Embed Size (px)
Citation preview

© J.C. Baltzer AG, Science Publishers
Intelligent decision support system forflexible manufacturing system design
Denis Borenstein★
Escola de Administraça~o, Universidade Federal do Rio Grande do Sul,Av. Joa~o Pessoa, 52 – sala 11, 90040-000 Porto Alegre, RS, Brazil
E-mail: [email protected]
The aim of this paper is to develop a new methodology of analysis and evaluation ofFlexible Manufacturing System (FMS) design configurations. It examines the use of anintegrated, systemic, global and user oriented approach for the complex problem of selectingamong several configuration alternatives the most suitable for a specific case. The method-ology is implemented using the Decision Support System framework, offering an objectivetool to help managers and engineers during the design stage of the development cycle ofthese manufacturing systems. A case study illustrates the effectiveness of the developedmethodology.
Keywords: decision support systems, design systems, flexible manufacturing systems
1. Introduction
Flexible Manufacturing Systems (FMSs) are automated, integrated systems ofequipment and information flow, arranged for the economic production of smallbatches of complex components. These systems are essentially composed of work-stations and material transfer systems in which the control of operations is performedby a central computer. FMSs have been introduced in several European countries,North America, and South East Asia. However, the results do not live up to theexpectations. Several unsuccessful implementations are reported in the literature. Oneof the main reasons for the failure of FMS systems is the difficulty of designing suchsystems properly, due to the large commitment of manpower and skill for the specifi-cation and integration of several complex manufacturing elements into a system. Inaddition, high capital costs and acquisition risks are well-accepted features of FMSthat exert considerable pressure on the design team.
Meredith and Hill [26] highlight this problem when they affirm that one of themajor causes for a large number of failures of advanced manufacturing systems is the
★ Supported with a grant from CAPES, Brazil.
Annals of Operations Research 77(1998)129–156 129

lack of a total understanding of the technology involved before its implementation.These complex systems demand an extensive pre-design, whereby not only shouldthe technology be analyzed, but also its effects on the organisation as a whole.
FMS design is a problem concerned with the selection of: (i) system configura-tions from a wide variety available, and (ii) control strategy alternatives in the light ofseveral criteria (costs, production, flexibility), many of which are difficult to quantify.
Although there is a reasonable number of currently available modelling tools tobe applied in FMS design, they are based on an erroneous approach in which designis considered as a separated, local and myopic activity. Under this approach, FMSdesign is divided into different and unconnected subproblems, and the traditional toolsare focused on the solution of each subproblem without solving the whole dimensionof the design problem.
This work describes a novel methodology of analysis and evaluation to select asuitable FMS design for a particular situation. The major characteristic of this method-ology is the linking of several different aspects in the FMS design problem (strategic,tactical, and financial) into an integrated, systemic, interdisciplinary, and strategicway.
The methodology is implemented using the Decision Support System (DSS)framework. The software system developed is essentially an interdisciplinary set oftechniques and methods such as simulation, multi-criteria analysis, expert systems,and performance measurement estimation models (flexibility, quality, and cost) todefine the most appropriate set of FMS design configurations for a particular FMSimplementation.
This paper is organized as follows. The FMS design state-of-the-art is discussedin section 2. In section 3, the new methodology of analysis and evaluation for FMSdesign is described. The computer implementation of the methodology, called IDSS-FLEX, is examined in detail in section 4. Section 5 shows an example, and section 6presents the conclusions.
2. Background
2.1. Literature review
FMS design is a very complex task due to two important characteristics:
• The wide variety of alternative system control strategies and configurationsavailable to the designer [15].
• FMS design is a task in which a variety of selection criteria are involved (e.g.system performance, financial parameters, initial capital outlay, flexibility,quality), many of which are difficult to quantify. Additionally, some criteria haveto be balanced against each other while taking into account the preferences ofthe design team [2,10].
D. Borensteiny Intelligent DSS for FMS design130

Basically, FMS design is a problem of selecting one, or a set, of preferredalternatives in the light of a variety of criteria, including tangible (e.g. costs, lead-time, total throughput) and intangible (e.g. flexibility, quality, technical and financialrisks) criteria.
As a result, optimization of FMS design is impossible even for the most trivialcase, due to the large interaction between the components of the system. In addition,very often several alternatives are capable of satisfying the required design objectives.
Analysis and evaluation of the possible alternatives through modelling providesthe means to study the results of the interdependence for each alternative, and sufficientknowledge to make comparisons among them. The notion of modelling as an essentialstep in the design process of FMS is shared by several researchers (Floss and Talavage[15], Harmonovsky [17], Kouvelis [22]). Models enable the execution of experimentsthat otherwise would not be possible, as well as increase the level of knowledge of thesystem to be analysed.
Several different types of analysis and evaluation models were developed orsimply applied, both in academic institutions and in consultant companies, in order tocope with the decisions in an FMS design. They each have a different level of abstrac-tion, as do the measure the model is capable of providing. The ability to understandthe principles of the model and its objectives are fundamental for its successful appli-cation.
For the sake of clarity, the extensive number of models will be classified in thiswork, taking into account Son’s [36] categorization as follows: performance measure-ment techniques and methods; cost estimation techniques and methods; and decisionanalysis techniques and methods.
Performance measurements techniques and methods. Engineering Economy andOperational ResearchyManagement Science methodologies and techniquesdeveloped with the objective of obtaining performance data (e.g. lead-time,productivity, resource occupation, flexibility, quality) on different configurationsand logic control of an FMS. The following ones were applied to FMS design:
• Mathematical Programming (Afentakis [1], Stecke [39]).
• Queueing Networks (Solberg [34], Suri [43]).
• Simulation (Carrie [12], Haddock [16]).
• Petri nets (Narahari and Viswanadham [28], Valavanis [46]).
• Flexibility Measuring Techniques (Barad [5], Kochikar and Narendran [21],Mandelbaum and Brill [23]).
Manufacturing cost estimation techniques. Models developed to estimate the costsinvolved in a design, product andyor a system using engineering methods.Canada [11], Son [35] and Stam and Kuula [38] present economic evaluation
131D. Borensteiny Intelligent DSS for FMS design

models for advanced manufacturing systems. Park and Shap-Bette [29] andSullivan [41] provide many other techniques and methods offered by Engineer-ing Economy.
Decision analysis models. Design is an evolutionary decision-making process inwhich a set of possible alternatives are analysed and evaluated in order to selectthe most appropriate (set of) alternative(s) for a possible case. Several decisionanalysis techniques and models have been applied to the evaluation of manu-facturing systems. A review of the literature shows that the most common usedobjective approaches for the evaluation of FMS are as follows:
• TraditionalyEconomic methods such as payback, Discount Cash Flow (DCF)(Azzone and Bertele [4], Kaplan [18], Park and Son [30], and Primrose andBrown [32]).
• Costs and Benefits method (Curtin [13] and Bolden [6]).
• Multicriteria approaches such as Analytical Hierarchy Process (AHP) andMulti-Attribute Value Function (MAVF) (Arbel and Seidmann [3], Canada[11] and Sullivan [40]).
However, regardless of how complete and sophisticated the methods may be,they have not improved the FMS design process [36]. This is a direct result of theisolated use of these techniques and methods. Although some of them consider thedifferent aspects involved in advanced manufacturing excellence such as quality,flexibility, and lead times, they are not able to integrate them. Therefore, the failure ofthe sophisticated analysis and evaluation tools may be attributed more to bad usagethan to their deficiency.
2.2. Necessity of a new approach of analysis
The review presented above indicates that performance measurements, cost esti-mation, and decision analysis have usually been treated as isolated and independentareas of research [36]. All the reviewed models were developed as “stand-alone”models, in which the emphasis is on the application of the model to solve isolatedproblems. They split design into different subproblems such as measuring flexibility,system configuration, cost estimation, and specification of FMS layout. However,solutions for one subproblem can result in poor solutions for the whole design; forexample, there is significant interaction between system configuration and the layoutproblem. The same set of machines under different layout configurations lead to dif-ferent system throughputs; and for the same layout the determination of the numberof machines of different machine types (even if the total number of available machinesin the system has been predetermined) significantly affects the operational perform-ance of the FMS.
132 D. Borensteiny Intelligent DSS for FMS design

There is little doubt that the reviewed FMS models provide a valuable first stepin clearly identifying and structuring the relevant FMS design problems [22]. Indeed,some of them helped in the solution of several different design issues successfully.However, their use is not resulting in avoidance of great failures, as exemplified bySon [36]. Besides the natural complexity of the problem, the major consideration isthe separated, local, and myopic approach of analysing and evaluating FMS designtaken with these models [36].
Consequently, a further intense research effort is needed. It might be necessaryto apply non-traditional approaches that attempt to develop constructive solutions thatare focused on all dimensions of the design problem.
Son [36] has proposed a framework based on the integration of performancemeasurement, cost estimation, and decision analysis in one integrated methodologyof analysis. In Son’s framework, (i) performance measurement deals with taking apicture of what is happening in a current manufacturing system, (ii) cost estimation isresponsible for identifying the sacrifice, measured in monetary terms, necessary tooperate the system, and (iii) decision analysis is used to identify the more adequatemanufacturing system design alternative taking into account the several criteriainvolved in the design process. The central issue in the framework is the quantificationof all aspects involved in FMS design. Hence, the accurate measurements of tangibleand intangible aspects during the design process constitutes a prerequisite for a reliabledecision making process.
“The integration of the design subproblems is a challenging research issue. Giventhe size and the complexity of the individual design subproblems, the developmentand the solution of a single monolithic large-size combinatorial model does seem tobe a fruitful research avenue” [22]. This integration will result in the development ofa large-scale system model for an FMS that will consist of various subcomponents(submodels). Such a method should be able to describe the FMS both at a detailed andan aggregate information level, if it is to be used to satisfy the needs of the designphase. Of course, such a large-scale system model will be of significant mathematicaland computational complexity. The crucial research issue is the development of anappropriate methodology of analysis that should, on the one hand, recognize thesubproblem interaction, while on the other, it should generate subproblems that arecomputationally tractable.
Recently, some system models have been developed based on Son’s framework.However, they are still too few in number and limited in scope by the selection of themodels involved.
Suri and Whitney [44] present FLEXPLAN, a decision support system (DSS)consisting of three levels of decision-making – strategic, tactical, and operational.The system uses CAN-Q in its strategic level decision making. Aly and Subramaniam[2] use a similar approach, replacing CAN-Q with a simulator model and utilizing amulti-attribute evaluation model to make the decisions. Suresh and Meredith [42]present an integrated strategic approach to justify multimachine systems. The three
133D. Borensteiny Intelligent DSS for FMS design

systems have a common deficiency, they relegate in their analysis two importantintangible aspects: flexibility and quality.
Son [35] presents a decision support system for the justification of advancedmanufacturing technologies. The DSS combines different traditional OR method-ologies such as linear programming modelling, simulation modelling, and a process-oriented cost model. The system assesses all performance measures in monetary termsand uses a Discount Cash Flow (DCF) method to aggregate them. However, the systemdoes not allow the designer to specify the relative importance of each criterion inthe evaluation of the alternatives, thereby isolating the solution from the designer. Asimilar problem is observed with FMS Designer and COMMAND – expert systemsfor the design of FMS developed by Mellichamp and Wahab [24], and Talavage andShodhan [45], respectively. Both systems combine a computer simulation modeland expert system technology. They attempt to exclude the human designer from thedecision process, removing hisyher innovative and creative potential. Additionally,neither includes a decision analysis model, and the final decision is achieved whenminimum design requirements are met by a certain option. As a result, the solutionspace is restricted to the first alternative to respect the minimum requirements, limitingthe scope of analysis.
Although these FMS design decision aid systems have useful and interestingprinciples, they are only a small accomplishment in the right direction. The analysisand evaluation of FMS designs demand the development of methodologies presentingthe following requirements [2,36]:
• Ability to quantify subjective factors.
• Ability to configure different FMS systems.
• Ability to account for individual preferences.
• Ability to communicate solutions in an easy way.
• Ability to support decisions at both strategic and tactical levels.
• Ability to cope with multiple criteria decision problems.
An effective methodology of analysis and evaluation comprising all these aspectshas not yet been developed. The main objective of this work, therefore, is to developand implement such a methodology incorporating, as far as possible, all these aspects.
The proposed methodology will focus on (i) the strategic level problem ofdefining equipment and logic control features of an FMS design, and (ii) the ability tocope with tactical decisions when required. The next sections will describe in detailboth the developed methodology and its computational implementation.
3. Methodology of analysis and evaluation
The methodology to be described is based on Sawhney’s [33] methodology forevaluating strategic investments in manufacturing companies. The main objective of
134 D. Borensteiny Intelligent DSS for FMS design

our methodology is to select a suitable FMS design for a particular situation. It isimportant to emphasize that the methodology does not optimize the design in terms ofselecting the optimal FMS design. In FMS design, optimization is a merely technicalconcept, not applicable to a complex problem that involves such different aspects asmultidimensionality and qualitative judgment [47]. In this context, the methodologydesign is based on Zeleny’s [47] approach in which “the ‘best’ solution to a multi-criteria problem is that which is judged such by the decision maker. It is the solutionwhich is preferred, understood, accepted, supported and implemented with confi-dence”.
Fundamentally, the methodology has as its main goal the support and develop-ment of the design team’s confidence in the selection of the “best” FMS design.Since the methodology deals with a wide spectrum of factors, including strategic,operational, and financial, the correct use of the methodology will call for a multi-departamental group within a firm with representations from at least the followingdepartments: Product Engineering, Process Engineering, Quality, Marketing, Account-ancy, Top Management, etc.
The methodology is focused on two main activities: (i) the analysis of the severalFMS design configurations and logical control (offering technical, financial, andstrategic measurements), and (ii) their posterior evaluation in order to determine whichis the most suitable for a particular situation. It is assumed, therefore, that severalactivities have already taken place and that the designer has (i) an initial configurationof the system (that includes the set of parts to be produced, a detailed processing planfor each part in the set, a set of machines and MHS equipment), and (ii) an initialdescription of the control policies for this initial configuration.
The FMS design configurations to be handled in the methodology use two itemsof nomenclature:
FMS scenarios. Any FMS design configuration modelled by the user. Observe thattwo configurations with the same layout (in terms of equipment, work force,etc.), but with different software control, in terms of algorithms and heuristicsinvolved, can be considered as two different scenarios. The level of detail in theanalysis will depend on the stage of the FMS design.
FMS alternatives. The FMS scenarios that have satisfied the design objectivesdefined in step 2 of the methodology (see figure 1). Only FMS alternatives willbe further evaluated by the decision analysis model.
The methodology can be described as follows (figure 1 presents a graphicaldescription of the methodology):
Step 1. Definition of a manufacturing strategy. This step consists of translating thefirm’s corporate strategy into a manufacturing strategy. A manufacturingstrategy can be defined as the “pattern of discussion over time which enablesa business unit to achieve a specific set of manufacturing capabilities” [31].
135D. Borensteiny Intelligent DSS for FMS design
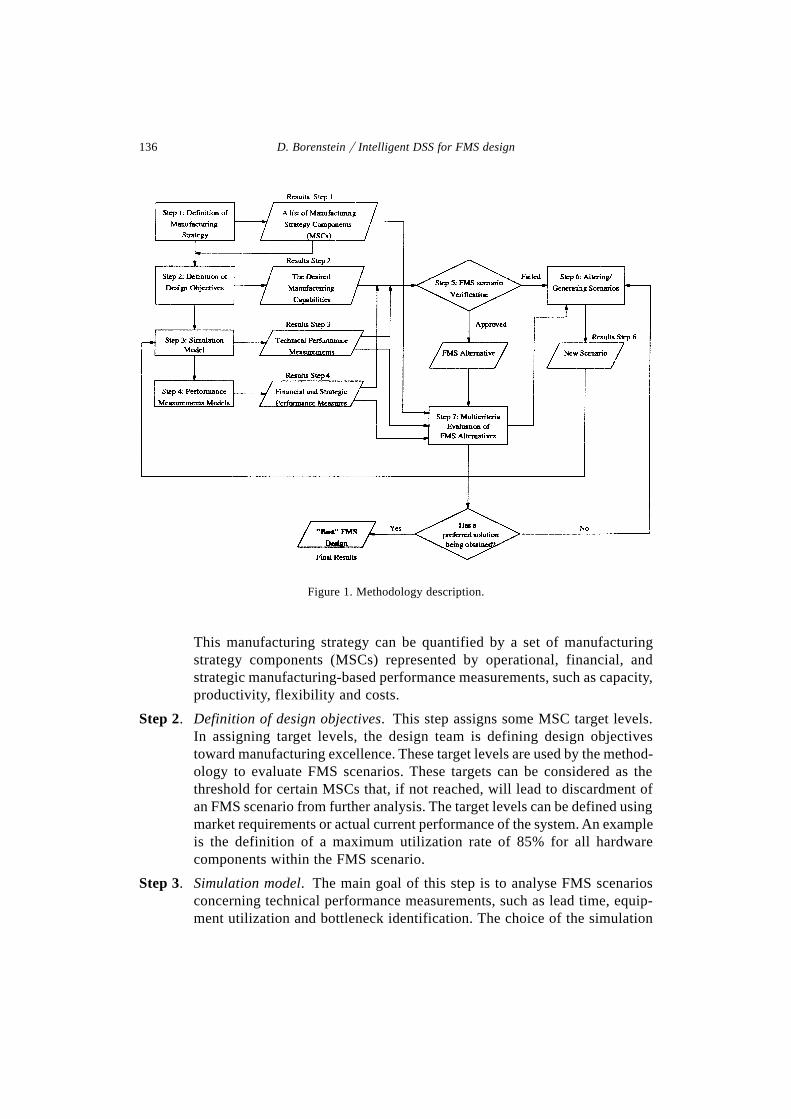
This manufacturing strategy can be quantified by a set of manufacturingstrategy components (MSCs) represented by operational, financial, andstrategic manufacturing-based performance measurements, such as capacity,productivity, flexibility and costs.
Step 2. Definition of design objectives. This step assigns some MSC target levels.In assigning target levels, the design team is defining design objectivestoward manufacturing excellence. These target levels are used by the method-ology to evaluate FMS scenarios. These targets can be considered as thethreshold for certain MSCs that, if not reached, will lead to discardment ofan FMS scenario from further analysis. The target levels can be defined usingmarket requirements or actual current performance of the system. An exampleis the definition of a maximum utilization rate of 85% for all hardwarecomponents within the FMS scenario.
Step 3. Simulation model. The main goal of this step is to analyse FMS scenariosconcerning technical performance measurements, such as lead time, equip-ment utilization and bottleneck identification. The choice of the simulation
Figure 1. Methodology description.
136 D. Borensteiny Intelligent DSS for FMS design

technique is based on the claim made by several researchers involved withFMS design and planning process (see Harmonovsky [17]) that simulationis the most powerful technique for analysis of FMS. Besides the resultspresented above, the simulation model performs a sensitivity analysis ofcritical input parameters such as the size of the lots of certain products.
Step 4. Strategic and financial performance. The function of this step is to quantifyfinancial and strategic performance measurements of FMS scenarios such ascosts, flexibility, and quality. In order to achieve this goal, the step utilizes aset of estimation models. The models are developed with the goal of capturingthe contribution of each performance measurement for the analysed scenario.
Step 5. Verification of FMS design scenarios. The main goal of this step is to evalu-ate FMS scenarios in order to define whether the scenario has performancemeasurements in accordance with the design objectives, as defined in step 2.If all the design objectives are met, the scenario will be pronounced an FMSalternative and will be further evaluated by the MCDM model in step 7.Otherwise, the FMS scenario will be analysed in step 6 in order to discoverwhat is wrong with it and ascertain improvement possibilities in an attemptto generate a new scenario with better performance.
Step 6. Generating scenarios. If a scenario fails the verification process in step 5,this step is activated with the objective of changing the current scenario togenerate new improved ones. The idea is to find possible opportunities ofimprovement in the scenario in order to generate an alternative through ananalysis-diagnosis-recommendation process. Basically, this step will analyzethe scenario to (i) identify cause(s) for bad performance in one or moredesign objectives, (ii) diagnose the problem(s) with the scenario, and then(iii) recommend possible changes in the current design. To execute this task,existing knowledge about FMS design is used. Briefly, this knowledge canbe described as a set of facts, heuristics, and assumptions applied by experi-enced FMS designers.The result of this step will be possible changes in the actual scenario (such asinclude a machine in cell Ci , decrease the speed of the material handlingsystem, etc). Unfortunately, due to the empirical approach of this solutionprocess and the high interdependencies between the design objectives, itis not possible to guarantee that these recommendations will generate abetter scenario. And, consequently, this new scenario must be analyzed andevaluated in a similar way to the old scenario, creating a loop to step 3. Ifsuccessive scenarios are generated and all fail the test specified in step 5,there are two possible causes which will demand a total re-analysis of theproblem: the levels of the technical constraints are not in accordance withthe FMS features, and the knowledge present is inappropriate for theparticular situation and requires a revision.
137D. Borensteiny Intelligent DSS for FMS design
Step 7. Multiple criteria decision analysis. Based on the set of MSCs defined instep 2 and the results of steps 3 and 4, this step develops a multicriteriadecision model to evaluate FMS alternatives generated during the method-ology execution. The aims of this step are as follows: (i) to support the designteam in exploring the strengths and weaknesses of each alternative, (ii) toassist priorities between conflicting MSCs, (iii) to study the sensitivity ofthe behaviour of alternatives to changes in underlying decision situations,and finally, (iv) to identify a preferred course of action.This step can be divided into the two following substeps:
Model structuring. This step is focused on alternatives and criteria. Sincealternatives are generated interactively by the design team and method-ology, the emphasis of this step in our framework is on the process oftranslating the MSCs into evaluation and analysis criteria consistent withthe strategic behaviour of a firm. This step requires the design team toprovide the following types of subjective assessments [33]: the importanceof each MSC to the manufacturing strategy, and the relative relevancy ofthe performance measures for evaluating each MSC.
Evaluation and choice. This step involves the identification of a preferredFMS alternative from the discrete number of alternatives as defined inter-actively by the design team and methodology.
4. Methodology contribution
The main contribution of the methodology described is to introduce a completelysound method to the analysis and evaluation of FMS design as a whole. It can beconsidered as the first attempt to use a total systems approach to solving FMS designproblems.
The development of such a methodology implies that manufacturers will bewilling to accept an integrated, systemic, interdisciplinary, and user-oriented FMSdesign approach in replacement of a very financial, operational, and myopic traditionalapproach. In particular, the methodology prioritizes strategic aspects in the designprocess. Kaplan [19] identifies this as the main challenge in evaluating and analyzinginnovative manufacturing technologies such as FMS. Then, the FMS design processwill be carried out in accordance with a well-discussed strategy for the future. As aresult, the methodology based on operationalizing state-of-the-art design principlesallows analysis and evaluation of FMS design configurations in a manner that isrealistic and implementable in FMS-based manufacturing.
In summary, the methodology innovates the FMS design process by integratinginto a design analysis framework the several financial, operational and strategic aspectsinvolved in FMS implementation. In this sense, the methodology opens a new andchallenging perspective in the FMS design process.
138 D. Borensteiny Intelligent DSS for FMS design
5. The intelligent decision support system
In this section, the Integrated Decision Support System (IDSS) developed inorder to implement the methodology of analysis and evaluation of FMS designs isdescribed. The IDSS is called IDSSFLEX.
IDSSFLEX is a prototype “Intelligent” Decision Support System for the evaluationand analysis of FMS design configurations. The IDSSFLEX described here combinesseveral methods of operational research, systems analysis, and artificial intelligence(AI) into one integrated software system which provides a friendly environment forthe several activities involved in the design of such a complex system.
The system is made “intelligent” by the construction of a descriptive model ofan FMS. This model is an object-oriented one with specifications in a declarative,as well as in a procedural mode. Through the process specifications of the definedobjects, it is possible to investigate the dynamics of the decision-making processand the resulting behaviour [9]. We also expand the scope of this descriptive modelby integrating knowledge-based techniques in order to include decision rules forrecommending actions given a set of conditions. Object-oriented programming (OOP)is an intelligent way of representing the world and dynamic changes in the world,whereas a knowledge-based paradigm is a way of making intelligent decisions abouthow to react to unexpected changes. In essence, OOP and knowledge-based systemsare incorporated by way of implementing the concepts and elements involved in FMSdesign, offering a very flexible and coupled man–machine system.
The main justification for its development is the complex decisions involvedduring the design stage of an FMS implementation, which is a fundamental step forthe successful implementation of this technology [21, 24].
Additionally, although there are FMS vendors that will simply sell a whole FMS,these suppliers are unable to offer a system that “fits” entirely to each particularapplication. In addition to this main purpose, the system has the following genericobjectives (common to any “intelligent” decision support system):
(1) To assist in the design of alternative courses of action, and the elucidation oftheir outcomes.
(2) To assess the criteria used in order to select the best option for the particularconditions of a project.
(3) To assist in a systematic multicriteria evaluation and comparison of the alter-natives generated and studied.
(4) To supply factual information, based on existing data, statistics and scientificevidence.
5.1. Software system description
IDSSFLEX involves the three common basic components in DSS: User-SystemInterface, Data Subsystem, and Model Subsystem. The Model Subsystem is composed
139D. Borensteiny Intelligent DSS for FMS design
of six models, namely: simulation model, decision analysis model, flexibility estima-tion model, quality estimation model, manufacturing cost estimation model, and aknowledge-base representation model.
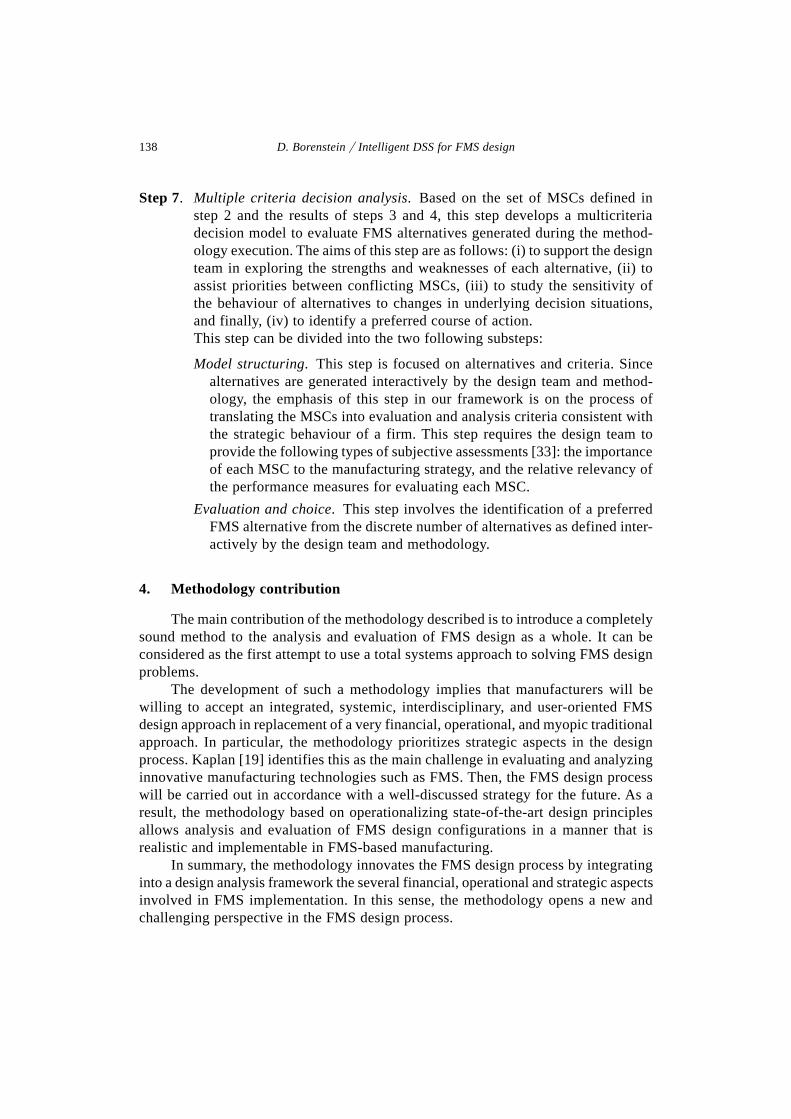
The computational implementation of the system is divided into six differentmodules. The objective of the decision to divide the system into six modules is toallow each module to be used in an individual way. Each module is a complete systemby itself. This strategy has also facilitated the development of the system both inprogramming and in verification. Figure 2 presents the architecture of IDSSFLEX.The arrows represent the information flow and the names in parentheses indicate themodule label as a stand-alone computer software.
Figure 2. IDSSFLEX architecture.
Simulation module (OOSIMFLEX). The simulation model has as its main function toanalyze FMS scenarios, offering technical performance data such as utilizationof the resources, part lead-time, etc. The simulation analyzes integration ofcomplex subsystems, such as machines and transfer vehicles, into a complexplant. In order to get the best response and total control of the software, it wasnecessary to develop our own simulation model, instead of using a commercialpackage. The simulation module is an Object-Oriented Simulation Model imple-mented in C++.
140 D. Borensteiny Intelligent DSS for FMS design

Strategic and financial performance measurement models. The module has asits main objective to measure strategic and financial characteristics, namelymanufacturing costs, flexibility, and quality. This module is a combination ofdifferent analytical models for the quantification of these factors, embedded inthe simulation module (and therefore implemented in C++). At this stage ofdevelopment, IDSSFLEX uses the following measures, modified as appropriate[7]: (i) Kochikar and Narendram’s [21] framework to measure manufacturingflexibility, (ii) Son’s [35], and Stam and Kuula’s [38] process-oriented parametricmanufacturing estimation costs, and (iii) Son and Hsu’s [37] estimation modelthat follows a quantitative approach to measure quality, which considers bothmanufacturing process and statistical quality control.
Multi-criteria decision making module (SCOREFLEX). This module is a computer-based aid to multiple criteria decision based upon a single weighted multi-attribute function [14]. The software incorporates a hierarchical structure ofcriteria and provides extensive facilities for analysis including visual interactivesensitivity analysis.
Knowledge-based system module (EXPERTFLEX). The main objective of this moduleis to verify whether a certain FMS scenario met financial and technical designobjectives defined by the design team. If a problem is found, this module startsan analysis of the problem that finishes with a diagnosis of the bad performanceof the scenario, with respect to one or more design specifications. Following thediagnosis, the system provides possible improvements in the scenario in order tomeet the design specifications. The analysis-diagnosis-recommendation cycleis carried out based on previous knowledge acquired during past advancedmanufacturing technology design. This module is implemented in PROLOG, a well-known AI programming language.
User-interface module (OODESIGNFLEX). This module is a visual interactive com-puter aid design tool for the modelling of FMS. It has the following functions:(i) to control the flow of information between the modules within the softwaresystem, (ii) to run the different models within IDSSFLEX, (iii) to build, inter-actively, different FMS models to the specification of the physical FMS layout,specification of data, definition of the parts to be processed, and the operationalrequirements of each part, (iv) to describe the results, and (v) to define themanufacturing goals. In order to achieve a satisfactory level of interaction,present the output in a meaningful way and to provide a smooth and error-pronecommunication to the user, this module uses three techniques, namely menu-driven, graphics-based, and object oriented representation. Basically, the userinterface provides a meaningful framework within which information can flowin both the directions of user and computer in such a way that the user canconcentrate and take responsibility upon the decision context.
141D. Borensteiny Intelligent DSS for FMS design

Database module. This module contains all the information necessary for theexecution of the several modules of the IDSS as well as the results computed bythem. The IDSS uses a large volume of information, some given by the user,some computed by the several IDSS’s model modules. It is stored in files, andeach module has its own mechanism in order to cope with inputyoutput files.The information is divided into two files:
Scenarios files. Stores information related to FMS scenarios. There is one filefor each FMS scenario existing in the system. The scenario files are dividedinto two categories: (i) Scenario File 1 contains the information related toFMS scenario configuration (machines, cell layout, etc.) and parts informa-tion (operations, costs involved with part manipulation and raw material, etc).This file stores all the information defined interactively by the user and theuser-interface module which constitutes the required input data for the severalmodels presented in the model-base subsystem; (ii) Scenario File 2 containsnot only the information existing in the previous file, but also the resultscomputed by the simulation model and the performance measurement models.It stores a complete description of a certain scenario.
Alternatives file. Stores information related to FMS alternatives. There is onlyone file per FMS project. This file is exclusively manipulated by SCOREFLEX,and basically contains the following data: (i) the set of criteria (structured ina hierarchy) for the analysis of the different alternatives, and (ii) the scoresof each alternative for each end level of criteria established in the criteriahierarchy.
In addition to the modules described above, the current implementation of IDSS-FLEX uses EXCEL to carry out statistical analysis of the simulation model results.EXCEL’s high quality graphical facilities are also used to present the results obtainedfrom the simulator.
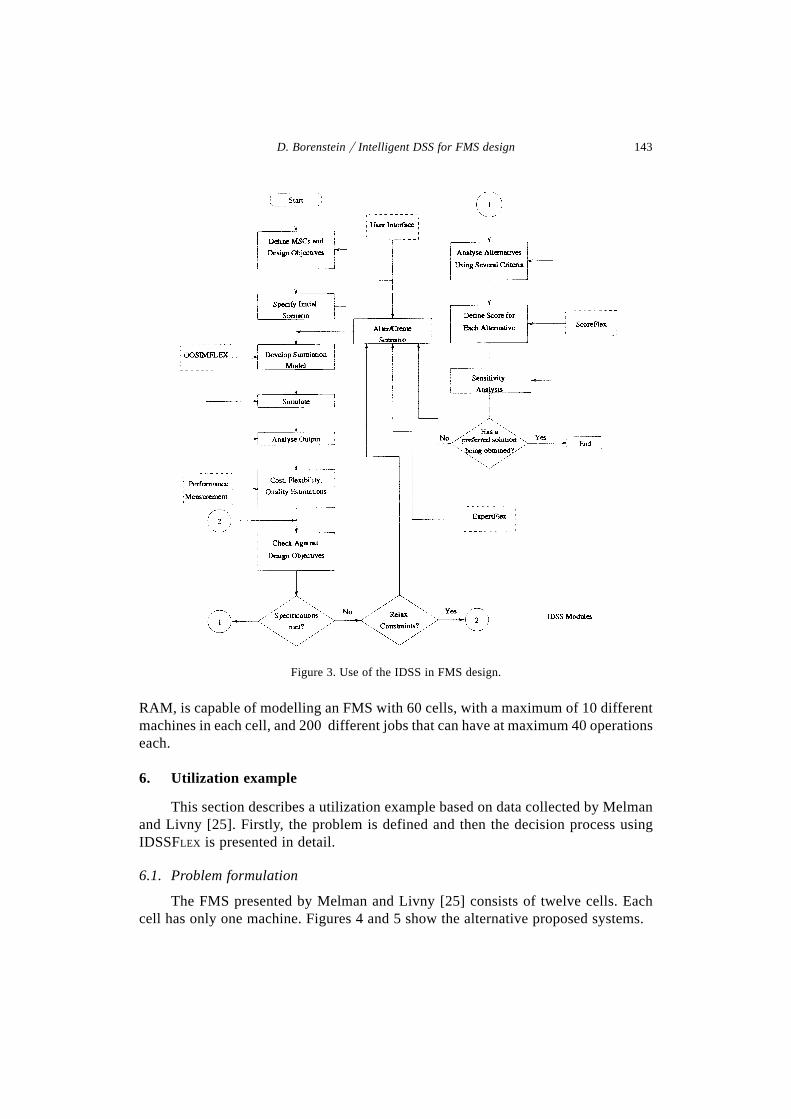
Figure 3 shows how the system is executed in a complete session. Briefly stated,the input of IDSS is composed of product information, list of machines, buffers, robots,transfer vehicles, capital costs, criteria of analysis, etc., and the output will be a set ofacceptable FMS designs in accordance with the user’s requirements.
The prototype software is designed to run in a PC environment under MS-Windows. IDSSFLEX is an integrated package. All the stand-alone modules canrun within MS-Windows. They can also communicate easily by selecting options inmenus and decreasing to a minimum the occurrence of errors. The software systemsupports several languages. For each module, the most efficient language was selected.Currently, the system uses C++, VISUAL BASIC, and PROLOG. Borenstein [8] presents atutorial of IDSSFLEX, giving an idea of the basic commands available in the systemsoftware.
The size of the FMS scenarios able to be modelled is constrained by the computerplatform used. The actual version, developed to be used on a PC 586 with 16 Mb of
142 D. Borensteiny Intelligent DSS for FMS design
RAM, is capable of modelling an FMS with 60 cells, with a maximum of 10 differentmachines in each cell, and 200 different jobs that can have at maximum 40 operationseach.
6. Utilization example
This section describes a utilization example based on data collected by Melmanand Livny [25]. Firstly, the problem is defined and then the decision process usingIDSSFLEX is presented in detail.
6.1. Problem formulation
The FMS presented by Melman and Livny [25] consists of twelve cells. Eachcell has only one machine. Figures 4 and 5 show the alternative proposed systems.
Figure 3. Use of the IDSS in FMS design.
143D. Borensteiny Intelligent DSS for FMS design
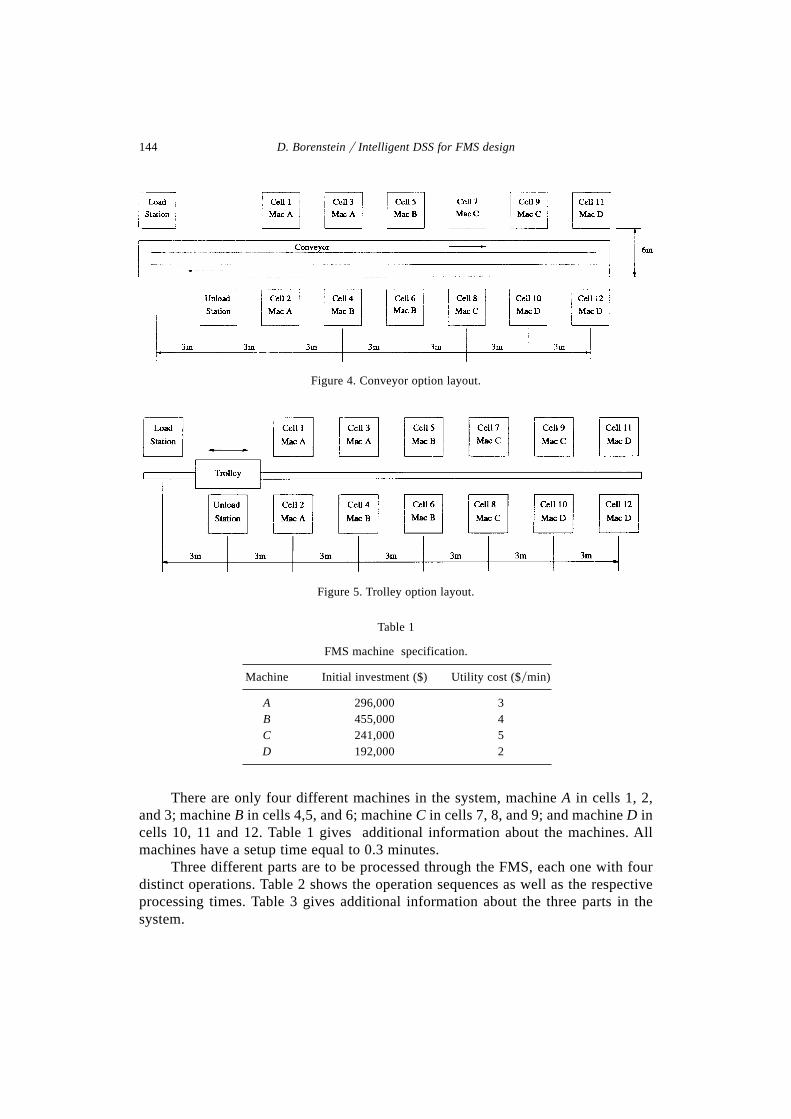
There are only four different machines in the system, machine A in cells 1, 2,and 3; machine B in cells 4,5, and 6; machine C in cells 7, 8, and 9; and machine D incells 10, 11 and 12. Table 1 gives additional information about the machines. Allmachines have a setup time equal to 0.3 minutes.
Three different parts are to be processed through the FMS, each one with fourdistinct operations. Table 2 shows the operation sequences as well as the respectiveprocessing times. Table 3 gives additional information about the three parts in thesystem.
Figure 4. Conveyor option layout.
Figure 5. Trolley option layout.
Table 1
FMS machine specification.
Machine Initial investment ($) Utility cost ($ymin)
A 296,000 3B 455,000 4C 241,000 5D 192,000 2
144 D. Borensteiny Intelligent DSS for FMS design

The main focus of analysis is on the transfer system choice. This means that thebasic configuration of the FMS remains the same; we have the same type of machinegroups, but not necessarily the same number of individual units and the same numberand types of parts, including routing. There are four initial possible configurations, asfollows:
To use a conveyor. In this case, the FMS has the layout in figure 4. Table 4 presentsthe two possible types of conveyors whose attributes are in accordance with thedesigner’s wishes.
To use a trolley. Figure 5 presents the FMS layout in the case of selecting a trolley.There are two possible trolleys capable of suiting the requirements of the system,as shown in table 4.
It is assumed that there is an automatic device that can transfer the jobs from thetransfer system to the interior of the cell. This movement has a constant duration ofone minute.
Table 2
Operation sequence and processing times.
Part Sequence Machine Operation time (min)
1 1 A 402 B 303 C 204 D 15
2 1 C 252 A 303 B 254 D 15
3 1 B 202 C 303 A 254 D 15
Table 3
FMS product specification.
PartProduction Direct material Direct objective cost ($yunit) materialyunit
1 275 20 22 240 10 33 200 30 2
145D. Borensteiny Intelligent DSS for FMS design

Table 4
Possible MHS equipment specifications.
Equipment Capacity Speed Installation cost Utility cost(minys) ($) ($ymin)
Conv2 20 2 500,000 4 Conv4 10 4 600,000 5 Trol6 1 6 300,000 1 Trol12 1 12 350,000 2
Additionally, it is assumed that at the start of the simulation of the FMS scenarios,all cells are empty and there are no jobs in the system. The jobs arrive to the systemconstantly over time, as follows: Part 1 – 35 min, Part 2 – 40 min, Part 3 – 45 min.The priority rules for the queues in the system are fundamental elements for the defini-tion of the system. For this example, the first-in-first-out (FIFO) strategy was selected.
The system has the following design objectives: (i) the weekly part productionobjective presented in table 3, (ii) the total capital investment for the system is$14,000,000,00, (iii) the maximum utilization of each machine type should be inferiorto 90%, and (iv) the minimum utilization of any individual machine should be 20%.
The analysis will be carried out for a period of 10,000 minutes, equivalent toseven days of continuous operation (24 hours per day).
Other important features of the FMS warrant comment at this point. The FMSdescribed here is essentially a deterministic model. The part processing times andarrival times were specified as constants; moreover, no consideration was given tomachine breakdowns. Stochastic events could be easily modelled within IDSS andtreated by making multiple runs with different random number sequences. However,since the main objective of this study is to investigate the use of IDSSFLEX in thedesign of FMS, and not how to perform simulation statistical analyses, stochasticevents were not considered.
6.2. Analysis of each alternative
Following the methodology’s steps in figure 1, OOSIMFLEX models of the pro-posed four FMS designs were constructed and the systems were simulated for a 10,000minute period. In assessing the results for these four initial scenarios (which are shownin the Conv2, Conv4, Trol6, Trol12 columns of tables 5 and 6), the knowledge-basedsystem next determines that the utilization objectives of machines 1A and 12D werenot met. Machine 1A is a bottleneck for all scenarios, while machine 12D is, for all fourscenarios, an under-utilized resource. EXPERTFLEX then recommends that an additionalmachine type A should be included and machine 12D should be deleted from thesystem. Since the average utilization of all type A machines is below 90%, this specificrecommendation of EXPERTFLEX is rejected.
146 D. Borensteiny Intelligent DSS for FMS design
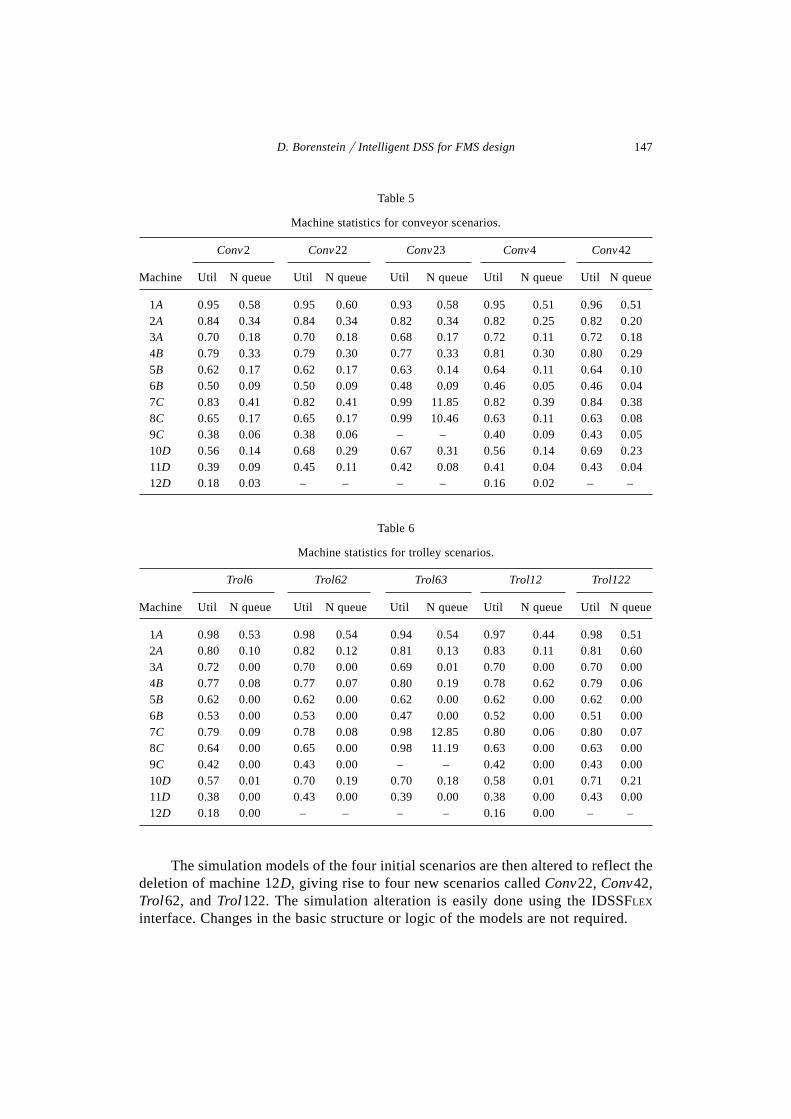
The simulation models of the four initial scenarios are then altered to reflect thedeletion of machine 12D, giving rise to four new scenarios called Conv22, Conv42,Trol62, and Trol122. The simulation alteration is easily done using the IDSSFLEX
interface. Changes in the basic structure or logic of the models are not required.
Table 5
Machine statistics for conveyor scenarios.
Conv2 Conv22 Conv23 Conv4 Conv42
Machine Util N queue Util N queue Util N queue Util N queue Util N queue
1A 0.95 0.58 0.95 0.60 0.93 0.58 0.95 0.51 0.96 0.51 2A 0.84 0.34 0.84 0.34 0.82 0.34 0.82 0.25 0.82 0.20 3A 0.70 0.18 0.70 0.18 0.68 0.17 0.72 0.11 0.72 0.18 4B 0.79 0.33 0.79 0.30 0.77 0.33 0.81 0.30 0.80 0.29 5B 0.62 0.17 0.62 0.17 0.63 0.14 0.64 0.11 0.64 0.10 6B 0.50 0.09 0.50 0.09 0.48 0.09 0.46 0.05 0.46 0.04 7C 0.83 0.41 0.82 0.41 0.99 11.85 0.82 0.39 0.84 0.38 8C 0.65 0.17 0.65 0.17 0.99 10.46 0.63 0.11 0.63 0.08 9C 0.38 0.06 0.38 0.06 – – 0.40 0.09 0.43 0.05 10D 0.56 0.14 0.68 0.29 0.67 0.31 0.56 0.14 0.69 0.23 11D 0.39 0.09 0.45 0.11 0.42 0.08 0.41 0.04 0.43 0.04 12D 0.18 0.03 – – – – 0.16 0.02 – –
Table 6
Machine statistics for trolley scenarios.
Trol6 Trol62 Trol63 Trol12 Trol122
Machine Util N queue Util N queue Util N queue Util N queue Util N queue
1A 0.98 0.53 0.98 0.54 0.94 0.54 0.97 0.44 0.98 0.51 2A 0.80 0.10 0.82 0.12 0.81 0.13 0.83 0.11 0.81 0.60 3A 0.72 0.00 0.70 0.00 0.69 0.01 0.70 0.00 0.70 0.00 4B 0.77 0.08 0.77 0.07 0.80 0.19 0.78 0.62 0.79 0.06 5B 0.62 0.00 0.62 0.00 0.62 0.00 0.62 0.00 0.62 0.00 6B 0.53 0.00 0.53 0.00 0.47 0.00 0.52 0.00 0.51 0.00 7C 0.79 0.09 0.78 0.08 0.98 12.85 0.80 0.06 0.80 0.07 8C 0.64 0.00 0.65 0.00 0.98 11.19 0.63 0.00 0.63 0.00 9C 0.42 0.00 0.43 0.00 – – 0.42 0.00 0.43 0.00 10D 0.57 0.01 0.70 0.19 0.70 0.18 0.58 0.01 0.71 0.21 11D 0.38 0.00 0.43 0.00 0.39 0.00 0.38 0.00 0.43 0.00 12D 0.18 0.00 – – – – 0.16 0.00 – –
147D. Borensteiny Intelligent DSS for FMS design
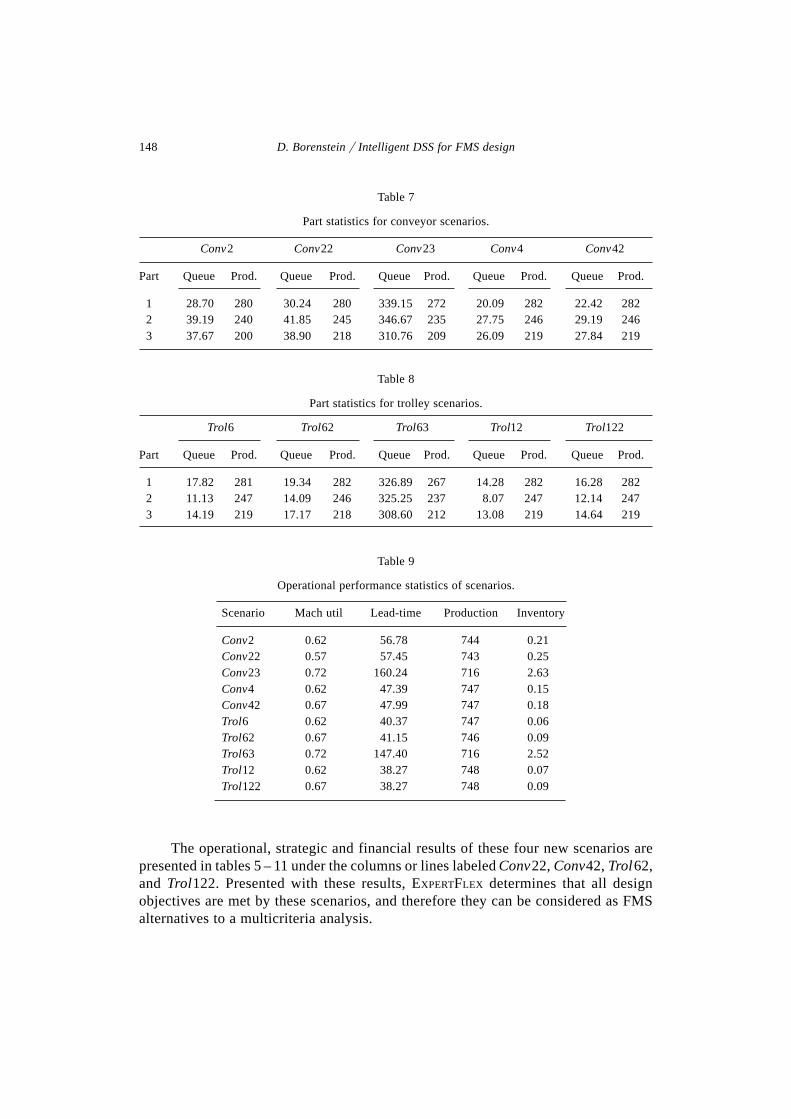
The operational, strategic and financial results of these four new scenarios arepresented in tables 5 – 11 under the columns or lines labeled Conv22, Conv42, Trol62,and Trol122. Presented with these results, EXPERTFLEX determines that all designobjectives are met by these scenarios, and therefore they can be considered as FMSalternatives to a multicriteria analysis.
Table 7
Part statistics for conveyor scenarios.
Conv2 Conv22 Conv23 Conv4 Conv42
Part Queue Prod. Queue Prod. Queue Prod. Queue Prod. Queue Prod.
1 28.70 280 30.24 280 339.15 272 20.09 282 22.42 282 2 39.19 240 41.85 245 346.67 235 27.75 246 29.19 246 3 37.67 200 38.90 218 310.76 209 26.09 219 27.84 219
Table 8
Part statistics for trolley scenarios.
Trol6 Trol62 Trol63 Trol12 Trol122
Part Queue Prod. Queue Prod. Queue Prod. Queue Prod. Queue Prod.
1 17.82 281 19.34 282 326.89 267 14.28 282 16.28 282 2 11.13 247 14.09 246 325.25 237 8.07 247 12.14 247 3 14.19 219 17.17 218 308.60 212 13.08 219 14.64 219
Table 9
Operational performance statistics of scenarios.
Scenario Mach util Lead-time Production Inventory
Conv2 0.62 56.78 744 0.21Conv22 0.57 57.45 743 0.25Conv23 0.72 160.24 716 2.63Conv4 0.62 47.39 747 0.15Conv42 0.67 47.99 747 0.18Trol6 0.62 40.37 747 0.06Trol62 0.67 41.15 746 0.09Trol63 0.72 147.40 716 2.52Trol12 0.62 38.27 748 0.07Trol122 0.67 38.27 748 0.09
148 D. Borensteiny Intelligent DSS for FMS design
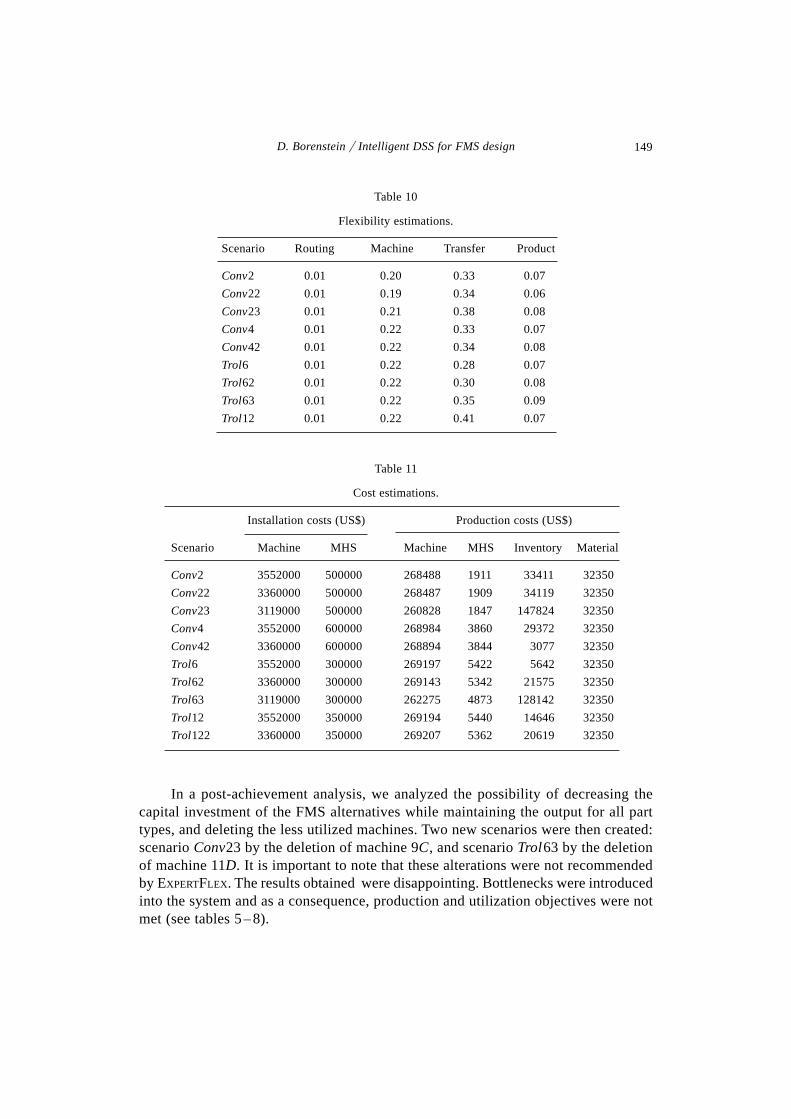
Table 10
Flexibility estimations.
Scenario Routing Machine Transfer Product
Conv2 0.01 0.20 0.33 0.07
Conv22 0.01 0.19 0.34 0.06
Conv23 0.01 0.21 0.38 0.08
Conv4 0.01 0.22 0.33 0.07
Conv42 0.01 0.22 0.34 0.08
Trol6 0.01 0.22 0.28 0.07
Trol62 0.01 0.22 0.30 0.08
Trol63 0.01 0.22 0.35 0.09
Trol12 0.01 0.22 0.41 0.07
In a post-achievement analysis, we analyzed the possibility of decreasing thecapital investment of the FMS alternatives while maintaining the output for all parttypes, and deleting the less utilized machines. Two new scenarios were then created:scenario Conv23 by the deletion of machine 9C, and scenario Trol63 by the deletionof machine 11D. It is important to note that these alterations were not recommendedby EXPERTFLEX. The results obtained were disappointing. Bottlenecks were introducedinto the system and as a consequence, production and utilization objectives were notmet (see tables 5–8).
Table 11
Cost estimations.
Installation costs (US$) Production costs (US$)
Scenario Machine MHS Machine MHS Inventory Material
Conv2 3552000 500000 268488 1911 33411 32350
Conv22 3360000 500000 268487 1909 34119 32350
Conv23 3119000 500000 260828 1847 147824 32350
Conv4 3552000 600000 268984 3860 29372 32350
Conv42 3360000 600000 268894 3844 3077 32350
Trol6 3552000 300000 269197 5422 5642 32350
Trol62 3360000 300000 269143 5342 21575 32350
Trol63 3119000 300000 262275 4873 128142 32350
Trol12 3552000 350000 269194 5440 14646 32350
Trol122 3360000 350000 269207 5362 20619 32350
149D. Borensteiny Intelligent DSS for FMS design

6.3. Evaluationychoice phase
The choice phase – the selection of the “best” alternative – involves the followingfour FMS designs: Conv22, Conv42, Trol62, and Trol122. The analysis follows theMulti-Attribute Value Function (MAVF) methodology, in which the set of criteria isstructured in a hierarchy, and weights are assigned, reflecting the relative importanceof each criterion. The evaluation of each option with respect to the criteria, calledscores, is defined in accordance with value functions able to represent the decisionmaker’s preferences. A full account of value functions can be found in Keeney andRaiffa [20]. The total score of each option is determined as the weighted average ofthe scores corresponding to each criterion. The set of criteria used in evaluating thealternatives are given in figure 6. The problem has four global criteria: flexibility,
Figure 6. Final decision model for the evaluation of the four FMS alternatives.
performance, risks and costs. Each of them are broken down into more detailedcomponents. For instance, risks are divided into: (i) technological changes, whichrepresent the capability of the system to accept changes in order to avoid the FMSdesign becoming obsolete, and (ii) operational problems, which relate the actual imple-mentation and operation of an alternative consequence of the complexity of the design,such as lack of assistance from an equipment supplier.
150 D. Borensteiny Intelligent DSS for FMS design

In order to simplify the analysis, linear value functions (this is not a limitation ofIDSSFLEX) were adopted for the criteria involved in the analysis. For the positiveones such as transfer flexibility, the inclination of the curve is positive. For the negativecriteria such as those which are cost related, the curve has a negative inclination.After an informal meeting with an experienced designer of material handling facilities,it was determined that conveyor alternatives should have values of technological andoperational risks of 0.7 and 0.4, respectively, while trolley alternatives have, for thesame criteria, values of 0.60 and 0.80.
Due to the importance of capital investment budgeting [27], it was determinedthat installation costs have a weight of 0.7, while production costs have a weight of0.3. It was also settled that technological and operational risks have the same contri-bution to the final decision (both have weights of 0.5).
Taking into account the weights in line A of table 12, the initial considereddecision situation, the alternatives present the following scores: Conv42 – 37%,Conv42 – 39%, Trol62 – 59%, and Trol122 – 61%, on a total scale of 100%. As a
Table 12
Decision situations.
Top level criteria weights (%)
Decision situation Flexibility Performance Risks Costs
A 18 28 16 36B 13 23 12 52C 13 52 13 22D 24 23 16 37E 14 23 27 35F 25 25 25 25G 0 50 0 50H 2 41 15 42I 17 43 2 41J 2 13 2 83K 4 34 4 62L 10 11 11 68M 6 54 6 34N 14 46 15 26
result, alternative Trol122 is the best ranked alternative. However, the proximity ofthe values of trolley alternatives calls for a deeper analysis before making a finaldecision.
Since a decision analysis is concerned with an uncertain decision situation andan uncertain future, there might be some variations in parametric values of the decision
151D. Borensteiny Intelligent DSS for FMS design
model. Distinct decision scenarios (such as different weights for the first level criteria),product demand, and planning horizon are important factors in such a decision.Sensitivity analyses of these parameters of the decision are indispensable during thechoice phase, as they would provide the design team with additional information formaking a better decision.
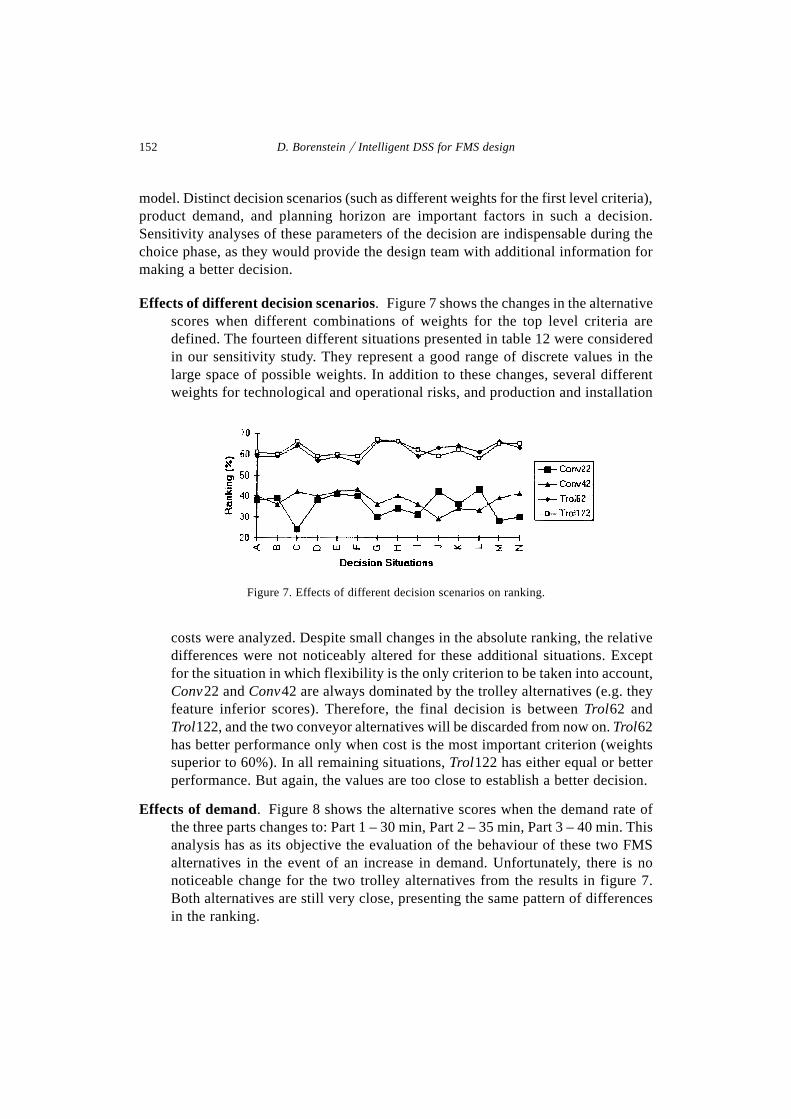
Effects of different decision scenarios. Figure 7 shows the changes in the alternativescores when different combinations of weights for the top level criteria aredefined. The fourteen different situations presented in table 12 were consideredin our sensitivity study. They represent a good range of discrete values in thelarge space of possible weights. In addition to these changes, several differentweights for technological and operational risks, and production and installation
Figure 7. Effects of different decision scenarios on ranking.
costs were analyzed. Despite small changes in the absolute ranking, the relativedifferences were not noticeably altered for these additional situations. Exceptfor the situation in which flexibility is the only criterion to be taken into account,Conv22 and Conv42 are always dominated by the trolley alternatives (e.g. theyfeature inferior scores). Therefore, the final decision is between Trol62 andTrol122, and the two conveyor alternatives will be discarded from now on. Trol62has better performance only when cost is the most important criterion (weightssuperior to 60%). In all remaining situations, Trol122 has either equal or betterperformance. But again, the values are too close to establish a better decision.
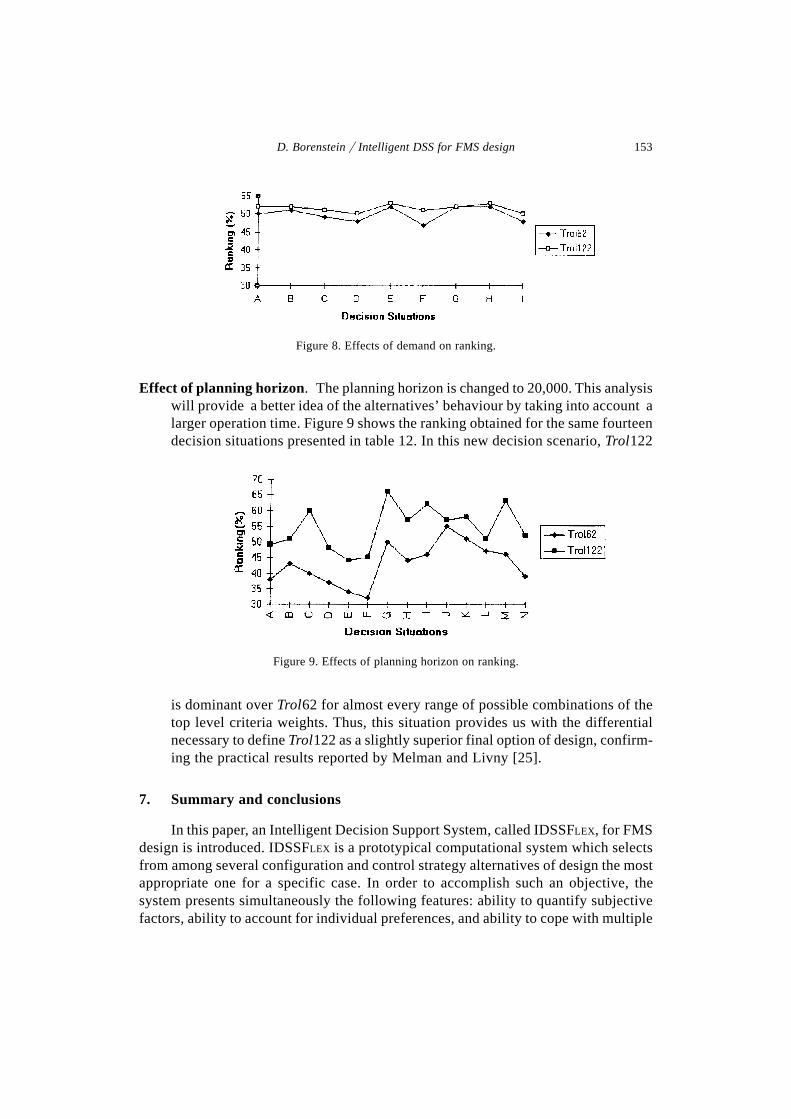
Effects of demand. Figure 8 shows the alternative scores when the demand rate ofthe three parts changes to: Part 1 – 30 min, Part 2 – 35 min, Part 3 – 40 min. Thisanalysis has as its objective the evaluation of the behaviour of these two FMSalternatives in the event of an increase in demand. Unfortunately, there is nonoticeable change for the two trolley alternatives from the results in figure 7.Both alternatives are still very close, presenting the same pattern of differencesin the ranking.
152 D. Borensteiny Intelligent DSS for FMS design
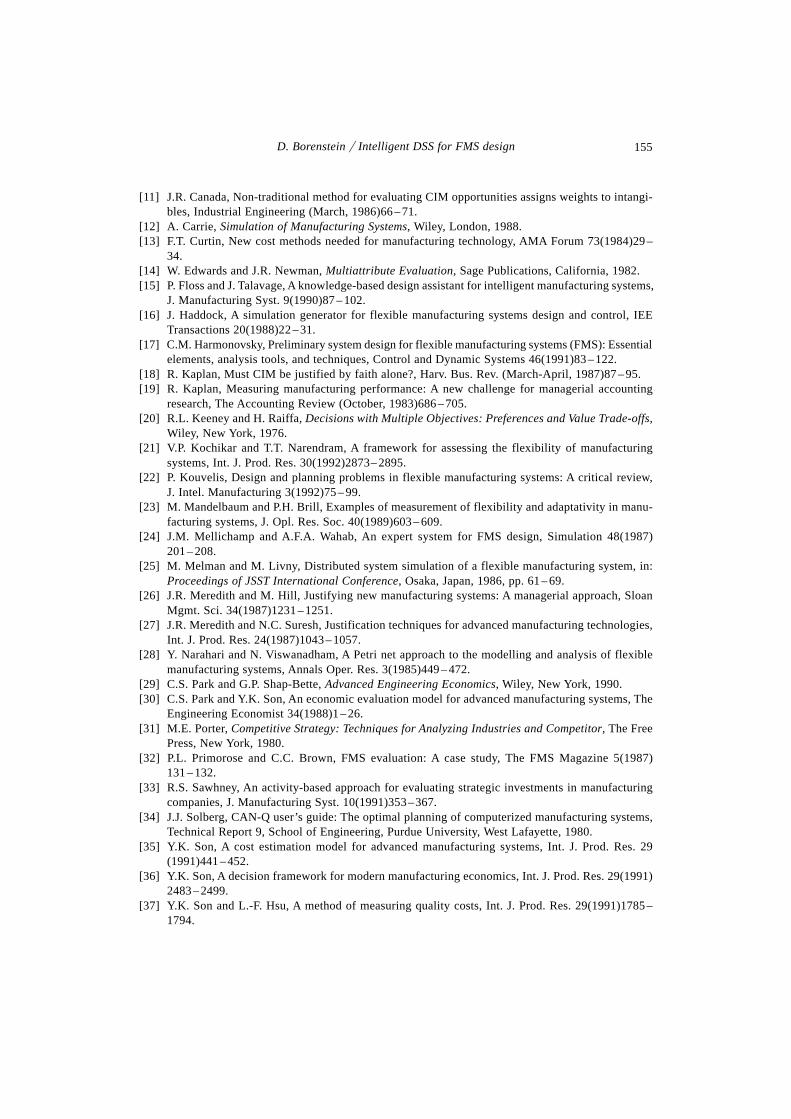
Effect of planning horizon. The planning horizon is changed to 20,000. This analysiswill provide a better idea of the alternatives’ behaviour by taking into account alarger operation time. Figure 9 shows the ranking obtained for the same fourteendecision situations presented in table 12. In this new decision scenario, Trol122
Figure 8. Effects of demand on ranking.
Figure 9. Effects of planning horizon on ranking.
is dominant over Trol62 for almost every range of possible combinations of thetop level criteria weights. Thus, this situation provides us with the differentialnecessary to define Trol122 as a slightly superior final option of design, confirm-ing the practical results reported by Melman and Livny [25].
7. Summary and conclusions
In this paper, an Intelligent Decision Support System, called IDSSFLEX, for FMSdesign is introduced. IDSSFLEX is a prototypical computational system which selectsfrom among several configuration and control strategy alternatives of design the mostappropriate one for a specific case. In order to accomplish such an objective, thesystem presents simultaneously the following features: ability to quantify subjectivefactors, ability to account for individual preferences, and ability to cope with multiple
153D. Borensteiny Intelligent DSS for FMS design

criteria decision making. Therefore, the methodologyycomputational system can playan important role during the detailed design phase of an FMS implementation.
The system is totally developed and running. Notwithstanding the short experi-mentation time, the tests carried out clearly demonstrate that IDSSFLEX has enormouspotential as an effective prescriptive tool in real-world FMS designs. Further testsusing quantitative techniques are forthcoming towards assessing the range of itscapabilities. In addition, future research is directed towards: (i) the expansion of themodelling capabilities with the inclusion of additional resources such as pallets,fixtures and tools, (ii) revision of the knowledge-base existing in the system in orderto implement a better analysis of the effects of control strategies in the performanceof the manufacturing system, and (iii) more accurate measures for costs, flexibilityand quality.
On the whole, the study has demonstrated that the use of an integrated, inter-disciplinary and strategic methodology for FMS design would enable a more cost-effective implementation of cost-prohibitive manufacturing systems.
Acknowledgements
This research was conducted while the author was with the Departamento deMatemática, Estatística e Computaça~o, Universidade Federal de Pelotas, RS, Brazil.The author gratefully acknowledges the support received from this organization.
References
[1] P. Afentakis, A model for layout design in FMS, in: Flexible Manufacturing Systems: Methods andStudies, A. Kusiak, ed., North-Holland, 1992, pp. 133–150.
[2] A.A. Aly and M. Subramaniam, Design of an FMS decision support system, Int. J. Prod. Res.31(1993)2252 –2273.
[3] A. Arbel and A. Seidmann, Performance evaluation of flexible manufacturing systems, IEEE Trans.Syst., Man, Cyber. 14(1984)606– 617.
[4] G. Azzone and U. Bertelè, Techniques for measuring the effectiveness of automation and manu-facturing systems, Control and Dynamic Systems 48(1991)1– 45.
[5] M. Barad, Impact of some flexibility factors in FMSs – a performance evaluation approach, Int. J.Prod. Res. 30(1992)2587–2602.
[6] C.E. Bolden, C-BAT: Cost-benefit analysis a demonstration case study, in: Proceedings of the 5thAnnual ESPRIT Conference, Brussels, Belgium, 1988, pp. 1561–1570.
[7] D. Borenstein, Integrated decision support system for flexible manufacturing system design, Ph.D.Thesis, University of Strathclyde, Glasgow, 1995.
[8] D. Borenstein, IDSSFLEX tutorial, Working Paper 95/1, Department of Management Science,University of Strathclyde, Glasgow, 1994.
[9] A. Bosman and H.G. Sol, Knowledge representation and information system design, in: KnowledgeRepresentation for Decision Support, L.B. Methlie and R.H. Sprague, eds., Elsevier, 1983, pp. 81–91.
[10] D.E. Brown and G. Anadalingam, An expert system for design of flexible manufacturing systems,in: Proceedings of the 1986 IEEE International Conference on Systems, Man and Cybernetics,Atlanta, Georgia, 1986, pp. 852– 857.
154 D. Borensteiny Intelligent DSS for FMS design
[11] J.R. Canada, Non-traditional method for evaluating CIM opportunities assigns weights to intangi-bles, Industrial Engineering (March, 1986)66–71.
[12] A. Carrie, Simulation of Manufacturing Systems, Wiley, London, 1988.[13] F.T. Curtin, New cost methods needed for manufacturing technology, AMA Forum 73(1984)29–
34.[14] W. Edwards and J.R. Newman, Multiattribute Evaluation, Sage Publications, California, 1982.[15] P. Floss and J. Talavage, A knowledge-based design assistant for intelligent manufacturing systems,
J. Manufacturing Syst. 9(1990)87– 102.[16] J. Haddock, A simulation generator for flexible manufacturing systems design and control, IEE
Transactions 20(1988)22–31.[17] C.M. Harmonovsky, Preliminary system design for flexible manufacturing systems (FMS): Essential
elements, analysis tools, and techniques, Control and Dynamic Systems 46(1991)83–122.[18] R. Kaplan, Must CIM be justified by faith alone?, Harv. Bus. Rev. (March-April, 1987)87–95.[19] R. Kaplan, Measuring manufacturing performance: A new challenge for managerial accounting
research, The Accounting Review (October, 1983)686–705.[20] R.L. Keeney and H. Raiffa, Decisions with Multiple Objectives: Preferences and Value Trade-offs,
Wiley, New York, 1976.[21] V.P. Kochikar and T.T. Narendram, A framework for assessing the flexibility of manufacturing
systems, Int. J. Prod. Res. 30(1992)2873– 2895.[22] P. Kouvelis, Design and planning problems in flexible manufacturing systems: A critical review,
J. Intel. Manufacturing 3(1992)75– 99.[23] M. Mandelbaum and P.H. Brill, Examples of measurement of flexibility and adaptativity in manu-
facturing systems, J. Opl. Res. Soc. 40(1989)603– 609.[24] J.M. Mellichamp and A.F.A. Wahab, An expert system for FMS design, Simulation 48(1987)
201– 208.[25] M. Melman and M. Livny, Distributed system simulation of a flexible manufacturing system, in:
Proceedings of JSST International Conference, Osaka, Japan, 1986, pp. 61– 69.[26] J.R. Meredith and M. Hill, Justifying new manufacturing systems: A managerial approach, Sloan
Mgmt. Sci. 34(1987)1231–1251.[27] J.R. Meredith and N.C. Suresh, Justification techniques for advanced manufacturing technologies,
Int. J. Prod. Res. 24(1987)1043–1057.[28] Y. Narahari and N. Viswanadham, A Petri net approach to the modelling and analysis of flexible
manufacturing systems, Annals Oper. Res. 3(1985)449– 472.[29] C.S. Park and G.P. Shap-Bette, Advanced Engineering Economics, Wiley, New York, 1990.[30] C.S. Park and Y.K. Son, An economic evaluation model for advanced manufacturing systems, The
Engineering Economist 34(1988)1–26.[31] M.E. Porter, Competitive Strategy: Techniques for Analyzing Industries and Competitor, The Free
Press, New York, 1980.[32] P.L. Primorose and C.C. Brown, FMS evaluation: A case study, The FMS Magazine 5(1987)
131– 132.[33] R.S. Sawhney, An activity-based approach for evaluating strategic investments in manufacturing
companies, J. Manufacturing Syst. 10(1991)353–367.[34] J.J. Solberg, CAN-Q user’s guide: The optimal planning of computerized manufacturing systems,
Technical Report 9, School of Engineering, Purdue University, West Lafayette, 1980.[35] Y.K. Son, A cost estimation model for advanced manufacturing systems, Int. J. Prod. Res. 29
(1991)441–452.[36] Y.K. Son, A decision framework for modern manufacturing economics, Int. J. Prod. Res. 29(1991)
2483–2499.[37] Y.K. Son and L.-F. Hsu, A method of measuring quality costs, Int. J. Prod. Res. 29(1991)1785–
1794.
155D. Borensteiny Intelligent DSS for FMS design

[38] A. Stam and M. Kuula, Selecting a flexible manufacturing system using multiple criteria analysis,Int. J. Prod. Res. 29(1991)803–820.
[39] K.E. Stecke, Formulation and solution of nonlinear integer production planning problems forflexible manufacturing systems, Mgmt. Sci. 29(1991)273–288.
[40] W.G. Sullivan, Models IEs can be used to include strategic, non-monetary factors in automationdecisions, Industrial Engineering 18(1986)42–50.
[41] W.G. Sullivan, A new paradigm for engineering economy, The Engineering Economist 36(1991)187– 200.
[42] N.C. Suresh and J.R. Meredith, Justifying multimachine systems: An integrated strategic approach,J. Manufacturing Syst. 4(1985)117–134.
[43] R. Suri, New techniques for modelling and control of flexible automated manufacturing systems,in: Proceedings of the IFAC 8th Triennial World Congress, Vol. 14, Kyoto, Japan, 1981.
[44] R. Suri and C.K. Whitney, Decision support requirements in flexible manufacturing, J. Manu-facturing Syst. 3(1984)61– 69.
[45] J.J. Talavage and R. Shodhan, Automated development of design and control strategy for FMS, Int.J. Comp.– Int. Manufacturing 5(1992)355– 348.
[46] K.P. Valavanis, On the hierarchical modelling analysis and simulation of flexible manufacturingsystems with extended Petri nets, IEEE Trans. Syst., Man, Cyber. 20(1990)94–110.
[47] M. Zeleny, Multiple Criteria Decision Making, McGraw-Hill, New York, 1982.
D. Borensteiny Intelligent DSS for FMS design156





























