Embed Size (px)
Citation preview
TECHNOLOGY
Known Methods Can Cope with Atomic Wastes Chemical schemes now being tested should handle radioactive wastes produced by growing nuclear power industry
A top Soviet nuclear authority, writing in Bulletin of the Atomic Scientists a few years back, suggested that a good way to get rid of the more troublesome radioactive refuse might be to load it aboard rockets and hurl it into outer space. This is just one of man's equally serious and almost as equally "far-out" proposals that have been advanced in recent vears. It
and the others arise from growing concern world-wide over what to do about the sharp increase in highly radioactive wastes which will result from the projected boom in nuclear power operations by the year 2000.
But confidence permeated the air among waste management experts in Richland, Wash., for an international symposium on high-level radio-
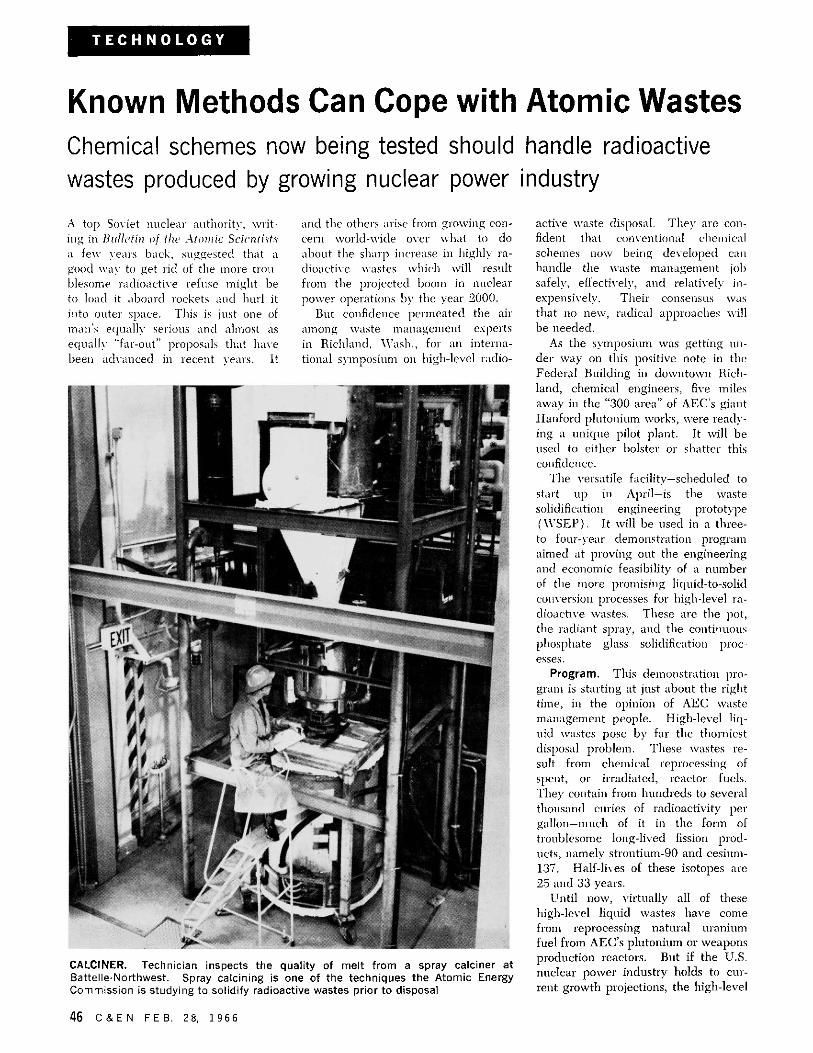
CALCINER. Technician inspects the quality of melt from a spray calciner at Battelle-Northwest. Spray calcining is one of the techniques the Atomic Energy Commission is studying to solidify radioactive wastes prior to disposal
active waste disposal. They are confident that conventional chemical schemes now being developed can handle the waste management job safely, effectively, and relatively inexpensively. Their consensus was that no new, radical approaches will be needed.
As the symposium was getting under way on this positive note in the Federal Building in downtown Richland, chemical engineers, five miles away in the "300 area" of AEC's giant Hanford plutonium works, were readying a unique pilot plant. It will be used to either bolster or shatter this confidence.
The versatile facility—scheduled to start up in April—is the waste solidification engineering prototype (WSEP). It will be used in a three-to four-year demonstration program aimed at proving out the engineering and economic feasibility of a number of the more promising liquid-to-solid conversion processes for high-level radioactive wastes. These are the pot, the radiant spray, and the continuous phosphate glass solidification processes.
Program. This demonstration program is starting at just about the right time, in the opinion of AEC waste management people. High-level liquid wastes pose by far the thorniest disposal problem. These wastes result from chemical reprocessing of spent, or irradiated, reactor fuels. They contain from hundreds to several thousand curies of radioactivity per gallon—much of it in the form of troublesome long-lived fission products, namely strontium-90 and cesium-137. Half-lives of these isotopes are 25 and 33 years.
Until now, virtually all of these high-level liquid wastes have come from reprocessing natural uranium fuel from AEC's plutonium or weapons production reactors. But if the U.S. nuclear power industry holds to current growth projections, the high-level
46 C & E N FEB. 2 8, 1966
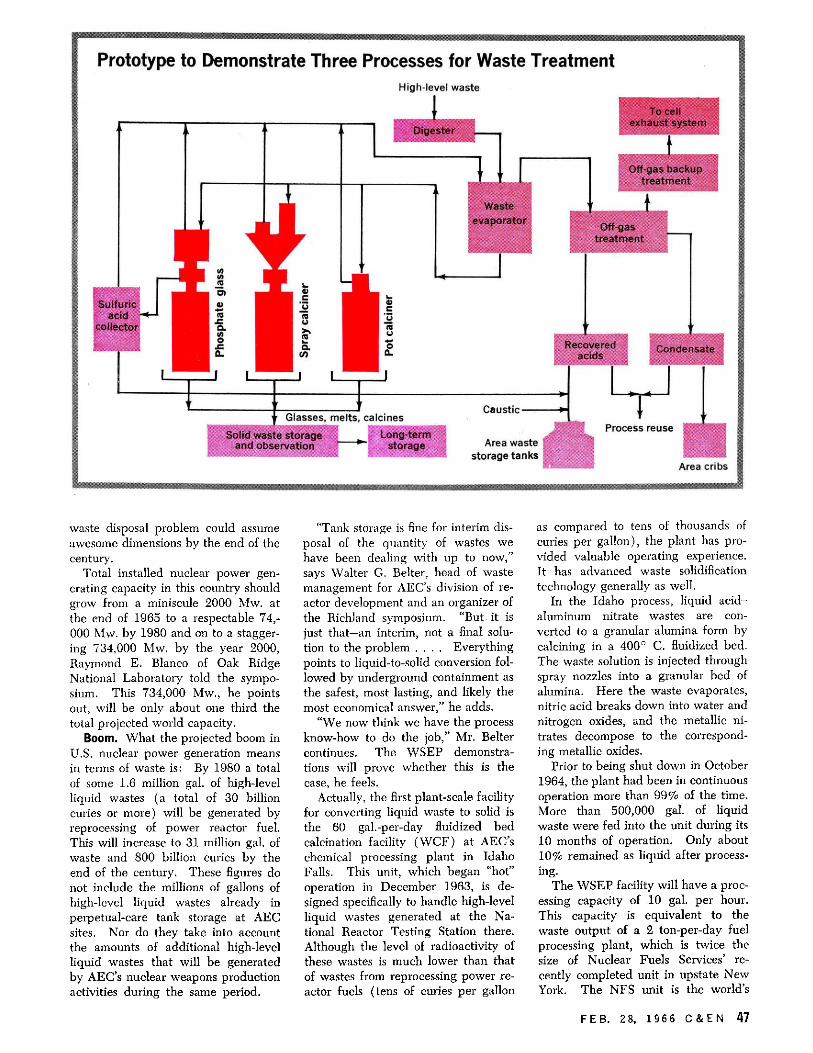
Prototype to Demonstrate Three Processes for Waste Treatment High-level waste ι
Digester
Waste evaporator
Sulfuric acid
collector
To cell exhaust system
Off-gas backup treatment
Off-gas treatment
Recovered acids Condensate
J L
Glasses, melts, calcines Caustic-
Solid waste storage and observation
Long-term storage
Process reuse Area waste
storage tanks Area cribs
waste disposal problem could assume awesome dimensions by the end of the century.
Total installed nuclear power generating capacity in this country should grow from a miniscule 2000 Mw. at the end of 1965 to a respectable 74,-000 Mw. by 1980 and on to a staggering 734,000 Mw. by the year 2000, Raymond E. Blanco of Oak Ridge National Laboratory told the symposium. This 734,000 Mw., he points out, will be only about one third the total projected world capacity.
Boom. What the projected boom in U.S. nuclear power generation means in ternis of waste is: By 1980 a total of some 1.6 million gal. of high-level liquid wastes (a total of 30 billion curies or more) will be generated by reprocessing of power reactor fuel. This will increase to 31 million gal. of waste and 800 billion curies by the end of the century. These figures do not include the millions of gallons of high-level liquid wastes already in perpetual-care tank storage at AEC sites. Nor do they take into account the amounts of additional high-level liquid wastes that will be generated by AEC's nuclear weapons production activities during the same period.
"Tank storage is fine for interim disposal of the quantity of wastes we have been dealing with up to now," says Walter G. Belter, head of waste management for AEC's division of reactor development and an organizer of the Richland symposium. "But it is just that—an interim, not a final solution to the problem . . . . Everything points to liquid-to-solid conversion followed by underground containment as the safest, most lasting, and likely the most economical answer," he adds.
"We now think we have the process know-how to do the job," Mr. Belter continues. The WSEP demonstrations will prove whether this is the case, he feels.
Actually, the first plant-scale facility for converting liquid waste to solid is the 60 gal.-per-day fluidized bed calcination facility (WCF) at AEC's chemical processing plant in Idaho Falls. This unit, which began "hot" operation in December 1963, is designed specifically to handle high-level liquid wastes generated at the National Reactor Testing Station there. Although the level of radioactivity of these wastes is much lower than that of wastes from reprocessing power reactor fuels (tens of curies per gallon
as compared to tens of thousands of curies per gallon), the plant has provided valuable operating experience. It has advanced waste solidification technology generally as well.
In the Idaho process, liquid acid-aluminum nitrate wastes are converted to a granular alumina form by calcining in a 400° C. fluidized bed. The waste solution is injected through spray nozzles into a granular bed of alumina. Here the waste evaporates, nitric acid breaks down into water and nitrogen oxides, and the metallic nitrates decompose to the corresponding metallic oxides.
Prior to being shut down in October 1964, the plant had been in continuous operation more than 99% of the time. More than 500,000 gal. of liquid waste were fed into the unit during its 10 months of operation. Only about 10% remained as liquid after processing.
The WSEP facility will have a processing capacity of .10 gal. per hour. This capacity is equivalent to the waste output of a 2 ton-per-day fuel processing plant, which is twice the size of Nuclear Fuels Services' recently completed unit in upstate New York. The NFS unit is the world's
FEB. 2 8, 19 6 6 C & Ε Ν 47

first privately owned fuels reprocessing plant.
The single pilot plant will be used to demonstrate all three waste solidi-fication processes. The processes will use the same feed preparation and off-gas treatment equipment. Intermediate hardware is arranged on "plug-in" racks so that it can be removed easily and other modules shoved into the same slot.
Pot calcination—a development of AEC's Oak Ridge National Laboratory—is a simple and versatile batch process. Liquid wastes are evaporated to dryness and the contained solids calcined at 700° to 900° C. in a pot which also serves as a final storage container.
After the pot is filled with calcined solids and process lines are disconnected, it is removed from the furnace, sealed, and shipped to a permanent storage site. The big advantage of this process is that it requires no further packaging of the final product since reaction vessel and storage container are one and the same.
Spray. Radiant-heat spray solidification is similar to the so-called "atomized suspension technique." This method has been used in Canada by the Pulp and Paper Institute to treat waste liquors from paper mills. In the WSEP version, liquid wastes are fed through a pneumatic nozzle into the top of a tower. The walls of the tower are heated to 800° C. by passing low-voltage, high-amperage alternating current through the entire column. The water droplets pass down the column through successive zones of evaporation, drying, and calcining. The residue powder falls into a heated (about 850° C.) pot at the bottom of the column. Here the calcination process is completed and a sinter or melt ( depending on the composition of the residue) is formed. The process, under study at Hanford for nearly five years, offers principally the advantage of large throughput.
The phosphate glass process was chosen for the WSEP demonstration program largely because it offers a way to carry out the entire conversion—from raw aqueous waste to the molten glass product—in an all-liquid system. This tends to minimize materials handling and off-gas treatment problems.
In the process, phosphoric acid is added to the raw waste. The resulting solution is fed to an evaporator-denitrator operating at 150° to 170°
C. This drives off almost all of the water and nitrates.
The solution then goes to a platinum melter vessel operating at about 1200° C. Here, the remaining volatile components (primarily sulfuric acid) are driven off and a phosphate glass forms. The molten glass flows from the melter via an overflow weir into a container which is then sealed and ready for storage. Development of this process was carried out at AEC's Brookhaven National Laboratory.
As these processes are being readied, AEC is seeking solutions to the other half of the problem: storing the resulting solid waste.
At the moment, salt formations look particularly good as a final resting place. They are dry. And they are not associated with usable ground water sources so there is little fear of contamination.
In a salt mine near Lyons, Kan., control rods containing about 1 million curies of radioactivity are being used to simulate high-level solid wastes. This is Project Salt Vault—a two-year experiment initiated by AEC last fall to determine the potential of salt formations as a depository for high-level solid wastes. Other possibilities now being studied by AEC include storage in underground caverns and in-tank solidification.
Cost. The cost of liquid-to-solid conversion and storage should be about the same as storing the liquid waste in tanks, according to those in charge of AEC's solidification program. Their guess: "substantially less" than 1% of the cost of nuclear power. But they admit that actual operating data from WSEP are needed before they can come up with meaningful figures.
In general, Mr. Belter explains, the grand strategy for high-level wastes is simple: Concentrate to reduce volume and make handling easier; store in tanks for interim periods to allow short-lived radioactivity to decay; convert acidified liquid waste to unleach-able neutralized solids wherever possible, and package for perpetuity and dispose of deep in the ground in dry and impervious surroundings such as salt mines.
The necessary solidification technology should be ready for commercial use by 1970. This would be "in plenty of time to meet the needs of the expanding nuclear power industry," Mr. Belter adds.
Instrument Measures Paper Permeability Honeywell, Inc., under a St. Regis Paper Co. license, has developed a permeability tester for paper, film, foil, coated materials, and other packaging materials. The self-contained and automatic device tests the water-vapor transmission rate of the material under test. Readout is obtained in a matter of minutes as opposed to days or even weeks in previous testing methods.
Honeywell says maximum variation in test results is less than 3 % , compared with variations of up to 40% (round-robin) in traditional methods. The material under test, about a 6-in. square, is placed in a temperature-controlled chamber so that it bisects the chamber horizontally. Relative humidity in the lower portion of the chamber is held at 100%.
The machine measures the time required for enough water vapor to pass through the material to increase humidity in the upper part of the chamber from a base figure to a greater figure-generally from 10 to 1 1 % RH. The time interval is a direct function of the material's permeability. Price of the device is $4935. Ε 30
Circuits Operate in Subnanosecond Range IBM has developed a class of highspeed integrated circuits, the forerunners of circuits that could double computer speed. The experimental monolithic circuits function at subnanosecond (trillionths of a second) speeds. Thus, they can complete a logic operation in 0.7 nanosecond. By comparison, the fastest logic circuit in a computer completes an operation in about 1.5 nanoseconds.
Dr. Leonard Weiss of IBM's systems development division says that he achieved the subnanosecond speed of the circuits by applying the principle of delayed negative feedback. The result is that the critical part of the circuit never turns off completely. Therefore, the time required to turn it on is reduced. This semi-on condition also contributes to circuit stability, he notes. Another of the circuits' advantages is that they operate from one power supply.
The experimental versions of the circuits are fabricated on 0.0032-in. by 0.0064-in. chips of silicon.
48 C & E N FEB. 2 8, 1966
A. L. van Ameringen 1891-1966
I N T E R N A T I O N A L F L A V O R S & F R A G R A N C E S I N C . 5 2 1 West 5 7 t h St. · New York, N.Y. 10019
ARGENTINA AUSTRIA BELGIUM BRAZIL CANADA ENGLAND FRANCE GERMANY HOLLAND IRELAND ITALY JAPAN MEXICO NORWAY SPAIN S. AFRICA SWEDEN SWITZERLAND U.S.A.
C&EN PROGRESS REPORT
INDUSTRIAL CHEMICAL SPECIALTIES
These items have all been mentioned editorially in C&EN in the past month. If you haven't already sent for information on them, just check the appropriate key numbers on the coupon on page 48, and C&EN's Readers' Information Service will forward your request to the manufacturer.
Product Company
Surfactant C60 Alcolac Chemical Corp. (Siponate SGS) Baltimore, Md.
Barrier cream C61 Ayerst Laboratories New York, N.Y.
Coagulant aid C62 Calgon Corp. (No. 225) Pittsburgh, Pa.
Zinc silicate coating C63 Dearborn Chemical Division (Endcor 831) W. R. Grace & Co.
Chicago, III. Polyethylene resin C64 Eastman Chemical Products,
Inc. New York, N.Y.
Eastman Chemical Products, Inc. New York, N.Y.
2,2,4-Trimethyl-l,3-pentanediol Eastman Chemical Products, methacrylate C65 Inc.
New York, N.Y. Two-part epoxy casting resin C66 Emerson & Cuming, Inc.
(Stycast 2850 FT) Canton, Mass. Four halocarbons C67 Hynes Chemical Research Corp
Durham, N.C.
Unfilled epoxy resin C68 Isochem Resins Co. (Isochemrez 471FRV) Lincoln, R.I.
Ashless detergent-dispersants C69 Monsanto Co. St., Louis, Mo.
Phenolic molding compound C70 Plastics Division (Bakélite BMMA-5715) Union Carbide Corp.
New York, N.Y. Acrylic copolymer C71 Polyvinyl Chemicals, Inc.
(NeoCryl B-707) Peabody, Mass. Synthetic perfume materials C72 UOP Chemical Co.
(Herbandin and Espantone) East Rutherford, N.J.
Features Offers low-water solubility, high purity,
biodegradability, and low toxicity Prevents skin irritation due to contact
with amine hardeners For use with conventional primary co
agulant aids Protects all ferrous surfaces exposed to
corrosive environments
Features high-paraffin compatibility
Available in limited quantities for use in formulating copolymers when hardness is desired
Has thermal coefficient of expansion approaching those of metals
Available in research and developmental quantities for use as refrigerants and inert activating fluids
Contains no chlorine or bromine and offers fire retardancy
For gasoline- and diesel-engine lubricating oils
Combines wide-molding latitude with fast cure cycles
Useful in formulating a variety of polishes
For extending or replacing natural lavender, lavandin, and spike oils
Available in commercial quantities unless otherwise noted.
BRIEFS
A joint agreement to undertake a full-scale study of composting as a means of safely and economically disposing of municipal refuse and sewage sludge has been signed by the Tennessee Valley Authority, U.S. Public Health Service, and Johnson City, Tenn. Under the agreement, TVA will design, construct, and operate a composting plant at Johnson City to dispose of the community's daily production of refuse and sewage—about 60 tons. TVA will also attempt to find an economic use for the final product in the form of soil conditioners and fertilizers to offset disposal costs.
Protein concentrate made from fish at the Department of the Interior's Bu
reau of Commercial Fisheries is safe, nutritious, and wholesome, according to a group of scientists appointed by the National Academy of Sciences to evaluate the concentrate. The concentrate contains 88% high-quality protein, is inexpensive, and has no taste or odor. The remainder is mostly calcium, phosphorus, and other minerals.
Water-dispersed urethane latexes are available from Wyandotte Chemicals Coip. The firm says test results by textile, leather, and rainwear makers are encouraging to the point that "we have plans to increase capacity and expect to be a multimillion-pound producer in a short time." The water latexes are nonflammable during processing and are nonirritating, Wyandotte adds.
NEW EQUIPMENT
Vacuum furnace capable of producing vacuums of 1 X 10~5 torr at 2400° C. is available from Astro Industries, Inc., Santa Barbara, Calif. Measured performance of the Model 2570 WM using a 4-in. pumping system includes pump down to 5 X 10~6 torr at room temperature in 3 min. and down to 5 X 10-7 torr in 33 min. The furnace has a hot zone 2.5 in. in diameter and 7 in. long, with a tungsten mesh element. Ε 31
Interferometer for thin film measurement and surface microtopography studies has been developed at Varian Associates, Palo Alto, Calif. The unit is accurate to ± 3 0 A. from 30 to 20,-000 A. Viewing is through an eyepiece. Ε 32
50 C&EN FEB. 28, 1966
NEW CHEMICALS
Liquid organic peroxide, Cadox 53A4, for use as a free radical source for medium- to high-temperature polymerizations is available from Cadet Chemical Corp. The Burt, N.Y., company suggests using the chemical with polyester molding compounds, rubber vulcanization, and production of polyolefins. C 73
Liquid textile softener that is 100% active and nonionic is available from Emery Industries, Cincinnati, Ohio. The softener, Emery 3727, is designed for regular and resin finishing of cotton and synthetic fibers, and is compatible with all common starches, weighters, resins, and catalysts used in finishing operations. C 74
Ultraviolet adsorber for polyolefin polymers and flexible and rigid polyvinyl chloride is available from General Aniline & Film Corp., New York City. The substituted benzophenone, Uvinul 410, is virtually colorless in effective concentrations, normally from 0.25 to 0.50% (based on weight of polymer). It is thus especially useful for clear or light-colored products, the company says. C 75
Three cement additives designed to reduce inherent deficiencies in the physical properties of cement are available from General Aniline & Film Corp., New York City. Agent CD-128 is an air entrainment and foaming agent for producing lightweight concrete; Agent CD-134 is for reducing the apparent viscosity of cement with-
Readers' Information Service February 28, 1966
Use this handy self-mailer to obtain further information or literature. Simply mark the items desired, fill out the information requested, clip the coupon, fold, staple, and mail.
Name:
Company:
Street:
City- State- -Zip-
Your Title:
YOUR FUNCTIONS (Maximum of 2, please.)
Α Π Management Β • Process Research & Development C Π Product Research & Development D Π Basic Research Ε Π Plant Operations F D Engineering Design & Construction
G Π Analysis/Testing Η Π Marketing/Sales Ι Π Purchasing J Π Consulting Κ Π Teaching—Student
CLIP COUPON—Fold along this line—fasten (staple, tape, glue) MAIL
Your Industry: ft (
A ( ) Engineering and Construction Β ( ) Food and Kindred Products C ( ) Textile Mill Products D ( ) Paper and Allied Products Ε ( ) Government F ( ) Chemicals and Allied Products G ( ) Elastomers, Polymers, Plasticizers
) Petroleum Réf., Asphalts, Lubricants
) Rubber and Plastic Products Independent Laboratories )
H ( ) Drugs R ( I ( ) Detergents, Cosmetics, Specialties S ( J ( ) Paints, Varnishes, etc. Τ (
L ( M ( Ν ( ) Consultants 0 ( Ρ ( Q (
Primary Metal Industries ) Fabricated Metal Products ) Machinery and Equipment ) Transportation Equipment ) Instruments and Controls ) Education
out affecting compressive strength of the final product; and Agent CD-135 is for preventing premature dehydration of the mix. C 76
Silicone spray that protects laboratory glassware is available from Greiner Scientific Corp., New York City. The compound, Glasskote, can be sprayed on glassware, plastic, and rubber to form a durable, protective film which reduces breakage and facilitates draining. Price of a 12-oz. can is $3.99.
0 77
Molecular sieve catalyst for use in aromatics alkylation and related Frie-del-Crafts reactions has been developed at the Linde Division of Union Carbide. The catalyst, SK-500, is generally active in the alkylation of aromatic hydrocarbons with C2-C12
olefins and alkyl halides. It is as active as liquid-phase, HCl-promoted A1C13, and is more active than vapor-phase, amorphous silical alumina catalysts and supported and nonsupported mineral acids. C 78
High-density polyethylene resin for blow-molded packaging has been developed at Phillips Petroleum, Bartles-ville, Okla. The new ASTM Type III resin, Marlex 5402, possesses higher stiffness than do resins with a density of 0.950, and better environmental stress-cracking resistance than the 0.960-density resins. Phillips expects the new resin to be used for detergent and bleach packaging. C 79
Reactive chlorides in commercial quantities (o-toluoyl, m-toluoyl, p-toluoyl, and pivaloyl chlorides) are available from Research Organic Chemical Co., Sun Valley, Calif. These chlorides are for use in pharmaceutical synthesis and as intermediates in producing agricultural, perfume, and dye chemicals. Esters derived from pivaloyl chloride show favorable thermal and hydrolytic stability, the company adds. C 80
I Further information on keyed j I Chemical and Equipment | I items is readily available . . . I
I Use handy coupon on page 52 \ L — J
FEB. 28, 1966 C & E N 51





























