Embed Size (px)
Citation preview

sie beispielsweise bei heterogenen Gasreaktionen in der Flussigphase erforderlich sind, urn eineri genauen Tempe- raturverlauf im Reaktor zu gewahi-leisten.
Wir danken der Max-Buchner-Forschungsstiftung fur die Bereitstellung von Mitteln zui- Beschaffung der Appa- 1-h tur. Eingeg. 10. h p t 1958 [B 9651
Literatur
1) H . Kolbel u. P. .4ckermann, Angew. C'hem. 61, 38 (19491. - H. Kolbel, P. Ackermann ti . Fr. Enyeiiitrrdt, Erdol u . Kohle 9, 153/56, 225/28 119561. - H . Kolbel u. P. Ackermann, diese Ztschr. .?#, 381 I19.561. - H . Kolbel u. P . Ackermann, Proceeding o t the 3"' World Petroleum Congress, The Hague 1951. --- H . Kolbel u . P Ackermann, Br;.tinstolitlietiil~, ~'Xj, 347 (155.51 - H. Kolbel, P. Ackermnnn u. Fr. Enyellitrrrll, Proceeding of the 4th World Petroleum (:onyiess, Kom 1955, Section IViC, Reprint 9
W. Siemes, diese Ztschr. 26, 614130 [1954J. - W. Siemes u. K. Giinther, diese Ztschr. 28, 389 119561. - W. Siemes u. E . Borchers, diese Ztschr. 28, 783 [1956J. - W. Siemes u. W. Weiss, diese Ztschr. 29, 727 [195?]. - J . Fechner, Diplomarbeit Techn. Universitat Berlin 1958. H . Verschoor u. S. Stemerding, Inst. of Mech. Eng. London General Discussion on Heat Transfer Sept. 1951, S . 27. Z. Novosad, Chemicke Listy (tschechisch) 48, 946 119541. H . Kolbel, W. Siemes, R. M a a s u. K. Miiller, diese Ztschr. 30, 400104 [1958]. M. W. Dow u. M. Jakob, Chem. Engng. Progr. 47, 637 119511. E. Wicke, diese Ztschr. 26, 301 119541. Chin-Yung Wen u. M. Leva, Amer. Inst. chem. Engr. J. 2, 482 119561. E. Wicke u. K. Hedden, diese Ztschr. 2 4 , 82 [1952]. E. Borchers: Diss. Techn. Universitat Berlin 1956. B . M. Tareef, Colloid J. U.S.S.R. 6, 545 [1940]: Ref. Chem. Engng. 64, 3, 273 (19571. H . Verschoor, Trans. Instn. Chern. Engr. 28, 52 [1950/.
GroBe SchweiBtechnische Tagung des Deutschen Verbandes fur SchweiBtechnik vom 17. bis 20. Juni 1958 in Mannheim
In der chemischen lndustrie beginnt drl Eintlul) der SchweiR- technik bereits bei den Werkstoffen, deren Eigenschaften den Forderungen der SchweiRtechnik angepaRt werden muBten. In der Gestaltung der Apparate werden dem Konstrukteur durch die SchweiRtrchnik bcsonderr Moglichkcitrn d(,r Gestaltung gegeben. In Erkenntnis dieser Tatsachen hat cler IDVS die Vor- tragsveranstaltung seiner Tagung i n Mdnnheim den1 Theme . D i e S c h w e i R t e c h n i k in1 D i e n s t r . d e r c h e m i - s c h e n I n d u s t r I e" gewidmet, bei der i n 'LO Vortrayen der heutige Stand und die noch ungelosten Probleme aufgezeigt wurden. Im folgenden werden die wichligsten Ergebnisse der- jenigen Vortrage rrortert, die das Arbeitsgebiel dieser Zeit- schrift betreffen.
SchweiBbarkeit der Werkstoffe
Einen hreiten Raum nimmt die Frage dsr SchweiRbarkeit der Werkstoffe, und zwar sowohl der legierten und unlegierten Stahle, als auch der NE-Metalle ein; eine klarr und eindeutige Definition des Begriffes SchweiRbarkeit hesteht noch nicht, und eine exakte MeRmethode ist noch nicht gefunden. Eine beson- dere Bedeutung kommt dem SchweiRverhalten beim Stahl zu, bei dem die meisteii bisher gemachteii Vorschlage zur Priitung des SchweiRverhaltens nicht befriedigen
Die bisher sicherste Methode zur Kennzeichnuny der SchweiB- barkeit ist das Umwandlungsverhalten bri kontinuierlicher Ab- kuhlung in Form der ZTU-Diagramme. die fur eine groRe An- zahl von Stahlen vom Max-Planck-Institut aufgestellt und als ,.Atlas zur Warmebehandlung yon Stahlen" herausgegeheii worden sind ( F . Nehl). Bei hochfesteii Stahlen 1st eine Warme- behandlung notwendig, um die Schweil)bedin(jiingen zu verein- fachen und um eine Verschlechteruny dc,r Fcstigkeitseigen- schaften zu verhindern
Bei Tieftemperaturen haben sich die dustt~iiitischen Chrom- Nickel-Stahle seit langem bewahrt, ihr Ersatr. durch legierte ferritische Stahle stoRt auf Schwierigkeiten, (Id sie ihre guten Eigenschaften erst bei Vergiitung erlangen, W ~ I S die Herstellung von SchweiRverbindunrJen z. T. unmii(llirh marht. Das gill besonders bei Verwendung von artgleicheni Zusatzmaterial. Wird austenitisches Zusatzmaterial vrrwendet, so mu8 auf eina Warmenachbehandlung verzichtet werden. Die Mhglichkeit dazu muR von Fall zu Fall iibrrproft wcrdrit.
Der wahrend des Krieges an Stell(. tles 18 8 CriNi-Stahles vorgeschlagene austenitische Mangan-('hroin-Stahl konnte we- sentlich verbessert werdrn, so daR er hrute vtrlfach an Stellc des austenitischen Cr1Ni-Stahles vrrwc3ndt.l werden kann ( E . Raerlecken u. K . Loren?).
Beim S c h w e i R e n v o n N E - M e t a 1 1 i' n spielen neben den metallurgischen Eigenschaften der Werkstoife auch die Aus- wahl des SchweiRverfahrens und des Zusatzm<iterials eine wich- tige Rolle. Reinkupfer verlangt fur SchweiRzwecke absolute Sauerstoff-Frei hei t . Als Verfahren s teh t d t e Gdsschmelzschwei- Rung noch an eister Slelle. Dir mil d rm iilhr~rhaltigen, phos-
phordesoxydierten Zusatzdraht hergestellten SchweiRverbindun- gen erfordern zweckmaRig eine Nachbehandlung durch Warm- hammern, wodurch eine giitesteigernde Gefiigerekristallisation und Verfeinei-ung in der SchweiDe erzielt wird. Die Schutzgas- SchweiOverfahren, und zwar das Verfahren mit abschmelzender Elektrode und dem Zusatzwerkstoff S-Cu-Sn fur groDe Quer- schnitte und das mit nichtabschmelzender Elektrode fur Diinn- Sleche, gewinnen neuerdings erheblich an Bedeutung. Das letzte Verfahren ist auch besonders geeignet fur SchweiDungen an kupferplattierten Stahlen. Die Kupfer-Legierungen (Messing, Zinnbronzen, Siliciumbronzen und Aluminiumbronzen) sind gut durch Schutzgas-SchweiOverfahren mit abschmelzender Elektrode zu verschweiBen. Doch ist fur den Erfolg die Zusammensetzung der verwendeten SchweiRdrahte von erheblicher Bedeutung. Reiin SchweiRen mit dem offenen Lichtbogen ist besonders bei den Kupfer-Aluminium-Legierungen (Aluminiumbronzen) auf eine Entfernung des Aluniiniumoxyd-Filmes von der Blechober- flache zu sorgen (R . Kocher).
Ebenso wie beim Kupfer ist auch beim SchweiRen von N i c k e 1 die Zusammensetzung des Werkstoffes von hochster Bedeutung. Als Verfahren verwendet man dabei im wesent- lichen die offene Lichtbogenschweihng und die Schutzgas- schweiRung mit nichtabschmelzender Elektrode. Auf die Wahl des Zusatzwerkstoffes ist ganz besonders zu achten, und zwar mu8 das SchweiRgut unbedingt die gleiche Zusammensetzung haben wie der Mutterwerkstoff (Hinde u . W. StraBburg) .
In zunehmendem MaRe wird T i t a n im chemischen Apparate- bau wegen seiner hohen Korrosionsbestandigkeit verwendet. Wegen seiner hohen Affinitat zu Sauerstoff und Stickstoff muR Titan unter allen Umstanden in einer reaktionstragen Atmo- sphare verschweiRt werden. Dazu eignet sich Argon mit einem Mindestreingehalt von 99,9"/0 und einem niedrigen Feuchtig- keitsgehalt, wohei der Taupunkt zweckmaRig unter - 45 "C liegen sollte. Auch die Wurzelseite der Naht muR beim Schwei- Ben unter einem Argon-Schutz stehen, was durch geeignete Vorrichtungen erzielt werden kann. Die Festigkeitswerte der SchweiRverhindungen sind gut, man kann mit 0,9 bis 1 als SchweiRfaktor rechnen. Die Verformungsfahigkeit ist in den Randzonen der SchweiBraupe etwas verschlechtert. Falls starkere Verformungen erforderlich sind, sollten sie bei einer erhohten femperatur (etwa 300-C) vorgenommen werden ( H . van Karin)').
Neue Verfahren wurden zum Brennschneiden von hochlegier- ten Stahlen und Nichteisen-Metallen, insbesondere Kupfer und seinen Legierungen, sowie Leichtmetallen entwickelt. Wahrend be1 Kohlenstoff-Stahlen das iibliche B r e n n s c h n e i d v e r - f a h r e n mit Sauerstoff-Acetylen-Gemisch kelneriei Schwierilj- keiten bereitet, ist es bei hochlegierten Stahlen und bei h'E- Metallen nicht anwendbar. Ersatz dafur bieten die Pulver- schneidverfahren, die wesentlich weiterentwickelt worden sind. und neuerdings die Argonarc-Schneidverfahren, wobei das Schnei- den durch einen gebdndelten Lichtbogen in einer Schutz- yasatmosphare stattfindet. Mit einem Gernisch von Argon und
734 Chemie-Ing.-Tech. .iO Jahrq 1958 / Nr 11

Wasserstoff als Schutzgas ist das Schnet~len yon hupler und Aluminium gut moglich. Wird der Wasserstoff drlrch Reinstlck- stoff ersetzt, so konnen auch hochlegierte Stahlblwhr bis 30 min Dicke geschnitlen werden (Mi. Lenk, Rrogartl u. W I ~ ~ I I K ~ ) .
Korrosion und SchweiRen
Stahlbauten und Apparate in der chemischen lndustrie sind wegen der aggressiven Atmosphare, die meist in den Werken herrscht, einer erhohten Oberflachenkorrosion ausgesetzt. Dei Schutz geschieht durch anorganische oder organische Deck- schichten oder korrosionsbestandige Melalischichten, deren Wirksamkeit und Dauerhaftigkeit an die Voraussetzung gebun- den ist, daR die zu schiitzende Oberflach? in geeigneter Form vorbereitet wird, daR die Schutzschicht porenfrel ist und fest haftet. Die Haftung hangt in erster Linie von einer dusreichen- den und geeigneten Sauberung der Stahloberflachr ah und einer nachtraglichen Trocknung. Fur eine derarlige Oberflachenbe- handlung ist das Flammstrahlen besonders geeignel, dd man i n i t ihm sowohl entzundern als auch trocknen t ind <iurh Passivie- I ungsmittel einbrennen kann (W. Neuhaus)
Das SchmelzschweiRen stellt einen Liefen Eingriff in das Gefuge der Werkstoffe und damit in deien metallurgische und physikalische Eigenschaften dar. Wahrend der Grundwerkstoff meist in gewalzter oder geschmiedeter Form vorliegt, hat das SchweiBgut ein reines GuBgefuge, das ~- hrab~i th t ig t odei nicht - haufig noch eine andere Zusammrnsclzung hat als der Grundwerkstoff AuRerdem werden durch die ortliche Erhitzung und die schnelle Abkuhlung beim SchwclRen Span- nungen hervorgerufen. die mehr oder wenigcr <iIs Eigenspan- nungen bestehen bleiben. Die Gefugeanderungen und Restspan- nungen iiben unter bestimmten Bedingungen einen groBen Ein- fluR auf die Korrosionsbestandigkeit der SchweiBnaht aus. Die Zusammenhange zwischen SchweiRen und Korrosion behandel- ten E . Rubo, ferner W. Rullmann und H I’hielniann Danach werden zwei Gruppen von Korrosionserscheinungen unterschie- den, und zwar solche, die unabhangig van vorhandenen Zug- spannungen sind, und solche, die das Vorhandensein von Span- nungen voraussetzen. Zu der ersten Gruppe gehort die F 1 ;i - c h e n k o r r o s i o n ; sie kann sich in einem sthnelleren Ab- bau des SchweiBgutes gegeniiber dem des Grundwerkstoffes auswirken, wenn das SchweiRgut unedler 1st als dr-r Grundwerk- stoff. Durch Auswahl geeigneten Zusatzmaterlals kann das ver- hindert werden. Weiter gehort d a m der L o c h f I n R , der ver- einzelt an ferrithaltigem, austenitischem ScliweiRgiit heobachtet wurde. und die i n t e r k r i s t a l l i n e K o r r o s i o n von Austeniten. auch Kornzerfall genannt. Diesc fruher sehr ge- fiirchtete Erscheinung 1st durch die Entwicklung nic,drtg gekohl- ter oder ausreichend stabilisierter Stahle rind durrh Auswahl qeeigneter SchweiBverfahren seltenrr gewordcii.
Zur zweiten Gi-uppe gehijrt die S p a n n u n g s I I II k o r r o - s i o n an Austeniten, bei der sirh meist transkristalline Risse a n Stellen zeigen, die unter Zugspannung stehen und dem Ein- fluR eines Elektrolyten ausgesetzt sind. Besonders (‘hloride ver- ursachen viele Schaden, zumal dann, wenn s i n sic11 in Spallen oder toten Raumen anreichern konnen Konstruktivr MaRnah- men und Abbau der Spannungen durch eine Wai-mebehandlung sind Gegenmittel und verbessern die Bestancliqkcit gegen SpannungsriRkorrosion wesentlich.
Zur zweiten Gruppe gehort auch dte J n I c ) r k I- I s t a 1 1 i n e S p a n n u n g s k o r r o s I o n , zu deren Auftre1c.n gleichfalls Spannung und angreifendes Elektrolyt zusamnienti-rffen mussen. Die Anfalligkeit von Stahlen hierauf wird mil der John’s-Probe festgestellt. Neuerdings wurden neue Probeformen fur Kurzzeit- versuche entwickelt, mit denen insbesondorc Schwrilhahte aus Mo- oder CrMo-haltigen SchweiRdrahten gepriift und der EinfluB verschiedener Warmebehandlungszustande duf dir RiRanfallig- keit untersucht wurden.
Apparotebou
Die hochsten Anfoiderungeii an die SchweiRtechnik stellt der Bau von D r u c k b e h a l t e r n f u r A t o m r e a k t o r e n , und zwar sowohl in bezug auf die GroRe der zu Iiewdltigendeii Wanddidten als auch auf die Giite der Schweinndhte. Diesen Anforderungen kann man nur durch geeignete Auswahl der Fertigungsmethoden und durch sehr sorgfaltige Ausfuhrung der SchweiRung gerecht werden. Vorteile b i e k n dabei die Schutz- gasschweiRung sowie die Mehrlagen-Unter-Pulverschweifiung. Durch geeignete Methoden der Warmebehandlung mu8 dafur gesorgt werden, daR die SchweiRspannungen innerhalb geringei- Grenzen gehalten werden. Durch die zerstorungsfreie Prufung muB festgestellt werden, daR samtliche Nahte vollig poren- und riRfrei sind.
Viele Verbindungsstellen an Einzelteilen iiir Atomreaktor- anldgen eignen sich fur die L o t u n g . Hierfiir sind besondere Arbeitsverfahren entwickelt worden entsprechend den scharfen mctallurgischen und mechdnischen Anforderungen. die dci- Reak- torbau stellt. Die starken Einflusse, die die Kernspdliun,Isvor- gange auf die Korrosionsfestigkeit, auf die mechanisciie W i d e r - standsfestigkeit und die Warmeubertragung der Verh;i;.lnng ausuben, miissen voll berucksichtigt werden. Die Lotverhindung kann entweder unter Vakuum oder in einer Schutzgasatmosphare aus Wasserstoff oder Edelgasen hergestellt werden. Dabei mus- sen das Verhalten der Oxyde, die Kondensationspunkte der Metalle und die FluRmittel sehr sorgfaltig aufeinander abge- stimmt werden (H. R. Piifahl, G. M. Slaughter, P . Patriarca und R. E . Lorenlz).
Das SchweiRen im Chemie-Apparatebau kann man unter den Gesichtspunkten
1. schweiRgerechte Gestaltung, 2. Werkstoffeinsatz, 3. Ausfiihrung und Prufung der SchweiBungen
betrachten. In einem groRen Bereich bewegen sich die Bedn- spruchungen der Apparate durch Druck, Temperatur und Korro- sion. Die Apparate mussen sowohl den verfahrenstechnischen Bedingungen als auch der Forderung nach beanspruchungs- gerechter Durchbildung genugen. Wesentlich ist bereits die Form der SchweiRnahte, von denen die StoRnaht wegen ihrer giinstigsten Beanspruchung zu bevorzugen ist. Die Konstruktion sol1 so elastisch wie miiglich sein, um die Eigenspannungen zu verringern und damit das Festigkeitsverhalten zu verbessern. Die Werkstoffe miissen nicht nur nach der Betriebsbeanspru- chung, sondern auch nach den Schweineigenschaften gewahll werden. Die Konstruktion muR die Moglichkeiten zur Warme- nachbehandlung hochbeanspruchter Teile und zur Prufung der Niihte in Betracht ziehpn und muB dabei die Fertigungsmoglich- keiten der Werkstatt berucksichtigen (W. Grein).
Die SchweiRtechnik ermBglicht Bauformen im Apparatebau, die den verfahrenstechnischen Forderungen wesentlich besser angepaBt werden konnen. Im Bau van Warmeaustauschern und von driickfesten Doppelwandkonstrukt/onen fiihrt die Anwen- dung der SchweiRtechnik zu besonders wirtschaftlichen Kon- struktionen, nicht nur im Hinblick auf den Materialaufwand, sandern auch im Hinblirk auf ihre Wirkungsweise (R. Sohngen).
Bei A p p a r a t e n a u 5 N E - M e t a l l e n und insbe- sondere aus Kupfer und Aluininium 1st bei der Konstruktion auf das unterschiedliche Werkstoffverhalten Riicksicht zu neh- men. Die hohe Warmeleitfahigkeit und Warmedehnung erfor- dern eine Gestaltung. die es den Warmespannungen ermoglicht, sich auszuwirken. Wahrerid fur Kupfer das klassische Autogen- verfahren Kehlnahte nicht zulieB, konnen sie helm Lichtbogen- srhweifiverfdhren und besonders bei dem Schutzgasschweill- verfahren angewendet werden. Kupfer-Legierungen sind wegen der durchweg geringeren Warmeleitfahigkeit leichter zu ver- schweil>en und lassen bei Anwendung des SchutzgasschweiRens etwa die gleichen Konstruktionen zu wie bei Stahl.
Bei Nickel und Nickel-Legierungen sowie bei Austeniten ist beim Schweieen vor allem zu verhindern, daR das SchweiRgut Eisen aufnimmt. Bei plattierten Stahlen 1st dabei die Reihen- folge der Schweihaht lagen uiid die Fugenform wichtig. Bei den austenitischen CrNi-Stahlplattierungen mu8 andererseits ver- hindert werden, daR das ferritische Grundmaterial Chrom aus dem Plattierungswerkstoff aufnimmt, da andernfalls Hartungs- gefiige mit Neigung zu Mikrorissen und entsprechendem Festig- keitsabfall unvermeidlich sind ( H . Canzler).
Die Verfahrenstechnik stellt an die schweiBtechnische Ge- staltung von Apparaten aus Aluminium und Aluminiumlegierun- gen besondere Forderungen. Wachsende Bedeutung gewinnen Schutzgas-SchweiBverfahren fur Aluminium und seine Legierun- gen. Beim Verschweinen kaltverformter Teile ist auf die Kalt- verfesiigung Riicksicht zu nehmen. Ebenso muR auf das AusmaR der Schrumpfungen der SchweiRstellen und die dadurch beding- ten Formanderungen geachtet werden (P . T . R. Mhller).
Fur das SchnellschweiRen beim Bau von Fernleitungen wurden in den USA neue Verlegungsmethoden entwickelt. Spezialgerate erlauben hier eine ganz erhebliche Steigerung der Verlegungs- geschwindigkeit, die aber wiederum abhangig ist von der Schnelligkeit, mit der die einzelnen SchweiRnahte hergestellt werden konnen. Es sind dafur maschinelle Verfahren entwickelt worden, die aber no& Mange1 zeigen, so daR sich die Hand- schweiRung am besten bewahrt hat. Dabei wird zunachst nur die WurzelschweiBuny durchgefiihrt, his das nachste Rohr angesetzt wii-d; die Decklagen werden dann von mehreren SchweiBern ausgefithrt. Es werden sowohl Wurzelnaht als auch Deck-
Chemie-1ng:Tedm. 30. Jahrg. 1958 / Nr. 11 735
lagen an Stelle der steigenden Naht dls Fallridhl ausgebildet. Diese Methode gesta ttet ein erheblich schnelleres und auch wirtschaftlicheres SchweiBen, ohne daR dabei die Gute der SchweiBnaht (Schweinfaktor 0,9) verschlechterl wird ( H . Geilenkeuser),
Neue Entwicklungen sind auch beini S c h w e i B e n v o n K u n s t s t o f f e n im Apparatehau zu verzeichnen. Zu der be- kannten Methode des HeizgasschweiBens mil Zusatzmaterial, wie sie beim Polyvinylchlorid angewendet wird, sind durch die Entwicklung besonders schweififreudiger Thermoplaste neue Verfahren getreten, die in einfacher und zeitsparender Weise das VerschweiBen bei Erreichung einer Zugfestigkeit, die der des Grundmaterials gleichkommt, erlaubt. S o geniigt z. B. bei Hartpolyathylen schon das bloBe Erwarmen der SchweiBkanten
Umschau
an einer metallischen Heizflache von etwa 200' iind das darauf- folgende Zusammenfiigen, um eine einwandfreie VerschweiDung zu erzielen. Darauf aufbaiiend wurden weitere SchweiBmetho- den, wie das NutenschweiBen, das AbkantschweiBen, das Uher- IappschweiBen entwickelt. Fur die Anwendung dieser Verfahren wurden neue Gerate geschaffen, die mit automatisch regulierten Heizschienen die Herstellung von Stumpfnahten und Uberlapp- nahten bis zu einer Lange von 2 m auf einmal gestatten ( E . Rotlnerjz). [VB 8751 E. W.
Literatur
I) Vgl. a. R. W. Fischer u. H . van K U I I J I , diese Ztschr. 28, 565 [1956].
?) Vgl. a. E . Rof fner , Kunststoffe 47, 227 119571.
Zur Ruckgewinnung van Uran aus zirkon-haltigen Brenn- immer enger werden. Als Kiihlmedium dient Freon 11 (Mono- elementen nach dem "Fluoride-Volatility"-\~erfahren2 siiid nun fluor-trichlormethan). Es sind zwei verschiedene Typen in Ge- technische Einzelheiten einer Versuchsanlage des Oak Ridge brauch. beide mit einem Vakuummantel versehen. sowohl zur National Laboratory bekanntgeworden. Das Verfahren, das un- hesseren Isolation, als auch aus Sicherheitsgriinden gegen Un- ter AusschluB von Wasser arheitet, besteht aus folgenden Stufen dichtigkeiten. Die Rohrleitungen zum Transport des fliissigen (vgl. Abb. 1): Uranhexafluorids sind, wenn irgend moglich, von Isolierrohren
RIl
Emzg
L__
NaF Naf -,?r4 Abh. 1. Schema des ,,Fluoride-Volatility"-Verfahrens zur Riidc-
gewinnung von Uran aus zirkonreichen Brennstoffelementen
1.) Auflosung der Brennelemente mit wasserfreiem Fluor- wasserstoff in eincr Schmelze aus Natriumfluorid/Zirkontetra- fluorid bei 650 "C, wobei sich Zirkontetrafluorid neben Uran- tetrafluorid bildet und Wasserstoff entweicht. Diese Verfahrens- stufe wird nicht naher beschrieben.
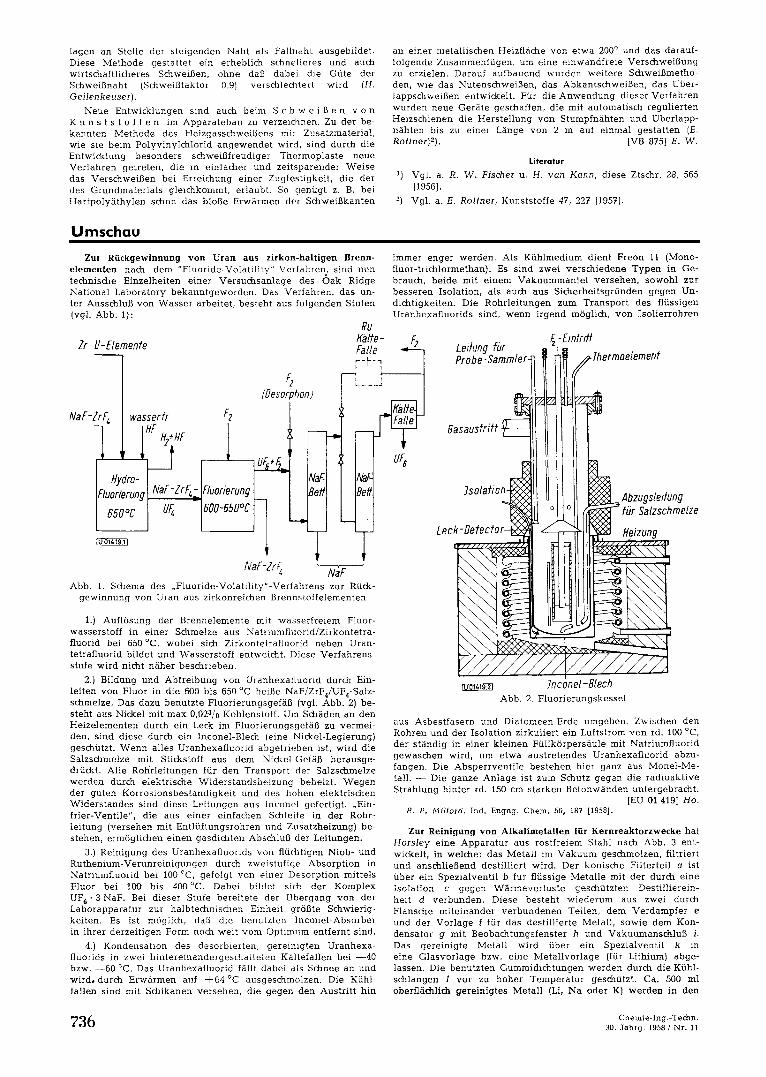
2.) Bildung und Abtreibung von Uranhexafluorid durch Ein- leiten von Fluor in die 600 bis 650 "C h e i k NaF/ZrF,/UF,-Salz- schmelze. Das dazu benutzte FluorierungsgefaD (vgl. Abb. 2) be- steht aus Nickel mit max 0,020/0 Kohlenstoff. Um Schaden an den Heizelementen durch ein Leck ini FluorierungsgefaD zu vermei- den, sind diese durch ein Inconel-Blech (eine Nickel-Legierung) geschiitzt. Wenn alles Uranhexafluorid abgetrieben ist, wird die Salzschmelze mit Stickstoff aus dem Nickel-GefaB herausge- diiickt. Alle Roh'rleitungen fur den Transport der Salzschmelze werden durch elektrische Widerstandsheizung beheizt. Wegen der guten Korrosionsbes!andigkeit und des hohen elektrischen Widerstandes sind diese Leitungen aus 1ncont.l gefertigt. ,.Ein- frier-Ventile", die aus einer einfachen Schleife in der Rohr- leitung (versehen mit Entliiflungsrohren und Zusatzheizung) be- stehen, ermoglichen einen gasdichten AhschluB der Leitungen.
3.) Reinigung des Uranhexafluorids von fliichtigen Niob- und Ruthenium-Verunreinigungen durch zweistufiye Absorption in Natriumfluorid bei 100 'C, gefolgt von einer Desorption mittels Fluor hei 100 his 40OoC. Dabei bildet sich der Komplex UF,.3NaF. Bei dieser Stufe bereitete der Ubergang von der Laborapparatur zur halbtechnischen Einheit grofite Schwierig- keiten. Es ist moglich. da8 die benutzten Inconel-Absorber in ihrer derzeitigen Form noch weit vom Optimiim entfernt sind.
4.) Kondensation des desorbierteii, gereiiiigten Uranhexa- fluorids in zwei hintereinandergeschalteten Kaltefallen bei -40 bzw. -60 'C. Das Uranhexafluorid fallt dabei dls Schnee an und wird. durch Erwarmen auf +64 O C ausgeschmolzen. Die Kiihl- fallen sind mit Schikanen versehen, die gegen den Austritt hin
6 -Einfrifi prhermoeiemenf
Lec
llze
lmma Inconel-Blech Abb. 2. Fluorierungskessel
aus Asbestfasern und Diatomeen-Erde umgeben. Zwischen den Rohren und der Isolation zirkuliert ein Luftstrom von rd. 100 OC, der standig in einer kleinen Fiillkorpersaule mit Natriumfluorid gewaschen wird, um etwa austretendes Uranhexafluorid abzu- fangen. Die Absperrventile bestehen hier ganz aus Monel-Me- tall. - Die ganze Anlage ist zum Schutz gegan die radioaktive Strahlung hinter rd. 150 cm starken Betonwanden untergebracht.
(EU 01 4191 Ho. R. P. Mil ford , Ind. Engng. Chem. 50, 18f [lS58].
Zur Reinigung von Alkalimetallen fur Kernreaktorzwecke hat Horsley eine Apparatur aus rostfreiem Stahl nach Abb. 3 ent- wickelt, in welcher das Metall im Vakuum geschmolzen, filtriert und anschlieBend destilliert wird. Der konische Filterteil a ist iiber ein Spezialventil b fur fliissige Metalle mit der durch eine Isolation c gegen Warmeverluste geschiitzten Destillierein- heit d verbunden. Diese besteht wiederum ails zwei durch Flanshe miteinander verbundenen Teilen, dem Verdampfer e und der Vorlage f fur das destillierte Metall, sowie dem Kon- densator g mit Beobachtungsfenster h und VakuumanschluB i. Das gereinigte Metall wird iiher ein Spezialventil k in eine Glasvoriage bzw. eine Metallvorlage (fur Lithium) abge- lassen. Die benutzten Gummidichtungen werden durch die Kiihl- schlangen I vor zu hoher Temperatur geschiitzt. Ca. 500 ml oberfladdich gereinigtes Metall (Li, Na oder K) werden in den
736 Chemie-Ing .-Te&n. 30. Jah rq . 1958 / Nr. 1 1













![Schweißtechnik - download.e-bookshelf.de€¦ · Schweißtechnik Matthes Schneider (Hrsg.) € 39,99 [D] | € 41,20 [A] ISBN 978-3-446-44561-1 Matthes · Schneider (Hrsg.) Schweißtechnik](https://img.pdfslide.net/doc/110x75/606025e3aa3d185b7a2749e6/schweitechnik-downloade-schweitechnik-matthes-schneider-hrsg-a-3999.jpg)















