Embed Size (px)
Citation preview
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 1
Ikatan Ahli Teknik Perminyakan Indonesia
Simposium Nasional IATMI 2009 Bandung, 2-5 Desember 2009
Makalah Profesional
IATMI 08 – 019
NOMOGRAPH BARU UNTUK PENENTUAN JUMLAH TRAY ABSORBER PADA SISTEM DEHIDRATOR GAS GLYCOL
By: Mohammad Kusmianto
Dr. Ir. Tutuka Ariadji
Abstrak Ada berbagai macam metode untuk mendehidrasi gas alam, diantaranya yaitu dengan menggunakan liquid desiccant, solid desicant, expansion refrigeration,dan anhydrous calcium chloride. Adapun kelebihan utama dari penggunaan liquid desiccant (glycol gas dehidrator) dibandingkan dengan metode yang lain di yaitu proses penyerapan uap air yang dapat dilakukan secara terus-menerus dan daya serap terhadap uap air yang sangat tinggi (higroskopis) hingga mencapai 0,5 lb H2O per MMscf. Pada proses operasinya, dehidrator gas glycol memiliki tray-tray yang menjadi tempat kontak langsung antara gas dan glycol. Dalam penentuan jumlah tray yang digunakan pada dehidrator gas glycol, metode pendekatan yang umum digunakan adalah metode pendekatan equilibrium stages yang dilakukan melalui metode trial and error dengan menggunakan grafik equilibrium stages. Namun metode ini memerlukan tahapan perhitungan yang panjang, sehingga tidak praktis dipergunakan di lapangan. Dengan demikian dirasa perlu untuk mencari metode yang lebih mudah dan simpel namun tetap akurat dalam penentuan jumlah tray absorber pada sistem dehidrator gas glycol. Tujuan dari makalah ini adalah untuk membuat metode penentuan jumlah tray absorber pada sistem dehidrator gas glycol yang lebih
mudah, simpel dan akurat dengan cara membuat suatu nomograph baru. Metode yang digunakan untuk pembuatan nomograph ini berdasarkan pada perhitungan penentuan tray absorber dengan metode pendekatan equilibrium stages. Pertama-tama dilakukan pencarian persamaan grafik-grafik yang digunakan dalam perhitungan. Selanjutnya persamaan-persamaan tersebut digunakan dalam prosedur perhitungan dan dilakukan sensitivitas berbagai parameter yang mempengaruhi desain jumlah tray absorber. Telah dihasilkan suatu nomograph baru untuk penentuan jumlah tray absorber pada sistem dehidrator gas glycol yang lebih sederhana sehingga mudah penggunaannya. Setelah dilakukan uji validasi, nomograph tersebut menghasilkan nilai perhitungan dengan kesalahan relatif terhadap metode perhitungan sebelumnya maksimal sebesar 20%. Dengan menggunakan nomograph ini penentuan jumlah tray absorber menjadi lebih mudah tanpa harus melakukan trial and eror. 1. Pendahuluan
Air merupakan zat pengotor yang paling tidak diinginkan dalam gas alam, padahal air hampir selalu ditemukan pada proses produksi gas alam. Kandungan uap air tersebut dapat mengakibatkan tidak terpenuhinya syarat dalam penjualan dan kerusakan pada peralatan. Hal ini dikarenakan air dapat mengurangi kandungan panas (heating value) gas alam dan dapat

Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 2
membentuk hidrat yang menyebabkan berbagai masalah operasional. Beberapa masalah yang muncul akibat adanya air di antaranya yaitu menyebabkan korosi, terutama dengan adanya H2S dan CO2 dan apabila air terkondensasi di flow line maka menyebabkan slug flow.
Untuk menanggulangi masalah-masalah tersebut, maka diperlukan suatu proses pemisahan untuk mengurangi kandungan uap air sampai batas tertentu yang diizinkan dan aman. Salah satu cara untuk mengurangi kandungan uap air dalam gas adalah dengan menggunakan fasilitas dehidrasi gas.
Dengan mengacu pada tugas akhir Rinaldi Pasaribu1 dan tugas akhir Cahya Kuspriono2, dalam paper ini akan dibahas sedikit tentang proses dehidrasi gas menggunakan liquid desiccant. Selanjutnya paper ini akan lebih membahas tentang proses pembuatan nomograph baru untuk penentuan jumlah tray absorber pada sistem dehidrasi gas menggunakan glycol.
1.1 Proses Dehidrasi Dengan Menggunakan Teg (Triethylene Glycol)
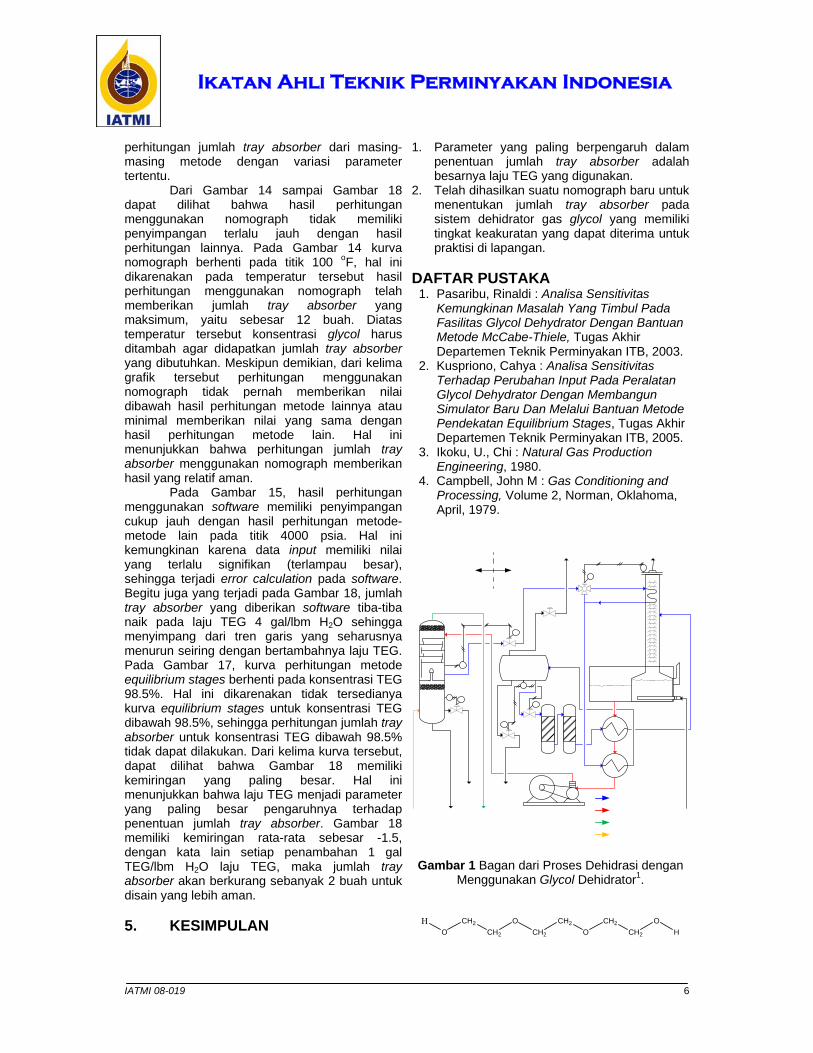
Pada pemisahan secara liquid desiccant, glycol harus senantiasa dialirkan untuk menjalani proses regenerasi sehingga menjaga kemampuannya dalam menyerap uap air. Deskripsi proses dari TEG dapat dilihat pada Gambar 1, lean glycol (LG, glycol bersih) memasuki absorber dari bagian atas untuk menyerap uap air yang mengalir bersama gas (wet gas) dari bawah absorber, sedangkan rich glycol (RG, glycol yang kaya dengan air) meninggalkan absorber dari bagian bawah dan masuk ke dalam cooling coil yang mengontrol laju water reflux pada bagian atas stripper.
Heat exchanger berada di antara the cool, rich glycol dan the hot lean glycol, kemampuan lean glycol semakin besar dengan bantuan dua atau lebih shell-and-tube heat exchanger dalam posisi seri. Terjadinya peningkatan panas akan ikut menurunkan konsumsi bahan bakar dalam reboiler dan menjaga sirkulasi agar tidak overheated, diperkirakan flash tank dan filter bisa beroperasi pada suhu 150oF. Selanjutnya rich glycol akan dipisahkan dari hidrokarbon dengan difilter terlebih dahulu sebelum dipanaskan dalam reconcentrator. Ini akan mampu menjaga glycol agar terhindar dari padatan dan hidrokarbon berat yang memadat. Sedangkan pompa diproteksi dengan cara memfilter lean glycol sewaktu meninggalkan accumulator.
Karakteristik triethylene glycol yaitu: dew point depresion berkisar antara 80 – 150oF,
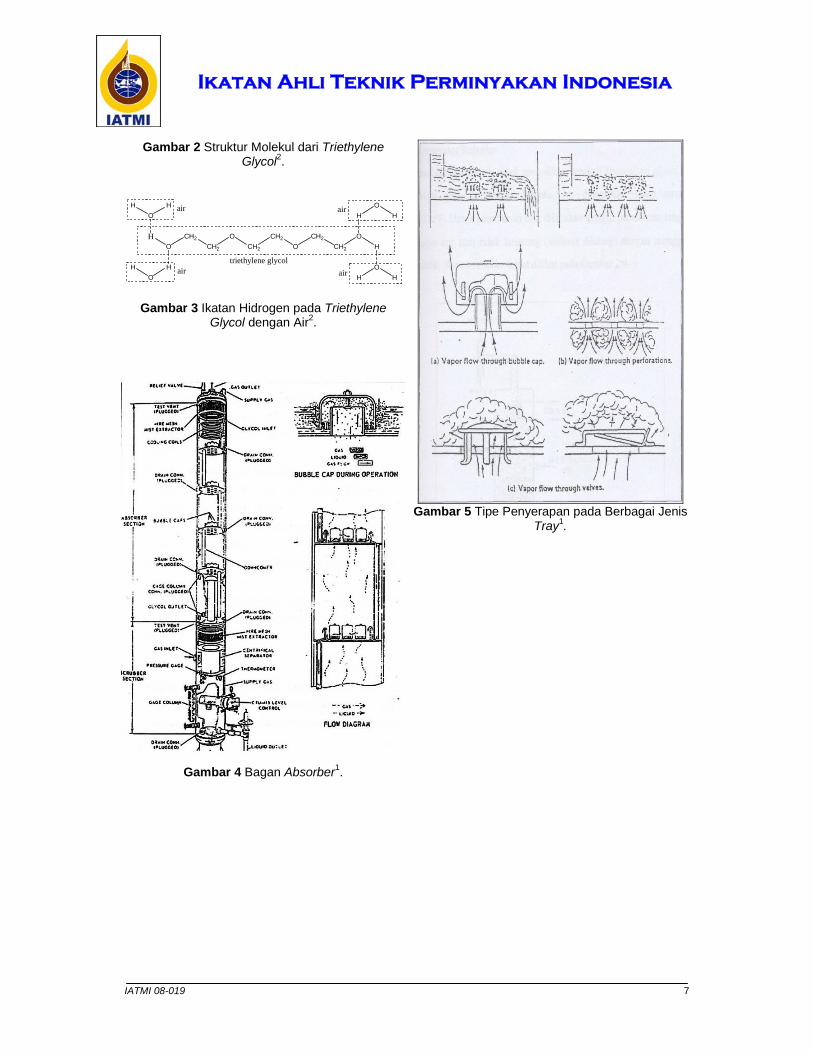
tekanan masuk gas alam dapat bervariasi antara 75 – 2500 psig, sedangkan temperatur masuk 55 – 160oF. Dew point secara tidak langsung menunjukkan kandungan air dalam gas, dan didefinisikan sebagai temperatur di mana gas tersaturasi dengan uap air pada tekanan tertentu. Sedangkan perbedaan antara dew point sebelum dan sesudah pemisahan air disebut dew point depression. Proses absorpsi antara uap air dan glycol diakibatkan adanya perbedaan muatan negatif elektron antara molekul glycol dan molekul air. Struktur molekul dari glycol ditunjukkan oleh Gambar 2.
Karena beda keelektronegatifan antara O dan H yang cukup besar sehingga menyebabkan terjadinya ikatan hidrogen antara molekul glycol dan uap air. Ikatan hidrogen yang terjadi ditunjukkan oleh struktur molekul seperti pada Gambar 3. 1.2 Absorber/kontaktor
Kontaktor adalah kolom vertikal yang di dalamnya terdapat sejumlah bubble cap tray, down comer, dan demister pad. Setelah melalui scrubber, gas basah dialirkan dari bagian bawah kontaktor dan naik ke atas melewati bubble cap tray. Sedangkan glycol dialirkan dari atas dan turun dari tray ke tray yang di bawahnya melalui down comer. Di dalam bubble cap tray inilah terdapat kontak langsung antara gas dan lean glycol. Gas yang telah terserap kandungan uap airnya menjadi gas kering yang siap untuk dijual. Sebelum gas keluar dari kontaktor terlebih dahulu melewati demister pad yang berfungsi untuk menyaring butiran glycol yang terikut aliran gas, sehingga cairan glycol yang terikut dapat diperkecil. Gambaran dari absorber dapat dilihat pada Gambar 4, dan tipe-tipe penyerapan yang terjadi pada absorber dapat dilihat pada Gambar 5. Jumlah bubble cap tray atau valve tray biasanya berkisar antara 4 hingga 12 tray. Dalam desain absorber, kolom absorber harus vertikal, karena glycol cenderung membentuk foam. Jarak vertikal antar bubble cap tray sebaiknya minimal 18 inch, dan akan lebih baik lagi bila diberi jarak 24-30 inch. Laju sirkulasi TEG yang dialirkan bervariasi antara 1,5 hingga 4 galon per lb air yang diserap atau dipisahkan. Untuk unit dehidrator yang kecil dengan 4 hingga 6 tray, biasanya dioperasikan dengan laju 3 gal TEG per lb air.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 3
1.3 Perhitungan Jumlah Stages Tray Pada Absorber/ Kontaktor
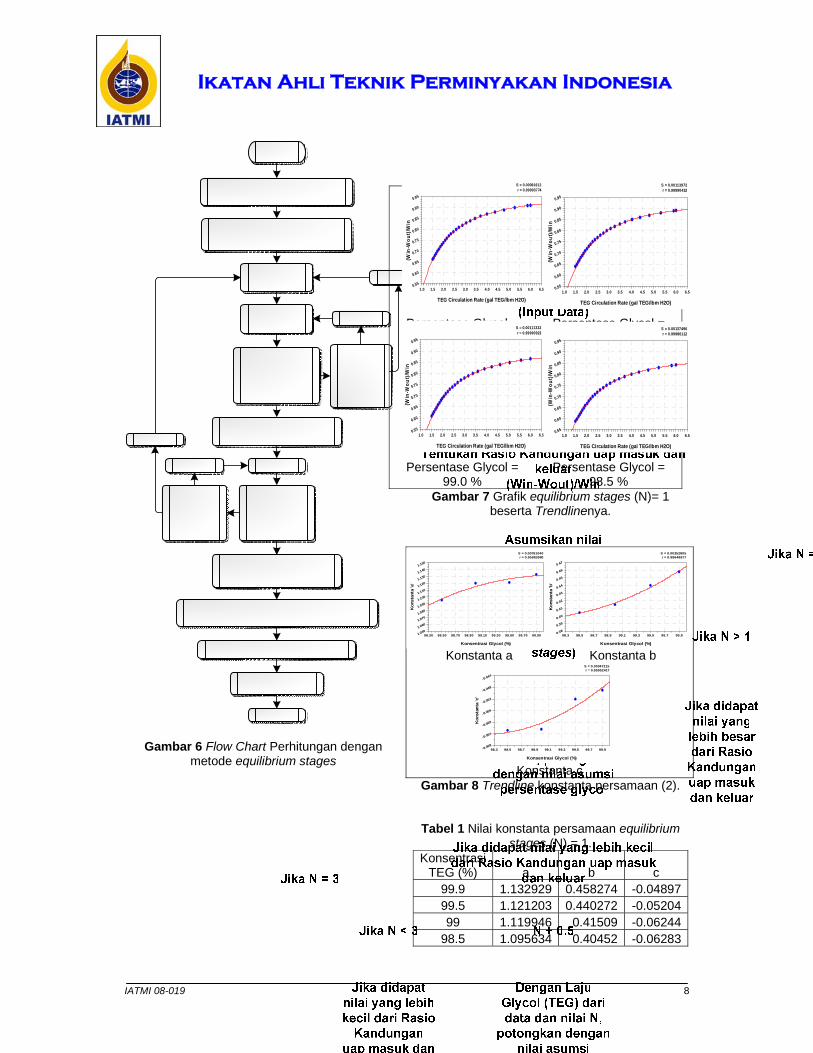
Perhitungan Jumlah Stages Tray pada Absorber/ Kontaktor pada umumnya digunakan metode pendekatan equilibrium stages. Penentuan nilai equilibrium stages sendiri dilakukan melalui metode trial and error dengan menggunakan grafik equilibrium stages4. Selanjutnya dari perhitungan trial and error tersebut ditentukan jumlah bubble cap tray yang optimum. Asumsi yang digunakan pada metode perhitungan tersebut adalah efisiensi pada tray sebesar 25 %. Flow Chart perhitungan untuk metode equilibrium stages dapat dilihat pada Gambar 6. Dari data tekanan dan temperatur masuk gas (inlet), tentukan kandungan uap air yang ada dalam gas dengan bantuan grafik McKetta and Wehe4. Setelah didapatkan kandungan uap air gas inlet, tentukan rasio kandungan uap air masuk absorber (inlet) dan keluar absorber (outlet) dengan menggunakan persamaan (1)3 berikut.
−
= W Win outEffisiensi absorber
Win
……………..(1)
Dimana : Win = Kandungan uap air gas masuk absorber (inlet) Wout= Kandungan uap air gas keluar absorber (outlet) Setelah didapatkan rasio perbandingan uap, tahapan selanjutnya adalah mengasumsikan nilai konsentrasi lean glycol (glycol bersih) dan menebak nilai N (equilibrium stages). Dengan kedua parameter tersebut serta data laju sirkulasi glycol yang diinginkan, tentukan harga efisiensi absorber dari grafik equilibrium stage4. Pada tahap ini, nilai efisiensi absorber yang didapat dari grafik equilibrium stage harus lebih kecil dari nilai efisiensi absorber yang dihitung dari persamaan 1. Jika ternyata didapatkan nilai yang lebih besar dari nilai efisiensi absorber dari persamaan 1, maka tebakan nilai N (equilibrium stage) terlalu besar dan harus dikurangi. Perubahan nilai konsentrasi glycol bisa dilakukan apabila masih didapatkan nilai efisiensi absorber dari grafik equilibrium stage lebih besar dari nilai efisiensi absorber dari perhitungan persamaan 1. Setelah didapat nilai efisiensi absorber yang lebih kecil dari nilai perhitungan pada persamaan 1, kemudian dicatat nilai N dan efisiensi absorber yang didapat dari grafik tersebut. Setelah itu dilakukan penambahan nilai N (equilibrium stage) sehingga didapatkan nilai efisiensi absorber dari
grafik equilibrium stage yang lebih besar dari nilai pada persamaan 1. Dari kedua nilai N dan efisiensi absorber yang didapat dari grafik, dilakukan interpolasi sehingga didapatkan nilai N tepat pada saat nilai efisiensi absorber dari grafik sama dengan nilai efisiensi absorber pada persamaan 1. Nilai N (equilibrium stage) tersebut kemudian dibagi dengan efisiensi tray, sehingga didapatkan hasil perhitungan yang merepresentasikan jumlah tray absorber yang dibutuhkan. 2. Pembuatan Nomograph Untuk Penentuan Jumlah Tray Pada Absorber/ Kontaktor
Pembuatan nomograph dilakukan dengan terlebih dahulu melakukan asumsi bahwa efisiensi tray adalah sebesar 25% serta tidak terdapat kandungan gas CO2 dan H2S pada gas. Selanjutnya untuk mendapatkan nilai grafik yang lebih detail, maka nilai-nilai pada grafik equilibrium stages diubah dalam bentuk numerik dan dicari persamaannya. Gambar 7 menunjukkan hasil plot nilai-nilai grafik equilibrium stages beserta trendline yang didapat untuk equilibrium stages (N) = 1. Dari gambar tersebut, dilakukan regresi dan didapatkan persamaan
=1
cxy ab x ………………………………… (2) Dimana:
y = efisiensi absorber x = TEG circulation rate, gal TEG/H2O Sedangkan nilai konstanta a, b dan c dapat dilihat pada Tabel 1.
Untuk mempermudah perhitungan maka dicari fungsi konstanta terhadap nilai persentase TEG. Setelah dilakukan plot antara nilai konstanta dan konsentrasi TEG, didapatkan gambar trendline seperti ditunjukkan pada Gambar 8. Dengan demikian didapatkan fungsi tiap konstanta terhadap konsentrasi TEG adalah sebagai berikut : Konstanta a y=-132.95+2.68x-0.01338x2 ………………....(3) Konstanta b y=134.76-2.748x+0.01405x2 ………………... (4) Konstanta c y=48.98-0.999x+0.005x2 ………………... (5) Dimana :
y = nilai masing-masing konstanta x = Persentase TEG
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 4
Kemudian untuk mendapatkan nilai dari grafik equilibrium stages (N)=1, persamaan tiap konstanta tersebut disubstitusikan pada persamaan (2).
( )
( ) ( )
=
=
2
1
2
148.975-0.999x+0.005x2
-132.95+2.679x-0.01338x
134.76-2.748x+0.01405x
cx
Q
y ab x
y
Q
.... (6) dimana :
y = efisiensi absorber Q= TEG circulation rate, gal TEG/lb H2O
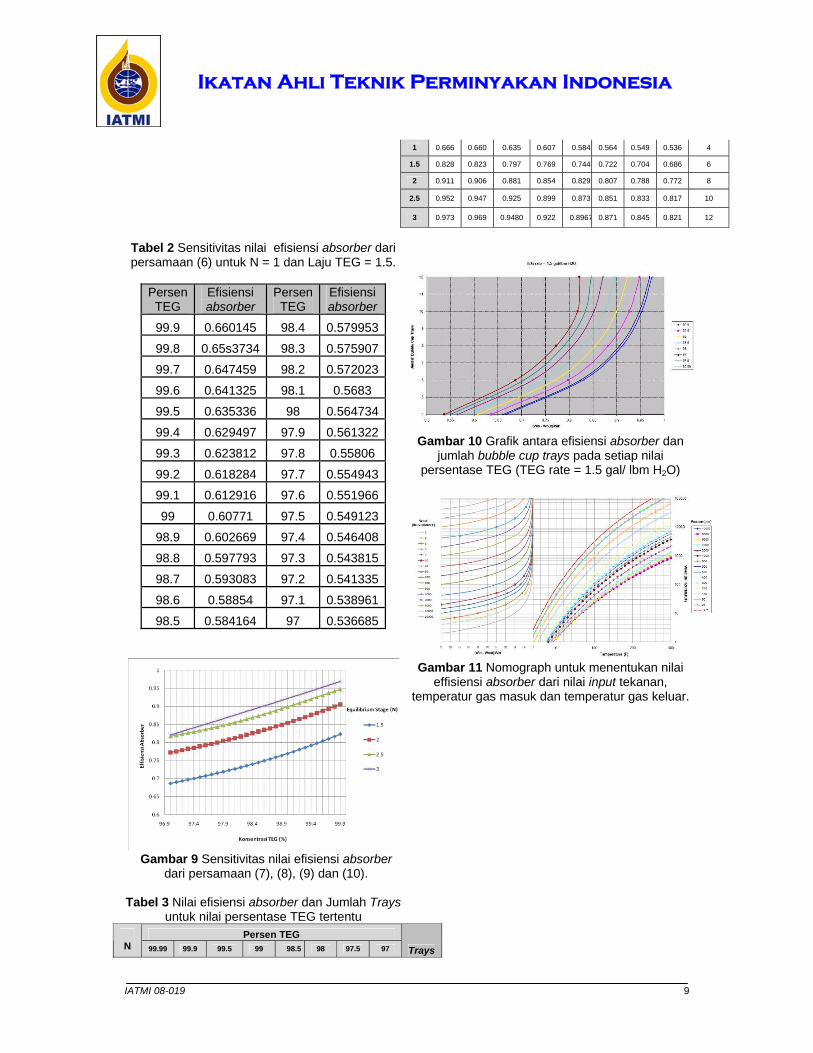
x = Persentase TEG Dengan demikian, dengan persamaan tersebut didapatkan nilai-nilai efisiensi absorber seperti pada Tabel 2 dengan nilai persentase TEG yang lebih bervariasi. Laju sirkulasi TEG yang sering digunakan biasanya bervariasi dari 1.5 sampai 4 gal TEG/lb H2O. Dalam buku Chi U. Ikoku disebutkan bahwa laju sirkulasi glycol bisa antara selang 2 sampai 6 gal TEG/lb H2O dan kebanyakan lapangan gas menggunakan laju sirkulasi antara 2.5 sampai 4 gal TEG/lb H2O. Maka dalam penelitian ini hanya akan dibuat nomogram untuk selang laju TEG 1.5 sampai 4 gal TEG/lb H2O. Untuk laju sirkulasi TEG 1.5 gal/lb H2O didapatkan nilai sensitivitas efisiensi absorber dari persamaan (6) seperti ditunjukkan pada Tabel 2.
Selanjutnya dengan cara yang sama, untuk grafik equilibrium stages (N) = 1.5, 2, 2.5 dan 3 didapatkan persamaan berikut: a. equilibrium stages (N) = 1.5
( )
( ) ( )2
1
2
159.029-1.201141 0.00612
-176.33 3.55 - 0.017751
176.53-3.585 0.01826
cx
x xQ
y ab x
y x x
x x Q +
=
= +
+
…. (7) b. equilibrium stages (N) = 2
( )
( ) ( )
1
1-0.9037+0.00856x2
-2.006+0.0315x
59.605-1.221x+0.0063x
cx
Q
y ab xy
Q
=
=
…. (8) c. equilibrium stages (N) = 2.5
( )
( )( )2 3
1
2 3
12 3
-5365.219+162.270x-1.636x +0.0055x
10855.34-328.53x+3.314x -0.0111x
-7438.82+225.37x-2.276x +0.00766x
cx
Q
y ab x
y
Q
=
=
…. (9)
d. equilibrium stages (N) = 3
( )
( ) ( )2
1
2
132.128-0.6493x+0.0033x2
-118.438+2.359x-0.01164x
140.830-2.829x+0.0143x
cx
Q
y ab x
y
Q
=
=
…. (10)
dengan menggunakan masing-masing fungsi tersebut maka akan lebih mudah menentukan nilai dari kurva equilibrium stages. Gambar 9 menunjukkan hasil perhitungan untuk N = 1.5 sampai N = 3 dengan nilai laju TEG 1.5 gal TEG/lb H2O.
Dengan demikian untuk berbagai nilai persentase TEG tertentu didapatkan nilai efisiensi absorber dan Jumlah Trays seperti ditunjukkan pada Tabel 3.
Jumlah trays merupakan fungsi dari N, karena efisiensi trays yang digunakan adalah 0.25 maka jumlah trays memenuhi Persamaan (11) berikut
0.25
NJumlah Trays
EffisiensiN
Jumlah Trays
=
=
……………… (11)
Dimana N adalah nilai equilibrium stages. Bila nilai-nilai pada Table 3 di plot maka didapatkan grafik antara efisiensi absorber dan jumlah bubble cup trays pada setiap persentase TEG seperti ditunjukkan pada Gambar 10. Untuk kurva TEG rate = 2 sampai 6 gal/ lbm H2O dapat dicari dengan metode yang sama. 2.1 Grafik McKetta & Wehe
Untuk perhitungan kandungan uap air, kurva McKetta & Wehe4 didekati dengan persamaan Bukacek2. Persamaan tersebut dapat ditulis sebagai berikut:
( ) ( )
A TW B T
P= + ………………….…….……(12)
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 5
keterangan: T = temperatur inlet gas (oR) W = Kandungan uap air (lbm/MMscf) P = Tekanan (psia) dimana,
( )2949.05 31804510.9351 2
10T TA T
− −= ……….….…(13)
( )3038.876.69449
10 TB T−
= ……………….…....(14)
Penentuan nilai efisiensi absorber dilakukan dengan membuat grafik pada setiap nilai Wout (kandungan uap air keluar absorber) tertentu dan dengan input nilai Winlet (kandungan uap air masuk absorber).
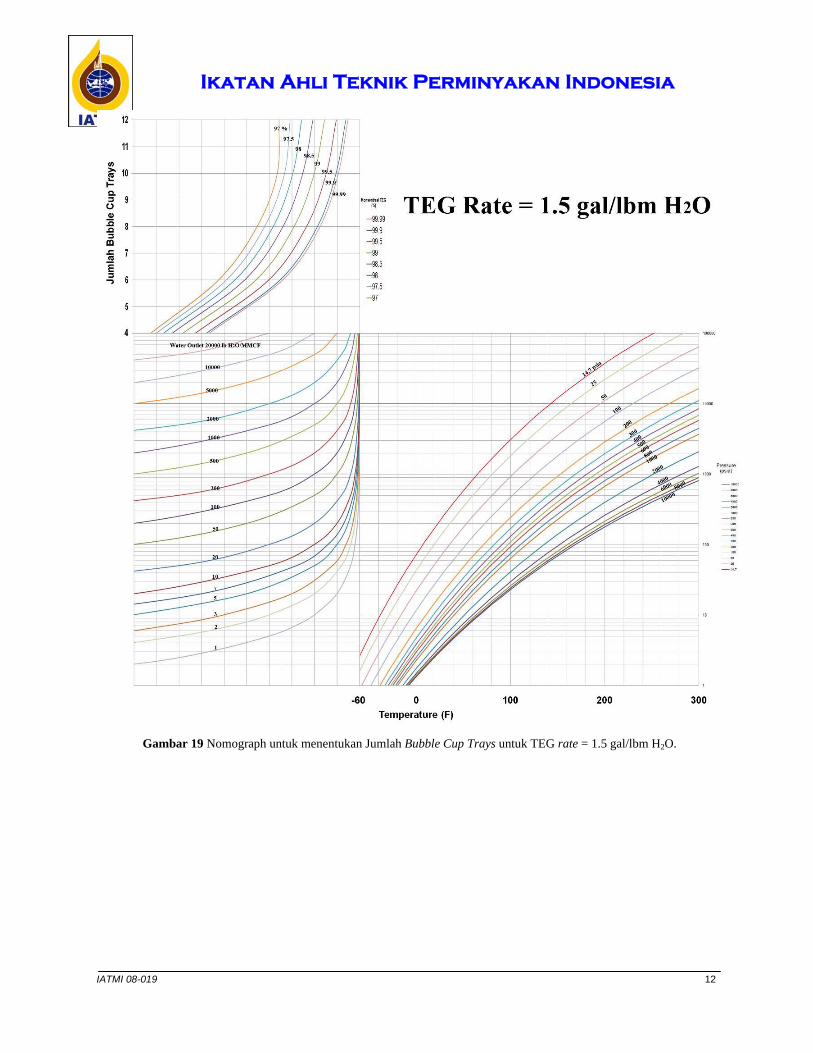
Dari persamaan (12) di atas dibuat nomograph untuk menentukan nilai efisiensi absorber dari nilai input tekanan, temperatur gas masuk dan kandungan uap air pada gas outlet seperti ditunjukkan pada Gambar 11. Selanjutnya karena nilai input dari Gambar 10 adalah nilai output Gambar 11, maka untuk menampilkan nomograph penentuan jumlah trays, Gambar 11 digabungkan dengan Gambar 10. Sehingga didapatkan nomograph usulan seperti ditunjukkan pada Gambar 19.
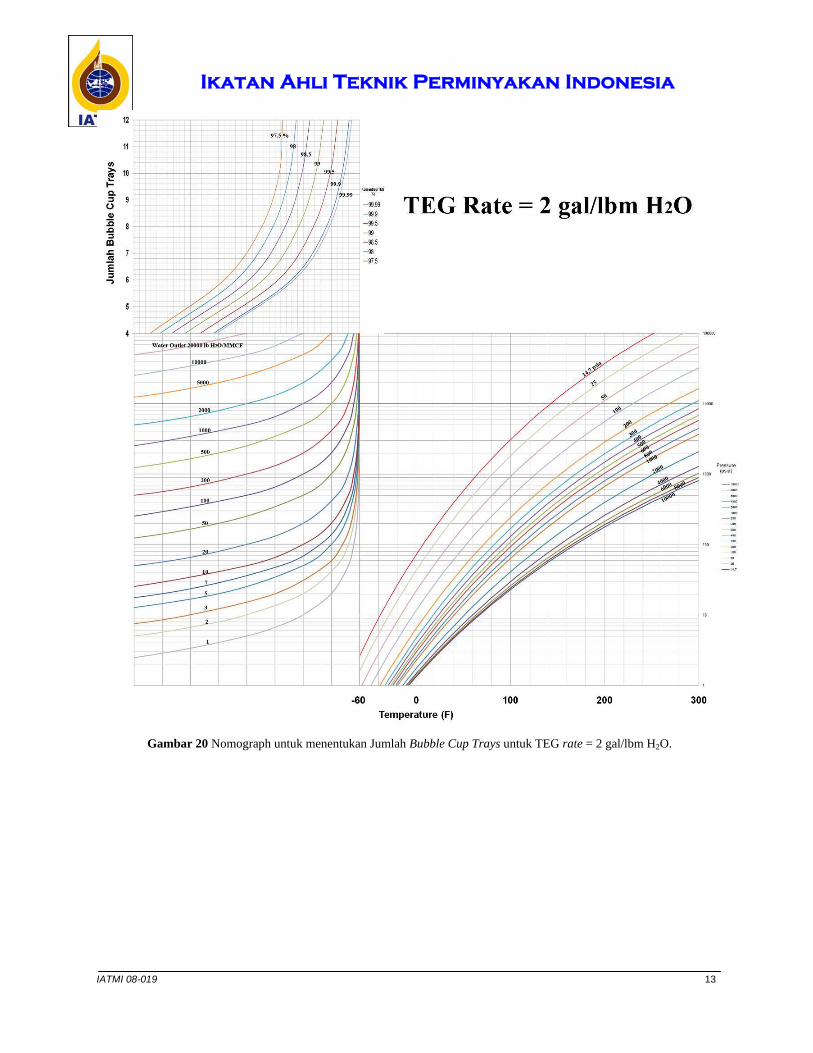
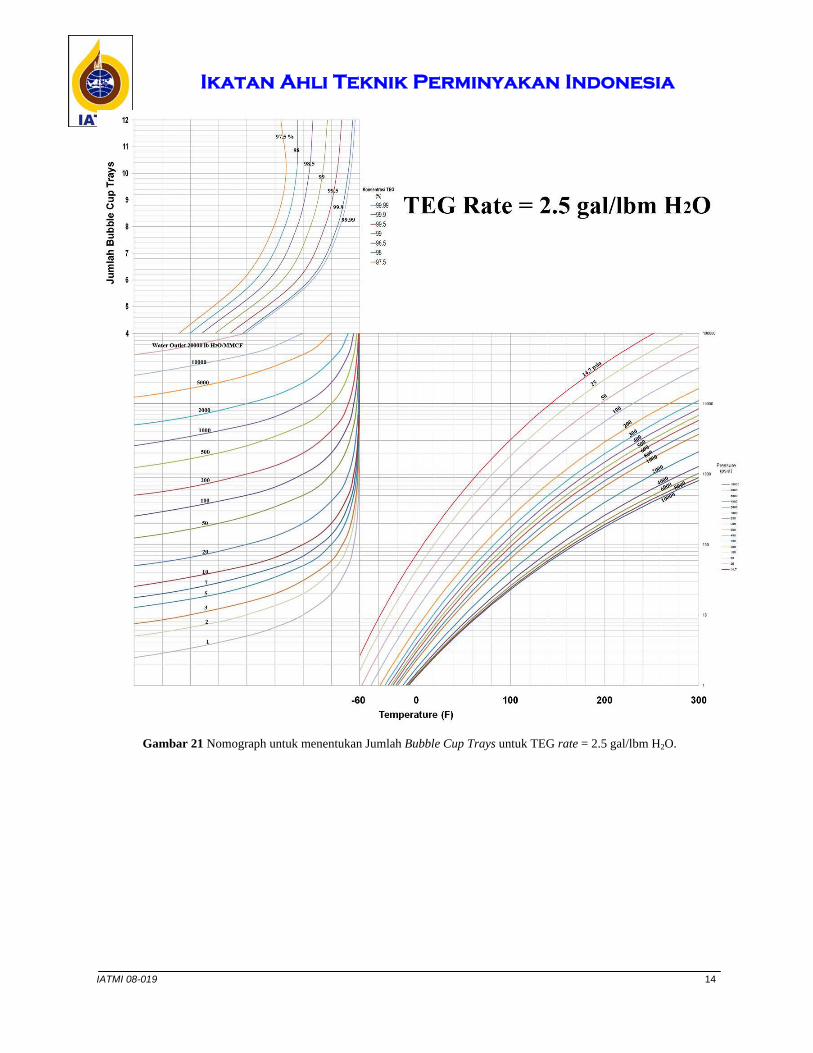
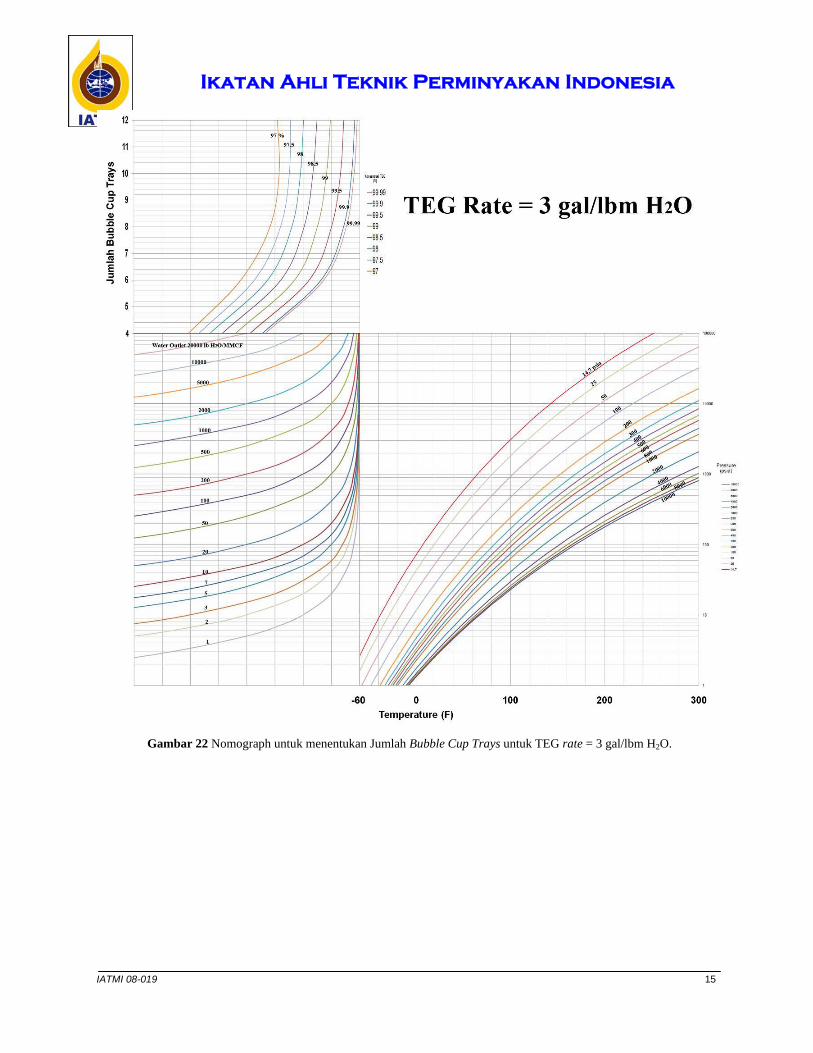
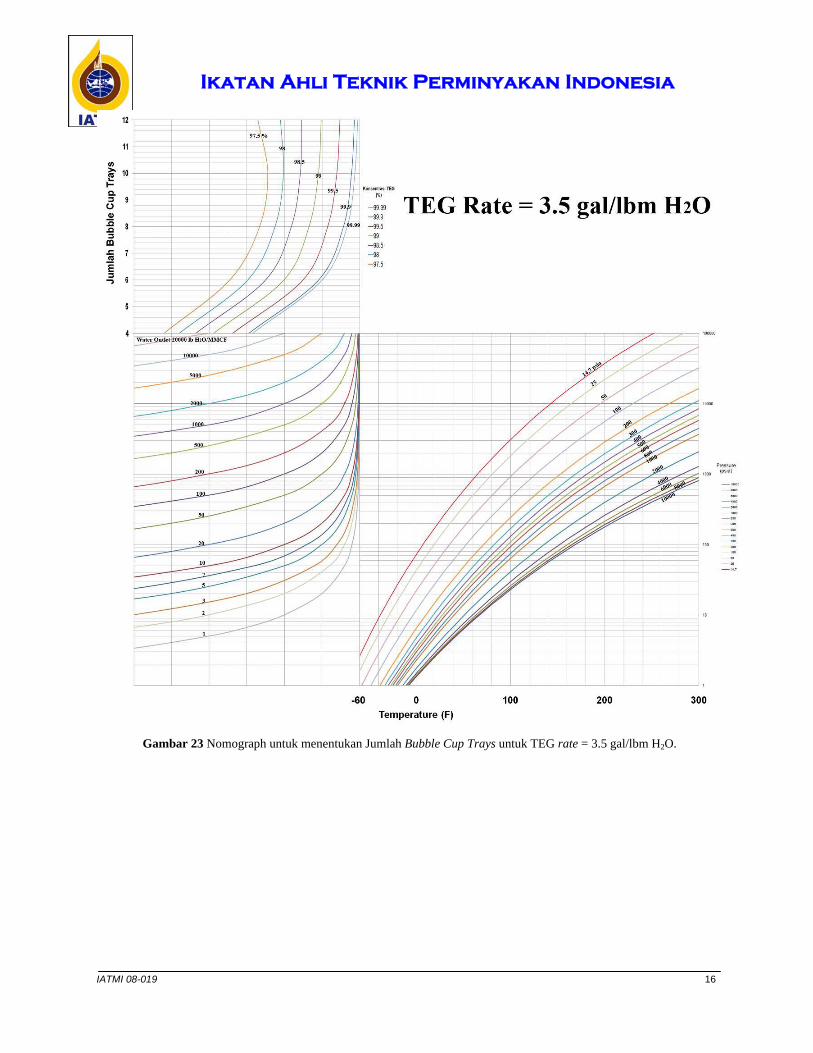
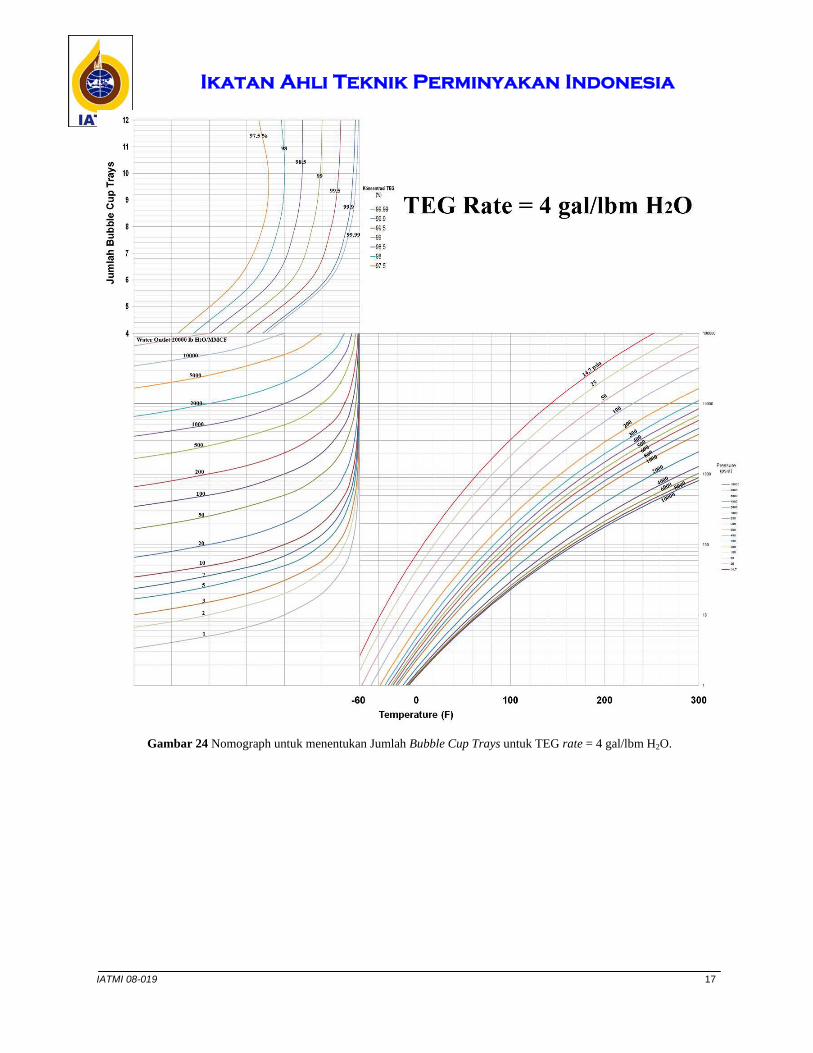
Dengan cara yang sama didapatkan nomograph untuk TEG rate 2 – 4 gal/lbm H2O yang dapat dilihat pada Gambar 20 sampai Gambar 24.
3. PROSEDUR PENGGUNAAN NOMOGRAPH Data yang diperlukan untuk perhitungan jumlah tray absorber menggunakan nomograph ini adalah sebagai berikut :
1. Temperatur masuk gas 2. Tekanan masuk gas 3. Kandungan uap air yang keluar dari
absorber 4. Konsentrasi lean Glycol (TEG). 5. Laju Glycol (TEG) yang diinginkan
Dari nilai laju Glycol (TEG) yang diinginkan, tentukan kurva nomograph yang akan dipakai. Nomograph pada Gambar 19 sampai Gambar 24 memiliki selang laju TEG antara 1.5 – 4 gal/lb H2O. Setelah nomograph dipilih, dari nilai temperatur gas masuk tarik garis vertikal ke atas hingga memotong kurva tekanan sesuai dengan nilai tekanan masuk gas. Dari titik potong tersebut tarik garis horizontal ke kiri dan potongkan dengan kurva sesuai nilai kandungan uap air keluar yang diinginkan. Setelah itu tarik garis vertikal ke atas dan potongkan dengan kurva
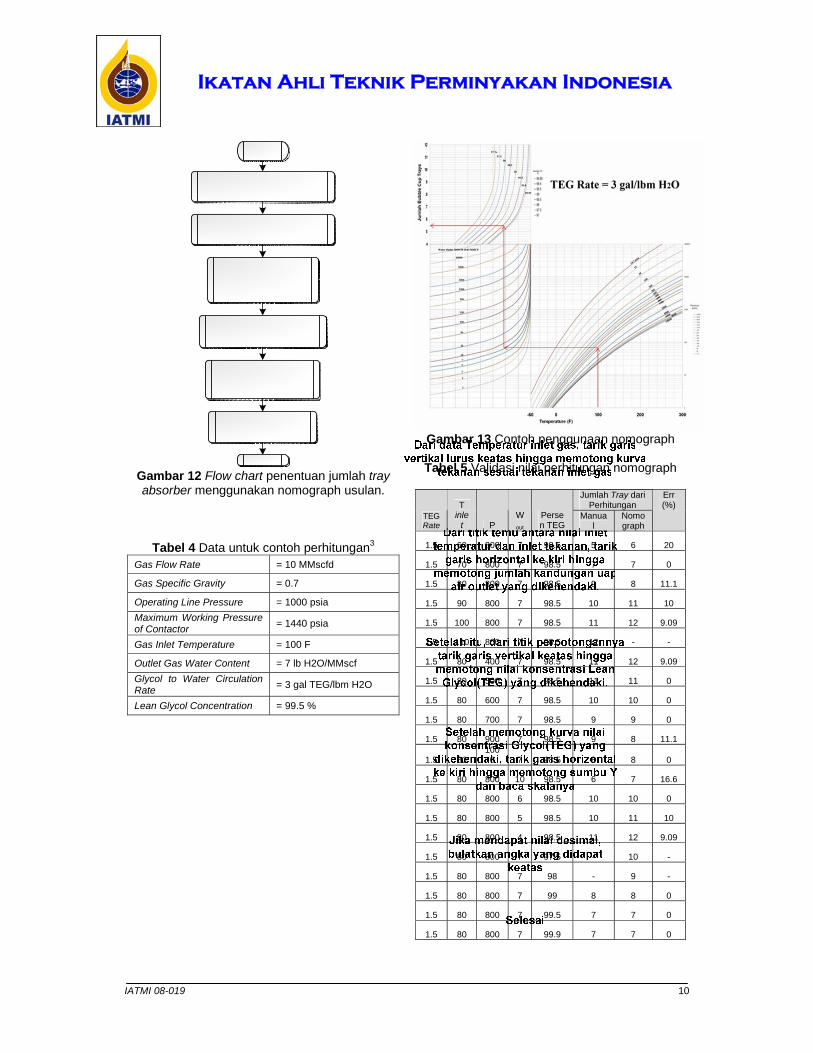
sesuai kandungan konsentrasi Glycol yang diinginkan, lalu tarik garis ke kiri dan potongkan dengan sumbu Y. Nilai yang didapat dari perpotongan dengan sumbu Y adalah jumlah tray absorber yang dibutuhkan untuk kondisi sesuai data. Jika nilai yang didapat merupakan nilai desimal, maka nilai tersebut perlu dibulatkan menuju nilai di atasnya. Untuk lebih jelasnya, Gambar 12 menampilkan flow chart penggunaan nomograph. 3.1 Contoh Penggunaan nomograph
Data yang digunakan adalah Example 4.9. buku Chi U. Ikoku3 halaman 167 seperti yang ditampilkan pada Tabel 4. Jika persentase Lean Glycol adalah 99.5 %, maka dari nomograph usulan didapatkan jumlah tray absorber sebanyak 5.4 buah. Setelah dilakukan pembulatan didapatkan jumlah tray absorber yang disarankan sebanyak 6 buah untuk lebih pesimistik dan 5 buah untuk lebih optimistik. Hasil yang didapat pada buku Chi U. Ikoku3 sebanyak 5 buah dengan efisiensi tray 0.333. Gambar 13 menunjukkan penggunaan nomograph dengan menggunakan data pada Tabel 4.
4. VALIDASI NOMOGRAPH Validasi nomograph dilakukan dengan membandingkan hasil perhitungan jumlah tray menggunakan nomograph dengan hasil perhitungan jumlah tray dengan cara metode pendekatan equilibrium stages. Hasil perbandingan perhitungan ditunjukkan pada Tabel 5. Kesalahan relatif pada perhitungan Tabel 5 memenuhi rumus berikut.
100%HN HEsErrHEs−
= × ……………………. (15)
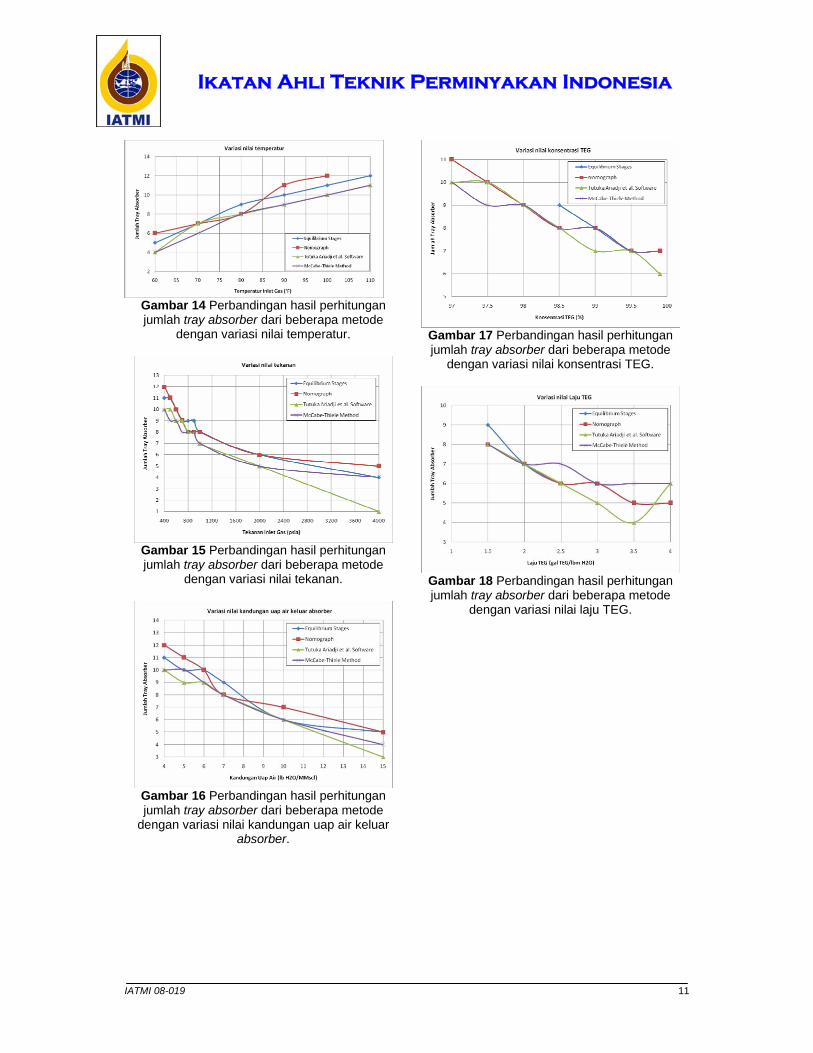
dimana : Err = Kesalahan Relatif HN = Hasil perhitungan menggunakan nomograph usulan HEs = Hasil perhitungan menggunakan metode equilibrium stages Dari hasil Tabel di atas didapatkan bahwa hasil perhitungan menggunakan nomograph memiliki nilai maksimal kesalahan relatif sebesar 20% apabila dibandingkan dengan hasil perhitungan menggunakan metode pendekatan equilibrium stages. Hasil ini memadai untuk kepentingan lapangan di industri perminyakan. Penulis juga melakukan perbandingan hasil perhitungan jumlah absorber tray dengan beberapa metode lain. Gambar 14 sampai Gambar 18 menunjukkan perbandingan hasil
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 6
perhitungan jumlah tray absorber dari masing-masing metode dengan variasi parameter tertentu. Dari Gambar 14 sampai Gambar 18 dapat dilihat bahwa hasil perhitungan menggunakan nomograph tidak memiliki penyimpangan terlalu jauh dengan hasil perhitungan lainnya. Pada Gambar 14 kurva nomograph berhenti pada titik 100 oF, hal ini dikarenakan pada temperatur tersebut hasil perhitungan menggunakan nomograph telah memberikan jumlah tray absorber yang maksimum, yaitu sebesar 12 buah. Diatas temperatur tersebut konsentrasi glycol harus ditambah agar didapatkan jumlah tray absorber yang dibutuhkan. Meskipun demikian, dari kelima grafik tersebut perhitungan menggunakan nomograph tidak pernah memberikan nilai dibawah hasil perhitungan metode lainnya atau minimal memberikan nilai yang sama dengan hasil perhitungan metode lain. Hal ini menunjukkan bahwa perhitungan jumlah tray absorber menggunakan nomograph memberikan hasil yang relatif aman.
Pada Gambar 15, hasil perhitungan menggunakan software memiliki penyimpangan cukup jauh dengan hasil perhitungan metode-metode lain pada titik 4000 psia. Hal ini kemungkinan karena data input memiliki nilai yang terlalu signifikan (terlampau besar), sehingga terjadi error calculation pada software. Begitu juga yang terjadi pada Gambar 18, jumlah tray absorber yang diberikan software tiba-tiba naik pada laju TEG 4 gal/lbm H2O sehingga menyimpang dari tren garis yang seharusnya menurun seiring dengan bertambahnya laju TEG. Pada Gambar 17, kurva perhitungan metode equilibrium stages berhenti pada konsentrasi TEG 98.5%. Hal ini dikarenakan tidak tersedianya kurva equilibrium stages untuk konsentrasi TEG dibawah 98.5%, sehingga perhitungan jumlah tray absorber untuk konsentrasi TEG dibawah 98.5% tidak dapat dilakukan. Dari kelima kurva tersebut, dapat dilihat bahwa Gambar 18 memiliki kemiringan yang paling besar. Hal ini menunjukkan bahwa laju TEG menjadi parameter yang paling besar pengaruhnya terhadap penentuan jumlah tray absorber. Gambar 18 memiliki kemiringan rata-rata sebesar -1.5, dengan kata lain setiap penambahan 1 gal TEG/lbm H2O laju TEG, maka jumlah tray absorber akan berkurang sebanyak 2 buah untuk disain yang lebih aman. 5. KESIMPULAN
1. Parameter yang paling berpengaruh dalam penentuan jumlah tray absorber adalah besarnya laju TEG yang digunakan.
2. Telah dihasilkan suatu nomograph baru untuk menentukan jumlah tray absorber pada sistem dehidrator gas glycol yang memiliki tingkat keakuratan yang dapat diterima untuk praktisi di lapangan.
DAFTAR PUSTAKA
1. Pasaribu, Rinaldi : Analisa Sensitivitas Kemungkinan Masalah Yang Timbul Pada Fasilitas Glycol Dehydrator Dengan Bantuan Metode McCabe-Thiele, Tugas Akhir Departemen Teknik Perminyakan ITB, 2003.
2. Kuspriono, Cahya : Analisa Sensitivitas Terhadap Perubahan Input Pada Peralatan Glycol Dehydrator Dengan Membangun Simulator Baru Dan Melalui Bantuan Metode Pendekatan Equilibrium Stages, Tugas Akhir Departemen Teknik Perminyakan ITB, 2005.
3. Ikoku, U., Chi : Natural Gas Production Engineering, 1980.
4. Campbell, John M : Gas Conditioning and Processing, Volume 2, Norman, Oklahoma, April, 1979.
Gambar 1 Bagan dari Proses Dehidrasi dengan
Menggunakan Glycol Dehidrator1.
HO
CH2
CH2
OCH2
CH2
OCH2
CH2
OH
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 7
Gambar 2 Struktur Molekul dari Triethylene Glycol2.
HO
CH2
CH2
OCH2
CH2
OCH2
CH2
OH
H
OH
H
OH
H
HOH
OH
triethylene glycol
air
air
air
air
Gambar 3 Ikatan Hidrogen pada Triethylene
Glycol dengan Air2.
Gambar 4 Bagan Absorber1.
Gambar 5 Tipe Penyerapan pada Berbagai Jenis
Tray1.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 8
Gambar 6 Flow Chart Perhitungan dengan
metode equilibrium stages
Persentase Glycol = 99.9 %
Persentase Glycol = 99.5 %
Persentase Glycol = 99.0 %
Persentase Glycol = 98.5 %
Gambar 7 Grafik equilibrium stages (N)= 1 beserta Trendlinenya.
Konstanta a
Konstanta b
Konstanta c
Gambar 8 Trendline konstanta persamaan (2).
Tabel 1 Nilai konstanta persamaan equilibrium stages (N) = 1.
KonsentrasiTEG (%) a b c
99.9 1.132929 0.458274 -0.0489799.5 1.121203 0.440272 -0.0520499 1.119946 0.41509 -0.06244
98.5 1.095634 0.40452 -0.06283
S = 0.00111332r = 0.99990923
TEG Circulation Rate (gal TEG/lbm H2O)
(Win
-Wou
t)/W
in
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.50.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
S = 0.00137496r = 0.99986112
TEG Circulation Rate (gal TEG/lbm H2O)
(Win
-Wou
t)/W
in
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.50.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
S = 0.00091612r = 0.99993774
TEG Circulation Rate (gal TEG/lbm H2O)
(Win
-Wou
t)/W
in
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.50.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
S = 0.00113972r = 0.99990432
TEG Circulation Rate (gal TEG/lbm H2O)
(Win
-Wou
t)/W
in
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.50.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
S = 0.00347215r = 0.95952417
Konsentrasi Glycol (%)
Kon
stan
ta 'c
'
98.3 98.5 98.7 98.9 99.1 99.3 99.5 99.7 99.9-0.068
-0.064
-0.060
-0.056
-0.052
-0.048
-0.044
S = 0.00761040r = 0.95983980
Konsentrasi Glycol (%)
Kon
stan
ta 'a
'
98.30 98.50 98.70 98.90 99.10 99.30 99.50 99.70 99.901.0501.0601.0701.0801.0901.1001.1101.1201.1301.1401.150
S = 0.00352805r = 0.99648877
Konsentrasi Glycol (%)
Kon
stan
ta 'b
'
98.3 98.5 98.7 98.9 99.1 99.3 99.5 99.7 99.90.380.390.40
0.410.42
0.430.44
0.450.46
0.47
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 9
Tabel 2 Sensitivitas nilai efisiensi absorber dari persamaan (6) untuk N = 1 dan Laju TEG = 1.5.
Persen TEG
Efisiensi absorber
Persen TEG
Efisiensi absorber
99.9 0.660145 98.4 0.579953
99.8 0.65s3734 98.3 0.575907
99.7 0.647459 98.2 0.572023
99.6 0.641325 98.1 0.5683
99.5 0.635336 98 0.564734
99.4 0.629497 97.9 0.561322
99.3 0.623812 97.8 0.55806
99.2 0.618284 97.7 0.554943
99.1 0.612916 97.6 0.551966
99 0.60771 97.5 0.549123
98.9 0.602669 97.4 0.546408
98.8 0.597793 97.3 0.543815
98.7 0.593083 97.2 0.541335
98.6 0.58854 97.1 0.538961
98.5 0.584164 97 0.536685
Gambar 9 Sensitivitas nilai efisiensi absorber
dari persamaan (7), (8), (9) dan (10).
Tabel 3 Nilai efisiensi absorber dan Jumlah Trays untuk nilai persentase TEG tertentu
Persen TEG N 99.99 99.9 99.5 99 98.5 98 97.5 97 Trays
1 0.666 0.660 0.635 0.607 0.584 0.564 0.549 0.536 4
1.5 0.828 0.823 0.797 0.769 0.744 0.722 0.704 0.686 6
2 0.911 0.906 0.881 0.854 0.829 0.807 0.788 0.772 8
2.5 0.952 0.947 0.925 0.899 0.873 0.851 0.833 0.817 10
3 0.973 0.969 0.9480 0.922 0.8967 0.871 0.845 0.821 12
Gambar 10 Grafik antara efisiensi absorber dan
jumlah bubble cup trays pada setiap nilai persentase TEG (TEG rate = 1.5 gal/ lbm H2O)
Gambar 11 Nomograph untuk menentukan nilai
effisiensi absorber dari nilai input tekanan, temperatur gas masuk dan temperatur gas keluar.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 10
Gambar 12 Flow chart penentuan jumlah tray absorber menggunakan nomograph usulan.
Tabel 4 Data untuk contoh perhitungan3
Gas Flow Rate = 10 MMscfd
Gas Specific Gravity = 0.7
Operating Line Pressure = 1000 psia Maximum Working Pressure of Contactor = 1440 psia
Gas Inlet Temperature = 100 F
Outlet Gas Water Content = 7 lb H2O/MMscf Glycol to Water Circulation Rate = 3 gal TEG/lbm H2O
Lean Glycol Concentration = 99.5 %
Gambar 13 Contoh penggunaan nomograph
Tabel 5 Validasi nilai perhitungan nomograph
Jumlah Tray dari
Perhitungan TEG Rate
T inle
t P Wout
Persen TEG
Manual
Nomograph
Err (%)
1.5 60 800 7 98.5 5 6 20
1.5 70 800 7 98.5 7 7 0
1.5 80 800 7 98.5 9 8 11.1
1.5 90 800 7 98.5 10 11 10
1.5 100 800 7 98.5 11 12 9.09
1.5 110 800 7 98.5 12 - -
1.5 80 400 7 98.5 11 12 9.09
1.5 80 500 7 98.5 11 11 0
1.5 80 600 7 98.5 10 10 0
1.5 80 700 7 98.5 9 9 0
1.5 80 900 7 98.5 9 8 11.1
1.5 80 1000 7 98.5 8 8 0
1.5 80 800 10 98.5 6 7 16.6
1.5 80 800 6 98.5 10 10 0
1.5 80 800 5 98.5 10 11 10
1.5 80 800 4 98.5 11 12 9.09
1.5 80 800 7 97.5 - 10 -
1.5 80 800 7 98 - 9 -
1.5 80 800 7 99 8 8 0
1.5 80 800 7 99.5 7 7 0
1.5 80 800 7 99.9 7 7 0
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 11
Gambar 14 Perbandingan hasil perhitungan jumlah tray absorber dari beberapa metode
dengan variasi nilai temperatur.
Gambar 15 Perbandingan hasil perhitungan jumlah tray absorber dari beberapa metode
dengan variasi nilai tekanan.
Gambar 16 Perbandingan hasil perhitungan jumlah tray absorber dari beberapa metode
dengan variasi nilai kandungan uap air keluar absorber.
Gambar 17 Perbandingan hasil perhitungan jumlah tray absorber dari beberapa metode
dengan variasi nilai konsentrasi TEG.
Gambar 18 Perbandingan hasil perhitungan jumlah tray absorber dari beberapa metode
dengan variasi nilai laju TEG.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 12
Gambar 19 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 1.5 gal/lbm H2O.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 13
Gambar 20 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 2 gal/lbm H2O.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 14
Gambar 21 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 2.5 gal/lbm H2O.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 15
Gambar 22 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 3 gal/lbm H2O.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 16
Gambar 23 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 3.5 gal/lbm H2O.
Ikatan Ahli Teknik Perminyakan Indonesia
IATMI 08-019 17
Gambar 24 Nomograph untuk menentukan Jumlah Bubble Cup Trays untuk TEG rate = 4 gal/lbm H2O.





























