Embed Size (px)
Citation preview

Herstellung und Eigenschaften vonTitanschaÈ umen
G. Rausch, T. Hartwig, M. Weber, O. Schulz
1 Einleitung
Elementares Titan bietet mit seinem hohen Schmelzpunkt(1670 8C) und einer relativ geringen Dichte (4,51 g/cm3) einhervorragendes Potential als Leichtbauwerkstoff fuÈr Anwen-dungen bis in den Hochtemperaturbereich. Aus diesem Grundsind vor allem in der Luft- und Raumfahrtindustrie Titanlegie-rungen seit laÈngerem ein eingefuÈhrter Werkstoff. Durch dieHerstellung von poroÈsen Titanwerkstoffen bieten sich weite-re MoÈglichkeiten zur Gewichtsreduktion von Leichtbauwerk-stoffen oder auch zur funktionellen Ausnutzung der (i.d.R.offenen) PorositaÈt [1].
Im folgenden werden zwei Varianten zur Herstellung vonoffen- und geschlossenporigen Titanwerkstoffen gezeigtund erste mechanische und funktionelle Eigenschaften vorge-stellt.
2 Herstellung
Durch den hohen Schmelzpunkt der Legierungen und dieReaktivitaÈt von Titanschmelzen ist die schmelzmetallurgi-sche Herstellung von poroÈsen Titanwerkstoffen mit erhebli-chem prozeûtechnischen Aufwand verbunden. Pulvermetal-lurgische Verfahren bieten demgegenuÈber den Vorteil voni.d.R. geringeren Prozeûtemperaturen und vielfaÈltigerenFormgebungsmoÈglichkeiten. Im Einzelnen sind folgende pul-vermetallurgische Herstellungsvarianten moÈglich:1. Sintern von losen/kompaktierten PulverschuÈttungen2. Konsolidierung von offenporoÈsen, schlickergetraÈnkten
KunststoffschaÈumen3. SchaÈumen und Sintern von Pulverschlickern4. Heiûisostatpressen von Titan mit GaseinschluÈssen5. Reaktionssintern von Mischungen elementarer Pulver6. SchaÈumen von kompaktierten Pulvern und Pulvermischun-
gen durch Gasfreisetzung im Bereich der Schmelztempera-tur (Treibmittelverfahren)
7. Sintern von kompaktierten oder losen Pulver-FuÈller Mi-schungenIm folgenden Beitrag wird vor allem auf die beiden letzt-
genannten Varianten genauer eingegangen.
2.1 SchaÈ umen von kompaktierten Pulvern undPulvermischungen durch Gasfreisetzung imBereich der Schmelztemperatur(Treibmittelverfahren)
Beim Treibmittelverfahren wird das Ti-Pulver mit demTreibmittel vermischt, anschlieûend kompaktiert und im In-duktionsofen unter Vakuum oder SchutzgasatmosphaÈre aufge-
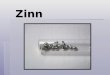
schaÈumt. Potentiell geeignete Treibmittel sind dabei Nitridevon Chrom, Mangan und MolybdaÈn, sowie die Karbonatevon Barium und Lithium, wobei diese Stoffe Gasfreisetzungs-temperaturen im Bereich von ca. 800 ±1400 8C aufweisen.Auch Graphit kann als Treibmittel eingesetzt werden. Die Zu-gabe von graphitischem Kohlenstoff fuÈhrt zu einer Reduktiondes Titanoxids, welches als Sauerstoffverunreinigung immerin geringen Mengen im Ti-Pulver vorhanden ist. Das freige-setzte CO bzw. CO2 fuÈhrt dann zur Bildung von Gasporen inder ganz oder teilweise schmelzfluÈssigen Titanmatrix. Abb. 1zeigt eine Probe, die aus einer Titan/Graphit Mischung ent-standen ist.
Obwohl prinzipiell die Herstellung poroÈser Ti-Werkstoffemit dem Treibmittelverfahren moÈglich ist, ergeben sichdoch groûe Schwierigkeiten. Die Hauptprobleme dieses Ver-fahrens liegen in der ReaktivitaÈt des schmelzfluÈssigen Titans.Aufgrund der hohen SauerstoffaffinitaÈt des Titans kommt eszur Bildung von Titanoxid. Dies macht den Einsatz von ke-ramischen Tiegeln i.d.R. unmoÈglich, da Al2O3 oder ZrO2 re-duziert und damit zerstoÈrt werden. Die im Werkstoff eingela-gerten Titanoxide, -carbide und -nitride fuÈhren zu einer Ver-sproÈdung des Werkstoffs und i.d.R. zu inakzeptablen Werk-stoffeigenschaften. Ein weiters Problem ist die Beeinflussungund gezielte Kontrolle der entstehenden Porenstruktur.
2.2 Sintern von kompaktierten oder losenPulver-FuÈ ller Mischungen (Platzhalterverfahren)
Bei der Herstellung offenporoÈser Werkstoffe nach demPlatzhalterverfahren wird das Titanpulver mit einem Platzhal-terwerkstoff vermischt. Als Platzhalterwerkstoff werdenfluÈchtige organische oder anorganische Verbindungen einge-setzt wie z. B. Harnstoff oder Ammoniumhydrogencarbonat[2]. Nach der Verdichtung der Pulver/Platzhalter-Mischungerfolgt die Austreibung des Platzhalters (thermisch/che-misch). Im anschlieûenden Sinterprozeû verbinden sich diePulverteilchen an ihren BeruÈhrungspunkten und versintern.
Abb. 1. Titanschaum hergestellt uÈber das Treibmittelverfahren(Dichte: ca. 0,9 g/cm3, PorositaÈt ca. 80%, Treibmittel: Graphit)
412 0933-5137/00/0606-0412$17.50 � .50/0 Mat.-wiss. u. Werkstofftech. 31, 412±414 (2000)Ó WILEY-VCH Verlag GmbH, D-69451 Weinheim, 2000

Durch geeignete Wahl der Sintertemperatur und -zeit kann dasentstehende SintergefuÈge beeinfluût werden. In der Regel er-haÈlt man einen Werkstoff, der neben der primaÈren PorositaÈt(resultierend aus den Platzhalterwerkstoffen) auch eine sekun-daÈre PorositaÈt in der Metallmatrix aufweist (Abb. 3).
3 Eigenschaften
3.1 Festigkeit und E-Modul
Mechanische Untersuchungen wurden unter Druck-, Zug-und Biegebelastung durchgefuÈhrt. Abb. 4 zeigt die Ergeb-
nisse zweier Druckversuche an Proben unterschiedlicherDichte. Man erkennt, daû es aufgrund der offenporoÈsen Struk-tur der Werkstoffe nicht zur einem ausgepraÈgten Druckspan-nungsplateau kommt, wie man es z. B. von geschlossenpori-gen AluminiumschaÈumen kennt. In Abb. 5 und Abb. 6 sind dieErgebnisse der Zug- und Biegeversuche dargestellt. Sowohldie Zug- als auch die Biegefestigkeit koÈnnen gut durch einPotenzgesetz beschrieben werden. Der so ermittelte Expo-nent betraÈgt fuÈr die Zug- und Biegefestigkeit 4,6± 4,7. Dieexakten Parameter der Regressionsfunktion sind in den jewei-ligen Abbildungen dargestellt. Die Auswertung des E-Modulsliefert einen Exponenten zwischen 4,7 und 4,8 (Abb. 6) und istfuÈr Zug- und Biegeversuche annaÈhernd identisch. Man kanndaraus folgern, daû die Proben bei beiden Beanspruchungsar-
Abb. 2. OffenporoÈse Titanwerk-stoffe hergestellt nach dem Platz-halterverfahren. Links: Poren-groÈûe ca. 1 ± 4 mm, rechts: Poren-groÈûe ca. 500 lm, PorositaÈt 55 ±80%
Abb. 3. GefuÈgestruktur eines of-fenporoÈsen Titanwerkstoffs mit67% PorositaÈt
Abb. 4. Druckversuche an offenporoÈsen Titanschaumproben derDichte 1,5 bzw. 2,0 g/cm3
Abb. 5. Zug- und Biegefestigkeit von Titanschaum als Funktionder Dichte
Mat.-wiss. u. Werkstofftech. 31, 412±414 (2000) Titanschaum 413

ten zunaÈchst rein elastisch verformt werden, ohne daû irrever-sible MikroschaÈdigungen entstehen wie es i.d.R. bei geschlos-senporigen AluminiumschaÈumen der Fall ist.
3.2 DurchstroÈ mbarkeit
FuÈr Anwendungen offenporoÈser Werkstoffe wird haÈufigeine definierte DurchstroÈmbarkeit des Materials gefordert.Die ZusammenhaÈnge zwischen Druckabfall in der Probeund StroÈmungsgeschwindigkeit werden durch das Darcy-Ge-setz beschrieben:
_V � K?A?Dp?�g?L�ÿ1
mit _V: Volumenstrom, K: Konstante, A: Querschnitt, Dp:Druckverlust, g: dynamische ViskositaÈt des Fluids, L: durch-stroÈmte LaÈnge. Abb. 7 zeigt die Ergebnisse der DurchstroÈ-mungsmessungen einer stabfoÈrmigen Probe (vgl. Abb. 2,rechts) mit einem Querschnitt A � 116 mm2, der LaÈngeL � 54 mm und einer PorositaÈt von 69,4%.
4 Potentielle Anwendungen
Aufgrund der vorgestellten Eigenschaften eroÈffnen sich fuÈroffenporige Titanwerkstoffe eine Reihe von potentiellen An-wendungen:
Denkbar ist der Einsatz als Strukturwerkstoff in der Luft-und Raumfahrttechnik aufgrund der geringen Dichte, der ho-hen Festigkeit und der guten HochtemperaturbestaÈndigkeit.Auch Anwendungen in der Medizintechnik und Implantat-technologie aufgrund der BiokompatibilitaÈt von reinem Ti-tan, dem einstellbaren E-Modul von poroÈsen Werkstoffen,der hohen spezifischen OberflaÈche von offenporoÈsen Materia-lien und der gezielt einstellbaren Porenstruktur sind moÈglich.
Im Einsatz als Werkstoff fuÈr Filter, in der Elektrotechnik(Elektroden) und im chemischen Apparatebau (WaÈrmetau-scher) ergaÈnzen und erweitern offenporige Titanwerkstoffedas Spektrum der bisher eingesetzten Materialien (Stahl,Bronze, Messing, ...) hinsichtlich KorrosionsbestaÈndigkeit,maximaler Einsatztemperatur und Festigkeit.
5 Schluûfolgerungen
Offenporige Titanwerkstoffe koÈnnen mittels des Platzhal-terverfahrens in vielfaÈltigen Varianten hinsichtlich Poren-struktur und Dichte hergestellt werden. DaruÈber hinaus istmit diesem Verfahren sowohl die Herstellung von reinem Ti-tan wie auch von Titanlegierungen moÈglich. Die gezeigtenmechanischen Eigenschaften (Festigkeit, E-Modul) sowiedie offenporige Struktur dieser Werkstoffe bieten interessantePerspektiven fuÈr Anwendungen als Strukturwerkstoff und zurgezielten Ausnutzung der offenporigen Struktur als Filter,Elektrode, WaÈrmetauscher oder Implantatwerkstoff.
Danksagung
Ein Groûteil der hier vorgestellten Ergebnisse wurde imRahmen des Brite-Euram Programmes der EuropaÈischenKommission erarbeitet und die Autoren danken allen Part-nern des METEOR Projekts (¹Light-weight Metal FoamComponents for the Transport Industryª, BRPR-CT96-0215, BE96-3018) fuÈr die gute Zusammenarbeit.
Literatur
1. J. Banhart: Offenporige AluminiumschaÈume ± Eigenschaftenund Anwendungen, ALUMINIUM 75 (1999) 12.
2. M. Bram et al.: Preparation and Characterization of high-poro-sity titanium, stainless steel and superalloy parts. In ªMetalfoams and porous structuresº, Eds.: J. Banhart, M.F. Ashbyand N. A. Fleck, Bremen: Verlag MIT Publishing, 1999,197 ± 202.
Anschrift: G. Rausch, T. Hartwig, M. Weber, Fraunhofer-Institut fuÈrFertigungstechnik und Angewandte Materialforschung (IFAM),Bremen, O. Schulz, Eurocopter GmbH, MuÈnchen
Eingangsdatum: 15.3.00 [T 185]
Abb. 6. E-Modul abgeleitet aus Zug- und Biegeversuchen
Abb. 7. DurchstroÈmungsmessungen einer offenporoÈsen Titan-schaumprobe mit Rechteckquerschnitt (A � 116 mm2, L �54 mm, PorositaÈt 69,4%, DurchstroÈmungsfluid: Wasser)
414 G. Rausch, T. Hartwig, M. Weber, O. Schulz Mat.-wiss. u. Werkstofftech. 31, 412±414 (2000)



![Herstellung und Eigenschaften von geklebten Vollholzprodukten...eine Liste der in den Bundesländern umgesetzten Fassungen der MLTB [10] können erneut von der Homepage herunter geladen](https://img.pdfslide.net/doc/110x75/60f8b2729d5d5252ee437f1e/herstellung-und-eigenschaften-von-geklebten-vollholzprodukten-eine-liste-der.jpg)





![Hoppenstedt Firmendatenbank · 17240 [ ] Herstellung von Tapeten 17290 [ ] Herstellung von sonstigen Waren aus Papier, Karton und Pappe [ ] Herstellung von Druckerzeugnis-sen; Vervielfältigung](https://img.pdfslide.net/doc/110x75/5c4efaf693f3c3245e2acd53/hoppenstedt-17240-herstellung-von-tapeten-17290-herstellung-von-sonstigen.jpg)


















