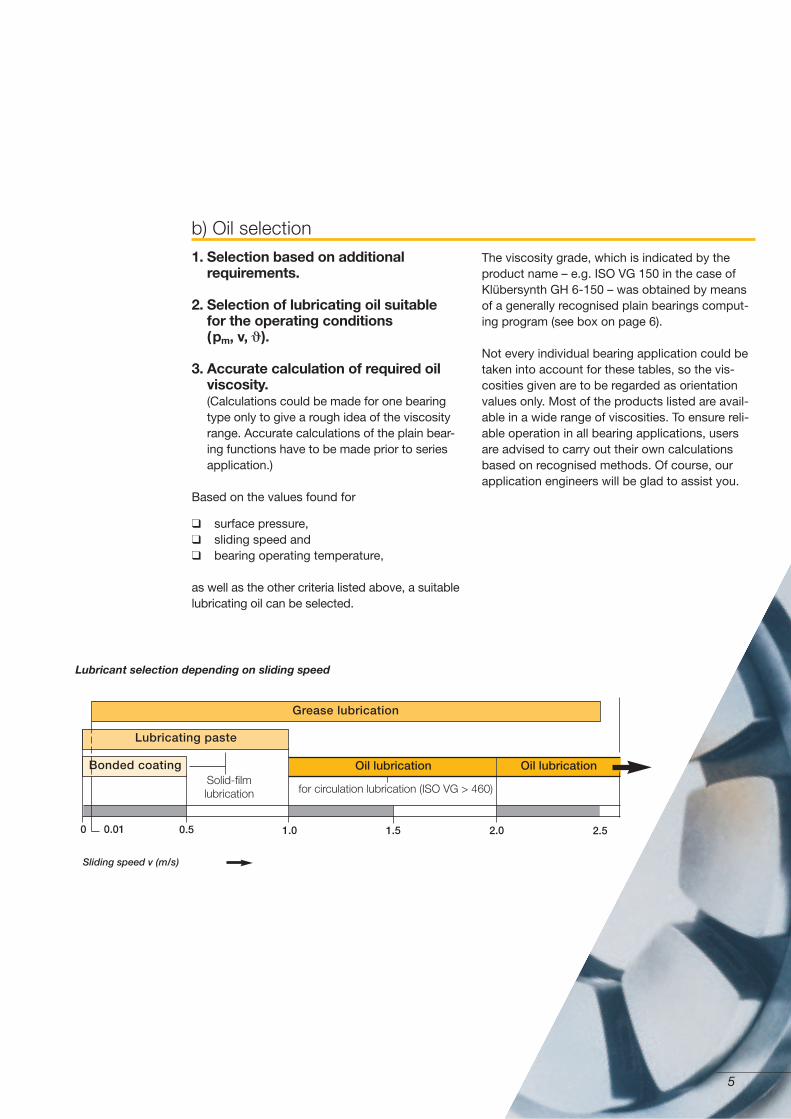
0.01 0.5 1.0 1.5 2.0 2.5
Bonded coating
Lubricating paste
Oil lubrication
Grease lubrication
Oil lubrication
for circulation lubrication (ISO VG > 460)Solid-filmlubrication
0
Sliding speed v (m/s)
Lubricant selection depending on sliding speed
6
Lubricating oils
up to 50 LAMORA HLP 32
Almost constant up to 70 LAMORA HLP 68
up to 90 Klüberoil GEM 1-150 N
0
up to 50 LAMORA HLP 68
Almost constant up to 70 Klüberoil GEM 1-220 N
up to 90 Klüberoil GEM 1-460 N
up to 50 LAMORA HLP 32
Almost constant up to 70 LAMORA HLP 46
up to 90 Klüberoil GEM 1-100 N
up to 50 LAMORA HLP 68
Almost constant up to 70 Klüberoil GEM 1-150 N
up to 90 Klüberoil GEM 1-320 N
Operating Operational Product recommendationtemperatures bearing
temperature[°C]
for standard applications
Sliding speed v = 2 up to 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v = 2 up to 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
I
The viscosity data in the tables for lubricating oil selection were determined by means of the ASSIG PC system (assistance system for the design of hydrodynamic plain bearings). This programwas developed by the Department of Mechanical Engineering, Machine Elements and Design of theEngineering and Business Polytechnic in Zwickau, in cooperation with the Research Association forPower Transmission Engineering FVA in the years 1991 to 1994.The calculations are based on the following data:
� plain bearing acc. to DIN 31 690, size 9
� shaft diameter D = 90 mm
� bearing width B1 = 60 mm
� proj. of load-bearing surface: B1 x D = 5 400 mm2
� housing surface: 0.416 m2
� 360° bearing
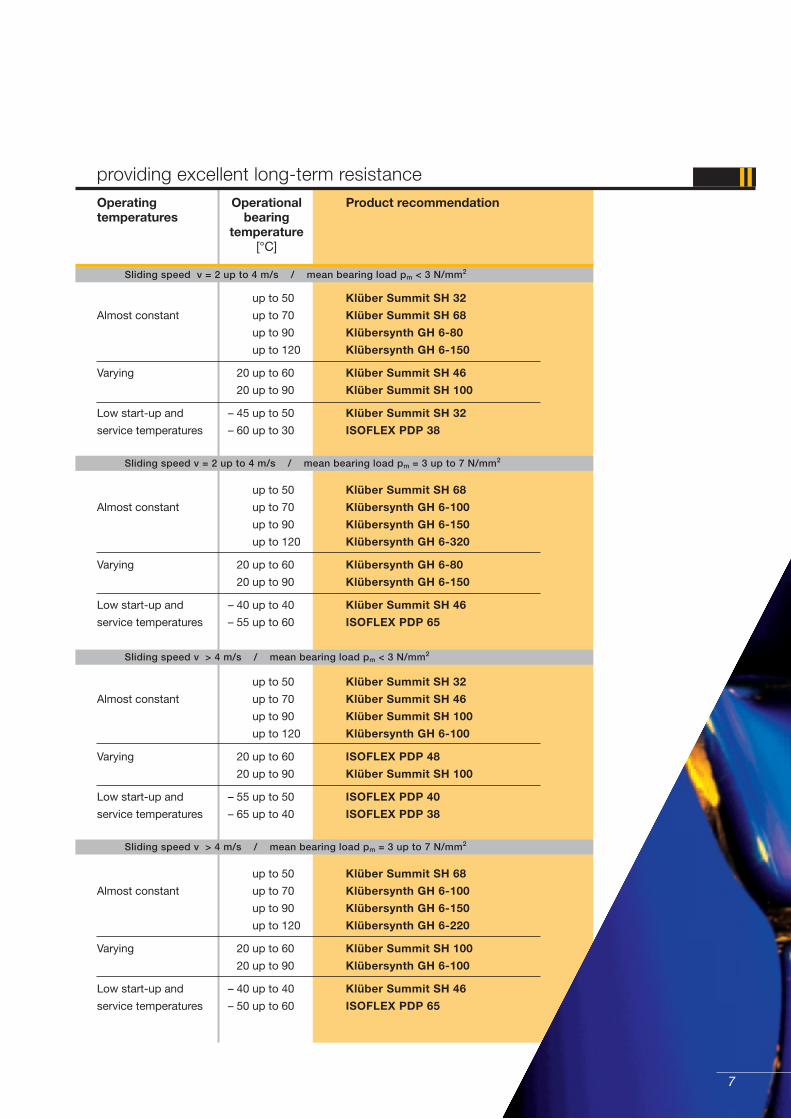
up to 50 Klüber Summit SH 32
Almost constant up to 70 Klüber Summit SH 68
up to 90 Klübersynth GH 6-80
up to 120 Klübersynth GH 6-150
Varying 20 up to 60 Klüber Summit SH 46
20 up to 90 Klüber Summit SH 100
Low start-up and – 45 up to 50 Klüber Summit SH 32
service temperatures – 60 up to 30 ISOFLEX PDP 38
up to 50 Klüber Summit SH 68
Almost constant up to 70 Klübersynth GH 6-100
up to 90 Klübersynth GH 6-150
up to 120 Klübersynth GH 6-320
Varying 20 up to 60 Klübersynth GH 6-80
20 up to 90 Klübersynth GH 6-150
Low start-up and – 40 up to 40 Klüber Summit SH 46
service temperatures – 55 up to 60 ISOFLEX PDP 65
up to 50 Klüber Summit SH 32
Almost constant up to 70 Klüber Summit SH 46
up to 90 Klüber Summit SH 100
up to 120 Klübersynth GH 6-100
Varying 20 up to 60 ISOFLEX PDP 48
20 up to 90 Klüber Summit SH 100
Low start-up and – 55 up to 50 ISOFLEX PDP 40
service temperatures – 65 up to 40 ISOFLEX PDP 38
up to 50 Klüber Summit SH 68
Almost constant up to 70 Klübersynth GH 6-100
up to 90 Klübersynth GH 6-150
up to 120 Klübersynth GH 6-220
Varying 20 up to 60 Klüber Summit SH 100
20 up to 90 Klübersynth GH 6-100
Low start-up and – 40 up to 40 Klüber Summit SH 46
service temperatures – 50 up to 60 ISOFLEX PDP 65
Operating Operational Product recommendationtemperatures bearing
temperature[°C]
providing excellent long-term resistance
Sliding speed v = 2 up to 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v = 2 up to 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
II
7
8
up to 50 Klüber Summit HySyn FG-32
Almost constant up to 70 Klüber Summit HySyn FG-68
up to 90 Klüber Summit HySyn FG-100
Low start-up and – 45 up to 50 Klüber Summit HySyn FG-32
service temperatures
up to 50 Klüber Summit HySyn FG-68
Almost constant up to 70 Klüberoil 4 UH1-150 N
up to 90 Klüberoil 4 UH1-220 N
Low start-up and – 40 up to 40 Klüber Summit HySyn FG-46
service temperatures
up to 50 Klüber Summit HySyn FG-32
Almost constant up to 70 Klüber Summit HySyn FG-46
up to 90 Klüber Summit HySyn FG-100
Low start-up and – 45 up to 50 Klüber Summit HySyn FG-32
service temperatures
up to 50 Klüber Summit HySyn FG-68
Almost constant up to 70 Klüber Summit HySyn FG-100
up to 90 Klüberoil 4 UH1-220 N
Low start-up and – 40 up to 45 Klüber Summit HySyn FG-46
service temperatures
up to 60 Klüberbio CA 2-100
Almost constant up to 90 Klübersynth GEM 2-220
up to 110 Klüberbio CA 2-460
Low start-up and – 25 up to 40 Klüberbio C 2-46
service temperatures
Operating Operational Product recommendationtemperatures bearing
temperature[°C]
for the food-processing and pharmaceutical industries
Rapidly biodegradable lubricating oils falling under water pollution category 1
Sliding speed v = 2 up to 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v = 2 up to 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm < 3 N/mm2
Sliding speed v > 4 m/s / mean bearing load pm = 3 up to 7 N/mm2
Sliding speed v = 2 up to 10 m/s / mean bearing load pm = 0.1 up to 7 N/mm2
Lubricating oilsIII
IV
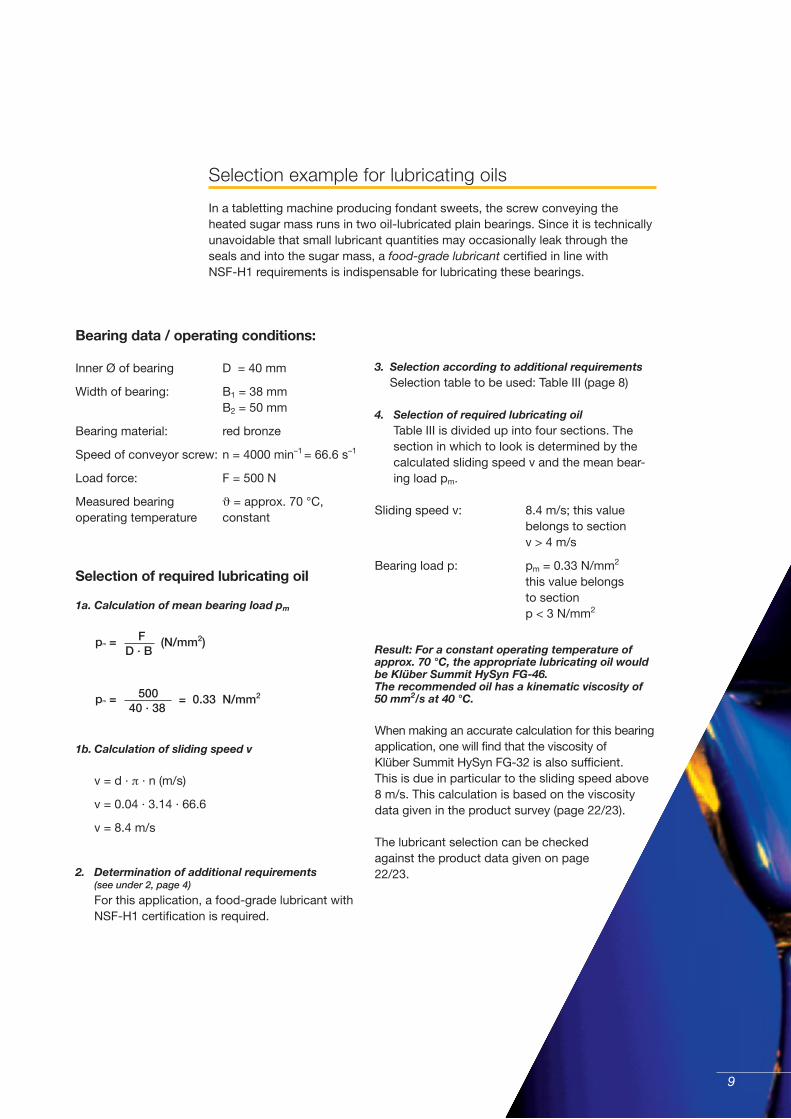
Selection example for lubricating oils
In a tabletting machine producing fondant sweets, the screw conveying theheated sugar mass runs in two oil-lubricated plain bearings. Since it is technicallyunavoidable that small lubricant quantities may occasionally leak through theseals and into the sugar mass, a food-grade lubricant certified in line with NSF-H1 requirements is indispensable for lubricating these bearings.
Bearing data / operating conditions:
Inner Ø of bearing D = 40 mm
Width of bearing: B1 = 38 mmB2 = 50 mm
Bearing material: red bronze
Speed of conveyor screw: n = 4000 min–1 = 66.6 s–1
Load force: F = 500 N
Measured bearing ϑ = approx. 70 °C, operating temperature constant
Selection of required lubricating oil
1a. Calculation of mean bearing load pm
1b. Calculation of sliding speed v
v = d · π · n (m/s)
v = 0.04 · 3.14 · 66.6
v = 8.4 m/s
2. Determination of additional requirements (see under 2, page 4)
For this application, a food-grade lubricant withNSF-H1 certification is required.
3. Selection according to additional requirementsSelection table to be used: Table III (page 8)
4. Selection of required lubricating oilTable III is divided up into four sections. Thesection in which to look is determined by thecalculated sliding speed v and the mean bear-ing load pm.
Sliding speed v: 8.4 m/s; this value belongs to section v > 4 m/s
Bearing load p: pm = 0.33 N/mm2
this value belongsto sectionp < 3 N/mm2
Result: For a constant operating temperature of approx. 70 °C, the appropriate lubricating oil wouldbe Klüber Summit HySyn FG-46. The recommended oil has a kinematic viscosity of50 mm2/s at 40 °C.
When making an accurate calculation for this bearingapplication, one will find that the viscosity of Klüber Summit HySyn FG-32 is also sufficient. This is due in particular to the sliding speed above8 m/s. This calculation is based on the viscositydata given in the product survey (page 22/23).
The lubricant selection can be checked against the product data given on page 22/23.
F (N/mm2)D · B
pm =
500 = 0.33 N/mm2
40 · 38pm =
9
10
The selection of operating lubricants
2. Lubricating greasesKlüber offers a comprehensive range of products for grease-lubricated metaland plastic plain bearings. The prod-ucts’ suitability for the lubrication ofplain bearings has been tested in prac-tice-oriented tests (bench tests onbearings with different surface designs:smooth, perforated or with holes).
The task of deciding which lubricant to use for a plain bearing is made easyby the selection tables V, VI and VII,page 12/13. Please observe the following criteria to ensure maximum performance ofthe bearings throughout their servicelives:
� Operating motion: rotating or oscillating
� Sliding speed range for grease lubrication: v = 0.01 to 2.5 m/s (see diagram on page 5)
� Permissible bearing load: Depends on bearing materialand bearing geometry (note: high surface pressures atlow speeds – e.g. during starting and slowing down –lead to mixed friction. Under conditions like these, thespecial lubricants shown in table V enable low wear anda long lubricant and bearing life.)
� Resistance to and sealing against media: To comparethe different lubricating greases, they are tested forwater resistance acc. to DIN 51 807 pt. 1, 3 h/90 °C(page 25). The lower the test result, the better thegrease’s water resistance (i.e. 0 = best).
� Service temperature range: The service temperaturesgiven in the tables are orientative values assuming thegrease is used in a plain bearing; they depend on the individual operating conditions.
In the following you will find the areas of application that areof interest for you:
� General machinery, plants, equipment and vehicles: lubri-cating grease selection in table V (page 12/13)
� Machinery, plants and equipment in food-processingand pharmaceutical industries: lubricating grease selec-tion in table VI (page 12/13)
� Machinery, plants, equipment and vehicles where con-tact between lubricant and the environment is possible(e.g. agricultural and forestry machines, hydroelectricpower plants): lubricant selection in table VII(page12/13)
11
Selection example for lubricating greases
The grease required is to lubricate the plain bearings of calender rollers used in arubber production plant. What is difficult about this application is that the rollersrotate at very slow speeds while loads acting on the bearings and bearing tem-peratures are very high.
Bearing specifications / operating conditions:
Bore diameter: D = 295 mm
Bearing width: B = 320 mm
Running surface: smooth
Bearing material: bronze
Operating speed: n = 4 min–1
Radial bearing load: F = 685.7 kN
Bearing temperature: ϑ = 145 °C
Resistance to media: sodiumhydroxide solution
Lubrication method: continuous lubricationby means of automaticlubricant dispenser
Sliding speed v
v = d · π · n (m/s)
v = 0.295 x 3.14 x 0.066 = 0.061 m/s
Permissible sliding speed range for grease lubrication = 0.01 bis 2.5 m/s, i.e. in this rangegrease lubrication is possible.
Mean pressure pm
This is clearly below the permissible maximum of 100 N/mm2.
Selection of lubricating grease:
The calender rollers are pieces of general machinery.
Selection table to be used: table V (page 12/13), section: sliding speed < 1 m/s, maximum surface pressure approx. 100 N/mm2, operating temperature range1) – 20 to 160 °C
Result: Suitable lubricating grease: Klüberlub BVH 71-461
Please note: All plain bearing greases listed in tables V and VI are high-performance lubricants.Friction measurements made on test bearings atroom temperature (25 °C) have shown that a lowfriction coefficient and low temperatures can beobtained even under difficult operating conditions,e.g. v = 0.01 m/s, p = 50 N/mm2.
F (N/mm2)D · B
pm =
686 700 = 7.27 N/mm2
295 · 320pm =
1) see page 30
12
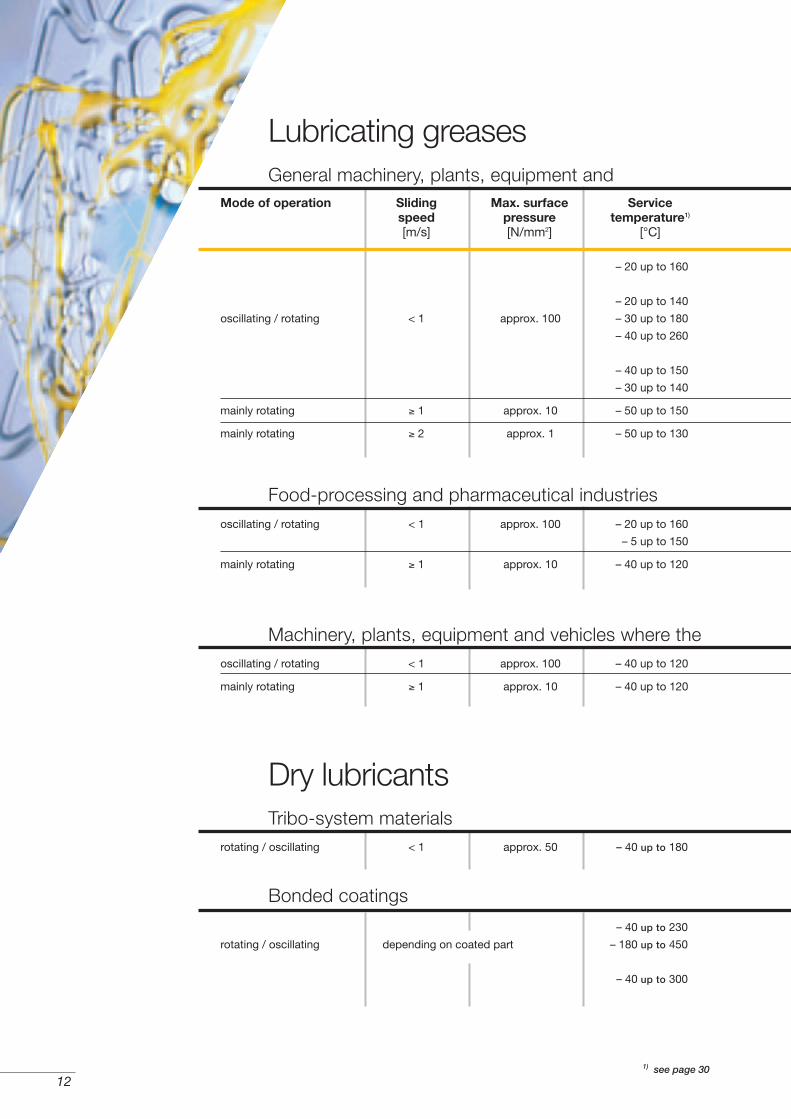
– 20 up to 160
– 20 up to 140
oscillating / rotating < 1 approx. 100 – 30 up to 180
– 40 up to 260
– 40 up to 150
– 30 up to 140
mainly rotating ≥ 1 approx. 10 – 50 up to 150
mainly rotating ≥ 2 approx. 1 – 50 up to 130
oscillating / rotating < 1 approx. 100 – 20 up to 160
– 5 up to 150
mainly rotating ≥ 1 approx. 10 – 40 up to 120
Mode of operation Sliding Max. surface Servicespeed pressure temperature1)
[m/s] [N/mm2] [°C]
Food-processing and pharmaceutical industries
General machinery, plants, equipment and
oscillating / rotating < 1 approx. 100 – 40 up to 120
mainly rotating ≥ 1 approx. 10 – 40 up to 120
Machinery, plants, equipment and vehicles where the
Lubricating greases
1) see page 30
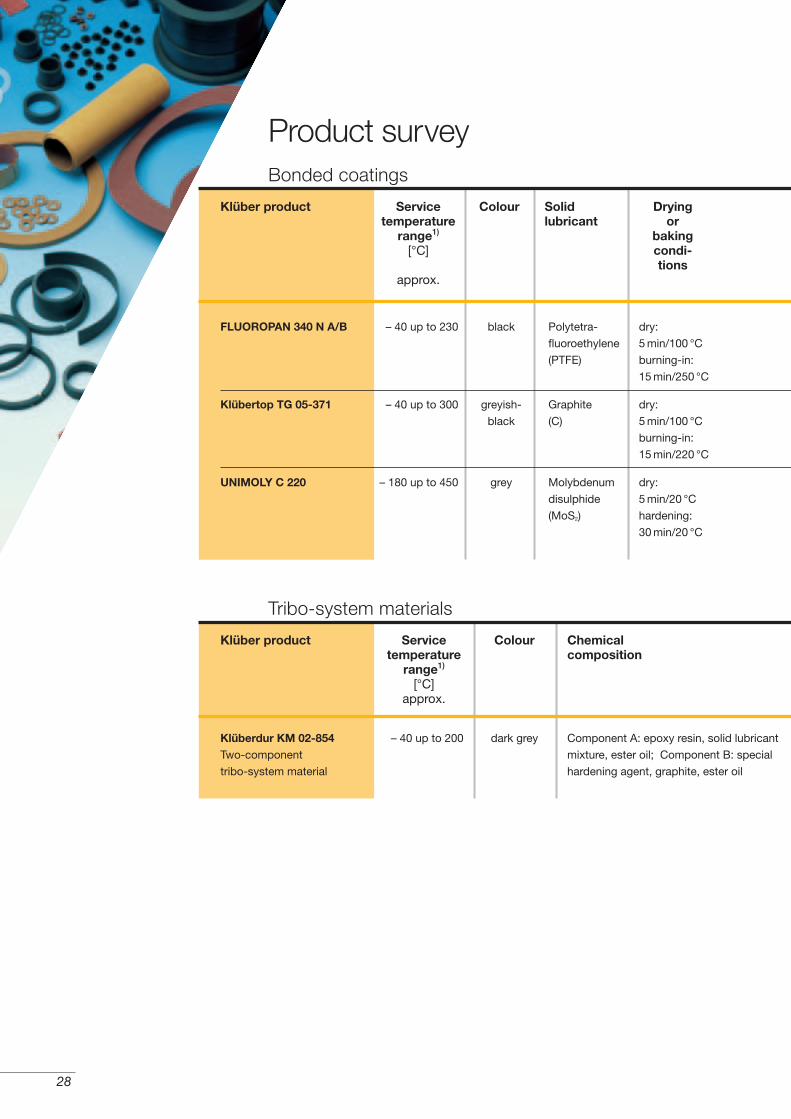
Bonded coatings
rotating / oscillating < 1 approx. 50 – 40 up to 180
Tribo-system materials
Dry lubricants
– 40 up to 230
rotating / oscillating depending on coated part – 180 up to 450
– 40 up to 300
Klüberlub BVH 71-461 Plain bearing lubricant for long service life and
long relubrication intervals, NLGI 1
Klüberlub BE 41-542 Alternative product, NLGI 2
PETAMO GHY 441 Alternative product for higher ambient temperatures
Klüberalfa BHR 53-402 High-temperature and long-term lubricant which is almost neutral to
many materials (metals, plastics)
POLYLUB GLY 501 Especially for plastic plain bearings
Klüberlub BEM 41-122 For pivoting bearings (steel–steel)
POLYLUB GLY 151
Klübersynth LR 44-21
Klüberlub BVH 71-461 NSF H2 lubricant for the food-processing and pharmaceutical industries
Klübersynth UH1 64-1302 NSF H1 lubricant for the food-processing and pharmaceutical industries
Klübersynth UH1 14-151 NSF H1 lubricant for the food-processing and pharmaceutical industries
vehiclesProduct proposal Notes
Klüberbio BM 72-501 Rapidly biodegradable if lubricant gets into contact with environment
Klüberbio M 72-82 Rapidly biodegradable if lubricant gets into contact with environment
lubricant may get into the environment
V
VI
VII
13
FLUOROPAN 340 N A/B Thermosetting
UNIMOLY C 220 Hygrosetting
Suitable for ultra-high-vacuum applications
Klübertop TG 05-371 Thermosetting
Klüberdur KM 02-854 For bronze plain bearings with lubricating holes
VIII
IX

14
The selection of operating lubricants
3. Dry lubricantsDry lubrication is of advantage in applications where, due to low sliding speeds,no load-bearing lubricant film can form, so the friction bodies are not sufficientlyseparated. A layer separating the two sliding surfaces can therefore only be obtained by interposing a bonded coating or a self-lubricating layer – in thesecases, there is a “lubricating film” right from the start of the motion.
Dry lubricants, i.e. bonded coatings or tribo-system materials, offer maintenance-free permanent lubrication especially for plain bearings running under high loadsat low speeds. This includes oscillating motions. Even under extreme operatingconditions, e.g. at very high temperatures, in a vacuum or when exposed tochemicals, these dry lubricants help to reduce wear significantly.
Dry lubricants are particularly useful in applications where the use of lubricatingoils or greases is problematic, where lubricant dripping off the friction point maycontaminate the product or where bearings cannot be maintained. And what’smore: dry lubrication by means of bonded coatings or tribo-system materialsmakes sense not only economically but ecologically as well!
Bonded coatings consist of three dif-ferent components: solid lubricant,binder and solvent. The lubricity of abonded coating depends on the typeand quantity of solid lubricant it con-tains, while its service life and abrasionresistance are influenced by the binder.The solvent serves for applying andspreading the bonded coating on thefriction bodies’ sliding surfaces. Uponapplication, the solvent evaporates andhas no further effect on the friction andwear behaviour of the bonded coating.
Bonded coatings are frequently usedfor lifetime lubrication – which requiresspecial testing – but also for running-inor correction purposes.
A variety of bonded coatings are available for use in plainbearings. They contain solid lubricants that are particularlysuitable for dry lubrication and wear-resistant organicbinders.
Which bonded coating contains the best suitable dry lubri-cant component for a particular application is determined bythe operating conditions, i.e. temperature, sliding speed,load and the surrounding atmosphere. Other criteria are thespecial requirements to be met by the bonded coating, forinstance use in a vacuum or a very low friction coefficient.For further information, please refer to the following briefproduct descriptions and tables VIII and IX, page 12/13.
Adhesion and service life of bonded coatings depend pri-marily on the pretreatment of the parts to be coated, the application method used for the coatings, the care dedi-cated to hardening and the subsequent use of the parts. Before using a bonded coating, please observe the informa-tion in the product information leaflet, which we will bepleased to send you on request.
a) Bonded coatings (see table IX, page 12/13)
FLUOROPAN 340 N A/B
Solid lubricant: polytetrafluoroethylene (PTFE)
Characteristics: good wear resistancelong service lifelow friction coefficientgood corrosion protectiongood resistance to chemicals and oils2)
Suitable for metal/metal or metal/plastics material pairings. Recommended espe-cially for very low sliding speeds: v < 0.05 m/s
UNIMOLY C 220
Solid lubricant: molybdenum disulphide (MoS2)
Characteristics: good pressure resistancelow friction coefficientgood wear resistancegood resistance to chemicals and oils2)
Suitable for metal/metal friction pairings (especially where high pressures forbidthe use of PTFE bonded coatings). Also well suitable for use in a vacuum.
Not suitable for applications in a moist atmosphere.
Klübertop TG 05-371
Solid lubricant: graphite
Characteristics: wide operating temperature rangelong service life and good wear resistancelow friction coefficientgood resistance to chemicals and oils2)
good lubricity also when exposed to moisture
Suitable for metal/metal or metal/plastics friction pairings. Especially suitablealso for plain bearings that are normally lubricated by oil (e.g. for supporting lubrication when starting motors until the operating lubricant reaches the friction point).
152) see page 30
16
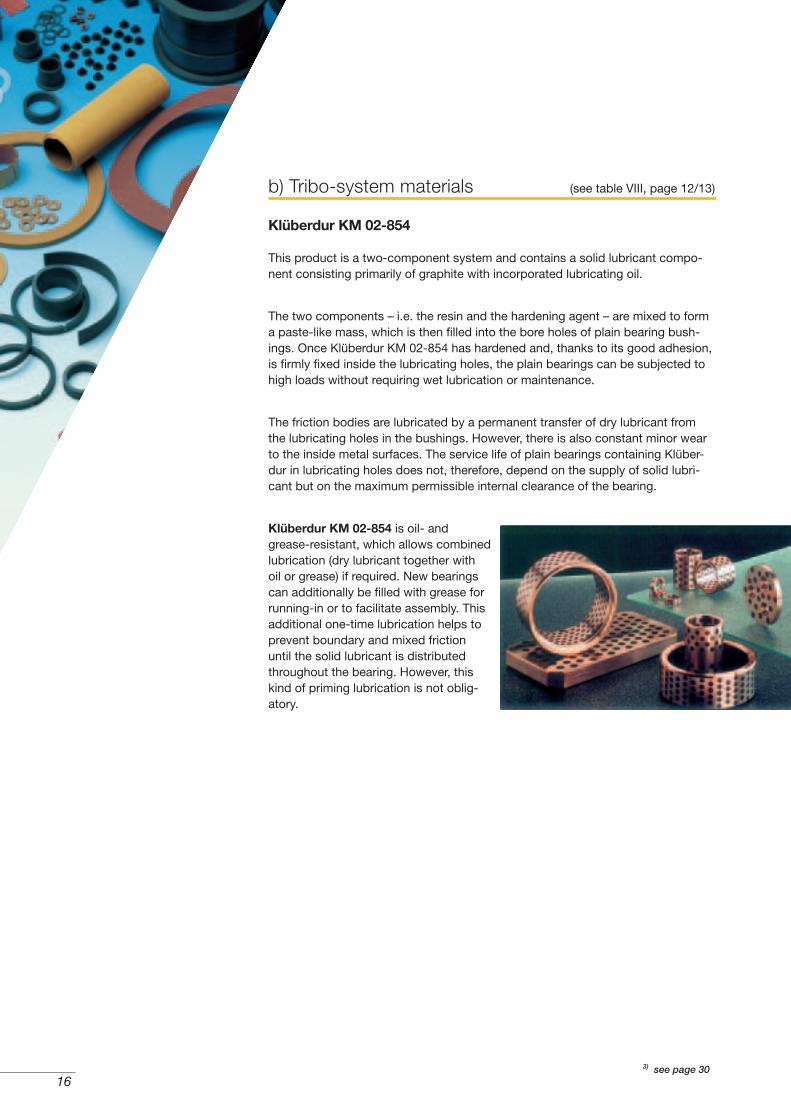
b) Tribo-system materials (see table VIII, page 12/13)
Klüberdur KM 02-854
This product is a two-component system and contains a solid lubricant compo-nent consisting primarily of graphite with incorporated lubricating oil.
The two components – i.e. the resin and the hardening agent – are mixed to forma paste-like mass, which is then filled into the bore holes of plain bearing bush-ings. Once Klüberdur KM 02-854 has hardened and, thanks to its good adhesion,is firmly fixed inside the lubricating holes, the plain bearings can be subjected tohigh loads without requiring wet lubrication or maintenance.
The friction bodies are lubricated by a permanent transfer of dry lubricant from the lubricating holes in the bushings. However, there is also constant minor wearto the inside metal surfaces. The service life of plain bearings containing Klüber-dur in lubricating holes does not, therefore, depend on the supply of solid lubri-cant but on the maximum permissible internal clearance of the bearing.
Klüberdur KM 02-854 is oil- and grease-resistant, which allows combinedlubri cation (dry lubricant together with oil or grease) if required. New bearingscan additionally be filled with grease for running-in or to facilitate assembly. This additional one-time lubrication helps toprevent boundary and mixed friction until the solid lubricant is distributedthroughout the bearing. However, thiskind of priming lubrication is not oblig-atory.
3) see page 30
17
Selection of lubricants for running-in and repair lubrication
1. Running-in lubrication
2. Repair lubricationIn many cases, scoring and scuffing marks on functional surfaces of plain bearings can be eliminated by means of aso-called “repair lubrication”: by the application of a bondedcoating or a lubricating paste on the damaged bearing sur-faces followed by a running-in process (at reduced slidingspeed and load), scores and scratches can be smoothedconsiderably thus restoring the surface characteristics.
Additional advantage: the emergency lubricating propertiesof dry lubricants used in subsequent operation for repairpurposes protect the bearings from the effects of starved lubrication and reduce the risk of new surface damage.
The surfaces of new plain bearing ele-ments always show a certain degree ofsurface roughness, which can be moreor less pronounced depending on thefinishing method used. By applying abonded coating or a lubricating paste,the roughness peaks can be smooth -ened during the running-in processwithout scoring or scuffing the sur-faces.
If two friction components have verysmooth surfaces, mixed friction (partialcontact of the surfaces) only occursunder very adverse conditions, evenwith very thin lubricating films. Bonded
coatings or pastes used for running-inalso protect the friction points in thecase of starved lubrication during nor-mal operation, e.g. during the start-upand slow-down of a machine, whenlow sliding speeds prevent the forma-tion of a load-bearing and coherentgrease or oil film.
Hint: to ensure a perfect surface finish,we recommend running in bearings atreduced load (approx. one third of therated load and one third of the ratedspeed).

18
Selection example: Running-in of truck engine bearing with bonded coating and operational lubricant
For the camshaft bearing in a truck diesel engine,a bonded coating is needed which
� together with the operational lubricant (engine oil) improves the bearing run-in andprevents the formation of initial damage tothe sliding surfaces during the run-in phase,
� supports lubrication during the start-upphase until engine oil has reached the fric tionpoints to form a hydrodynamic lubricatingfilm.
Bearing data / operating conditions:Bearing shell, ID Ø 50 mm
Width: 32 mm
Material pairing: St/St
Operating temperature: – 40 to 120 °C
Load p: oscillating or impactload, 6 ... 8 N/mm2
Selecting the suitable bonded coating:
Running-in of bearings by means of bondedcoating in combination with the operational lubricant. For product selection, please refer totable XII, page 19.
Result: an excellent bonded coating for bearingshells made of steel is Klübertop TG 05-371, offering long service life, wear protection and resistance to lubricating oils. It contains graphiteas solid lubricant.
Hint: in normal operation, the solid lubricant particles on the functional bearing surfaces protectthe friction points in case of starved lubrication, e.g. during the start-up and slow-down of a machine.
Selection example: Running-in of a conveyor screw bearingwith lubricating paste
A lubricating paste is required to run in and smooththe functional plain bearing surfaces of a screwconveyor of a soft candy making machine. Thepaste has to be physiologically safe and complywith relevant regulations, as a contact between thefood product and the lubricant cannot be com-pletely excluded. The criteria of an NSF H1 approval have to be met as well.
For the operational lubrication of the bearings, alubricating oil is used (see selection example forlubricating oils, page 9).
Selecting the suitable lubricating paste
The bearings are to be run in with a lubricatingpaste. For product selection, please refer to table XI, page 19.
Result: the suitable lubricating paste for this application is Klüberpaste UH1 84-201. Bearings should be run in at reduced speed inorder to ensure proper smoothing of the surfaces.After the running-in process, and provided the lubricants are compatible, it is possible to immediately switch to operational oil lubricationwithout prior cleaning of the bearings. Pleaseconsult our application engineers as far as thecompatibility of lubricants is concerned.
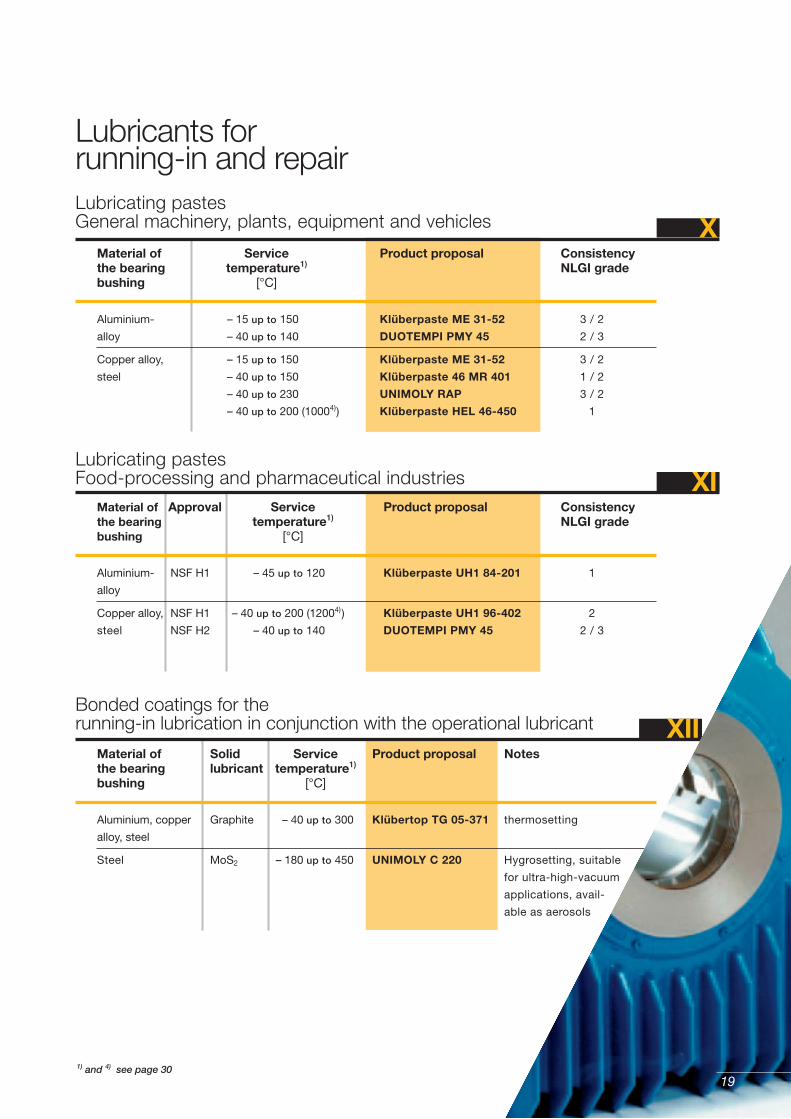
Aluminium- – 15 up to 150 Klüberpaste ME 31-52 3 / 2
alloy – 40 up to 140 DUOTEMPI PMY 45 2 / 3
Copper alloy, – 15 up to 150 Klüberpaste ME 31-52 3 / 2
steel – 40 up to 150 Klüberpaste 46 MR 401 1 / 2
– 40 up to 230 UNIMOLY RAP 3 / 2
– 40 up to 200 (10004)) Klüberpaste HEL 46-450 1
Material of Service Product proposal Consistencythe bearing temperature1) NLGI gradebushing [°C]
Lubricating pastesGeneral machinery, plants, equipment and vehicles
Aluminium- NSF H1 – 45 up to 120 Klüberpaste UH1 84-201 1
alloy
Copper alloy, NSF H1 – 40 up to 200 (12004)) Klüberpaste UH1 96-402 2
steel NSF H2 – 40 up to 140 DUOTEMPI PMY 45 2 / 3
Material of Approval Service Product proposal Consistencythe bearing temperature1) NLGI gradebushing [°C]
Lubricating pastesFood-processing and pharmaceutical industries
Aluminium, copper Graphite – 40 up to 300 Klübertop TG 05-371 thermosetting
alloy, steel
Steel MoS2 – 180 up to 450 UNIMOLY C 220 Hygrosetting, suitable
for ultra-high-vacuum
applications, avail -
able as aerosols
Material of Solid Service Product proposal Notesthe bearing lubricant temperature1)
bushing [°C]
Bonded coatings for therunning-in lubrication in conjunction with the operational lubricant
Lubricants forrunning-in and repair
X
XI
XII
1) and 4) see page 3019
20
Cleaning bearings and determination of oil ageing
1. Concentrated conditioner:Klüber-Summit Varnasolv
The use of mineral-based lubricating oils in plain bearings may lead to varnishand carbon buildup in the entire lubrication system, especially at high bearingtemperatures. Such residues can damage bearing components or clog oil linesand filters. Starved lubrication, or even bearing failure, may occur, resulting in highmaintenance and repair costs. Klüber-Summit Varnasolv puts an end to expensivemaintenance and repair works.
Hint: Klüber-Summit Varnasolv is a concentrated conditioner fluid which dissolvesvarnish and carbon residues during operation. When using this product prior to anoil change, it is no longer necessary to dismantle bearings and lubrication sys-tems for cleaning purposes.
Application notes:
As the cleaning agent dissolves buildups and residues, the system does not haveto undergo expensive flushing processes before switching to the new product.
Klüber-Summit Varnasolv is added to the existing plain bearing oil at a ratio of10% (i.e. add 1 litre of Klüber-Summit Varnasolv to 9 litres of lubricating oil). Forthis purpose, enough lubricating oil has to be drained. After filling the conditionerinto the bearings, let them run for an additional 40 to 60 hours at service tempera-ture to dissolve all varnish and carbon residues.
Drain the unit while the oil is still hot in order to prevent the dissolved residuesfrom settling. Then exchange the oil filters and refill with the synthetic oil.
Material compatibility:
According to our knowledge, a 10% concentration of Klüber-Summit Varnasolv in mineral oil is compatible with all materials resistant to mineral oil.
2. Test kit, also for plain bearing oils: Klüber Summit T.A.N. Kit
The Klüber Summit T.A.N. Kit is a simple and rapid way of checking the ageingcondition of lubricating oils. This Kit can be used to test all conventional mineraland synthetic lubricating oils that have an initial T.A.N. of less than 2. This appliesto all oils mentioned in this brochure.
Application notes:
� Draw a small sample of the used oil to be tested to the 1 ml mark of the graduated pipette. Wipe off the excess oil on the outside of the tube with the provided cloth, and add the contents of the pipette to the glass vial. Draw the solution in the vial into the pipette and squeeze it back several times in order to completely transfer all of the oil into the vial.
� Replace the vial cap and shake the contents for a few seconds.
� Observe the solution colour.
a blue colour means: – the lubricant condition has not changedsignificantly
a green colour means: – the lubricant has suffered slight ageing,but can still be used; repeat oil ageingtest at short intervals
a brown/orange colour means: – the oil has to be changed.
When using the test kit, please observe the material safety data sheet. Avoid contact with clothing and skin. Do not get in eyes.
The Kit consists of:
� Plastic bag containing glass vial with test solution
� Pipette
� Cloth
21
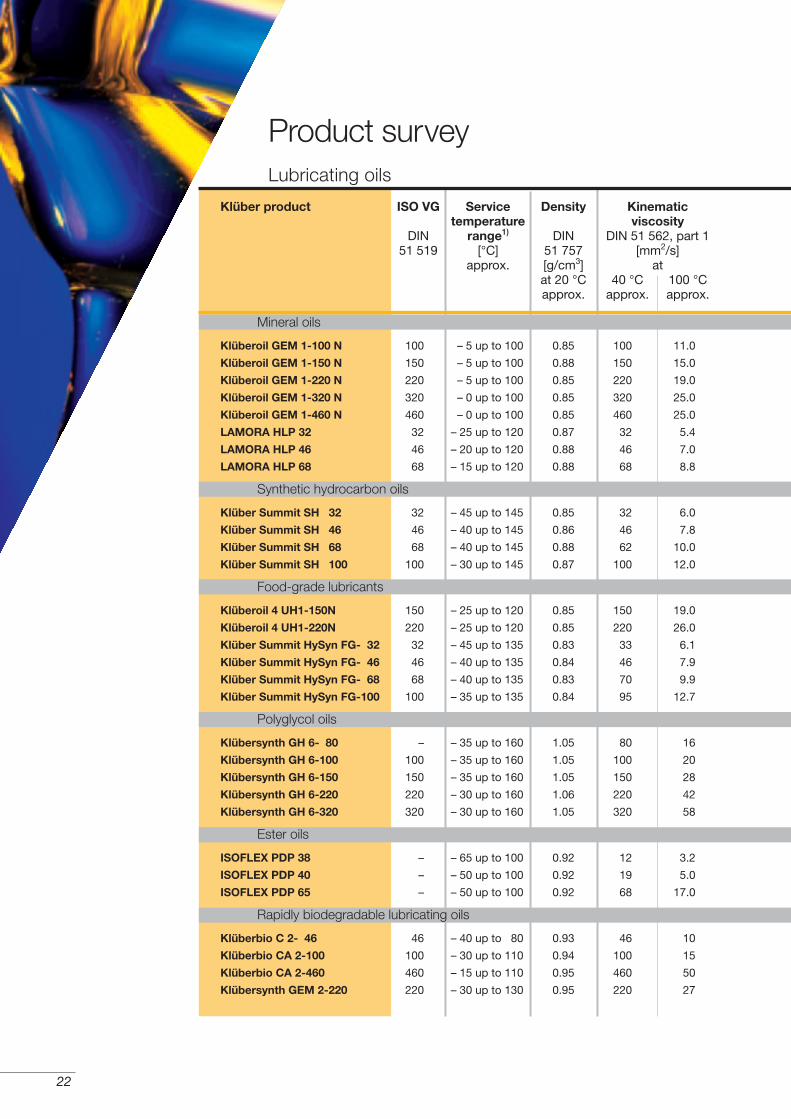
22
Klüber product ISO VG Service Density Kinematictemperature viscosity
DIN range1) DIN DIN 51 562, part 151 519 [°C] 51 757 [mm2/s]
approx. [g/cm3] atat 20 °C 40 °C 100 °Capprox. approx. approx.
Lubricating oils
Product survey
Mineral oils
Klüberoil GEM 1-100 N 100 – 5 up to 100 0.85 100 11.0
Klüberoil GEM 1-150 N 150 – 5 up to 100 0.88 150 15.0
Klüberoil GEM 1-220 N 220 – 5 up to 100 0.85 220 19.0
Klüberoil GEM 1-320 N 320 – 0 up to 100 0.85 320 25.0
Klüberoil GEM 1-460 N 460 – 0 up to 100 0.85 460 25.0
LAMORA HLP 32 32 – 25 up to 120 0.87 32 5.4
LAMORA HLP 46 46 – 20 up to 120 0.88 46 7.0
LAMORA HLP 68 68 – 15 up to 120 0.88 68 8.8
Synthetic hydrocarbon oils
Klüber Summit SH 32 32 – 45 up to 145 0.85 32 6.0
Klüber Summit SH 46 46 – 40 up to 145 0.86 46 7.8
Klüber Summit SH 68 68 – 40 up to 145 0.88 62 10.0
Klüber Summit SH 100 100 – 30 up to 145 0.87 100 12.0
Food-grade lubricants
Klüberoil 4 UH1-150N 150 – 25 up to 120 0.85 150 19.0
Klüberoil 4 UH1-220N 220 – 25 up to 120 0.85 220 26.0
Klüber Summit HySyn FG- 32 32 – 45 up to 135 0.83 33 6.1
Klüber Summit HySyn FG- 46 46 – 40 up to 135 0.84 46 7.9
Klüber Summit HySyn FG- 68 68 – 40 up to 135 0.83 70 9.9
Klüber Summit HySyn FG-100 100 – 35 up to 135 0.84 95 12.7
Polyglycol oils
Klübersynth GH 6- 80 – – 35 up to 160 1.05 80 16
Klübersynth GH 6-100 100 – 35 up to 160 1.05 100 20
Klübersynth GH 6-150 150 – 35 up to 160 1.05 150 28
Klübersynth GH 6-220 220 – 30 up to 160 1.06 220 42
Klübersynth GH 6-320 320 – 30 up to 160 1.05 320 58
Ester oils
ISOFLEX PDP 38 – – 65 up to 100 0.92 12 3.2
ISOFLEX PDP 40 – – 50 up to 100 0.92 19 5.0
ISOFLEX PDP 65 – – 50 up to 100 0.92 68 17.0
Rapidly biodegradable lubricating oils
Klüberbio C 2- 46 46 – 40 up to 80 0.93 46 10
Klüberbio CA 2-100 100 – 30 up to 110 0.94 100 15
Klüberbio CA 2-460 460 – 15 up to 110 0.95 460 50
Klübersynth GEM 2-220 220 – 30 up to 130 0.95 220 27
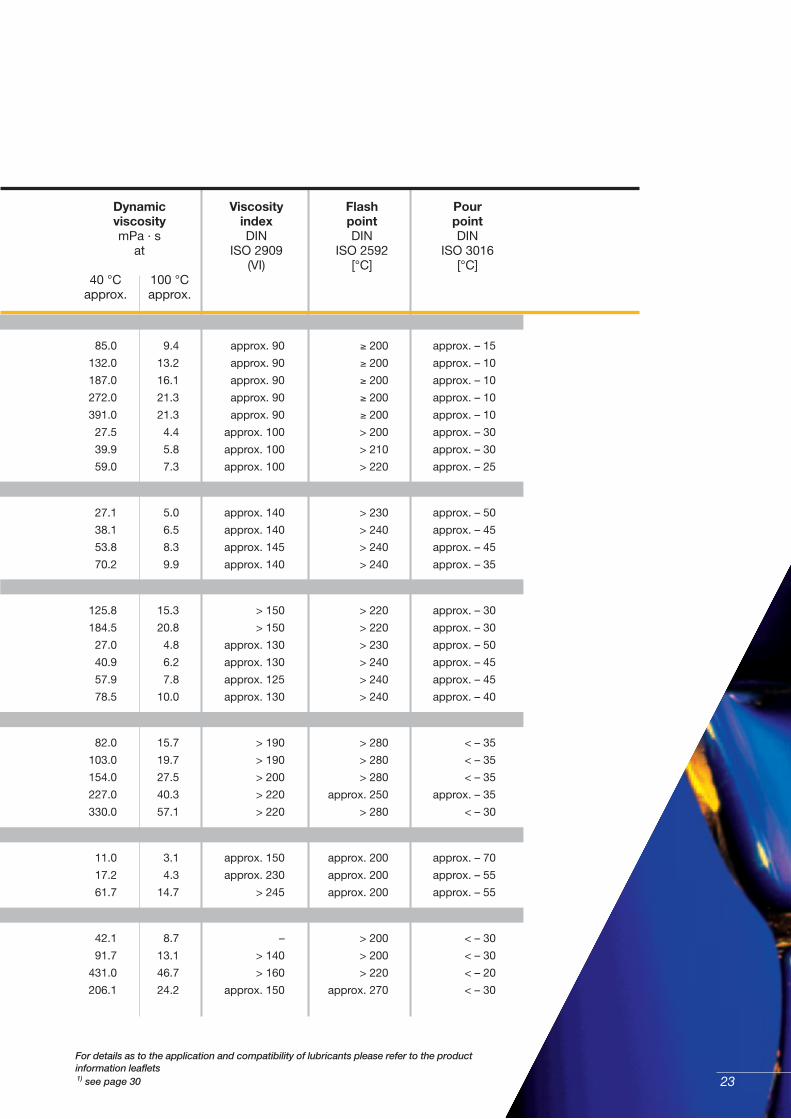
Dynamic Viscosity Flash Pourviscosity index point pointmPa · s DIN DIN DIN
at ISO 2909 ISO 2592 ISO 3016(VI) [°C] [°C]
40 °C 100 °Capprox. approx.
85.0 9.4 approx. 90 ≥ 200 approx. – 15
132.0 13.2 approx. 90 ≥ 200 approx. – 10
187.0 16.1 approx. 90 ≥ 200 approx. – 10
272.0 21.3 approx. 90 ≥ 200 approx. – 10
391.0 21.3 approx. 90 ≥ 200 approx. – 10
27.5 4.4 approx. 100 > 200 approx. – 30
39.9 5.8 approx. 100 > 210 approx. – 30
59.0 7.3 approx. 100 > 220 approx. – 25
27.1 5.0 approx. 140 > 230 approx. – 50
38.1 6.5 approx. 140 > 240 approx. – 45
53.8 8.3 approx. 145 > 240 approx. – 45
70.2 9.9 approx. 140 > 240 approx. – 35
125.8 15.3 > 150 > 220 approx. – 30
184.5 20.8 > 150 > 220 approx. – 30
27.0 4.8 approx. 130 > 230 approx. – 50
40.9 6.2 approx. 130 > 240 approx. – 45
57.9 7.8 approx. 125 > 240 approx. – 45
78.5 10.0 approx. 130 > 240 approx. – 40
82.0 15.7 > 190 > 280 < – 35
103.0 19.7 > 190 > 280 < – 35
154.0 27.5 > 200 > 280 < – 35
227.0 40.3 > 220 approx. 250 approx. – 35
330.0 57.1 > 220 > 280 < – 30
11.0 3.1 approx. 150 approx. 200 approx. – 70
17.2 4.3 approx. 230 approx. 200 approx. – 55
61.7 14.7 > 245 approx. 200 approx. – 55
42.1 8.7 – > 200 < – 30
91.7 13.1 > 140 > 200 < – 30
431.0 46.7 > 160 > 220 < – 20
206.1 24.2 approx. 150 approx. 270 < – 30
For details as to the application and compatibility of lubricants please refer to the product information leaflets1) see page 30 23
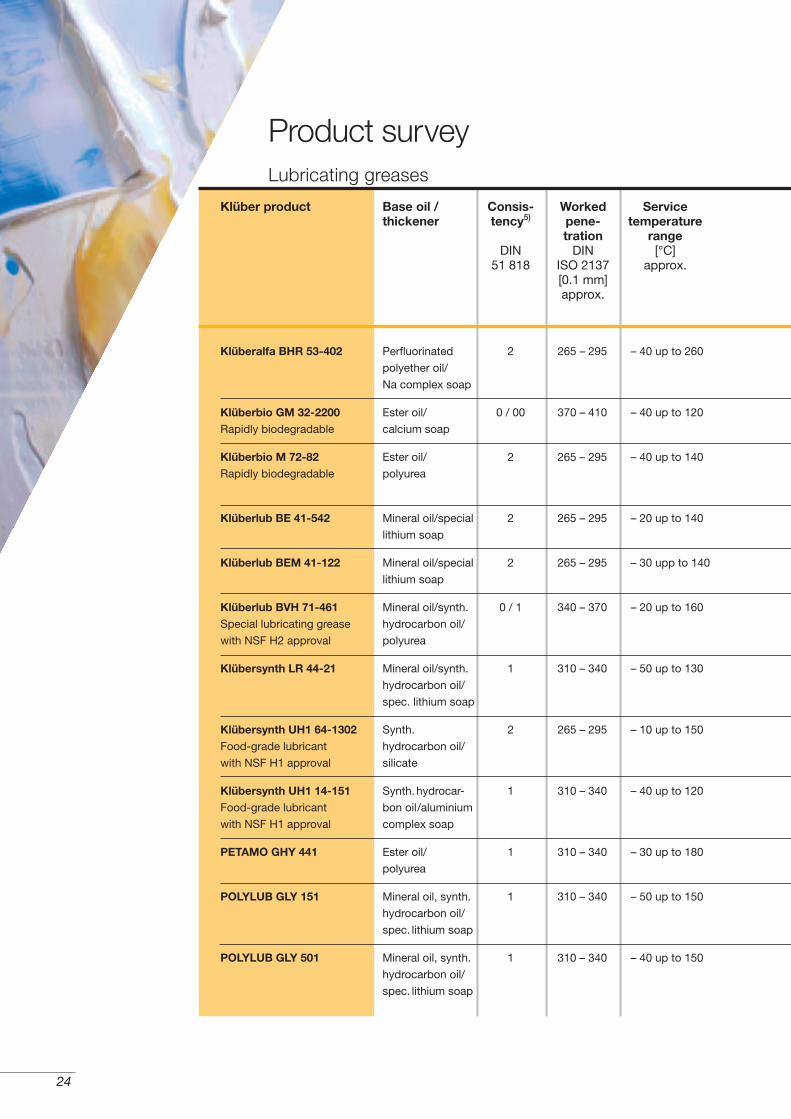
24
Klüber product Base oil / Consis- Worked Servicethickener tency5) pene- temperature
tration rangeDIN DIN [°C]
51 818 ISO 2137 approx.[0.1 mm]approx.
Lubricating greases
Product survey
Klüberalfa BHR 53-402 Perfluorinated 2 265 – 295 – 40 up to 260
polyether oil/
Na complex soap
Klüberbio GM 32-2200 Ester oil/ 0 / 00 370 – 410 – 40 up to 120
Rapidly biodegradable calcium soap
Klüberbio M 72-82 Ester oil/ 2 265 – 295 – 40 up to 140
Rapidly biodegradable polyurea
Klüberlub BE 41-542 Mineral oil/special 2 265 – 295 – 20 up to 140
lithium soap
Klüberlub BEM 41-122 Mineral oil/special 2 265 – 295 – 30 upp to 140
lithium soap
Klüberlub BVH 71-461 Mineral oil/synth. 0 / 1 340 – 370 – 20 up to 160
Special lubricating grease hydrocarbon oil/
with NSF H2 approval polyurea
Klübersynth LR 44-21 Mineral oil/synth. 1 310 – 340 – 50 up to 130
hydrocarbon oil/
spec. lithium soap
Klübersynth UH1 64-1302 Synth. 2 265 – 295 – 10 up to 150
Food-grade lubricant hydrocarbon oil/
with NSF H1 approval silicate
Klübersynth UH1 14-151 Synth. hydrocar- 1 310 – 340 – 40 up to 120
Food-grade lubricant bon oil/aluminium
with NSF H1 approval complex soap
PETAMO GHY 441 Ester oil/ 1 310 – 340 – 30 up to 180
polyurea
POLYLUB GLY 151 Mineral oil, synth. 1 310 – 340 – 50 up to 150
hydrocarbon oil/
spec. lithium soap
POLYLUB GLY 501 Mineral oil, synth. 1 310 – 340 – 40 up to 150
hydrocarbon oil/
spec. lithium soap
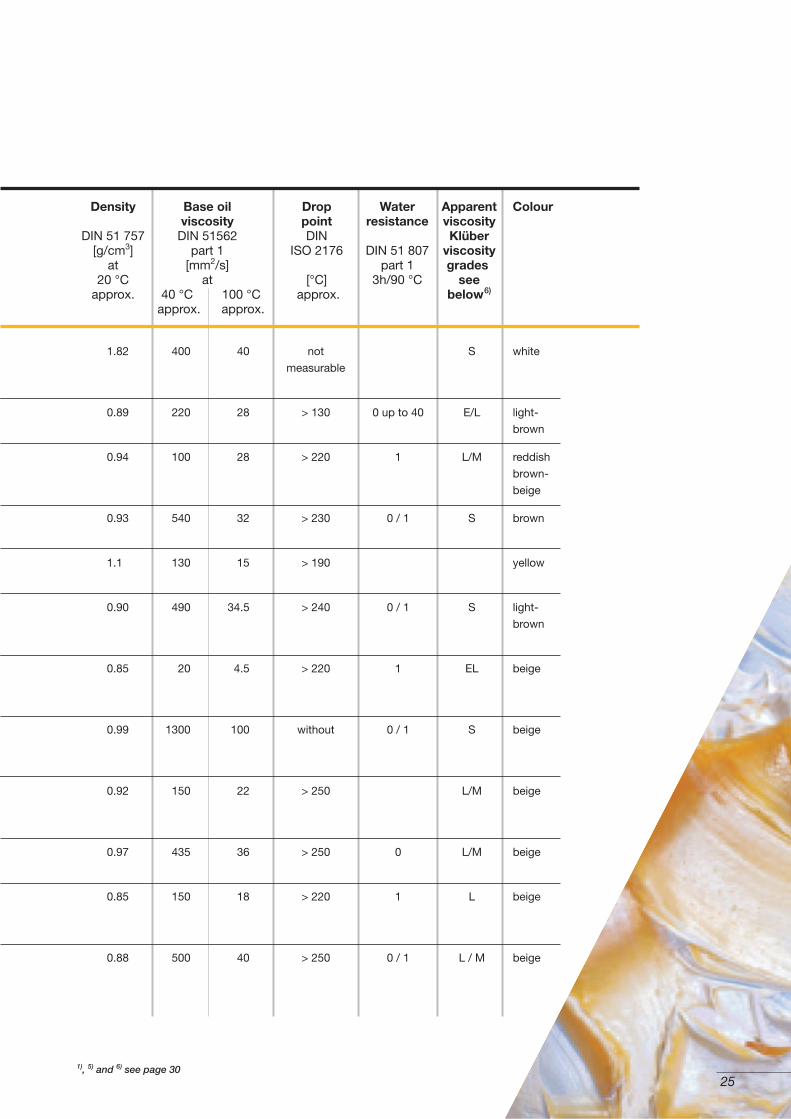
Density Base oil Drop Water Apparent Colourviscosity point resistance viscosity
DIN 51 757 DIN 51562 DIN Klüber[g/cm3] part 1 ISO 2176 DIN 51 807 viscosity
at [mm2/s] part 1 grades20 °C at [°C] 3h/90 °C see
approx. 40 °C 100 °C approx. below6)
approx. approx.
1.82 400 40 not S white
measurable
0.89 220 28 > 130 0 up to 40 E/L light-
brown
0.94 100 28 > 220 1 L/M reddish
brown-
beige
0.93 540 32 > 230 0 / 1 S brown
1.1 130 15 > 190 yellow
0.90 490 34.5 > 240 0 / 1 S light-
brown
0.85 20 4.5 > 220 1 EL beige
0.99 1300 100 without 0 / 1 S beige
0.92 150 22 > 250 L/M beige
0.97 435 36 > 250 0 L/M beige
0.85 150 18 > 220 1 L beige
0.88 500 40 > 250 0 / 1 L / M beige
251), 5) and 6) see page 30
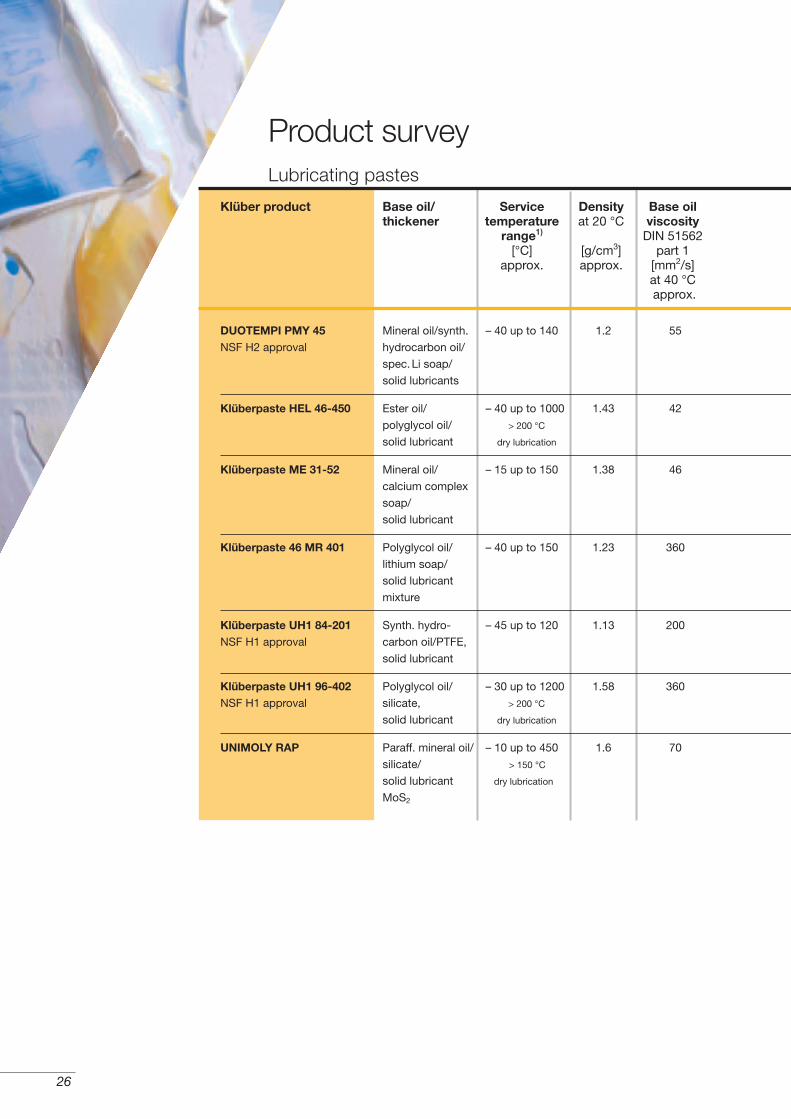
26
Klüber product Base oil/ Service Density Base oilthickener temperature at 20 °C viscosity
range1) DIN 51562[°C] [g/cm3] part 1
approx. approx. [mm2/s] at 40 °Capprox.
Lubricating pastes
Product survey
DUOTEMPI PMY 45 Mineral oil/synth. – 40 up to 140 1.2 55
NSF H2 approval hydrocarbon oil/
spec. Li soap/
solid lubricants
Klüberpaste HEL 46-450 Ester oil/ – 40 up to 1000 1.43 42
polyglycol oil/ > 200 °C
solid lubricant dry lubrication
Klüberpaste ME 31-52 Mineral oil/ – 15 up to 150 1.38 46
calcium complex
soap/
solid lubricant
Klüberpaste 46 MR 401 Polyglycol oil/ – 40 up to 150 1.23 360
lithium soap/
solid lubricant
mixture
Klüberpaste UH1 84-201 Synth. hydro- – 45 up to 120 1.13 200
NSF H1 approval carbon oil/PTFE,
solid lubricant
Klüberpaste UH1 96-402 Polyglycol oil/ – 30 up to 1200 1.58 360
NSF H1 approval silicate, > 200 °C
solid lubricant dry lubrication
UNIMOLY RAP Paraff. mineral oil/ – 10 up to 450 1.6 70
silicate/ > 150 °C
solid lubricant dry lubrication
MoS2
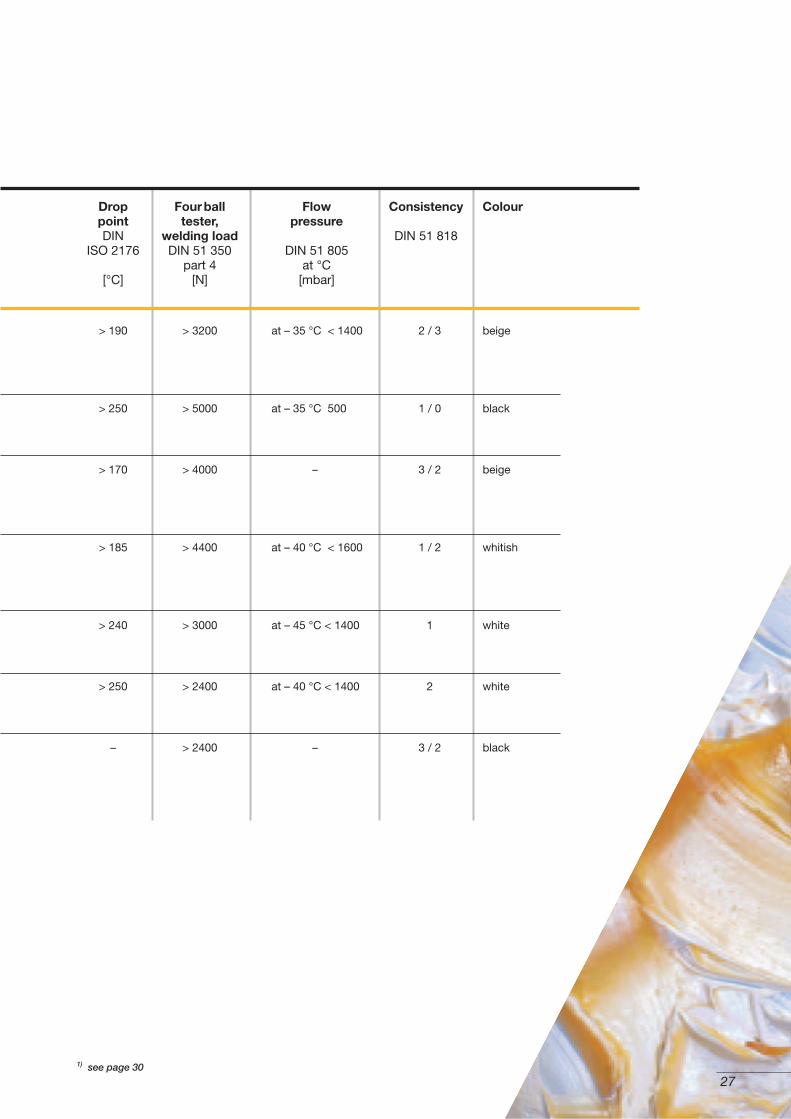
27
Drop Four ball Flow Consistency Colourpoint tester, pressureDIN welding load DIN 51 818
ISO 2176 DIN 51 350 DIN 51 805part 4 at °C
[°C] [N] [mbar]
> 190 > 3200 at – 35 °C < 1400 2 / 3 beige
> 250 > 5000 at – 35 °C 500 1 / 0 black
> 170 > 4000 – 3 / 2 beige
> 185 > 4400 at – 40 °C < 1600 1 / 2 whitish
> 240 > 3000 at – 45 °C < 1400 1 white
> 250 > 2400 at – 40 °C < 1400 2 white
– > 2400 – 3 / 2 black
1) see page 30
28
Klüber product Service Colour Solid Dryingtemperature lubricant or
range1) baking[°C] condi-
tionsapprox.
Bonded coatings
Product survey
FLUOROPAN 340 N A/B – 40 up to 230 black Polytetra- dry:
fluoroethylene 5 min/100 °C
(PTFE) burning-in:
15 min/250 °C
Klübertop TG 05-371 – 40 up to 300 greyish- Graphite dry:
black (C) 5 min/100 °C
burning-in:
15 min/220 °C
UNIMOLY C 220 – 180 up to 450 grey Molybdenum dry:
disulphide 5 min/20 °C
(MoS2) hardening:
30 min/20 °C
Klüber product Service Colour Chemicaltemperature composition
range1)
[°C]approx.
Tribo-system materials
Klüberdur KM 02-854 – 40 up to 200 dark grey Component A: epoxy resin, solid lubricant
Two-component mixture, ester oil; Component B: special
tribo-system material hardening agent, graphite, ester oil
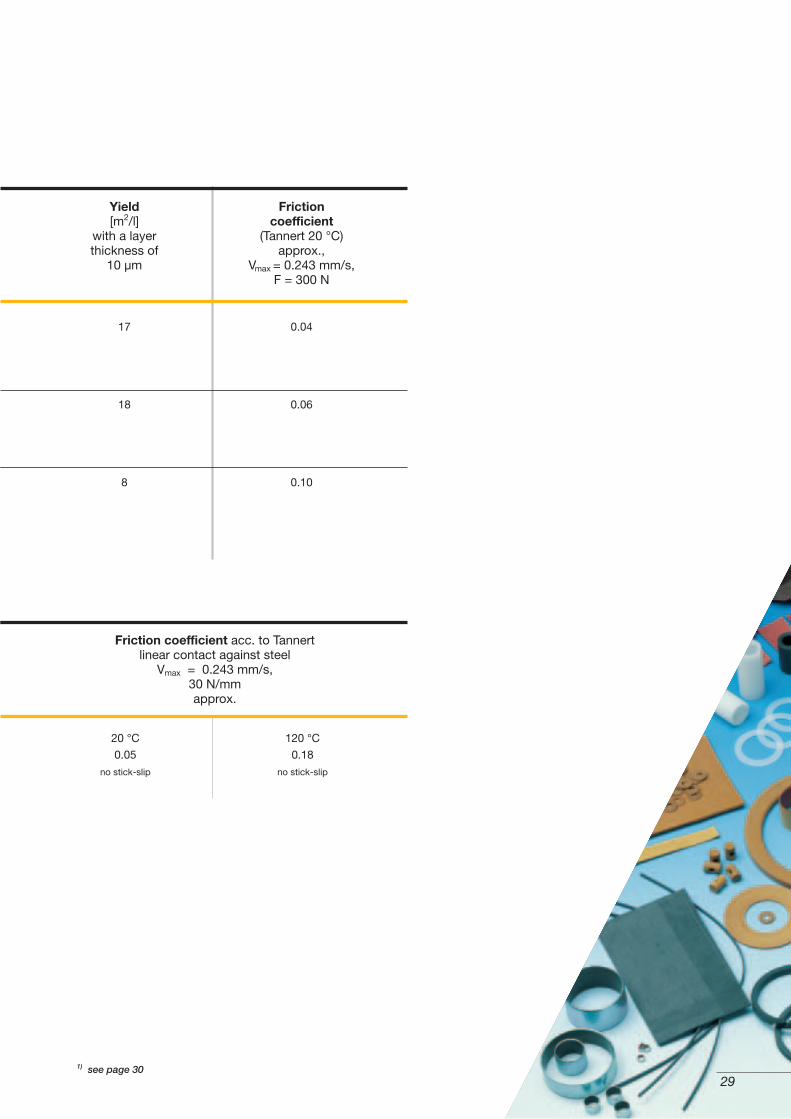
Yield Friction[m2/l] coefficient
with a layer (Tannert 20 °C)thickness of approx.,
10 µm Vmax = 0.243 mm/s,F = 300 N
17 0.04
18 0.06
8 0.10
Friction coefficient acc. to Tannertlinear contact against steel
Vmax = 0.243 mm/s,30 N/mmapprox.
20 °C 120 °C
0.05 0.18
no stick-slip no stick-slip
1) see page 3029
30
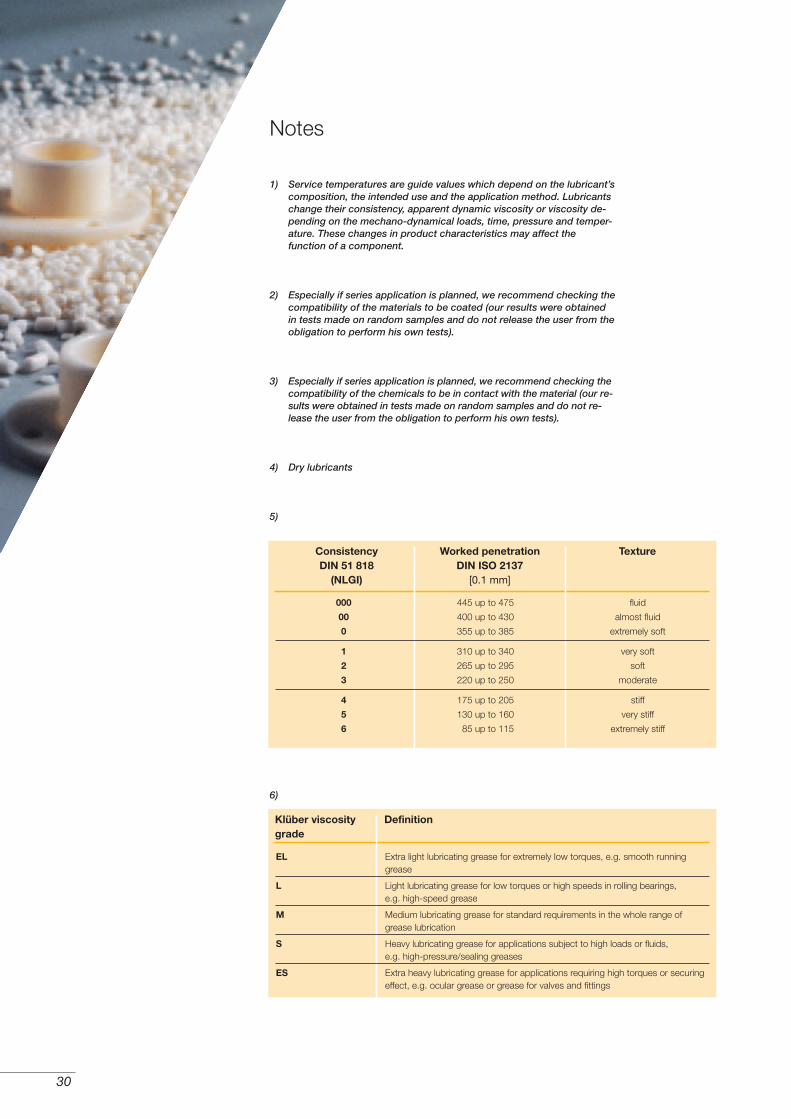
Klüber viscosity Definitiongrade
EL Extra light lubricating grease for extremely low torques, e.g. smooth runninggrease
L Light lubricating grease for low torques or high speeds in rolling bearings,e.g. high-speed grease
M Medium lubricating grease for standard requirements in the whole range ofgrease lubrication
S Heavy lubricating grease for applications subject to high loads or fluids,e.g. high-pressure/sealing greases
ES Extra heavy lubricating grease for applications requiring high torques or securingeffect, e.g. ocular grease or grease for valves and fittings
Notes
1) Service temperatures are guide values which depend on the lubricant’scomposition, the intended use and the application method. Lubricantschange their consistency, apparent dynamic viscosity or viscosity de-pending on the mechano-dynamical loads, time, pressure and temper-ature. These changes in product characteristics may affect thefunction of a component.
2) Especially if series application is planned, we recommend checking thecompatibility of the materials to be coated (our results were obtainedin tests made on random samples and do not release the user from theobligation to perform his own tests).
3) Especially if series application is planned, we recommend checking thecompatibility of the chemicals to be in contact with the material (our re-sults were obtained in tests made on random samples and do not re-lease the user from the obligation to perform his own tests).
4) Dry lubricants
5)
6)
Consistency Worked penetration TextureDIN 51 818 DIN ISO 2137
(NLGI) [0.1 mm]
000 445 up to 475 fluid
00 400 up to 430 almost fluid
0 355 up to 385 extremely soft
1 310 up to 340 very soft
2 265 up to 295 soft
3 220 up to 250 moderate
4 175 up to 205 stiff
5 130 up to 160 very stiff
6 85 up to 115 extremely stiff
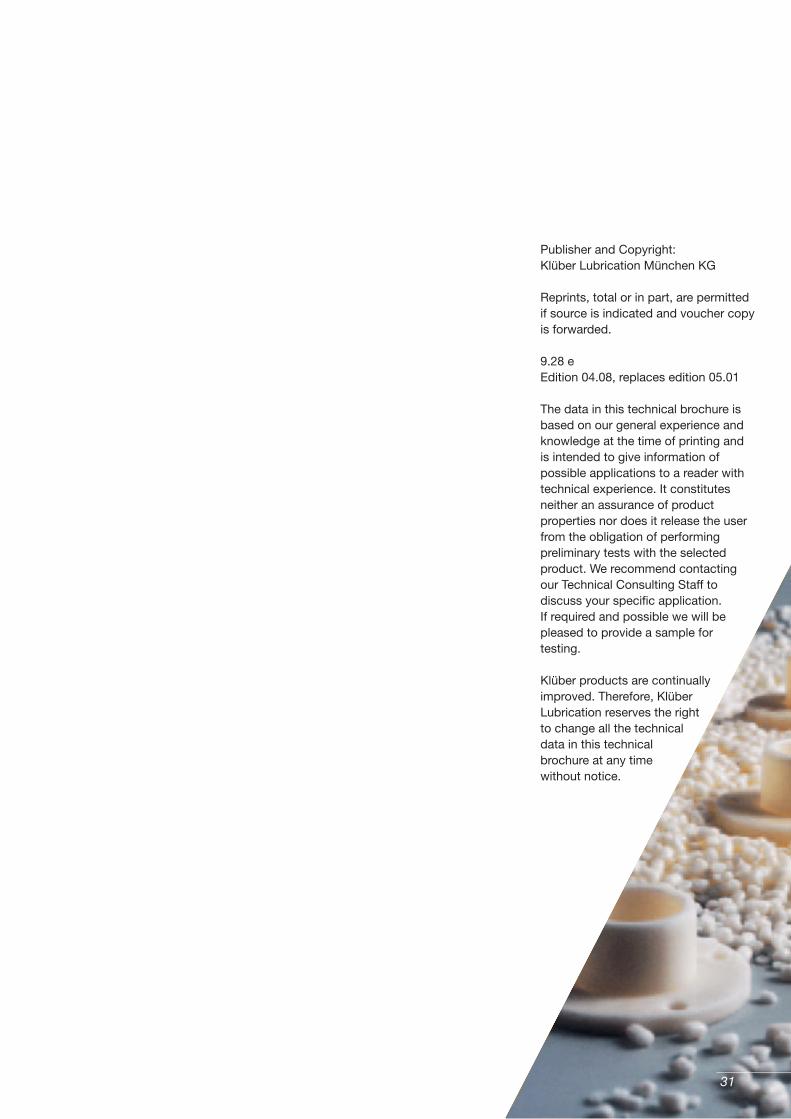
Publisher and Copyright:Klüber Lubrication München KG
Reprints, total or in part, are permittedif source is indicated and voucher copyis forwarded.
9.28 eEdition 04.08, replaces edition 05.01
The data in this technical brochure isbased on our general experience andknowledge at the time of printing andis intended to give information of possible applications to a reader withtechnical experience. It constitutes neither an assurance of product properties nor does it release the userfrom the obligation of performing preliminary tests with the selectedproduct. We recommend contactingour Technical Consulting Staff to discuss your specific application. If required and possible we will bepleased to provide a sample for testing.
Klüber products are continuallyimproved. Therefore, Klüber Lubrication reserves the rightto change all the technicaldata in this technicalbrochure at any time without notice.
31
We are where you are.
Klüber Lubrication – the world market leader in speciality lubricants
• subsidiaries in over 30 countries• more than 1,700 staff• products available worldwide
Klüber Lubrication offers expert tribological solutions. Through our worldwide presence, we meet customers’ needs reliably and on time. We supply tailor-made speciality lubricants to customers from nearly all branches of industry and around the world – oils, greases, bonded coatings, pastes and many more. Over 75 years of experience, industry-specific know-how, and exceptional test facilities all help to optimise our solutions.
Klüber Lubrication München KGA company of the Freudenberg Group www.klueber.com







![[DIN 31652-1-1983-04] -- Gleitlager; Hydrodynamische Radial-Gleitlager Im Stationären Betrieb; Berechnung Von Kreiszylinderlagern](https://img.pdfslide.net/doc/110x75/577c85171a28abe054bba668/din-31652-1-1983-04-gleitlager-hydrodynamische-radial-gleitlager-im-stationaeren.jpg)





















