Embed Size (px)
Citation preview
1
HACCP導入のための
手引書
平成 30年 4月
名古屋市
2
目 次
■HACCPについて
1.HACCPとは ……………………………… 1
2.HACCP導入のメリット ……………………………… 4
3.HACCP導入の留意点 ……………………………… 5
4.HACCPシステムの 7原則・12手順 ……………………………… 7
5.危害要因とは ……………………………… 8
■HACCP導入の準備
6.一般衛生管理 ……………………………… 9・
7.HACCP導入の準備
(1)衛生管理体制一覧表 …………………………… 13
(2)製品説明書 …………………………… 15
(3)製造又は加工工程図・現場確認 …………………………… 19
■HACCPプランの作成
8.危害要因分析 …………………………… 22
9.CCP整理表の作成 …………………………… 25
10.検証 …………………………… 28
11.記録と保存方法の設定 …………………………… 30
■様式集
3
HACCPの考え方
従来の考え方
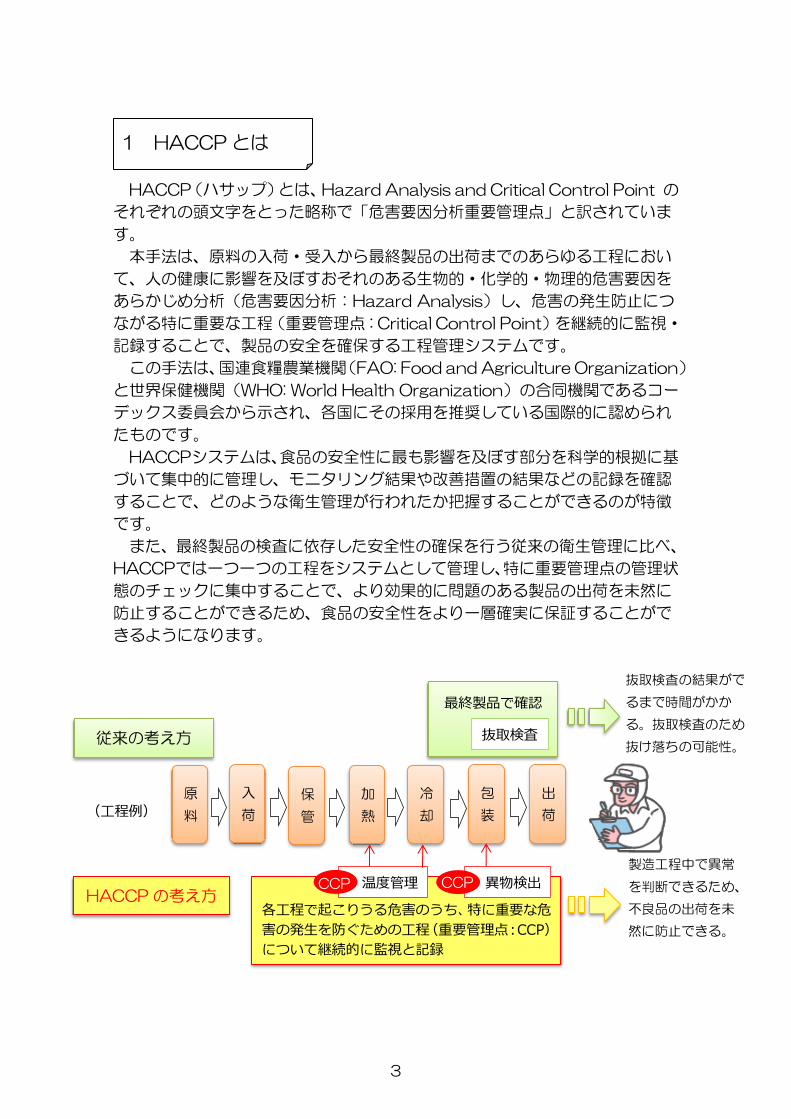
HACCP(ハサップ)とは、Hazard Analysis and Critical Control Point の
それぞれの頭文字をとった略称で「危害要因分析重要管理点」と訳されていま
す。
本手法は、原料の入荷・受入から最終製品の出荷までのあらゆる工程におい
て、人の健康に影響を及ぼすおそれのある生物的・化学的・物理的危害要因を
あらかじめ分析(危害要因分析:Hazard Analysis)し、危害の発生防止につ
ながる特に重要な工程(重要管理点:Critical Control Point)を継続的に監視・
記録することで、製品の安全を確保する工程管理システムです。
この手法は、国連食糧農業機関(FAO: Food and Agriculture Organization)
と世界保健機関(WHO: World Health Organization)の合同機関であるコー
デックス委員会から示され、各国にその採用を推奨している国際的に認められ
たものです。
HACCPシステムは、食品の安全性に最も影響を及ぼす部分を科学的根拠に基
づいて集中的に管理し、モニタリング結果や改善措置の結果などの記録を確認
することで、どのような衛生管理が行われたか把握することができるのが特徴
です。
また、最終製品の検査に依存した安全性の確保を行う従来の衛生管理に比べ、
HACCPでは一つ一つの工程をシステムとして管理し、特に重要管理点の管理状
態のチェックに集中することで、より効果的に問題のある製品の出荷を未然に
防止することができるため、食品の安全性をより一層確実に保証することがで
きるようになります。
1 HACCPとは
原
料
保
管
入
荷
出
荷
包
装
加
熱
冷
却 (工程例)
製造工程中で異常
を判断できるため、
不良品の出荷を未
然に防止できる。
各工程で起こりうる危害のうち、特に重要な危
害の発生を防ぐための工程(重要管理点:CCP)
について継続的に監視と記録 温度管理 異物検出 CCP
最終製品で確認
抜取検査
抜取検査の結果がで
るまで時間がかか
る。抜取検査のため
抜け落ちの可能性。
CCP
4
今、なぜ HACCPの普及が必要か?
(背景)HACCPは国際標準として世界的に普及
(現状)日本での HACCP普及率は低いまま
(今後)より一層、HACCPの普及推進が必要
○ HACCPは食品の衛生管理のための国際標準としての地位を確立。
○ 輸出相手国からHACCPを輸出要件として求められるケースが増えて
きており、HACCP導入は輸出に必須となりつつあります。
○ また、輸入食品に対してHACCPの厳格な実施を求めていくためには、
内外無差別の原則から、国内におけるHACCP導入が前提となります。
○ 平成 7年に導入された「総合衛生管理製造過程承認制度」による承認施
設数は減少傾向にあります。
○ HACCPは「高度で難しいもの」、「施設設備の整備に多大な資金が必
要」といった誤解もあり、食品事業者全体における HACCPに基づく
衛生管理の普及率は依然として低いままです。
厚生労働省は、HACCPの普及推進の方策として、将来的なHACCPの義
務化を見据えつつ、HACCPの段階的な導入を図る観点から、「食品等事
業者が実施すべき管理運営基準に関する指針(ガイドライン)※ 」を改正
し(平成26年5月)、従来型とHACCP導入型のいずれかの基準により衛
生管理を行える仕組みとしました。
※ 食品衛生法第5 0 条第2項に基づき、都道府県等が条例で管理運営基準を規定す
る場合の技術的助言として厚生労働省が示している指針(ガイドライン)
5
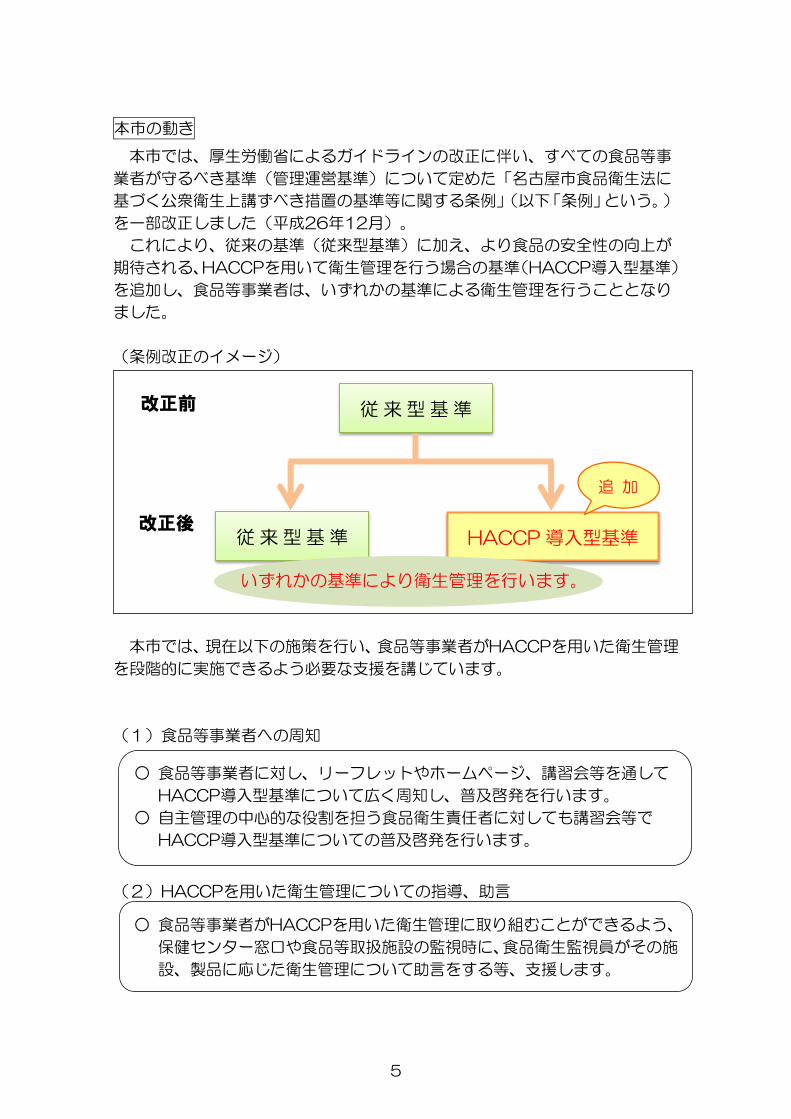
本市の動き
本市では、厚生労働省によるガイドラインの改正に伴い、すべての食品等事
業者が守るべき基準(管理運営基準)について定めた「名古屋市食品衛生法に
基づく公衆衛生上講ずべき措置の基準等に関する条例」(以下「条例」という。)
を一部改正しました(平成26年12月)。
これにより、従来の基準(従来型基準)に加え、より食品の安全性の向上が
期待される、HACCPを用いて衛生管理を行う場合の基準(HACCP導入型基準)
を追加し、食品等事業者は、いずれかの基準による衛生管理を行うこととなり
ました。
(条例改正のイメージ)
本市では、現在以下の施策を行い、食品等事業者がHACCPを用いた衛生管理
を段階的に実施できるよう必要な支援を講じています。
(1)食品等事業者への周知
(2)HACCPを用いた衛生管理についての指導、助言
改正後 改正前 HACCP導入型基準
従来型基準
従来型基準
いずれかの基準により衛生管理を行います。
追 加
○ 食品等事業者に対し、リーフレットやホームページ、講習会等を通してHACCP導入型基準について広く周知し、普及啓発を行います。
○ 自主管理の中心的な役割を担う食品衛生責任者に対しても講習会等でHACCP導入型基準についての普及啓発を行います。
○ 食品等事業者がHACCPを用いた衛生管理に取り組むことができるよう、
保健センター窓口や食品等取扱施設の監視時に、食品衛生監視員がその施
設、製品に応じた衛生管理について助言をする等、支援します。
6
HACCPを用いた衛生管理を行うには、書類の作成や記録など、地道な作業の
積み重ねが必要ですが、HACCPを導入することで、以下のような様々なメリッ
トも得られるようになります。
衛生面・安全性の向上
従業員の衛生意識の向上
作業効率・生産効率の向上
速やかな事故対応
品質の向上、クレームの減少
販売先の拡大
2 HACCP導入のメリット 科学的な根拠に基づいた衛生管理を行うことで、経験や勘に頼る衛生管理
に比べ、食品の安全性が向上します。
従業員一人一人がHACCPを用いた衛生管理に関わることで、従業員全体
の衛生意識の向上につながります。
作業工程を見直すことで無駄をなくし、作業の効率が上がります。また、
最終製品の検査などに要するコストや時間を軽減することができます。
継続的に監視し記録を残すことで、万一製品に関する問題などが生じた場
合にも、速やかに原因追究を行い、必要な対応を取ることができます。
経験や勘に左右されることなく、どの従業員も同じように衛生管理を行う
ことが可能となるため、品質の向上につながります。また、安全性にバラツ
キが少なくなることで、製品の不良によるクレームも減少します。
食品の安全性をより確実に保証することで、取引先や消費者へのアピール
ポイントになります。また、輸出される食品について国際的な信頼性も高ま
ります。
⇒「HACCPを用いた衛生管理について自社HPで紹介したところ、これま
で取引のなかった相手先から問い合わせがあり、結果的に商談につながっ
た」などの事例もあります。
7
HACCPが有効に機能するために
HACCPを用いた衛生管理を行ううえで、食品の安全性に特に重要な影響を
及ぼす部分に注意を集中し、継続的に管理することが重要ですので、食品の安
全確保のための注意が散漫になっては、期待される効果は十分には得られませ
ん。このため、原材料の衛生確保や施設・設備といった作業環境の整備など、
衛生管理の基礎となる部分(一般衛生管理※)の適切な管理についても留意が必
要です。(※一般衛生管理についてはp9からの「一般衛生管理」を参照してください。)
どのような施設でも始めることが可能
HACCPは、従来から行われている一般衛生管理と組み合わせて運用するこ
とで、より効果的に食品の安全性を確保するためのシステムであると言えます
ので、特別に高度で難しいものだと考える必要はありません。HACCPは従来
の取扱いや施設設備を大きく変えることなく導入することが可能で、どのよう
な規模の施設でも始めることができます。
できるところから取り組んでみましょう
HACCP導入にあたっては、従来の基礎的な一般衛生管理を整備するととも
に、まずは取り組みやすいところから HACCPの考え方を取り入れ、定期的に
見直しや改善を行いながらレベルアップを図り、少しずつでもより良いプラン
を作り上げていくことが大切です。保健センターによる助言をはじめ、業界団
体などによる HACCP導入事例なども参考に、ぜひできることから取り組んで
みると良いでしょう。
3 HACCP導入の留意点
8
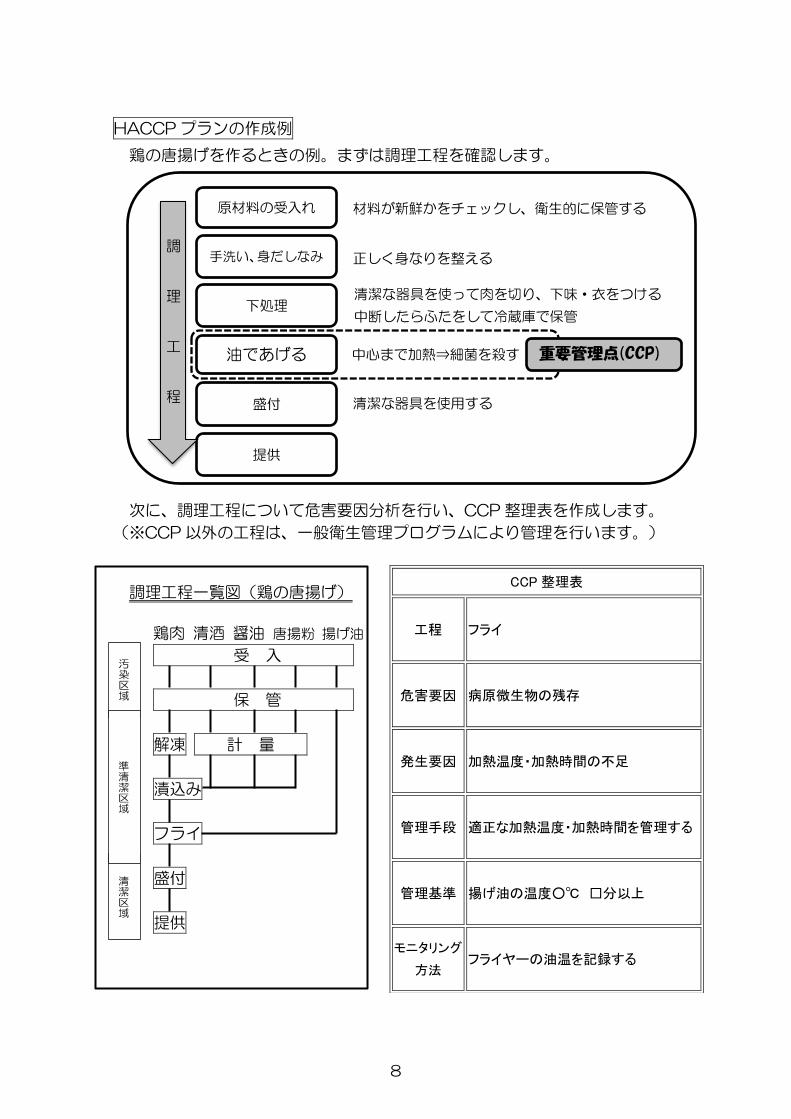
HACCPプランの作成例
鶏の唐揚げを作るときの例。まずは調理工程を確認します。
次に、調理工程について危害要因分析を行い、CCP整理表を作成します。
(※CCP以外の工程は、一般衛生管理プログラムにより管理を行います。)
調理工程一覧図(鶏の唐揚げ)
鶏肉 清酒 醤油 唐揚粉 揚げ油
受 入
保 管
解凍 計 量
漬込み
フライ
盛付
提供
CCP整理表
工程 フライ
危害要因 病原微生物の残存
発生要因 加熱温度・加熱時間の不足
管理手段 適正な加熱温度・加熱時間を管理する
管理基準 揚げ油の温度○℃ □分以上
モニタリング
方法 フライヤーの油温を記録する
重要管理点(CCP)
原材料の受入れ
盛付
油であげる
下処理
手洗い、身だしなみ
提供
材料が新鮮かをチェックし、衛生的に保管する
中心まで加熱⇒細菌を殺す
正しく身なりを整える
清潔な器具を使って肉を切り、下味・衣をつける
中断したらふたをして冷蔵庫で保管
清潔な器具を使用する
調
理
工
程
汚染区域
清潔区域
準清潔区域
9
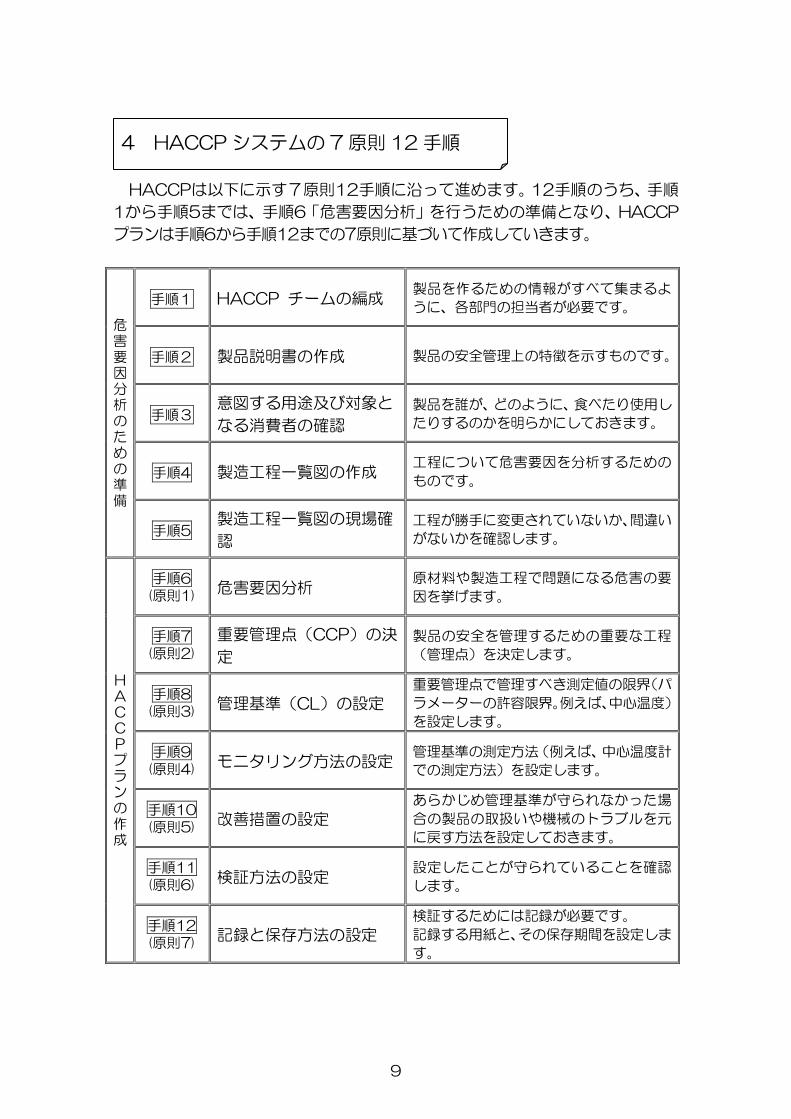
HACCPは以下に示す7原則12手順に沿って進めます。12手順のうち、手順
1から手順5までは、手順6「危害要因分析」を行うための準備となり、HACCP
プランは手順6から手順12までの7原則に基づいて作成していきます。
危害要因分析のための準備
手順1 HACCP チームの編成 製品を作るための情報がすべて集まるよ
うに、各部門の担当者が必要です。
手順2 製品説明書の作成 製品の安全管理上の特徴を示すものです。
手順3 意図する用途及び対象と
なる消費者の確認
製品を誰が、どのように、食べたり使用し
たりするのかを明らかにしておきます。
手順4 製造工程一覧図の作成 工程について危害要因を分析するための
ものです。
手順5 製造工程一覧図の現場確
認
工程が勝手に変更されていないか、間違い
がないかを確認します。
H A C C Pプランの作成
手順6
(原則1) 危害要因分析
原材料や製造工程で問題になる危害の要
因を挙げます。
手順7
(原則2)
重要管理点(CCP)の決
定
製品の安全を管理するための重要な工程
(管理点)を決定します。
手順8
(原則3) 管理基準(CL)の設定
重要管理点で管理すべき測定値の限界(パ
ラメーターの許容限界。例えば、中心温度)
を設定します。
手順9
(原則4) モニタリング方法の設定
管理基準の測定方法(例えば、中心温度計
での測定方法)を設定します。
手順10
(原則5) 改善措置の設定
あらかじめ管理基準が守られなかった場
合の製品の取扱いや機械のトラブルを元
に戻す方法を設定しておきます。
手順11
(原則6) 検証方法の設定
設定したことが守られていることを確認
します。
手順12
(原則7) 記録と保存方法の設定
検証するためには記録が必要です。
記録する用紙と、その保存期間を設定しま
す。
4 HACCPシステムの 7原則 12手順
10
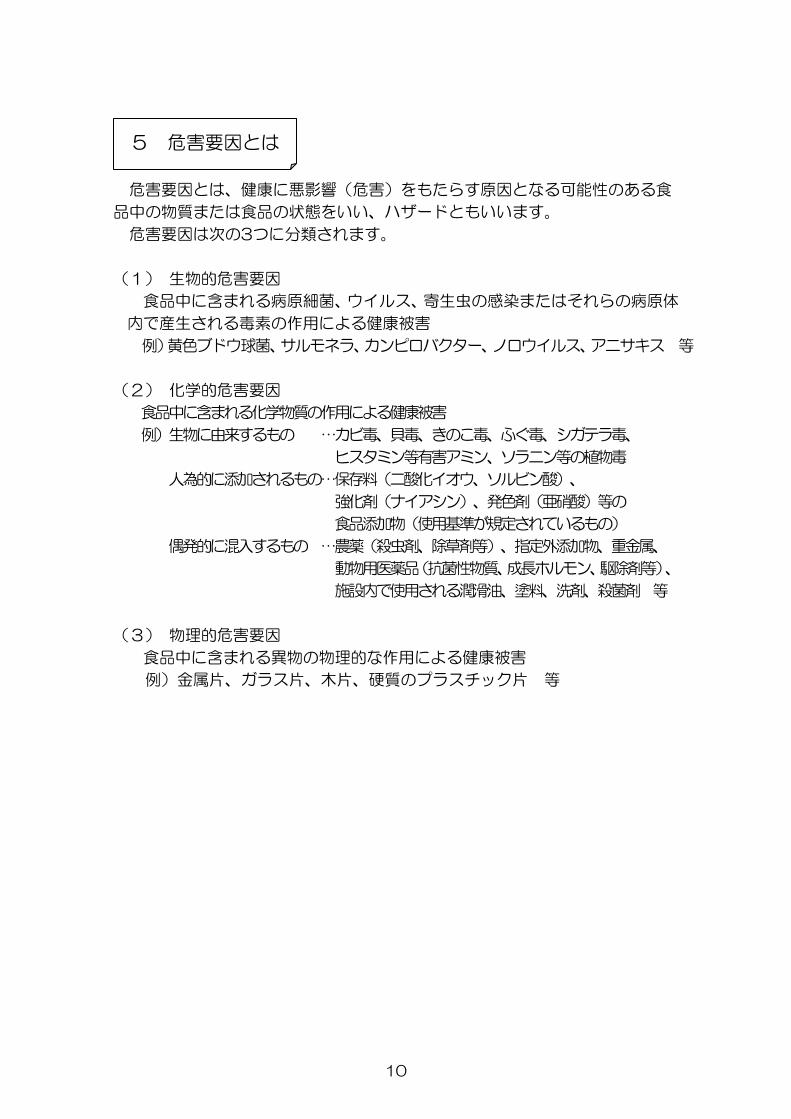
危害要因とは、健康に悪影響(危害)をもたらす原因となる可能性のある食
品中の物質または食品の状態をいい、ハザードともいいます。
危害要因は次の3つに分類されます。
(1) 生物的危害要因
食品中に含まれる病原細菌、ウイルス、寄生虫の感染またはそれらの病原体
内で産生される毒素の作用による健康被害
例)黄色ブドウ球菌、サルモネラ、カンピロバクター、ノロウイルス、アニサキス 等
(2) 化学的危害要因
食品中に含まれる化学物質の作用による健康被害
例)生物に由来するもの …カビ毒、貝毒、きのこ毒、ふぐ毒、シガテラ毒、
ヒスタミン等有害アミン、ソラニン等の植物毒
人為的に添加されるもの…保存料(二酸化イオウ、ソルビン酸)、
強化剤(ナイアシン)、発色剤(亜硝酸)等の
食品添加物(使用基準が規定されているもの)
偶発的に混入するもの …農薬(殺虫剤、除草剤等)、指定外添加物、重金属、
動物用医薬品(抗菌性物質、成長ホルモン、駆除剤等)、
施設内で使用される潤滑油、塗料、洗剤、殺菌剤 等
(3) 物理的危害要因
食品中に含まれる異物の物理的な作用による健康被害
例)金属片、ガラス片、木片、硬質のプラスチック片 等
5 危害要因とは
11
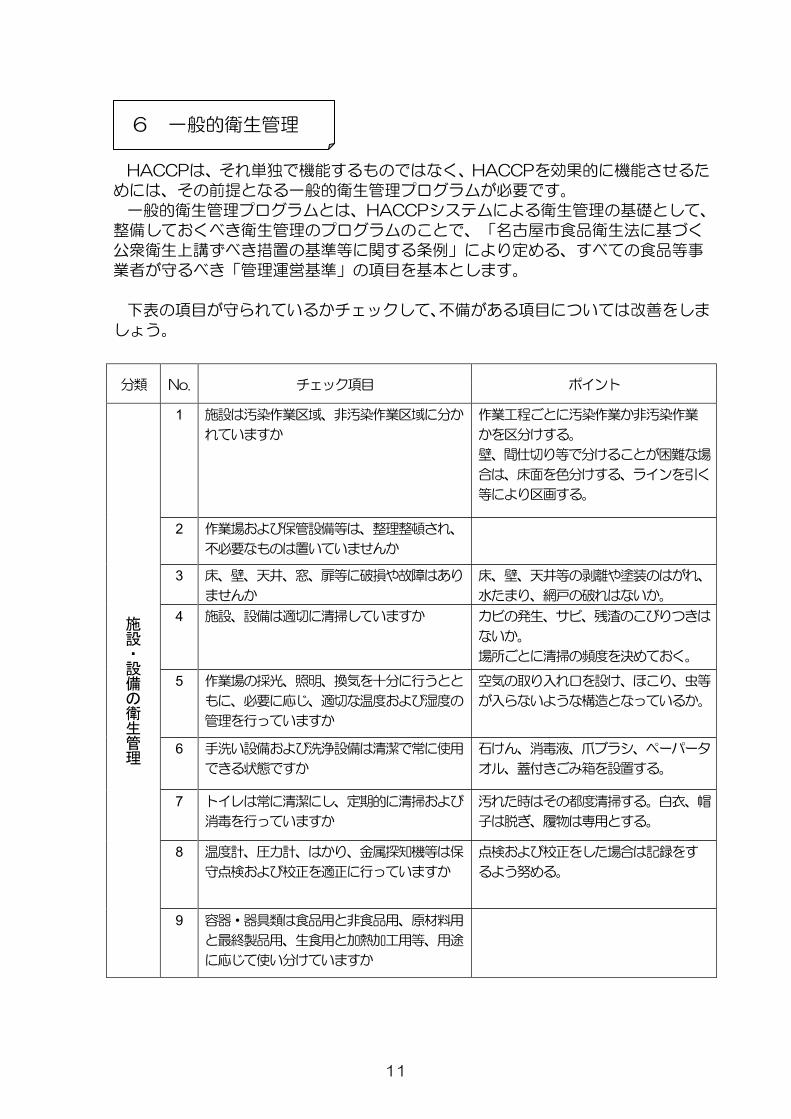
HACCPは、それ単独で機能するものではなく、HACCPを効果的に機能させるた
めには、その前提となる一般的衛生管理プログラムが必要です。
一般的衛生管理プログラムとは、HACCPシステムによる衛生管理の基礎として、
整備しておくべき衛生管理のプログラムのことで、「名古屋市食品衛生法に基づく
公衆衛生上講ずべき措置の基準等に関する条例」により定める、すべての食品等事
業者が守るべき「管理運営基準」の項目を基本とします。
下表の項目が守られているかチェックして、不備がある項目については改善をしま
しょう。
分類 No. チェック項目 ポイント
施設・設備の衛生管理 1 施設は汚染作業区域、非汚染作業区域に分か
れていますか
作業工程ごとに汚染作業か非汚染作業
かを区分けする。
壁、間仕切り等で分けることが困難な場
合は、床面を色分けする、ラインを引く
等により区画する。
2 作業場および保管設備等は、整理整頓され、
不必要なものは置いていませんか
3 床、壁、天井、窓、扉等に破損や故障はあり
ませんか
床、壁、天井等の剥離や塗装のはがれ、
水たまり、網戸の破れはないか。
4 施設、設備は適切に清掃していますか カビの発生、サビ、残渣のこびりつきは
ないか。
場所ごとに清掃の頻度を決めておく。
5 作業場の採光、照明、換気を十分に行うとと
もに、必要に応じ、適切な温度および湿度の
管理を行っていますか
空気の取り入れ口を設け、ほこり、虫等
が入らないような構造となっているか。
6 手洗い設備および洗浄設備は清潔で常に使用
できる状態ですか
石けん、消毒液、爪ブラシ、ペーパータ
オル、蓋付きごみ箱を設置する。
7 トイレは常に清潔にし、定期的に清掃および
消毒を行っていますか
汚れた時はその都度清掃する。白衣、帽
子は脱ぎ、履物は専用とする。
8 温度計、圧力計、はかり、金属探知機等は保
守点検および校正を適正に行っていますか
点検および校正をした場合は記録をす
るよう努める。
9 容器・器具類は食品用と非食品用、原材料用
と最終製品用、生食用と加熱加工用等、用途
に応じて使い分けていますか
6 一般的衛生管理
12
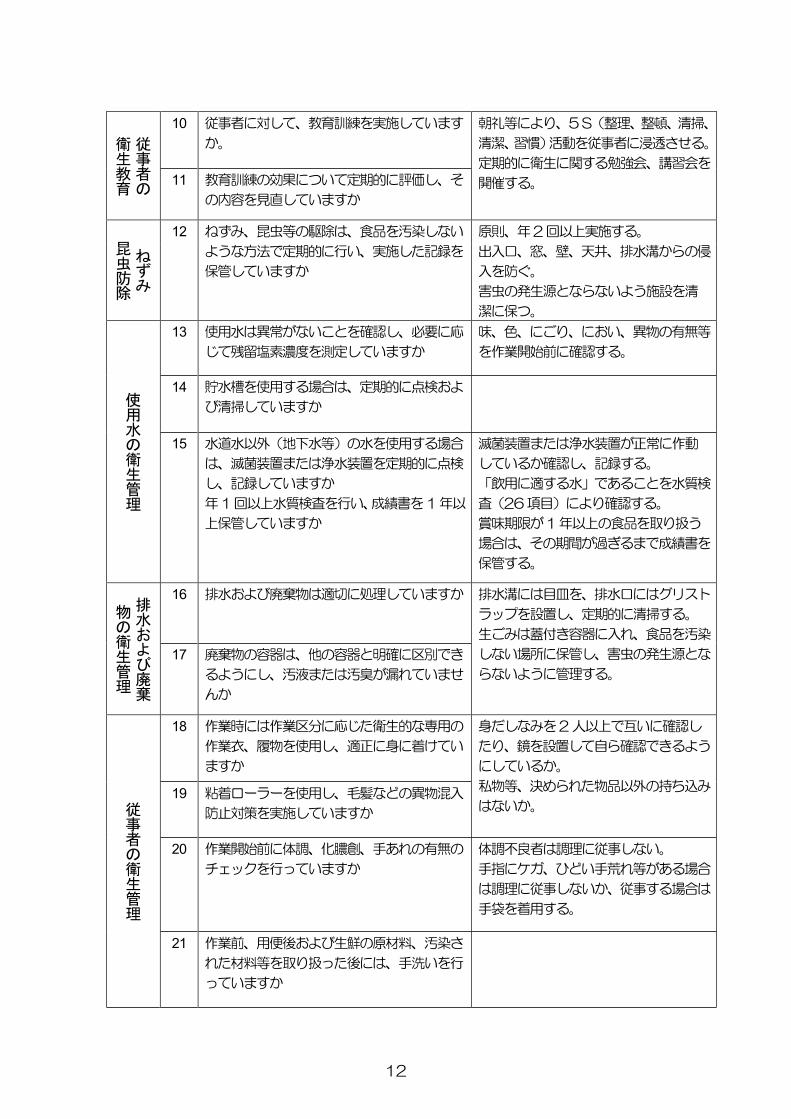
従事者の 衛
生教育 10 従事者に対して、教育訓練を実施しています
か。
朝礼等により、5S(整理、整頓、清掃、
清潔、習慣)活動を従事者に浸透させる。
定期的に衛生に関する勉強会、講習会を
開催する。 11 教育訓練の効果について定期的に評価し、そ
の内容を見直していますか
ねずみ 昆
虫防除 12 ねずみ、昆虫等の駆除は、食品を汚染しない
ような方法で定期的に行い、実施した記録を
保管していますか
原則、年2回以上実施する。
出入口、窓、壁、天井、排水溝からの侵
入を防ぐ。
害虫の発生源とならないよう施設を清
潔に保つ。
使用水の衛生管理 13 使用水は異常がないことを確認し、必要に応
じて残留塩素濃度を測定していますか
味、色、にごり、におい、異物の有無等
を作業開始前に確認する。
14 貯水槽を使用する場合は、定期的に点検およ
び清掃していますか
15 水道水以外(地下水等)の水を使用する場合
は、滅菌装置または浄水装置を定期的に点検
し、記録していますか
年1回以上水質検査を行い、成績書を1年以
上保管していますか
滅菌装置または浄水装置が正常に作動
しているか確認し、記録する。
「飲用に適する水」であることを水質検
査(26項目)により確認する。
賞味期限が1年以上の食品を取り扱う
場合は、その期間が過ぎるまで成績書を
保管する。
排水および廃棄 物
の衛生管理 16 排水および廃棄物は適切に処理していますか 排水溝には目皿を、排水口にはグリスト
ラップを設置し、定期的に清掃する。
生ごみは蓋付き容器に入れ、食品を汚染
しない場所に保管し、害虫の発生源とな
らないように管理する。
17 廃棄物の容器は、他の容器と明確に区別でき
るようにし、汚液または汚臭が漏れていませ
んか
従事者の衛生管理 18 作業時には作業区分に応じた衛生的な専用の
作業衣、履物を使用し、適正に身に着けてい
ますか
身だしなみを2人以上で互いに確認し
たり、鏡を設置して自ら確認できるよう
にしているか。
私物等、決められた物品以外の持ち込み
はないか。 19 粘着ローラーを使用し、毛髪などの異物混入
防止対策を実施していますか
20 作業開始前に体調、化膿創、手あれの有無の
チェックを行っていますか
体調不良者は調理に従事しない。
手指にケガ、ひどい手荒れ等がある場合
は調理に従事しないか、従事する場合は
手袋を着用する。
21 作業前、用便後および生鮮の原材料、汚染さ
れた材料等を取り扱った後には、手洗いを行
っていますか
13
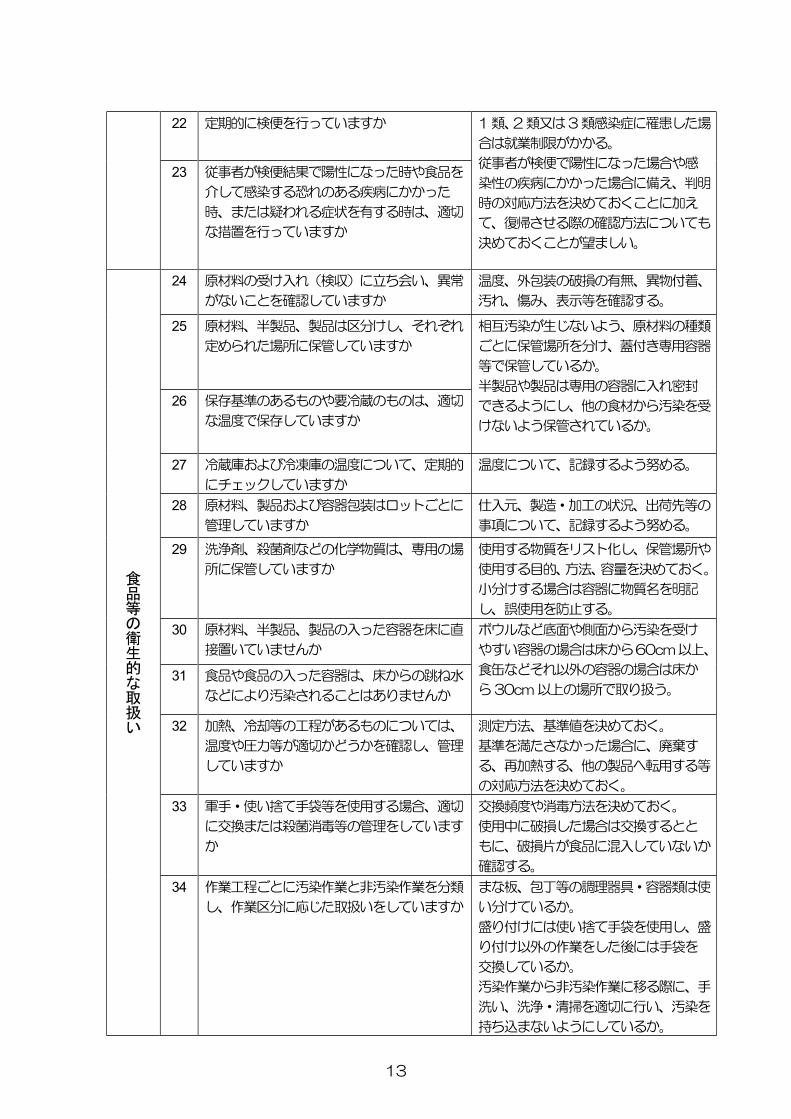
22 定期的に検便を行っていますか 1類、2類又は3類感染症に罹患した場
合は就業制限がかかる。
従事者が検便で陽性になった場合や感
染性の疾病にかかった場合に備え、判明
時の対応方法を決めておくことに加え
て、復帰させる際の確認方法についても
決めておくことが望ましい。
23 従事者が検便結果で陽性になった時や食品を
介して感染する恐れのある疾病にかかった
時、または疑われる症状を有する時は、適切
な措置を行っていますか
食品等の衛生的な取扱い 24 原材料の受け入れ(検収)に立ち会い、異常
がないことを確認していますか
温度、外包装の破損の有無、異物付着、
汚れ、傷み、表示等を確認する。
25 原材料、半製品、製品は区分けし、それぞれ
定められた場所に保管していますか
相互汚染が生じないよう、原材料の種類
ごとに保管場所を分け、蓋付き専用容器
等で保管しているか。
半製品や製品は専用の容器に入れ密封
できるようにし、他の食材から汚染を受
けないよう保管されているか。
26 保存基準のあるものや要冷蔵のものは、適切
な温度で保存していますか
27 冷蔵庫および冷凍庫の温度について、定期的
にチェックしていますか
温度について、記録するよう努める。
28 原材料、製品および容器包装はロットごとに
管理していますか
仕入元、製造・加工の状況、出荷先等の
事項について、記録するよう努める。
29 洗浄剤、殺菌剤などの化学物質は、専用の場
所に保管していますか
使用する物質をリスト化し、保管場所や
使用する目的、方法、容量を決めておく。
小分けする場合は容器に物質名を明記
し、誤使用を防止する。
30 原材料、半製品、製品の入った容器を床に直
接置いていませんか
ボウルなど底面や側面から汚染を受け
やすい容器の場合は床から60cm以上、
食缶などそれ以外の容器の場合は床か
ら30cm以上の場所で取り扱う。 31 食品や食品の入った容器は、床からの跳ね水
などにより汚染されることはありませんか
32 加熱、冷却等の工程があるものについては、
温度や圧力等が適切かどうかを確認し、管理
していますか
測定方法、基準値を決めておく。
基準を満たさなかった場合に、廃棄す
る、再加熱する、他の製品へ転用する等
の対応方法を決めておく。
33 軍手・使い捨て手袋等を使用する場合、適切
に交換または殺菌消毒等の管理をしています
か
交換頻度や消毒方法を決めておく。
使用中に破損した場合は交換するとと
もに、破損片が食品に混入していないか
確認する。
34 作業工程ごとに汚染作業と非汚染作業を分類
し、作業区分に応じた取扱いをしていますか
まな板、包丁等の調理器具・容器類は使
い分けているか。
盛り付けには使い捨て手袋を使用し、盛
り付け以外の作業をした後には手袋を
交換しているか。
汚染作業から非汚染作業に移る際に、手
洗い、洗浄・清掃を適切に行い、汚染を
持ち込まないようにしているか。
14
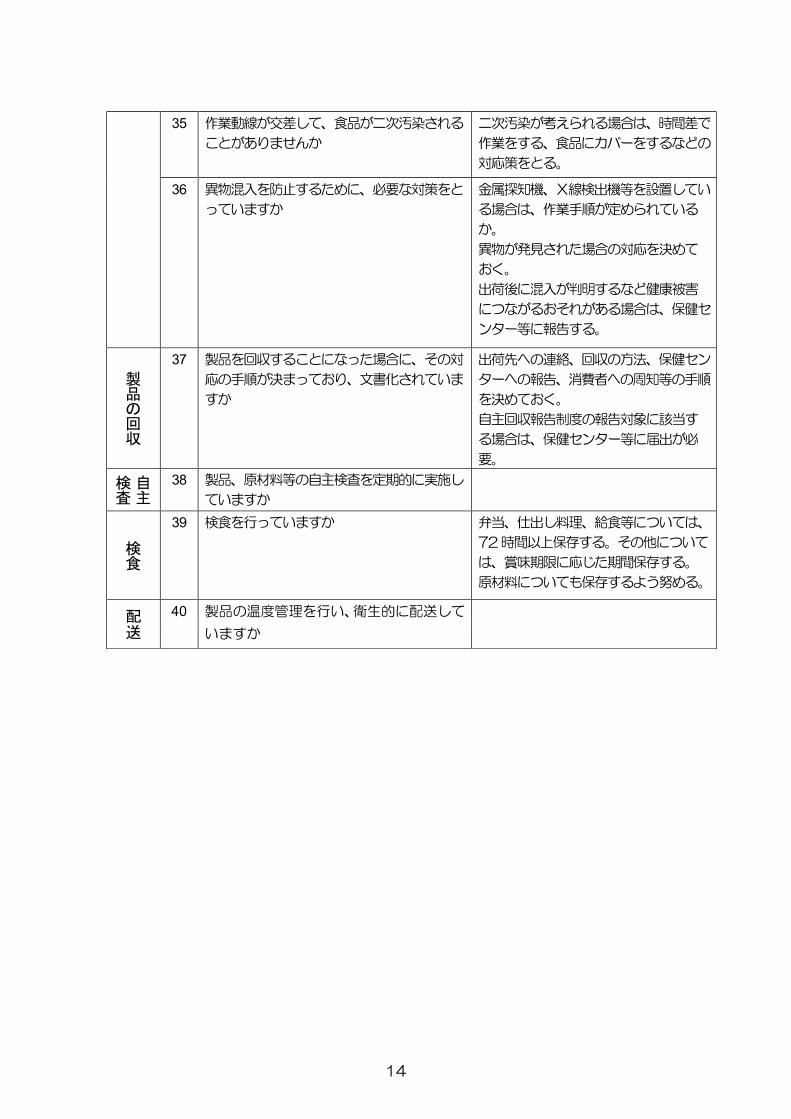
35 作業動線が交差して、食品が二次汚染される
ことがありませんか
二次汚染が考えられる場合は、時間差で
作業をする、食品にカバーをするなどの
対応策をとる。
36 異物混入を防止するために、必要な対策をと
っていますか
金属探知機、X線検出機等を設置してい
る場合は、作業手順が定められている
か。
異物が発見された場合の対応を決めて
おく。
出荷後に混入が判明するなど健康被害
につながるおそれがある場合は、保健セ
ンター等に報告する。
製品の回収 37 製品を回収することになった場合に、その対
応の手順が決まっており、文書化されていま
すか
出荷先への連絡、回収の方法、保健セン
ターへの報告、消費者への周知等の手順
を決めておく。
自主回収報告制度の報告対象に該当す
る場合は、保健センター等に届出が必
要。
自主 検
査 38 製品、原材料等の自主検査を定期的に実施し
ていますか
検食 39 検食を行っていますか 弁当、仕出し料理、給食等については、
72時間以上保存する。その他について
は、賞味期限に応じた期間保存する。
原材料についても保存するよう努める。
配送 40 製品の温度管理を行い、衛生的に配送して
いますか
15
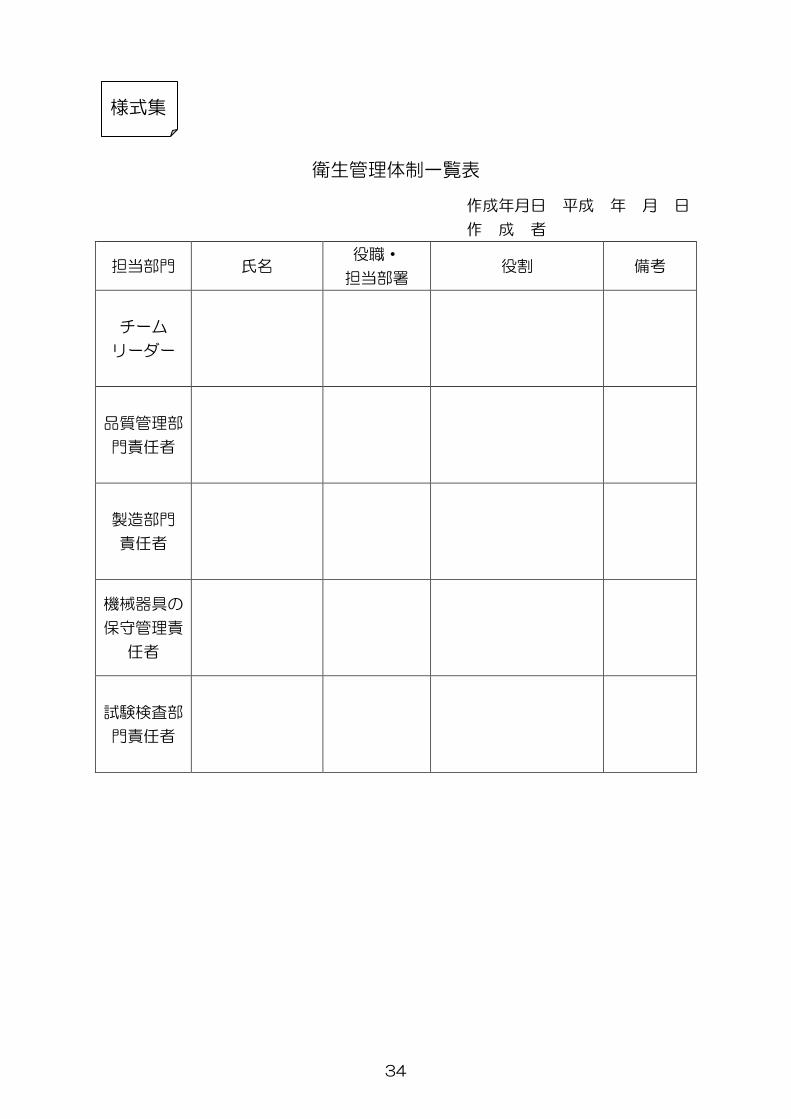
(1)衛生管理体制一覧表
衛生管理体制に係るメンバーは、次の役割を担います。
① HACCPプラン等の作成及び改善
② 従業員へのHACCPプラン等の周知及び教育訓練
③ HACCPプラン等に基づき作成した記録等の書類の確認
④ HACCPプラン等に基づく管理状況及び記録等の評価並びに管理内容
の見直し(以下「内部監査」という。)
⑤ 食品衛生監視員等による管理状況の検査等(以下「外部監査」という。)
への対応
チームは何人以上いなければならないというものではなく、部門の兼務も可
能ですが、1人ですべてを抱え込むことがないような、バランスの良い人員配置
が必要です。
7 HACCP導入の準備 HACCP方式に基づいて、あなたの施設の衛生管理を作り上げていくメンバー
を選任し、その役割を決定します。
そのメンバーには、事業者又は施設長(以下「事業者等」という。)もしくは
事業者等から指名された者、食品衛生責任者等に加え、製品を作るための情報が
すべて集まるように、各部門の担当者が必要です。 例)調達、工務、製造等
・HACCPチームの編成はHACCP導入の第一歩です。
・このチームがHACCPの運用推進を中心になって行うことから、全ての業務を
把握できるよう人選を行います。
・原材料や製造方法、施設・設備の取扱いと保守・保全、原材料から製品・工程・
消費に至るまでの品質管理・品質保証など、それぞれ実務に精通した人を選出
します。
・HACCP に関する専門的な知識を持った人がいない場合は、外部の専門家や専
門書を参考にすることができます。さらにチームリーダーは、コミュニケーシ
ョン能力が高く、社内の意見をまとめられる人が適任です。 また、併せて経営
者への報告も役割です。なお、HACCP プラン等に基づく衛生管理は、チーム
だけでなくパート従業員等を含めた全ての従業員が取り組まなければ成り立ち
ません。
ポイント
16
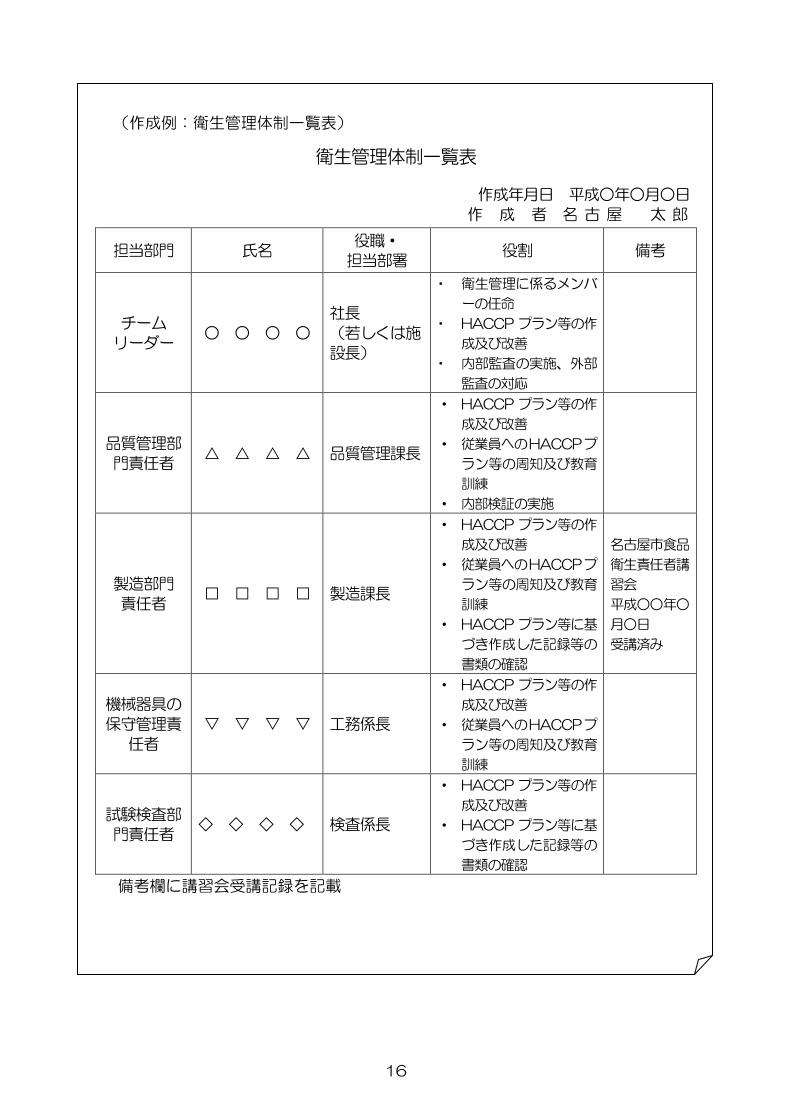
(作成例:衛生管理体制一覧表)
衛生管理体制一覧表
作成年月日 平成○年○月○日
作 成 者 名 古 屋 太 郎
担当部門 氏名 役職・
担当部署 役割 備考
チーム
リーダー ○ ○ ○ ○
社長
(若しくは施
設長)
・ 衛生管理に係るメンバーの任命
・ HACCPプラン等の作
成及び改善
・ 内部監査の実施、外部監査の対応
品質管理部
門責任者 △ △ △ △ 品質管理課長
・ HACCPプラン等の作
成及び改善
・ 従業員へのHACCPプ
ラン等の周知及び教育
訓練
・ 内部検証の実施
製造部門
責任者 □ □ □ □ 製造課長
・ HACCPプラン等の作
成及び改善
・ 従業員へのHACCPプ
ラン等の周知及び教育
訓練
・ HACCPプラン等に基
づき作成した記録等の
書類の確認
名古屋市食品
衛生責任者講
習会
平成○○年○
月○日
受講済み
機械器具の
保守管理責
任者
▽ ▽ ▽ ▽ 工務係長
・ HACCPプラン等の作
成及び改善
・ 従業員へのHACCPプ
ラン等の周知及び教育
訓練
試験検査部
門責任者 ◇ ◇ ◇ ◇ 検査係長
・ HACCPプラン等の作
成及び改善
・ HACCPプラン等に基
づき作成した記録等の
書類の確認
備考欄に講習会受講記録を記載
17
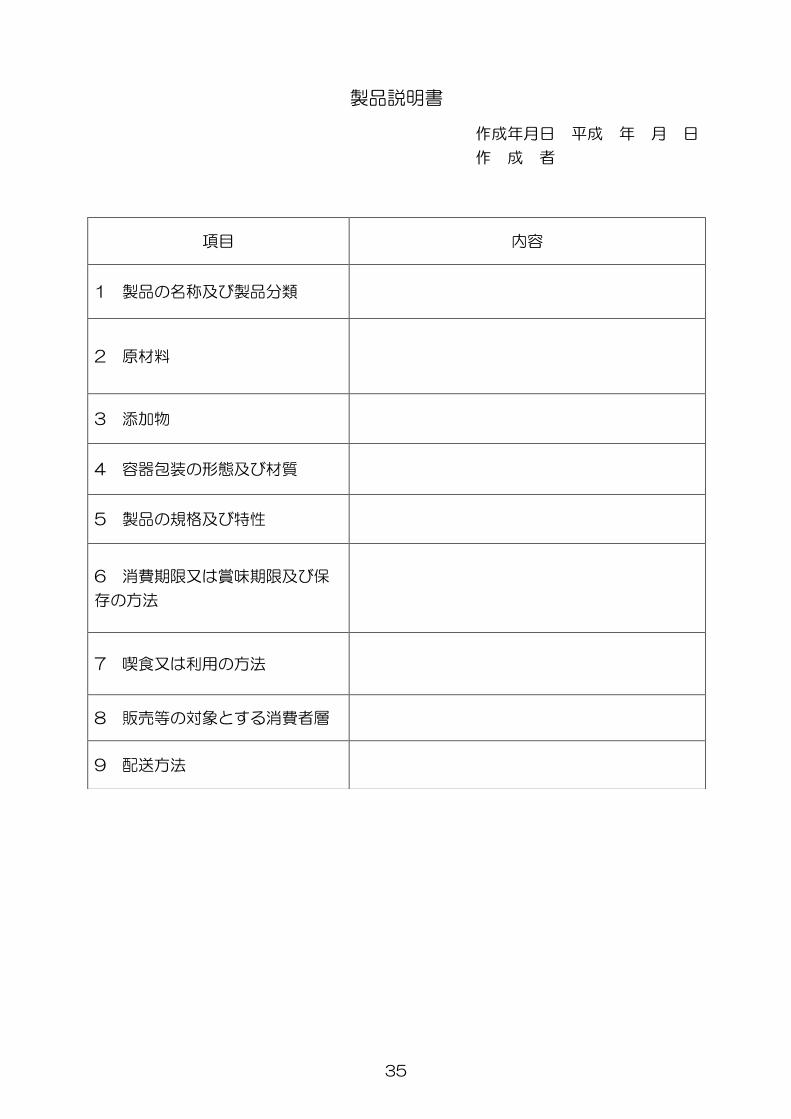
(2)製品説明書
あなたの施設では、どのような原材料、食品添加物を使用し、誰が喫食する製
品を作っていますか。また、製品の形状、規格、保存方法、賞味(消費)期限等
はどのようになっていますか。原材料及び製品に関する固有の情報は、危害要因
のリスト化・分析の基礎資料として必要不可欠ですので、次の例に示す項目につ
いて製品説明書を作成してください。
・製品の情報を整理するために、原材料や製品の規格、意図する用途、対象とな
る消費者等、書き出してみましょう。
・使用する「水」(水道水、井戸水の別)も忘れずに!
・添加物は使用基準のあるなしを明確にしましょう!
・使用基準がある添加物は取扱いに注意が必要です。
・食品の区分別に規格が設定されていますので、確認しておきましょう!また、
自社基準も併記しておくと、現状の確認に役立つでしょう。
・「消費期限又は賞味期限」「対象者」は消費者への情報として重要な項目です。
・使用原材料は具材ごとに分けるとわかりやすいです。
・含まれるアレルギーも書きだした方がいいでしょう。
ポイント
18
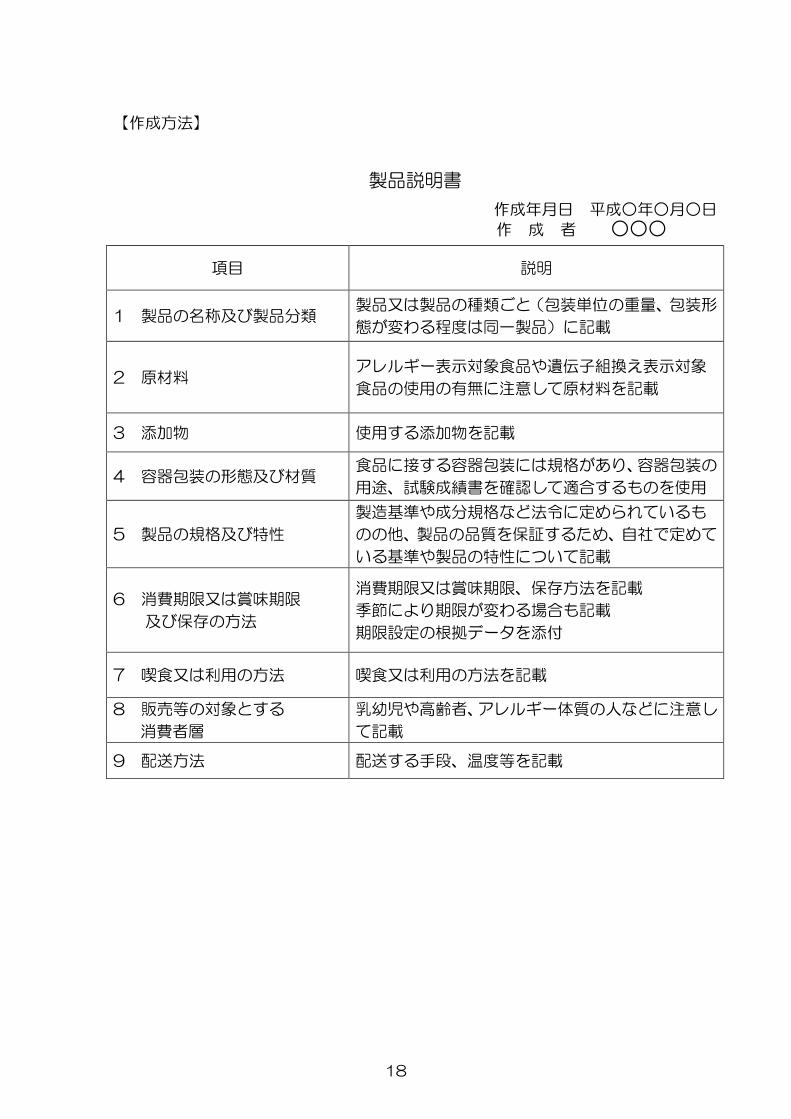
【作成方法】
製品説明書
作成年月日 平成○年○月○日
作 成 者 ○○○
項目 説明
1 製品の名称及び製品分類 製品又は製品の種類ごと(包装単位の重量、包装形
態が変わる程度は同一製品)に記載
2 原材料 アレルギー表示対象食品や遺伝子組換え表示対象
食品の使用の有無に注意して原材料を記載
3 添加物 使用する添加物を記載
4 容器包装の形態及び材質 食品に接する容器包装には規格があり、容器包装の
用途、試験成績書を確認して適合するものを使用
5 製品の規格及び特性
製造基準や成分規格など法令に定められているも
のの他、製品の品質を保証するため、自社で定めて
いる基準や製品の特性について記載
6 消費期限又は賞味期限
及び保存の方法
消費期限又は賞味期限、保存方法を記載
季節により期限が変わる場合も記載
期限設定の根拠データを添付
7 喫食又は利用の方法 喫食又は利用の方法を記載
8 販売等の対象とする
消費者層
乳幼児や高齢者、アレルギー体質の人などに注意し
て記載
9 配送方法 配送する手段、温度等を記載
19
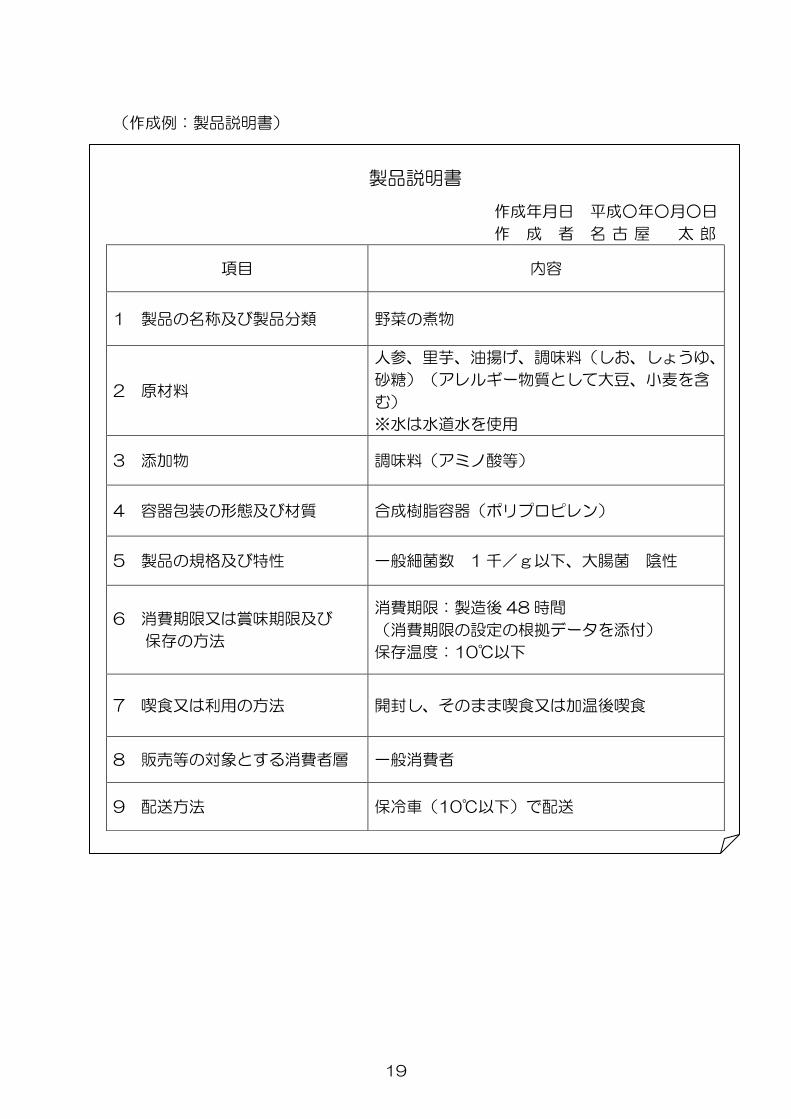
(作成例:製品説明書)
製品説明書
作成年月日 平成○年○月○日
作 成 者 名 古 屋 太 郎
項目 内容
1 製品の名称及び製品分類 野菜の煮物
2 原材料
人参、里芋、油揚げ、調味料(しお、しょうゆ、
砂糖)(アレルギー物質として大豆、小麦を含
む)
※水は水道水を使用
3 添加物 調味料(アミノ酸等)
4 容器包装の形態及び材質 合成樹脂容器(ポリプロピレン)
5 製品の規格及び特性 一般細菌数 1千/g以下、大腸菌 陰性
6 消費期限又は賞味期限及び
保存の方法
消費期限:製造後 48時間
(消費期限の設定の根拠データを添付)
保存温度:10℃以下
7 喫食又は利用の方法 開封し、そのまま喫食又は加温後喫食
8 販売等の対象とする消費者層 一般消費者
9 配送方法 保冷車(10℃以下)で配送
20
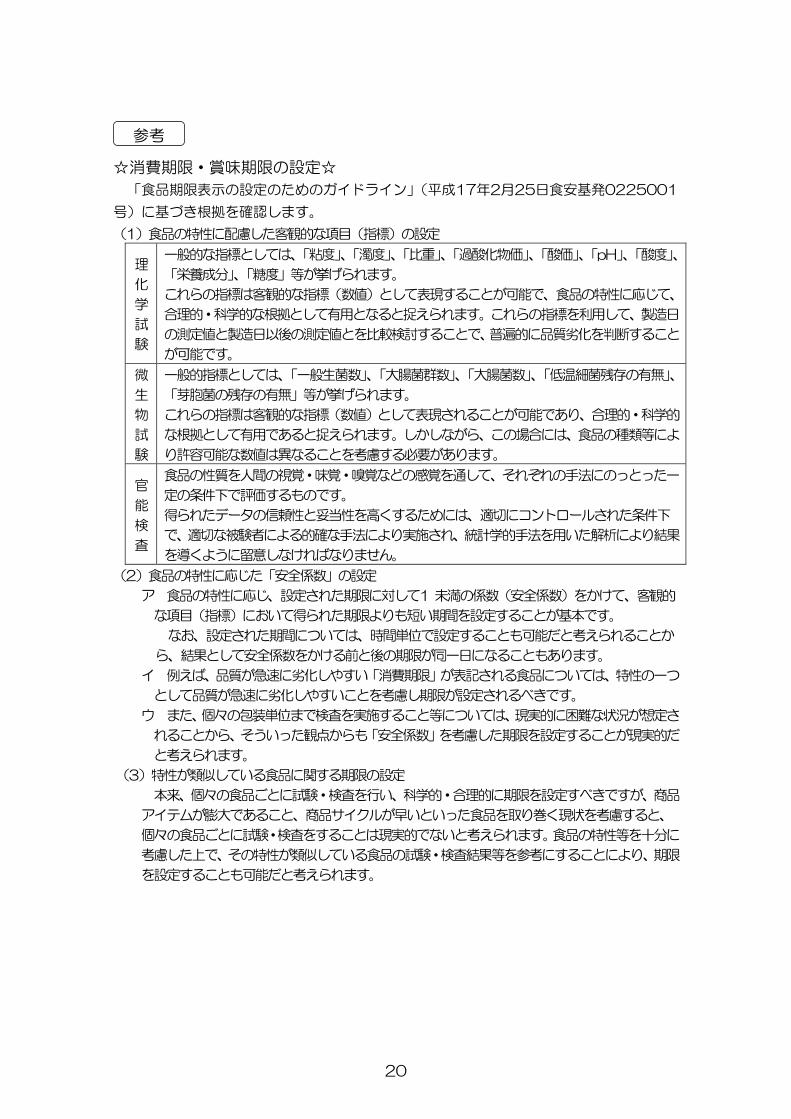
☆消費期限・賞味期限の設定☆
「食品期限表示の設定のためのガイドライン」(平成17年2月25日食安基発0225001
号)に基づき根拠を確認します。
(1)食品の特性に配慮した客観的な項目(指標)の設定
理
化
学
試
験
一般的な指標としては、「粘度」、「濁度」、「比重」、「過酸化物価」、「酸価」、「pH」、「酸度」、
「栄養成分」、「糖度」等が挙げられます。
これらの指標は客観的な指標(数値)として表現することが可能で、食品の特性に応じて、
合理的・科学的な根拠として有用となると捉えられます。これらの指標を利用して、製造日
の測定値と製造日以後の測定値とを比較検討することで、普遍的に品質劣化を判断すること
が可能です。
微
生
物
試
験
一般的指標としては、「一般生菌数」、「大腸菌群数」、「大腸菌数」、「低温細菌残存の有無」、
「芽胞菌の残存の有無」等が挙げられます。
これらの指標は客観的な指標(数値)として表現されることが可能であり、合理的・科学的
な根拠として有用であると捉えられます。しかしながら、この場合には、食品の種類等によ
り許容可能な数値は異なることを考慮する必要があります。
官
能
検
査
食品の性質を人間の視覚・味覚・嗅覚などの感覚を通して、それぞれの手法にのっとった一
定の条件下で評価するものです。
得られたデータの信頼性と妥当性を高くするためには、適切にコントロールされた条件下
で、適切な被験者による的確な手法により実施され、統計学的手法を用いた解析により結果
を導くように留意しなければなりません。
(2)食品の特性に応じた「安全係数」の設定
ア 食品の特性に応じ、設定された期限に対して1 未満の係数(安全係数)をかけて、客観的
な項目(指標)において得られた期限よりも短い期間を設定することが基本です。
なお、設定された期間については、時間単位で設定することも可能だと考えられることか
ら、結果として安全係数をかける前と後の期限が同一日になることもあります。
イ 例えば、品質が急速に劣化しやすい「消費期限」が表記される食品については、特性の一つ
として品質が急速に劣化しやすいことを考慮し期限が設定されるべきです。
ウ また、個々の包装単位まで検査を実施すること等については、現実的に困難な状況が想定さ
れることから、そういった観点からも「安全係数」を考慮した期限を設定することが現実的だ
と考えられます。
(3)特性が類似している食品に関する期限の設定
本来、個々の食品ごとに試験・検査を行い、科学的・合理的に期限を設定すべきですが、商品
アイテムが膨大であること、商品サイクルが早いといった食品を取り巻く現状を考慮すると、
個々の食品ごとに試験・検査をすることは現実的でないと考えられます。食品の特性等を十分に
考慮した上で、その特性が類似している食品の試験・検査結果等を参考にすることにより、期限
を設定することも可能だと考えられます。
参考
21
(3)製造又は加工工程図・現場確認
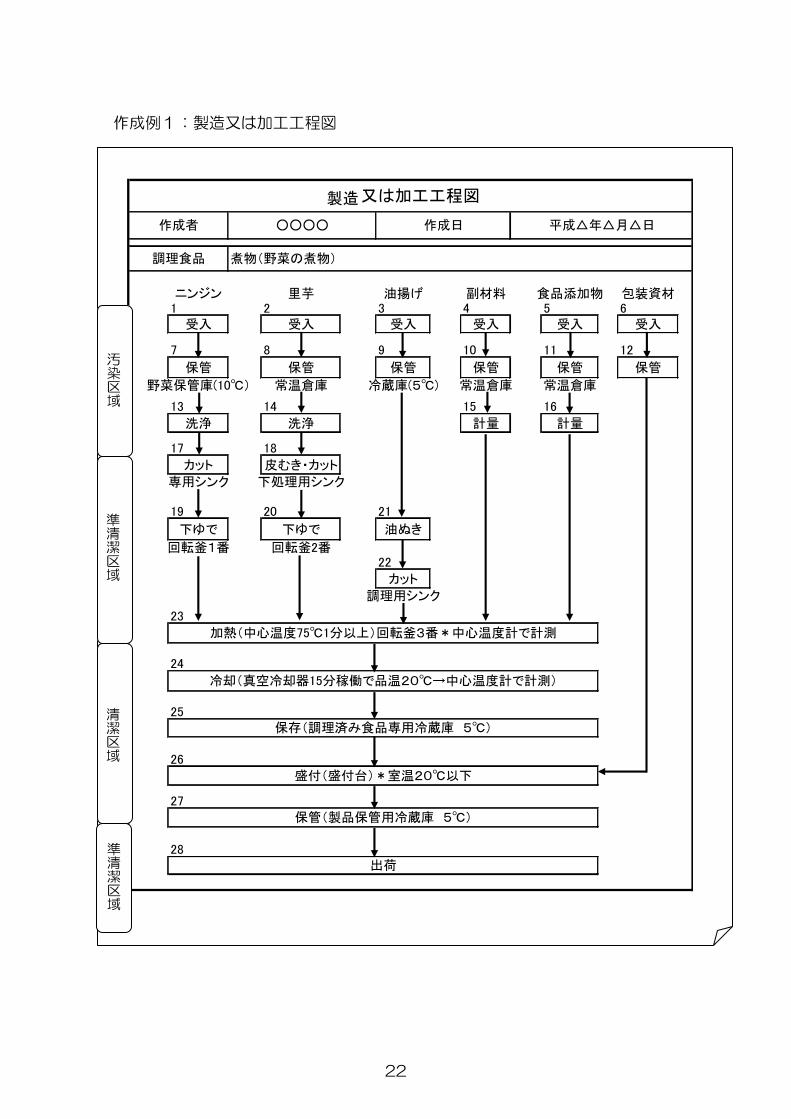
【作成手順】
① 原材料の使用量の多い物から横に列記します。原材料の中に使用する包
装材料も記載します。
② 原材料の受入れから製品の出荷までの工程名を列挙し、それを枠で囲み、
矢印で結びます。
③ 工程ごとに横から移行しながら順番をつけます。
④ 工程図を作成したら工場内を原料の入荷から製品の出荷までを現場で確
認してみます。できれば、従業員の動きがわかる作業中に確認するのが
よいでしょう。
危害要因分析を容易かつ正確に行うため、従事者から具体的な製造方法を
聴取し、実際の作業の確認を行った上で、原材料の受け入れから最終製品の
出荷に至る一連の製造又は加工の工程を記載した工程図を作成します。
・温度、時間、速度、濃度、大きさ等の設定のほか、汚染区域と清潔区域の区分線
も引いて、作業区分を明確にしましょう。
・原材料がいくつもある場合は、原材料ごとに横へ並べて、一つずつ番号を振りま
しょう。
・再生品(再利用品)がある場合は、その流れも書き出しましょう。
・製造工程図を作成したら、工場内を原料の入荷から製品の出荷までを現場で確認
してみましょう。できれば、従業員の動きが分かる作業中がよいでしょう。
・事実と違う製造工程では、正しく危害要因の分析ができなくなりますので、現場
でもう一度しっかりと確かめる手順が必要です。
ポイント
22
ニンジン 里芋 油揚げ 副材料 食品添加物 包装資材1 2 3 4 5 6
受入 受入 受入 受入 受入 受入
7 8 9 10 11 12
保管 保管 保管 保管 保管 保管
野菜保管庫(10℃) 常温倉庫 冷蔵庫(5℃) 常温倉庫 常温倉庫
13 14 15 16
洗浄 洗浄 計量 計量
17 18
カット 皮むき・カット
専用シンク 下処理用シンク
19 20 21
下ゆで 下ゆで 油ぬき
回転釜1番 回転釜2番22
カット
調理用シンク
23
24
25
26
27
28
保管(製品保管用冷蔵庫 5℃)
出荷
加熱(中心温度75℃1分以上)回転釜3番*中心温度計で計測
冷却(真空冷却器15分稼働で品温20℃→中心温度計で計測)
調理又は加工工程図
盛付(盛付台)*室温20℃以下
作成者 ○○○○ 作成日
調理食品
平成△年△月△日
煮物(野菜の煮物)
保存(調理済み食品専用冷蔵庫 5℃)
作成例1:製造又は加工工程図
汚染区域
準清潔区域
清潔区域
準清潔区域
製造
23
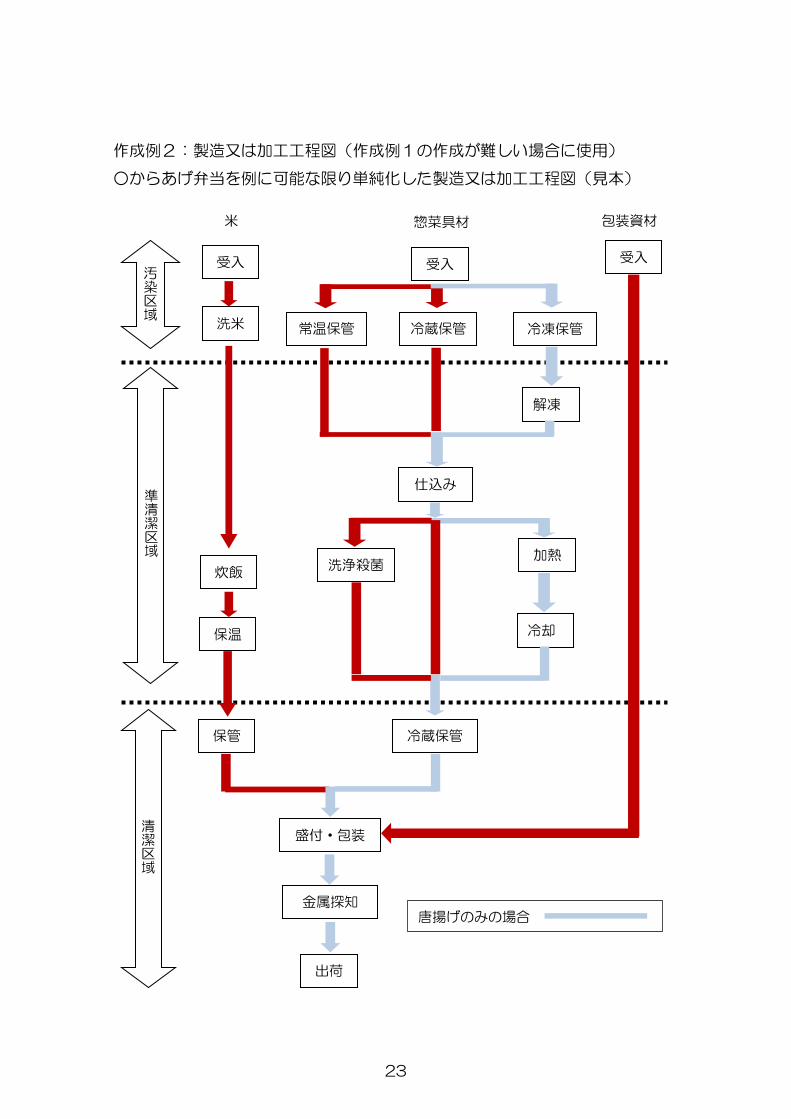
作成例2:製造又は加工工程図(作成例1の作成が難しい場合に使用)
○からあげ弁当を例に可能な限り単純化した製造又は加工工程図(見本)
米
受入
洗米 冷蔵保管 冷凍保管 常温保管
炊飯
加熱 洗浄殺菌
保温
解凍
仕込み
惣菜具材
保管 冷蔵保管
冷却
出荷
金属探知
盛付・包装
唐揚げのみの場合
準清潔区域
清潔区域
受入 汚染区域
包装資材
受入
24
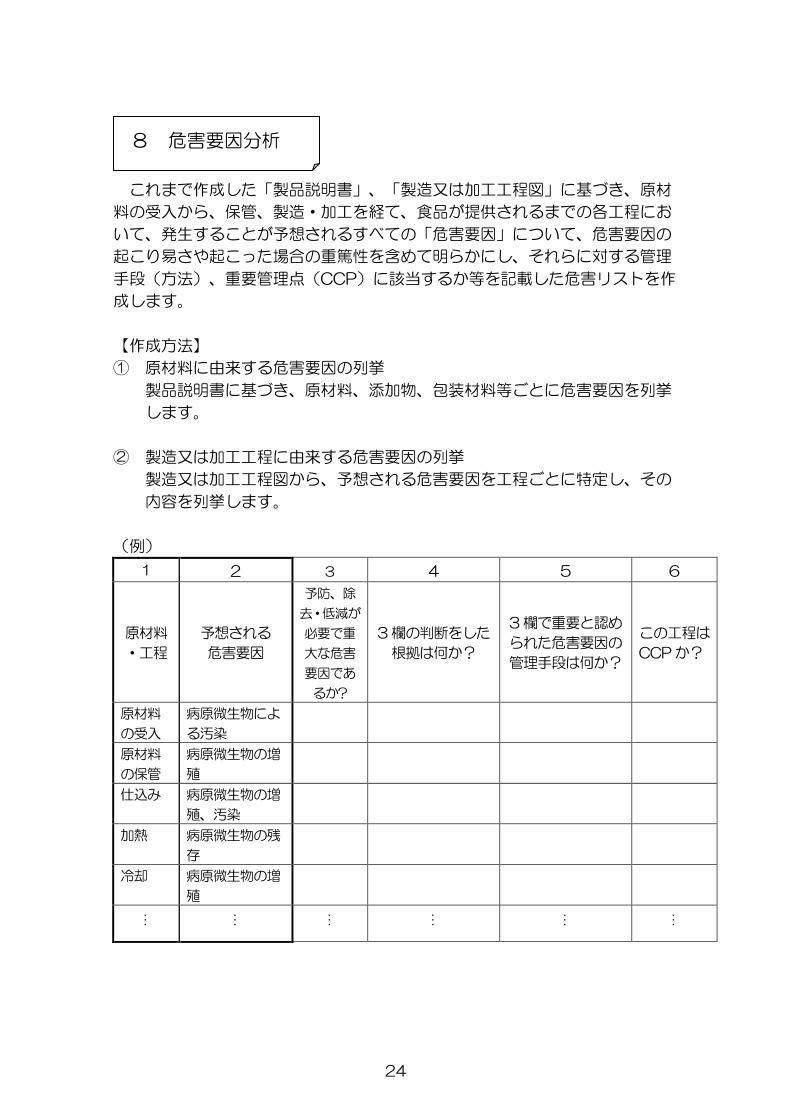
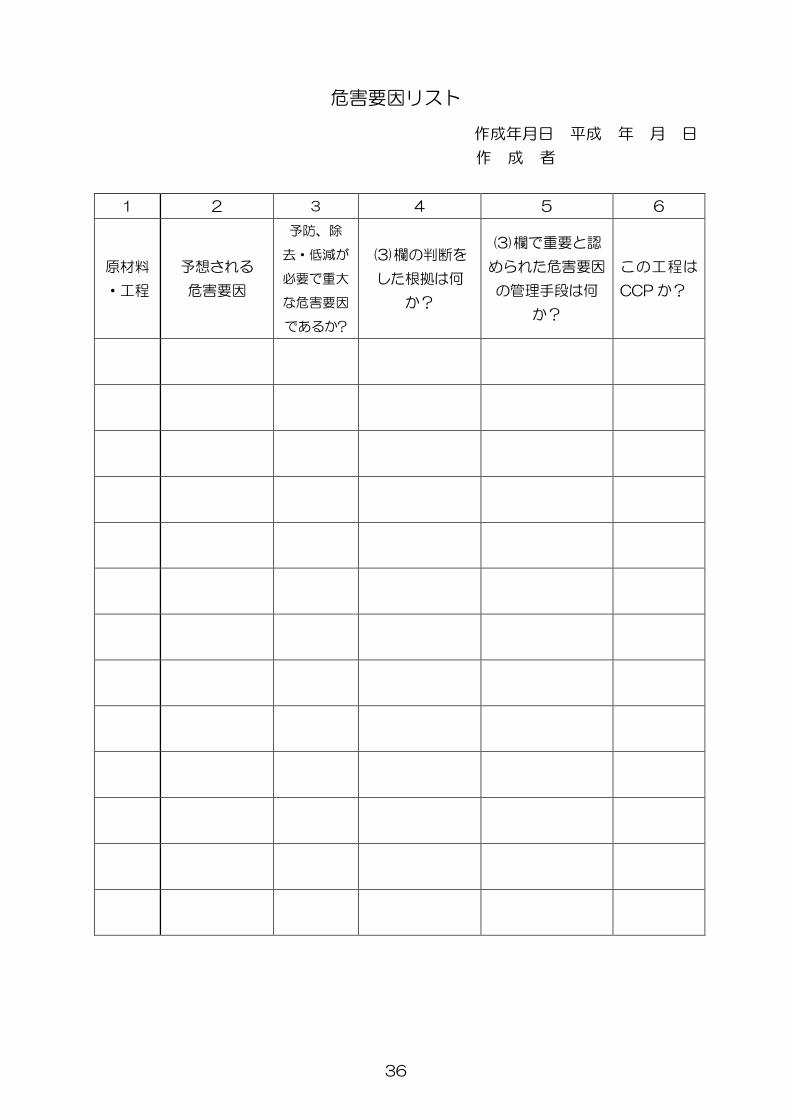
これまで作成した「製品説明書」、「製造又は加工工程図」に基づき、原材
料の受入から、保管、製造・加工を経て、食品が提供されるまでの各工程にお
いて、発生することが予想されるすべての「危害要因」について、危害要因の
起こり易さや起こった場合の重篤性を含めて明らかにし、それらに対する管理
手段(方法)、重要管理点(CCP)に該当するか等を記載した危害リストを作
成します。
【作成方法】
① 原材料に由来する危害要因の列挙
製品説明書に基づき、原材料、添加物、包装材料等ごとに危害要因を列挙
します。
② 製造又は加工工程に由来する危害要因の列挙
製造又は加工工程図から、予想される危害要因を工程ごとに特定し、その
内容を列挙します。
(例)
1 2 3 4 5 6
原材料
・工程
予想される
危害要因
予防、除
去・低減が
必要で重
大な危害
要因であ
るか?
3欄の判断をした
根拠は何か?
3欄で重要と認め
られた危害要因の
管理手段は何か?
この工程は
CCPか?
原材料
の受入
病原微生物によ
る汚染
原材料
の保管
病原微生物の増
殖
仕込み 病原微生物の増
殖、汚染
加熱 病原微生物の残
存
冷却 病原微生物の増
殖
…
…
…
…
…
…
8 危害要因分析
25
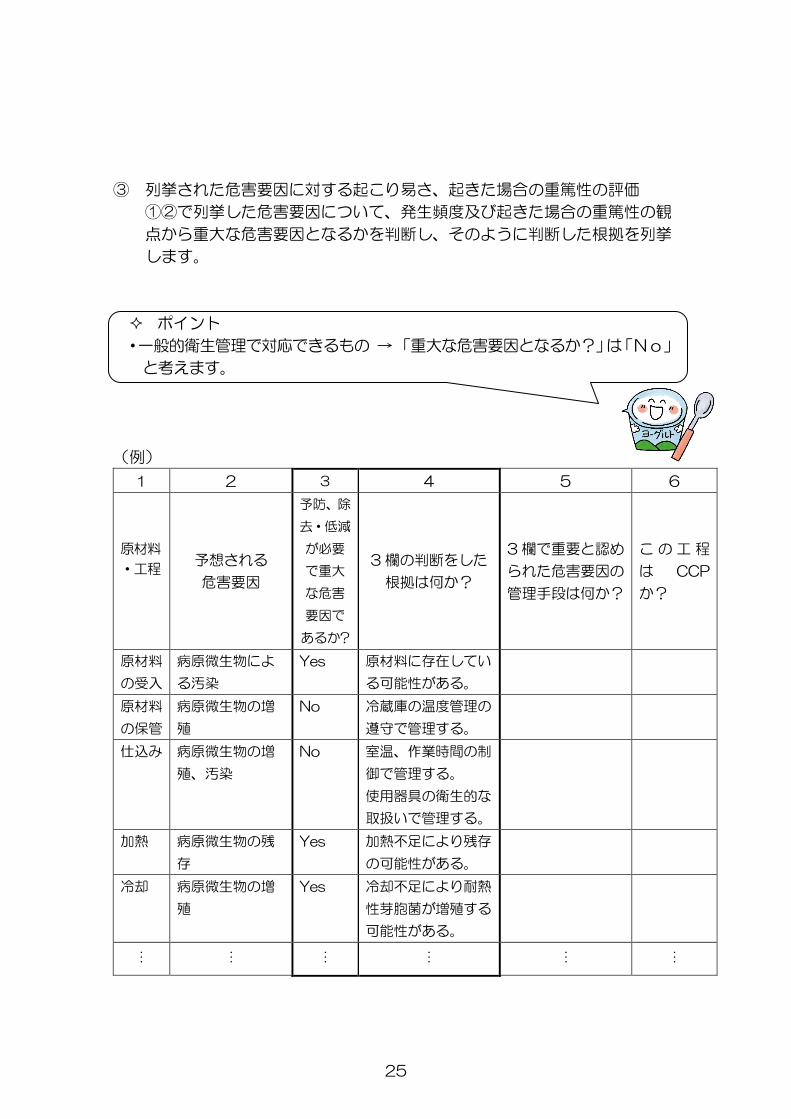
③ 列挙された危害要因に対する起こり易さ、起きた場合の重篤性の評価
①②で列挙した危害要因について、発生頻度及び起きた場合の重篤性の観
点から重大な危害要因となるかを判断し、そのように判断した根拠を列挙
します。
ポイント
・一般的衛生管理で対応できるもの → 「重大な危害要因となるか?」は「No」
と考えます。
(例)
1 2 3 4 5 6
原材料
・工程 予想される
危害要因
予防、除
去・低減
が必要
で重大
な危害
要因で
あるか?
3欄の判断をした
根拠は何か?
3欄で重要と認め
られた危害要因の
管理手段は何か?
この工程
は CCP
か?
原材料
の受入
病原微生物によ
る汚染
Yes 原材料に存在してい
る可能性がある。
原材料
の保管
病原微生物の増
殖
No 冷蔵庫の温度管理の
遵守で管理する。
仕込み 病原微生物の増
殖、汚染
No 室温、作業時間の制
御で管理する。
使用器具の衛生的な
取扱いで管理する。
加熱 病原微生物の残
存
Yes 加熱不足により残存
の可能性がある。
冷却 病原微生物の増
殖
Yes 冷却不足により耐熱
性芽胞菌が増殖する
可能性がある。
…
…
…
…
…
…
26
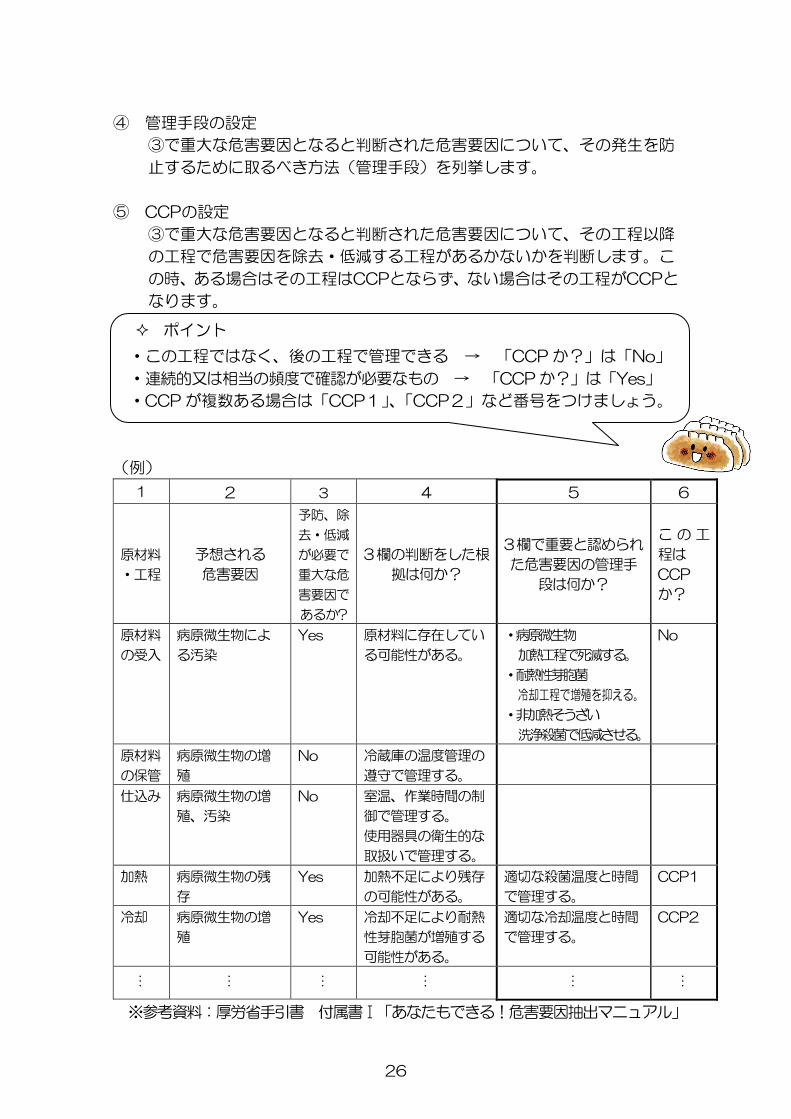
④ 管理手段の設定
③で重大な危害要因となると判断された危害要因について、その発生を防
止するために取るべき方法(管理手段)を列挙します。
⑤ CCPの設定
③で重大な危害要因となると判断された危害要因について、その工程以降
の工程で危害要因を除去・低減する工程があるかないかを判断します。こ
の時、ある場合はその工程はCCPとならず、ない場合はその工程がCCPと
なります。
・この工程ではなく、後の工程で管理できる → 「CCPか?」は「No」
・連続的又は相当の頻度で確認が必要なもの → 「CCPか?」は「Yes」
・CCPが複数ある場合は「CCP1」、「CCP2」など番号をつけましょう。
(例)
1 2 3 4 5 6
原材料
・工程
予想される
危害要因
予防、除
去・低減
が必要で
重大な危
害要因で
あるか?
3欄の判断をした根
拠は何か?
3欄で重要と認められ
た危害要因の管理手
段は何か?
この工
程は
CCP
か?
原材料
の受入
病原微生物によ
る汚染
Yes 原材料に存在してい
る可能性がある。
・病原微生物
加熱工程で死滅する。
・耐熱性芽胞菌
冷却工程で増殖を抑える。
・非加熱そうざい
洗浄殺菌で低減させる。
No
原材料
の保管
病原微生物の増
殖
No 冷蔵庫の温度管理の
遵守で管理する。
仕込み 病原微生物の増
殖、汚染
No 室温、作業時間の制
御で管理する。
使用器具の衛生的な
取扱いで管理する。
加熱 病原微生物の残
存
Yes 加熱不足により残存
の可能性がある。
適切な殺菌温度と時間
で管理する。
CCP1
冷却 病原微生物の増
殖
Yes 冷却不足により耐熱
性芽胞菌が増殖する
可能性がある。
適切な冷却温度と時間
で管理する。
CCP2
…
…
…
…
…
…
※参考資料:厚労省手引書 付属書Ⅰ「あなたもできる!危害要因抽出マニュアル」
ポイント
27
危害要因リストの重要管理点(CCP)における管理基準(CL)、モニタリン
グ方法、改善措置を記載した CCP整理表を作成します。
【作成方法】
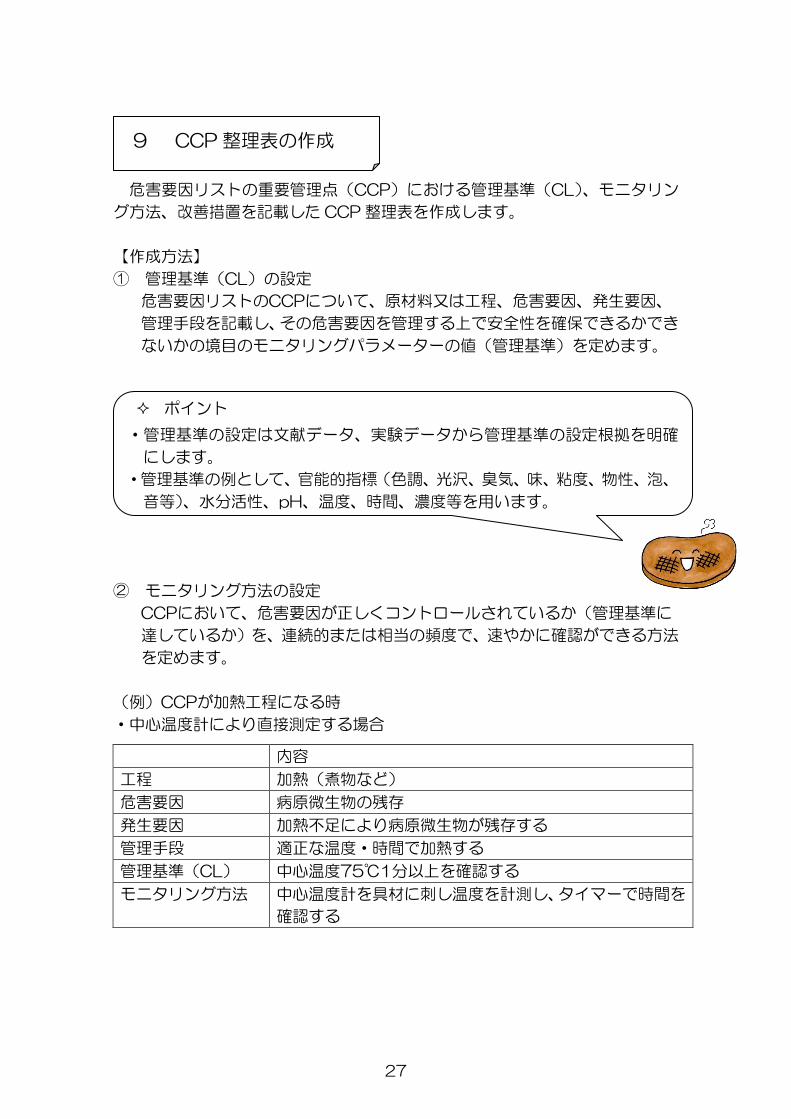
① 管理基準(CL)の設定
危害要因リストのCCPについて、原材料又は工程、危害要因、発生要因、
管理手段を記載し、その危害要因を管理する上で安全性を確保できるかでき
ないかの境目のモニタリングパラメーターの値(管理基準)を定めます。
・管理基準の設定は文献データ、実験データから管理基準の設定根拠を明確
にします。
・管理基準の例として、官能的指標(色調、光沢、臭気、味、粘度、物性、泡、
音等)、水分活性、pH、温度、時間、濃度等を用います。
② モニタリング方法の設定
CCPにおいて、危害要因が正しくコントロールされているか(管理基準に
達しているか)を、連続的または相当の頻度で、速やかに確認ができる方法
を定めます。
(例)CCPが加熱工程になる時
・中心温度計により直接測定する場合
内容
工程 加熱(煮物など)
危害要因 病原微生物の残存
発生要因 加熱不足により病原微生物が残存する
管理手段 適正な温度・時間で加熱する
管理基準(CL) 中心温度75℃1分以上を確認する
モニタリング方法 中心温度計を具材に刺し温度を計測し、タイマーで時間を
確認する
9 CCP整理表の作成
ポイント
28
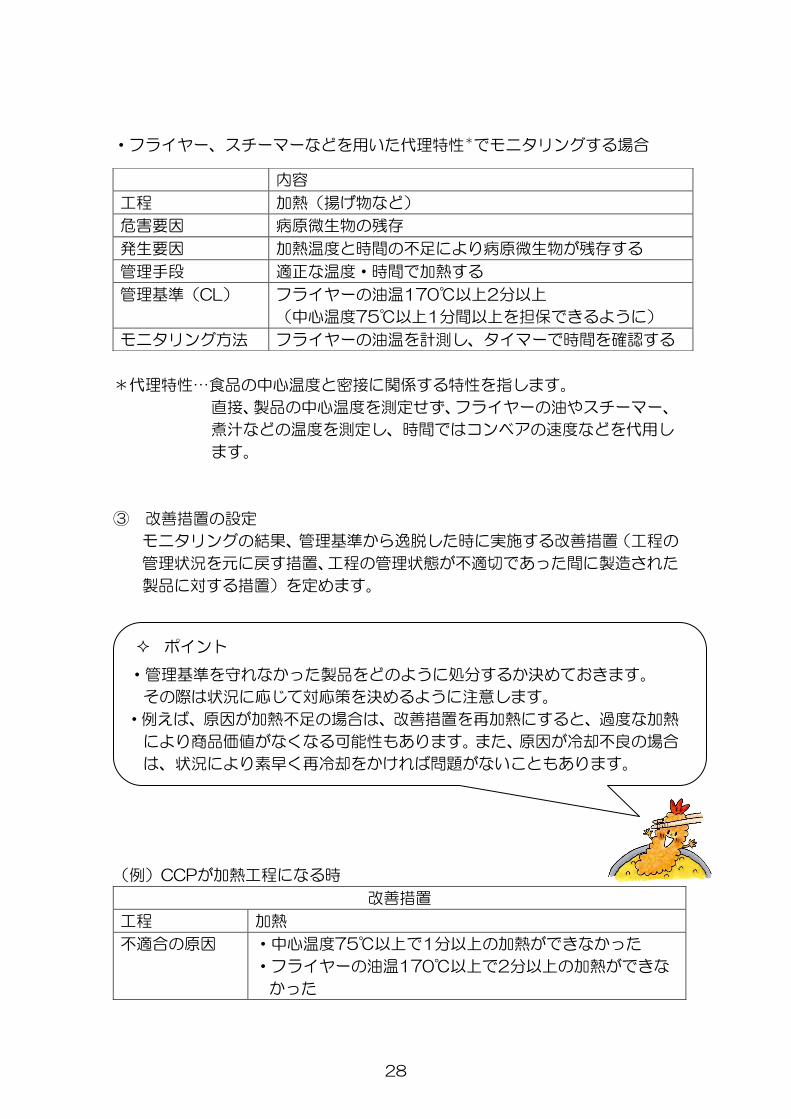
・フライヤー、スチーマーなどを用いた代理特性*でモニタリングする場合
*代理特性…食品の中心温度と密接に関係する特性を指します。
直接、製品の中心温度を測定せず、フライヤーの油やスチーマー、
煮汁などの温度を測定し、時間ではコンベアの速度などを代用し
ます。
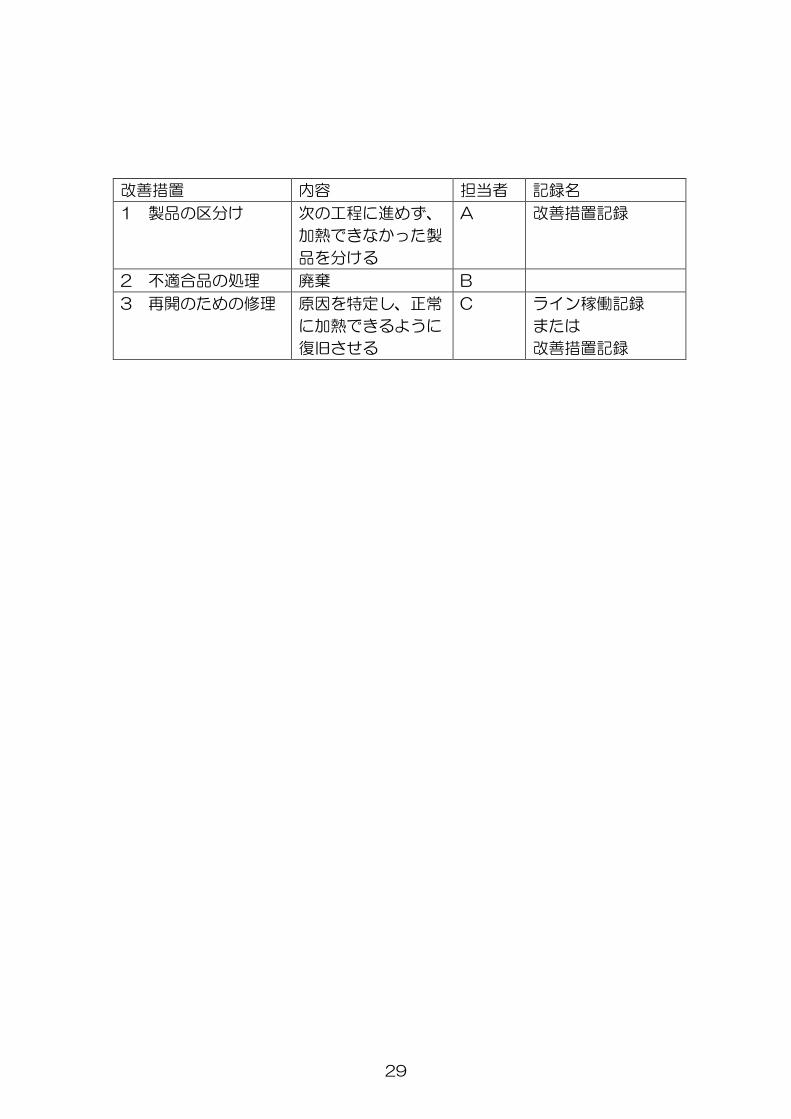
③ 改善措置の設定
モニタリングの結果、管理基準から逸脱した時に実施する改善措置(工程の
管理状況を元に戻す措置、工程の管理状態が不適切であった間に製造された
製品に対する措置)を定めます。
・管理基準を守れなかった製品をどのように処分するか決めておきます。
その際は状況に応じて対応策を決めるように注意します。
・例えば、原因が加熱不足の場合は、改善措置を再加熱にすると、過度な加熱
により商品価値がなくなる可能性もあります。また、原因が冷却不良の場合
は、状況により素早く再冷却をかければ問題がないこともあります。
(例)CCPが加熱工程になる時
改善措置
工程 加熱
不適合の原因 ・中心温度75℃以上で1分以上の加熱ができなかった
・フライヤーの油温170℃以上で2分以上の加熱ができな
かった
内容
工程 加熱(揚げ物など)
危害要因 病原微生物の残存
発生要因 加熱温度と時間の不足により病原微生物が残存する
管理手段 適正な温度・時間で加熱する
管理基準(CL) フライヤーの油温170℃以上2分以上
(中心温度75℃以上1分間以上を担保できるように)
モニタリング方法 フライヤーの油温を計測し、タイマーで時間を確認する
ポイント
29
改善措置 内容 担当者 記録名
1 製品の区分け 次の工程に進めず、
加熱できなかった製
品を分ける
A 改善措置記録
2 不適合品の処理 廃棄 B
3 再開のための修理 原因を特定し、正常
に加熱できるように
復旧させる
C ライン稼働記録
または
改善措置記録
30
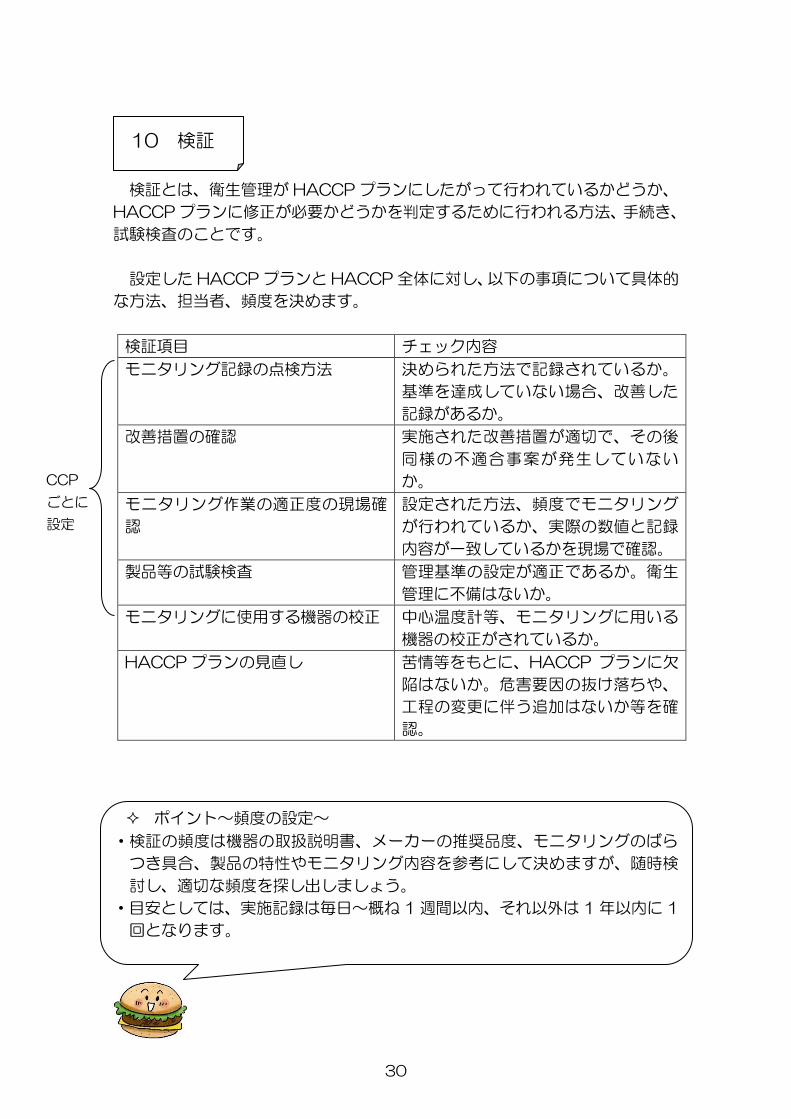
検証とは、衛生管理が HACCPプランにしたがって行われているかどうか、
HACCPプランに修正が必要かどうかを判定するために行われる方法、手続き、
試験検査のことです。
設定した HACCPプランと HACCP全体に対し、以下の事項について具体的
な方法、担当者、頻度を決めます。
検証項目 チェック内容
モニタリング記録の点検方法 決められた方法で記録されているか。
基準を達成していない場合、改善した
記録があるか。
改善措置の確認 実施された改善措置が適切で、その後
同様の不適合事案が発生していない
か。
モニタリング作業の適正度の現場確
認
設定された方法、頻度でモニタリング
が行われているか、実際の数値と記録
内容が一致しているかを現場で確認。
製品等の試験検査 管理基準の設定が適正であるか。衛生
管理に不備はないか。
モニタリングに使用する機器の校正 中心温度計等、モニタリングに用いる
機器の校正がされているか。
HACCPプランの見直し 苦情等をもとに、HACCP プランに欠
陥はないか。危害要因の抜け落ちや、
工程の変更に伴う追加はないか等を確
認。
・検証の頻度は機器の取扱説明書、メーカーの推奨品度、モニタリングのばら
つき具合、製品の特性やモニタリング内容を参考にして決めますが、随時検
討し、適切な頻度を探し出しましょう。
・目安としては、実施記録は毎日~概ね 1週間以内、それ以外は 1年以内に 1
回となります。
10 検証
CCP
ごとに
設定
ポイント~頻度の設定~
31
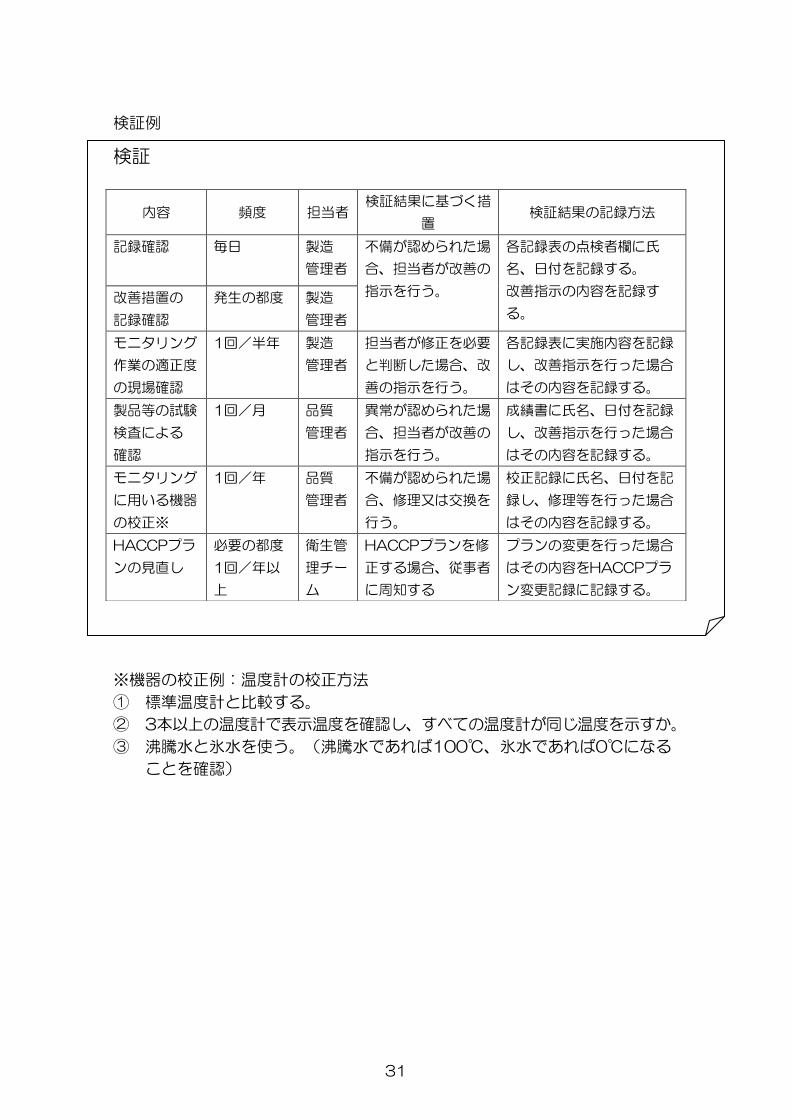
検証例
検証
※機器の校正例:温度計の校正方法
① 標準温度計と比較する。
② 3本以上の温度計で表示温度を確認し、すべての温度計が同じ温度を示すか。
③ 沸騰水と氷水を使う。(沸騰水であれば100℃、氷水であれば0℃になる
ことを確認)
内容 頻度 担当者 検証結果に基づく措
置 検証結果の記録方法
記録確認 毎日 製造
管理者
不備が認められた場
合、担当者が改善の
指示を行う。
各記録表の点検者欄に氏
名、日付を記録する。
改善指示の内容を記録す
る。 改善措置の
記録確認
発生の都度 製造
管理者
モニタリング
作業の適正度
の現場確認
1回/半年 製造
管理者
担当者が修正を必要
と判断した場合、改
善の指示を行う。
各記録表に実施内容を記録
し、改善指示を行った場合
はその内容を記録する。
製品等の試験
検査による
確認
1回/月 品質
管理者
異常が認められた場
合、担当者が改善の
指示を行う。
成績書に氏名、日付を記録
し、改善指示を行った場合
はその内容を記録する。
モニタリング
に用いる機器
の校正※
1回/年 品質
管理者
不備が認められた場
合、修理又は交換を
行う。
校正記録に氏名、日付を記
録し、修理等を行った場合
はその内容を記録する。
HACCPプラ
ンの見直し
必要の都度
1回/年以
上
衛生管
理チー
ム
HACCPプランを修
正する場合、従事者
に周知する
プランの変更を行った場合
はその内容をHACCPプラ
ン変更記録に記録する。
32
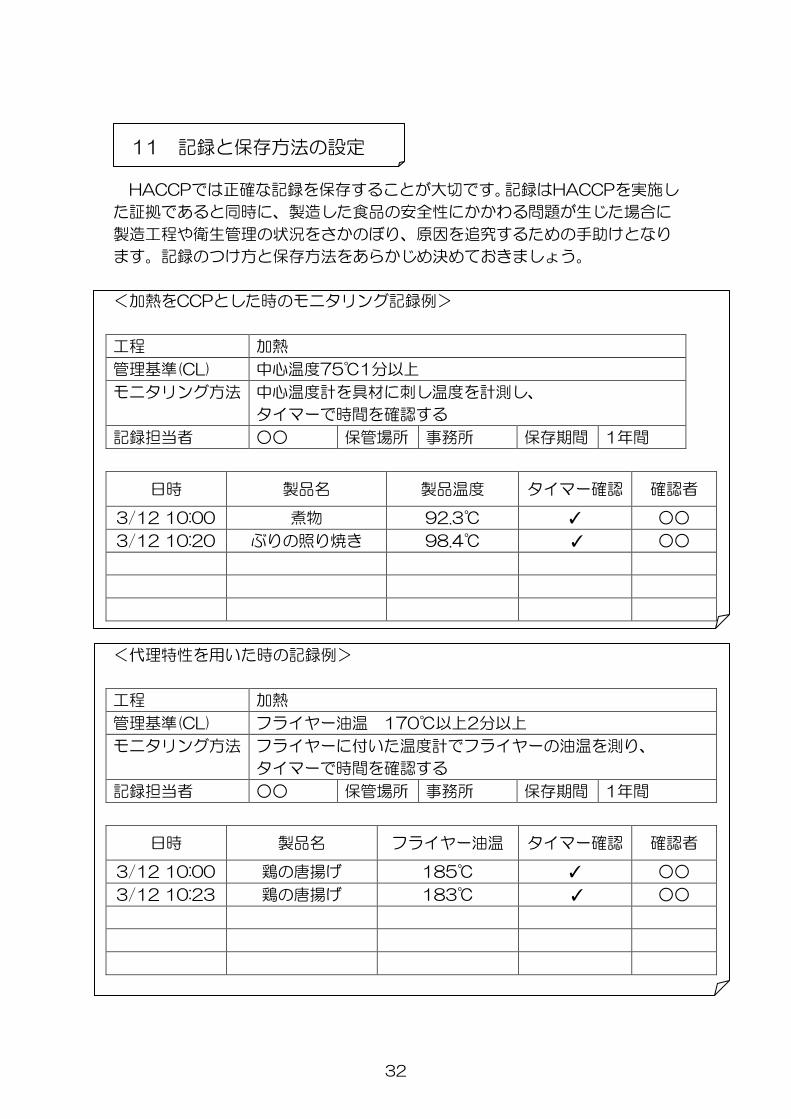
HACCPでは正確な記録を保存することが大切です。記録はHACCPを実施し
た証拠であると同時に、製造した食品の安全性にかかわる問題が生じた場合に
製造工程や衛生管理の状況をさかのぼり、原因を追究するための手助けとなり
ます。記録のつけ方と保存方法をあらかじめ決めておきましょう。
<加熱をCCPとした時のモニタリング記録例>
工程 加熱
管理基準(CL) 中心温度75℃1分以上
モニタリング方法 中心温度計を具材に刺し温度を計測し、
タイマーで時間を確認する
記録担当者 ○○ 保管場所 事務所 保存期間 1年間
日時 製品名 製品温度 タイマー確認 確認者
3/12 10:00 煮物 92.3℃ ✓ ○○
3/12 10:20 ぶりの照り焼き 98.4℃ ✓ ○○
<代理特性を用いた時の記録例>
工程 加熱
管理基準(CL) フライヤー油温 170℃以上2分以上
モニタリング方法 フライヤーに付いた温度計でフライヤーの油温を測り、
タイマーで時間を確認する
記録担当者 ○○ 保管場所 事務所 保存期間 1年間
日時 製品名 フライヤー油温 タイマー確認 確認者
3/12 10:00 鶏の唐揚げ 185℃ ✓ ○○
3/12 10:23 鶏の唐揚げ 183℃ ✓ ○○
11 記録と保存方法の設定
33
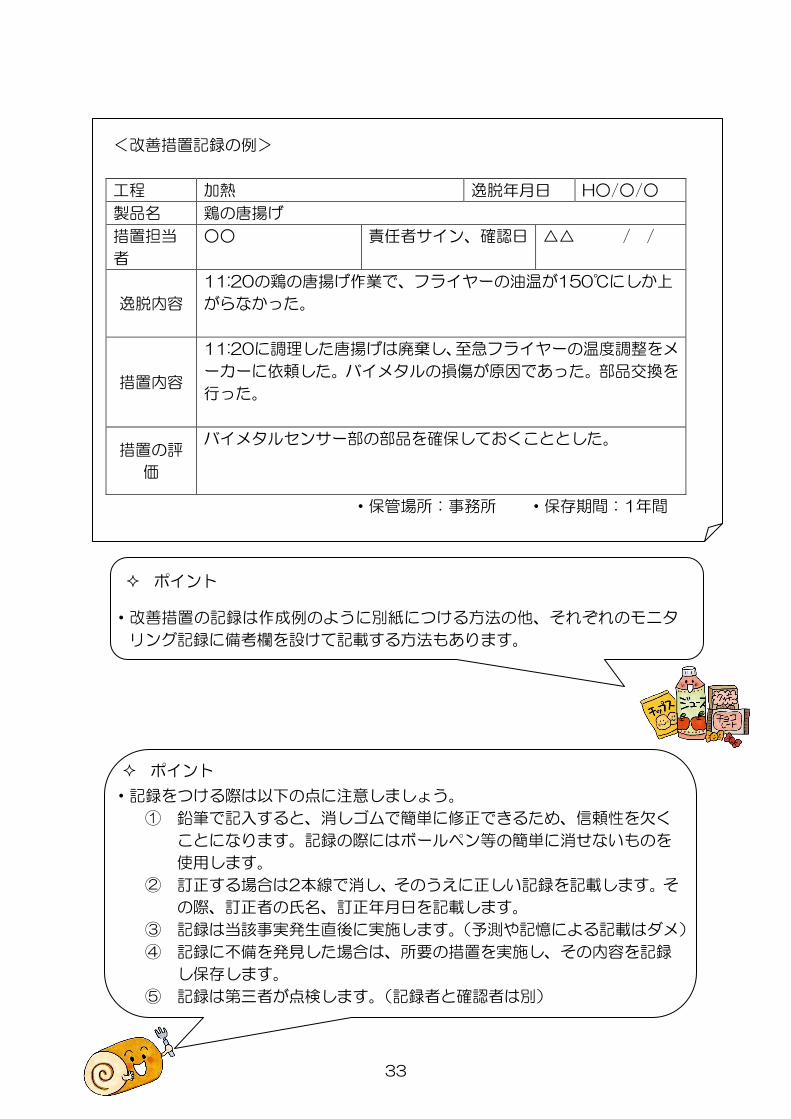
<改善措置記録の例>
工程 加熱 逸脱年月日 H○/○/○
製品名 鶏の唐揚げ
措置担当
者
○○ 責任者サイン、確認日 △△ / /
逸脱内容
11:20の鶏の唐揚げ作業で、フライヤーの油温が150℃にしか上
がらなかった。
措置内容
11:20に調理した唐揚げは廃棄し、至急フライヤーの温度調整をメ
ーカーに依頼した。バイメタルの損傷が原因であった。部品交換を
行った。
措置の評
価
バイメタルセンサー部の部品を確保しておくこととした。
・保管場所:事務所 ・保存期間:1年間
・改善措置の記録は作成例のように別紙につける方法の他、それぞれのモニタ
リング記録に備考欄を設けて記載する方法もあります。
・記録をつける際は以下の点に注意しましょう。
① 鉛筆で記入すると、消しゴムで簡単に修正できるため、信頼性を欠く
ことになります。記録の際にはボールペン等の簡単に消せないものを
使用します。
② 訂正する場合は2本線で消し、そのうえに正しい記録を記載します。そ
の際、訂正者の氏名、訂正年月日を記載します。
③ 記録は当該事実発生直後に実施します。(予測や記憶による記載はダメ)
④ 記録に不備を発見した場合は、所要の措置を実施し、その内容を記録
し保存します。
⑤ 記録は第三者が点検します。(記録者と確認者は別)
ポイント
ポイント
34
衛生管理体制一覧表
作成年月日 平成 年 月 日
作 成 者
担当部門 氏名 役職・
担当部署 役割 備考
チーム
リーダー
品質管理部
門責任者
製造部門
責任者
機械器具の
保守管理責
任者
試験検査部
門責任者
様式集
35
製品説明書
作成年月日 平成 年 月 日
作 成 者
項目 内容
1 製品の名称及び製品分類
2 原材料
3 添加物
4 容器包装の形態及び材質
5 製品の規格及び特性
6 消費期限又は賞味期限及び保
存の方法
7 喫食又は利用の方法
8 販売等の対象とする消費者層
9 配送方法
36
危害要因リスト
作成年月日 平成 年 月 日
作 成 者
1 2 3 4 5 6
原材料
・工程
予想される
危害要因
予防、除
去・低減が
必要で重大
な危害要因
であるか?
(3)欄の判断を
した根拠は何
か?
(3)欄で重要と認
められた危害要因
の管理手段は何
か?
この工程は
CCPか?
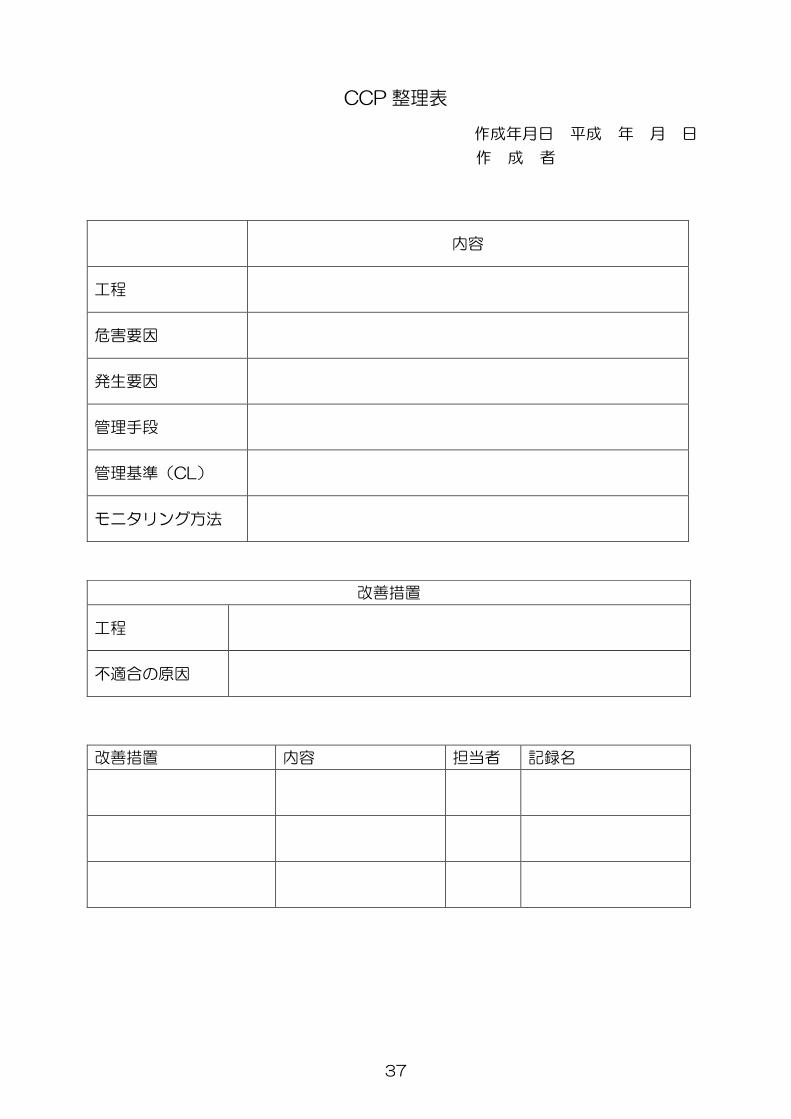
37
CCP整理表
作成年月日 平成 年 月 日
作 成 者
改善措置 内容 担当者 記録名
内容
工程
危害要因
発生要因
管理手段
管理基準(CL)
モニタリング方法
改善措置
工程
不適合の原因
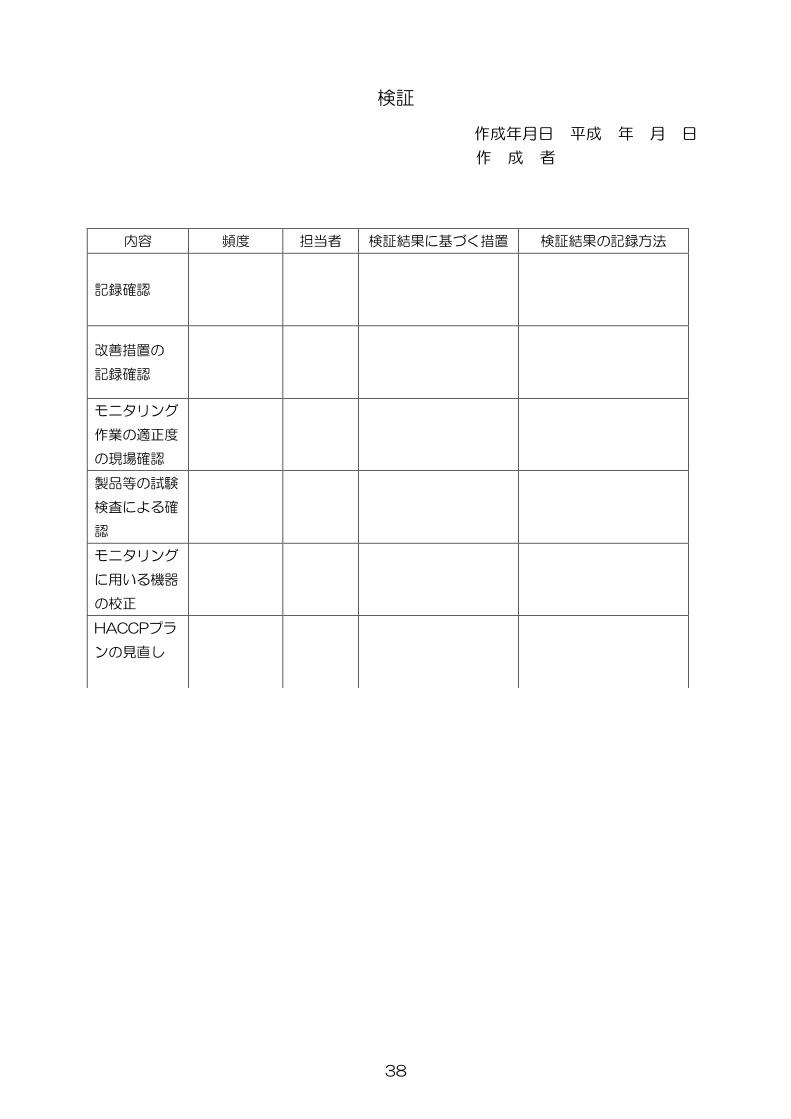
38
検証
作成年月日 平成 年 月 日
作 成 者
内容 頻度 担当者 検証結果に基づく措置 検証結果の記録方法
記録確認
改善措置の
記録確認
モニタリング
作業の適正度
の現場確認
製品等の試験
検査による確
認
モニタリング
に用いる機器
の校正
HACCPプラ
ンの見直し
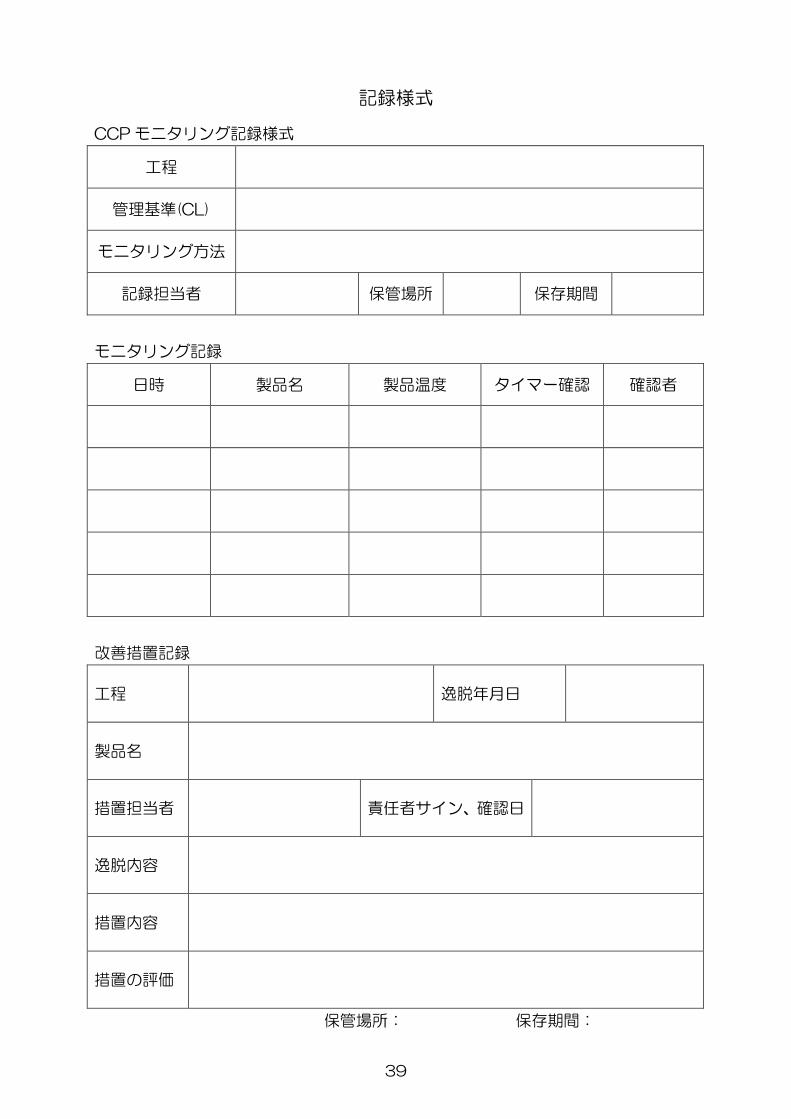
39
記録様式
CCPモニタリング記録様式
工程
管理基準(CL)
モニタリング方法
記録担当者 保管場所 保存期間
モニタリング記録
日時 製品名 製品温度 タイマー確認 確認者
改善措置記録
工程 逸脱年月日
製品名
措置担当者 責任者サイン、確認日
逸脱内容
措置内容
措置の評価
保管場所: 保存期間:
40
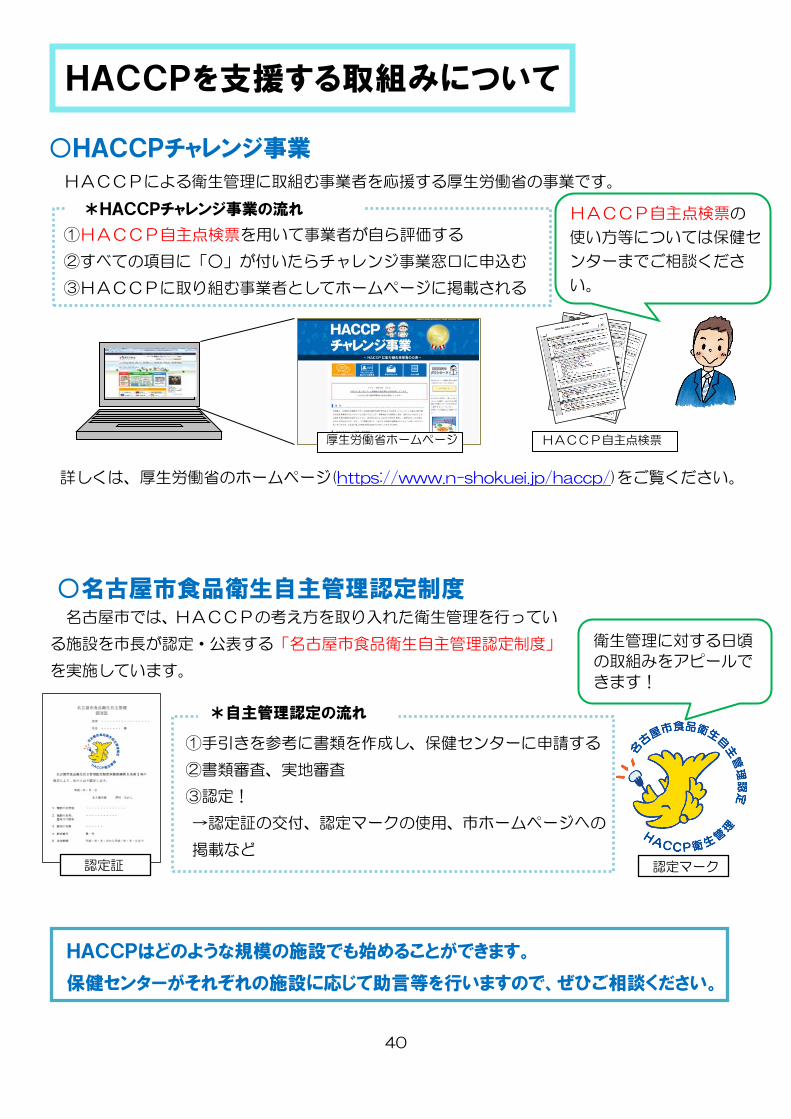
HACCPによる衛生管理に取組む事業者を応援する厚生労働省の事業です。
①HACCP自主点検票を用いて事業者が自ら評価する
②すべての項目に「○」が付いたらチャレンジ事業窓口に申込む
③HACCPに取り組む事業者としてホームページに掲載される
HACCPはどのような規模の施設でも始めることができます。 保健センターがそれぞれの施設に応じて助言等を行いますので、ぜひご相談ください。
①手引きを参考に書類を作成し、保健センターに申請する
②書類審査、実地審査
③認定!
→認定証の交付、認定マークの使用、市ホームページへの
掲載など
○名古屋市食品衛生自主管理認定制度 ○HACCPチャレンジ事業
衛生管理に対する日頃
の取組みをアピールで
きます!
名古屋市では、HACCPの考え方を取り入れた衛生管理を行ってい
る施設を市長が認定・公表する「名古屋市食品衛生自主管理認定制度」
を実施しています。
HACCP自主点検票
*自主管理認定の流れ *HACCPチャレンジ事業の流れ
詳しくは、厚生労働省のホームページ(https://www.n-shokuei.jp/haccp/)をご覧ください。 厚生労働省ホームページ
認定証 認定マーク
HACCPを支援する取組みについて HACCP自主点検票の
使い方等については保健セ
ンターまでご相談くださ
い。
41
なごや食の安全・安心情報ホームページ
http://www.shokunoanzen.city.nagoya.jp/
HACCPについての詳しい内容をはじめ、食の安全・安心に
関する情報を随時更新しています。
本手引きのデータもダウンロードできます。
食の安全・安心に関するメールマガジン
週に 1回食の安全に関する情報をお届けします。
・食の安全に関する読み物
・自主管理認定施設の紹介
・食中毒警報、ノロウイルス食中毒注意報・警報の発令情報 等
上記ホームページから登録可能です。
同ホームページからバックナンバーもご覧いただけます。
食の安全・安心に関する情報
なごや 食の安全
な ご や 「 よ い 食 」 メ ー ル
検索
この手引きは古紙パルプを含む再生紙を利用しています。
http://www.city.nagoya.jp/kurashi/category/15-7-12-0-0-0-0-0-0-0.html
![HACCP SYSTEM - mhlw...HACCP SYSTEM [ 大量調理施設における食品の調理編 ] 食品製造における HACCP入門のための手引書 SYSTEM 目 次 第1章 食の安全とHACCP(ハサップ)](https://img.pdfslide.net/doc/110x75/5fcc191157e01f0b543fe949/haccp-system-mhlw-haccp-system-eeceeecc.jpg)







![HACCP SYSTEMwwf.onecolor.jp/images/HACCP導入手引書.pdfHACCP SYSTEM [ 食鳥処理・食鳥肉処理編 ] 食品製造における HACCP入門のための手引書 2 目 次 第1章](https://img.pdfslide.net/doc/110x75/5f10cb947e708231d44ada70/haccp-pdf-haccp-system-eecfeeecc-eee.jpg)






![1 HACCP+— HACCP HACCP 13 Z HACCP HACCP HACCP C D HACCP … · 1 haccp haccp haccp 70 sop ssop @ haccp 73 haccp haccp haccp 1 haccp _ 46 codexdhaccp+jiÞi 5 . 1 y in] haccp haccp](https://img.pdfslide.net/doc/110x75/5fcc191257e01f0b543fe94f/1-haccpa-haccp-haccp-13-z-haccp-haccp-haccp-c-d-haccp-1-haccp-haccp-haccp-70.jpg)













