Embed Size (px)
Citation preview

IOP PUBLISHING JOURNAL OF MICROMECHANICS AND MICROENGINEERING
J. Micromech. Microeng. 17 (2007) R96–R109 doi:10.1088/0960-1317/17/6/R02
TOPICAL REVIEW
Microinjection molding of thermoplasticpolymers: a reviewJulien Giboz1,2, Thierry Copponnex1 and Patrice Mele2
1 Haute Ecole Arc Ingenierie, Rue Baptiste-Savoye 26, 2610 Saint Imier, Switzerland2 LMOPS—UMR CNRS 5041, Universite de Savoie, Campus Scientifique, Bat. IUT,73376 Le Bourget-du Lac Cedex, France
E-mail: [email protected]
Received 20 September 2006, in final form 30 January 2007Published 15 May 2007Online at stacks.iop.org/JMM/17/R96
AbstractMicroinjection molding (µIM) appears to be one of the most efficientprocesses for the large-scale production of thermoplastic polymermicroparts. The microinjection molding process is not just a scaling downof the conventional injection process; it requires a rethinking of each part ofthe process. This review proposes a comparative description of each step ofthe microinjection molding process (µIM) with conventional injectionmolding (IM). Micromolding machines have been developed since the1990s and a comparison between the existing ones is made. The techniquesused for the realization of mold inserts are presented, such as lithographyprocess (LIGA), laser micromachining and micro electrical dischargemachining (µEDM). Regarding the molding step, the variotherm equipmentused for the temperature variation is presented and the problems to solve foreach molding phase are listed. Throughout this review, the differencesexisting between µIM and conventional molding are highlighted.
1. Introduction
According to a recent study concerning microelectromechani-cal systems (MEMS) and microsystems (MST) [1], there willbe an increase of the market from $12 billion in 2005 to $24billion in 2009. The main reason is the development in the mar-ket for rewritable (RW) heads, inkjet heads and microdisplays.Most of the existing processes for microsystems engineeringare time and money consuming. Therefore, an amelioration ofthe existing techniques is expected for the future productions.
Thermoplastic polymers constitute a large range of plasticmaterials. Their unique thermal, mechanical and electricalcharacteristics allow them to be used in many applications.Most of the plastic parts are made using the injection molding(IM) process, which is now a well-established technique ofpolymer processing. This allows the fabrication of differentkinds of parts, from car elements to the computer mouse.The miniaturization of parts is an escapable step for theevolution of technologies, where more functions would beintegrated in a lower space. As a result, microinjection
molding appears as one of the most suitable processes forreplicating microstructures with medium to large productionscales [2].
Several definitions of what constitutes a micromoldedproduct exist. Whiteside et al consider three kinds ofmicroparts, depending on the areas of interest [3, 4]:
• parts possessing a weight in the range of few milligrams,• parts possessing features where dimensions are in the
micrometer range,• parts exhibiting dimensional tolerances in the micrometer
range but without dimension limit.
In the next part of this review, the term ‘microparts’ issuitable for 3D parts showing at least one dimension and/ortolerance in the micro or nanometer range.
The main difficulty for making such parts is that the aspectratio, defined as thickness/lateral dimension, is generallyhigher than 1. Thus, the thickness of parts is not negligiblewith regard to the other dimensions, as in the conventional IMprocess.
0960-1317/07/060096+14$30.00 © 2007 IOP Publishing Ltd Printed in the UK R96

Topical Review
Figure 1. Schematic drawing of the hot embossing process.
Several molding processes such as hot embossing,microinjection molding (µIM), reaction injection molding,injection compression molding and thermoforming [5]are used for making thermoplastics microparts. Specialapplications that use these different processes have recentlyemerged, such as 2K injection molding, over-moldingor micro-assembly injection molding. Other processingtechniques for making high precision product such asextrusion, roll-to-roll and thermoforming could be cited.
The hot embossing and the µIM seem to be the mostindustrially viable processes used for molding microparts. Thehot embossing process uses a pre-heated mold in which amicrostructured tool (mold insert), situated in an evacuatedchamber, is brought into contact with the semi-finishedthermoplastic polymer. After melting the polymer, the wholetool and part are cooled down and the part is demolded. Ascheme of this process is given in figure 1.
A major inconvenience for this process is that long cycletimes until 30 min are needed for heating both the mold and thematerial [5]. Some tool improvements exist in order to reducecycle times. Thus, Kimerling et al [6, 7] have developed aspecific embossing tool that reaches cycle times of about 20s. The hot embossing process uses low flow velocities, lowpressures, as well as slow cooling rate, leading to weak internalstresses in the material [8]. The residual layer created duringthe process makes the demolding easier. Accordingly, the hotembossing process suits for replicating complex or high aspectratio microstructures (>2), sometimes used for optical devices[9–12].
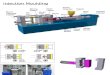
The second industrially viable process, the µIM, involvesmelting the polymer into a plasticization unit, and injecting itinto a microstructured mold insert (figure 2). The material isthen cooled and the part demolded.
Specific conditions should be chosen for a goodreplication of parts. Different studies [13–15] have shownthat the main process parameters are
(i) the mold temperature(ii) the injection speed
(iii) the injection pressure(iv) the holding time(v) the holding pressure.
The independent system for melting the polymer allows alimitation of the cycle times. The polymer flows through smallsized runners and gates using high speed and high pressure,which can favor its degradation [16]. The fabrication of highaspect ratio micro features can be achieved by using a mold
Figure 2. Schematic drawing of the injection molding process.
temperature close to the softening temperature of polymer [11,12, 17–19], with structure sizes in the nanometer range [20].
Heckele et al [5] have previously listed the advantages andthe drawbacks of these two processes. The main conclusion isthat the hot embossing process allows the realization of smallto medium-scale series of high aspect ratio parts. The featuresdimensions or tolerances reachable are situated in the nanoto the micrometer range, thanks to the processing conditions.Lower precisions are exhibited by the µIM process, becauseof shorter cycle times, but this enhances its potential forproducing large series (>1000 parts).
This technology does not consist of a scaling down of theclassical IM process, but needs radical changes in methodsand practices. Thus, Martyn et al [21] listed the differenttechnological issues for each process component:
(i) mold construction technology(ii) application engineering
(iii) raw material variation(iv) precision technology(v) nano-rheology
(vi) process measurement(vii) product properties
(viii) modeling of the molding process.
Micromolding is an emerging topic, attracting muchattention both from the academia and from the industry.The present work focuses on the µIM of thermoplastics,and completes a recent review of Heckele et al [5]
R97

Topical Review
Table 1. List of micromolding machines commercially available and their characteristics.
Clamp force Injection Injection Plasticization InjectionManufacturer Model (kN) capacity (cm3) pressure (Bars) (screw or plunger) speed (mm s−1)
Lawton Sesame 13.6 0.082 3500 10 mm plunger 1200Nanomolder
APM SM-5EJ 50 1 2450 14 mm screw 800Battenfeld Microsystem 56 1.1 2500 14 mm screw 760
50Nissei AU3 30 3.1 – 14 mm screw –Babyplast Babyplast 62.5 4 2650 10 mm plunger –
6/10Sodick TR05EH 49 4.5 1970 14 mm screw 300Rondol High Force 5 50 4.5 1600 20 mm screw –Boy 12/AM 129 4.5 2450 12 mm screw –
129-11Toshiba EC5-01.A 50 6 2000 14 mm screw 150Fanuc Roboshot 50 6 2000 14 mm screw 300
S2000-I 5ASumimoto SE7M 69 6.2 1960 14 mm screw 300Milacron Si-B17 A 147 6.2 2452 14 mm screw –MCP 12/90 HSE 90 7 1728 16 mm screw 100Nissei EP5 Real 49 8 1960 16 mm screw 250
MiniToshiba NP7 69 10 2270 16 mm screw 180
on the different micro molding processes of polymers.The principal developments and results for the replicationof thermoplastic polymer microparts using microinjectionmolding are presented.
2. Microinjection molding machine
2.1. Development
The µIM process was developed in the late 1980s withmodified conventional machines, possessing clamp forcessituated between 250 and 500 kN [22]. In these conventionalmachines, polymer is homogeneously plasticized thanks to athermal and a mechanical heating supplied by a rotating screwin a barrel. The production of microparts with these machinesleads to large wastes because the weight of the part representsonly a few percent of the whole molded mass. A degradationcan occur during the different processing steps (plasticization,injection, holding). Moreover, hydraulic control of themetering size is not accurate enough for the replication ofsuch small parts; thus electrical machines would be preferredfor such application. Small clamp forces are required becauseof the small surface of injected polymer. Finally, in functionof the size of the parts, the dimensions of the entire machineshould be lower than that of conventional machines. Thus,the size of the injection unit parts (screw, barrel, nozzle andhot block) and the clamp unit can be decreased to limit theamount of material as well as the energy consumption. Specificmachines were then developed to minimize the wastes and tolimit the degradation of polymer [2].
2.2. Characteristics
Two main concepts were developed to limit the polymerdegradation and the waste.
(i) The first consists in reducing both the dimensions of thebarrel and the screw (with diameters lower than 20 mm),
because of the weak amount of polymer needed for thefabrication of microparts.
(ii) The second consists in using two separate units, one for theplasticization and the other for the injection [2, 22]. Twodifferent systems exist for the plasticization. One usesa plunger and a hot cylinder, and the other uses a screwand a barrel. The screw provides a heating based on boththermal and mechanical energy, which results in a moreefficient and homogeneous plasticization. The meltedmaterial is then introduced in the injection unit, wherea few millimeters plunger pushes the material into thecavity. The plunger provides a better control of the amountof injected polymer for a same displacement, comparedto a larger diameter screw.
The size of the screws is limited, close to 12 mm, dueto the standard size of plastics pellets [2]. Ultrasonic energycan be an effective method for plasticizing a small amount ofpolymer, as recently shown by Michaeli et al [2]. This methodis based on a plasticization that employs the ultrasonic energybut this is still a laboratory scale technology. The tool ensuresboth the plasticization and the injection of a semi-finished film.This solution limits the cost and the size of the machine, butthe pressure and the injection speed are not controlled.
Based on the work of Bibber et al [23], table 1 lists thedifferent available micromolding machines in function of theirinjection capacity.
From table 1, it can be seen that many micromoldingmachines exist, allowing the fabrication of microparts withvolume varying from 0.082 to 8 cm3. Sometimes, classicalinjection molding machines are proposed with reduced ‘screwand barrel’ systems for making microparts.
A precise control of the metering size requires theuse of servoelectric driven machine [24]. Another specificdevelopment of these machines is the transition mode fromthe injection pressure to the holding pressure (switchover).It is generally based on the injection plunger position andnot on the injection pressure, as in the conventional injection
R98

Topical Review
Table 2. Comparison between the different processes usable for mold insert manufacturing.
Typical Aspect WallTechnology/feature structure Feature ratio roughnessgeometry size tolerance [29, 30] [31] Materials Reference
Ion beam 0.1 to 0.5 µm 0.02 to 1 n/a [29]LIGA/2D 0.5 µmFocused ion 0.2 µm 0.02 µm n/a n/a Any [32]beam/2D & 3DX-Ray LIGA/2D 0.5 µm to 0.02 to 10–100 <20 nm Electroformable [29]
1 mm 0.5 µm Materials: copper,nickel and nickelalloy
Electron beam 0.1–0.5 µm 1–2 n/a ” ”LIGAUV-LIGA/2D 2–500 µm 1–10 n/a ” ”Femto-second laser 1 µm <1 µm 1–10 Any [32]2D/3DExcimer laser 6 µm <1 µm 1–10 1 µm– Polymer, ceramics ”2D/3D 100 nm and metal to a lesser
degreeUltra short pulses Few <1 µm 8 [33, 34]ECM 2D/3D micrometersµEDM 2D/3D 10–25 µm 3 µm 10–100 0.3–1 µm Conductive materials [32]Micromilling/2D 25 µm 2 µm 10–50 Few PMMA, aluminum, ”or 3D microns Brass, steelDeep UV resists n/a 2–3 µm 22 ≈1 µm n/a [31]Deep reactive ion n/a <1 µm 10–25 2 µm Silicon ”etching
molding process [14]. This allows a better control of theamount of injected polymer during the switchover phase.To conclude, many specific developments of microinjectionmolding machines have been made in these last 10 years inthe aim of controlling better the different phases of processing(metering, injection, switchover and holding).
2.3. Mold stationary part: injection gate
In the IM process, the melted polymer is dispatched towardone or more cavities through runners and injection gates. Theirgeometry is as important as their dimension. The geometryof pin gates leads to a decrease of the viscosity because ofthe important shear, and this facilitates the future detachmentof parts. However, undesirable filling patterns and flaws canoccur [3]. The injection gate sizes must be related to thepart dimensions [15]. The injection gate radius R is generallydetermined with the following semi-empirical law (1) [25]:
R =[
3n + 1
2π (2n + 1)
V
NLh
n+1n
] n3n+1
, (1)
where R is the radius of injection gates (mm), n is the powerlaw index (represents the shear thinning behavior of polymermelt), V is the Part volume (mm3), N is the number of injectiongate, L is the part length (mm) and h is the part thickness (mm).
Although this expression is not confirmed in µIM, aqualitative determination of the injection gate radius can beapproached by coupling this result with those obtained fromsimulations [4]. Thus, the positioning and the geometryof runners and gates can be correctly defined for a correctfilling of the cavity. Moreover, these simulation tools canhelp us to determine the molding parameters [26]. Somediscrepancies remain between simulation and experimental
results. The reasons are mainly due to both the feature-size limitations and the calculation based on a simplisticHele–Shaw flow model, considering 2D geometry velocities[27, 28]. Moreover, the elongated viscosity parameters aresometimes not taken into account, whereas their efffects cannotbe neglected for high aspect ratio parts. These drawbacks aregenerally overcome in 3D modeling programs that include acalculation of flow velocities in the thickness direction andintegrate the elongational viscosity effect. Concerning thecooling phase, the possible variations of polymer structure inthe thickness are not taken into account.
3. Mold insert fabrication methods
Mold inserts are required to produce microstructured plasticparts. Their micrometic dimensions and tolerances requirespecific methods for the mold inserts realization, such as
(i) LIGA based (lithography, electroplating, molding)technologies (LIGA, UV-LIGA, IB-LIGA, EB-LIGA);
(ii) 3D micro machining regrouping micro electricaldischarge machining (µEDM), micro mechanical millingand electrochemical machining (ECM) using ultra-shortpulses;
(iii) silicon wet etching (or silicon wet bulk machining);(iv) deep reaction ion etching (DRIE);(v) thick deep UV resists;
(vi) excimer and ultra-short pulse laser ablation
Compared with the µIM, the classical IM process usesablation techniques of material, such as milling, turning orEDM.
A comparison between the mold insert manufacturingtechniques is proposed in table 2, sorted as a function of thereachable structures sizes.
R99

Topical Review
Figure 3. The process of LIGA.
(This figure is in colour only in the electronic version)
The choice of a processing technique greatly dependson geometry, surface quality, aspect ratio and economicconstraints. CNC (computer numerical control) or EDM aresuitable for features bigger than 50 µm with tolerances in therange of 10 µm. Features with not only sharp corners butwith also a low surface roughness cannot be obtained. Forthe fabrication of sub-micronic structures, LIGA techniques,silicon wet bulk micromachining and deep reactive ion etchingmethods are commonly used [35, 36]. Kock et al demonstratethat ECM using ultrashort voltage pulses is a promisingmethod for structuring three-dimensional microstructures.The material removal is done with small mechanical stressand/or deformation leading to a great precision of this processsituated in the nanometer range [37].
Small productions do not require a long mold lifetime.Silicon wafers etched by reactive-ion etching (DRIE) can thenbe used as mold inserts [38]. The low surface roughness ofsilicon makes it well-adapted to the replication of polymermicrocomponents, with a possible optical surface finishing.For any production runs, metal mold inserts are preferable.In this case, industrially viable techniques such as LIGA,µEDM, laser ablation or ultraprecision CNC machining couldbe selected, despite their long manufacturing times [35].Literature surveys show that the LIGA technique and µEDMare widely used for the realization of mold inserts, becauseof the high aspect ratio and the tight dimensional tolerancesobtained [11, 19, 27, 39–43].
3.1. LIGA
LIGA technology (lithography, electroplating, molding) is astepwise microstructuring process, developed in the 1990s,and is interesting for industrial scale commercialization [27].It is based on the following steps (figure 3):
Seed layers of a conductive material (Cr, Au, . . . ) are firstcoated onto the substrate surface (generally silicon wafer) for
Figure 4. SEM image of an electroplated prototype Ni two levelmolding insert [45], reproduced with permission from SpringerScience and Business Media.
the following electroplating step [44]. X-ray or UV sensitivepolymer (PMMA or epoxy resin SU-8) is then deposited ontothese layers. After placing a mask possessing the desiredpattern onto the thick resist layer, the irradiation step starts.The shape accuracy of a pattern photoresist greatly depends ofLIGA parameters [45]. After exposure, the polymeric reliefreplica of the mask pattern is obtained via the dissolutionof chemically modified material. The electroplating takesplace in an electrolytic cell, where an anode and a cathode areplunged into an electrolytic bath.
The performance of the LIGA technology greatly dependson the type of radiation, as mentioned in table 2. UV and x-ray lithography are commonly used techniques for mold insertapplications [11, 43, 46]. The x-rays are often generatedwith a synchrotron, which is an expensive device. The UV-LIGA is then preferred to manufacture MEMS devices [11,19, 27, 39–43, 47, 48], although this technique is limited inthe fabrication of inserts of high aspect ratio (20–500) [35].A comparison between the different technologies is proposedin [49]. Some technologies more efficient, but more complex,have also emerged, such as extreme UV, electron beam [35],ion beam LIGA [49] and synchrotron radiation LIGA (deepx-ray LIGA) [48, 50, 51]. A discussion concerning thesedifferent techniques is proposed by Watt [52], and an exampleof a part made with the LIGA technique is presented infigure 4.
Nowadays, LIGA or LIGA-like techniques appear as thebest way for making high aspect ratio mold inserts [46]. Themechanical properties of the deposited metal can be adaptedby varying the current density [35], and the surface roughnessis lower than that obtained with other techniques [11]. Despitethese qualities, drawbacks still exist. Firstly, this technologycannot be used on conventional tool materials, like steel.Secondly, draft angles, which are necessary for demoldingthe micropart and for decreasing the probability of damagingmicrostructures, are difficult to be integrated [53]. Turneret al [54] have however recently demonstrated that the taper(draft angles) can be included and accurately controlled usinga specific incident angle of the x-rays during the exposure.Concerning the UV-LIGA technique, an under-dosing of theUV-rays radiation leads to the formation of draft angles withinmold inserts, as shown by Yang et al [55].
R100

Topical Review
Figure 5. SEM pictures of example geometries in WC/Co. Thestructure depth is 150 µm [56], © 2001, with permission fromElsevier.
3.2. Laser machining
The laser microfabrication technique appears competitive incomparison to material removal methods. This techniqueallows the fabrication of structures of about 10 µm with aspectratios of 10. However, tight tolerances are difficult to obtaindue to the size of the laser spot focus. The smallest spot isgenerally half of the wavelength of the light used [35, 56].Figure 5 gives an example of sub-micron structures made withlaser machining.
Moreover, the laser intensity (W cm−2) depends on thepeak power, and is related to the pulse energy (J) divided bypulse duration (s).
3.3. Micro electrical discharge machining (µEDM)
The µEDM technique offers an alternative way for makingmold inserts out of high temperature metals/alloys. A high-voltage current applied between the cathode tool and an anodicelectrode allows the metal removal. The anode–cathodesystem has to be submerged in a dielectric fluid [35]. Thedimension of machined parts depends on the tool pattern,where hole drilling is made with cylindrical pin electrodes,groove cutting with rectangular blade electrodes and cuttingof complex shape is ensured with wire electrodes [57]. Thediameters of these latter can be lower than 20 µm, and they aremade from tungsten or coated steel that exhibit strengths higherthan 2000 MPa (figure 6) [58]. Accordingly, this method canbe selected for the fabrication of µIM mold inserts [14, 15,58].
Structures with a width of 15 µm can be made with thistechnique but the machining accuracy and the surface qualityare highly affected by the wire vibration. Surface roughness ofless than Ra = 0.1mm can be achieved with a super-finishingtechnology [59].
4. Mold heating and air evacuation
4.1. Mold heating
Structure heterogeneities were frequently observed within thethickness of classical injected parts. These microstructurevariations are related to different cooling conditions during
Figure 6. Micro-wire electrical discharge machined gear withmodule 0.1, diameter of the applied wire electrode d = 30 µm [59],© 2005, with permission from Elsevier.
Frozen layer
Flow front
Frozen layer
Frozen layer
Figure 7. Flow behavior during injection stage (results from [40]).
processing [60], and could involve dramatic effects forreplicated microparts. The contact of the flow of semi-crystalline polymer with the cold cavity wall is responsiblefor the formation of a skin and thus for variationswithin the crystalline structure in the thickness of samples.Consequently, microstructures replication is affected by theprocessing conditions, and can result in some defects inreplicated parts (figure 7) [40].
It is well known that the viscosity of polymer meltsis shear rate and temperature dependent. The variation ofthe viscosity obeys to the well-known William–Landel–Ferrylaw (WLF) for temperatures until 100◦ more than the glasstransition temperature (Tg). For higher temperatures, like thoseencountered during the polymer processing, an Arrheniusrelation could be preferred [61]:
ηT = ηT0 expE
R
(1
T− 1
T0
), (2)
R101

Topical Review
Table 3. Mold temperatures used in microinjection molding versusconventional ones (SC: semi-crystalline, A: amorphous).
ConventionalµIM mold moldtemperature temperature
Nature Material (◦C) (◦C)a References
SC HDPE 125, 140, 150 30–60 [17, 19, 43, 62]PBT 120 80 [63]POM 90 70–90 [64]PP ≈163 30–60 [65]
A PC 60–140 90–110 [66]93 [67]100 [68]
PS ≈163, 175 140 [65, 69]
a From Moldflow R© database.
Table 4. System and heating powers used for mold heating [70].
Power densityHeating equipment (W cm−2)
Electrical resistance heaters 0.5–6Infrared heating 10–30Induction heating 5–5×103
where ηT is the viscosity at the temperature T (Pa s), ηT0 isthe viscosity at the temperature T0 (Pa s), E is the activationenergy (J mole−1), T0 is the reference temperature (K) and Ris the gas constant (J K−1 mol−1).
The rapid cooling of the polymer is accentuated in thecase of µIM because of a high contact surface of polymerwith the mold wall [13]. This results in a great increase inthe polymer’s viscosity, which can favor the development ofdefects in microparts. Such an effect should be minimizedby increasing the melt temperature or using a higher moldtemperature than those recommended by the manufacturers,as mentioned in table 3.
As mentioned in table 3, the mold temperature can besometimes close to the melt temperature (TM) or the glasstransition temperature (Tg). The heating power needed to heatthe mold has to be accurately defined. The dimensions of thetool and its nature, as well as the heating time, drive the choiceof a heating device. For example, the heating of a steel platewith a volume lower than 1000 mm3 from ambient to 200 ◦Cin 15 s requires a heating power situated in the range of severalhundred watts equation (3):
P = MvλV (Tf − Ti)
t, (3)
where P is the power needed (Watt), λ is the specific heat(J kg –1K–1), Mv is the density (kg m−3), V is the part volume(m3), Tf is the mold final temperature (K), Ti is the mold initialtemperature (K) and t is the time (s)
Different heating methods exist to transfer the requiredpower to the tool, varying from 0.5 W cm−2 to about103 W cm−2 (table 4).
In the case of µIM’s molds, their weak dimensions allowthe use of a heating system with low power densities, suchas electrical resistances or infrared heaters. Induction heatersappear to be the most efficient but their implementation is morecomplex and the investment important.
According to equation (3), the difference ‘Tf–Ti’ is largerin the case of µIM, compared to the conventional injection.
Figure 8. Comparison between mold temperature in the classicaland variotherm processes (results from [40]).
Sometimes, the mold temperature can even be close to themelt temperature (TM) or to the glass transition temperature(Tg) for amorphous polymers. This leads to an increase inthe cycle time [19]. This effect can be reduced by using avariotherm process, where the mold temperature varies duringthe injection cycle [40]. This is a specific system used by µIM,and its description is made in the following section.
4.2. Variotherm process
A system defined as ‘Variotherm’ varies the mold temperatureduring the injection cycle [40] (figure 8).
As shown in figure 8, the temperature used in the classicalprocess can be considered as fixed in comparison to thevariotherm process. This system is highly recommended tominimize the increase of cycle time in microinjection processdue to the high temperatures needed to fill the microfeatures.The replication of high aspect ratio structures often requiressuch a system [17, 42, 43]. According to Hanemann et al andHeckele et al [5, 71], the implantation of such a system shouldbe sufficient for the fabrication of microparts with conventionalIM machines.
The advantages of using a variotherm system arenumerous. Indeed, this prevents the material degradation bydecreasing the different injection conditions. The cooling ofmaterial is better controlled and internal residual stresses arelower [7]. Concerning final products, weld line presencesand short shots are avoided [42]. However, this processleads to an increase in the cycle time, compared to a fixedmold temperature, as used in conventional process [40, 43].The high temperature range variation, from several tensof degrees to hundreds, can also reduce the mold lifetime[43, 48]. Materials with a high thermal conductivity should bepreferred for the realization of the mold. This system is stillstudied in academic works.
Variotherm molds are custom-built systems. Somemanufacturers propose nowadays this equipment alreadyimplemented into micromolding machines [4]. An overviewof the different systems developed for microparts realizationis given in table 5.
From table 5, it can be concluded that the variothermsystem is still in development, and mainly used in the academicworks. Its implantation should take into account the powerneeded to heat and to cool the mold, the mold geometry andthe investment. The most efficient solutions are based on themethods of gas flame and induction but the implementation
R102

Topical Review
Table 5. Systems used for variotherm mold applications.
Heating equipment Cooling equipment Cycle time Tool surface (mm) Reference
Gas flame No AT a to 400 ◦C in 10 s 100 × 100 × 30 [72]Rapid thermal response No AT a to 250 ◦C to 50 ◦C in 11 s 72 × 25.4 × [73]Mold 12.7Proximity heating Air pockets AT a to 220 ◦C to 90 ◦C in 14 s 24.3 × 51 [74](Induction system)Electrical system Water circulation AT a to 205 ◦C to 32 ◦C in 30 s n/a [69, 75]Infrared halogen lamp No AT to 208 ◦C in 20 s 180 × 180 [76]Induction heating coils Cold oil circulating system n/a 7 × 4 × 0.05 [43]Combination Water circulation n/a n/a [77]Oil/electrical systemSpecial surface coating Coolant circuit n/a n/a [78]Peltier device Peltier device Temperature control difficult due n/a [3]
to power and response time
a Ambient temperature.
300
0.1
Asp
ect r
atio
0.2
0.3
0.4
0.5
50
Mold temperature (°C)
70 90 110 130 150
Figure 9. Aspect ratio of microstructure as a function of moldtemperature, results from [81].
of such systems remains delicate. The method based on gasflame ensures only a surface heating of the mold, whereas theinduction-based heating allows a heating of the entire material.Induction heating devices are more expensive than the others,but appear as the better solution for realizing a large-scaleproduction. Induction heating is already industrially used forthe realization of composite parts and permits a cycle timereduction. Concerning small or medium-scale productions,oil circulating, electrical or infrared heating are generallypreferred, in spite of longer cycle times. Thus, a modularmold with several plates and including an insulated zone wherethe heating is localized could be considered, as McFarlandet al used for the realization of scanning force microscopemicrocantilever [65, 75].
4.3. Influence of mold temperature
As it was previously seen, the mold temperature should beclose to or higher than the softening temperature of thepolymer, in order to avoid short shots [5, 12, 15, 17, 18,43, 65, 66, 68, 79, 80]. The variotherm system can be agood solution to reach such temperatures. However, a fixedtemperature lower than the softening temperature can be used,but the more the aspect ratio increases, the more the moldtemperature has to be increased (figure 9) [3, 81, 82].
The mold temperature appears to be a key parameter forthe fabrication of microparts [82]. It permits decreasing boththe injection pressure and the injection speed [80].
4.4. Evacuation of trapped air
The presence of air in the cavity can lead to combustion,also called the Diesel effect, or to the presence of voids infinished parts [68]. As a result, the air should be removedto avoid such defects. Conventional IM uses air vents in themold, but this solution is not suitable to make parts with smalldimensions and tolerances. Different alternative solutions arethen proposed in the literature, based, for example, on theVenturi effect [4, 5, 18, 19, 40]. Sha et al demonstrate that thepresence of air in the cavity is not responsible for part defects[83]. Thus, the integration of an air evacuation depends on thegeometry of microparts.
5. Molding of parts
Following the description of the µIM equipment and itsspecificities for processing parts, the next section deals withthe differences that exist within each injection molding phaseto realize microparts.
5.1. Plasticization
According to equation (2), the viscosity of the polymer istemperature dependent. Liou et al and Monkkonnen et al notedthat a better replication of high aspect ratio microstructures isachieved by decreasing the polymer viscosity [18, 84]. Thus,the temperature of melted polymer has to be adapted in orderto avoid defects in final parts. This result is confirmed byYoshii et al [85], who observed a decrease in flow marks on amicrostructured circular disc with increasing the temperature.
The excess energy produced by the mechanical workduring the step of plasticization and injection has to be removedin order to minimize material degradation. This effect can bequantified by the Brinkman number (Br), corresponding to theratio between the thermal power dissipated by the flow (Pd) tothe power exchanged by conduction (Pc) equation (4) [86]:
Br = Pd
Pc
= ηv2
λ(TM − Tp), (4)
where Pd is the thermal power dissipated by the flow, Pc is theexchanged power by conduction, η is the polymer viscosity(Pa s), v is the flow velocity (m s−1), TM is the averagetemperature of polymer melt (K), Tp is the mold wall
R103

Topical Review
Figure 10. Influence of the metering size on part diameter andweight (right) (results from [14]).
temperature (K) and λ is the polymer thermal conductivity(W K−1 m−1).
In the case of µIM, the difference between the averagetemperature of the polymer melt Tm and the mold walltemperature Tp is generally weak, in agreement with theprevious discussion. This leads to a brinkman number oftenhigher than 1. Thus, the evacuation of the excess heat isdifficult [29].
Another important parameter to control for a goodreplication of the parts is the metering size. Indeed, thisparameter has to be optimized in order to avoid short shotsand distortion of parts. Several studies have demonstratedthe correlation of this parameter with the holding pressure(figure 10) [14, 15, 87].
As a function of the micromolding machine, theswitchover is set by giving the injection plunger position.In contrast, the conventional IM generally uses a switchoverbased on the pressure. Zhao et al [14] note that the meteringsize should be defined accurately. Thus, the metering size hasto integrate the volume needed to fill not only the cavity butalso the volume needed to apply the holding pressure, in orderto limit the material shrinkage. The values below the optimalvolume imply unfilled cavities, and higher values imply anover-filling, which involves high injection pressures [87, 88].However, regarding the complexity of the feeding channels’geometry and the design of the mold, this parameter shouldhave less effect on the final parts, due to the pressure drops atcorners.
5.2. Injection
Melted polymers exhibit a pseudoplastic behavior at hightemperatures, i.e. their viscosity decreases with increasingshear rate. Different expressions have been proposed to fitthe experimental viscosity as a function of shear rate. Someexpressions are listed in table 6 [89].
The choice of an adequate law depends on the type ofpolymer [93]. The more the equation possesses parameters,the better the fit is [86]. The polymer flows within complexgeometries require the use of 3D simulations, where therheological law is applied to the different meshed elements.Chen et al have shown that the modeling of the rheologicalbehavior within micro-structured geometry is specific. The
Table 6. Principal laws for modeling the shear thinning behavior ofpolymer material.
Model Rheological law a References
Cross η(γ ) = η0(1+λγ )1−m [90]
Carreau η(T , γ ) = η0(T )(1+
(η0(T )
τ γ)2
) 1−m2
[91]
Carreau–Yasuda η(T , γ ) = η0(T )(1+
(η0(T )
τ γ)a) 1−m
a[92]
a An overview of these laws and their application to polymersis available in [93].
rheological behavior of polymer varies as a function of micro-runners size, due to a wall-slip effect [94, 95]. Its evolutiondoes not decrease linearly with the channel dimension [83].
High shear rates are generated when the flow passesthrough microsized runners [15]. If we consider a Poiseuilleflow of a Newtonian fluid in a tube, wall shear rates can beestimated through the following expression [86]:
γ = 4Q
πR3c
, (5)
where γ is the shear rate (s−1), Q is the volume flow rate (mm3
s−1), Rc is the radius of the flow channel (mm).Accounting for the pseudo-plastic behavior of polymer
melt, expression (5) becomes [25, 86]
γp = 3n + 1
4n4
Q
πR3c
, (6)
where n is the power law index, equals to 1 for Newtonianfluids and to 0 for a rigid plastic element.
Zhao et al [15] have thus numerically shown that shear ratevalues are situated between 105 and 5 × 106 s−1 during the µIMprocess, leading to greatly higher values than those observed inclassical injection (close to or lower than 104 s−1) [96]. Theseresults are experimentally confirmed by Whiteside et al [3],who measured shear rates close to 106 s−1 with a polyacetalpolymer in a Microsystem 50 R© micromolding machine(figure 11).
Those values of shear rates, calculated by Zhao et al[15] and experimentally measured by Whiteside et al [3], arehigher than those admissible to the polymer, which can favorthe polymer degradation. Whiteside et al [97] determinedthe molar weight of a polyoxymethylene (POM) throughchromatography experiments to confirm or not this point.These authors have not observed any degradation, as therewas no difference between the unprocessed material andthe molded one. This result, contradictory with previousdiscussion, can be due to the rapid cooling occurring asthe material fills the cavity. Another explanation could bethat shear rates acceptable by the polymer are higher thantheoretical values. The analysis result remains howeverquestionable for polymers that are more sensitive to the shearrate or for longer residence time.
The control of the classical IM process is generallyensured by measuring the injection pressure. The injectionpressures used in the µIM process can reach 200 MPa andmore (table 1), whereas conventional injection pressures aregenerally ten times lower [98]. Sub-milligram products are
R104

Topical Review
Figure 11. Variations of shear viscosity versus apparent shear rate on a micromolding machine and a classical injection molding machine asa function of strain rate [3], © 2003, Maney Publishing.
highly sensitive to changes in the processing conditions andtheir weight cannot be used to control the process [97, 99].The measurement of the cavity pressure thus seems to bemore efficient as an indicator of the process variation. Thisrequires the incorporation of a pressure sensor directly intothe cavity [100]. The size of the sensors, and the possibleinfluence of the frozen layer created by the rapid cooling ofthe polymer at its surface make this measurement difficult[82]. However, for microparts measuring few centimeters butincluding microfeatures, this could be a relevant variable forcontrolling the process.
According to several authors [15, 19, 27], high injectionspeeds favor the filling of mold inserts by decreasing thepolymer viscosity. The contact time between the meltedpolymer and the cold cavity wall is reduced, and then freezingand short shots are limited. These conditions should beadapted as a function of the kind of runners (cold or hotrunner system) and the geometry of the feeding channels. As aresult, cold runners designed with a complex geometry involvepressure drops. The injection pressure has to be increased inorder to respect the injection speed. This is important for therealization of optical devices where an accurate control of theinjection speed is required to limit the development of internalstresses [66].
5.3. Holding, cooling and demolding
As described in section 5.1, the switchover point of somemachines has to be set with the position of the injectionplunger/pin [14]. In this context, the holding pressure isapplied through a forward movement of the injection plunger,which allows a packing effect [87]. A weak volume of materialis added in order to compensate the decrease of the volumeof the part due its shrinkage. Its suppression is possible usinga higher holding pressure, but this leads to greater internalstresses [62].
For polymers exhibiting a high molding shrinkage, such asPBT or POM, the polymer shrinkage cannot be compensated[59, 80]. The packing effect is applied on the melted polymersituated not only in the cavity but also in the feeding system.The pressure drop depends on the geometry and the length
of the feeding system. Possible freezing of the gates canoccur, stopping the holding phase and resulting in a partialpacking effect [15]. The controlling of the packing effect canbe done by using hot runner systems or by increasing the moldtemperature [13].
In a classical IM process, the cooling time is usuallyestimated through the following expression (7) [101]:
tc = S2
π2 · α· ln
(4
π
TM − TW
TE − TW
), (7)
where tc is the cooling time (s), S is the maximum cavitythickness (mm), TM is the melt temperature (◦C), TW is themean mold temperature (◦C), TE is the ejection temperature(◦C) and α is the thermal diffusivity (mm2 s−1).
Equation (7) cannot be applicable for µIM when themold temperature is higher than the ejection one [40]. Thusfor parts with complex geometries, a modeling is needed topredict the variation of thermal properties of the polymerduring the processing. The models implemented in softwareare more representative than equation (7) of the heat transferbetween the mold and the polymer [102]. They help engineersto optimize the processing conditions and in particular themold temperature. In conventional molded parts, the rapidcooling of the material during the contact with mold walls isresponsible for ‘skin-core’ structures [60]. Debowski et al[63] observed the same phenomenon in a micromolded gearmade with polybutylene terephtalate (PBT). An amorphousphase seems to constitute the skin, whereas the bulk seemscrystalline. Few results on this subject are available. Thispoint is still studied and would be treated in a future paper.
The demolding of parts possessing dimensions ortolerances in the micrometer range needs a particular care,according to the difficulty of ejection [5]. This phenomenonis accentuated for parts possessing aspect ratios higher than 1[42]. Demolding surface agent can be used, but this solutionshould be avoided in the case of medical or microfluidicapplication parts, due to a possible pollution of parts [103].According to Michaeli et al [104], the concentrated demoldingforces provided by the traditional ejector pins are not suitable,because of deformations or failures of microparts. However,ejector pins with diameters lower than 0.2 mm exist and could
R105

Topical Review
be placed near brittle patterns. A problem subsists with themark of the ejector on part. Mechanical form ejector pinscould be then an alternative solution [105]. New conceptswere recently proposed, and considered a demolding withtechniques based on [104]
(i) a vacuum(ii) a mechanical retraction system of the cavity
(iii) ultrasonic vibrations.
The vacuum process is still limited to weak forces fordemolding the parts. The accuracy of the retraction system ofthe cavity depends on the geometry of the part. Concerningthe ultrasonic excitation, based on the dissimilar oscillationbehavior of the two materials, it does not seem to improvethe demoldability of the parts. Accordingly, a specific systemhas to be adapted to each geometry. Microstructured partswith a large surface area could be demolded with injectionpins or with vacuum. Other systems can be imagined, suchas compressed air, as used sometimes in the thermoformingprocess. In addition, the surface roughness of the mold playsan important role during this phase. A new method has beendeveloped by Peng et al and involves decreasing the frictionalcoefficient of the mold wall [106]. This can be performedthrough an electroforming step during tool realization. Finally,the material shrinkage has a major influence on the demoldingaccuracy of microstructured part. A precise control of theshrinkage by controlling the different processing phases canbe a better solution for improving the demolding.
6. Discussion
The µIM process requires the development of specific methodscompared to conventional IM. The conception of the entiretool, including injection runners and gates, mold inserts anddemolding system, has to be adapted to complex geometriesby considering a 3D polymer flow. Moreover, the mold shouldalso integrate a hot runner system in order to prevent thefreezing of polymer in the gates. Mold insert dimensionsand tolerances determine the adequate technique used for itsfabrication.
Final product qualities are strongly dependent on processvariations. Accordingly, machine parameters have to beaccurately controlled. The variables generally used inconventional IM process, such as the product weight or theinjection pressure, are not adapted to control the microparts’fabrication [97]. The weight can be used all the same tomonitor the process for parts of few milligrams, as shown byOng et al [79]. An efficient alternative technique has beendeveloped by Whiteside et al [82] and is based on the cavitypressure measurement as a monitoring variable.
The different experimental techniques used for verifyingthe part quality in classical IM have to be adapted to µIMapplications. Because of the small sizes of microparts,techniques of image analysis with optical microscopy, atomicforce microscopy (AFM), scanning electron microscopy(SEM), or transmission electron microscopy (TEM), can behelpful in this field, allowing a fine dimension analysis.Classical mechanical testing or dynamic mechanical analysisseems actually not possible because of the difficulties forclamping the samples [105, 107].
Nanoindenting measurements or nanoscratch tests appearas interesting alternatives to determine the local variations ofthe mechanical properties of microparts [3, 108]. Regardingthermal analysis, such as differential scanning calorimetry,sub-milligram parts require the use of several parts for makingonly one sample [13]. As a result, structure heterogeneities inthe parts cannot be evaluated with these experimental devices.Consequently, studies mainly use observations to qualify thevalidity of microparts, and few physical or chemical propertiesare measured. Then specific analytic methods have to beadapted to the miniaturization of the parts.
7. Conclusions
The microinjection molding of thermoplastic polymers is apromising method for the large-scale replication of microparts,related to the development of MEMS systems or medical parts.
In this review, different aspects of microinjection moldingare reviewed. The main idea is that this process does notconsist only in a scaling down of classical injection molding.Specific micromolding machines were then developed for themolding of microparts and is now commercially available. Therealization of the mold inserts is to use the recent developmentsof the micro or nanotechnologies techniques, such as LIGAfor example. The tool design should be made with the help of3D simulation of the flows behavior of the polymer, in orderto adapt the size and the geometry of the feeding channels tothe part dimensions.
Specific molding conditions are also required for makingsuch parts. Thus, the injection speed associated with thegeometry of the gates involves shear rates situated between105 and 5 × 106 s−1 during the injection, which can promotethe polymer degradation. The mold temperature and theinjection pressure have to be higher than that of conventionalIM. This leads to a significant increase of the cycle times,in particular in the optical field where weak internal stressesare required. Such an undesirable effect can be limited byusing a variotherm system. This system can also reducethe structural heterogeneities observed in micro parts, suchas those presented in traditional injection molding.
The characterization of microparts properties appearsto be as important as process control. This field requiressome development of the experimental devices. Thecharacterization of parts remains actually difficult because oftheir extremely small dimensions. Usual methods of polymercharacterization have to be adapted. This aspect will be thesubject of a future paper dealing with the variation of polymermicrostructure as a function of the processing condition infunction of the conditions of microinjection.
References
[1] NEXUS Market Analysis for MEMS and Microsystems III2005–2009 NEXUS
[2] Michaeli W, Spennemann A and Gartner R 2002 Newplastification concepts for micro injection mouldingMicrosyst. Technol. 8 55–7
[3] Whiteside B R, Martyn M T, Coates P D, Allan P S,Hornsby P R and Greenway G 2003 Micromoulding:process characteristics and product properties Plast. RubberCompos. 32 231–9
R106

Topical Review
[4] Ruprecht R, Gietzelt T, Mueller K, Piotter V and Hausselt J2002 Injection molding of microstructured componentsfrom plastics, metals and ceramics Microsyst.Technol. 8 351–8
[5] Heckele H and Schomburg W K 2004 Review on micromolding of thermoplastic polymers J. Micromech.Microeng. 14 R1–14
[6] Kimerling T H, Liu W, Kim B H and Yao D 2006 Rapid hotembossing of polymer microfeatures Microsyst.Technol. 12 730–5
[7] Chen M, Yao D and Kim B 2001 Eliminating flow inducedbirefringence and minimizing thermally induced residualstresses in injection molded parts Polym.-Plast. Technol.Eng. 40 491–503
[8] Heckele M, Bacher W and Mueller K D 1998 Hotembossing—the molding technique for plasticsmicrostructures Microsyst. Technol. 4 122–4
[9] Becker H and Heim U 2000 Hot embossing as a method forthe fabrication of polymer high aspect ratio structuresSensors Actuators 83 130–5
[10] Chou S Y and Krauss P R 1997 Imprint lithography withsub-10 nm feature size and high throughputmicroelectronics engineering Microelectron.Eng. 35 237–40
[11] Mekaru H, Yamada T, Yan S and Hattori T 2004Microfabrication by hot embossing and injection molding atLASTI Microsyst. Technol. 10 682–8
[12] Schift H, David C, Gabriel M, Gobrecht J, Heyderman L J,Kaiser W, Koppel S and Scandella L 2000 Nanoreplicationin polymers using hot embossing and injection moldingMicroelectron. Eng. 53 171–4
[13] Whiteside B R, Martyn M T and Coates P D 2005 In processmonitoring of micromoulding—assessment of processvariation Int. Polymer Process. 20 162–9
[14] Zhao J, Mayes R H, Chen G, Xie H and Chan P S 2003 Effectsof process parameters on the micro molding process Polym.Eng. Sci. 43 1542–54
[15] Zhao J, Mayes R H, Chen G, Chan P S and Xiong Z J 2003Polymer micromould design and micromoulding processPlast. Rubber Compos. 32 240–7
[16] Martyn M T, Whiteside B, Coates P D, Allan P S,Greenway G and Hornsby P 2003 Micromoulding:consideration of processing effects on medical materialsSPE ANTEC Proc.
[17] Yao D and Kim B 2002 Injection molding high aspect ratiomicrofeatures J. Injection Molding Technol. 6 11–7
[18] Liou A C and Chen R H 2006 Injection molding of polymermicro- and sub-micron structures with high aspect ratiosInt. J. Adv. Manuf. Technol. 28 1097–103
[19] Despa M S, Kelly K W and Collier J R 1999 Injection moldingof polymeric LIGA HARMS Microsyst. Technol. 6 60–6
[20] Gobrecht J, Schift H, David C, Kaiser W, D’Amore A,Simoneta D and Scandella L 2000 Injection molded plasticchip for calibration of scanning probe microscopes PTBBerichte PTB-F-39 1–7
[21] Martyn M T, Whiteside B, Coates P D, Allan P S andHornsby P 2002 Studies of the process-property interactionof the micromoulding process SPE ANTEC Proc.
[22] Piotter V, Mueller K, Plewa K, Ruprecht R and Hausselt J2002 Performance and simulation of thermoplastic microinjection molding Microsyst. Technol. 8 387–90
[23] Bibber D M 2004 Micro molding challenges SPE ANTECTechnical Papers 3703-11
[24] Kelly A L, Woodhead M and Coates P D 2005 Comparison ofinjection molding machine performance Polym. Eng. Sci.45 857–65
[25] Deterre R, Mousseau P and Sarda A 2003 Injection desPolymeres: Simulation, Optimisation et Conception 1st edn(Paris: Lavoisier Tec et Doc) p 366
[26] Ruprecht R, Hanemann T, Piotter V and Hausselt J 1998Polymer materials for microsystem technologies Microsyst.Technol. 5 44–8
[27] Yu L, Koh C G, Lee L J, Koelling K W and Madou M J 2002Experimental investigation and numerical simulation ofinjection molding with micro-features Polym. Eng. Sci.42 871–88
[28] Xu G, Yu L, Lee L J and Koelling K W 2005 Experimental andnumerical studies of injection molding with microfeaturesPolym. Eng. Sci. 45 866–75
[29] Roy P 2001 Microplasturgie Tech. Ing., Plast. Compos. AM415
[30] Niggemann M, Ehrfeld W, Weber L, Gunther R andSollbohmer O 1999 Miniaturized plastic micro plates forapplications in HTS Microsyst. Technol. 6 48–53
[31] Weber L, Erhfeld W, Freimuth H, Lacher M, Lehr H and PechP 1996 Micromolding: a powerful tool for large-scaleproduction of precise microstructures Proc. SPIE 2879156–67
[32] Benavides G L, Bieg L F, Saavedra M P and Bryce E A 2002High aspect ratio meso-scale parts enabled by wiremicro-EDM Microsyst. Technol. 8 395–401
[33] Kim B H, Ryu S H, Choi D K and Chu C N 2005 Microelectrochemical milling J. Micromech. Microeng. 15 124–9
[34] Kock M, Kirchner V and Schuster R 2003 Electrochemicalmicromachining with ultrashort voltage pulses-a versatilemethod with lithographical precision Electrochim. Acta48 3213–9
[35] Madou M J 2002 Fundamentals of Microfabrication: TheScience Of Miniaturization 2nd edn (Boca Raton, FL: CRCPress) p 752
[36] Rotting O, Ropke W, Becker H and Gartner C 2002 Polymermicrofabrication technologies Microsyst. Technol. 8 32–6
[37] Schuster R, Kirchner V, Allongue P and Ertl G 2000Electrochem. Mach. Sci. 289 98–101
[38] Wimberger-Friedl R 2000 Injection molding of sub-mmgrating optical elements J. Injection Molding Technol. 478–83
[39] Dunkel K, Bauer H D, Ehrfeld W, Hossfeld J, Weber L,Horcher G and Muller G 1998 Injection-moulded fibreribbon connectors for parallel optical links fabricated by theLiGA technique J. Micromech. Microeng. 8 301–6
[40] Gornik C 2004 Injection moulding of parts withmicrostructured surfaces for medical applicationsMacromol. Symp. 217 365–74
[41] Macintyre D and Thoms S 1998 The fabrication of highresolution features by mould injection Microelectron.Eng. 41/42 211–4
[42] Michaeli W, Rogalla A and Ziegmann C 2000 Processingtechnologies for the injection moulding of hybridmicrostructures Macromol. Mater. Eng. 279 42–5
[43] Tseng S C, Chen Y C, Kuo C L and Shew B Y 2005 A studyof integration of LIGA and m-EDM technology on themicroinjection molding of ink-jet printers’ nozzle platesMicrosyst. Technol. 12 116–9
[44] Dai W, Oropeza C, Lian K and Wang W 2006 Experimentdesign and UV-LIGA microfabrication technology to studythe fracture toughness of Ni microstructures Microsyst.Technol. 12 306–14
[45] Yang R, Jiang J, Meng W J and Wang W 2006 Numericalsimulation and fabrication of microscale, multilevel,tapered mold inserts using UV-lithographie,galvanoformung, abformung (LIGA) technology Microsyst.Technol. 12 545–53
[46] Khan Malek C and Saile V 2004 Applications of LIGAtechnology to precision manufacturing of high-aspect-ratiomicro-components and—systems: a review Microelectron.J. 35 131–43
[47] Wallrabe V, Dittrich H, Friedsam G, Hanemann T, Mohr J,Mueller K, Piotter V, Ruther P, Schaller Th and Zissler W2002 Micromolded easy-assembly multi fiber connector:RibCon R© Microsyst. Technol. 8 83–7
[48] Kim D S, Lee H S, Lee B K, Yang S S and Kwon T H 2006Replications and analysis of microlens array fabricated by amodified LIGA process Polym. Eng. Sci. 46 416–25
R107

Topical Review
[49] Munnik F, Benninger F, Mikhailov S, Bertsch A, Renaud P,Lorenz H and Gmur M 2003 High aspect ratio, 3Dstructuring of photoresist materials by ion beam LIGAMicroelectron. Eng. 67–68 96–103
[50] Hirata Y 2003 LIGA process—micromachining techniqueusing synchrotron radiation lithography—and someindustrial applications Nucl. Instrum. Methods Phys. Res.B 208 21–6
[51] Minamiti M, Utsumi Y and Hattori T 2005 3D microstructurefabrication for a high luminosity lighting-panel for LCDusing synchrotron radiation Microsyst. Technol. 11 230–4
[52] Watt F 1999 Focused high energy proton beammicromachining: a perspective view Nucl. Instrum.Methods Phys. Res. B 158 165–72
[53] Worgull M, Heckele M and Schomburg W K 2005 Large scalehot embossing Microsyst. Technol. 12 110–5
[54] Turner R, Desta Y, Kelly K, Zhang J, Geiger E, Cortez S andMancini D C 2003 Tapered LIGA HARMs J. Micromech.Microeng. 13 367–72
[55] Yang S P and Young W B 2004 Microinjection molding withLIGA-Like process Int. Polym. Proc. 19 180–5
[56] Heyl P, Olschewski T and Wijnaendts R W 2001Manufacturing of 3D structures for micro-tools using laserablation Microelectron. Eng. 57–58 775–80
[57] Cao D M, Jiang J, Yang R and Meng W J 2006 Fabrication ofhigh-aspect-ratio microscale mold inserts by parallelmEDM Microsyst. Technol. 12 839–45
[58] Zhao J, Mayes R H, Ge C and Sing C P 2003 Process stabilityand capability studies of polymer micro moulding processMater. Sci. Forum 437–438 125–8
[59] Uhlmann E, Piltz S and Doll U 2005 Machining ofmicro/miniature dies and moulds by electrical dischargemachining—recent development J. Mater. Process.Technol. 167 488–93
[60] Mendoza R 2005 Morphologies induites dans les pieces enpolyolefine moulees par injection Material PhD Thesis(05/30/2005) Ecole Nationale Superieure d’Arts et Metiers(ENSAM, Paris)
[61] Osswald T A and Menges G 2003 Materials Science ofPolymers for Engineers 2nd edn (Munchen: HanserGardner Publications) p 622
[62] Yuan S, Hung N P, Ngoi B K A and Ali M Y 2003Development of microreplication process-micromoldingMater. Manuf. Process. 18 731–51
[63] Debowki M, Zhao J, Spowage A and Glendenning P 2003Development of techniques and methodologies for micro-and sub-micro evaluation of moulded polymer systemsSIMTech Technical Report SIMTech Singapore (SingaporeInstitute of Manufacturing Technology)
[64] Huang C K, Chen S W and Yang C T 2005 Accuracy andmechanical properties of multiparts produced in one moldin microinjection molding Polym. Eng. Sci. 45 1471–8
[65] McFarland A W, Poggi M A, Bottomley L A and Colton J S2005 Injection-moulded scanning force microscopy probesNanotechnology 16 1249–52
[66] Lu X and Khim L S 2001 A statistical experimental study ofthe injection molding of optical lenses J. Mater. Process.Technol. 113 189–95
[67] Kim H and Colton J S 2005 Fabrication and analysis of plastichypodermic needles J. Med. Eng. Technol. 29 181–6
[68] Su Y C, Shah J and Lin L 2004 Implementation and analysisof polymeric microstructure replication by micro injectionmolding J. Micromech. Microeng. 14 415–22
[69] McFarland A W, Poggi M A, Bottomley L A and Colton J S2004 Injection moulding of high aspect ratio micron-scalethickness polymeric microcantilevers Nanotechnology15 1628–32
[70] Orfeuil M 1981 Electrothermie Industrielle: Fours etEquipements Thermiques Electriques Industriels (Paris:Dunod) p 803
[71] Hanemann T, Heckele M and Piotter V 2000 Current status ofmicromolding technology Polym. News 25 224–9
[72] Kim D H, Kang M H and Chun Y H 2001 Development of anew injection molding technology: momentary moldsurface heating process J. Injection Molding Technol. 5229–32
[73] Yao D and Kim B 2002 Development of rapid heating andcooling systems for injection molding applications Polym.Eng. Sci. 42 2471–81
[74] Yao D, Kimerling T E and Kim B 2006 High-frequencyproximity heating for injection molding applications Polym.Eng. Sci. 46 938–45
[75] McFarland A W and Colton J S 2005 Chemical sensing withmicromolded plastic microcantilevers J. Microelectromech.Syst. 14 1375–85
[76] Chang P C and Hwang S J 2006 Experimental investigation ofinfrared rapid surface heating for injection molding J. Appl.Polym. Sci. 102 3704–13
[77] Fu G, Loh N H, Tor S B, Tay B Y, Murakoshi Y and Maeda R2005 A variotherm mold for micro metal injection moldingMicrosyst. Technol. 11 1267–71
[78] Bleier H and Gornik C 2003 Module for a tool cavity,especially in an injection molding tool, comprises a basecarrier which has at least two layers, and a third,electrically insulated layer Patent RegistrationDE-10136678
[79] Ong N S and Koh Y H 2005 Experimental investigation intomicro injection molding of plastic parts Mater. Manuf.Process. 20 245–53
[80] Zhao J, Chen G, Chan P S and Debowski M 2003 Investigationof interactions of polymer material, mould design andprocess condition in the micro moulding process SIMTechTechnical Report (Singapore Institute of ManufacturingTechnology)
[81] D’Amore A, Gabriel M, Haese W, Schift H and Kaiser W2004 Nano-replication: concentration of informationKunststoffe Plast Eur. 94 4–7
[82] Whiteside B R, Martyn M T, Coates P D, Greenway G,Allen P and Hornsby P 2004 Micromoulding: processmeasurements, product morphology and properties Plast.Rubbers Compos. 33 1–7
[83] Sha B, Dimov S S, Pham D T and Griffiths C A 2005 Study offactors affecting aspect ratios achievable in micro-injectionmoulding Proc. First Int. Conf. on Multi-Material MicroManufacture (New York: Elsevier) pp 371–4
[84] Monkkonen K, Hietala J, Paakkonen P, Paakkonen E J,Kaikuranta T, Pakkanen T T and Jaaskelainen T 2002Replication of sub-micron features using amorphousthermoplastics Polym. Eng. Sci. 42 1600–8
[85] Yoshii M, Kuramoto H and Kawana T 1996 The observationand origin of micro flow marks in the precision injectionmolding of polycarbonate Polym. Eng. Sci. 36 819–26
[86] Agassant J F, Avenas P, Sergent J P, Vergnes B and Vincent M1996 La Mise en Forme des Matieres Plastiques 3rd edn(Paris: Lavoisier Tec et Doc) p 605
[87] Zhao J, Mayes M R, Chen G, Chan S P, Xie H, Juay K Y andRavi N 2002 Micro injection moulding process technologydevelopment SIMTech Technical Report (SingaporeInstitute of Manufacturing Technology)
[88] Zhao J, Chen G and Juay Y K 2003 Development of processmonitoring technologies for polymer micro mouldingprocess SIMTech Technical Report (Singapore Institute ofManufacturing Technology)
[89] Midoux N 1988 Mecanique et Rheologie des Fluides en GenieChimique 2nd edn (Paris: Lavoisier Tec et Doc)p 513
[90] Cross M M 1965 Rheology of non-Newtonian fluids: a newflow equation for pseudoplastic systems J. Colloid Sci.20 417–37
[91] Carreau P J 1972 Rheological equations from molecularnetwork theories Trans. Soc. Rheol. 16 99–127
[92] Yasuda K, Armstrong R C and Cohen R E 1981 Shear flowproperties of concentrated solutions of linear and starbranched polystyrenes Rheol. Acta 20 163–78
R108

Topical Review
[93] Hieber C A and Chiang H H 1989 Some correlations involvingthe shear viscosity of polystyrene melts Rheol. Acta28 321–32
[94] Chen S C, Tsai R I, Chien R D and Lin T K 2005 Preliminarystudy of polymer melt rheological behaviour flowingthrough micro-channels Int. Commun. Heat Mass Transf.32 501–10
[95] Chien R D, Jong W R and Chen S C 2005 Study onrheological behavior of polymer melt flowing throughmicro-channels considering the wall-slip effectJ. Micromech. Microeng. 15 1389–96
[96] Shukla S R, Lofgren E A and Jabarin S A 2005 Effects ofinjection-molding processing parameters on acetaldehydegeneration and degradation of poly(ethylene terephtalate)Polym. Int. 54 946–55
[97] Whiteside B R, Martyn M T and Coates P D 2004Micromoulding: process evaluation SPE ANTEC TechnicalPaper
[98] Rosato D V, Rosato D V and Rosato M G 2000 InjectionMolding Handbook 3rd edn (New York: Springer) p 1488
[99] Whiteside B R, Spares R, Howell K, Martyn M T andCoates P D 2005 Micromoulding: extreme processmonitoring and inline assessment Plast. RubbersCompos. 34 380–6
[100] Whiteside B R, Brown E C, Ono Y, Jen C K andCoates P D 2005 Real-time ultrasonic diagnosis of
polymer degradation and filling incompletenessin micromoulding Plast. Rubbers Compos.34 387–92
[101] Ballman R and Shusman T 1959 Easy way to calculateinjection molding set-up time Mod. Plast. 126
[102] Liang J Z and Ness J N 1996 The calculation of coolingtime in injection moulding J. Mater. Process. Technol.57 62–4
[103] Becker H and Gartner C 2000 Polymer microfabricationmethods for microfluidic analytical applicationsElectrophoresis 21 12–26
[104] Michaeli W and Gartner R 2006 New demolding concepts formicro injection molding of microstructures J. Polym. Eng.26 161–77
[105] Wu C H and Liang W J 2005 Effects of geometry andinjection-molding parameters on weld-line strength Polym.Eng. Sci. 45 1021–30
[106] Peng Z, Gang L, Yangchao T and Xuehong T 2005 Theproperties of demoulding of Ni and Ni-PTFE mouldinginserts Sensors Actuators A 118 338–41
[107] Koch T and Seidler S 2002 Mechanical properties ofmicro-injection moulded components Macromol. Symp.181 499–506
[108] Greenway G R, Allan P S and Hornsby P R 2003 Thecharacterisation and physical testing of micro-mouldingsSPE ANTEC Proc. 1995–9
R109