Embed Size (px)
DESCRIPTION
A
Citation preview
1
OPERAŢII DE INTERVENŢIE
LA
SONDELE DE PRODUCTIE
2
OPERAŢII DE INTERVENŢIE LA SONDELE DE PRODUCŢIE
4.1. Clasificarea operaţiilor de intervenţie
Operaţiile de intervenţii la sondele de producţie sunt lucrările de scurtă
durată, care au drept scop înlăturarea anumitor defecţiuni care conduc la opri-
rea din producţie a sondei, sau la micşorarea capacităţii de producţie a stratului
productiv.
Situaţiile care pot constitui puncte de plecare pentru iniţierea unor opera-
ţii de intervenţii la sonde se prezintă într-o gamă variată:
- defecţiuni ale echipamentului de adâncime cu care este utilată sonda;
- schimbarea unor componente uzate ale instalaţiei de suprafaţă;
- modificări în programul de exploatare al sondei prin:
• schimbarea metodei de extracţie a sondei;
• modificarea unor parametrii ai regimului de lucru;
- prezenţa în coloana de exploatare sau în coloana de extracţie a unor
elemente care împiedică deplasarea normală a fluidelor spre suprafaţă
(parafină, nisip).
În zona de strat din jurul sondei poate avea loc o micşorare a permeabili-
tăţii absolute a rocilor stratului sau o blocare parţială sau totală a curgerii hi-
drocarburilor din strat spre gaura de sondă provocată de cauze (naturale sau
tehnice) ce au fost menţionate în capitolul 1,.
Pentru remedierea tuturor acestor neajunsuri, în practica de şantier, se
aplică o varietate de procedee de lucru.
Operaţiile de intervenţie pot fi clasificate după sistemul de exploatare al
sondelor şi după specificul operaţiei astfel:
a) Intervenţii specifice pentru sondele în erupţie naturală şi artificială:
• deparafinarea ţevilor de extracţie;
• curăţirea dopurilor de nisip din ţevile de extracţiei sau din coloană;
• instrumentaţii pentru cuţite de deparafinare, cabluri, manometre şi
termometre de adâncime scăpate accidental în sondă.
b) Intervenţii specifice sondelor în pompaj cu prăjini:
• deparafinarea ţevilor de extracţie;
• deparafinarea prăjinilor de pompare;
• schimbarea pompelor uzate sau a pistoanelor uzate;
• manevrarea pompei de extracţie sau a pistonului pentru control;
• introducerea separatoarelor de gaze şi nisip de adâncime;
• instrumentaţii după prăjini de pompare, ţevi de extracţie rupte sau
smulse din filet, sau după alte dispozitive de curăţire.
c) Operaţii speciale:
• introduceri şi fixări de pachere;
• operaţii de intensificare a afluxului de fluide din strat spre gaura de
sondă: tratamente chimice, fisurări hidraulice, tratamente termice;
• reperforări sau perforări adiţionale de strate.
3
Majoritatea intervenţiilor se rezumă la manevre de ţevi de extracţie, de
prăjini de pompare, operaţii cu cablu (pistonat, curăţarea cu lingura, lăcărit, de-
parafinări mecanice).
Lucrările de intervenţii presupun oprirea din producţie a sondelor. Ele
conduc la imobilizarea unor utilaje şi forţe de muncă necesare rezolvării cauze-
lor care le-au generat şi acest lucru duce la cheltuieli însemnate, care influen-
ţează costul tonei de ţiţei.
4.2. Instalaţii, utilaje şi scule de manevră utilizate
la operaţiile de intervenţii
Operaţiile de intervenţii se deosebesc de operaţiile de reparaţii capitale,
în afară de durata lor mult mai scurtă şi prin faptul că utilizează de obicei echi-
pamentul normal al sondelor. Ele se execută cu trolii mobile sau trolii fixe de
tip uşor.
Pentru manevrarea ţevilor de extracţie şi a prăjinilor de pompare se folo-
sesc ca instalaţii de ridicare turlele de producţie sau masturile cu sistemul
geamblac – macara – cârlig şi troliile de intervenţii.
Instalaţiile de intervenţii pot fi fixe, semitransportabile şi transportabile.
Tendinţa permanentă pentru îmbunătăţirea constructivă şi funcţională a
instalaţiilor, impusă de necesitatea obţinerii unei eficienţe tehnico – economice,
respectiv sporirea debitului efectiv al sondei prin intervenţii şi reparaţii rapide
şi de calitate, a condus la construirea troliilor şi instalaţiilor de intervenţii şi
reparaţii transportabile pe pneuri.
Pentru efectuarea lucrărilor de intervenţii şi reparaţii şi punere în produc-
ţie a sondelor, există în prezent o gamă largă de instalaţii de intervenţii de ca-
pacităţi corespunzătoare unui mare interval de adâncimi de lucru (tabelul 4.1).
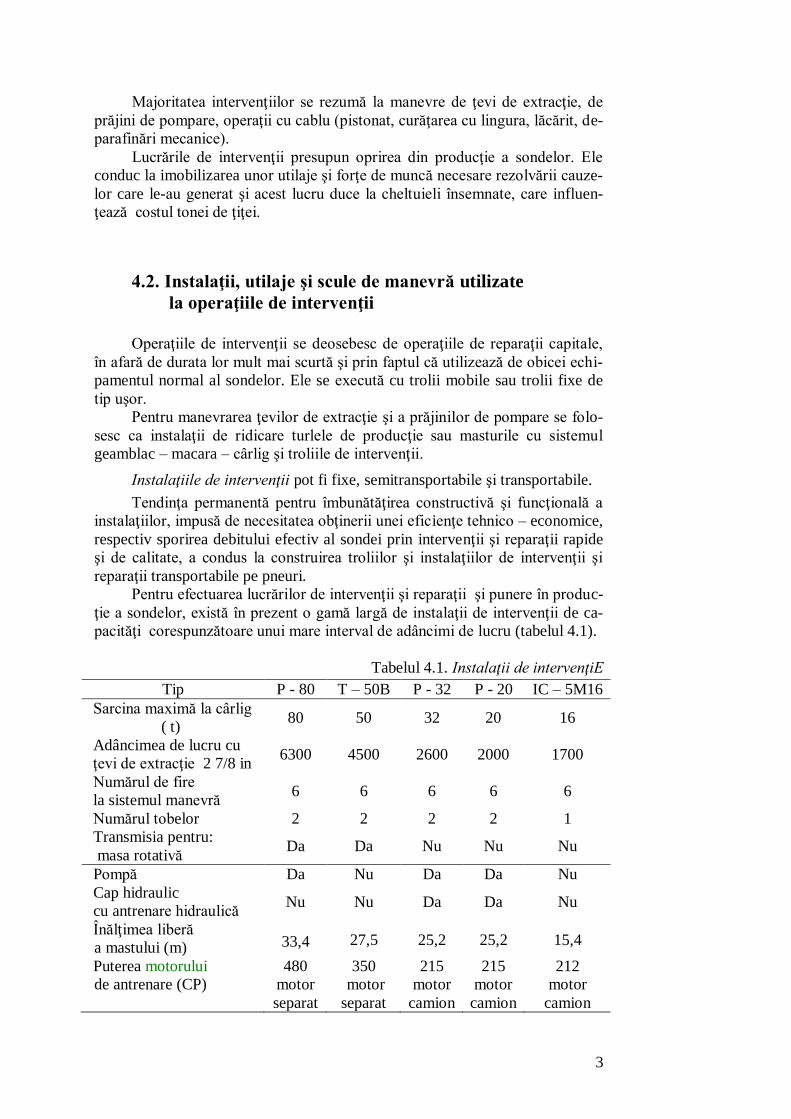
Tabelul 4.1. Instalaţii de intervenţiE
Tip P - 80 T – 50B P - 32 P - 20 IC – 5M16
Sarcina maximă la cârlig
( t) 80 50 32 20 16
Adâncimea de lucru cu
ţevi de extracţie 2 7/8 in 6300 4500 2600 2000 1700
Numărul de fire
la sistemul manevră 6 6 6 6 6
Numărul tobelor 2 2 2 2 1
Transmisia pentru:
masa rotativă Da Da Nu Nu Nu
Pompă Da Nu Da Da Nu
Cap hidraulic
cu antrenare hidraulică Nu Nu Da Da Nu
Înălţimea liberă
a mastului (m)
33,4 27,5 25,2 25,2 15,4
Puterea motorului
de antrenare (CP)
480
motor
separat
350
motor
separat
215
motor
camion
215
motor
camion
212
motor
camion
4
Pentru manevrarea în sonde a garniturilor de ţevi de extracţie şi a prăjini-
lor de pompare şi pentru executarea operaţiilor de curăţire, pistonare se folo-
sesc împreună cu instalaţiile de ridicare (turle, masturi, trolii de intervenţii) o
serie de scule de manevră cum ar fi:
• elevatoarele pentru ţevi de extracţie şi prăjini de foraj sunt scule care
se leagă de macara prin intermediul cârligului şi chiolbaşilor şi au rolul
de a prinde ţevile de extracţie sau prăjinile de foraj pentru manevră;
• chiolbaşii numiţi şi braţe sunt două piese identice confecţionate din oţel
dintr-o singură bucată prin matriţare, care fac legătura între cârlig şi
elevator;
• broasca cu pene pentru ţevi de extracţie are rolul de a susţine ţevile de
extracţie prinzându-le de corp cu ajutorul unor pene;
• pene pentru prăjini de foraj şi ţevi de extracţie servesc pentru prinderea
şi suspendarea garniturii în masa rotativă;
• cleşti pentru ţevi de extracţie – se folosesc pentru înşurubarea şi deşuru-
barea ţevilor de extracţie şi din punct de vedere constructiv există:
- cleşti cu două articulaţii pentru corp şi pentru mufe;
- cleşti cu bac continuu;
• cleşte mecanizat pentru ţevi de extracţie şi prăjini de foraj cu grup de
acţionare hidraulic;
• elevatoare pentru prăjini de pompare;
• agăţătoare pentru prăjini de pompare au rolul de a suspenda prăjinile în
de pompare în turlă, pentru a le ţine întinse şi a le feri de murdărie. Sunt
construite în două variante:
- tip A cu traversă dreaptă;
- tip B cu traversă circulară (policandru).
• chei pentru prăjini de pompare folosite la înşurubarea şi deşurubarea
prăjinilor de pompare, construite pentru a prinde de pătratul prăjinii sau
de mufă. Se construiesc în două variante:
- chei fixe fabricate dintr-o singură bucată prin forjare;
- chei cu articulaţie, care au capul şi coada articulate.
5
4.3. Omorârea sondelor
4.3.1. Aspecte generale
Operaţia de omorâre a unei sonde se execută cu scopul de a asigura la ni-
velul stratului productiv condiţiile de ţinere în respect a acestuia, prin întreru-
perea afluxului de fluid pentru o perioadă de timp.
Această operaţie se realizează prin introducerea în gaura de sondă a unui
fluid cu o anumită densitate, astfel încât presiunea pfo exercitată de această co-
loană de fluid asupra stratului productiv să fie mai mare decât presiunea fluide-
lor conţinute în strat pstrat:
stratfof pgHp (4.1)
unde: H este adâncimea stratului productiv;
ρfo – densitatea fluidului de omorâre.
Prin aplicarea operaţiei de omorâre se poate evita pericolul scăpării erup-
ţiei de sub control, respectiv se poate opri o manifestare eruptivă liberă a son-
dei, când este necesară extragerea coloanei de ţevi de extracţie şi nu se recurge
la folosirea unui dispozitiv de extragere a acesteia sub presiune, sau este nece-
sar să se demonteze unele elemente ale instalaţiei de la gura sondei.
Alegerea fluidului de omorâre are o deosebită importanţă. În funcţie de
condiţiile existente în sondă şi de caracterul operaţiei ce trebuie executată se
poate folosi ca fluid de omorâre ţiţei, apă sau noroi.
În general, apa trebuie evitată în operaţiile de omorâre, atunci când stra-
tul omorât trebuie să fie repus în producţie şi când presiunea este relativ mică.
Apa dulce, care pătrunde în porii stratului productiv, la contactul său cu
ţiţeiul, produce fenomene molecular – superficiale, care provoacă o reducere
importantă a permeabilităţii efective faţă de ţiţei. În acest caz nisipurile cu
permeabilitate absolută mică, împiedică ieşirea apei spre sondă şi îngreunează
foarte mult operaţiile de punere în producţie, făcând necesară crearea unei dife-
renţe de presiune foarte mare între strat şi sondă.
Apa se recomandă ca fluid de omorâre la strate ce se cimentează sub
presiune în vederea abandonării şi la sondele de gaze cu presiune mare, întru-
cât nu se gazeifică uşor.
De asemenea apa sărată se foloseşte sub formă de dop de separare între
fluidul din sondă şi noroi pentru a împiedica gazeificarea noroiului.
Ţiţeiul curat este cel mai bun agent pentru omorârea sondelor de pro-
ducţie cu presiuni mici de strat.
Dacă cerinţele de contrapresiune asupra stratului impun un fluid cu den-
sitate mare se va folosi un fluid de foraj.
Condiţiile pe care trebuie să le îndeplinească acest fluid de omorâre pen-
tru a se evita efectele negative asupra stratului sunt următoarele:
6
- vâscozitate mică pentru a fi mai uşor pompat;
- filtraţie mică încât în stratul productiv să pătrundă cât mai puţină apă;
- turta cât mai redusă, dar compactă, pentru a micşora filtrarea apei.
Presiunea exercitată de coloana de fluid de omorâre pfo se recomandă a fi
cu 20 – 50 bari (20 – 50)∙105 Pa) mai mare decât presiunea statică a stratului şi
astfel se poate determina densitatea fluidului de omorâre ρfo cu relaţia 4.2.
Hg
p fofo , (4.2)
în care: . Papp stratfo5105020 *
Pentru formaţiunile ale căror presiuni statice nu sunt cunoscute se reco-
mandă a se lucra cu noroi cu aceeaşi densitate ca a celui folosit în timpul tra-
versării prin foraj a formaţiunii respective, fără ca sonda să fi prezentat feno-
mene de manifestare.
4.3.2. Procedee de omorâre a sondelor.
În funcţie de condiţiile existente şi de construcţia sondei se pot folosi mai
multe sisteme de omorâre a sondelor:
a) omorârea normală a sondelor prin ţevile de extracţie;
b) omorârea sondelor prin coloană;
c) omorârea sondelor prin lubricare;
d) omorârea prin ţevile de extracţie perforate.
a. Omorârea sondelor prin ţevile de extracţie.
La majoritatea sondelor, fluidul de omorâre este introdus prin interiorul
coloanei de ţevi de extracţie, iar evacuarea fluidului din sondă se face prin spa-
ţiul inelar, până când sonda se umple cu fluid de omorâre.
Pentru operaţiile de omorâre se utilizează agregate de pompare mobile,
care pot realiza presiuni până la 1050 bar.
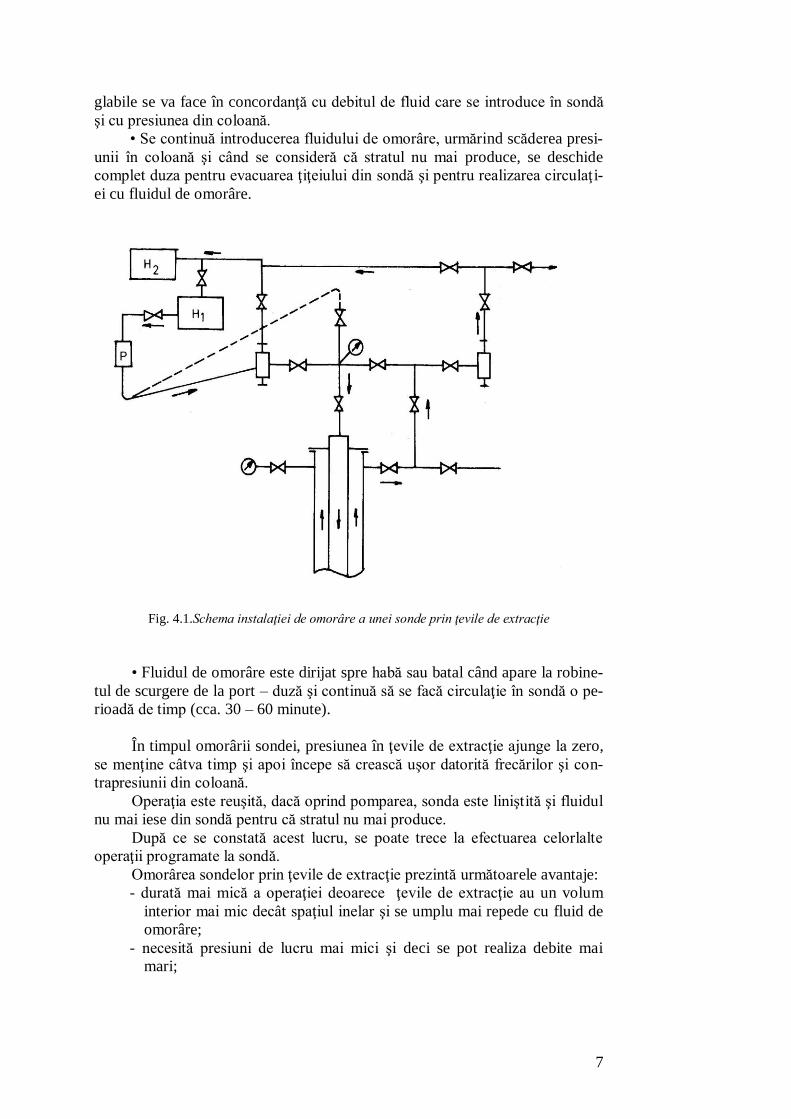
În figura 4.1. se poate urmări schema instalaţiei de omorâre a sondelor
prin ţevile de extracţie, pentru cazul echipării sondei cu un cap de erupţie cu
două braţe sau cu un braţ.
Fazele operaţiei de omorâre a sondelor prin ţevile de extracţie se succed
în modul următor:
• Se realizează o presiune la agregat cu 5 – 10 bari mai mare decât cea
din capul de erupţie. In această fază ventilele de pe traseul haba cu fluidul de
omorâre – ţevile de extracţie sunt deschise şi ventilele ce fac legătura cu coloa-
na sunt închise.
• Se deschide ventilul de la coloană după ce presiunea din coloană creşte
cu 15 – 20 bari şi se începe scurgerea fluidului din spaţiul inelar,prin duza re-
glabilă de la capul de erupţie, spre parcul de separatoare. Manevrarea duzei re-
7
glabile se va face în concordanţă cu debitul de fluid care se introduce în sondă
şi cu presiunea din coloană.
• Se continuă introducerea fluidului de omorâre, urmărind scăderea presi-
unii în coloană şi când se consideră că stratul nu mai produce, se deschide
complet duza pentru evacuarea ţiţeiului din sondă şi pentru realizarea circulaţ i-
ei cu fluidul de omorâre.
Fig. 4.1.Schema instalaţiei de omorâre a unei sonde prin ţevile de extracţie
• Fluidul de omorâre este dirijat spre habă sau batal când apare la robine-
tul de scurgere de la port – duză şi continuă să se facă circulaţie în sondă o pe-
rioadă de timp (cca. 30 – 60 minute).
În timpul omorârii sondei, presiunea în ţevile de extracţie ajunge la zero,
se menţine câtva timp şi apoi începe să crească uşor datorită frecărilor şi con-
trapresiunii din coloană.
Operaţia este reuşită, dacă oprind pomparea, sonda este liniştită şi fluidul
nu mai iese din sondă pentru că stratul nu mai produce.
După ce se constată acest lucru, se poate trece la efectuarea celorlalte
operaţii programate la sondă.
Omorârea sondelor prin ţevile de extracţie prezintă următoarele avantaje:
- durată mai mică a operaţiei deoarece ţevile de extracţie au un volum
interior mai mic decât spaţiul inelar şi se umplu mai repede cu fluid de
omorâre;
- necesită presiuni de lucru mai mici şi deci se pot realiza debite mai
mari;
8
- posibilitatea de contaminare cu gaze este mai mică, datorită suprafeţei
mici în secţiunea transversală a ţevilor de extracţie, când viteza de de-
plasare a fluidului prin interiorul acestora este mai mare.
b. Omorârea sondelor prin coloană
Această metodă este recomandată la sondele cu presiuni foarte mari, pes-
te 250 – 300 bari (300∙105
Pa) când coloana de exploatare este solicitată aproa-
pe de limita ei de rezistenţă.
Fazele necesare pentru operaţia de omorârea sondelor prin coloană sunt
următoarele:
• Se montează legăturile de la agregatul de pompare la coloană, având
demontată supapa ventilului de reţinere.
• Se va face o presiune în linia de pompare mai mare decât cea din co-
loană şi se începe pomparea fluidului de omorâre prin spaţiul inelar.
• Se deschide duza reglabilă de la capul de erupţie, pentru evacuarea flu-
idului din ţevile de extracţie.
• Se urmăreşte presiunea în ţevile de extracţie pentru stabilirea ritmului
de scurgere a fluidului de omorâre. După o creştere a presiunii în ţevi în dome-
niul de 20 – 50 bari, începe scurgerea fluidului de omorâre prin duza reglabilă
într-un ritm din ce în ce mai mare.
Cu cât se menţine o presiune mai mare în ţevile de extracţie, cu atât exis-
tă mai multă siguranţă că stratul nu va debita şi fluidul de omorâre se va con-
tamina în proporţie mai mică.
La omorârea sondei prin coloană, când noroiul ajunge la capătul superior
al ţevilor de extracţie, presiunea în ţevi este încă mare din cauza contaminării
cu gaze a noroiului. Pe măsură ce se circulă noroiul, presiunea scade, iar când
noroiul nu mai este contaminat cu gaze presiunea este mai mică.
Dacă, la oprirea circulaţiei, sonda nu mai debitează nici pe tubing nici pe
coloană înseamnă că operaţia de omorâre este reuşită.
În general, pentru omorârea completă a unei sonde, trebuie să se circule
un volum de fluid egal cu 1,5 – 2 ori volumul găurii de sondă. O parte din no-
roi (aproximativ un volum corespunzător cu volumul ţevilor de extracţie) se
pierde din cauza contaminării cu gaze şi trebuie eliminat din circuit.
c. Omorârea sondelor prin lubricare
Metoda constă în introducerea lichidului de omorâre în sondă cu ajutorul
unui lubricator montat deasupra capului de erupţie (fig. 4.2) sau direct peste
ventilul principal de siguranţă (fig. 4.3). Acest procedeu se utilizează în cazuri-
le când nu se poate obţine circulaţie în sondă, deoarece ţevile de extracţie sau
coloana sunt blocate, fie pentru că ţevile de extracţie nu sunt introduse în son-
dă, cum ar fi în timpul operaţiei de perforare, când sonda începe să manifeste.
9
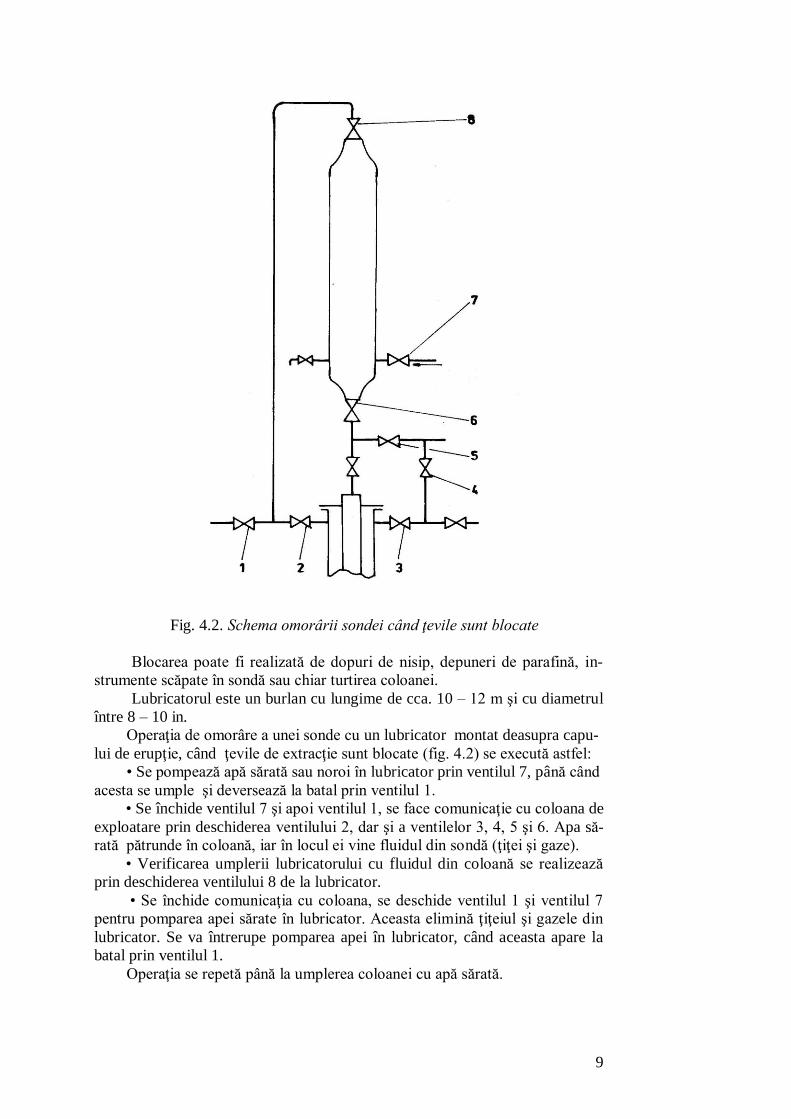
Fig. 4.2. Schema omorârii sondei când ţevile sunt blocate
Blocarea poate fi realizată de dopuri de nisip, depuneri de parafină, in-
strumente scăpate în sondă sau chiar turtirea coloanei.
Lubricatorul este un burlan cu lungime de cca. 10 – 12 m şi cu diametrul
între 8 – 10 in.
Operaţia de omorâre a unei sonde cu un lubricator montat deasupra capu-
lui de erupţie, când ţevile de extracţie sunt blocate (fig. 4.2) se execută astfel:
• Se pompează apă sărată sau noroi în lubricator prin ventilul 7, până când
acesta se umple şi deversează la batal prin ventilul 1.
• Se închide ventilul 7 şi apoi ventilul 1, se face comunicaţie cu coloana de
exploatare prin deschiderea ventilului 2, dar şi a ventilelor 3, 4, 5 şi 6. Apa să-
rată pătrunde în coloană, iar în locul ei vine fluidul din sondă (ţiţei şi gaze).
• Verificarea umplerii lubricatorului cu fluidul din coloană se realizează
prin deschiderea ventilului 8 de la lubricator.
• Se închide comunicaţia cu coloana, se deschide ventilul 1 şi ventilul 7
pentru pomparea apei sărate în lubricator. Aceasta elimină ţiţeiul şi gazele din
lubricator. Se va întrerupe pomparea apei în lubricator, când aceasta apare la
batal prin ventilul 1.
Operaţia se repetă până la umplerea coloanei cu apă sărată.
10
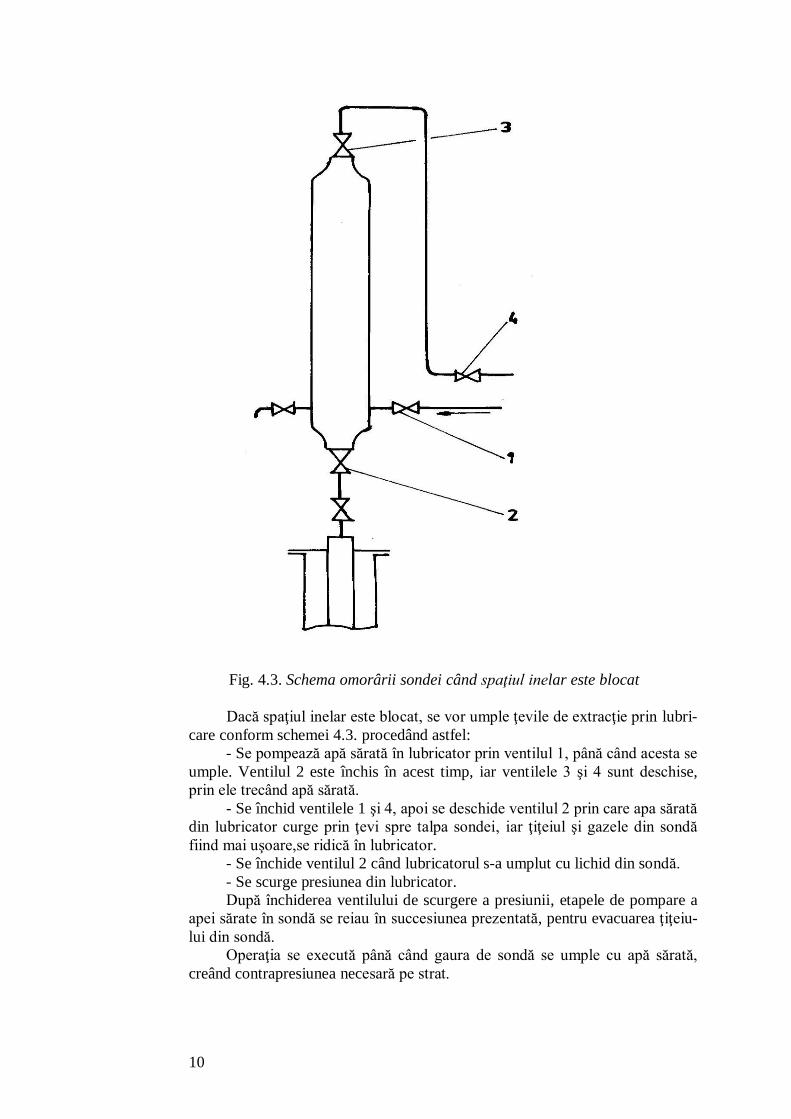
Fig. 4.3. Schema omorârii sondei când spaţiul inelar este blocat
Dacă spaţiul inelar este blocat, se vor umple ţevile de extracţie prin lubri-
care conform schemei 4.3. procedând astfel:
- Se pompează apă sărată în lubricator prin ventilul 1, până când acesta se
umple. Ventilul 2 este închis în acest timp, iar ventilele 3 şi 4 sunt deschise,
prin ele trecând apă sărată.
- Se închid ventilele 1 şi 4, apoi se deschide ventilul 2 prin care apa sărată
din lubricator curge prin ţevi spre talpa sondei, iar ţiţeiul şi gazele din sondă
fiind mai uşoare,se ridică în lubricator.
- Se închide ventilul 2 când lubricatorul s-a umplut cu lichid din sondă.
- Se scurge presiunea din lubricator.
După închiderea ventilului de scurgere a presiunii, etapele de pompare a
apei sărate în sondă se reiau în succesiunea prezentată, pentru evacuarea ţiţeiu-
lui din sondă.
Operaţia se execută până când gaura de sondă se umple cu apă sărată,
creând contrapresiunea necesară pe strat.
11
d. Omorârea prin ţevile de extracţie perforate
Metoda se foloseşte în cazurile când ţevile de extracţie sunt înfundate la
partea inferioară cu nisip şi alte obiecte sau instrumente scăpate accidental.
Dacă ţevile de extracţie sunt blocate numai cu nisip, fără alte corpuri sau
obiecte metalice, se poate proceda la o spălare a nisipului cu ajutorul unei gar-
nituri de ţevi de extracţie cu diametru mic de 1 1/4 in, utilizând noroi ca lichid
de spălare cu densitatea cerută de adâncimea dopului şi de presiunea stratului.
În cazul când blocarea este datorită nu numai nisipului, ci şi unui obiect
metalic înfundat în nisip, se utilizează direct metoda de perforare a ţevilor de
extracţie şi omorârea în continuare a sondei cu noroi cu caracteristici adecvate.
Se va proceda în felul următor:
• Se măsoară adâncimea dopului de nisip în ţevile de extracţie.
• Se va introduce prin coloana de ţevi existentă în sondă o coloană de ţevi
de diametru 1 1/4 in pentru înlocuirea fluidului din ţevile de extracţie cu noroi
cu densitatea corespunzătoare. În timpul manevrelor cu această garnitură de
ţevi, sonda va fi asigurată cu un prevenitor cu bacuri pentru garnitura de ţevi de
diametru mic.
• Se extrag ţevile de extracţie de diametru mic (1 1/4 in) după aducerea
fluidului adecvat în ţevile existente iniţial în sondă.
• Se va introduce un perforator special cu ţevile de 1 1/4 in. Acest perfo-
rator se armează la adâncimea dorită în ţevile de extracţie (existente iniţial in
sondă) printr-o mişcare la stânga a garniturii de introducere.
cu ajutorul unei rozete perforatoare, prin tracţiuni repetate ale corpului
perforatorului, se perforează peretele ţevii de extracţie pe o lungime de 2 – 5 m
deasupra dopului.
După perforarea ţevilor de extracţie, dacă fluidul din ţevile de extracţie
este mai greu decât cel din spaţiul inelar, se va observa o uşoară creştere a pre-
siunii la manometrul de la coloană şi o scădere a nivelului în ţevi..
• Se pompează încet fluidul de omorâre prin ţevi cu spaţiul inelar închis.
Acest fluid trece prin perforaturile din ţevi în spaţiul inelar al sondei.
• Se deschide încet duza reglabilă, când presiunea în coloană creşte cu
cca. 10 bari (10∙105 Pa).
Pe măsură ce fluidul de omorâre se ridică în spaţiul inelar, presiunea în
coloană scade.
• Se circulă în continuare, cu presiunea 0 la coloană, până se constată că
fluidul care iese din sondă este omogen şi cu caracteristici identice cu ale flui-
dului care se pompează prin ţevi. În acest moment sonda este omorâtă.
• Se începe extragerea ţevilor de extracţie.
Toate manevrele cu ţevile de extracţie se fac cu o instalaţie de prevenire
completă pentru asigurarea sondei contra eventualelor manifestări accidenta-
le. În timpul extragerii ţevilor de extracţie, sonda va trebui să rămână plină cu
fluid de omorâre şi în acest scop se va pompa fluid de omorâre la fiecare 2 – 4
dubli extraşi, pentru a completa volumul dislocuit de ţevile de extracţie.
12
4.4. Deparafinarea echipamentului sondelor de extracţie
4.4.1. Aspecte generale
În cursul exploatării unui zăcământ de hidrocarburi, din fluidele care se
deplasează din strat, în sondă şi în instalaţiile de suprafaţă se separă, în anumite
condiţii de presiune şi temperatură, o mare cantitate de particule sub formă so-
lidă, care se depun în diferite puncte ale acestui traseu.
Parafina sau ceara de petrol reprezintă faza solidă de formula CnH2n+2 în-
cepând de la C16H34 până la C64H130. Parafina ca fază solidă aşa cum este cu-
noscută în şantier reprezintă un amestec de componenţi lichizi, de produse so-
lide (parafină, cerezine) sub formă de cristale fine, la care se adaugă substanţe
asfaltoase, răşini, nisip, marnă, argilă.
După conţinutul în greutate al parafinei, ţiţeiurile din ţara noastră se îm-
part în trei categorii:
- ţiţeiuri parafinoase cu un conţinut mai mare de 2 % parafină;
- ţiţeiuri semiparafinoase cu un conţinut de 1 – 2 % parafină;
- ţiţeiuri neparafinoase cu un conţinut mai mic de 1 % parafină.
Separarea şi depunerea parafinei din ţiţei este mult influenţată de tempe-
ratură şi de presiune.
Prin scăderea temperaturii se atinge o temperatură de început de cristali-
zare a parafinei, iar prin scăderea presiunii o parte din hidrocarburi ies din solu-
ţie, astfel încât capacitatea de dizolvare a particulelor solide scade. Temperatu-
ra de început de cristalizare este cuprinsă între 35¤– 38
¤ C, ceea ce ar corespun-
de unei adâncimi de depunere a parafinei între 600 şi 1000 m. conform gradi-
entului geotermic şi în funcţie de calitatea ţiţeiului.
Parafina se separă din ţiţei în cristale mici, care, din cauza mişcării flui-
dului, vin în contact unele cu altele, aglomerându-se în jurul unui nucleu, care
poate fi un corp străin ca nisip, marnă sau chiar particule fine metalice proveni-
te ca urmare a fenomenelor de coroziune Aceste aglomerări de cristale de para-
fină se depun pe pereţii ţevilor de extracţie, fenomenul fiind accentuat de rugo-
zitatea ţevilor de extracţie.
Depunerea de parafină este accentuată la sondele care produc cu intermi-
tenţă, datorită scurgerilor repetate ale ţiţeiului pe pereţii interiori ai ţevilor de
extracţie.
Zonele în care are loc depunerea de parafină conform condiţiilor menţio-
nate sunt:
- în porii stratului – în zona din imediata apropiere a găurii de sondă;
- la ieşirea din strat pe coloana de exploatare la sondele de adâncimi mici
- în interiorul coloanei de ţevi de extracţie pe prăjinile de pompare la
sondele care produc în pompaj de adâncime;
- în interiorul instalaţiei de suprafaţă şi al conductelor de amestec.
Depunerile de parafină produc micşorarea capacităţii de producţie a son-
delor, datorită înfundării porilor la ieşirea din strat şi pe de altă parte prin mic-
şorarea secţiunii de curgere a fluidelor prin ţevile de extracţie.
Metode pentru diminuarea şi combaterea depunerilor de parafină sunt:
- metode de prevenire prin care se evită sau se întârzie precipitarea şi de-
punerea parafinei;
13
- metode de curăţire şi îndepărtare a parafinei depuse în echipamentul
prin care circulă ţiţeiul parafinos de la talpă la separator.
4.4.2. Prevenirea depunerii parafinei.
Menţinerea parafinei în suspensie şi antrenarea ei sub formă de cristale
sau aglomeraţii de cristale la suprafaţă şi solubilitatea parafinei în ţiţei depinde
de regimul de curgere a amestecului şi de regimul termodinamic al sondei..
Din aceste considerente rezultă următoarele mijloace pentru prevenirea
depunerii parafinei:
a) Menţinerea gazelor în soluţie prin alegerea unui ritm de exploatare co-
respunzător unei presiuni superioare presiunii de saturaţie şi prin asigurarea
unor pierderi de presiune cât mai mici în ţevile de extracţie.
b) Evitarea schimbării bruşte de presiune prin următoarele măsuri:
- evitarea folosirii duzelor de fund;
- evitarea utilizării coloanelor de ţevi de extracţie telescopice;
- evitarea pe cât posibil a utilizării supapelor de pornire în zona de pa-
rafinare a ţevilor de extracţie;
- controlarea atentă a etanşeităţii mufelor şi a corpului ţevilor de ex-
tracţie.
c) Influenţarea condiţiilor de temperatură prin:
- prevenirea pierderilor de căldură pe traseul parcurs de ţiţei;
- încălzirea ţiţeiului înainte de a se ridica din talpa sondei cu o tempe-
ratură favorabilă depunerii parafinei.
d) Evitarea intermitenţelor şi a pulsaţiilor în funcţionarea sondei.
e) Utilizarea unor agenţi cu activitate de suprafaţă cum ar fi inhibatorii
de parafină, care lucrează în sensul preîntâmpinării acumulării de
cristale de parafină prin menţinerea în suspensie a unei mari canti-
tăţi de cristale fine.
f) Asigurarea unei suprafeţe netede de circulaţie, prin acoperirea la interi-
or a ţevilor de extracţie cu lacuri speciale sau materiale plastice, pen-
tru a împiedica aderarea cristalelor de parafină. În cazul acestor acope-
riri cu lacuri sau materiale plastice, chiar dacă nu se realizează preve-
nirea totală a depunerii parafinei, procesul de depunere a parafinei în
interiorul ţevilor de extracţie este mult întârziat şi curăţirea acesteia se
face relativ uşor, datorită adeziunii slabe a parafinei la pelicula de ma-
terial plastic.
g) Utilizarea unui generator cu ultrasunete cu impulsuri, cu efect de acu-
mulări de bule de gaze pe pereţii interiori ai ţevilor, care vor modifica
structura moleculei de parafină cu influenţă asupra micşorării tempe-
raturii de formare a cristalelor.
4.4.3. Metode de curăţare a parafinei depuse în echipamentele
sondelor de extracţie
Metodele de îndepărtare a parafinei depuse pe pereţii interiori ai coloanei
de ţevi de extracţie din sondă, pe prăjinile de pompare sau pe pereţii interiori ai
conductelor de amestec, constau în:
• curăţirea pe cale mecanică;
14
• curăţirea termică;
• curăţirea chimică.
Fiecare din aceste metode diferă în funcţie de sistemul de exploatare al
sondelor şi de modul de echipare al acestora.
Instalaţii pentru deparafinare mecanică.
Metodele mecanice de deparafinare constau în răzuirea parafinei, care se
depune în timpul procesului de exploatare a hidrocarburilor parafinoase pe su-
prafeţele metalice prin care acestea circulă, cu ajutorul unor dispozitive specia-
le numite cuţite.
Cuţitele pentru curăţirea mecanică a parafinei se introduc periodic în ţevi-
le de extracţie la sondele exploatate în erupţie naturală şi erupţie artificială care
sunt prevăzute cu instalaţie specială de deparafinare.
Ansamblul de deparafinare se compune din următoarele elemente:
• cuţitul de deparafinare;
• o prăjină grea (sau tijă) montată deasupra cuţitului pentru a asigura co-
borârea acestuia în sondele ce produc cu debit mare sau în rafale;
• un racord special pentru cablu sau sârmă;
• cablul sau sârma de lansare şi manevră a cuţitului;
• un burlan de deparafinare (cap de pistonare sau cap de deparafinare);
• o rolă de ghidare a cablului sau sârmei;
• un troliu.
După dimensiunile şi construcţia elementelor componente se deosebesc
trei tipuri de instalaţii de deparafinare:
- tip greu;
- tip mediu;
- tip uşor.
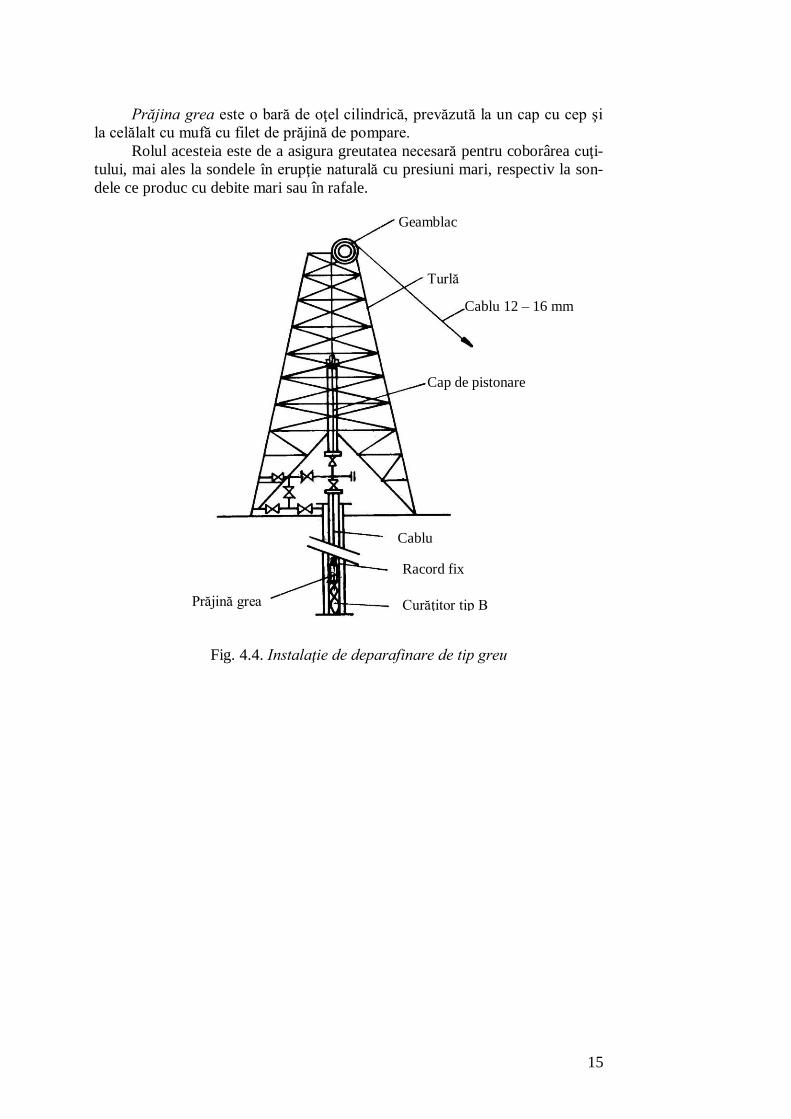
1.Instalaţia de tip greu (fig. 4.4) constă din:curăţitor tubular tip A sau
lamelar greu tip B, prăjină grea, racord fix, cablu cu diametru de 12 – 16 mm,
cap de coloană pentru pistonat şi un troliu de intervenţie. Ghidarea cablului se
face peste geamblacul turlei de producţie.
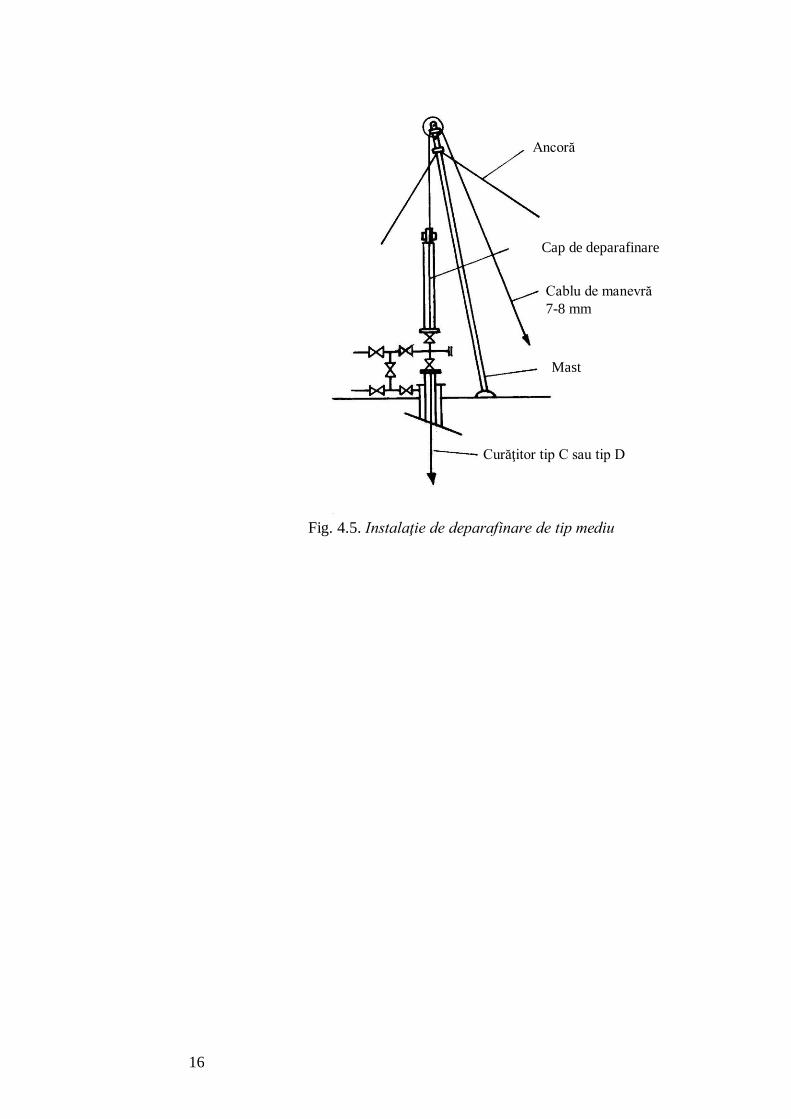
2. Instalaţia de tip mediu (fig. 4.5) constă din: curăţitor de parafină lame-
lar uşor tip C sau curăţitor cu cuţite tip D, prăjină grea, racord demontabil, ca-
blu cu diametru de 7 – 8 mm, cap de lansare tip A pentru deparafinare şi troliu
mobil de deparafinare. Ghidarea cablului se face peste geamblacul montat pe
mastul de producţie.
3.Instalaţia de tip uşor constă din: curăţitor lamelar uşor tip C, prăjină
grea, racord demontabil, sârmă cu diametru de 1,9 – 2,2 mm, cap de lansare
pentru sârmă tip B, peste a cărui rolă se face ghidarea sârmei şi un troliu manu-
al de tipul Iakovlev sau Halliburton, care de obicei sunt folosite la diferite mă-
surători în sondă.
Deparafinarea mecanică a ţevilor de extracţie la sondele eruptive se reali-
zează folosind curăţitoare de parafină standardizate ce sunt schematizate în
figurile 4.7. şi 4.8.
Toate aceste cuţite au la partea superioară un cep cu filet cu ajutorul căru-
ia sunt înfiletate la o prăjină grea.
15
Prăjina grea este o bară de oţel cilindrică, prevăzută la un cap cu cep şi
la celălalt cu mufă cu filet de prăjină de pompare.
Rolul acesteia este de a asigura greutatea necesară pentru coborârea cuţi-
tului, mai ales la sondele în erupţie naturală cu presiuni mari, respectiv la son-
dele ce produc cu debite mari sau în rafale.
Fig. 4.4. Instalaţie de deparafinare de tip greu
Geamblac
Turlă
Cablu 12 – 16 mm
Cap de pistonare
Cablu
Racord fix
Curăţitor tip B Prăjină grea
16
Fig. 4.5. Instalaţie de deparafinare de tip mediu
Ancoră
Cap de deparafinare
Cablu de manevră
7-8 mm
Mast
Curăţitor tip C sau tip D
17
a. b.
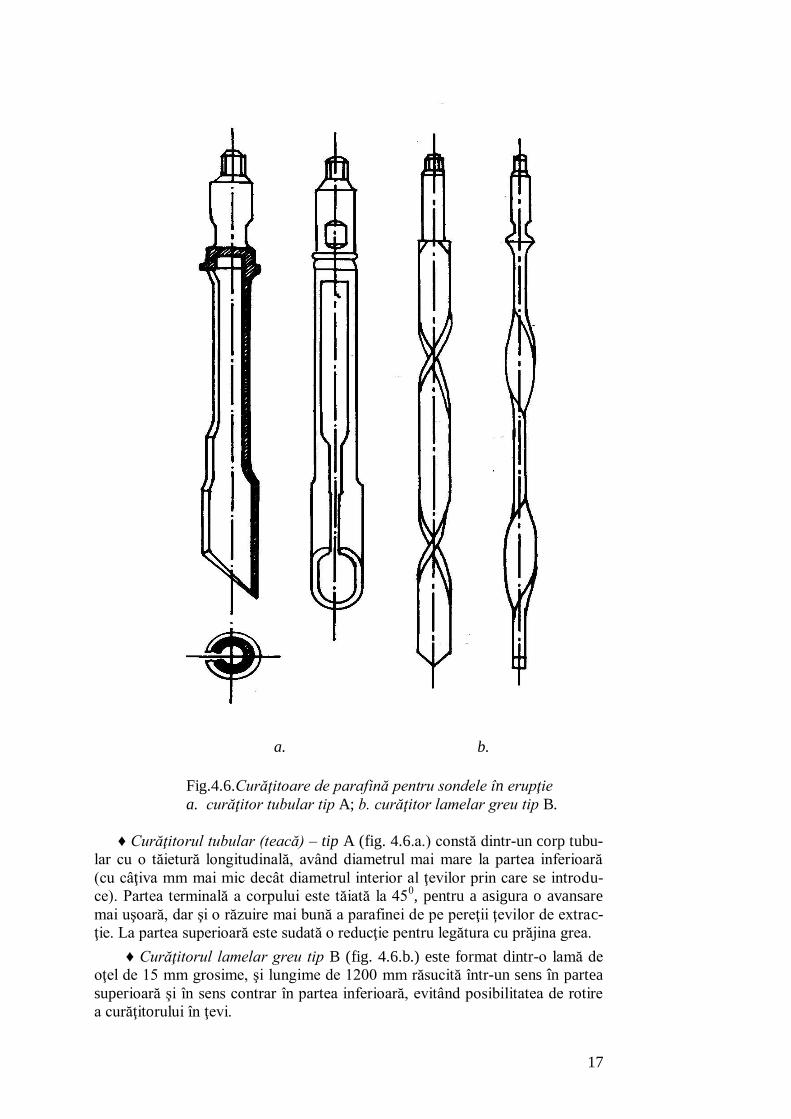
Fig.4.6.Curăţitoare de parafină pentru sondele în erupţie
a. curăţitor tubular tip A; b. curăţitor lamelar greu tip B.
♦ Curăţitorul tubular (teacă) – tip A (fig. 4.6.a.) constă dintr-un corp tubu-
lar cu o tăietură longitudinală, având diametrul mai mare la partea inferioară
(cu câţiva mm mai mic decât diametrul interior al ţevilor prin care se introdu-
ce). Partea terminală a corpului este tăiată la 450, pentru a asigura o avansare
mai uşoară, dar şi o răzuire mai bună a parafinei de pe pereţii ţevilor de extrac-
ţie. La partea superioară este sudată o reducţie pentru legătura cu prăjina grea.
♦ Curăţitorul lamelar greu tip B (fig. 4.6.b.) este format dintr-o lamă de
oţel de 15 mm grosime, şi lungime de 1200 mm răsucită într-un sens în partea
superioară şi în sens contrar în partea inferioară, evitând posibilitatea de rotire
a curăţitorului în ţevi.
18
a. b.
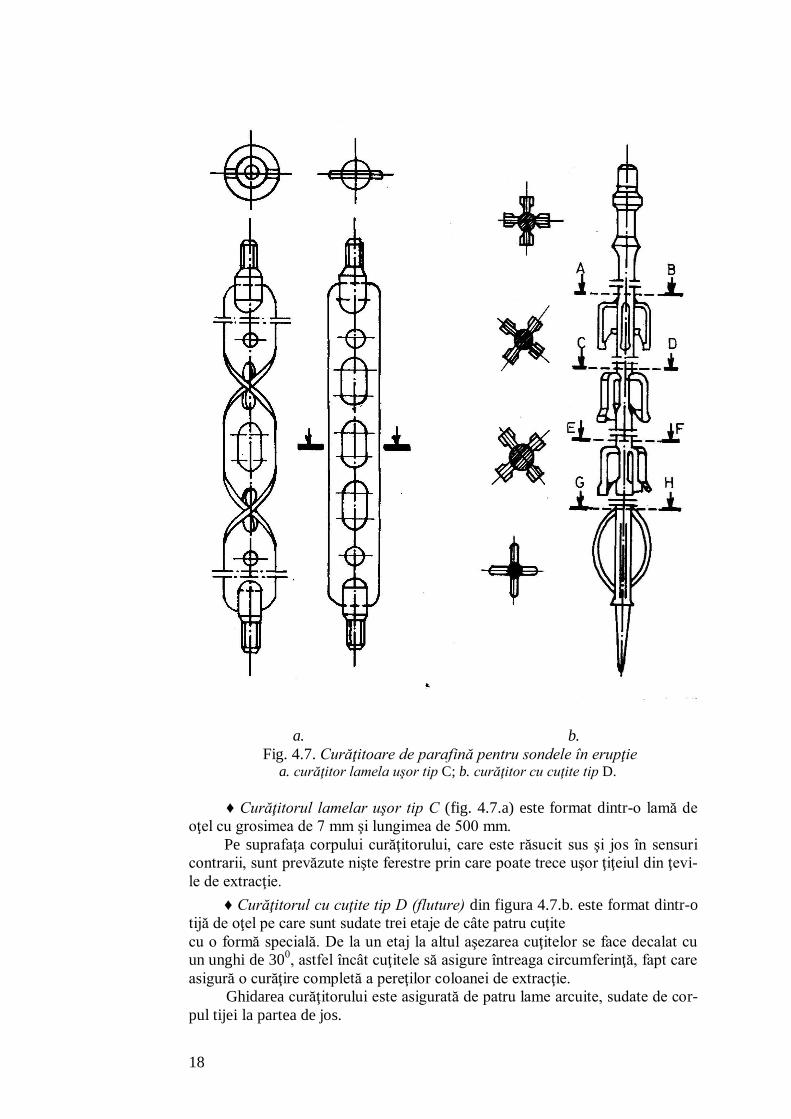
Fig. 4.7. Curăţitoare de parafină pentru sondele în erupţie a. curăţitor lamela uşor tip C; b. curăţitor cu cuţite tip D.
♦ Curăţitorul lamelar uşor tip C (fig. 4.7.a) este format dintr-o lamă de
oţel cu grosimea de 7 mm şi lungimea de 500 mm.
Pe suprafaţa corpului curăţitorului, care este răsucit sus şi jos în sensuri
contrarii, sunt prevăzute nişte ferestre prin care poate trece uşor ţiţeiul din ţevi-
le de extracţie.
♦ Curăţitorul cu cuţite tip D (fluture) din figura 4.7.b. este format dintr-o
tijă de oţel pe care sunt sudate trei etaje de câte patru cuţite
cu o formă specială. De la un etaj la altul aşezarea cuţitelor se face decalat cu
un unghi de 300, astfel încât cuţitele să asigure întreaga circumferinţă, fapt care
asigură o curăţire completă a pereţilor coloanei de extracţie.
Ghidarea curăţitorului este asigurată de patru lame arcuite, sudate de cor-
pul tijei la partea de jos.
19
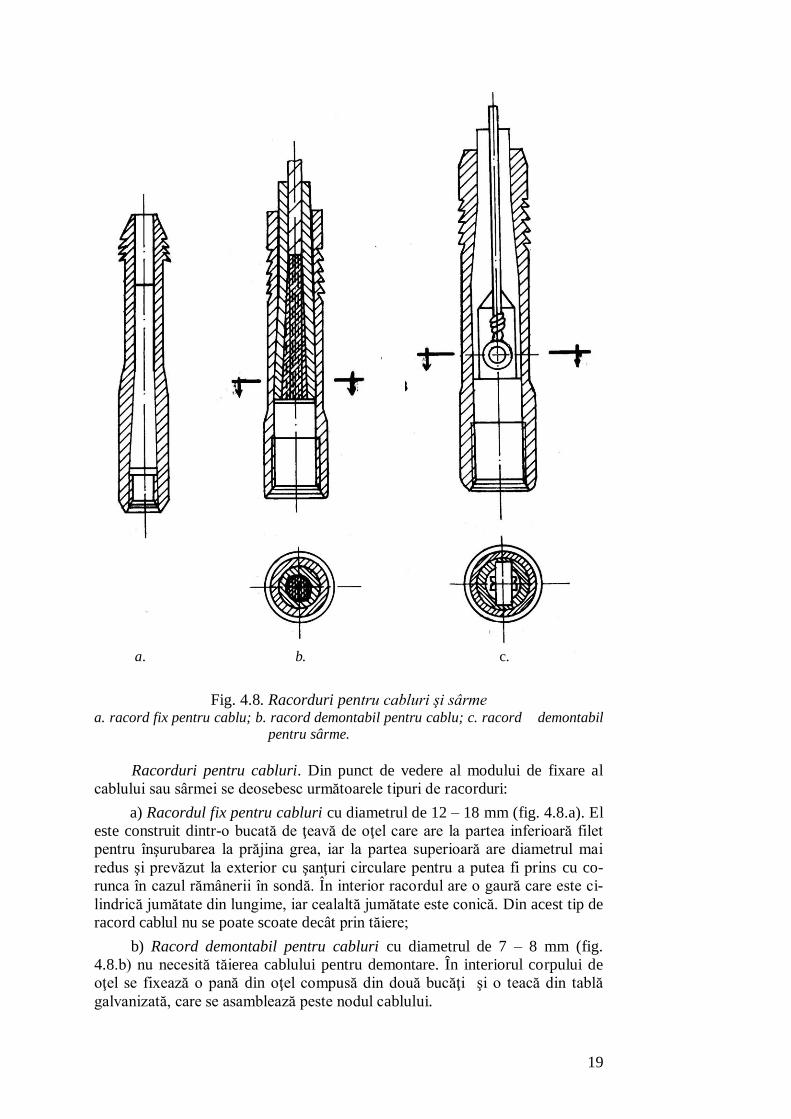
Fig. 4.8. Racorduri pentru cabluri şi sârme a. racord fix pentru cablu; b. racord demontabil pentru cablu; c. racord demontabil
pentru sârme.
Racorduri pentru cabluri. Din punct de vedere al modului de fixare al
cablului sau sârmei se deosebesc următoarele tipuri de racorduri:
a) Racordul fix pentru cabluri cu diametrul de 12 – 18 mm (fig. 4.8.a). El
este construit dintr-o bucată de ţeavă de oţel care are la partea inferioară filet
pentru înşurubarea la prăjina grea, iar la partea superioară are diametrul mai
redus şi prevăzut la exterior cu şanţuri circulare pentru a putea fi prins cu co-
runca în cazul rămânerii în sondă. În interior racordul are o gaură care este ci-
lindrică jumătate din lungime, iar cealaltă jumătate este conică. Din acest tip de
racord cablul nu se poate scoate decât prin tăiere;
b) Racord demontabil pentru cabluri cu diametrul de 7 – 8 mm (fig.
4.8.b) nu necesită tăierea cablului pentru demontare. În interiorul corpului de
oţel se fixează o pană din oţel compusă din două bucăţi şi o teacă din tablă
galvanizată, care se asamblează peste nodul cablului.
a. b. c.
20
c) Racordul demontabil pentru sârme de 1,7 – 2,2 mm este reprezentat în
figura 4.8.c. La acest tip de racord, capul sârmei se îndoaie în jurul unui cui cu
diametrul de 8 mm şi cu lungimea de 20 mm. Extremitatea liberă a capului de
sârmă se răsuceşte de câteva ori în jurul sârmei. Nodul acesta cu cuiul sunt re-
ţinute de o pană care intră în corpul racordului.
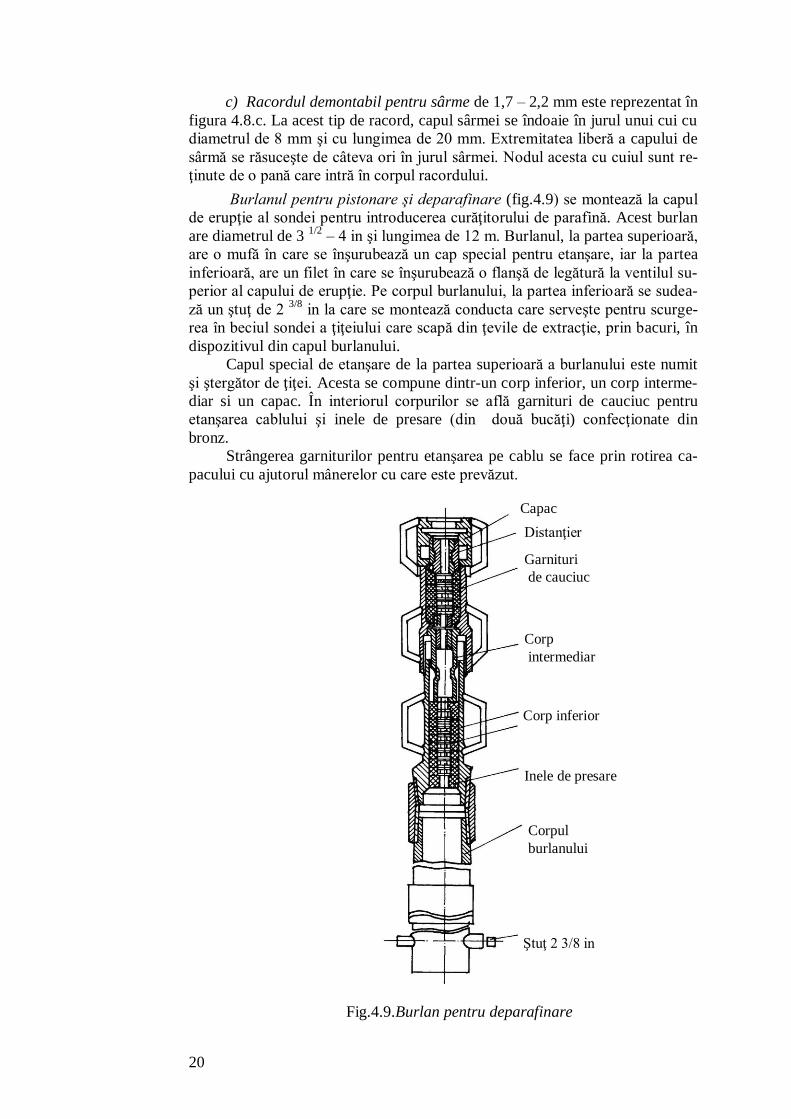
Burlanul pentru pistonare şi deparafinare (fig.4.9) se montează la capul
de erupţie al sondei pentru introducerea curăţitorului de parafină. Acest burlan
are diametrul de 3 1/2
– 4 in şi lungimea de 12 m. Burlanul, la partea superioară,
are o mufă în care se înşurubează un cap special pentru etanşare, iar la partea
inferioară, are un filet în care se înşurubează o flanşă de legătură la ventilul su-
perior al capului de erupţie. Pe corpul burlanului, la partea inferioară se sudea-
ză un ştuţ de 2 3/8
in la care se montează conducta care serveşte pentru scurge-
rea în beciul sondei a ţiţeiului care scapă din ţevile de extracţie, prin bacuri, în
dispozitivul din capul burlanului.
Capul special de etanşare de la partea superioară a burlanului este numit
şi ştergător de ţiţei. Acesta se compune dintr-un corp inferior, un corp interme-
diar si un capac. În interiorul corpurilor se află garnituri de cauciuc pentru
etanşarea cablului şi inele de presare (din două bucăţi) confecţionate din
bronz.
Strângerea garniturilor pentru etanşarea pe cablu se face prin rotirea ca-
pacului cu ajutorul mânerelor cu care este prevăzut.
Fig.4.9.Burlan pentru deparafinare
Capac
Distanţier
Garnituri
de cauciuc
Corp
intermediar
Corp inferior
Inele de presare
Corpul
burlanului
Ştuţ 2 3/8 in
21
a1. Deparafinarea mecanică a ţevilor de extracţie la sondele în erupţie
Operaţia de deparafinare se execută cu ajutorul troliului mobil şi constă
în următoarele faze:
• Se trece peste geamblac capătul liber al cablului (care este înfăşurat în-
tins pe tobă) cu ajutorul unei sfori de montaj.
• Se introduc pe cablu presgarnitura şi racordul fix şi se face apoi nodul
pentru fixarea în racord.
• Se înşurubează la racord prăjina grea (la care se poate ataşa o geală) şi
curăţitorul de parafină tip A sau tip B.
• Se introduce în burlan ansamblul de deparafinare.
Se montează inelele de presare din bronz şi garniturile de cauciuc,
• Se înşurubează presgarnitura la burlanul de deparafinare, care este mon-
tat la capul de erupţie deasupra ultimului ventil.
• Se strânge bine capacul presgarniturii pentru asigurarea etanşării garni-
turilor de cauciuc pe cablu.
• Se ancorează burlanul cu ancore de sârmă în cele patru colţuri ale turlei.
• Se face legătura la conducta de scurgere a burlanului.
• După ce instalaţia a fost montată şi controlată, se deschide încet ventilul
superior de la capul de erupţie, observând dacă burlanul nu are scăpări.
• Se coboară curăţitorul în ţevile de extracţie până la adâncimea de depu-
nere a parafinei.
Dacă în timpul deparafinării erupţia devine violentă şi se produc pulsaţii
puternice, se impune micşorarea duzei la capul de erupţie.
După terminarea curăţirii ţevilor de extracţie, se trage curăţitorul în bur-
lan, se închide ventilul superior de la capul de erupţie, se scurge presiunea din
interiorul burlanului, se demontează presgarnitura şi se extrage curăţitorul.
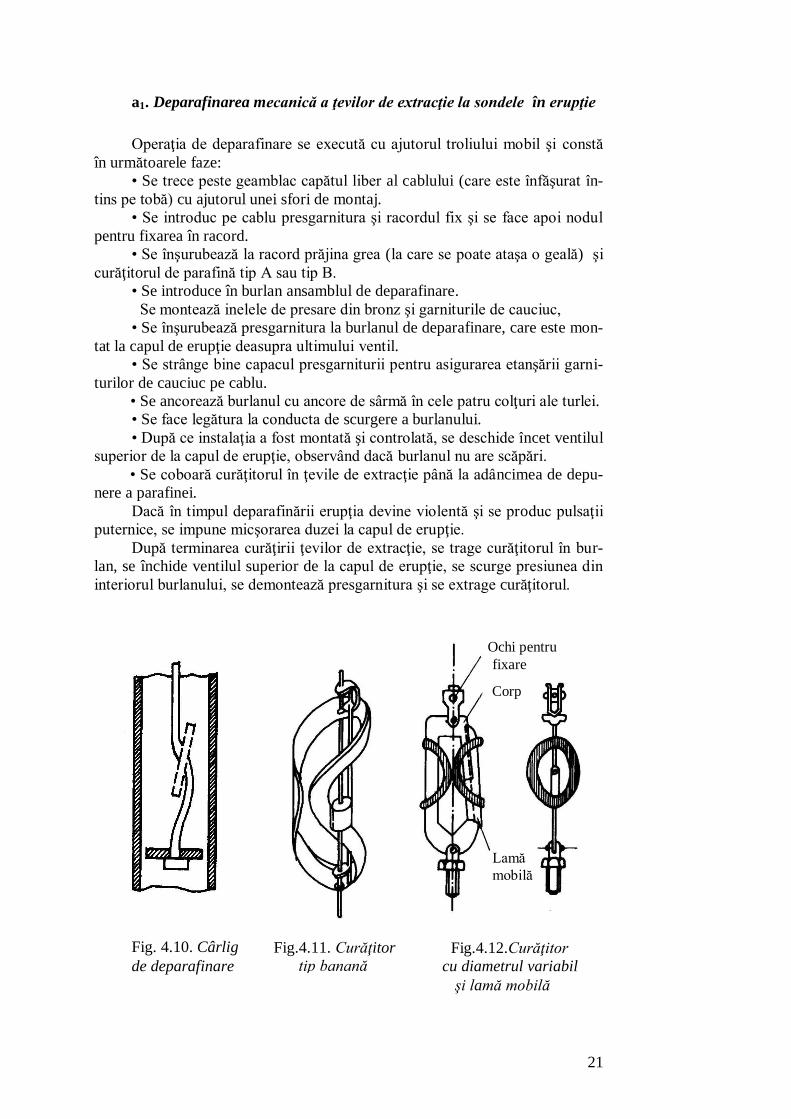
Fig. 4.10. Cârlig
de deparafinare
Fig.4.11. Curăţitor
tip banană Fig.4.12.Curăţitor
cu diametrul variabil
şi lamă mobilă
Ochi pentru
fixare
Corp
Lamă
mobilă
22
Pentru curăţirea parafinei de pe pereţii ţevilor de extracţie sau a coloane-
lor de exploatare, se utilizează pe scară mai redusă şi alte tipuri de curăţitoare
nestandardizate cum ar fi: curăţitor tip banană (fig. 4.10), cârlig de deparafinare
pentru coloană de exploatare (fig. 4.11), curăţitor cu diametru variabil şi lamă
mobilă (fig. 4.12), curăţitor cu lamă mobilă şi ştifturi de ghidare, curăţitor cu
lame spirale.
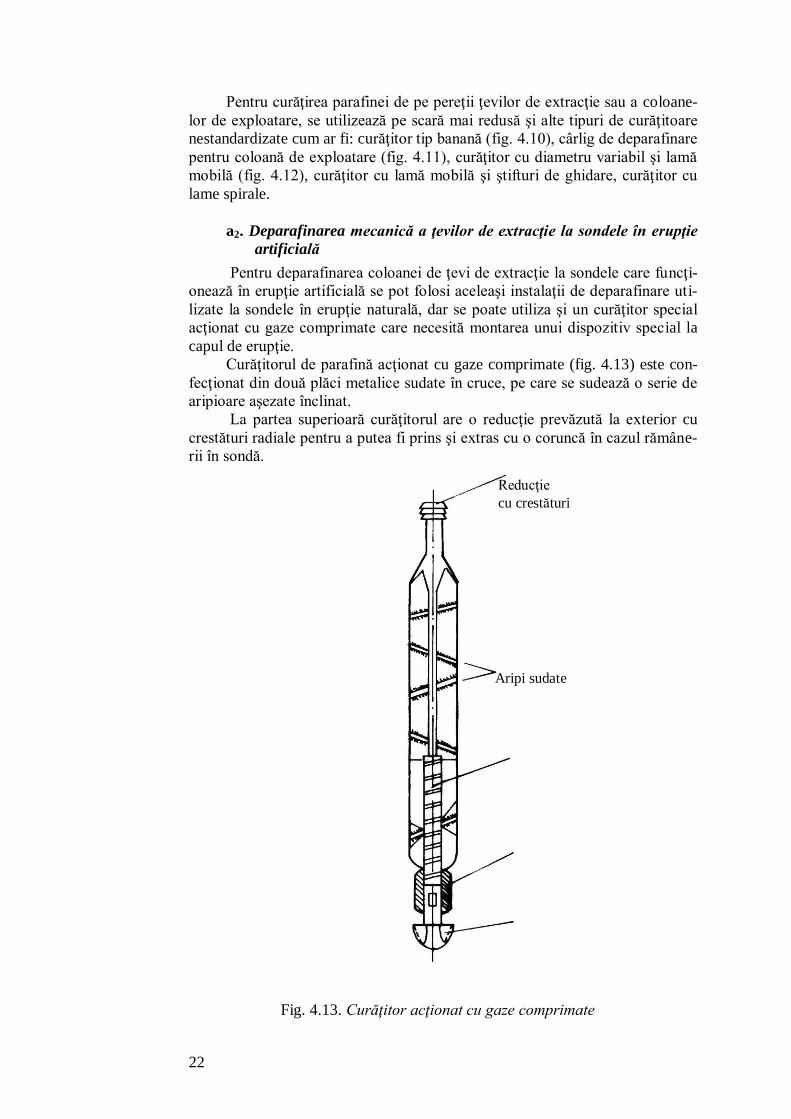
a2. Deparafinarea mecanică a ţevilor de extracţie la sondele în erupţie
artificială
Pentru deparafinarea coloanei de ţevi de extracţie la sondele care funcţi-
onează în erupţie artificială se pot folosi aceleaşi instalaţii de deparafinare uti-
lizate la sondele în erupţie naturală, dar se poate utiliza şi un curăţitor special
acţionat cu gaze comprimate care necesită montarea unui dispozitiv special la
capul de erupţie.
Curăţitorul de parafină acţionat cu gaze comprimate (fig. 4.13) este con-
fecţionat din două plăci metalice sudate în cruce, pe care se sudează o serie de
aripioare aşezate înclinat.
La partea superioară curăţitorul are o reducţie prevăzută la exterior cu
crestături radiale pentru a putea fi prins şi extras cu o coruncă în cazul rămâne-
rii în sondă.
Fig. 4.13. Curăţitor acţionat cu gaze comprimate
Reducţie
cu crestături
Aripi sudate
23
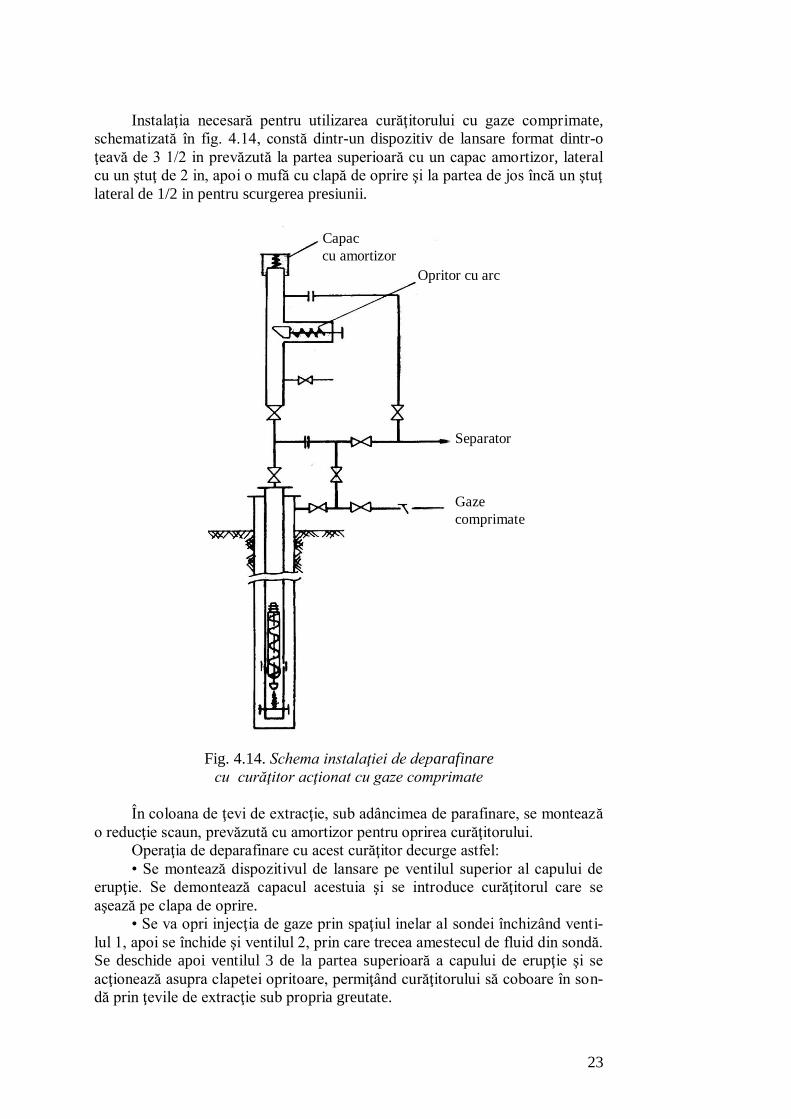
Instalaţia necesară pentru utilizarea curăţitorului cu gaze comprimate,
schematizată în fig. 4.14, constă dintr-un dispozitiv de lansare format dintr-o
ţeavă de 3 1/2 in prevăzută la partea superioară cu un capac amortizor, lateral
cu un ştuţ de 2 in, apoi o mufă cu clapă de oprire şi la partea de jos încă un ştuţ
lateral de 1/2 in pentru scurgerea presiunii.
Fig. 4.14. Schema instalaţiei de deparafinare
cu curăţitor acţionat cu gaze comprimate
În coloana de ţevi de extracţie, sub adâncimea de parafinare, se montează
o reducţie scaun, prevăzută cu amortizor pentru oprirea curăţitorului.
Operaţia de deparafinare cu acest curăţitor decurge astfel:
• Se montează dispozitivul de lansare pe ventilul superior al capului de
erupţie. Se demontează capacul acestuia şi se introduce curăţitorul care se
aşează pe clapa de oprire.
• Se va opri injecţia de gaze prin spaţiul inelar al sondei închizând venti-
lul 1, apoi se închide şi ventilul 2, prin care trecea amestecul de fluid din sondă.
Se deschide apoi ventilul 3 de la partea superioară a capului de erupţie şi se
acţionează asupra clapetei opritoare, permiţând curăţitorului să coboare în son-
dă prin ţevile de extracţie sub propria greutate.
Capac
cu amortizor
Opritor cu arc
Separator
Gaze
comprimate
24
• După lansarea curăţitorului în ţevi se începe injecţia de gaze comprima-
te prin deschiderea ventilului 4 de la baston pentru împingerea curăţitorului
până la reducţia scaun. În acest timp curăţitorul a răzuit parafina depusă pe pe-
retele ţevilor de extracţie.
• Se va opri injecţia de gaze prin ţevile de extracţie, când curăţitorul a
ajuns în punctul terminal, prin închiderea ventilului 4 şi se va trece la injecţia
normală a gazelor prin spaţiul inelar prin deschiderea ventiluluui1.
• Evacuarea din sondă a amestecului de ţiţei şi gaze şi dirijarea acestuia
spre separator prin dispozitivul de lansare, deschizând ventilul 5.
• Ridicarea curăţitorului în dispozitivul de lansare de fluidul din sondă.
Curăţitorul trece de clapa de oprire lovind amortizorul capacului, dar nu poate
reveni în sondă, deoarece clapa revine imediat în poziţia închis sub acţiunea
unui arc.
• Se deschide ventilul 2 pentru revenirea ţiţeiului la traseul normal prin
braţul capului de erupţie şi se închid ventilele 3 şi 5.
Pentru extragerea curăţitorului de deparafinare din capul de lansare se vor
scurge gazele prin ştuţul inferior de 1/2 in şi apoi se demontează capacul dis-
pozitivului de lansare.
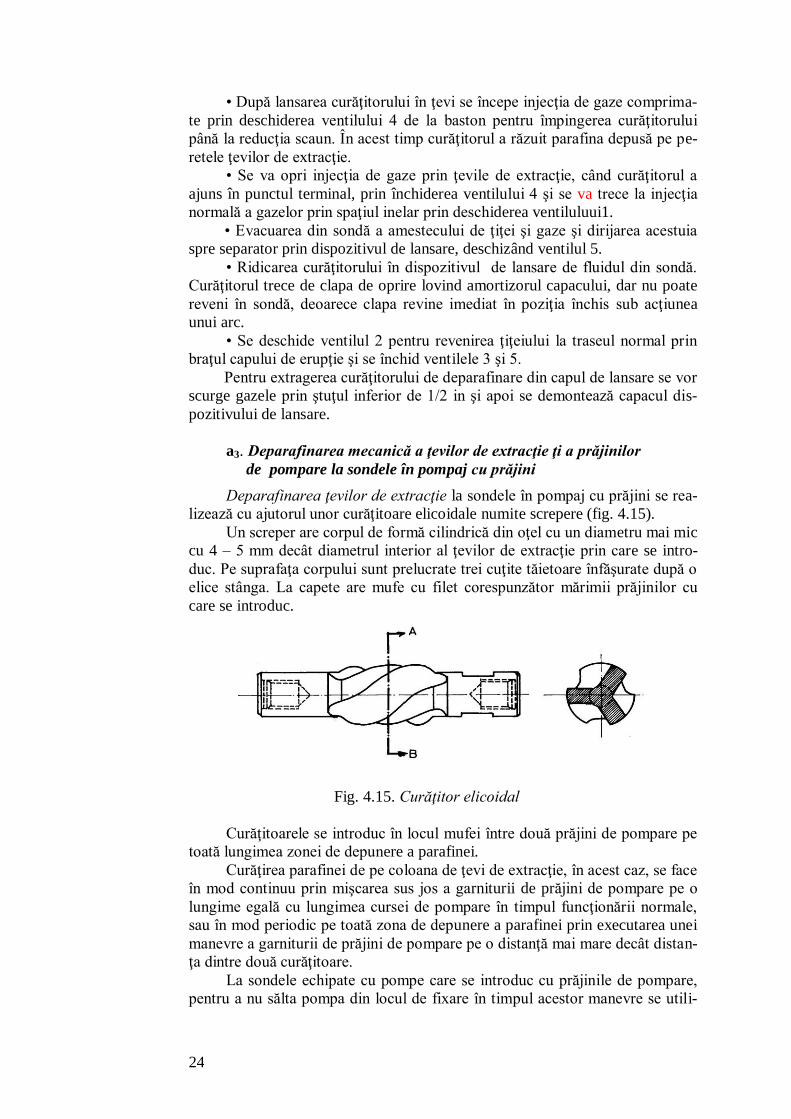
a3. Deparafinarea mecanică a ţevilor de extracţie ţi a prăjinilor
de pompare la sondele în pompaj cu prăjini
Deparafinarea ţevilor de extracţie la sondele în pompaj cu prăjini se rea-
lizează cu ajutorul unor curăţitoare elicoidale numite screpere (fig. 4.15).
Un screper are corpul de formă cilindrică din oţel cu un diametru mai mic
cu 4 – 5 mm decât diametrul interior al ţevilor de extracţie prin care se intro-
duc. Pe suprafaţa corpului sunt prelucrate trei cuţite tăietoare înfăşurate după o
elice stânga. La capete are mufe cu filet corespunzător mărimii prăjinilor cu
care se introduc.
Fig. 4.15. Curăţitor elicoidal
Curăţitoarele se introduc în locul mufei între două prăjini de pompare pe
toată lungimea zonei de depunere a parafinei.
Curăţirea parafinei de pe coloana de ţevi de extracţie, în acest caz, se face
în mod continuu prin mişcarea sus jos a garniturii de prăjini de pompare pe o
lungime egală cu lungimea cursei de pompare în timpul funcţionării normale,
sau în mod periodic pe toată zona de depunere a parafinei prin executarea unei
manevre a garniturii de prăjini de pompare pe o distanţă mai mare decât distan-
ţa dintre două curăţitoare.
La sondele echipate cu pompe care se introduc cu prăjinile de pompare,
pentru a nu sălta pompa din locul de fixare în timpul acestor manevre se utili-
25
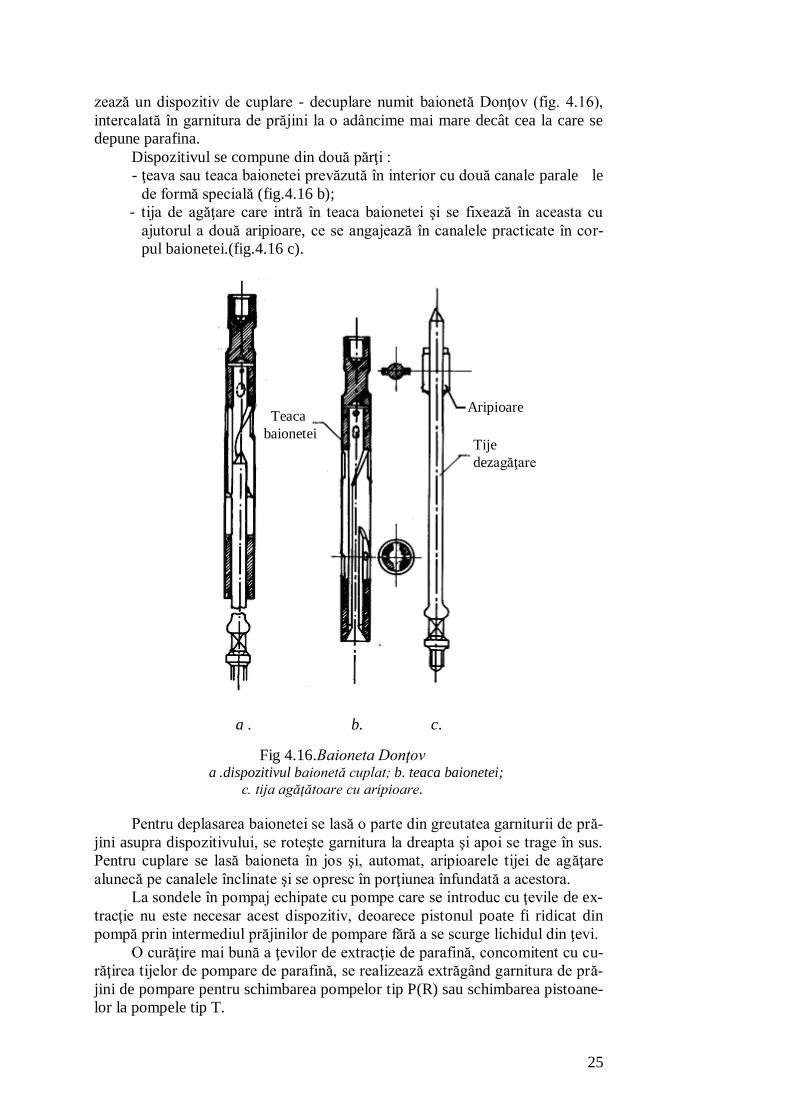
zează un dispozitiv de cuplare - decuplare numit baionetă Donţov (fig. 4.16),
intercalată în garnitura de prăjini la o adâncime mai mare decât cea la care se
depune parafina.
Dispozitivul se compune din două părţi :
- ţeava sau teaca baionetei prevăzută în interior cu două canale parale le
de formă specială (fig.4.16 b);
- tija de agăţare care intră în teaca baionetei şi se fixează în aceasta cu
ajutorul a două aripioare, ce se angajează în canalele practicate în cor-
pul baionetei.(fig.4.16 c).
a . b. c. Fig 4.16.Baioneta Donţov a .dispozitivul baionetă cuplat; b. teaca baionetei;
c. tija agăţătoare cu aripioare.
Pentru deplasarea baionetei se lasă o parte din greutatea garniturii de pră-
jini asupra dispozitivului, se roteşte garnitura la dreapta şi apoi se trage în sus.
Pentru cuplare se lasă baioneta în jos şi, automat, aripioarele tijei de agăţare
alunecă pe canalele înclinate şi se opresc în porţiunea înfundată a acestora.
La sondele în pompaj echipate cu pompe care se introduc cu ţevile de ex-
tracţie nu este necesar acest dispozitiv, deoarece pistonul poate fi ridicat din
pompă prin intermediul prăjinilor de pompare fără a se scurge lichidul din ţevi.
O curăţire mai bună a ţevilor de extracţie de parafină, concomitent cu cu-
răţirea tijelor de pompare de parafină, se realizează extrăgând garnitura de pră-
jini de pompare pentru schimbarea pompelor tip P(R) sau schimbarea pistoane-
lor la pompele tip T.
Tije
dezagăţare
Aripioare Teaca
baionetei
26
Deparafinarea prăjinilor de pompare se face prin răzuirea directă în tim-
pul extragerii acestora din sondă.
Pentru răzuire, de obicei, se foloseşte o sârmă care se înfăşoară în jurul
prăjinii şi se ţine întinsă cu două inele(mânere) de un sondor, în timp ce se ex-
trage din sondă garnitura de prăjini de pompare. Acest procedeu este dezavan-
tajos, prezentând pericol de incendiere şi o parte din parafină curge în sondă.
În loc de sârmă se folosesc foarfece de deparafinare, care au două lame
prevăzute fiecare cu o scobitură semicirculară. Când sunt strânse lamele for-
mează o deschidere egală cu secţiunea prăjinii.
S-au construit şi se utilizează sporadic în şantier unele ştergătoare specia-
le pentru curăţirea parafinei de pe prăjinile de pompare.
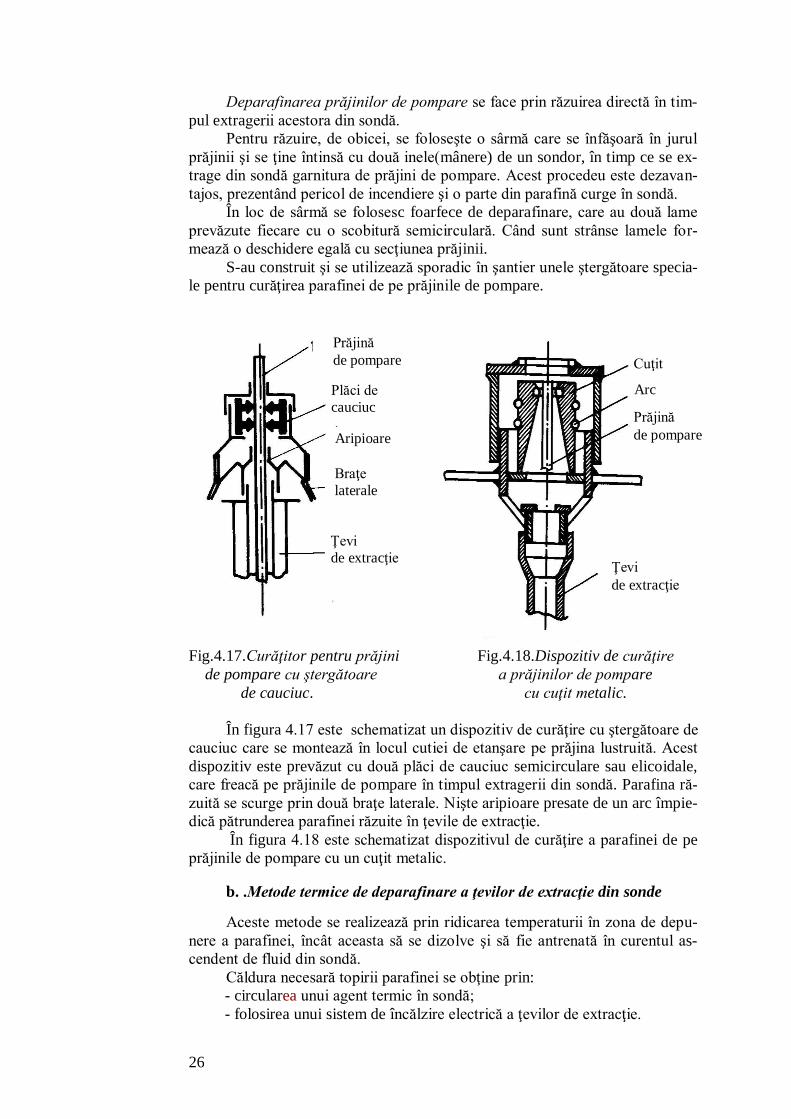
Fig.4.17.Curăţitor pentru prăjini Fig.4.18.Dispozitiv de curăţire
de pompare cu ştergătoare a prăjinilor de pompare
de cauciuc. cu cuţit metalic.
În figura 4.17 este schematizat un dispozitiv de curăţire cu ştergătoare de
cauciuc care se montează în locul cutiei de etanşare pe prăjina lustruită. Acest
dispozitiv este prevăzut cu două plăci de cauciuc semicirculare sau elicoidale,
care freacă pe prăjinile de pompare în timpul extragerii din sondă. Parafina ră-
zuită se scurge prin două braţe laterale. Nişte aripioare presate de un arc împie-
dică pătrunderea parafinei răzuite în ţevile de extracţie.
În figura 4.18 este schematizat dispozitivul de curăţire a parafinei de pe
prăjinile de pompare cu un cuţit metalic.
b. .Metode termice de deparafinare a ţevilor de extracţie din sonde
Aceste metode se realizează prin ridicarea temperaturii în zona de depu-
nere a parafinei, încât aceasta să se dizolve şi să fie antrenată în curentul as-
cendent de fluid din sondă.
Căldura necesară topirii parafinei se obţine prin:
- circularea unui agent termic în sondă;
- folosirea unui sistem de încălzire electrică a ţevilor de extracţie.
Prăjină
de pompare
Braţe
laterale
Ţevi
de extracţie
extracţie
Aripioare
Plăci de
cauciuc
Cuţit
Prăjină
de pompare
Arc
Ţevi
de extracţie
27
b1 .Deparafinarea ţevilor de extracţie prin circularea unui agent termic.
Se poate utiliza aburul ca agent termic, care se introduce în spaţiul inelar
şi iese prin ţevile de extracţie împreună cu ţiţeiul încălzit.
La sondele în erupţie artificială, aburul se introduce odată cu gazele ce se
injectează în sondă pentru ascensiune.
La sondele în pompaj se scurge presiunea din coloană şi apoi se racor-
dează generatorul de abur la coloană.
Deparafinarea ţevilor din aceste sonde se desfăşoară în patru etape:
1) se injectează aburul în coloană, menţinând pompa în funcţiune apro-
ximativ 15 minute;
2) se continuă injecţia de abur, dar sonda se opreşte din funcţiune timp de
15 minute, pentru a realiza încălzirea ţiţeiului în repaus şi topirea parafinei de
pe pereţii ţevilor;
3) se repune sonda în funcţiune 15 minute, paralel cu injecţia de abur;
4) se opreşte din nou sonda cca. 15 minute pentru încălzirea ţiţeiului în
repaus. Se opreşte injecţia de abur şi sonda este trecută în funcţionare continuă.
Se mai poate introduce în sondă un alt fluid încălzit prin circulaţie directă
sau inversă.
Folosirea fluidelor calde are avantajul că nu-şi schimbă volumul, prin ce-
darea căldurii înmagazinate, pe când aburul, prin condensare, îşi micşorează
mult volumul de circulaţie. Cel mai utilizat agent termic este ţiţeiul neparafinos
sau semiparafinos încălzit la 60 – 800
C. Apa, cu toate că are o capacitate ter-
mică mai bună, nu se recomandă, deoarece poate avea o influenţă dăunătoare
asupra productivităţii stratului exploatat.
b2. Deparafinarea ţevilor de extracţie cu încălzitoare electrice
După modul cum se face transformarea energiei electrice în energie calo-
rică se deosebesc două tipuri de încălzitoare:
- încălzitor electric cu rezistenţă;
- încălzitor electric cu inducţie.
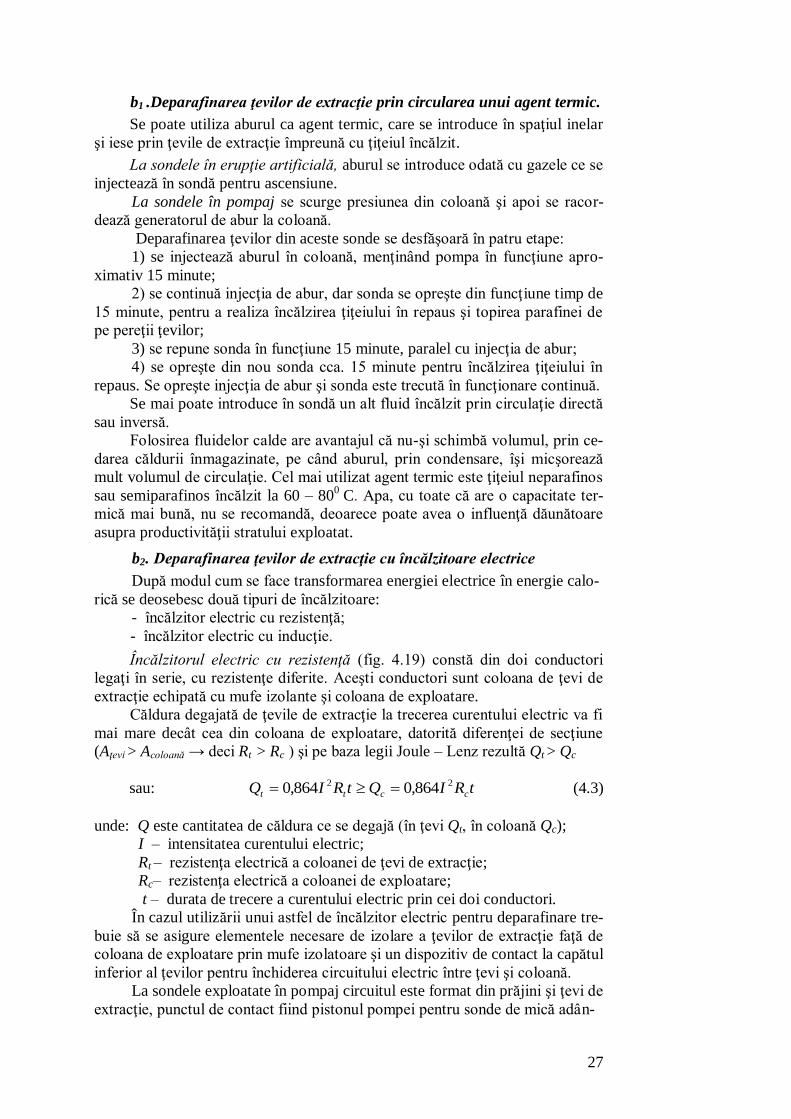
Încălzitorul electric cu rezistenţă (fig. 4.19) constă din doi conductori
legaţi în serie, cu rezistenţe diferite. Aceşti conductori sunt coloana de ţevi de
extracţie echipată cu mufe izolante şi coloana de exploatare.
Căldura degajată de ţevile de extracţie la trecerea curentului electric va fi
mai mare decât cea din coloana de exploatare, datorită diferenţei de secţiune
(Aţevi > Acoloană → deci Rt > Rc ) şi pe baza legii Joule – Lenz rezultă Qt > Qc
sau: tRIQtRIQ cctt
22 864,0864,0 (4.3)
unde: Q este cantitatea de căldura ce se degajă (în ţevi Qt, în coloană Qc);
I – intensitatea curentului electric;
Rt – rezistenţa electrică a coloanei de ţevi de extracţie;
Rc– rezistenţa electrică a coloanei de exploatare;
t – durata de trecere a curentului electric prin cei doi conductori.
În cazul utilizării unui astfel de încălzitor electric pentru deparafinare tre-
buie să se asigure elementele necesare de izolare a ţevilor de extracţie faţă de
coloana de exploatare prin mufe izolatoare şi un dispozitiv de contact la capătul
inferior al ţevilor pentru închiderea circuitului electric între ţevi şi coloană.
La sondele exploatate în pompaj circuitul este format din prăjini şi ţevi de
extracţie, punctul de contact fiind pistonul pompei pentru sonde de mică adân-
28
cime sau un dispozitiv de contact de arcuri montat pe prăjini sub adânci-
mea de parafinare.
Fig.4.19 .Schema deparafinării Fig.4.20 .Schema deparafinării
ţevilor de extracţie ţevilor de extracţie
cu încălzitor electric cu încălzitor prin inducţie
Încălzitorul cu inducţie (fig. 4.20) constă dintr-un corp cilindric de metal
(ţeavă de extracţie), îmbrăcat cu material izolant peste care se înfăşoară o bobi-
nă cu sârmă de cupru, acoperită la rândul său cu material izolant şi întregul an-
samblul este închis într-o manta.
Capătul inferior al bobinei se sudează la corpul metalic, iar cel superior se
leagă la dispozitivul de contact cu coloana de exploatare. Încălzitorul fiind
montat în coloana de ţevi la o anumită adâncime, alimentarea se va face prin
intermediul ţevilor de extracţie şi al coloanei de exploatare legate la sursa de
curent. Încălzirea este provocată de curentul alternativ indus.
c. Metode chimice de deparafinare a ţevilor de extracţie
Aceste metode constau în introducerea în ţevile de extracţie a unui sol-
vent, fie în stare pură, fie dizolvat într-un lichid.
Tipul de solvent necesar la fiecare sondă, cantitatea necesară pentru trata-
re, proporţia faţă de agentul de transport,durata tratării şi frecvenţa operaţiilor
de se stabilesc pe cale experimentală, prin luarea de probe de parafină brută
curăţată de pe pereţii ţevilor de extracţie şi examinarea gradului de solubilitate
corespunzător diferiţilor solvenţi în aceleaşi condiţii de lucru.
Pentru dizolvarea parafinei se pot utiliza: sulfura de carbon, tetraclorura
de carbon, clorura de metilen,cloroform, butan, fie sub forma unui singur com-
ponent, fie sub forma unui amestec de mai mulţi solvenţi.
Pentru transportul solventului în gaura de sondă se poate folosi: benzină,
petrol lampant, motorină, ţiţei neparafinos.
Pentru deparafinarea ţevilor din sondele eruptive se procedează astfel:
- Se introduce solventul prin ţevile de extracţie ,unde este lăsat timp de
3 – 4 ore menţinând sonda închisă pentru dizolvarea parafinei.
U
U
29
- Se deschide sonda pentru un timp scurt pentru curăţire.
- Se închide din nou sonda şi se introduce solvent.
Operaţia se repetă de câteva ori în succesiunea menţionată, apoi se repu-
ne sonda în funcţionare normală.
Introducerea solventului cu o densitate mai mare decât a fluidului din
sondă se face prin lubricare.
La sondele în pompaj este indicată aplicarea circulaţiei solventului.
Se măreşte debitul sondei crescând elementele de pompare, astfel încât
se reduce submergenţa.
Se introduce solventul în spaţiul inelar coloană de exploatare – ţevi de
extracţie apoi este aspirat de pompă împreună cu fluidul din sondă şi refulat în
ţevile de extracţie.
Când solventul ajunge la capul de pompare se dirijează în spaţiul inelar
şi se face circulaţia amestecului ţiţei – solvent până se obţine curăţirea depune-
rilor de parafină din ţevile de extracţie.
Înainte de a reintroduce în circuit amestecul de ţiţei – solvent care a fost
extras din sondă se va face o separare a parafinei antrenate din sondă.
4.4.4. Deparafinarea instalaţiei de la gura sondei
Sondele care produc ţiţei parafinos creează probleme de depunere a para-
finei şi în instalaţia de suprafaţă: cap de erupţie şi conducta de amestec.
a Deparafinarea capului de erupţie se realizează
- pe cale mecanică;
- pe cale termică.
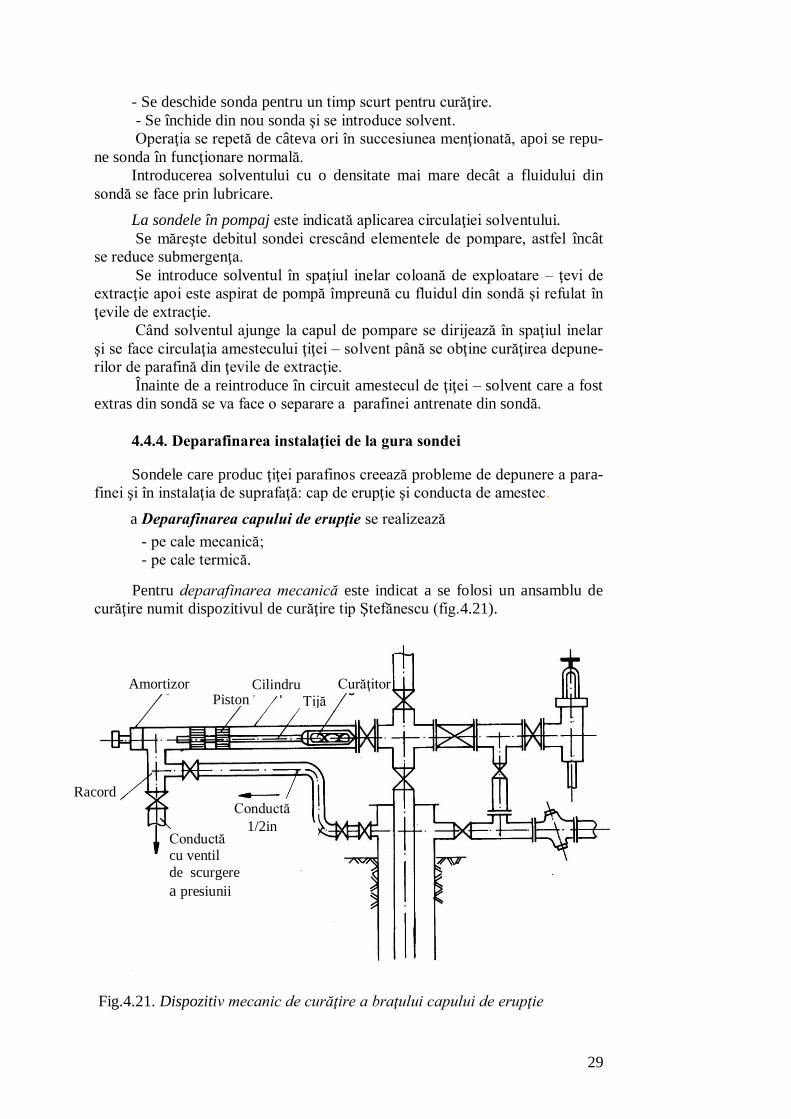
Pentru deparafinarea mecanică este indicat a se folosi un ansamblu de
curăţire numit dispozitivul de curăţire tip Ştefănescu (fig.4.21).
Fig.4.21. Dispozitiv mecanic de curăţire a braţului capului de erupţie
Piston Curăţitor
Tijă Cilindru Amortizor
Racord
Conductă cu ventil
de scurgere
a presiunii
Conductă
1/2in
30
Acest dispozitiv constă dintr-o tijă metalică, având la un capăt un curăţi-
tor răsucit în dublu sens şi la celălalt capăt un piston. Dispozitivul se racordea-
ză cu extremitatea unde este curăţitorul la ventilul de la crucea capului de erup-
ţie, iar cealaltă extremitate se pune în legătură cu spaţiul inelar, unde presiunea
este superioară celei din ţevile de extracţie şi aceasta va acţiona asupra pistonu-
lui împingând curăţitorul până la capătul braţului de erupţie. Se va închide le-
gătura dispozitivului cu coloana şi se scurge presiunea care a acţionat asupra
pistonului şi astfel curăţitorul va ajunge în poziţia iniţială.
Deparafinarea pe cale termică a braţelor capului de erupţie se realizează
cu ajutorul generatorului de abur racordat la capul de erupţie.
b.Deparafinarea conductei de amestec se poate realiza pe cale
- mecanică,
- termică
- chimică.
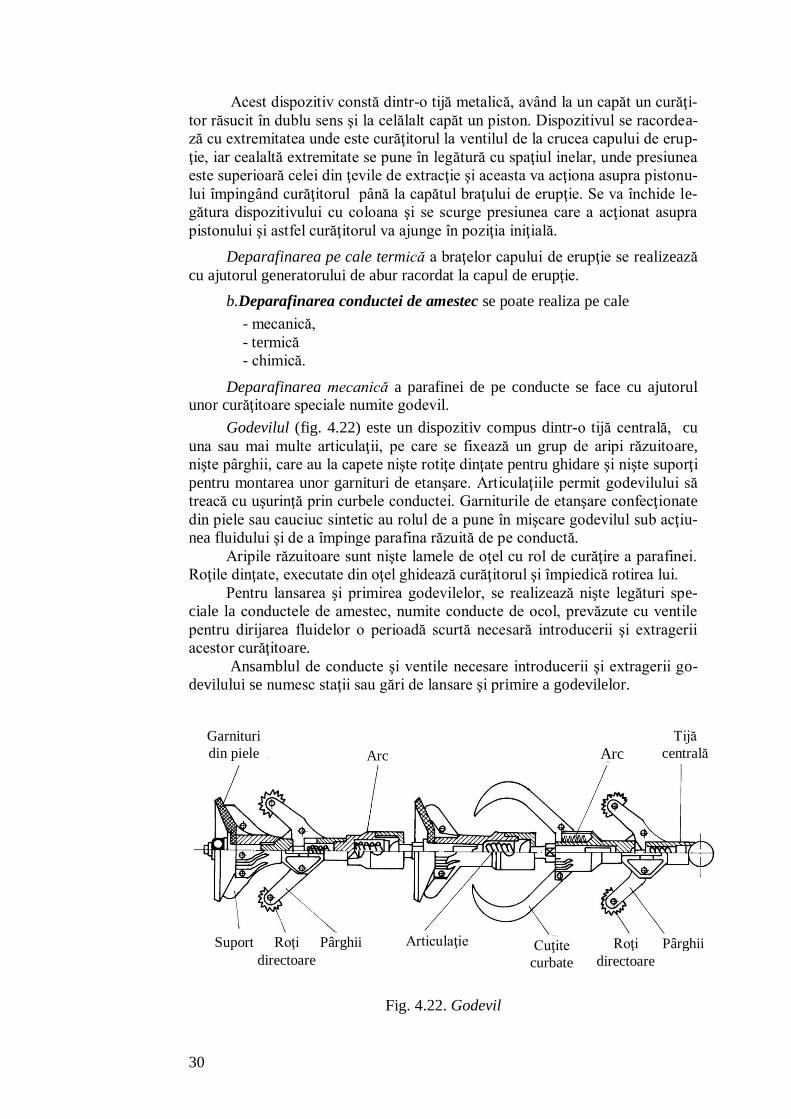
Deparafinarea mecanică a parafinei de pe conducte se face cu ajutorul unor curăţitoare speciale numite godevil.
Godevilul (fig. 4.22) este un dispozitiv compus dintr-o tijă centrală, cu
una sau mai multe articulaţii, pe care se fixează un grup de aripi răzuitoare,
nişte pârghii, care au la capete nişte rotiţe dinţate pentru ghidare şi nişte suporţi
pentru montarea unor garnituri de etanşare. Articulaţiile permit godevilului să
treacă cu uşurinţă prin curbele conductei. Garniturile de etanşare confecţionate
din piele sau cauciuc sintetic au rolul de a pune în mişcare godevilul sub acţiu-
nea fluidului şi de a împinge parafina răzuită de pe conductă.
Aripile răzuitoare sunt nişte lamele de oţel cu rol de curăţire a parafinei.
Roţile dinţate, executate din oţel ghidează curăţitorul şi împiedică rotirea lui.
Pentru lansarea şi primirea godevilelor, se realizează nişte legături spe-
ciale la conductele de amestec, numite conducte de ocol, prevăzute cu ventile
pentru dirijarea fluidelor o perioadă scurtă necesară introducerii şi extragerii
acestor curăţitoare.
Ansamblul de conducte şi ventile necesare introducerii şi extragerii go-
devilului se numesc staţii sau gări de lansare şi primire a godevilelor.
Fig. 4.22. Godevil
Tijă
centrală Arc Arc
Garnituri
din piele
Pârghii Roţi
directoare
Suport Pârghii Roţi
directoare Cuţite
curbate
Articulaţie
31
Deparafinarea pe cale termică a conductelor se face prin injectarea de
abur supraîncălzit sau ţiţei fierbinte.
Deparafinarea chimică a conductelor se realizează cu solvenţi, ce se sta-
bilesc cantitativ şi calitativ pe cale experimentală.
Prevenirea depunerii parafinei pe conducta curăţată se face prin introdu-
cerea periodică în curentul de lichid a unor dopuri de solvent pur.
4.5. Curăţirea depunerilor de nisip din sonde
4.5.1. Aspecte generale
Cele mai frecvente dificultăţi întâmpinate în schelele petroliere la pune-
rea în producţie şi pe parcursul exploatării sondelor de ţiţei sunt cauzate de vii-
turile de nisip din formaţiunile productive.
Principalele dificultăţi create de viiturile de nisip sunt :
- formarea unor dopuri în interiorul coloanei de exploatare în ţevile de
extracţie sau în capul de erupţie al sondei, ceea ce creează reducerea
afluxului de fluide din formaţiune;
- acţiunea abrazivă asupra utilajelor de extracţie, care se avariază prema-
tur, impunând executarea unui volum mare de lucrări de intervenţie
pentru înlocuirea lor;
- crearea unor caverne în strat datorită extrageri unei cantităţi mari de ni-
sip, care poate duce la surparea stratelor superioare, fapt care provoacă
păpuşarea coloanei de exploatare sau punerea în comunicaţie a unor
strate acvifere sau gazeifere cu cele aflate în exploatare.
Nisipul antrenat de fluidul din strat provine mai mult din vecinătatea gău-
rii de sondă, deoarece aici viteza de curgere prin mediul poros este mai mare.
Nisipul pătruns în sondă poate fi antrenat direct de fluid în ascensiunea sa
la suprafaţă, sau se poate depune la talpa sondei şi astupă perforaturile.
În cazul opririi sondei în vederea efectuării unor operaţii sunt create con-
diţii prielnice de depunere a nisipului.
4.5.2. Procedee de prevenire a defecţiunilor produse de nisip
în procesul de exploatare a sondelor
Pentru asigurarea unui proces normal de exploatare al sondelor care pro-
duc din strate neconsolidate, trebuie aplicate măsuri corespunzătoare pentru
reţinerea unei cantităţi cât mai mari de nisip în strat, iar pentru nisipul pătruns
în gaura de sondă trebuie asigurate condiţii de ascensiune a acestuia la suprafa-
ţă împreună cu fluidele produse.
Procedee de prevenire a trecerii nisipului din strat în gaura de sondă:
- aplicarea unui ritm scăzut de extracţie a fluidelor, prin reglarea parame-
trilor de funcţionare a sondei, încât viteza de deplasare în strat a fluide-
lor să fie mai mică decât viteza critică de antrenare a nisipului;
- introducere în gaura de sondă de filtre:
• metalice;
• cu pietriş;
- consolidarea nisipului în zona de strat din jurul găurii de sondă prin:
• injecţie de nisip cuarţos;
32
• injecţie de răşini epoxidice sau alte materiale plastice.
Extragerea normală a nisipului din sondă, atunci când aceasta iese din
strat odată cu fluidul necesită folosirea unor echipamente speciale de extracţie
cum ar fi: pompe speciale cu cilindrul mobil, pompe telescopice, pompe acţio-
nate cu prăjini tubulare sau extracţia prin circulaţie de gaze – ţiţei,
4.5.3. Metode de curăţire a nisipului din sonde
Cu toată gama de procedee de care se dispune în prezent pentru prevenirea
înnisipării sondelor şi, mai ales, datorită aplicării adesea necorespunzătoare a
acestor procedee există încă un număr de cazuri în care înnisiparea se produce
şi de aceea este necesar de a recurge la efectuarea unor operaţii de curăţire
Curăţirea dopurilor de nisip din sonde se poate realiza:
• cu linguri - cu clapă;
- cu piston;
- hidropneumatice.
• prin circulaţie cu fluide de spălare;
• cu dispozitive speciale.
a. Curăţirea nisipului cu lingura
Această metodă de curăţire a nisipului acumulat pe talpa sondei se aplică
la sondele cu presiuni de strat mici, unde nu se poate realiza circulaţia fluidelor
şi pentru curăţirea dopurilor de nisip de înălţime mică (sub 10 m).
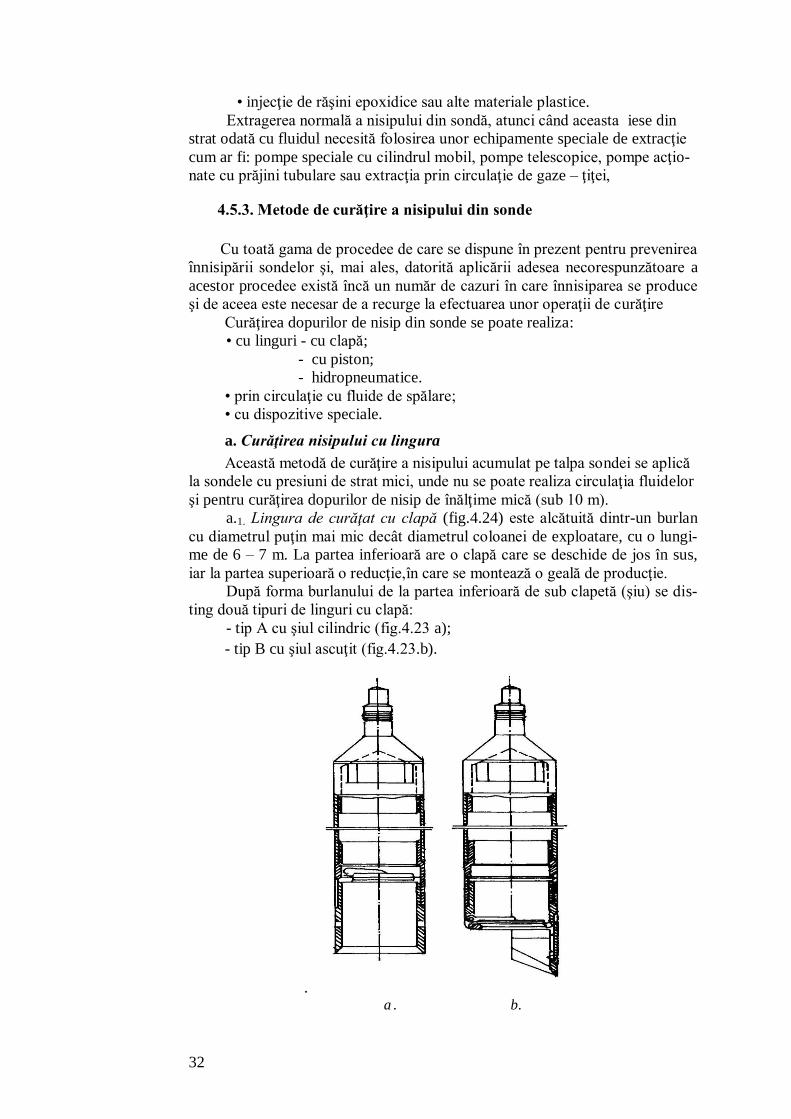
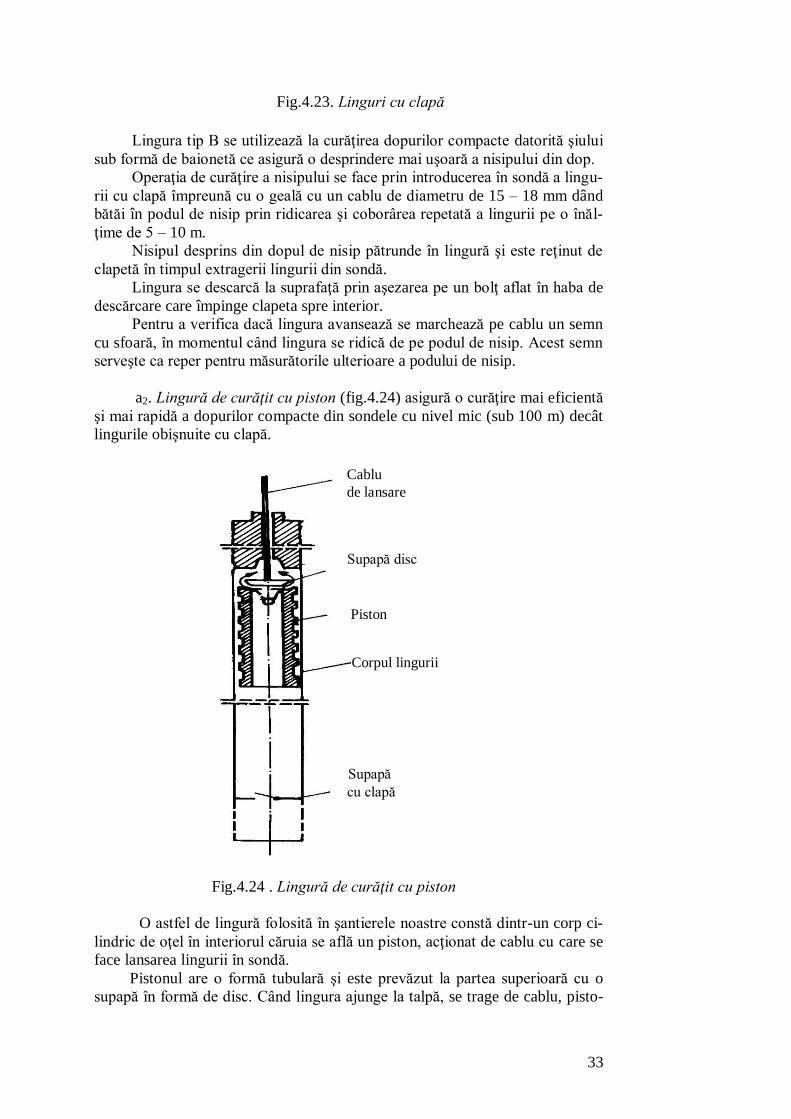
a.1. Lingura de curăţat cu clapă (fig.4.24) este alcătuită dintr-un burlan
cu diametrul puţin mai mic decât diametrul coloanei de exploatare, cu o lungi-
me de 6 – 7 m. La partea inferioară are o clapă care se deschide de jos în sus,
iar la partea superioară o reducţie,în care se montează o geală de producţie.
După forma burlanului de la partea inferioară de sub clapetă (şiu) se dis-
ting două tipuri de linguri cu clapă:
- tip A cu şiul cilindric (fig.4.23 a);
- tip B cu şiul ascuţit (fig.4.23.b).
. a . b.
33
Fig.4.23. Linguri cu clapă
Lingura tip B se utilizează la curăţirea dopurilor compacte datorită şiului
sub formă de baionetă ce asigură o desprindere mai uşoară a nisipului din dop.
Operaţia de curăţire a nisipului se face prin introducerea în sondă a lingu-
rii cu clapă împreună cu o geală cu un cablu de diametru de 15 – 18 mm dând
bătăi în podul de nisip prin ridicarea şi coborârea repetată a lingurii pe o înăl-
ţime de 5 – 10 m.
Nisipul desprins din dopul de nisip pătrunde în lingură şi este reţinut de
clapetă în timpul extragerii lingurii din sondă.
Lingura se descarcă la suprafaţă prin aşezarea pe un bolţ aflat în haba de
descărcare care împinge clapeta spre interior.
Pentru a verifica dacă lingura avansează se marchează pe cablu un semn
cu sfoară, în momentul când lingura se ridică de pe podul de nisip. Acest semn
serveşte ca reper pentru măsurătorile ulterioare a podului de nisip.
a2. Lingură de curăţit cu piston (fig.4.24) asigură o curăţire mai eficientă
şi mai rapidă a dopurilor compacte din sondele cu nivel mic (sub 100 m) decât
lingurile obişnuite cu clapă.
Fig.4.24 . Lingură de curăţit cu piston
O astfel de lingură folosită în şantierele noastre constă dintr-un corp ci-
lindric de oţel în interiorul căruia se află un piston, acţionat de cablu cu care se
face lansarea lingurii în sondă.
Pistonul are o formă tubulară şi este prevăzut la partea superioară cu o
supapă în formă de disc. Când lingura ajunge la talpă, se trage de cablu, pisto-
Cablu
de lansare
Supapă disc
Piston
Corpul lingurii
Supapă
cu clapă
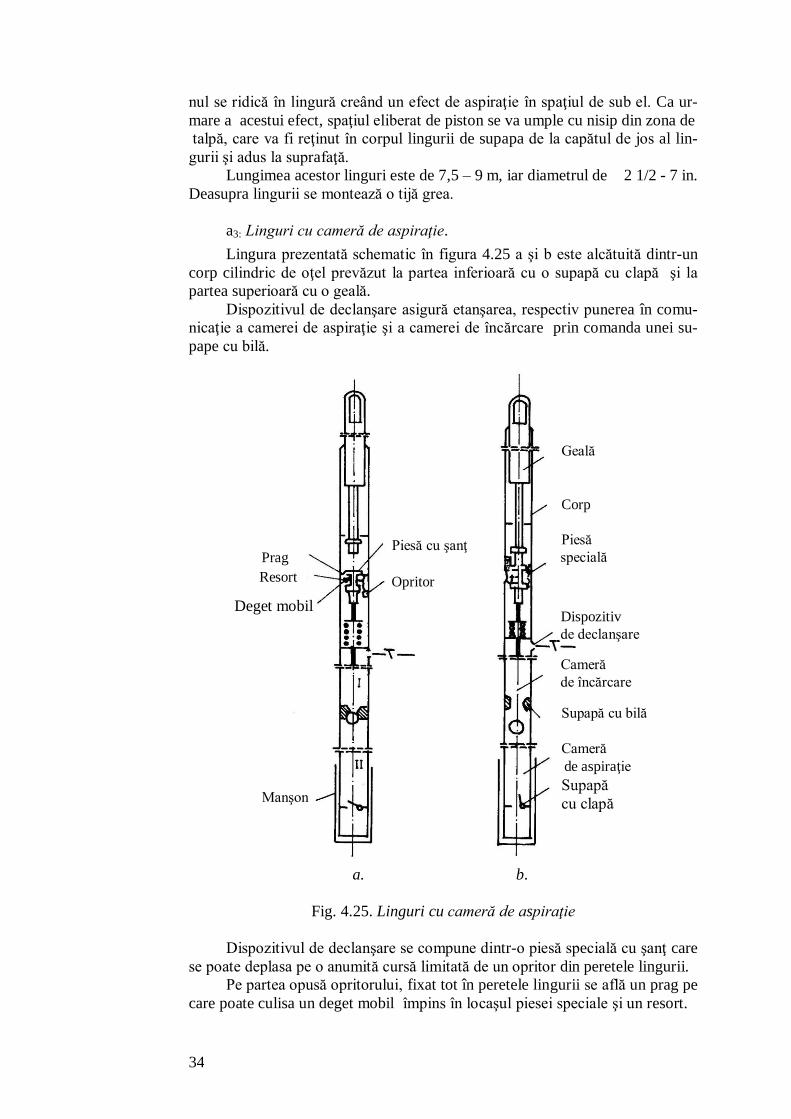
34
nul se ridică în lingură creând un efect de aspiraţie în spaţiul de sub el. Ca ur-
mare a acestui efect, spaţiul eliberat de piston se va umple cu nisip din zona de
talpă, care va fi reţinut în corpul lingurii de supapa de la capătul de jos al lin-
gurii şi adus la suprafaţă.
Lungimea acestor linguri este de 7,5 – 9 m, iar diametrul de 2 1/2 - 7 in.
Deasupra lingurii se montează o tijă grea.
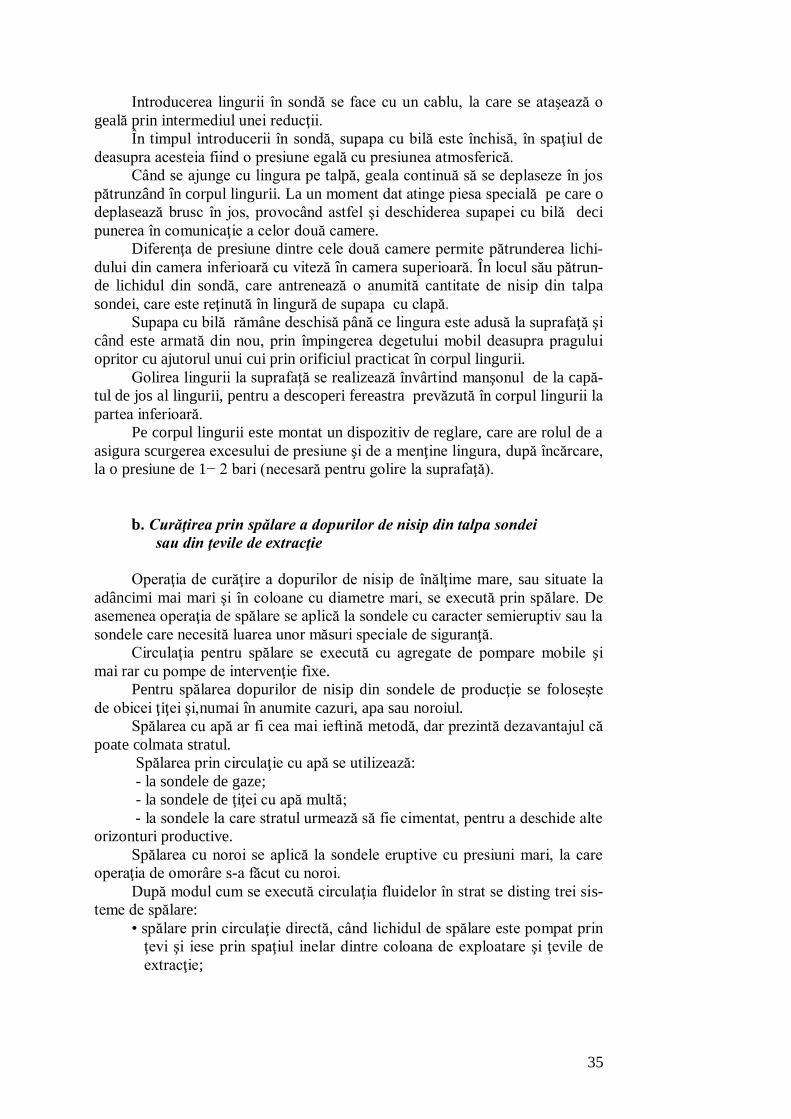
a3: Linguri cu cameră de aspiraţie.
Lingura prezentată schematic în figura 4.25 a şi b este alcătuită dintr-un
corp cilindric de oţel prevăzut la partea inferioară cu o supapă cu clapă şi la
partea superioară cu o geală.
Dispozitivul de declanşare asigură etanşarea, respectiv punerea în comu-
nicaţie a camerei de aspiraţie şi a camerei de încărcare prin comanda unei su-
pape cu bilă.
a. b.
Fig. 4.25. Linguri cu cameră de aspiraţie
Dispozitivul de declanşare se compune dintr-o piesă specială cu şanţ care
se poate deplasa pe o anumită cursă limitată de un opritor din peretele lingurii.
Pe partea opusă opritorului, fixat tot în peretele lingurii se află un prag pe
care poate culisa un deget mobil împins în locaşul piesei speciale şi un resort.
Geală
Corp
Piesă
specială
Supapă
cu clapă
Dispozitiv
de declanşare
Cameră
de aspiraţie
Cameră
de încărcare
Supapă cu bilă
Piesă cu şanţ
Opritor
Prag
Resort
Deget mobil
Manşon
35
Introducerea lingurii în sondă se face cu un cablu, la care se ataşează o
geală prin intermediul unei reducţii.
În timpul introducerii în sondă, supapa cu bilă este închisă, în spaţiul de
deasupra acesteia fiind o presiune egală cu presiunea atmosferică.
Când se ajunge cu lingura pe talpă, geala continuă să se deplaseze în jos
pătrunzând în corpul lingurii. La un moment dat atinge piesa specială pe care o
deplasează brusc în jos, provocând astfel şi deschiderea supapei cu bilă deci
punerea în comunicaţie a celor două camere.
Diferenţa de presiune dintre cele două camere permite pătrunderea lichi-
dului din camera inferioară cu viteză în camera superioară. În locul său pătrun-
de lichidul din sondă, care antrenează o anumită cantitate de nisip din talpa
sondei, care este reţinută în lingură de supapa cu clapă.
Supapa cu bilă rămâne deschisă până ce lingura este adusă la suprafaţă şi
când este armată din nou, prin împingerea degetului mobil deasupra pragului
opritor cu ajutorul unui cui prin orificiul practicat în corpul lingurii.
Golirea lingurii la suprafaţă se realizează învârtind manşonul de la capă-
tul de jos al lingurii, pentru a descoperi fereastra prevăzută în corpul lingurii la
partea inferioară.
Pe corpul lingurii este montat un dispozitiv de reglare, care are rolul de a
asigura scurgerea excesului de presiune şi de a menţine lingura, după încărcare,
la o presiune de 1− 2 bari (necesară pentru golire la suprafaţă).
b. Curăţirea prin spălare a dopurilor de nisip din talpa sondei
sau din ţevile de extracţie
Operaţia de curăţire a dopurilor de nisip de înălţime mare, sau situate la
adâncimi mai mari şi în coloane cu diametre mari, se execută prin spălare. De
asemenea operaţia de spălare se aplică la sondele cu caracter semieruptiv sau la
sondele care necesită luarea unor măsuri speciale de siguranţă.
Circulaţia pentru spălare se execută cu agregate de pompare mobile şi
mai rar cu pompe de intervenţie fixe.
Pentru spălarea dopurilor de nisip din sondele de producţie se foloseşte
de obicei ţiţei şi,numai în anumite cazuri, apa sau noroiul.
Spălarea cu apă ar fi cea mai ieftină metodă, dar prezintă dezavantajul că
poate colmata stratul.
Spălarea prin circulaţie cu apă se utilizează:
- la sondele de gaze;
- la sondele de ţiţei cu apă multă;
- la sondele la care stratul urmează să fie cimentat, pentru a deschide alte
orizonturi productive.
Spălarea cu noroi se aplică la sondele eruptive cu presiuni mari, la care
operaţia de omorâre s-a făcut cu noroi.
După modul cum se execută circulaţia fluidelor în strat se disting trei sis-
teme de spălare:
• spălare prin circulaţie directă, când lichidul de spălare este pompat prin
ţevi şi iese prin spaţiul inelar dintre coloana de exploatare şi ţevile de
extracţie;
36
• spălare prin circulaţie indirectă, când lichidul de spălare este pompat
prin spaţiul inelar dintre coloana de exploatare şi ţevile de extracţie şi
iese împreună cu nisipul prin ţevile de extracţie;
• spălarea prin circulaţie combinată, când se lucrează alternativ cu circu-
laţie directă şi indirectă.
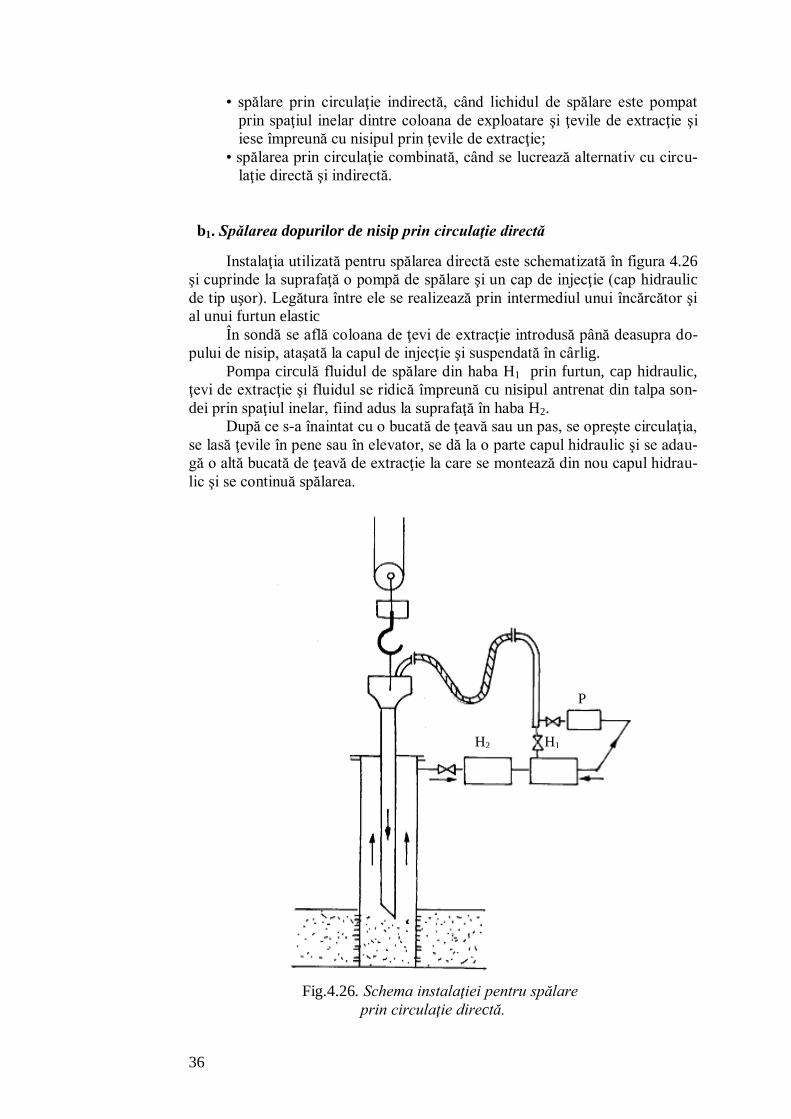
b1. Spălarea dopurilor de nisip prin circulaţie directă
Instalaţia utilizată pentru spălarea directă este schematizată în figura 4.26
şi cuprinde la suprafaţă o pompă de spălare şi un cap de injecţie (cap hidraulic
de tip uşor). Legătura între ele se realizează prin intermediul unui încărcător şi
al unui furtun elastic
În sondă se află coloana de ţevi de extracţie introdusă până deasupra do-
pului de nisip, ataşată la capul de injecţie şi suspendată în cârlig.
Pompa circulă fluidul de spălare din haba H1 prin furtun, cap hidraulic,
ţevi de extracţie şi fluidul se ridică împreună cu nisipul antrenat din talpa son-
dei prin spaţiul inelar, fiind adus la suprafaţă în haba H2.
După ce s-a înaintat cu o bucată de ţeavă sau un pas, se opreşte circulaţia,
se lasă ţevile în pene sau în elevator, se dă la o parte capul hidraulic şi se adau-
gă o altă bucată de ţeavă de extracţie la care se montează din nou capul hidrau-
lic şi se continuă spălarea.
Fig.4.26. Schema instalaţiei pentru spălare
prin circulaţie directă.
H2 H1
P
37
În timpul cât este oprită circulaţia, pentru adăugarea bucăţii de avansare,
nisipul care se află în suspensie în lichidul din spaţiul inelar se poate depune şi
poate prinde ţevile de extracţie. De aceea, înainte de adăugarea unei bucăţi,
trebuie făcută circulaţie timp de 15 – 20 minute pentru a asigura evacuarea
unui volum de fluid cu nisip echivalent cu volumul spaţiului inelar.
Realizarea unei circulaţii directe continue, deci evitarea pauzelor de cir-
culaţie din timpul adăugării bucăţii de avansare, se poate asigura folosind mu-
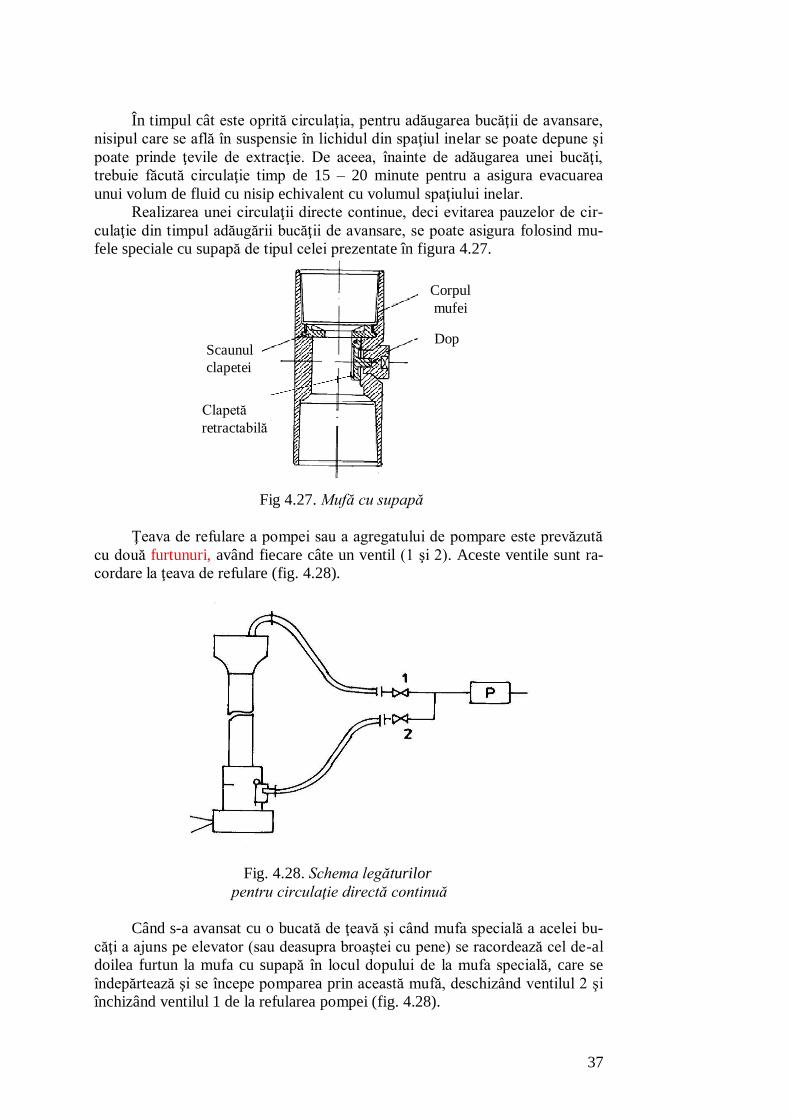
fele speciale cu supapă de tipul celei prezentate în figura 4.27.
Fig 4.27. Mufă cu supapă
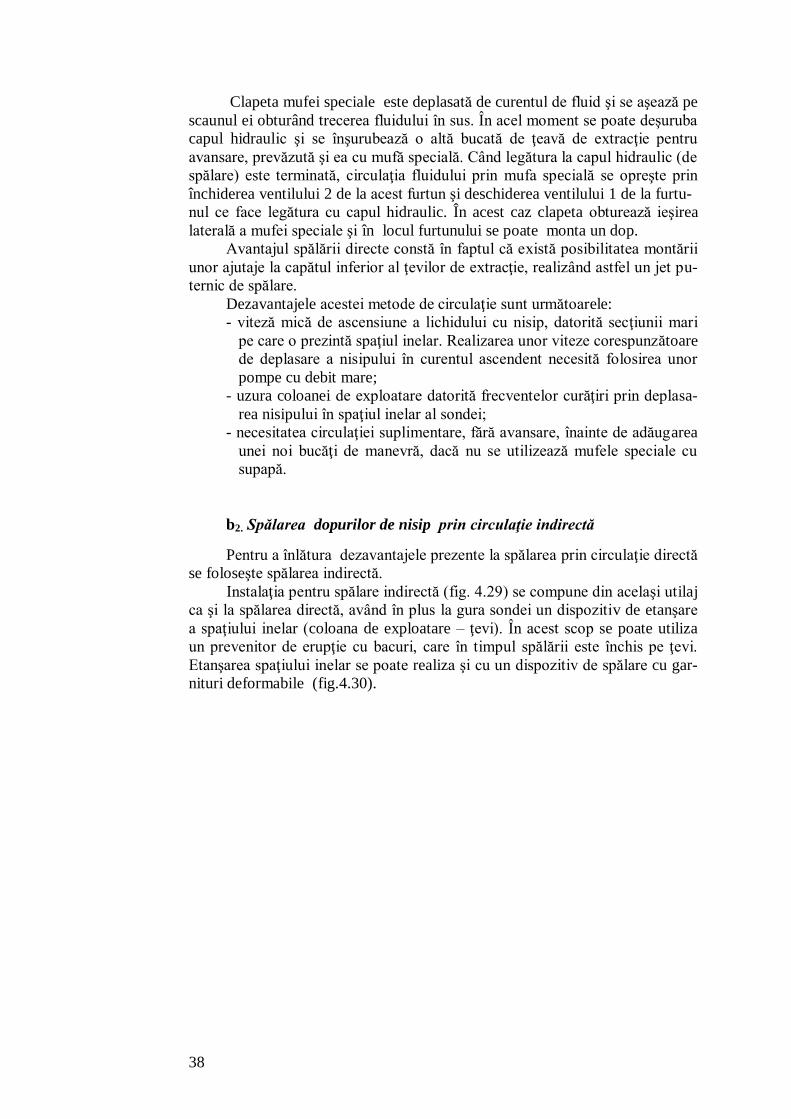
Ţeava de refulare a pompei sau a agregatului de pompare este prevăzută
cu două furtunuri, având fiecare câte un ventil (1 şi 2). Aceste ventile sunt ra-
cordare la ţeava de refulare (fig. 4.28).
Fig. 4.28. Schema legăturilor
pentru circulaţie directă continuă
Când s-a avansat cu o bucată de ţeavă şi când mufa specială a acelei bu-
căţi a ajuns pe elevator (sau deasupra broaştei cu pene) se racordează cel de-al
doilea furtun la mufa cu supapă în locul dopului de la mufa specială, care se
îndepărtează şi se începe pomparea prin această mufă, deschizând ventilul 2 şi
închizând ventilul 1 de la refularea pompei (fig. 4.28).
Corpul
mufei
Clapetă
retractabilă
Dop Scaunul
clapetei
38
Clapeta mufei speciale este deplasată de curentul de fluid şi se aşează pe
scaunul ei obturând trecerea fluidului în sus. În acel moment se poate deşuruba
capul hidraulic şi se înşurubează o altă bucată de ţeavă de extracţie pentru
avansare, prevăzută şi ea cu mufă specială. Când legătura la capul hidraulic (de
spălare) este terminată, circulaţia fluidului prin mufa specială se opreşte prin
închiderea ventilului 2 de la acest furtun şi deschiderea ventilului 1 de la furtu-
nul ce face legătura cu capul hidraulic. În acest caz clapeta obturează ieşirea
laterală a mufei speciale şi în locul furtunului se poate monta un dop.
Avantajul spălării directe constă în faptul că există posibilitatea montării
unor ajutaje la capătul inferior al ţevilor de extracţie, realizând astfel un jet pu-
ternic de spălare.
Dezavantajele acestei metode de circulaţie sunt următoarele:
- viteză mică de ascensiune a lichidului cu nisip, datorită secţiunii mari
pe care o prezintă spaţiul inelar. Realizarea unor viteze corespunzătoare
de deplasare a nisipului în curentul ascendent necesită folosirea unor
pompe cu debit mare;
- uzura coloanei de exploatare datorită frecventelor curăţiri prin deplasa-
rea nisipului în spaţiul inelar al sondei;
- necesitatea circulaţiei suplimentare, fără avansare, înainte de adăugarea
unei noi bucăţi de manevră, dacă nu se utilizează mufele speciale cu
supapă.
b2. Spălarea dopurilor de nisip prin circulaţie indirectă
Pentru a înlătura dezavantajele prezente la spălarea prin circulaţie directă
se foloseşte spălarea indirectă.
Instalaţia pentru spălare indirectă (fig. 4.29) se compune din acelaşi utilaj
ca şi la spălarea directă, având în plus la gura sondei un dispozitiv de etanşare
a spaţiului inelar (coloana de exploatare – ţevi). În acest scop se poate utiliza
un prevenitor de erupţie cu bacuri, care în timpul spălării este închis pe ţevi.
Etanşarea spaţiului inelar se poate realiza şi cu un dispozitiv de spălare cu gar-
nituri deformabile (fig.4.30).
39
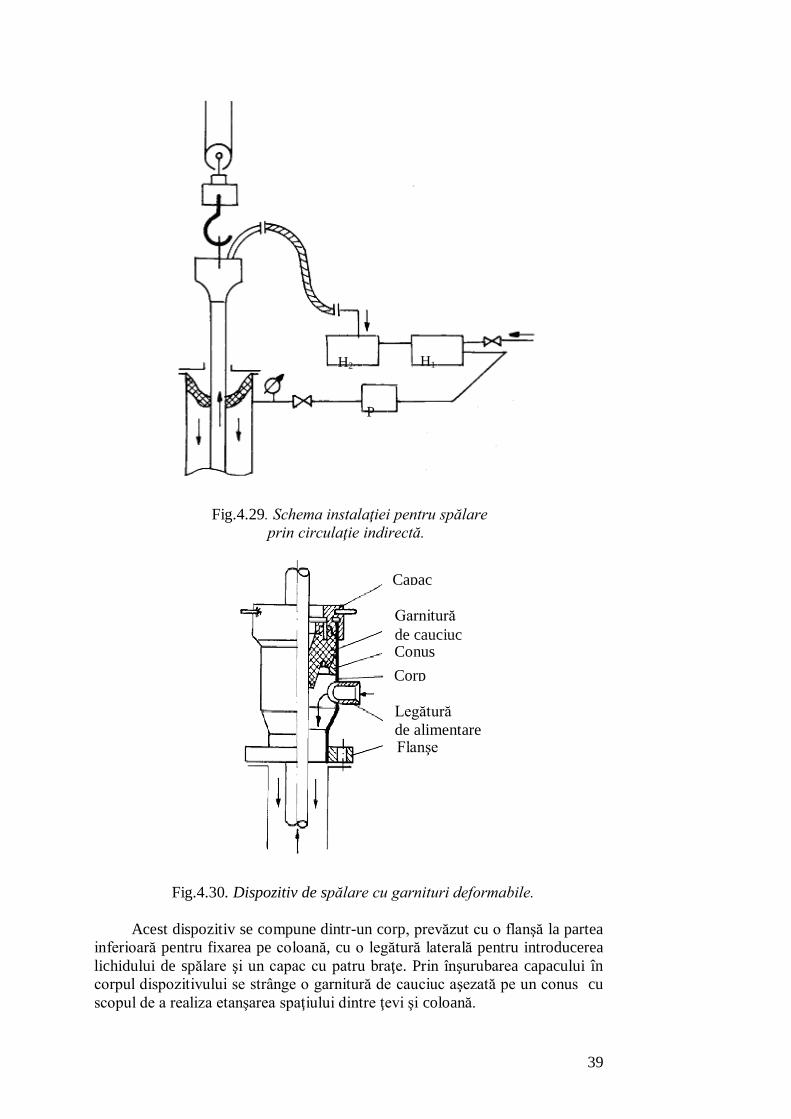
Fig.4.29. Schema instalaţiei pentru spălare
prin circulaţie indirectă.
Fig.4.30. Dispozitiv de spălare cu garnituri deformabile.
Acest dispozitiv se compune dintr-un corp, prevăzut cu o flanşă la partea
inferioară pentru fixarea pe coloană, cu o legătură laterală pentru introducerea
lichidului de spălare şi un capac cu patru braţe. Prin înşurubarea capacului în
corpul dispozitivului se strânge o garnitură de cauciuc aşezată pe un conus cu
scopul de a realiza etanşarea spaţiului dintre ţevi şi coloană.
Corp
Flanşe
Legătură
de alimentare
Capac
Garnitură
de cauciuc Conus
H2 H1
P
40
Cu ajutorul pompei, fluidul de spălare este tras dintr-o habă şi introdus în
spaţiul inelar prin legătura laterală de la dispozitivul de spălare şi iese împreună
cu nisipul prin ţevile de extracţie.
Se realizează circulaţia şi avansarea până când bucata de manevră ajunge
cu mufa superioară la nivelul dispozitivului de spălare.
Coloana de ţevi se suspendă cu elevatorul pe capacul dispozitivului şi se
eliberează chiolbaşii, timp în care continuă circulaţia fluidului de spălare.
Noua bucată de manevră prinsă în alt elevator este adusă cu capătul infe-
rior lângă dispozitiv, având montat la capătul superior o lulea pentru dirijarea
fluidului evacuat din sondă spre batal.
Pomparea lichidului se întrerupe câteva minute pentru a demonta luleaua
de la ţevile de spălare, apoi se înşurubează în mufa acestora noua bucată de
manevră. După ce s-au angajat 3 – 4 spire se porneşte din nou circulaţia, se
termină de înşurubat bucata de manevră, se dă la o parte elevatorul de pe capa-
cul dispozitivului şi se continuă pomparea.
Avantajul acestei metode constă în faptul că viteza ascendentă a fluidului
ce antrenează nisipul este mare, chiar în cazul unui debit de circulaţie mic, din
cauza secţiunii mici a ţevilor de extracţie şi, deci, timpul de curăţire a nisipului
este mai mic decât la spălarea directă. În timpul adăugării unei noi bucăţi de
manevră nu mai există pericol de prindere a ţevilor de spălare.
b3. Spălarea dopurilor de nisip prin circulaţie combinată.
Prin utilizarea acestui sistem de spălare se combină avantajele celor două
metode şi anume: spălarea directă este folosită pentru afânarea dopului de ni-
sip, fiind folosit jetul de fluid care iese prin dispozitivul ataşat la partea inferi-
oară a coloanei de ţevi de extracţie, iar spălarea inversă este folosită pentru
aducerea lichidului cu nisip la suprafaţă, beneficiind de o viteză de ascensiune
mai mare şi deci un timp mai scurt de curăţire a dopului de nisip.
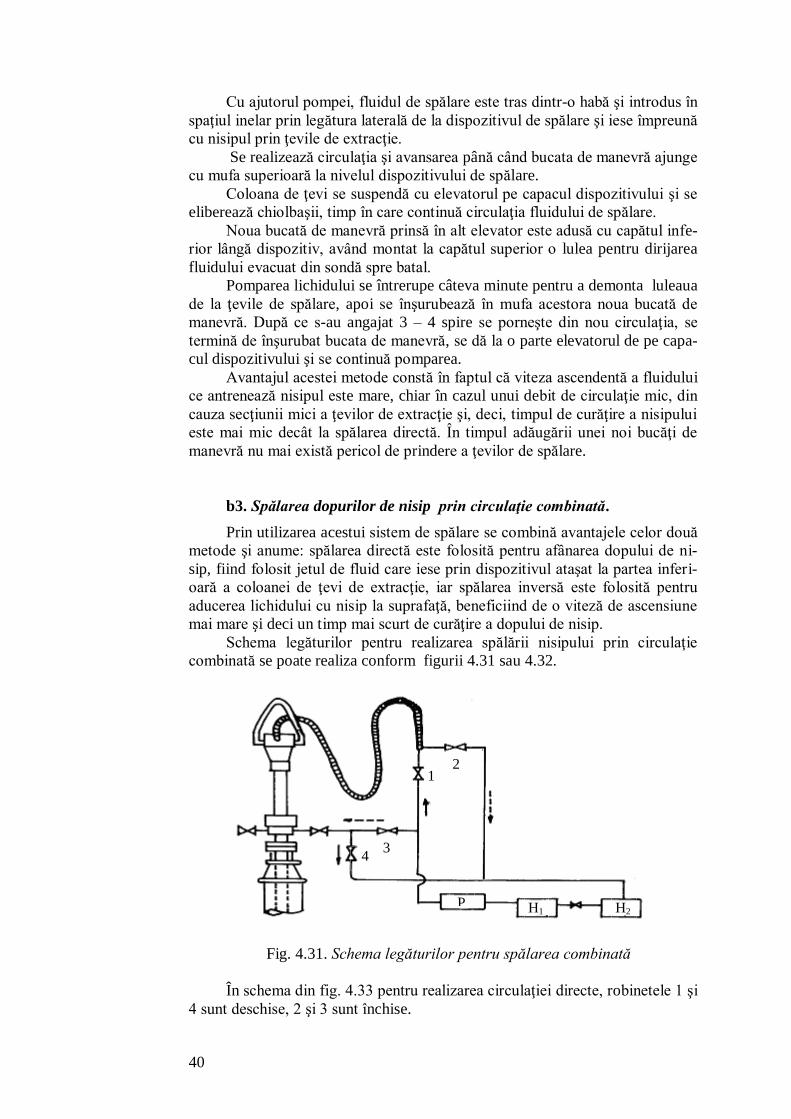
Schema legăturilor pentru realizarea spălării nisipului prin circulaţie
combinată se poate realiza conform figurii 4.31 sau 4.32.
Fig. 4.31. Schema legăturilor pentru spălarea combinată
În schema din fig. 4.33 pentru realizarea circulaţiei directe, robinetele 1 şi
4 sunt deschise, 2 şi 3 sunt închise.
1 2
3 4
P H1 H2
41
Nisipul evacuat din talpă împreună cu fluidul de spălare trece prin spaţiul
inelar prin ventilul 4 la haba de decantare H2.
La circulaţia inversă robinetele 3 şi 2 sunt deschise,1şi 4 sunt închise.
Fluidul cu nisip trece prin ţevi, prin ventilul 2 şi ajunge la haba H2.
La spălarea mixtă, în afară de prevenitor, la gura sondei este necesară o
claviatură mai complexă.
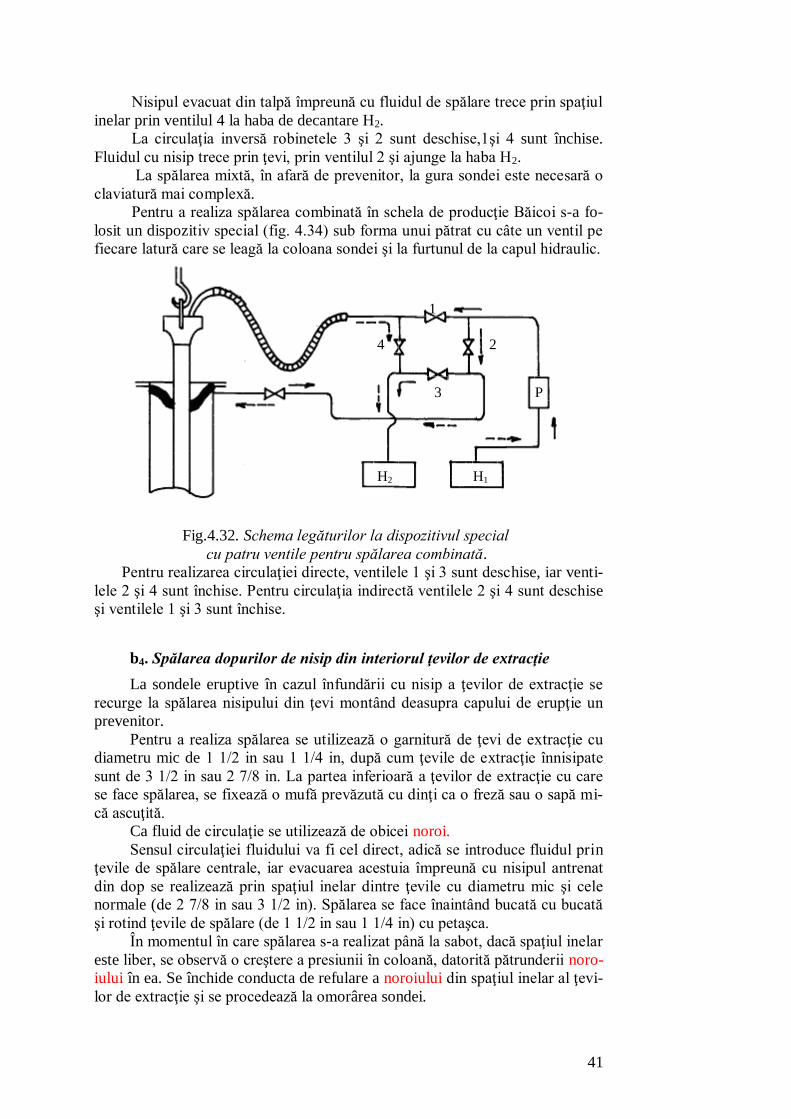
Pentru a realiza spălarea combinată în schela de producţie Băicoi s-a fo-
losit un dispozitiv special (fig. 4.34) sub forma unui pătrat cu câte un ventil pe
fiecare latură care se leagă la coloana sondei şi la furtunul de la capul hidraulic.
Fig.4.32. Schema legăturilor la dispozitivul special
cu patru ventile pentru spălarea combinată.
Pentru realizarea circulaţiei directe, ventilele 1 şi 3 sunt deschise, iar venti-
lele 2 şi 4 sunt închise. Pentru circulaţia indirectă ventilele 2 şi 4 sunt deschise
şi ventilele 1 şi 3 sunt închise.
b4. Spălarea dopurilor de nisip din interiorul ţevilor de extracţie
La sondele eruptive în cazul înfundării cu nisip a ţevilor de extracţie se
recurge la spălarea nisipului din ţevi montând deasupra capului de erupţie un
prevenitor.
Pentru a realiza spălarea se utilizează o garnitură de ţevi de extracţie cu
diametru mic de 1 1/2 in sau 1 1/4 in, după cum ţevile de extracţie înnisipate
sunt de 3 1/2 in sau 2 7/8 in. La partea inferioară a ţevilor de extracţie cu care
se face spălarea, se fixează o mufă prevăzută cu dinţi ca o freză sau o sapă mi-
că ascuţită.
Ca fluid de circulaţie se utilizează de obicei noroi.
Sensul circulaţiei fluidului va fi cel direct, adică se introduce fluidul prin
ţevile de spălare centrale, iar evacuarea acestuia împreună cu nisipul antrenat
din dop se realizează prin spaţiul inelar dintre ţevile cu diametru mic şi cele
normale (de 2 7/8 in sau 3 1/2 in). Spălarea se face înaintând bucată cu bucată
şi rotind ţevile de spălare (de 1 1/2 in sau 1 1/4 in) cu petaşca.
În momentul în care spălarea s-a realizat până la sabot, dacă spaţiul inelar
este liber, se observă o creştere a presiunii în coloană, datorită pătrunderii noro-
iului în ea. Se închide conducta de refulare a noroiului din spaţiul inelar al ţevi-
lor de extracţie şi se procedează la omorârea sondei.
H2 H1
P
1
2
3
4

42
Dacă ţevile de extracţie sunt prinse în nisip şi acesta s-a ridicat şi în spa-
ţiul inelar ţevi – coloană de exploatare, se recurge la perforarea ţevilor sau la
tăierea garniturii de ţevi. După tăiere se închide prevenitorul pe garnitura de
introducere a cuţitului şi se pompează noroi prin ţevile de extracţie în coloană.
4.5.4. Elemente de calcul pentru spălarea dopurilor
de nisip.
Pentru ridicarea nisipului de la talpa sondei la suprafaţă este necesar ca
viteza ascendentă a lichidului de spălare să fie mai mare decât viteza de cădere
a particulelor de nisip.
va > w
vr = va – w (4.4)
unde: vr este viteza de ridicare a nisipului din dop;
va – viteza curentului ascendent al fluidului de spălare;
w – viteza de cădere a particulelor de nisip în fluidul de spălare aflat în
stare de repaus.
Această viteză este în funcţie de diametrul şi densitatea particulelor de
nisip şi de vâscozitatea şi densitatea lichidului utilizat la spălare.
Formula Stokes pentru curgere în regim laminar:
gdg
d n
1
1n
2
1n
2
n
νρ18
)ρρ(
μ18
)ρρ(dw
(4.5)
Formula Rittinger pentru regim de curgere turbulent:
1
1n
ρ
)ρρ(14,51
nd
w (4.6)
în care:
w este viteza de cădere a particulelor de nisip, cm/s;
dn – diametrul particulei de nisip, cm;
ρn – densitatea nisipului, g/cm3;
ρ1 – densitatea lichidului de spălare, g/cm3;
μ – vâscozitatea dinamică a lichidului de spălare, P;
ν – vâscozitatea cinematică a lichidului de spălare, St;
g – acceleraţia gravitaţională, cm/s.
Pentru particule sferice coeficientul dinaintea radicalului din relaţia 4.6 se
evaluează la 30 – 40.
O serie de experienţe efectuate de mai mulţi cercetători au determinat va-
lorile practice ale vitezelor de cădere ale particulelor de cuarţ în apă. Valorile
medii ale vitezelor de cădere în apă ale granulelor de nisip de anumite dimen-
siuni sunt trecute în tabela 4.2.
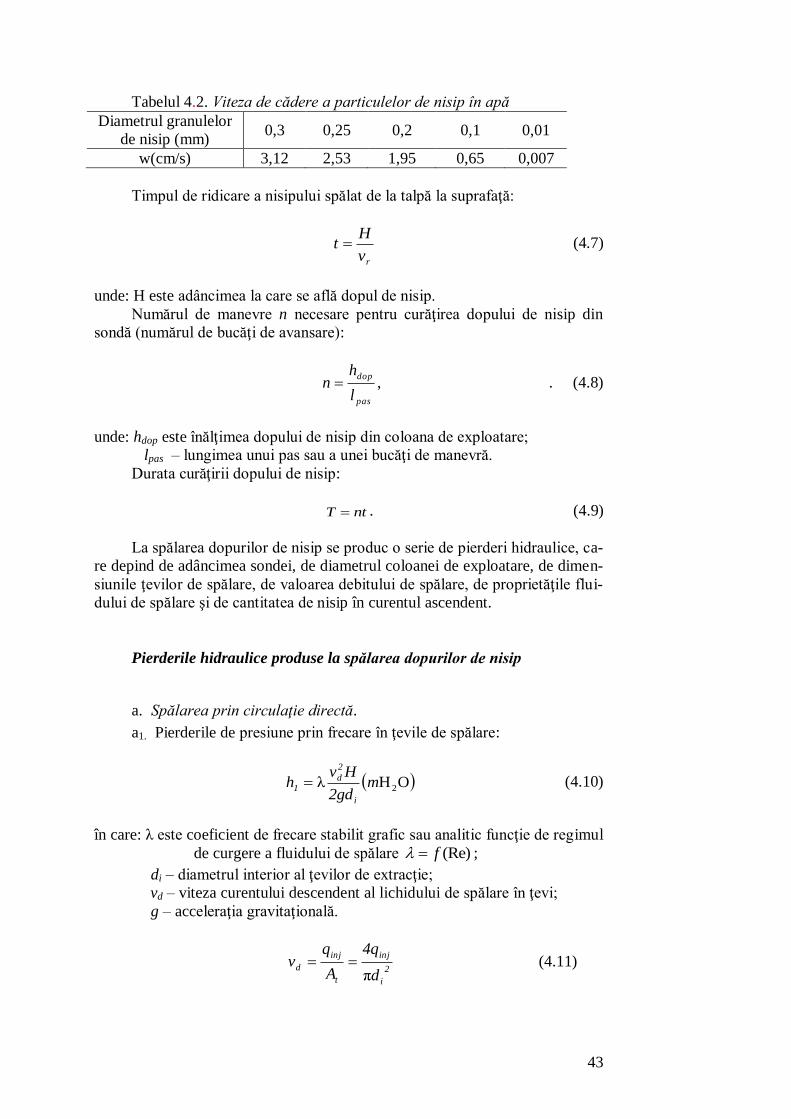
43
Tabelul 4.2. Viteza de cădere a particulelor de nisip în apă
Diametrul granulelor
de nisip (mm) 0,3 0,25 0,2 0,1 0,01
w(cm/s) 3,12 2,53 1,95 0,65 0,007
Timpul de ridicare a nisipului spălat de la talpă la suprafaţă:
rv
Ht (4.7)
unde: H este adâncimea la care se află dopul de nisip.
Numărul de manevre n necesare pentru curăţirea dopului de nisip din
sondă (numărul de bucăţi de avansare):
pas
dop
l
hn , . (4.8)
unde: hdop este înălţimea dopului de nisip din coloana de exploatare;
lpas – lungimea unui pas sau a unei bucăţi de manevră.
Durata curăţirii dopului de nisip:
ntT . (4.9)
La spălarea dopurilor de nisip se produc o serie de pierderi hidraulice, ca-
re depind de adâncimea sondei, de diametrul coloanei de exploatare, de dimen-
siunile ţevilor de spălare, de valoarea debitului de spălare, de proprietăţile flui-
dului de spălare şi de cantitatea de nisip în curentul ascendent.
Pierderile hidraulice produse la spălarea dopurilor de nisip
a. Spălarea prin circulaţie directă.
a1. Pierderile de presiune prin frecare în ţevile de spălare:
OHλ 2m2gd
Hvh
i
2
d1 (4.10)
în care: λ este coeficient de frecare stabilit grafic sau analitic funcţie de regimul
de curgere a fluidului de spălare (Re)f ;
di – diametrul interior al ţevilor de extracţie;
vd – viteza curentului descendent al lichidului de spălare în ţevi;
g – acceleraţia gravitaţională.
2
i
inj
t
inj
dd
4q
A
qv
π (4.11)

44
unde: qinj este debitul pentru pomparea lichidului de spălare;
a2.Pierderile de presiune prin frecare în spaţiul inelar.
g
v
dD
Hh
2
a
e
22
λ
(m H2O) (4.12)
unde: φ este coeficientul de pierderi de presiune prin frecare, când în curentul
ascendent de lichid este prezent nisip;
φ = 1,12 – 1,2 când se deplasează lichid de spălare şi nisip;
φ = 1 când se deplasează numai lichid de spălare;
D – diametrul interior al coloanei de exploatare;
de – diametrul exterior al ţevilor de spălare;
va – viteza curentului ascendent de lichid de spălare în spaţiul inelar.
)(π
42
e
2 dD
qv
inj
a
(4.13)
a3. Pierderea de presiune necesară pentru a compensa diferenţa de presiu-
ne statică, (existentă la baza coloanelor de lichid din cele două spaţii din son-
dă, datorită prezenţei nisipului în curentul ascendent de lichid) se determină
cu relaţia lui Apresov:
11
ρ
ρlA1
l
n3
av
w
a
mh (4.14)
în care: m este coeficientul de porozitate al dopului de nisip;
A – suprafaţa secţiunii transversale a coloanei în care se află dopul de
nisip;
l – înălţimea dopului de nisip curăţit în timpul înaintării cu o bucată
de manevră sau un pas de ţevi;
a – suprafaţa secţiunii transversale a spaţiului prin care se deplasează
amestecul de lichid şi nisip în curentul ascendent (în cazul spălării
prin circulaţie directă a reprezintă secţiunea spaţiului inelar);
ρn – densitatea nisipului;
ρl – densitatea lichidului de spălare;
w – viteza de cădere a particulelor de nisip în lichidul de spălare;
va – viteza de deplasare a lichidului în curentul ascendent.
a4. Presiunea minimă exercitată asupra dopului de nisip în timpul operaţi-
ei de spălare directă.
ghhHp l32 ρ . (4.15)
în care: H – adâncimea la care se face spălarea dopului;
h2 – pierderea de presiune prin frecare în spaţiul inelar, m H2O;
h3 – pierderea de presiune pentru compensarea diferenţei de presiune
statică, m coloană de H2O.
b. Spălarea prin circulaţie inversă.
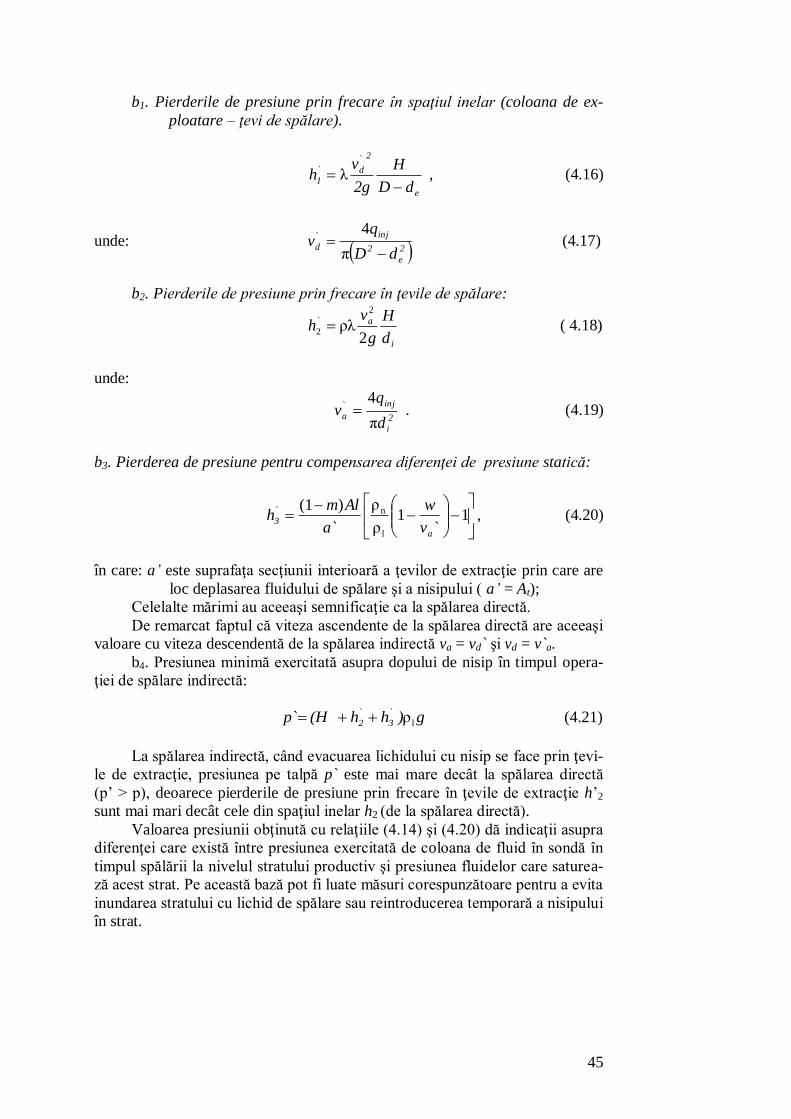
45
b1. Pierderile de presiune prin frecare în spaţiul inelar (coloana de ex-
ploatare – ţevi de spălare).
e
2`
d`
1dD
H
2g
vh
λ , (4.16)
unde: 2
e
2
inj`
ddD
qv
π
4 (4.17)
b2. Pierderile de presiune prin frecare în ţevile de spălare:
i
a
d
H
g
vh
2ρλ
2
`
2 ( 4.18)
unde:
2
i
inj`
ad
qv
π
4 . (4.19)
b3. Pierderea de presiune pentru compensarea diferenţei de presiune statică:
11
ρ
ρ)(1
l
n
`v
w
a`
Almh
a
`
3 , (4.20)
în care: a’ este suprafaţa secţiunii interioară a ţevilor de extracţie prin care are
loc deplasarea fluidului de spălare şi a nisipului ( a’ = At);
Celelalte mărimi au aceeaşi semnificaţie ca la spălarea directă.
De remarcat faptul că viteza ascendente de la spălarea directă are aceeaşi
valoare cu viteza descendentă de la spălarea indirectă va = vd` şi vd = v`a.
b4. Presiunea minimă exercitată asupra dopului de nisip în timpul opera-
ţiei de spălare indirectă:
g)hh(Hp` `
3
`
2 lρ (4.21)
La spălarea indirectă, când evacuarea lichidului cu nisip se face prin ţevi-
le de extracţie, presiunea pe talpă p` este mai mare decât la spălarea directă
(p’ > p), deoarece pierderile de presiune prin frecare în ţevile de extracţie h’2
sunt mai mari decât cele din spaţiul inelar h2 (de la spălarea directă).
Valoarea presiunii obţinută cu relaţiile (4.14) şi (4.20) dă indicaţii asupra
diferenţei care există între presiunea exercitată de coloana de fluid în sondă în
timpul spălării la nivelul stratului productiv şi presiunea fluidelor care saturea-
ză acest strat. Pe această bază pot fi luate măsuri corespunzătoare pentru a evita
inundarea stratului cu lichid de spălare sau reintroducerea temporară a nisipului
în strat.
46
4.5.5. Procedee speciale de curăţire a nisipului
din sondele de producţie
La sondele care prezintă un grad mare de receptivitate, curăţirea nisipului
nu se poate realiza prin circulaţie datorită pierderii lichidului de spălare în strat.
În aceste cazuri se utilizează pentru curăţirea nisipului fie fluide de spăla-
re cu densitate mică, fie dispozitive construite pe principiul ejectorului.
Procedeele din prima categorie folosesc ca fluid de spălare un lichid ga-
zeificat cu o valoare a raţiei gaze – lichid corespunzătoare sau spume, care să
permită realizarea unei presiuni pe talpă corespunzătoare condiţiilor impuse de
caracteristicile stratului.
Procedeele din categoria a doua se bazează pe utilizarea dispozitivului de
curăţire de tipul unui ejector. Acest dispozitiv se introduce în sondă până la
adâncimea la care se află dopul de nisip cu ajutorul a două coloane de ţevi con-
centrice. Lichidul de spălare pompat cu presiune prin spaţiul inelar dintre cele
două coloane de ţevi ajunge la ejector, trece prin ajutajul acestuia şi intră cu
viteză mare sub forma unui jet în camera de amestecare, producând un efect
puternic de aspiraţie. Astfel este aspirat în camera de amestec prin ferestrele
laterale fluid din sondă împreună cu nisip. Din camera de amestec, în care se
unesc cele două jeturi, intră în difuzorul ejectorului şi de aici amestecul format
din lichidul motor, lichidul din sondă şi nisipul antrenat se ridică la suprafaţă
prin interiorul coloanei centrale de ţevi.
În cazul folosirii procedeelor de spălare se poate produce o inundare a
stratului productiv de către fluidul de spălare sau chiar împingerea unei canti-
tăţi de nisip din sondă în strat, care va reveni în sondă în momentul repunerii
acesteia în funcţiune.
Pentru a evita aceste neajunsuri şi a asigura o curăţire normală a sondelor
cu adâncime mare se folosesc dispozitive speciale cu acţiune directă de curăţire
şi colectare a nisipului sub formă de dop la o anumită adâncime în sondă.
Un dispozitiv care poate curăţa dopurile de nisip din sonde la adâncimi
de 3000 – 4500 m denumit hidroelectrobur acţionează asupra dopului de nisip
cu un jet de spălare trimis de o pompă centrifugă. Nisipul antrenat de către li-
chid este adus în colectorul dispozitivului după umplerea căruia se face mane-
vra de extragere şi descărcarea de nisip la suprafaţă.
Introducerea dispozitivului în sondă se face cu ajutorul unui cablu elec-
tric, care serveşte şi la alimentarea motorului de acţionare a pompei centrifuge.





























