Embed Size (px)
Citation preview

Influence of metal surface preparation on its surface profile,contact angle, surface energy and adhesion with glass fibre prepreg
M.S. Islam a,c, L. Tong a,n, P.J. Falzon b,c
a School of Aerospace Mechanical and Mechatronic Engineering, The University of Sydney, Sydney NSW 2006, Australiab Advanced Composite Structures Australia Pty Ltd (ACS Australia), 1/320 Lorimer Street, Port Melbourne, Victoria, 3207, Australiac Cooperative Research Centre for Advanced Composite Structures (CRC-ACS), 1/320 Lorimer Street, Port Melbourne, Victoria 3207, Australia
a r t i c l e i n f o
Article history:Accepted 6 February 2014Available online 18 February 2014
Keywords:Surface roughnessDelaminationFailure modeSurface energyDolly pull-off strength
a b s t r a c t
Surface preparation of metal plays a vital role to enhance the adhesion of polymer coatings in ensuring thedesired performance of metal infrastructure for the oil and gas industry. In this study, a range of techniquesfor the surface preparation of mild steel were evaluated which included garnet grit blasting, disk sanding,needle gun, flap wheel, strip wheel and wire brush. The surface profile and apparent surface energyparameters such as apparent surface energy, work of adhesion, Lifshitz-van der Waals acid–base componentswere measured from these trials correlation made with these properties to the metal to polymer coatingbond strength and bond failure mode.
The dolly pull-off strength was used to quantify the bond strength while the laminate failure area (%)was used to assess the bond failure mode. Based on the testing results, it was found that irrespective ofthe surface preparation technique used, the dolly pull-off strength and laminate failure area increasedwith increasing surface profile up to a value of approximately 21 mm and both of these propertiesfollowed a plateau up to 24 μm and then decreased above this surface profile value. The dolly pull-offstrength was also seen to increase with the increase of surface energy and work of adhesion and decreaseof contact angle. It was found that the maximum adhesion could be attained with three of the four gritsizes of the garnet grit blasting technique which appeared to have achieved the most favourableproperties amongst all the surface properties studied here. Wenzel model was found to be in agreementwith the values of the surface profile of different surface preparation techniques.
& 2014 Elsevier Ltd. All rights reserved.
1. Introduction
In an interface comprised of fibre reinforced polymer coatingand steel interface, adhesion failure is likely to occur at the steel/adhesive interface rather than at the fibre reinforced polymercoating/adhesive interface. In the literature, the treatment of steelsurface and its characterisation has received significant attentionto the researcher community [1–3]. The well-known methods forsurface preparation of steel include solvent treatment andmechanical abrasion through grit blasting or using other tools likesand papers and abrasive pads [1,4]. The limitation of the solventtreatment is that although the contaminants on the surface likegrease, oil and water can be removed by this technique, it does nothelp to modify the surface properties. On the other hand, gritblasting and other mechanical abrasion techniques can help toroughen the surface [1,2] and appears to be very effective [2,4–6].
These techniques may introduce surface roughness at variousextents depending on the grit size, application pressure, applicationangle, application rotational speed and application time [7–13]. Alongwith introducing surface roughness, surface preparation alsomodifies the chemical composition of the surface by removingoil and grease and/or introducing grit or residues from the metalabrasives to the surface [14–17]. Consequently, the properties ofthe metal surface may change depending on the surface prepara-tion techniques.
To better understand these properties of the prepared surface,it is imperative to characterise it to assess its bonding ability. Thesesurface properties can change the wetting behaviour of the metalsubstrate with the polymer coating resin. The mechanism involvesthe formation of a contact angle at the liquid–solid interface, thespreading of a liquid over a solid surface, and the wicking ofa liquid into a porous solid, respectively [18,19]. The phenomena ofwetting refer to the interaction between liquids and solids at theinterface and are characterised through several thermodynamicwetting parameters such as contact angle, surface energy andwork of adhesion [2,20–22]. Surface energy of a solid surface can
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/ijadhadh
International Journal of Adhesion & Adhesives
http://dx.doi.org/10.1016/j.ijadhadh.2014.02.0060143-7496 & 2014 Elsevier Ltd. All rights reserved.
n Corresponding author. Tel.: þ61 2 9351 6949.E-mail address: [email protected] (L. Tong).
International Journal of Adhesion & Adhesives 51 (2014) 32–41

be calculated by measuring contact angles using various methods[23–25], including the method of using three well defined probeliquids following Lifshitz van der Waals-acid base formalism [26–29].
Adhesion of epoxy resins to steel substrates is provided mainlyby two reasons namely, (i) chemical adhesion, and (ii) mechanicalinterlocking [30]. Due to the presence of aliphatic hydroxyl andether groups, there exists a high polarity differences between theepoxy resin chain and the cured epoxy polymer [30]. In all ferrousmaterials, a thin primary oxide layer forms spontaneously on theirsurfaces when they are in contact with oxygen. The presence ofmetal oxides in the treated steel surface causes a very strongelectrostatic attraction between steel and epoxy materials [30].The adhesion strength of the coating material to the steel isdirectly proportional to the hydroxyl group content of the epoxycompound. Coating adhesion is taken place when there is goodmolecular interaction between epoxy resin and steel substrate, soadhesion develops because of intermolecular forces generated bythe atoms of both materials. The presence of pendent hydroxylgroups in the epoxy resin interact via hydrogen bond formationwith hydroxyl groups found on steel surfaces like most metalsurfaces. Pretreatment of the steel surface produces roughnessallowing prepolymeric epoxy resin and curing agents to penetrateinto the crevices and pores [30]. Upon polymerisation, the coatingbecomes mechanically embedded in the metal surface or thesurface oxide structure. The cavities and pores formed duringsurface preparation provide a larger surface area for electroche-mical reactions (migration of ions through the electrolyte by thereactive steel and a suitable reducible substance), further increas-ing the adhesive strength of the coating [30–33].
The use of adhesives has a plenty of benefits over othermethods of bonding [34]. Increased adhesive or bond strength isconsidered to be a measure of the durability of the coating.Depending on the bond strength, the delamination or debondingfailure of metal polymer coating may occur in the followingmodes: (a) cohesive failure which occurs within the adhesive;(b) adhesion failure which occurs at the physical interfacesbetween the adhesive and the adherends and (c) a combinationof adhesion and cohesion failure. It has been recommended that infibre reinforced polymer coated metal structures, debonding in theform of cohesion failure should occur within the adhesive layer,and a proper surface treatment procedure along with the use of anappropriate adhesive should ensure that such cohesion failure iscritical and adhesion failure is suppressed [35].
Numerous studies [1,3,21] have reported on the effect ofsurface preparation of materials including steel, aluminium, andother metals and ceramics. Much work has been done using epoxyresin [35]. Therefore, this work presents an experimental studywith different mechanical surface preparation techniques to iden-tify a suitable technique and presume the durability of the poly-mer coating by considering the correlation of the parameters suchas surface profile, apparent surface energy parameters, dolly pull-off strength and laminate failure area within the perspective ofglass fibre reinforced polymer coating on mild steel structures.
2. Materials and methods
2.1. Materials
The metal substrates used in this study were BluescopeXLERPLATE (AS/NZS 3678-2505) equivalent to A36. The plate was5 mm thick mild carbon steel with a composition of 0.22% C,1.7% Mn, 0.55% Si, 0.03% S, 0.1% Al, 0.04% Ti and 0.04% P anda yield strength of 280 MPa and elongation of 23–45%. Garnet gritsof four different grit sizes (16-40, 30-60, 80 and 120) wereobtained from Burwell Technologies, Australia. A wire brush,
a stripwheel (grit size of 60 ), a flap wheel (grit size of 60), disksanders (grit sizes of 36, 60 and 80) and a pneumatic needle gun ofneedle diameter of 3 mm were obtained locally.
PipeAssure™ prepreg was supplied by PETRONAS Research SdnBhd in 300 mm width rolls. The prepreg reinforcement is Duomat750 E-glass fabric, manufactured by Colan Fabrics. Duomat 750 ismade up of a 150 gsm layer of chopped strand mat (CSM), attachedto a woven roving composed of 350 gsm glass in the warpdirection and 280 gsm glass in the weft direction, via 5 gsm ofpolyester stitching yarns. The reinforcement fabric was pre-impregnated to a total areal weight of about 1730 gsm in bifunc-tional epoxy resin.
An amine cured bifunctional epoxy resin (PR25 primer) wasused between the prepreg and prepared steel surfaces to cure theprepreg and the primer at 55 1C in an oven for 48 h underminimum consolidation pressure. Primer was applied to steelsubstrates at a thickness of about 1150 gsm.
2.2. Methods
2.2.1. Surface preparationFor the control sample, mild steel surface is used as received
without any surface cleaning. Seven different surface preparationtechniques were employed on the mild steel as received and arange of different steel surface areas were prepared depending onthe test method to be used. This included: (i) 90 mm�100 mm forsurface profile measurement; (ii) 25 mm�100 mm for contact angle;and (iii) 100mm�250mm for dolly pull-off tests.
Grit blasting using a Hafco Metalmaster SB-420 sand blastingcabinet and four different grit sized garnet grits (16-40, 30-60,80 and 120) was carried out using a pressure of 80 psi, a nozzleangle of approximately 451, and a nozzle diameter of 7 mmpositioned approximately 100 mm from the surface underpreparation.
In the case of the wire brush (GG80 Professional Ottone Brass)stripwheel (3 M Scotch BriteTM CG-ZS) and flapwheel (WorkmateAbrasives Flap Wheel) and disk sander (Workmate AbrasivesGrinding Disc), these were applied using an angle dye grinder ata pressure of 0.8 MPa and a rotational speed of 4500 rpm alongboth parallel and transverse directions for approximately 2 min toobtain clean and uniform surface profile.
A pneumatic needle gun is a tool used in metalwork applica-tions as diverse as home repair, automotive repair and shipboardpreservation. The tool is used to remove rust, mill scale, and oldpaint from metal surfaces. Here a needle gun (model AIRTECG3081) with a needle size of 3 mmwas also employed on the steelplate both in parallel and transverse directions to obtain clean anduniform surface profile. The smooth surfaces of the steel wereprepared by polishing with 150, 320, 600, 800 and 1200 size gritpaper, nanometer-grade SiO2 polishing slution and a polishingcloth in succession as per the literature [36].
2.2.2. Surface profile and surface patternsSurface profile was measured using an Elcometer 123 surface
profile measurement gauge. Comprised of a cone shaped tipoperating with respect to a precision flat, this gauge measuresthe peak-to-valley height. ie, the distance between the tip and the topof the profile, in accordance with Method B of ASTM D4417-03 [10].About 20 measurements were taken in a grid pattern, ofregular 10 mm�10 mm spacing, with the aim of producinga mean surface profile (Rz) [37] and a measure of the deviations.
Digital camera with and without illuminated magnifier wereused to identify the surface patterns of different prepared surfaces.
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–41 33

2.2.3. Contact angleThe sessile drop method was used to measure the contact angle
and subsequent surface energy. Contact angles of three differentliquids (deionized water, methyl iodide and glycerol) were mea-sured using the drop shape analysis software associated with theDSA-10 MK2 contact angle instrument (KRUSS, Germany). Thecontact angle readings, which were the advancing contact anglevalues, were repeated three times across the surface of eachspecimen with the average contact angle values for each specimenreported. Contact angle measurements using the sessile dropmethod were used to evaluate the changes to the surfaces inducedby the different surface preparation techniques.
2.2.4. Acid–base characterisation of surfaceThe simplified way of quantifying the wettability of a metal
surface can be interpreted by the formulation of the work ofadhesion Wa which can be estimated by the Young–Dupré equa-tion [38]:
Wa ¼ γLð1þ cos θÞþπe ð1Þwhere, YL is the surface energy of the liquid in contact with itsvapour and θ and πe are the equilibrium contact angle andequilibrium spreading pressure, respectively.
In this study, the Lifshitz-van der Waals (apolar) and Lewisacid–base (polar) surface energy components for the treated metalsurfaces were evaluated using the contact angle data following theGood-van Oss-Chaudhury (GVOC) model [39]:
γLð1þ cos θÞ ¼ 2ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiγLWL γLWs
qþ
ffiffiffiffiffiffiffiffiffiffiffiffiffiγþs γ�L
qþ
ffiffiffiffiffiffiffiffiffiffiffiffiffiγþL γ�s
q� �ð2Þ
In this GVOC model, the surface energy (γ) is split into γLWandγAB
γ ¼ γLW þγAB with γAB ¼ 2ffiffiffiffiffiffiffiffiffiffiffiffiffiγþ γ�
pð3Þ
where the subscript LW stands for Lifshitz–van der Waals inter-actions that include London dispersion, Keesom dipole–dipole,and Debye induction; the subscript AB represents Lewis acid–baseinteractions; γþ and γ� are the Lewis acid (electron-acceptor) andLewis base (electron-donor) parameters of surface energy,respectively.
Eq. (2) comprises three unknowns (γLWs , γþs and γ�s ) andtherefore, contact angle measurement were carried out usingthree standard liquids, of which two were polar and one wasapolar, on the solid surface to assess the apparent surface energyof the solid.
Based on Young's equation [40] it would be expected that onlyone value of contact angle for particular solid/liquid/gas systemshould appear. However, in practice, at least two different contactangles may be measured on the same solid surface for the sameliquid, which are named as advancing and receding contact anglesand the difference between them is termed as contact anglehysteresis [41]. The appearance of hysteresis is generally recog-nised to be a consequence of the surface roughness and/or its
heterogeneity [42]. Thus the contact angles are, strictly speaking,not the equilibrium angles to which the Young and Dupreequations refer. These are vital observations which demonstratethat in particular systems, hysteresis may be reproducible andcharacterise somewhat the surface chemistry than its roughness,which were considered as the reasons for the hysteresis appear-ance [43]. Although receding contact angles may deliver interest-ing information about the state of solid surface, the advancingcontact angles are commonly used for evaluation of surface freeenergy of solids [44] and also used in this study.
Most of the recent theoretical approaches are trying to gobeyond wetting on simple, flat, homogeneous substrates asemerged in Eqs. (1) to (3) and are exploring the effect of aheterogeneous surface (both geometrical and chemical heteroge-neity) can have on the wetting phase. There are several equationsrelating chemical heterogeneity of solid surface and more oftenthe roughness of it such as Wenzel [45] and Cassie and Baxter [46].Due to its simplicity the Wenzel equation is considered in thecurrent study. Wenzel [45] considered rough surface and char-acterised it by a roughness factor “r” defined as the ratio of thetrue area of the solid surface to its projection as follows: r¼Arough/Asmooth and always r41. So, when r increases the total surfaceenergy also increases as the true area increases. Substituting theroughness ratio factor “r” in Young's equation [40], one can obtainthe Wenzel's equation as follows:
cos θr ¼rðγSV �γSLÞ
γLV¼ r cos θo ð4Þ
r¼ cos θrcos θe
ð5Þ
where, θr is the contact angle for the smooth surface. Wenzel'sequation indicates that if θoo901 then θroθo and hence in thiscase introduction of roughness will augment the tendency forliquid to wet further and conversely if θo4901 then θr4θo and inthis case the tendency to de-wetting will be augmented.
2.2.5. Dolly pull-off strengthSpecimens produced for dolly pull-off strength tests were in
accordance with ASTM D 4541-02 [47]. The specimens compriseda 5 mm substrate of A36 steel with a layer of PR25 primer,followed by a [O]2 prepreg laminate with chopped stranded mat(CSM) in contact with the primer, cured in an oven at 55 1C for twodays under minimal consolidation pressure. A 20 mm hole sawwas used to remove circular portions of the cured prepreg fromthe underlying steel such that the steel remained intact as shownin Fig. 1 [48]. Dollies with a diameter of 20 mmwere affixed to thecomposite with Araldite 211, cured at room temperature andtested using a dolly pull-off tester.
2.2.6. Measurement of laminate failure areaAfter dolly pull-off testing, the laminate failure area (%) of all
delaminated coatings was calculated using Imagej software.
Fig. 1. Dimensions and schematic view of the adhesion specimen (a) dolly attached to panel (b) four dollies on each prepared surface.
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–4134

2.2.7. Statistical data analysisDifferences of the measured data were subjected to statistical
analysis using one-way Analysis of Variance (ANOVA) and treat-ment means compared using Fisher's Least Significant Difference(LSD) method (5%).
3. Results and discussion
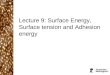
Fig. 2 shows the photograph of various surfaces taken digitallywithout a magnifier (middle of each of the photographs) and withan illuminated magnifier (right hand side of each of the photo-graphs) for surfaces prepared with: A. Garnet grit blasting (16-40grit size); B. Wire brush; C. Flap wheel; D. Strip wheel;E. Pneumatic needle gun; and F. Disk sander (36 grit size) [48].Left hand side of each of the photographs shows the relevantsurface preparation grit and abrasive tools. It is worth mentioninghere that the surface prepared with the grit blasting technique wasfound to fulfil the requirements of surface cleanliness bench markof SA2.5 (near white metal) and surface prepared with mechanicalabrasion was found to fulfil the requirements of ST3 and No. 2 forNACE [49].
It can also be seen from the figure that the each of the surfacepreparation techniques had produced surface patterns differentfrom each other. The surface prepared with garnet grit blasting,irrespective of grit sizes, appeared to have a pitted surface patternwhile the wire brush had an interconnected localised pitted surfacepattern. Both the surface prepared with the flap wheel and stripwheel appeared to have vertically striated patterns with intermittentpitting while the strip wheel had more pitting than the flap wheel.The surface prepared with the needle gun had a surface pattern
comprised of larger and deeper interconnected pits and the sur-face prepared with disk sanding had a cross hatched striatedsurface pattern irrespective of grit sizes.
The surface profile measured for each of the surface prepara-tion techniques is given in Table 1 [48]. It can be seen that thehighest surface profile was obtained for the surface prepared withthe needle gun (56.9 mm) followed by the grit blasted surface (inthe range of 16.5–23.9 mm). Among the different grit sizes, gritblasting with 16-40 grit sizes had the highest surface profile of23.9 mm. However, although the average surface profile values ofthe garnet grit blasted surfaces are different considering theirstandard deviations may mean that these values are not signifi-cantly different.
Fig. 2. Photographs taken digitally without magnifier (middle of each of the photographs) and with illuminated magnifier (right hand side of each of the photographs) forsurface prepared with (A) Garnet grit blasting (16-40 grit size) (B) Wire brush (C) Flap wheel (D) Strip wheel (E) Pneumatic needle gun and (F) Disk sander (36 grit size). Lefthand side of each of the photographs shows the relevant surface preparation grit and abrasive tools.
Table 1Values of surface profile i.e. peak to valley heights of the surfaces prepared usingvarious surface preparation techniques (The values in the parentheses denote onestandard deviation).
Surface preparation method Surface profile (mm)
Garnet (grit size 16-40) 23.9 (8.0)Garnet (grit size 30-60) 20.9 (6.5)Garnet (grit size 80) 22.1 (7.6)Garnet (grit size 120) 16.5 (8.2)Needle gun 56.9 (24.4)Flap wheel 10.1 (6.8)Strip wheel 11 (4.4)Wire brush 15 (11.4)Disk sander (grit size 36) 7.6 (6.6)Disk sander (grit size 60) 5.6 (4.3)Disk sander (grit size 80) 1.5 (2.6)
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–41 35

Table 2 shows the surface components of the probe liquids(diiodomethane, water and glycerol) used [50] and Table 3 showsthe surface profiles of the surfaces along with contact angles usingthese three liquids on each of the surfaces prepared with varioussurface preparation techniques.
The contact angles of mild steel reported by Tan et al. [51] wasalso within the range as found in the current study. From thecorrelation of the data of Table 3, it can be seen that the contactangle was found to decrease with the increase of the surfaceprofile up to a value of 21 mm. Such results are in accordance withthose obtained by Feng et al. [52], who noted that under certainsurface conditions, contact angle reduction was inversely propor-tional to surface profile. However, above this surface profile valueof 21 mm the contact angle was found to increase for all the threeliquids.
Surface preparation by mechanical means generally removesthe oil and grease present on the metal surface and also increasesthe surface area by roughening the surface. Because ferrousmaterials spontaneously form a thin primary oxide layer, theincreased surface area also means there is an increased oxidelayer. Therefore, since wetting is governed by the first atomiclayers of the surface of a material, the increased oxide layer at thesurface of the mild steel with the increased surface profile woulddecrease the value of the contact angle [53]. This phenomenon issupported by Reinhard [54] who states that the rough metal
surface has many active centres and therefore it is very likely thatan increase in surface profile would decrease the contact angle.However, the increase in contact angle with the increase of surfaceprofile above 24 mm may be due to crossing the threshold surfaceprofile of the steel surface.
As discussed earlier in Section 2.2.4, the contact angles of liquiddroplets on rough surface are different than the smooth surface ofthe same material. The greater is the deviation of the contact angleon the smooth surface from 901, the greater is the influence of therough surface which can be explained by the Wenzel's equation[36,45]. The results obtained in this study are in agreement of theWenzel's equation as the contact angle of the smooth surfacemeasured with diiodomethane was 43.11which is smaller than 901and the contact angle of all the prepared surfaces were lower thanthat of the smooth surface except disk sander with grit size of 60and 80. From Table 4, it can be seen that the measured surfaceprofiles of different prepared surfaces followed the same trendwith Wenzel roughness factor, r. The trend is, r values were higherfor higher surface profile and lower for lower surface profile. It canalso be seen that the Wenzel roughness factor, r was greater than1 for all the prepared surfaces except disk sander with grit size of60 and 80. For these two surfaces the r was smaller than 1 andhence these surfaces may not be analysed using Wenzel equation.In the Wenzel equation, two important factors of surface wett-ability such as the alignment of chemical composition and rough-ness and the roughness shape are ignored [55]. These could bereasons of r values lower than 1 for the surfaces prepared withdisk sander with grit size of 60 and 80. It has been reported thatthe Wenzel equation is an approximation improving when thedrop becomes larger in comparison with the typical roughnesssize [56]. However, the question of the limit roughness size whereit should apply is yet to be fully understood. It looks like thatsuch an equation applies if the considered drop is two or threeorders of magnitude larger than the roughness size [57]. To furtherunderstand the r values obtained here, the hysteresis and otherequations (such as Cassie Baxter [46]) can be considered in thefuture study. It should be noted that “surface profile” used here ispeak to valley height, which is not necessarily proportional to therelative surface area of the Wenzel equation.
The contact angle values (Table 3) were used to calculate theapparent surface energy of the different prepared surfaces(Table 5) using Lifshitz-van der Waals acid–base formalism [48].
Generally, the apparent surface energy of a material candepend on a variety of surface parameters, such as chemicalcomposition, surface charge, and microstructural topography.However, the relationships of these surface characteristics witheach other are not always clear and sometimes circumstances can be
Table 2Values of the surface components of the probe liquids used.
Liquids mJ/m2
γL γLWL γþL γ�L
Diiodomethane 50.8 50.8 0 0Water 72.8 21.8 25.5 25.5Glycerol 64 34 3.92 57.4
Table 3Average contact angles in degrees obtained with three different liquids along withsurface profiles of the surfaces prepared with various techniques (The values in theparentheses denote one standard deviation).
Surface preparationtechniques
Surface profile(mm)
Contact angle (o)
Water Glycerol Diiodo-methane
Garnet (grit size 16-40) 23.9 (8.0) 20.4(3.7)
24.5(1.4)
14.4 (1.5)
Garnet (grit size 30-60) 20.9 (6.5) 19.7(4.6)
12.4(2.5)
11.2 (1.1)
Garnet (grit size 80) 22.1 (7.6) 20.4(2.8)
17.3(4.1)
14.4 (2.0)
Garnet (grit size 120) 16.5 (8.2) 27.3(0.6)
17.5(0.1)
16.9 (1.5)
Needle gun 56.9 (24.4) 33.2(5.0)
34.3(2.1)
21.7 (2.2)
Flap wheel 10.1 (6.8) 40.0(1.9)
29.6(2.6)
21.6 (3.9)
Strip wheel 11 (4.4) 35.4(5.4)
23.8(0.4)
17 (3.9)
Wire brush 15 (11.4) 23.0(0.8)
14.7(0.6)
13.5 (0.5)
Disk sander (grit size 36) 7.6 (6.6) 64.0(1.2)
50.2(3.1)
29.0 (1.4)
Disk sander (grit size 60) 5.6 (4.3) 71.0(0.9)
69.5(0.9)
46.6 (0.6)
Disk sander (grit size 80) 1.5 (2.6) 111.5(0.3)
96.0(0.4)
73.2 (0.2)
Table 4Comparison of average surface profile with Wenzel roughness factor of differentprepared surfaces.
Surface preparation method Surface profile(mm)
Wenzel roughness factor (r)Methyl iodide
Smooth surface 0.0 1.00Garnet (grit size 16-40) 23.9 1.32Garnet (grit size 30-60) 20.9 1.34Garnet (grit size 80) 22.1 1.33Garnet (grit size 120) 16.5 1.31Needle gun 56.9 1.27Flap wheel 10.1 1.27Strip wheel 11 1.31Wire brush 15 1.33Disk sander (grit size 36) 7.6 1.19Disk sander (grit size 60) 5.6 0.74Disk sander (grit size 80) 1.5 0.39
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–4136

seen where large variations in surface charge produce only smallchanges in surface energy [58]. From the results, it can be seen that thesurface energy was higher (in the range of 61.3–64.8 mJ/m2) for thesurface prepared by blasting using garnet grits when compared toother surface preparation techniques, with the exception of thewire brush and strip wheel which had similar surface energies of64.5 mJ/m2 and 61.4 mJ/m2 respectively. It can also be seen fromthe results that the surface prepared with the disk sander had thelowest surface energies (in the range of 23.0–52.3 mJ/m2).
From Table 5, only the trend of the apparent surface energy andits component with surface profile can be seen since with thevariation of surface preparation technique, the chemical composi-tion on the surface may have changed. However, within the samesurface preparation technique using different grit sizes thechanges in chemical composition would be expected to be smaller.
In the case of grit blasting and disk sander, for different gritsizes, it can be seen that with the change in surface profile,apparent surface energy was affected more by the Lewis acid–base component than those for the Lifshitz-van der Waals com-ponents. Lewis acid–base components were found to vary forapproximately 12.6% and 77.1% while Lifshitz-van der Waalscomponents were found to vary for approximately 2.7% (whichcould be considered constant as within the limit of standarddeviation) and 50.8% along the surface prepared by grit blastingand disk sanding respectively. The change in Lewis acid–basecomponents is mainly due to increase in acidic or electron-acceptor, γS
þ parts whereas basicity dominated for all of theprepared surfaces. Increase in acid base characteristics mayreflect the more availability of hydroxyl group containing primaryoxides [12] which are formed spontaneously on the steel surfacefollowing the mechanical pretreatment during contact with air [54].
Considering the molecular structure, a hydroxyl group containsa proton-donating hydrogen atom and a lone-paired oxygen atomacting as a Lewis acid and a Lewis base, respectively. If thehydroxyl availability were to be partially lost or recovered uponsurface treatment, then both the acidic and the basic parametersof the surface energy components would be expected. In the caseof grit blasting, Lifshitz-van der Waals components remain almostconstant but in case of the disk sanders it was found to decreasewhich may basically mean that at a low surface profile the steelsurface has low active sites available. Decreasing surface rough-ness decreases the number of dangling bonds at the metal-oxideinterface. The binding energy favours a smoother surface thatminimises the number of dangling bonds, while the surfaceentropy term favours a rougher surface with increasing danglingbonds as the temperature is increased [59].
The calculated work of adhesion for interaction of variousprepared surfaces with three different probe liquids is given in
Table 6. The results agree well with contact angle values. From theresults, it can be conferred that surface treatment changes the acidbase characteristics of steel surface which improves the interactionwith bifunctional probe liquids. As a result, contact angle wasdecreased with increased acid base contribution to the work ofadhesion (Wa).
Delaminated samples obtained from dolly pull-off tests ofspecimens produced using various surface preparation techniquesare given in Fig. 3 [48]. From the figure, three different delamina-tion modes are evident (i) apparent adhesive failure (failure at thecoating substrate interface) (ii) cohesive failure (failure at thecoating laminate) and (iii) mixed failure (failure both at thecoating substrate interface and coating laminate). These failuremodes are consistent with the available literature [60]. Adhesivefailure may occur due to (i) failure to generate a chemically activesurface due to ineffective performance or contamination of asurface preparation process during production, (ii) use of aninappropriate surface preparation technique which is unable toproduce a chemically active surface resistant to hydration, or (iii)cure of the adhesive before the bond formation.
Contamination, out-of-life adhesive and poor processing canusually be detected by low pull-off strength and manufacturersneed to have quality systems in place to prevent such failures.Cohesive bond failures result in fracture of the adhesive and arecharacterised by the clear presence of adhesive material on thematching faces of both adherends. Failure is usually by shear, butpeel stresses or a combination of shear and peel may also causea cohesion failure. In cohesion failures, the adhesive surfacetypically appears rough and may have a lighter colour than the
Table 5Experimental values of Lifshitz-van der Waals, Lewis acid–base, electron acceptor and electron donor surface tension components and apparent surface energy along withsurface profile of the surfaces prepared with various surface preparation techniques (The values in the parentheses denote one standard deviation).
Surface preparation method Surface profile (mm) Values of the surface components (mJ/m2) Apparent surfaceenergy, γs (mJ/m2)
γLWs γABs γþs γ�s
Garnet (grit size 16-40) 23.9 (8.0) 46.2 (0.4) 16.2 (0.7) 1.6 (0.2) 42.4 (2.8) 62.4 (1.1)Garnet (grit size 30-60) 20.9 (6.5) 47.3 (0.1) 17.5 (1.1) 2.0 (0.3) 38.6 (2.8) 64.8 (1.2)Garnet (grit size 80) 22.1 (7.6) 46.5 (0.7) 17.0 (1.0) 1.9 (0.4) 39.7 (3.7) 63.5 (1.4)Garnet (grit size 120) 16.5 (8.2) 46.0 (0.5) 15.3 (0.7) 1.7 (0.6) 36.3 (8.7) 61.3 (0.2)Needle gun 56.9 (24.4) 44.2 (4.2) 9.0 (7.9) 1.4 (1.6) 39.3 (25.8) 53.3 (12.1)Flap wheel 10.1 (6.8) 45.3 (3.0) 14.0 (2.1) 1.9 (0.6) 26.2 (6.2) 59.2 (5.2)Strip wheel 11 (4.4) 47.1 (2.5) 14.3 (4.3) 2.3 (0.7) 27.4 (18.3) 61.4 (1.8)Wire brush 15 (11.4) 47.1 (0.6) 17.4 (0.5) 2.1 (0.4) 36.1 (5.1) 64.5 (0.8)Disk sander (grit size 36) 7.6 (6.6) 43.3 (2.7) 9.0 (3.5) 2.5 (1.7) 14.0 (11.3) 52.3 (1.3)Disk sander (grit size 60) 5.6 (4.3) 33.8 (2.4) 4.3 (3.8) 0.6 (0.7) 18.4 (16.0) 38.1 (6.0)Disk sander (grit size 80) 1.5 (2.6) 21.3 (3.5) 1.6 (1.9) 0.5 (0.6) 1.7 (1.2) 23.0 (4.6)
Table 6Work of adhesion obtained with three different liquids and their standarddeviations of different prepared surfaces (The values in the parentheses denoteone standard deviation).
Surface preparation method mJ/m2
Diiodomethane Water Glycerol
Garnet (grit size 16-40) 100.0 (0.3) 140.9 (1.7) 122.2 (0.7)Garnet (grit size 30-60) 100.6 (0.2) 141.2 (2.1) 126.2 (1.4)Garnet (grit size 80) 100.0 (0.5) 141.0 (1.3) 125.0 (1.3)Garnet (grit size 120) 99.3 (1.4) 137.0 (5.6) 122.5 (0.3)Needle gun 97.9 (1.7) 132.6 (8.4) 115.6 (9.5)Flap wheel 97.7 (3.2) 128.1 (7.1) 119.4 (6.0)Strip wheel 99.3 (1.0) 129.4 (16.2) 122.4 (2.7)Wire brush 100.2 (0.6) 139.4 (2.7) 125.9 (0.7)Disk sander (36) 95.1 (2.1) 104.4 (10.6) 103.1 (20.6)Disk sander (60) 85.6 (3.5) 96.4 (11.0) 86.3 (8.8)Disk sander (80) 65.5 (3.8) 46.3 (6.1) 57.4 (9.6)
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–41 37

bulk adhesive material. Care is required to correctly assess surfaceswhich show mixed failure (combination of adhesive and cohesivefailure). Because interfacial degradation occurs over a period oftime, if a partially degraded bond is subjected to a high load thenthe weakened interface may fail and overload the adhesive in theregions which have not fully degraded. This will give the appear-ance of a mixed mode failure [60].
Almost all of the samples prepared with garnet grit blastingwere found to give cohesive failure indicating an interface strongerthan the bonding strength of the coating (polymer resin and glasslaminate). Most of the specimens prepared with other surfacepreparation techniques had mixed failure mode with a lower pull-off strength when compared to that for garnet grit blasted samplesalthough some of the specimens strength exceeded the lowest
Fig. 3. Delaminated samples obtained from dolly pull-off tests of specimens prepared using various surface preparation techniques.
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–4138

average value of grit blasted samples. It was also seen that onespecimen from each of needle gun, flap wheel and disk sandergave a cohesive failure which were far below the lowest pull-offstrength of the garnet grit blasted samples.
It is noteworthy that as a result of mechanical processing, suchas the use of grit blasting and mechanical abrasion, the physicaland chemical conditions of the surface may exhibit considerablelocal differences. Depending on the surface preparation techniqueand on the hardness of the material, a working layer with a finitethickness may exist which differs from the bulk of the material inrespect to its crystallinity, dislocation density or bulk stresses, andby the existence of impurities acquired from the tool employed orfrom the atmosphere. In addition, as a result of the frictional heatgenerated during machining, steel surfaces may also take upnitrogen, oxidise, recrystallise, undergo phase transformations inthe solid state or solidify with a different structure after limitedlocal melting [54].
This phenomenon could lead to local differences in adhesion ofthe coating to the steel surface. Thus, the lower strength of thespecimens of needle gun, flap wheel and disk sander than the gritblasted specimens with the same cohesive failure is justified. Thepull-off strengths [48] obtained and the measured laminate failurearea (%) along with the surface profile values from various surfacepreparation techniques are summarised in Table 7. From theresults it can be seen that with the increase of the dolly pull-offstrength the laminate failure area (%) is decreased. In terms ofgarnet grit blasted samples although the average dolly pull offstrength varied the laminate failure area remained almost con-stant. Considering the standard deviations of the dolly pull-offstrength of the garnet grit blasted samples it can be said that thedifference among them may not be statistically significant. Thusthe constant laminate failure areas of the different grit blastedsamples are justified.
Examination of the dollies obtained from the delaminatedsurface (Fig. 3) showed that the portions of the dollies of theinterfacially failed samples of wire brush, needle gun, strip wheeland flap wheel had black coloured metallic remnants. It is morelikely that these residues erode during surface preparation andretain on the cleaned metal surfaces. Transition metal like iron andmanganese are present in the metal steel used in the current studyand may erode during surface preparation. Therefore, after surfacepreparation, the prepared surface was blown with high airpressure (about 1 MPa) to remove the eroded metallic remnants.However, they can still retain on the surface with variable amountsdepending on the surface preparation parameters such as appliedpressure and rotational speed. These metallic residues may be
exposed to atmospheric oxygen and moisture and get converted totheir oxides.
The highest amount of black coloured metallic residue wasseen for needle gun, followed by wire brush, strip wheel and flapwheel. It is more likely that the presence of the metallic residue onmetal surface may restrict the polymer resin to come in directcontact of the metal surface. Since the bond strength of the metalresidues with the metal surface is not as strong as the intramo-lecular bond strength of metals, their presence would negativelyeffect the metal-coating bond strength. Thus, the presence of theseblack coloured metallic residue (Fig. 3) introduced on the surfaceduring surface preparation could lower the dolly pull-off strength.The higher dolly pull-off strengths achieved for disk sanders of gritsizes 36 and 80 exhibited almost no black coloured metallicresidue (Fig. 3). The absence of the metal residue would help themetal surface to interact well with the polymer resin and hencegive the highest possible bond strength. Machu also reported [61]that remnants of the abrasives applied by bombardment or frictionremain on the metal surface, and these are difficult to removeeven by very careful post-cleaning. Such non-metallic impuritiescould change the corrosion tendencies of steel surfaces and theirability to adhere organic coatings quite considerably [62–64].However, it is noteworthy that the measured practical adhesionvalues depend on a combination of factors such as the surfacechemistry, mechanical properties of the substrate and coating,surface roughness of the substrate and mode of failure [65].
From the correlation of data of Table 7, it can be seen that boththe dolly pull-off strength and laminate failure area were found toincrease with the increase of surface profile up to approximately21 μm and then they were found to follow a plateau up to 24 μm.Any increase of surface profile beyond 24 μm was found todecrease the dolly pull-off strength, indicating 24 μm as thethreshold surface profile to obtain the best possible bond strengthbetween the polymer coating and the mild steel used in this study.Above this surface profile threshold value of 24 μm, the increase ofthe presence of black coloured metallic remnants acquired fromthe tool employed (justified by the highest black coloured metallicremnant seen for the needle gun which gave the highest surfaceprofile) as well as other phenomena like taking up nitrogen,oxidising, undergoing phase transformations due to the frictionalheat generation during machining might also hinder the formationof strong metal polymer interfacial bonding. The laminate failurearea was also found to decrease with the increase of surface profileabove 24 μm.
For ease of understanding of the correlation of dolly pull-offstrength with laminate failure area and various surface propertiessuch as surface profile, contact angle using water as solvent,apparent surface energy, work of adhesion using water as solvent,all the values are arranged with the descending order of surfaceprofile irrespective of surface preparation techniques used andsummarised in Table 8. From the results, it can be seen that thedolly pull-off strength was found to increase with the increase ofsurface profile of up to approximately 21 μm and then the strengthwas found to decrease with any further increase of surface profile.It can also be seen from the results that the dolly pull-off strengthwas found to decrease with the increase of contact angle up toapproximately 711 and after that for any further increase ofcontact angle the strength followed a plateau. Also, dolly pull-offstrength was found to decrease up to approximately 38 mJ/m2
with the decrease of the surface energy and after that for anyfurther decrease it was found to follow a plateau. On the otherhand, the strength was found to follow a similar trend with workof adhesion like it was found to follow with surface energy and thetrend is, with the decrease of the work of adhesion, the strengthwas found to decrease up to approximately 96 mJ/m2 and afterthat for any further decrease it was found to follow a plateau. The
Table 7Values of dolly pull-off strength and laminate failure area along with surface profileof the surfaces prepared using various surface preparation techniques (The valuesin the parentheses denote one standard deviation).
Surface preparation method Surfaceprofile (mm)
Dolly pull-offstrength (MPa)
Laminatefailure area (%)
Control (as received) 0.0 (0.0) 1.3 (0.3) 0.0 (0.0)Garnet (grit size 16-40) 23.9 (8.0) 13.6 (1.6) 100 (0.0)Garnet (grit size 30-60) 20.9 (6.5) 14.7 (2.4) 100 (0.0)Garnet (grit size 80) 22.1 (7.6) 14.3 (1.7) 100 (0.0)Garnet (grit size 120) 16.5 (8.2) 12.7 (1.2) 98.1 (3.8)Needle gun 56.9 (24.4) 8.2 (1.5) 58.4 (28.7)Flap wheel 10.1 (6.8) 5.9 (1.1) 46.7 (38.0)Strip wheel 11 (4.4) 10.4 (0.8) 72.7 (8.3)Wire brush 15 (11.4) 9.6 (2.6) 47.8 (23.8)Disk sander (grit size 36) 7.6 (6.6) 9.6 (2.0) 51.0 (33.4)Disk sander (grit size 60) 5.6 (4.3) 5.5 (1.1) 21.3 (16.5)Disk sander (grit size 80) 1.5 (2.6) 5.9 (1.4) 32.0 (15.6)
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–41 39

similar trend of the strength with work of adhesion whencompared to surface energy would be expected since the workof adhesion was found to increase with the increase of surfaceenergy. It can also be seen from the results that the laminatefailure area (%) was found to increase with the increase of the dollypull-off strength and it was found to reach the maximum at andabove the strength of 13.6 MPa.
When two different grit sizes of garnet grit blasting techniqueis considered, where the average surface profile was found to be7.5% smaller for grit size of 80 than that for grit size of 16-40. Theaverage contact angle with water was found to be the same,average apparent surface energy was found to be 1.8% greater,average work of adhesion was found to be almost same, the dollypull-off strength was found to be 5.2% greater and laminate failurearea was found to be similar for grit size of 80 when compared tothe grit size of 16-40.
Now, two different surface preparation methods such as stripwheel and flap wheel that produced almost similar difference inaverage surface profile (8.2%) as two different sizes of garnet grits(7.5%) is considered. The contact angle was found to be 13%greater, average apparent surface energy 3.6% smaller, averagework of adhesion was found to be 1% smaller, average dolly pull-off strength was found to be 43.3% smaller, and average laminatearea was found to be 35.8% smaller for flap wheel when comparedto strip wheel.
Since for the same surface preparation technique with differentgrit sizes, smaller difference in surface chemical compositionwould be expected to have than two completely different techni-ques. It can be said that although the difference in surface profilewas almost similar for in one hand between two different sizes ofgarnet grits and on the other hand, between two different surfacepreparation techniques of flap wheel and strip wheel, the latterhad higher difference in surface chemical composition whichmight lead to higher difference in dolly pull-off strength.
Now, as discussed earlier from the correlation of surface profilewith contact angle, surface energy and work of adhesion, it can beseen that the contact angle was found to decrease with theincrease of the surface profile up to approximately 21 μm andafter that for any further increase of surface profile the contactangle was found to increase. On the other hand, surface energywas found to increase up to approximately 21 μm and after that forany further increase of surface profile the surface energy wasfound to decrease. The work of adhesion was found to increase upto approximately 21 μm and after that for any further increase ofsurface profile the work of adhesion was found to follow a plateauup to 24 μm and then above this surface profile value it was foundto decrease.
From the above discussion, it can be said that, to attain themaximum dolly pull-off strength, the surface profile of 21 to 24 μmwas sufficient and this range was obtained by garnet grit blastingusing three different grit sizes of 16-40, 30-60 and 80. The LSDvalues were calculated for the various surface properties, dollypull-off strength and laminate failure area (%) of these three gritsizes of garnet grit blasting technique. From the results, it was seenthat statistically none of the parameters were significantly differ-ent. So, any one of the three grit sizes can be used to prepare thesurface to get the favourable surface properties studied here toobtain the best possible adhesion between the mild steel and glassfibre prepreg.
4. Conclusion
In this study, seven different surface preparation techniqueswere used on mild steel plates to quantify the performance ofthese prepared surfaces upon application of glass fibre reinforcedpolymer coating. The polymer coating was applied on the pre-pared metal surfaces and the performance of the coating wasquantified in terms of dolly pull-off strength. Correct identificationof polymer-metal bond failure mode helps to attain protectivemeasures to correct or minimise the defects which otherwisewould pose detrimental effect on the in-service coating perfor-mance. Therefore, the delaminated surface failure modes wereidentified and the laminate failure area was measured andcorrelated with the surface profile and surface energy parameters.
Although the surface preparation techniques used in this studywere different from one another in terms of their way of applica-tion and grit size and shape, it appeared that up to a surfaceroughness of 21 mm, with the increase of surface profile, the dollypull-off strength and laminate failure area were found to increaseand above the surface roughness of 24 mm, both of these proper-ties were found to decrease. The Wenzel roughness factor was alsofound to be in agreement with the results of the surface profile ofdifferent prepared surfaces. It was found that the maximumadhesion could be attained with garnet grit blasting techniquewith any of the three grit sizes of 16-40, 30-60 and 80 by achievingthe most favourable surface properties studied. Contact anglehysteresis and other models such as Cassie–Baxter model can bestudied along with surface topography (using atomic force micro-scopy (AFM)) and surface chemistry (using X-ray photoelectron-spectroscopy (XPS)) to further understand how the surfacechemistry and roughness affect contact angle and wettability ofthe mild steel surface to influence the adhesion between the mildsteel and polymer coating.
Table 8Average values of surface profile, apparent surface energy, work of adhesion, dolly pull-off strength and laminate failure area for the surfaces prepared with differenttechniques.
Surface preparation method Surface profile(mm)
ContactAngle (o)
γs (mJ/m2) Wa (mJ/m2) Dolly pull-offstrength (MPa)
Laminate failurearea (%)
Needle gun 56.9 33.2 53.3 132.6 8.2 58.4Garnet (grit size 16-40) 23.9 20.4 62.4 140.9 13.6 100Garnet (grit size 80) 22.1 20.4 63.5 141.0 14.3 100Garnet (grit size 30-60) 20.9 19.7 64.8 141.2 14.7 100Garnet (grit size 120) 16.5 27.3 61.3 137.0 12.7 98.1Wire brush 15 23.0 64.5 139.4 9.6 47.8Strip wheel 11 35.4 61.4 129.4 10.4 72.7Flap wheel 10.1 40.0 59.2 128.1 5.9 46.7Disk sander (grit size 36) 7.6 64.0 52.3 104.4 9.6 51.0Disk sander (grit size 60) 5.6 71.0 38.1 96.4 5.5 21.3Disk sander (grit size 80) 1.5 111.5 23.0 46.3 5.9 32.0
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–4140

Acknowledgements
Authors would like to acknowledge the staff at the ACSAustralia laboratory facility at Prestons, NSW, Australia, for thetechnical and resourced support. This work was undertaken withinthe Structure, Repair and Rehabilitation project, part of CRC-ACSresearch programme, established and supported under the Aus-tralian Government's Cooperative Research Centres Programme.
References
[1] Baldan A. Adhesively-bonded joints and repairs in metallic alloys, polymersand composite materials: adhesives, adhesion theories and surface pretreat-ment. J Mater Sci 2004;39(1):1–49.
[2] Harris AF, Beevers A. The effects of grit-blasting on surface properties foradhesion. Int J Adhes Adhes 1999;19(6):445–52.
[3] Mays GC, Huthcinson AR. Adhesives in civil engineering. New York: CambridgeUniversity Press; 1992.
[4] Hollaway LC, Cadei J. Progress in the technique of upgrading metallicstructures with advanced polymer composites. Prog Struct Eng Mater2002;4(2):131–48.
[5] Schnerch D, Dawood M, Rizkalla S, Sumner E. Proposed design guidelines forstrengthening of steel bridges with frp materials. Constr Build Mater 2007;21(5):1001–10.
[6] Taylor D. A study of adhesion. Case Institute of Technology; (1960). [Ph.D.thesis].
[7] ISO. Preparation of steel substrates before application of paints and relatedproducts. Surface preparation methods—general principles. ISO 8504/1; 1992.
[8] ISO. Preparation of steel substrates before application of paints and relatedproducts. Surface preparation methods—abrasive blast cleaning. 8504/2; 1992.
[9] ISO. Preparation of steel substrates before application of paints and relatedproducts. surface preparation methods—hand and power-tool cleaning. 8504/3; 1993.
[10] ASTM. Standard test methods for field measurement of surface profile of blastcleaned steel; 2003. D 4417–03.
[11] Strohmeier BR. Improving the wettability of aluminum foil with oxygenplasma treatments. J Adhes Sci Technol 1992;6:703.
[12] Monahan R. Vapor degreasing with chlorinated solvents. Met. Finish 1977;75(11):26–31.
[13] Goldfinger G, White ML, editors. Clean surfaces. New York: Mercel Dekker;1977.
[14] Mellali M, Fauchais P, Grimaud A. Influence of substrate roughness andtemperature on the adhesion/cohesion of alumina coatings. Surf Coat Technol1996;81:275–86.
[15] Vazirani HN. Surface preparation of steel for adhesive bonding and organiccoatings. J Adhes 1969;1(3):222–32.
[16] González-Hermosillaa WA, Chicotb D, Lesageb J, La Barbera-Sosac JG, GruescubIC, Staia MH, et al. Effect of substrate roughness on the fatigue behavior ofa SAE 1045 steel coated with a WC-10Co-4Cr cermet, deposited by HVOFthermal spray. Mater Sci Eng A 2010;527(24–25):6551–61.
[17] Rhouma AB, Braham C, Fitzpatrick ME, Lédion J, Sidhom H. Effects of surfacepreparation on pitting resistance, residual stress, and stress corrosion crackingin austenitic stainless steels. J Mater Eng Perform 2001;10(5):507–14.
[18] Chibowski E, Gonzdez-Caballero F. Theory and practice of thin-layer wicking.Langmuir 1993;9:330–40.
[19] Yuan Y, Lee TR, Bracco G, Holst B, editors. ed.. Verlag: Springer; 2013.[20] Amada S, Satoh A. Fractal analysis of surfaces roughened by grit blasting.
J Adhes Sci Technol 2000;14(1):27–41.[21] Gent AN, Lin CW. Model studies of the effect of surface-roughness and
mechanical interlocking on adhesion. J Adhes 1990;32(2-3):113–25.[22] Lavaste V, Watts JF, Chehimi MM, Lowe C. Surface characterisation of
components used in coil coating primers. Int J Adhes Adhes 2000;20(1):1–10.[23] Kaelble DH. Dispersion-polar surface tension properties of organic solids.
J Adhes 1970;2(2):66–81.[24] Żenkiewicz M. Methods for the calculation of surface free energy of solids.
J Achieve Mater Manuf Eng 2007;24(1):137–45.[25] Sharma PK, Rao K Hanumantha. Analysis of different approaches for evalua-
tion of surface energy of microbial cells by contact angle goniometry. AdvColloid Interface Sci 2002;98(3):341–463.
[26] Wu W, Giese Jr RF, van Oss CJ. Evaluation of the Lifshitz-Van Der Waals/acid–base approach to determine surface tension components. Langmuir 1995;11(1):379–82.
[27] Mavon A. Determination of the acid–base properties of the human skinsurface: influence of skin lipids. In: Mittal KL, editor. Interactions: relevanceto adhesion science and technology, 2. Utrecht: VSP; 2000. p. 439–52.
[28] Chen H, Li L, Jones PM, Hsia Y-T, Jhon MS. Lifshitz-Van Der Waals and LewisAcid–Base approach for analyzing surface energy of molecularly thin lubricantfilms. Magn IEEE Trans 2007;43(6):2226–8.
[29] van Oss CJ, Chaudhury MK, Good RJ. Interfacial Lifshitz-Van Der Waals andpolar interactions in macroscopic systems. Chem. Rev 1988;88:927–41.
[30] Lorenzo MA. Experimental methods for evaluating epoxy coating adhesion tosteel reinforcement [M.S. thesis]. Austin, USA: The University of Texas; 1997.
[31] Brockman W. Durability of adhesion between metals and polymers. J Adhes1989;29(1–4):53–61.
[32] Cognard J. Some recent progress in adhesion technology and science. C R Chim2006;9(1):13–24.
[33] Gaynes NI. Testing of organic coatings. Park Ridge, NJ: Noyes Data Corp; 1977.[34] Adams RD, Comyn J, Wake WC. Structural adhesive joints in engineering.
Second ed. London: Chapman & Hall; 1997.[35] Teng J.G., Fernando D., Yu T., Zhao. X.L. Treatment of Steel Surfaces for Effective
Adhesive Bonding. in the 5th International conference on FRP composites incivil engineering, CICE 2010. Beijing, China; September 27–29, 2010.
[36] Jia X. J Adhes Sci Technol 2008;22:1893–905.[37] Packham DE. Handbook of adhesion. 2nd Edition. West Sussex: John Wiley &
Sons; 2005.[38] Chang WV, Qin X. Repulsive acid–base interactions: fantasy or reality in acid-
base interactions: relevance to adhesion science and technology. In: Mittal KL,editor. Utrecht: VSP; 2000.
[39] Good RJ, van Oss CJ, Schrader ME, Loeb GL, editors. New York: Plenum Press;1992.
[40] Young T. An essay on the cohesion of fluids. Philos Trans R Soc London1805;95:65–87.
[41] Good RJ, Good RJ, Stromberg RR, editors. Surfaces and colloid science, 11. NewYork: Plenum Press; 1979.
[42] Marmur A. Thermodynamic aspects of contact angle hysteresis. Adv. ColloidInterface Sci 1994;50:121–41.
[43] Decker EL, Frank B, Suo Y, Garoff S. Physics of contact angle measurement.Colloids Surf A Physicochem Eng Asp 1999;156(1–3):177–89.
[44] Chibowski E. Surface free energy of a solid from contact angle hysteresis. AdvColloid Interface Sci 2003;103(2):149–72.
[45] Wenzel RN. Resistance of solid surfaces to wetting by water. Ind Eng Chem1936;28(8):988–94.
[46] Cassie ABD, Baxter S. Wettability of Porous Surfaces. Trans. Faraday Soc1944;40:546–51.
[47] ASTM. standard test method for pull-off strength of coatings using portableadhesion testers. 2002; D 4541–02.
[48] Islam M.S., Tong L., Falzon P.J. Metal surface profile and residual stress:persuasion of adhesion. In Proceedings of the 22nd Australasian conferenceon the mechanics of structures and materials ACMSM 22. Sydney, NSW,Australia; 11–14 December 2012.
[49] A. Standards. metal finishing-preparation and pretreatment of surfaces. AS1627.4; 2005.
[50] Zhong Z, Yin S, Liu C, Zhong Y, Zhang W, Shi D, et al. Surface energy forelectroluminescent polymers and indium-tin-oxide. Appl Surf Sci 2003;207(1–4):183–9.
[51] Tang X., Richter S., Nesic. S. Study of wettability of different mild steel surfaces.In Proceedings of the 17th International corrosion congress: corrosion controlin the service of society. Houston, Texas: NACE International; 2009.
[52] Feng A, McCoy BJ, Munir MA, Cagliostro D. Wettability of transition metaloxide surfaces. Mater. Sci. Eng. A 1998;1–2:50–6.
[53] Ueki M, Naka M, Okamoto I. Wettability of some metals against zirconiacoatings. J. of Mater. Sci. Lett 1986;5:1261–2.
[54] Reinhard G. Surface characterization of iron and steel prior to coating. ProgOrg Coat 1987;15:125–48.
[55] Nakajima A. Design of hydrophobic surfaces for liquid droplet control. NPGAsia Mater 2011;3:49–56.
[56] Wolansky G, Marmur A. The actual contact angle on a heterogeneous roughsurface in three dimensions. Langmuir 1998;14:5292–7.
[57] Brandon S, Haimovich N, Yeger E, Marmur A. Partial wetting of chemicallypatterned surfaces: the effect of drop size. J Colloid Interface Sci 2003;263:237–43.
[58] Andrade JD, Smith LM, Gregonis DE. Contact Angle and Interface Energetics.New York: Plenum Press; 1985.
[59] Libbrecht K. The physics of snow crystals. Rep Prog Phys 2005;68:855–95.[60] Davis M.J. Bond.D.A. The importance of failure mode identification in adhesive
bonded aircraft structures and repairs. 2010; Available from: ⟨http://www.adhesionassociates.com/papers/46%20Importance%20of%20Failure%20Mode%20Indentification%20ICCM%2012%20Paris.pdf⟩.
[61] Machu W. Maschinemarkt (Wurzburg) 1978;84:462.[62] Buser KR. Facile methods for measuring the surface quality of steel substrates
and zinc phosphate conversion coatings. J Coat Technol 1982;54(689):29–38.[63] Maeda S. Surface characteristics that control the phosphatability of cold-rolled
steel sheet. J Coat Technol 1983;55(707):43–52.[64] Skoulikidis TN, Vassiliou PG. Further problems in predicting corrosion rates
from electrochemical measurements. Br Corros J 1982;17(3):142–5.[65] Li Z. Microscopic Adhesion of Poly(Dimethylsiloxane). [PhD thesis]. Eindho-
ven, Eindhoven University of Technology: Department of Chemical Engineer-ing; 2007.
M.S. Islam et al. / International Journal of Adhesion & Adhesives 51 (2014) 32–41 41