Embed Size (px)
Citation preview
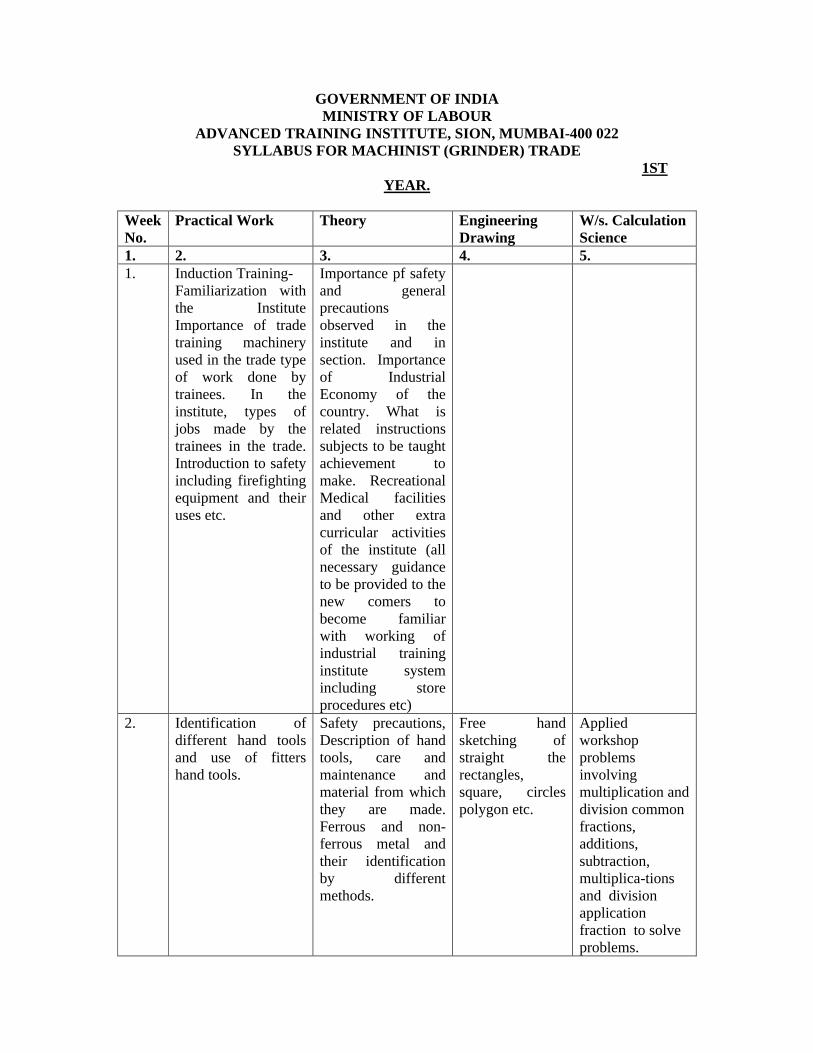
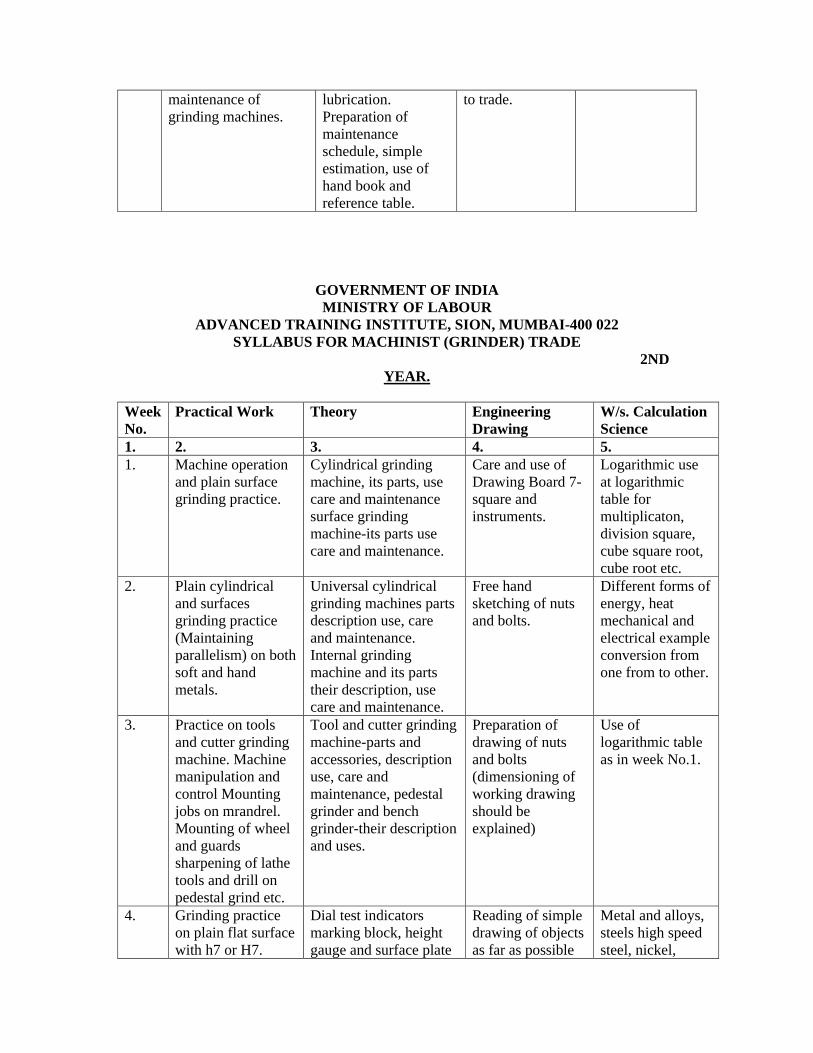
GOVERNMENT OF INDIAMINISTRY OF LABOUR
ADVANCED TRAINING INSTITUTE, SION, MUMBAI-400 022SYLLABUS FOR MACHINIST (GRINDER) TRADE
1STYEAR.
WeekNo.
Practical Work Theory EngineeringDrawing
W/s. CalculationScience
1. 2. 3. 4. 5.1. Induction Training-
Familiarization withthe InstituteImportance of tradetraining machineryused in the trade typeof work done bytrainees. In theinstitute, types ofjobs made by thetrainees in the trade.Introduction to safetyincluding firefightingequipment and theiruses etc.
Importance pf safetyand generalprecautionsobserved in theinstitute and insection. Importanceof IndustrialEconomy of thecountry. What isrelated instructionssubjects to be taughtachievement tomake. RecreationalMedical facilitiesand other extracurricular activitiesof the institute (allnecessary guidanceto be provided to thenew comers tobecome familiarwith working ofindustrial traininginstitute systemincluding storeprocedures etc)
2. Identification ofdifferent hand toolsand use of fittershand tools.
Safety precautions,Description of handtools, care andmaintenance andmaterial from whichthey are made.Ferrous and non-ferrous metal andtheir identificationby differentmethods.
Free handsketching ofstraight therectangles,square, circlespolygon etc.
Appliedworkshopproblemsinvolvingmultiplication anddivision commonfractions,additions,subtraction,multiplica-tionsand divisionapplicationfraction to solveproblems.
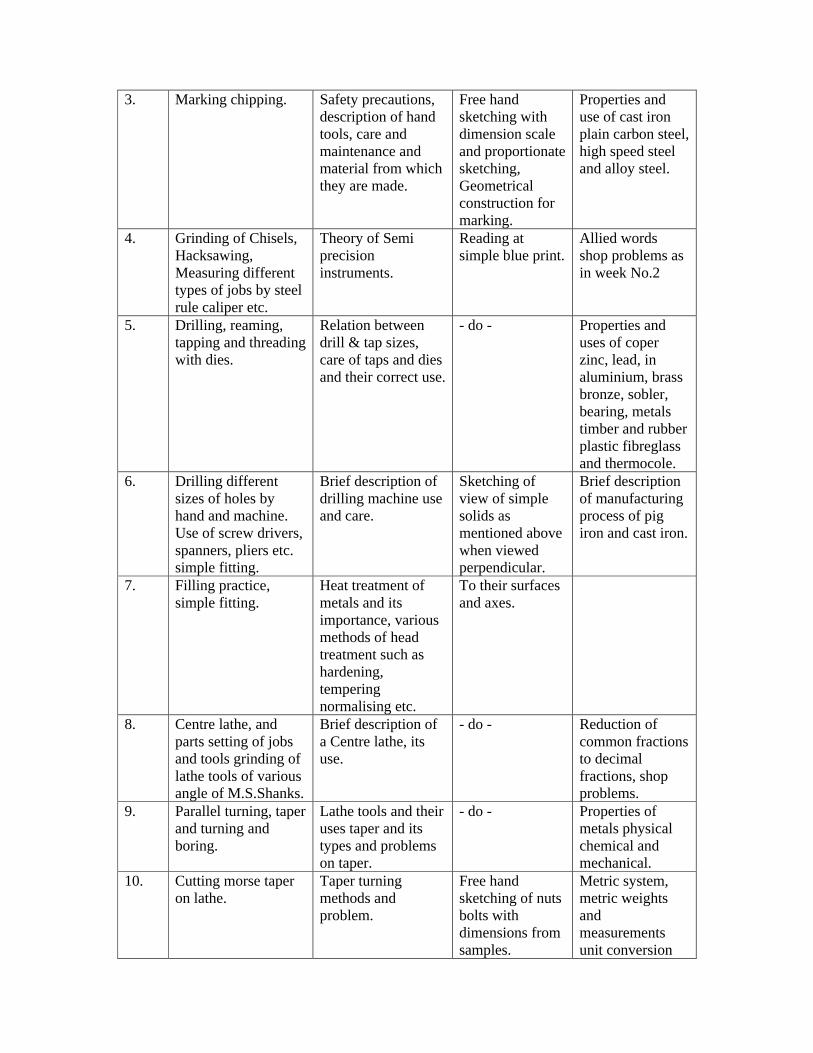
3. Marking chipping. Safety precautions,description of handtools, care andmaintenance andmaterial from whichthey are made.
Free handsketching withdimension scaleand proportionatesketching,Geometricalconstruction formarking.
Properties anduse of cast ironplain carbon steel,high speed steeland alloy steel.
4. Grinding of Chisels,Hacksawing,Measuring differenttypes of jobs by steelrule caliper etc.
Theory of Semiprecisioninstruments.
Reading atsimple blue print.
Allied wordsshop problems asin week No.2
5. Drilling, reaming,tapping and threadingwith dies.
Relation betweendrill & tap sizes,care of taps and diesand their correct use.
- do - Properties anduses of coperzinc, lead, inaluminium, brassbronze, sobler,bearing, metalstimber and rubberplastic fibreglassand thermocole.
6. Drilling differentsizes of holes byhand and machine.Use of screw drivers,spanners, pliers etc.simple fitting.
Brief description ofdrilling machine useand care.
Sketching ofview of simplesolids asmentioned abovewhen viewedperpendicular.
Brief descriptionof manufacturingprocess of pigiron and cast iron.
7. Filling practice,simple fitting.
Heat treatment ofmetals and itsimportance, variousmethods of headtreatment such ashardening,temperingnormalising etc.
To their surfacesand axes.
8. Centre lathe, andparts setting of jobsand tools grinding oflathe tools of variousangle of M.S.Shanks.
Brief description ofa Centre lathe, itsuse.
- do - Reduction ofcommon fractionsto decimalfractions, shopproblems.
9. Parallel turning, taperand turning andboring.
Lathe tools and theiruses taper and itstypes and problemson taper.
- do - Properties ofmetals physicalchemical andmechanical.
10. Cutting morse taperon lathe.
Taper turningmethods andproblem.
Free handsketching of nutsbolts withdimensions fromsamples.
Metric system,metric weightsandmeasurementsunit conversion
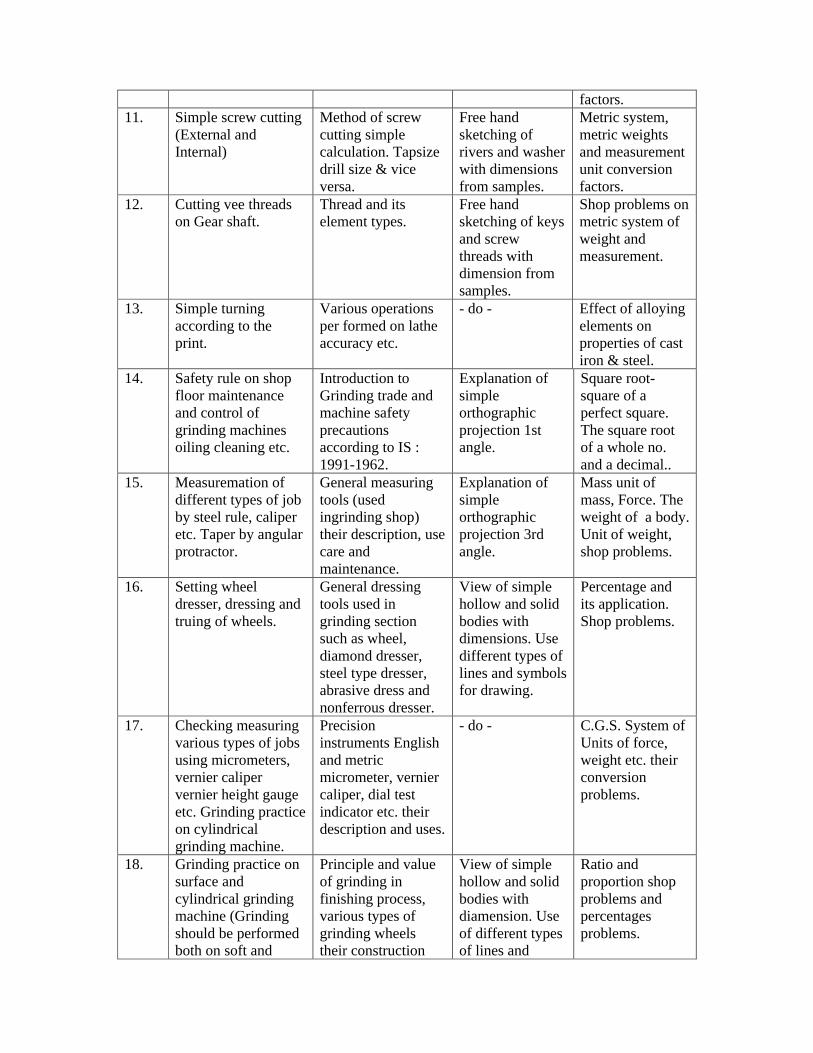
factors.11. Simple screw cutting
(External andInternal)
Method of screwcutting simplecalculation. Tapsizedrill size & viceversa.
Free handsketching ofrivers and washerwith dimensionsfrom samples.
Metric system,metric weightsand measurementunit conversionfactors.
12. Cutting vee threadson Gear shaft.
Thread and itselement types.
Free handsketching of keysand screwthreads withdimension fromsamples.
Shop problems onmetric system ofweight andmeasurement.
13. Simple turningaccording to theprint.
Various operationsper formed on latheaccuracy etc.
- do - Effect of alloyingelements onproperties of castiron & steel.
14. Safety rule on shopfloor maintenanceand control ofgrinding machinesoiling cleaning etc.
Introduction toGrinding trade andmachine safetyprecautionsaccording to IS :1991-1962.
Explanation ofsimpleorthographicprojection 1stangle.
Square root-square of aperfect square.The square rootof a whole no.and a decimal..
15. Measuremation ofdifferent types of jobby steel rule, caliperetc. Taper by angularprotractor.
General measuringtools (usedingrinding shop)their description, usecare andmaintenance.
Explanation ofsimpleorthographicprojection 3rdangle.
Mass unit ofmass, Force. Theweight of a body.Unit of weight,shop problems.
16. Setting wheeldresser, dressing andtruing of wheels.
General dressingtools used ingrinding sectionsuch as wheel,diamond dresser,steel type dresser,abrasive dress andnonferrous dresser.
View of simplehollow and solidbodies withdimensions. Usedifferent types oflines and symbolsfor drawing.
Percentage andits application.Shop problems.
17. Checking measuringvarious types of jobsusing micrometers,vernier calipervernier height gaugeetc. Grinding practiceon cylindricalgrinding machine.
Precisioninstruments Englishand metricmicrometer, verniercaliper, dial testindicator etc. theirdescription and uses.
- do - C.G.S. System ofUnits of force,weight etc. theirconversionproblems.
18. Grinding practice onsurface andcylindrical grindingmachine (Grindingshould be performedboth on soft and
Principle and valueof grinding infinishing process,various types ofgrinding wheelstheir construction
View of simplehollow and solidbodies withdiamension. Useof different typesof lines and
Ratio andproportion shopproblems andpercentagesproblems.
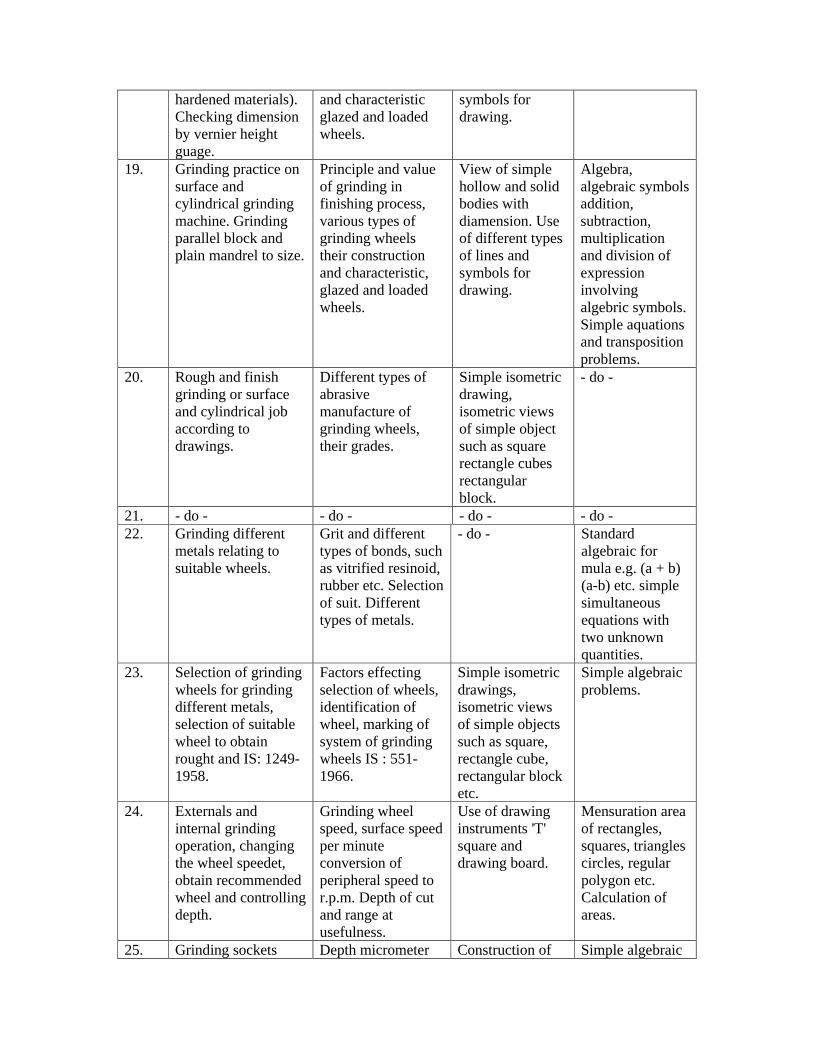
hardened materials).Checking dimensionby vernier heightguage.
and characteristicglazed and loadedwheels.
symbols fordrawing.
19. Grinding practice onsurface andcylindrical grindingmachine. Grindingparallel block andplain mandrel to size.
Principle and valueof grinding infinishing process,various types ofgrinding wheelstheir constructionand characteristic,glazed and loadedwheels.
View of simplehollow and solidbodies withdiamension. Useof different typesof lines andsymbols fordrawing.
Algebra,algebraic symbolsaddition,subtraction,multiplicationand division ofexpressioninvolvingalgebric symbols.Simple aquationsand transpositionproblems.
20. Rough and finishgrinding or surfaceand cylindrical jobaccording todrawings.
Different types ofabrasivemanufacture ofgrinding wheels,their grades.
Simple isometricdrawing,isometric viewsof simple objectsuch as squarerectangle cubesrectangularblock.
- do -
21. - do - - do - - do - - do -22. Grinding different
metals relating tosuitable wheels.
Grit and differenttypes of bonds, suchas vitrified resinoid,rubber etc. Selectionof suit. Differenttypes of metals.
- do - Standardalgebraic formula e.g. (a + b)(a-b) etc. simplesimultaneousequations withtwo unknownquantities.
23. Selection of grindingwheels for grindingdifferent metals,selection of suitablewheel to obtainrought and IS: 1249-1958.
Factors effectingselection of wheels,identification ofwheel, marking ofsystem of grindingwheels IS : 551-1966.
Simple isometricdrawings,isometric viewsof simple objectssuch as square,rectangle cube,rectangular blocketc.
Simple algebraicproblems.
24. Externals andinternal grindingoperation, changingthe wheel speedet,obtain recommendedwheel and controllingdepth.
Grinding wheelspeed, surface speedper minuteconversion ofperipheral speed tor.p.m. Depth of cutand range atusefulness.
Use of drawinginstruments 'T'square anddrawing board.
Mensuration areaof rectangles,squares, trianglescircles, regularpolygon etc.Calculation ofareas.
25. Grinding sockets Depth micrometer Construction of Simple algebraic
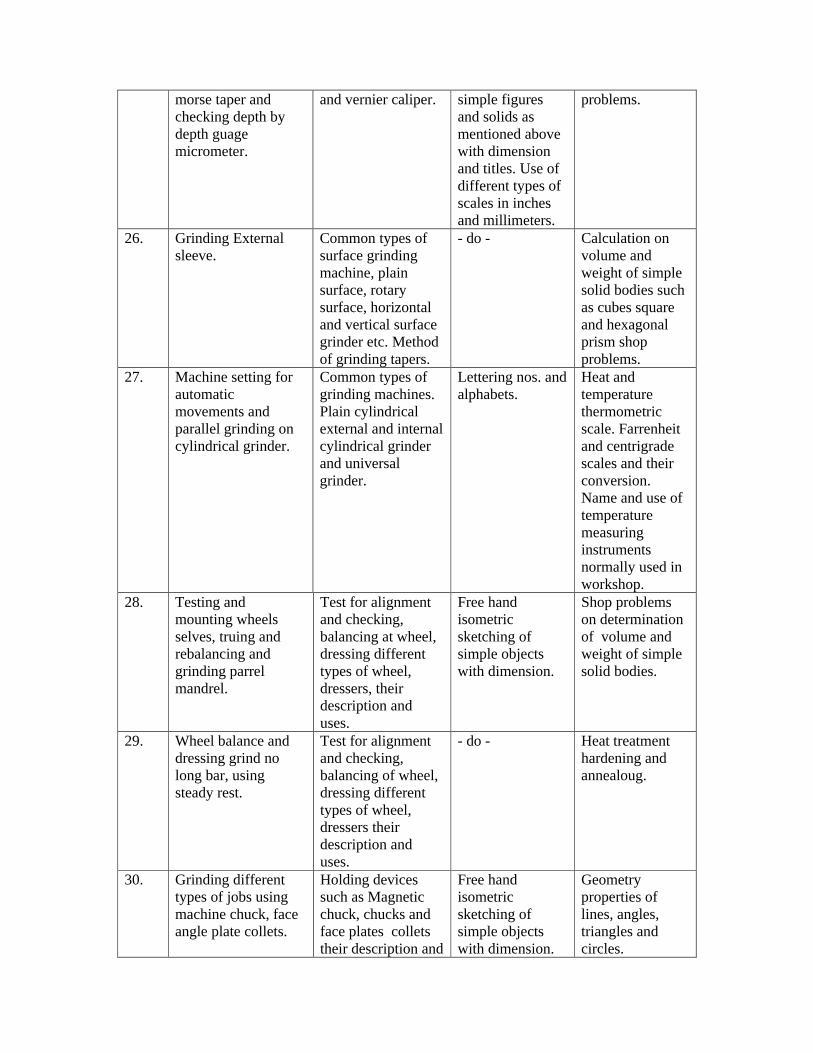
morse taper andchecking depth bydepth guagemicrometer.
and vernier caliper. simple figuresand solids asmentioned abovewith dimensionand titles. Use ofdifferent types ofscales in inchesand millimeters.
problems.
26. Grinding Externalsleeve.
Common types ofsurface grindingmachine, plainsurface, rotarysurface, horizontaland vertical surfacegrinder etc. Methodof grinding tapers.
- do - Calculation onvolume andweight of simplesolid bodies suchas cubes squareand hexagonalprism shopproblems.
27. Machine setting forautomaticmovements andparallel grinding oncylindrical grinder.
Common types ofgrinding machines.Plain cylindricalexternal and internalcylindrical grinderand universalgrinder.
Lettering nos. andalphabets.
Heat andtemperaturethermometricscale. Farrenheitand centrigradescales and theirconversion.Name and use oftemperaturemeasuringinstrumentsnormally used inworkshop.
28. Testing andmounting wheelsselves, truing andrebalancing andgrinding parrelmandrel.
Test for alignmentand checking,balancing at wheel,dressing differenttypes of wheel,dressers, theirdescription anduses.
Free handisometricsketching ofsimple objectswith dimension.
Shop problemson determinationof volume andweight of simplesolid bodies.
29. Wheel balance anddressing grind nolong bar, usingsteady rest.
Test for alignmentand checking,balancing of wheel,dressing differenttypes of wheel,dressers theirdescription anduses.
- do - Heat treatmenthardening andannealoug.
30. Grinding differenttypes of jobs usingmachine chuck, faceangle plate collets.
Holding devicessuch as Magneticchuck, chucks andface plates colletstheir description and
Free handisometricsketching ofsimple objectswith dimension.
Geometryproperties oflines, angles,triangles andcircles.
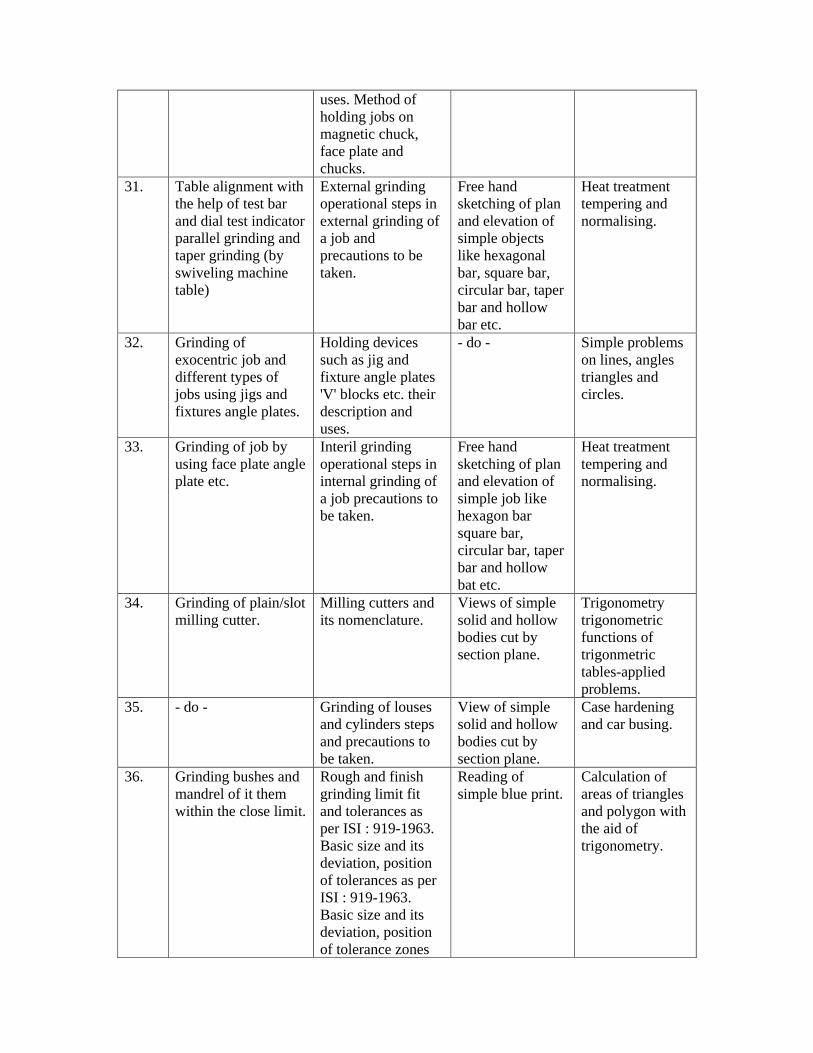
uses. Method ofholding jobs onmagnetic chuck,face plate andchucks.
31. Table alignment withthe help of test barand dial test indicatorparallel grinding andtaper grinding (byswiveling machinetable)
External grindingoperational steps inexternal grinding ofa job andprecautions to betaken.
Free handsketching of planand elevation ofsimple objectslike hexagonalbar, square bar,circular bar, taperbar and hollowbar etc.
Heat treatmenttempering andnormalising.
32. Grinding ofexocentric job anddifferent types ofjobs using jigs andfixtures angle plates.
Holding devicessuch as jig andfixture angle plates'V' blocks etc. theirdescription anduses.
- do - Simple problemson lines, anglestriangles andcircles.
33. Grinding of job byusing face plate angleplate etc.
Interil grindingoperational steps ininternal grinding ofa job precautions tobe taken.
Free handsketching of planand elevation ofsimple job likehexagon barsquare bar,circular bar, taperbar and hollowbat etc.
Heat treatmenttempering andnormalising.
34. Grinding of plain/slotmilling cutter.
Milling cutters andits nomenclature.
Views of simplesolid and hollowbodies cut bysection plane.
Trigonometrytrigonometricfunctions oftrigonmetrictables-appliedproblems.
35. - do - Grinding of lousesand cylinders stepsand precautions tobe taken.
View of simplesolid and hollowbodies cut bysection plane.
Case hardeningand car busing.
36. Grinding bushes andmandrel of it themwithin the close limit.
Rough and finishgrinding limit fitand tolerances asper ISI : 919-1963.Basic size and itsdeviation, positionof tolerances as perISI : 919-1963.Basic size and itsdeviation, positionof tolerance zones
Reading ofsimple blue print.
Calculation ofareas of trianglesand polygon withthe aid oftrigonometry.
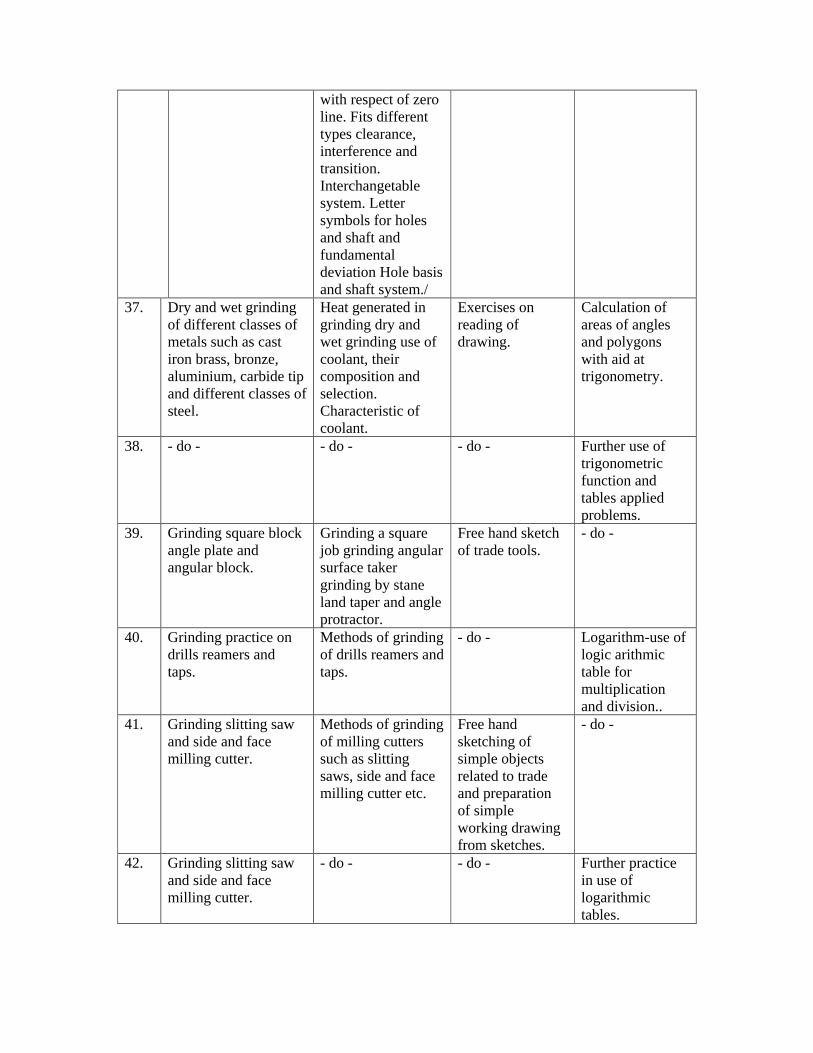
with respect of zeroline. Fits differenttypes clearance,interference andtransition.Interchangetablesystem. Lettersymbols for holesand shaft andfundamentaldeviation Hole basisand shaft system./
37. Dry and wet grindingof different classes ofmetals such as castiron brass, bronze,aluminium, carbide tipand different classes ofsteel.
Heat generated ingrinding dry andwet grinding use ofcoolant, theircomposition andselection.Characteristic ofcoolant.
Exercises onreading ofdrawing.
Calculation ofareas of anglesand polygonswith aid attrigonometry.
38. - do - - do - - do - Further use oftrigonometricfunction andtables appliedproblems.
39. Grinding square blockangle plate andangular block.
Grinding a squarejob grinding angularsurface takergrinding by staneland taper and angleprotractor.
Free hand sketchof trade tools.
- do -
40. Grinding practice ondrills reamers andtaps.
Methods of grindingof drills reamers andtaps.
- do - Logarithm-use oflogic arithmictable formultiplicationand division..
41. Grinding slitting sawand side and facemilling cutter.
Methods of grindingof milling cutterssuch as slittingsaws, side and facemilling cutter etc.
Free handsketching ofsimple objectsrelated to tradeand preparationof simpleworking drawingfrom sketches.
- do -
42. Grinding slitting sawand side and facemilling cutter.
- do - - do - Further practicein use oflogarithmictables.
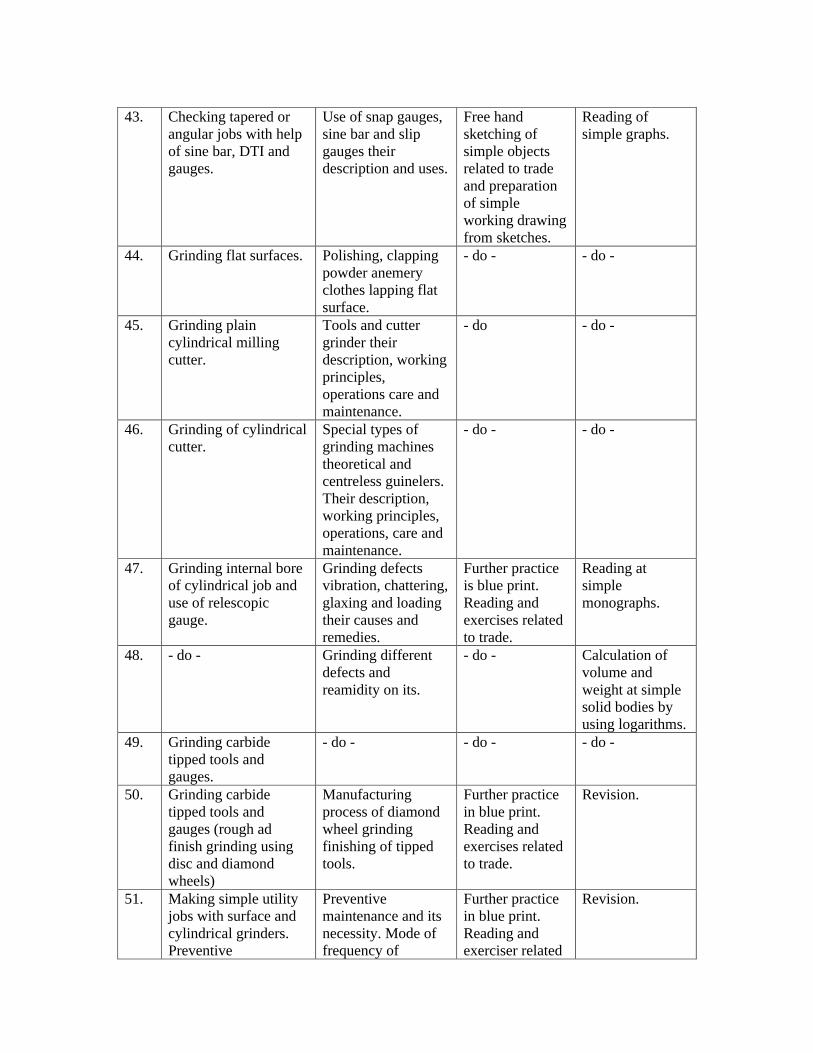
43. Checking tapered orangular jobs with helpof sine bar, DTI andgauges.
Use of snap gauges,sine bar and slipgauges theirdescription and uses.
Free handsketching ofsimple objectsrelated to tradeand preparationof simpleworking drawingfrom sketches.
Reading ofsimple graphs.
44. Grinding flat surfaces. Polishing, clappingpowder anemeryclothes lapping flatsurface.
- do - - do -
45. Grinding plaincylindrical millingcutter.
Tools and cuttergrinder theirdescription, workingprinciples,operations care andmaintenance.
- do - do -
46. Grinding of cylindricalcutter.
Special types ofgrinding machinestheoretical andcentreless guinelers.Their description,working principles,operations, care andmaintenance.
- do - - do -
47. Grinding internal boreof cylindrical job anduse of relescopicgauge.
Grinding defectsvibration, chattering,glaxing and loadingtheir causes andremedies.
Further practiceis blue print.Reading andexercises relatedto trade.
Reading atsimplemonographs.
48. - do - Grinding differentdefects andreamidity on its.
- do - Calculation ofvolume andweight at simplesolid bodies byusing logarithms.
49. Grinding carbidetipped tools andgauges.
- do - - do - - do -
50. Grinding carbidetipped tools andgauges (rough adfinish grinding usingdisc and diamondwheels)
Manufacturingprocess of diamondwheel grindingfinishing of tippedtools.
Further practicein blue print.Reading andexercises relatedto trade.
Revision.
51. Making simple utilityjobs with surface andcylindrical grinders.Preventive
Preventivemaintenance and itsnecessity. Mode offrequency of
Further practicein blue print.Reading andexerciser related
Revision.
maintenance ofgrinding machines.
lubrication.Preparation ofmaintenanceschedule, simpleestimation, use ofhand book andreference table.
to trade.
GOVERNMENT OF INDIAMINISTRY OF LABOUR
ADVANCED TRAINING INSTITUTE, SION, MUMBAI-400 022SYLLABUS FOR MACHINIST (GRINDER) TRADE
2NDYEAR.
WeekNo.
Practical Work Theory EngineeringDrawing
W/s. CalculationScience
1. 2. 3. 4. 5.1. Machine operation
and plain surfacegrinding practice.
Cylindrical grindingmachine, its parts, usecare and maintenancesurface grindingmachine-its parts usecare and maintenance.
Care and use ofDrawing Board 7-square andinstruments.
Logarithmic useat logarithmictable formultiplicaton,division square,cube square root,cube root etc.
2. Plain cylindricaland surfacesgrinding practice(Maintainingparallelism) on bothsoft and handmetals.
Universal cylindricalgrinding machines partsdescription use, careand maintenance.Internal grindingmachine and its partstheir description, usecare and maintenance.
Free handsketching of nutsand bolts.
Different forms ofenergy, heatmechanical andelectrical exampleconversion fromone from to other.
3. Practice on toolsand cutter grindingmachine. Machinemanipulation andcontrol Mountingjobs on mrandrel.Mounting of wheeland guardssharpening of lathetools and drill onpedestal grind etc.
Tool and cutter grindingmachine-parts andaccessories, descriptionuse, care andmaintenance, pedestalgrinder and benchgrinder-their descriptionand uses.
Preparation ofdrawing of nutsand bolts(dimensioning ofworking drawingshould beexplained)
Use oflogarithmic tableas in week No.1.
4. Grinding practiceon plain flat surfacewith h7 or H7.
Dial test indicatorsmarking block, heightgauge and surface plate
Reading of simpledrawing of objectsas far as possible
Metal and alloys,steels high speedsteel, nickel,
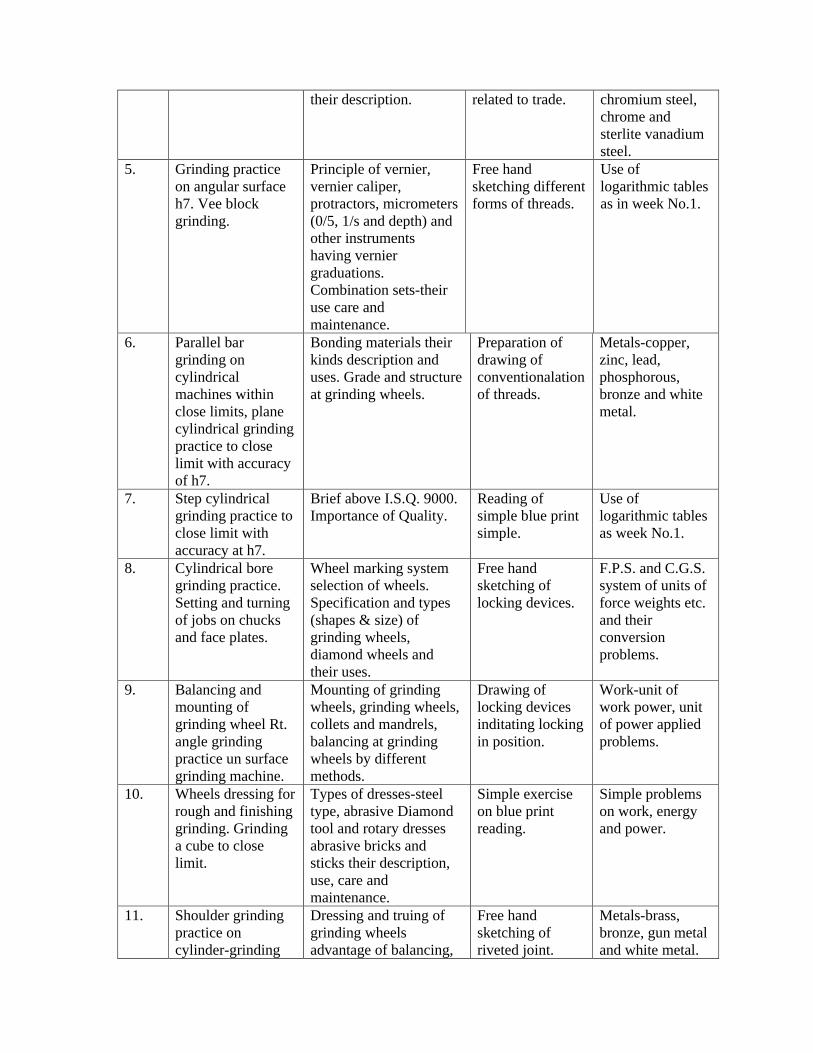
their description. related to trade. chromium steel,chrome andsterlite vanadiumsteel.
5. Grinding practiceon angular surfaceh7. Vee blockgrinding.
Principle of vernier,vernier caliper,protractors, micrometers(0/5, 1/s and depth) andother instrumentshaving verniergraduations.Combination sets-theiruse care andmaintenance.
Free handsketching differentforms of threads.
Use oflogarithmic tablesas in week No.1.
6. Parallel bargrinding oncylindricalmachines withinclose limits, planecylindrical grindingpractice to closelimit with accuracyof h7.
Bonding materials theirkinds description anduses. Grade and structureat grinding wheels.
Preparation ofdrawing ofconventionalationof threads.
Metals-copper,zinc, lead,phosphorous,bronze and whitemetal.
7. Step cylindricalgrinding practice toclose limit withaccuracy at h7.
Brief above I.S.Q. 9000.Importance of Quality.
Reading ofsimple blue printsimple.
Use oflogarithmic tablesas week No.1.
8. Cylindrical boregrinding practice.Setting and turningof jobs on chucksand face plates.
Wheel marking systemselection of wheels.Specification and types(shapes & size) ofgrinding wheels,diamond wheels andtheir uses.
Free handsketching oflocking devices.
F.P.S. and C.G.S.system of units offorce weights etc.and theirconversionproblems.
9. Balancing andmounting ofgrinding wheel Rt.angle grindingpractice un surfacegrinding machine.
Mounting of grindingwheels, grinding wheels,collets and mandrels,balancing at grindingwheels by differentmethods.
Drawing oflocking devicesinditating lockingin position.
Work-unit ofwork power, unitof power appliedproblems.
10. Wheels dressing forrough and finishinggrinding. Grindinga cube to closelimit.
Types of dresses-steeltype, abrasive Diamondtool and rotary dressesabrasive bricks andsticks their description,use, care andmaintenance.
Simple exerciseon blue printreading.
Simple problemson work, energyand power.
11. Shoulder grindingpractice oncylinder-grinding
Dressing and truing ofgrinding wheelsadvantage of balancing,
Free handsketching ofriveted joint.
Metals-brass,bronze, gun metaland white metal.
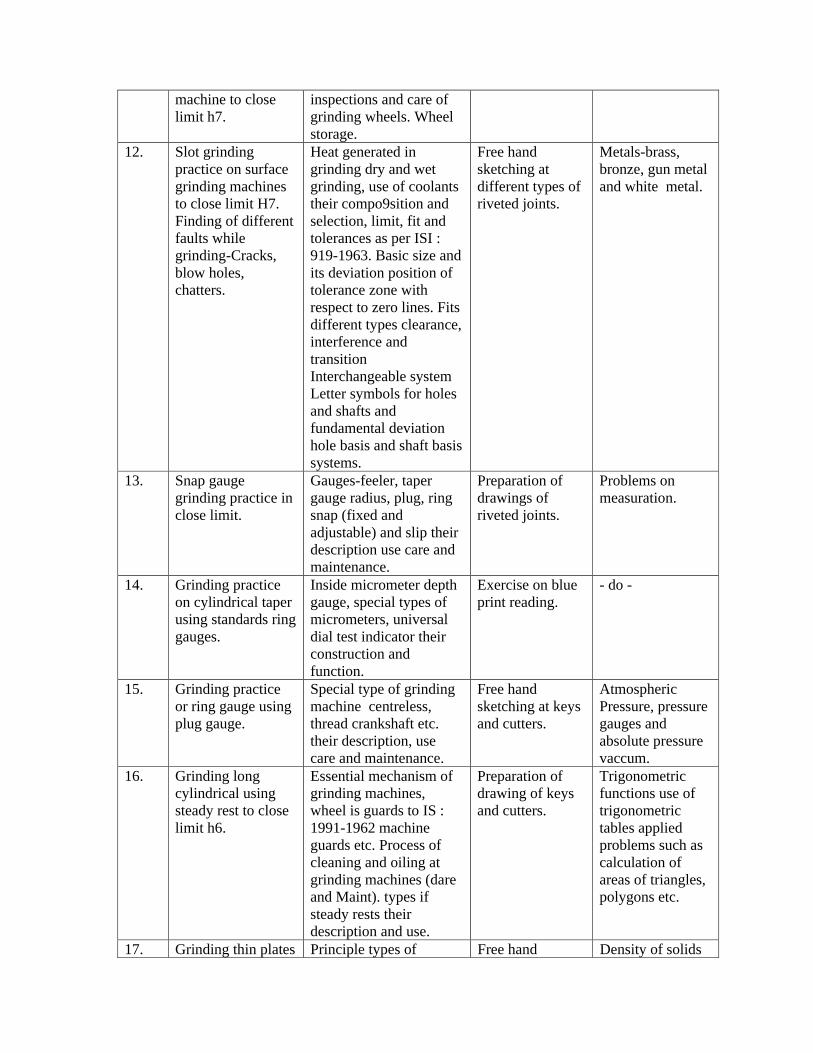
machine to closelimit h7.
inspections and care ofgrinding wheels. Wheelstorage.
12. Slot grindingpractice on surfacegrinding machinesto close limit H7.Finding of differentfaults whilegrinding-Cracks,blow holes,chatters.
Heat generated ingrinding dry and wetgrinding, use of coolantstheir compo9sition andselection, limit, fit andtolerances as per ISI :919-1963. Basic size andits deviation position oftolerance zone withrespect to zero lines. Fitsdifferent types clearance,interference andtransitionInterchangeable systemLetter symbols for holesand shafts andfundamental deviationhole basis and shaft basissystems.
Free handsketching atdifferent types ofriveted joints.
Metals-brass,bronze, gun metaland white metal.
13. Snap gaugegrinding practice inclose limit.
Gauges-feeler, tapergauge radius, plug, ringsnap (fixed andadjustable) and slip theirdescription use care andmaintenance.
Preparation ofdrawings ofriveted joints.
Problems onmeasuration.
14. Grinding practiceon cylindrical taperusing standards ringgauges.
Inside micrometer depthgauge, special types ofmicrometers, universaldial test indicator theirconstruction andfunction.
Exercise on blueprint reading.
- do -
15. Grinding practiceor ring gauge usingplug gauge.
Special type of grindingmachine centreless,thread crankshaft etc.their description, usecare and maintenance.
Free handsketching at keysand cutters.
AtmosphericPressure, pressuregauges andabsolute pressurevaccum.
16. Grinding longcylindrical usingsteady rest to closelimit h6.
Essential mechanism ofgrinding machines,wheel is guards to IS :1991-1962 machineguards etc. Process ofcleaning and oiling atgrinding machines (dareand Maint). types ifsteady rests theirdescription and use.
Preparation ofdrawing of keysand cutters.
Trigonometricfunctions use oftrigonometrictables appliedproblems such ascalculation ofareas of triangles,polygons etc.
17. Grinding thin plates Principle types of Free hand Density of solids
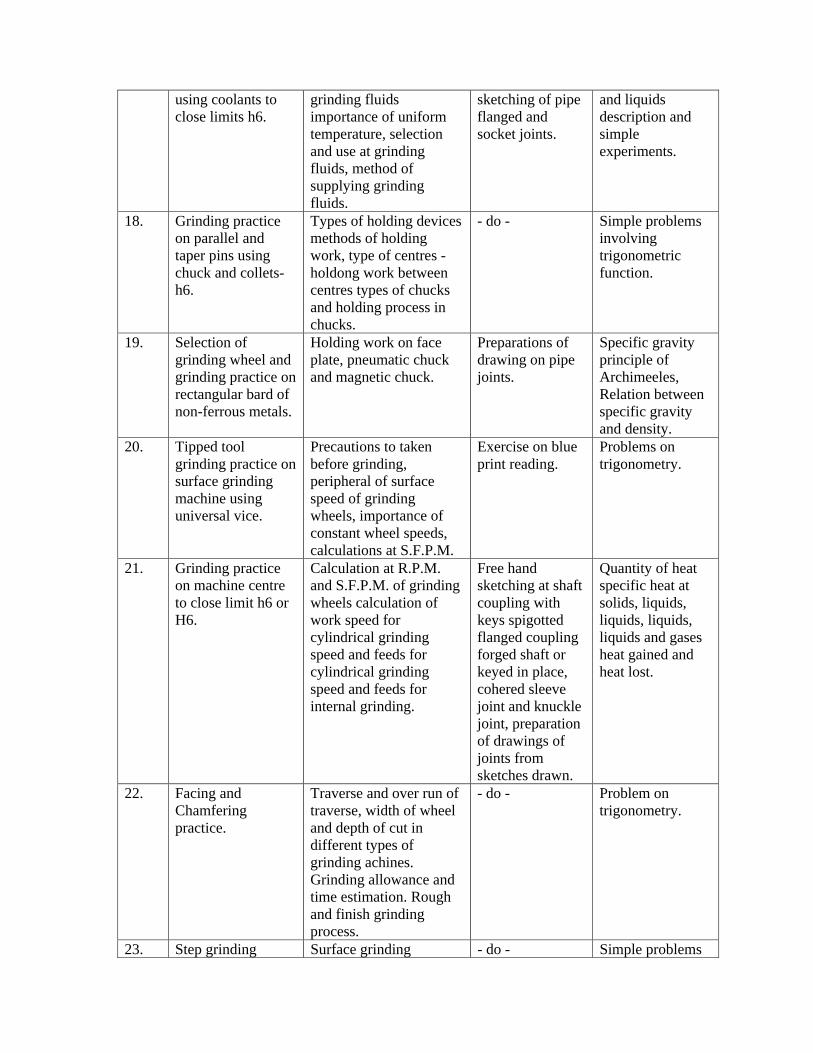
using coolants toclose limits h6.
grinding fluidsimportance of uniformtemperature, selectionand use at grindingfluids, method ofsupplying grindingfluids.
sketching of pipeflanged andsocket joints.
and liquidsdescription andsimpleexperiments.
18. Grinding practiceon parallel andtaper pins usingchuck and collets-h6.
Types of holding devicesmethods of holdingwork, type of centres -holdong work betweencentres types of chucksand holding process inchucks.
- do - Simple problemsinvolvingtrigonometricfunction.
19. Selection ofgrinding wheel andgrinding practice onrectangular bard ofnon-ferrous metals.
Holding work on faceplate, pneumatic chuckand magnetic chuck.
Preparations ofdrawing on pipejoints.
Specific gravityprinciple ofArchimeeles,Relation betweenspecific gravityand density.
20. Tipped toolgrinding practice onsurface grindingmachine usinguniversal vice.
Precautions to takenbefore grinding,peripheral of surfacespeed of grindingwheels, importance ofconstant wheel speeds,calculations at S.F.P.M.
Exercise on blueprint reading.
Problems ontrigonometry.
21. Grinding practiceon machine centreto close limit h6 orH6.
Calculation at R.P.M.and S.F.P.M. of grindingwheels calculation ofwork speed forcylindrical grindingspeed and feeds forcylindrical grindingspeed and feeds forinternal grinding.
Free handsketching at shaftcoupling withkeys spigottedflanged couplingforged shaft orkeyed in place,cohered sleevejoint and knucklejoint, preparationof drawings ofjoints fromsketches drawn.
Quantity of heatspecific heat atsolids, liquids,liquids, liquids,liquids and gasesheat gained andheat lost.
22. Facing andChamferingpractice.
Traverse and over run oftraverse, width of wheeland depth of cut indifferent types ofgrinding achines.Grinding allowance andtime estimation. Roughand finish grindingprocess.
- do - Problem ontrigonometry.
23. Step grinding Surface grinding - do - Simple problems
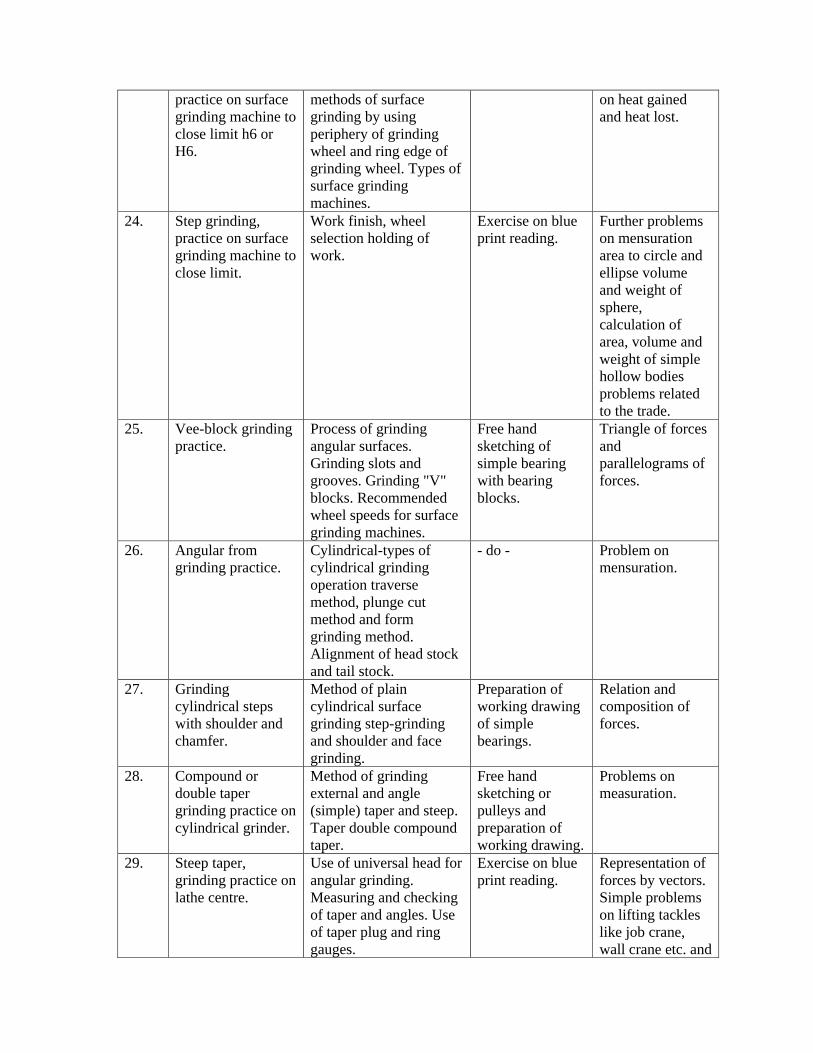
practice on surfacegrinding machine toclose limit h6 orH6.
methods of surfacegrinding by usingperiphery of grindingwheel and ring edge ofgrinding wheel. Types ofsurface grindingmachines.
on heat gainedand heat lost.
24. Step grinding,practice on surfacegrinding machine toclose limit.
Work finish, wheelselection holding ofwork.
Exercise on blueprint reading.
Further problemson mensurationarea to circle andellipse volumeand weight ofsphere,calculation ofarea, volume andweight of simplehollow bodiesproblems relatedto the trade.
25. Vee-block grindingpractice.
Process of grindingangular surfaces.Grinding slots andgrooves. Grinding "V"blocks. Recommendedwheel speeds for surfacegrinding machines.
Free handsketching ofsimple bearingwith bearingblocks.
Triangle of forcesandparallelograms offorces.
26. Angular fromgrinding practice.
Cylindrical-types ofcylindrical grindingoperation traversemethod, plunge cutmethod and formgrinding method.Alignment of head stockand tail stock.
- do - Problem onmensuration.
27. Grindingcylindrical stepswith shoulder andchamfer.
Method of plaincylindrical surfacegrinding step-grindingand shoulder and facegrinding.
Preparation ofworking drawingof simplebearings.
Relation andcomposition offorces.
28. Compound ordouble tapergrinding practice oncylindrical grinder.
Method of grindingexternal and angle(simple) taper and steep.Taper double compoundtaper.
Free handsketching orpulleys andpreparation ofworking drawing.
Problems onmeasuration.
29. Steep taper,grinding practice onlathe centre.
Use of universal head forangular grinding.Measuring and checkingof taper and angles. Useof taper plug and ringgauges.
Exercise on blueprint reading.
Representation offorces by vectors.Simple problemson lifting tackleslike job crane,wall crane etc. and
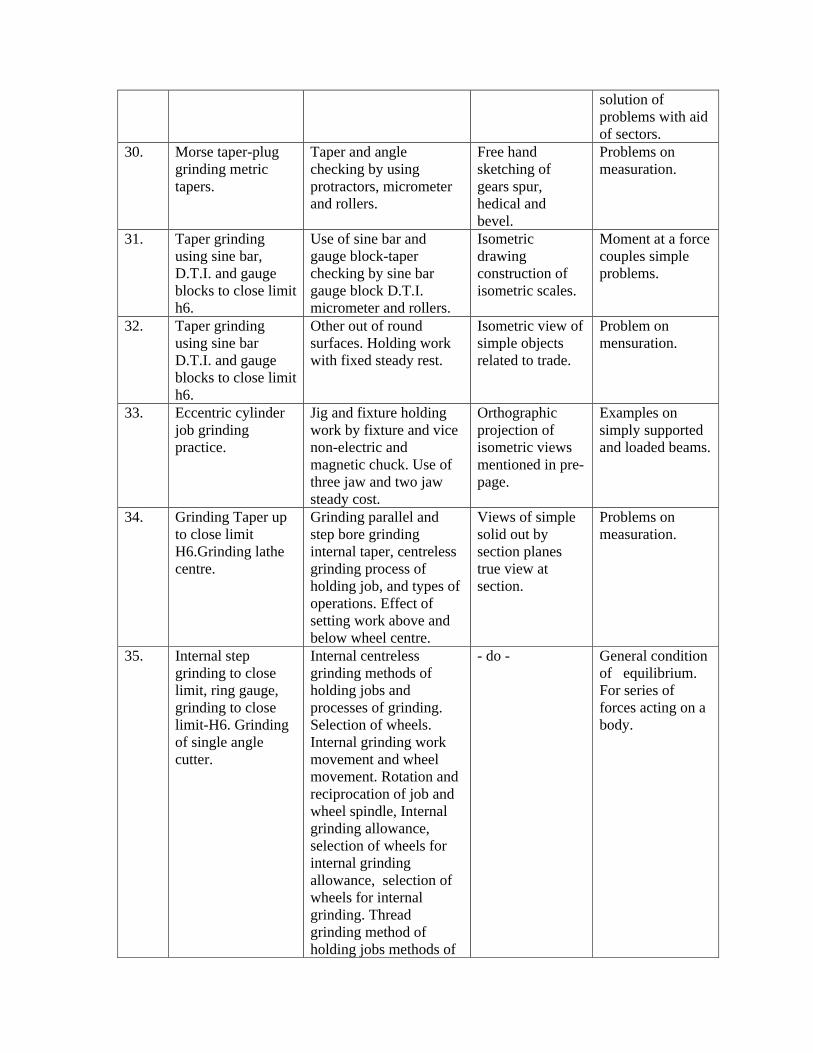
solution ofproblems with aidof sectors.
30. Morse taper-pluggrinding metrictapers.
Taper and anglechecking by usingprotractors, micrometerand rollers.
Free handsketching ofgears spur,hedical andbevel.
Problems onmeasuration.
31. Taper grindingusing sine bar,D.T.I. and gaugeblocks to close limith6.
Use of sine bar andgauge block-taperchecking by sine bargauge block D.T.I.micrometer and rollers.
Isometricdrawingconstruction ofisometric scales.
Moment at a forcecouples simpleproblems.
32. Taper grindingusing sine barD.T.I. and gaugeblocks to close limith6.
Other out of roundsurfaces. Holding workwith fixed steady rest.
Isometric view ofsimple objectsrelated to trade.
Problem onmensuration.
33. Eccentric cylinderjob grindingpractice.
Jig and fixture holdingwork by fixture and vicenon-electric andmagnetic chuck. Use ofthree jaw and two jawsteady cost.
Orthographicprojection ofisometric viewsmentioned in pre-page.
Examples onsimply supportedand loaded beams.
34. Grinding Taper upto close limitH6.Grinding lathecentre.
Grinding parallel andstep bore grindinginternal taper, centrelessgrinding process ofholding job, and types ofoperations. Effect ofsetting work above andbelow wheel centre.
Views of simplesolid out bysection planestrue view atsection.
Problems onmeasuration.
35. Internal stepgrinding to closelimit, ring gauge,grinding to closelimit-H6. Grindingof single anglecutter.
Internal centrelessgrinding methods ofholding jobs andprocesses of grinding.Selection of wheels.Internal grinding workmovement and wheelmovement. Rotation andreciprocation of job andwheel spindle, Internalgrinding allowance,selection of wheels forinternal grindingallowance, selection ofwheels for internalgrinding. Threadgrinding method ofholding jobs methods of
- do - General conditionof equilibrium.For series offorces acting on abody.
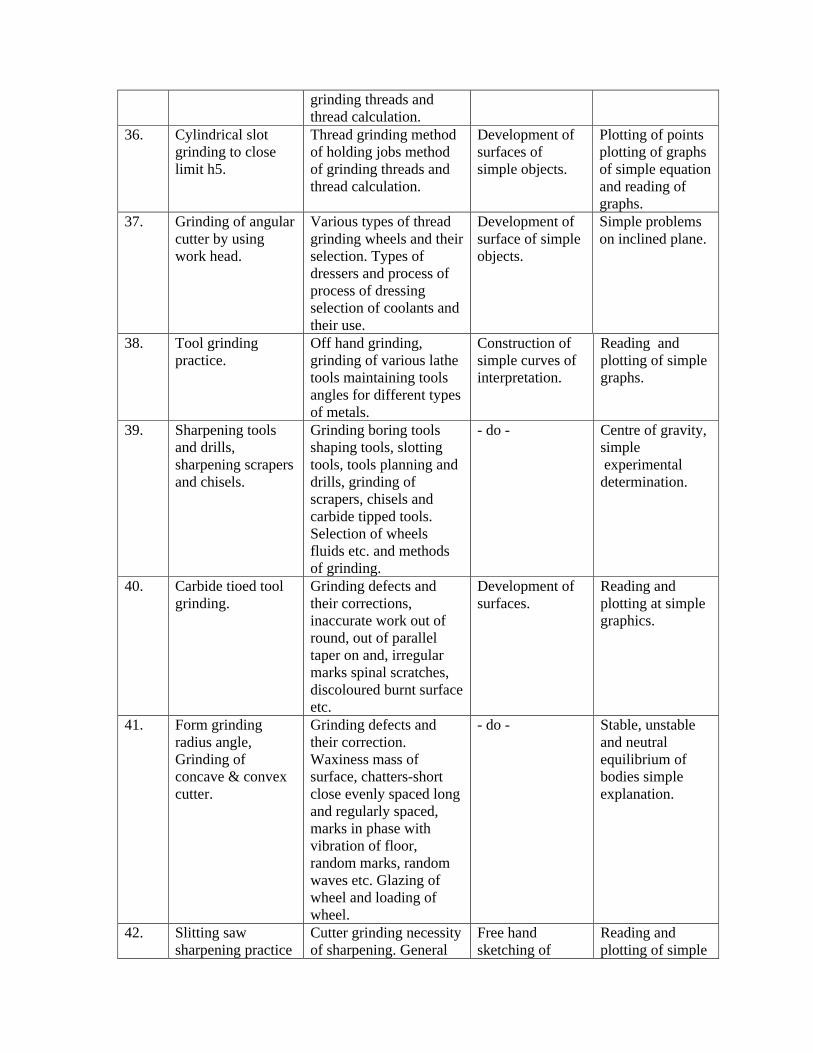
grinding threads andthread calculation.
36. Cylindrical slotgrinding to closelimit h5.
Thread grinding methodof holding jobs methodof grinding threads andthread calculation.
Development ofsurfaces ofsimple objects.
Plotting of pointsplotting of graphsof simple equationand reading ofgraphs.
37. Grinding of angularcutter by usingwork head.
Various types of threadgrinding wheels and theirselection. Types ofdressers and process ofprocess of dressingselection of coolants andtheir use.
Development ofsurface of simpleobjects.
Simple problemson inclined plane.
38. Tool grindingpractice.
Off hand grinding,grinding of various lathetools maintaining toolsangles for different typesof metals.
Construction ofsimple curves ofinterpretation.
Reading andplotting of simplegraphs.
39. Sharpening toolsand drills,sharpening scrapersand chisels.
Grinding boring toolsshaping tools, slottingtools, tools planning anddrills, grinding ofscrapers, chisels andcarbide tipped tools.Selection of wheelsfluids etc. and methodsof grinding.
- do - Centre of gravity,simpleexperimental
determination.
40. Carbide tioed toolgrinding.
Grinding defects andtheir corrections,inaccurate work out ofround, out of paralleltaper on and, irregularmarks spinal scratches,discoloured burnt surfaceetc.
Development ofsurfaces.
Reading andplotting at simplegraphics.
41. Form grindingradius angle,Grinding ofconcave & convexcutter.
Grinding defects andtheir correction.Waxiness mass ofsurface, chatters-shortclose evenly spaced longand regularly spaced,marks in phase withvibration of floor,random marks, randomwaves etc. Glazing ofwheel and loading ofwheel.
- do - Stable, unstableand neutralequilibrium ofbodies simpleexplanation.
42. Slitting sawsharpening practice
Cutter grinding necessityof sharpening. General
Free handsketching of
Reading andplotting of simple
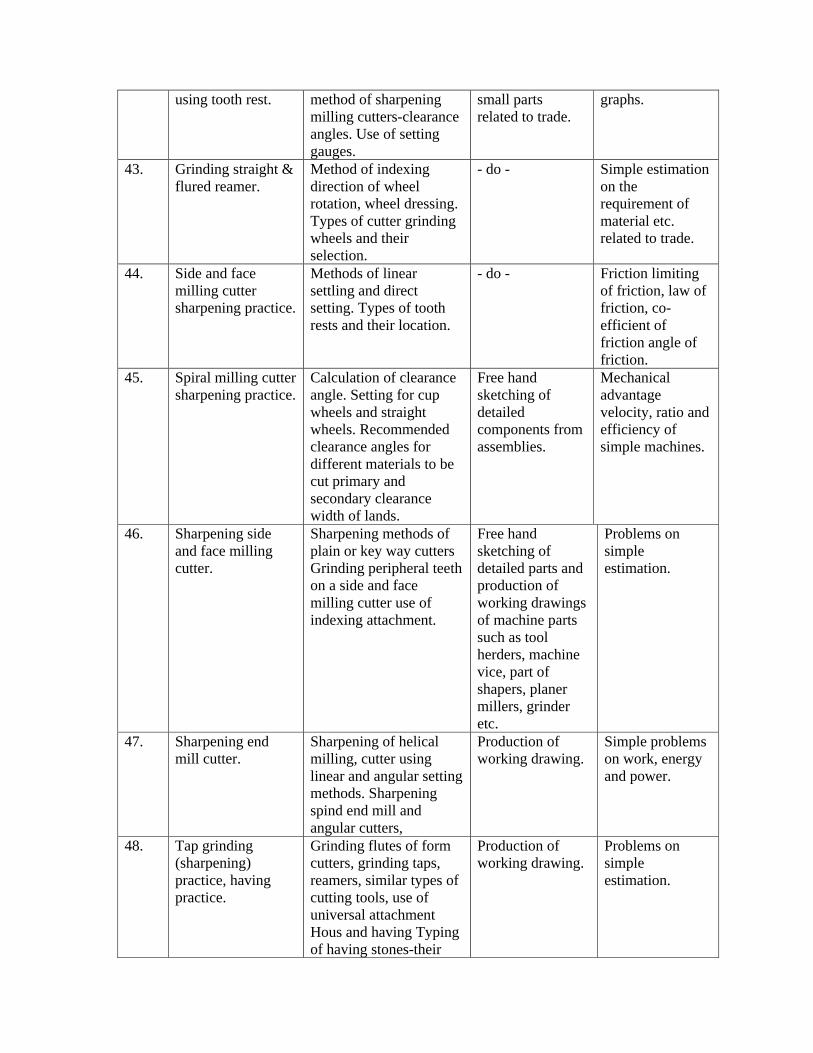
using tooth rest. method of sharpeningmilling cutters-clearanceangles. Use of settinggauges.
small partsrelated to trade.
graphs.
43. Grinding straight &flured reamer.
Method of indexingdirection of wheelrotation, wheel dressing.Types of cutter grindingwheels and theirselection.
- do - Simple estimationon therequirement ofmaterial etc.related to trade.
44. Side and facemilling cuttersharpening practice.
Methods of linearsettling and directsetting. Types of toothrests and their location.
- do - Friction limitingof friction, law offriction, co-efficient offriction angle offriction.
45. Spiral milling cuttersharpening practice.
Calculation of clearanceangle. Setting for cupwheels and straightwheels. Recommendedclearance angles fordifferent materials to becut primary andsecondary clearancewidth of lands.
Free handsketching ofdetailedcomponents fromassemblies.
Mechanicaladvantagevelocity, ratio andefficiency ofsimple machines.
46. Sharpening sideand face millingcutter.
Sharpening methods ofplain or key way cuttersGrinding peripheral teethon a side and facemilling cutter use ofindexing attachment.
Free handsketching ofdetailed parts andproduction ofworking drawingsof machine partssuch as toolherders, machinevice, part ofshapers, planermillers, grinderetc.
Problems onsimpleestimation.
47. Sharpening endmill cutter.
Sharpening of helicalmilling, cutter usinglinear and angular settingmethods. Sharpeningspind end mill andangular cutters,
Production ofworking drawing.
Simple problemson work, energyand power.
48. Tap grinding(sharpening)practice, havingpractice.
Grinding flutes of formcutters, grinding taps,reamers, similar types ofcutting tools, use ofuniversal attachmentHous and having Typingof having stones-their
Production ofworking drawing.
Problems onsimpleestimation.
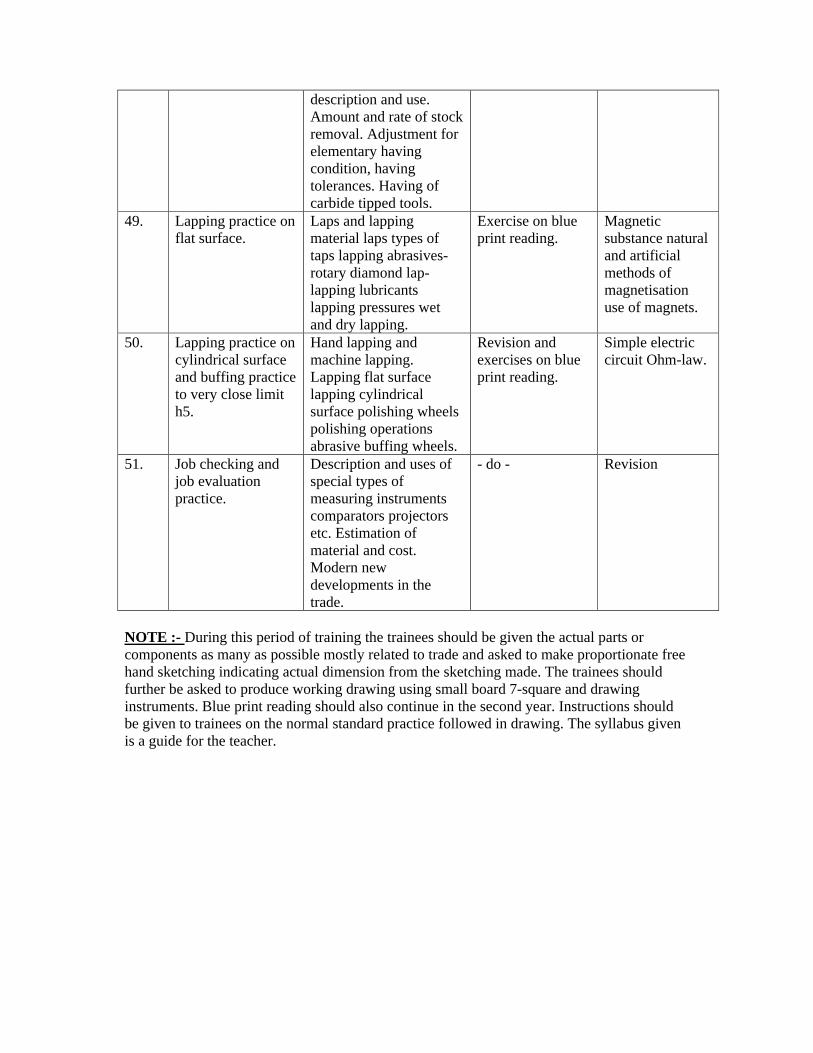
description and use.Amount and rate of stockremoval. Adjustment forelementary havingcondition, havingtolerances. Having ofcarbide tipped tools.
49. Lapping practice onflat surface.
Laps and lappingmaterial laps types oftaps lapping abrasives-rotary diamond lap-lapping lubricantslapping pressures wetand dry lapping.
Exercise on blueprint reading.
Magneticsubstance naturaland artificialmethods ofmagnetisationuse of magnets.
50. Lapping practice oncylindrical surfaceand buffing practiceto very close limith5.
Hand lapping andmachine lapping.Lapping flat surfacelapping cylindricalsurface polishing wheelspolishing operationsabrasive buffing wheels.
Revision andexercises on blueprint reading.
Simple electriccircuit Ohm-law.
51. Job checking andjob evaluationpractice.
Description and uses ofspecial types ofmeasuring instrumentscomparators projectorsetc. Estimation ofmaterial and cost.Modern newdevelopments in thetrade.
- do - Revision
NOTE :- During this period of training the trainees should be given the actual parts orcomponents as many as possible mostly related to trade and asked to make proportionate freehand sketching indicating actual dimension from the sketching made. The trainees shouldfurther be asked to produce working drawing using small board 7-square and drawinginstruments. Blue print reading should also continue in the second year. Instructions shouldbe given to trainees on the normal standard practice followed in drawing. The syllabus givenis a guide for the teacher.
SYLLABUS FOR RELATED INSTRUCTION
Related Instruction should be imparted to all the apprentices during theentire period of training including "Basic Training". The syllabus given forRelated Instruction should be considered as a guide.
The subjects to be taught to the apprentices in Related Instruction are asfollows :1. Trade Theory.2. Workshop Calculation and Science.3. Engineering Drawing.4. Social Studies.
FIRST YEARThe content of the syllabus for the apprentices during first year training
should be same as the content of the first year of two years course for the I.T.I.trainees in this trade.
SECOND YEARThe content of the syllabus for the apprentices during second year
training should be same as the content of the second year of two years coursefor the I.T.I. trainees in this trade.
THIRD YEAR
(A) TRADE THEORY(3 hours per week or 150 hours per year approximately)
(The number of hours to be spent on different topics in Trade, Theoryhas been indicated. The hours indicated are flexible and are only intended as aguide)
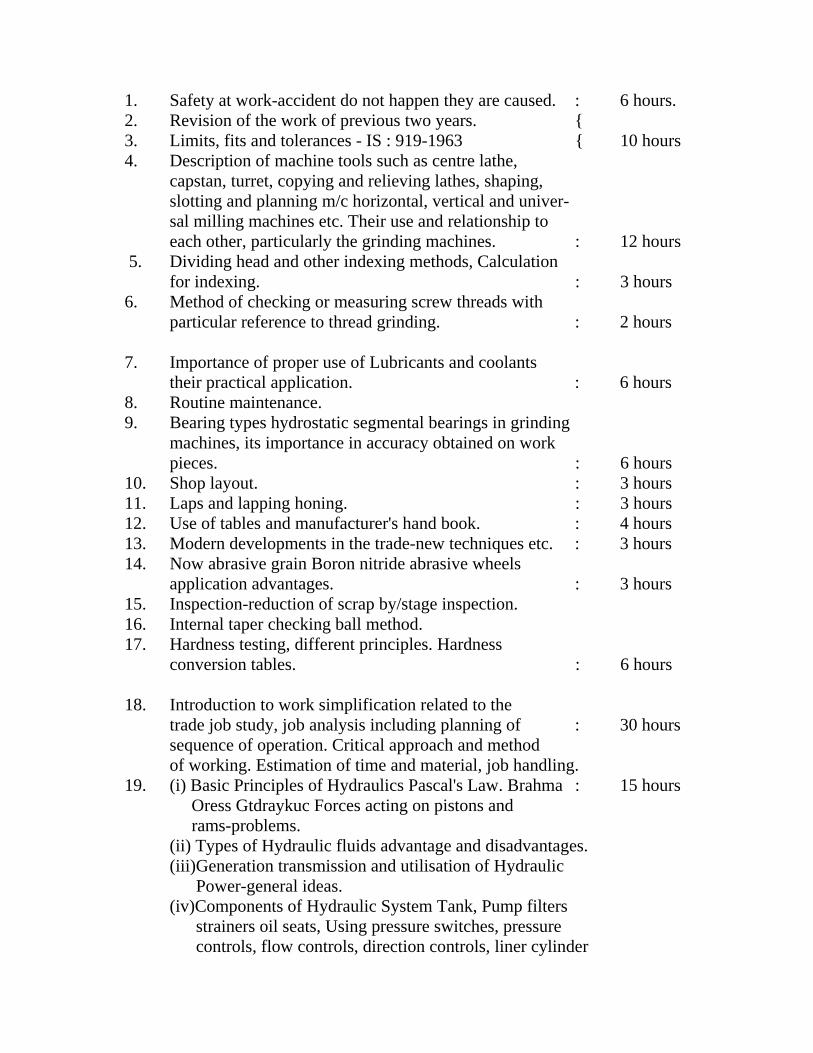
1. Safety at work-accident do not happen they are caused. : 6 hours.2. Revision of the work of previous two years. {3. Limits, fits and tolerances - IS : 919-1963 { 10 hours4. Description of machine tools such as centre lathe,
capstan, turret, copying and relieving lathes, shaping,slotting and planning m/c horizontal, vertical and univer-sal milling machines etc. Their use and relationship toeach other, particularly the grinding machines. : 12 hours
5. Dividing head and other indexing methods, Calculationfor indexing. : 3 hours
6. Method of checking or measuring screw threads withparticular reference to thread grinding. : 2 hours
7. Importance of proper use of Lubricants and coolantstheir practical application. : 6 hours
8. Routine maintenance.9. Bearing types hydrostatic segmental bearings in grinding
machines, its importance in accuracy obtained on workpieces. : 6 hours
10. Shop layout. : 3 hours11. Laps and lapping honing. : 3 hours12. Use of tables and manufacturer's hand book. : 4 hours13. Modern developments in the trade-new techniques etc. : 3 hours14. Now abrasive grain Boron nitride abrasive wheels
application advantages. : 3 hours15. Inspection-reduction of scrap by/stage inspection.16. Internal taper checking ball method.17. Hardness testing, different principles. Hardness
conversion tables. : 6 hours
18. Introduction to work simplification related to thetrade job study, job analysis including planning of : 30 hourssequence of operation. Critical approach and methodof working. Estimation of time and material, job handling.
19. (i) Basic Principles of Hydraulics Pascal's Law. Brahma : 15 hoursOress Gtdraykuc Forces acting on pistons andrams-problems.
(ii) Types of Hydraulic fluids advantage and disadvantages.(iii)Generation transmission and utilisation of Hydraulic
Power-general ideas.(iv)Components of Hydraulic System Tank, Pump filters
strainers oil seats, Using pressure switches, pressurecontrols, flow controls, direction controls, liner cylinder
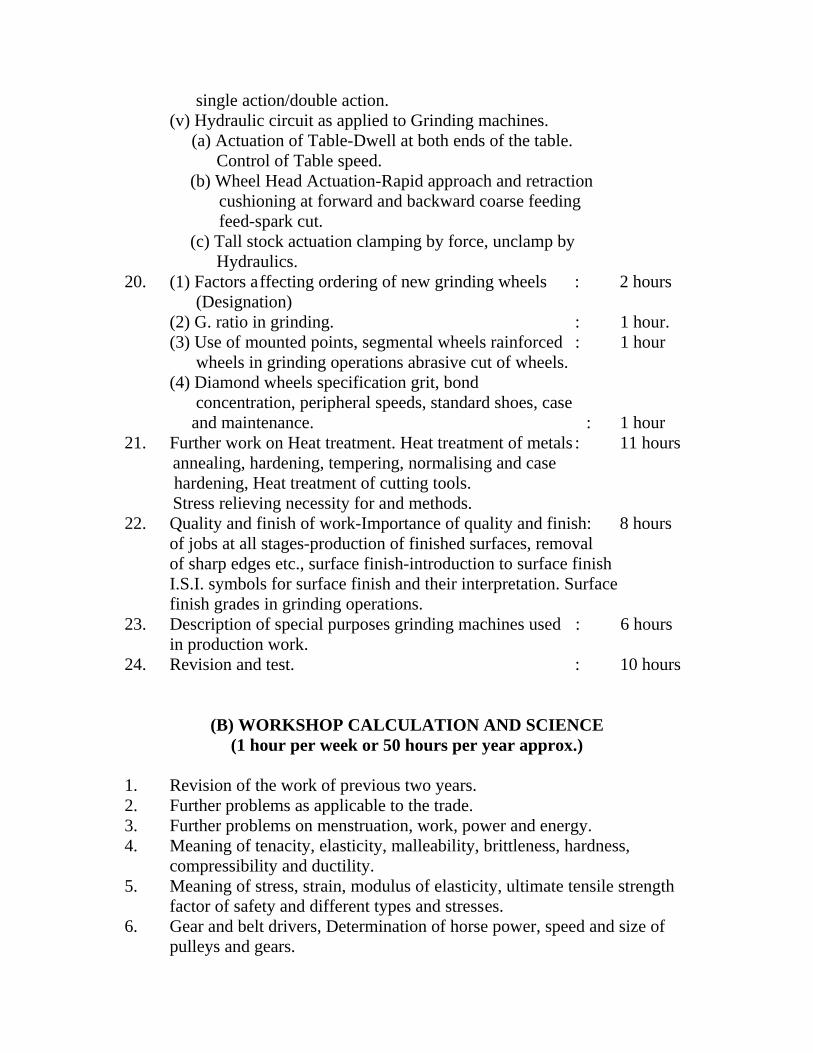
single action/double action.(v) Hydraulic circuit as applied to Grinding machines.
(a) Actuation of Table-Dwell at both ends of the table.Control of Table speed.
(b) Wheel Head Actuation-Rapid approach and retractioncushioning at forward and backward coarse feedingfeed-spark cut.
(c) Tall stock actuation clamping by force, unclamp byHydraulics.
20. (1) Factors affecting ordering of new grinding wheels : 2 hours(Designation)
(2) G. ratio in grinding. : 1 hour.(3) Use of mounted points, segmental wheels rainforced : 1 hour
wheels in grinding operations abrasive cut of wheels.(4) Diamond wheels specification grit, bond
concentration, peripheral speeds, standard shoes, caseand maintenance. : 1 hour
21. Further work on Heat treatment. Heat treatment of metals : 11 hoursannealing, hardening, tempering, normalising and casehardening, Heat treatment of cutting tools.Stress relieving necessity for and methods.
22. Quality and finish of work-Importance of quality and finish: 8 hoursof jobs at all stages-production of finished surfaces, removalof sharp edges etc., surface finish-introduction to surface finishI.S.I. symbols for surface finish and their interpretation. Surfacefinish grades in grinding operations.
23. Description of special purposes grinding machines used : 6 hoursin production work.
24. Revision and test. : 10 hours
(B) WORKSHOP CALCULATION AND SCIENCE(1 hour per week or 50 hours per year approx.)
1. Revision of the work of previous two years.2. Further problems as applicable to the trade.3. Further problems on menstruation, work, power and energy.4. Meaning of tenacity, elasticity, malleability, brittleness, hardness,
compressibility and ductility.5. Meaning of stress, strain, modulus of elasticity, ultimate tensile strength
factor of safety and different types and stresses.6. Gear and belt drivers, Determination of horse power, speed and size of
pulleys and gears.
7. Difference between pressure and force.8. Velocity, acceleration and retardation.9. Descriptive explanation of expansion of heat-solids liquids and gases dueto heat co-efficient of expansion. Brief description of transference of heat-
conduction convection and radiation.





























