Embed Size (px)
Citation preview
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
DAFTAR ISI
BAB I PENGENALAN KOROSI
1.1. Pengertian Korosi 1 1.2. Pengertian Karat 2 1.3. Masalah Korosi 3
BAB II MACAM-MACAM KOROSI
2.1. Galvanic atau Bimetalic Corrosion 6 2.2. Crevice Corrosion 7 2.3. Pitting Corrosion 8 2.4. Intergranular Corrosion 9 2.5. Selective Leaching Corrosion 10 2.6. Erosion/Abrassion Corrosion 10 2.7. Stress Corrosion Cracking (SCC) 11 2.8. Differential Aeration Corrosion 12 2.9. Fretting Corrosion 13 2.10. Filiform Corrosion 14 2.11. Corrosion Fatique 14 2.12. Hydrogen Attack 15 2.13. Microbiological Corrosion 16 2.14. Dew Point Corrosion 17
BAB III PRINSIP KOROSI
3.1. Prinsip Elektrokimia Korosi 19 3.2. Sel Elektrokimia 21 3.3. Sel Elektrokimia Korosi 22 3.4. Termodinamika Korosi 25 3.5. Penentuan Potensial Korosi Logam 29 3.5.1. Basis Harga Potensial 29 3.5.2. Metoda Pengukuran Potensial Korosi 29 3.5.3. Elektroda Pembanding Kalomel 30 3.5.4. Kegunaan Pengukuran Potensial Korosi 31 3.6. Kinetika Korosi 32 3.7. Hubungan Termodinamika dan Kinetika Korosi 33
Fakultas Teknik Unsri – PT Pusri
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz BAB IV PENENTUAN KECEPATAN KOROSI SECARA ELEKTROKIMIA
4.1. Kelemahan dan Keunggulan Metoda 36 4.2. Prinsip Cara Pengukuran 36 4.3. Penentuan Kecepatan Korosi dengan mengukur Rp 37 4.3.1. Dasar Penentuan / Pengukuran Rp 38 4.3.2. Cara Pengukuran Rp 39 4.4. Penentuan Kecepatan Korosi Dengan Mengukur icorr 39 4.4.1. Pemanfaatan Kurva Anodik 40 4.4.2. Pemanfaatan Kurva Katodik 40 4.4.3. Pemenfaatan Kurva Anodik dan Katodik 41 4.5. Satuan Ukuran Kecepatan Korosi 42
BAB V PENGENDALIAN KOROSI
5.1. Macam-macam Cara Pengendalian Korosi 44 5.2. Desain 45 5.2.1. Isolasi Alat Dari Lingkungan Korosif 45 5.2.2. Mencegah Hadir/Terbentuknya Elektrolit 46 5.2.3. Jaminan Lancarnya Aliran Fluida 48 5.2.4. Mencegah Korosi Erosi/Abrasi Akibat Kecepatan Aliran 48 5.2.5. Mencegah Terbentuknya Sel Galvanik 49 5.3. Pemilihan Material 50 5.3.1. Besi 50 5.3.2. Aluminium 53 5.3.3. Timah Hitam 54 5.3.4. Tembaga 54 5.3.5. Nikel 55 5.3.6. Timah Putih 55 5.3.7. Titanium 55 5.3.8. Tantalum 55 5.3.9. Pasangan Alami 56 5.4. Perlakuan Lingkungan 57 5.4.1. Pengubahan Media/Elektrolit 57 5.4.2. Penggunaan Inhibitor 58 5.5. Pelapisan 61 5.5.1. Pelapisan Dengan Bahan Logam 61 5.5.1.1. Dipping 62 5.5.1.2. Cladding 63 5.5.1.3. Spraying 63
Fakultas Teknik Unsri – PT Pusri
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 5.5.1.4. Electrodeposition 64 5.5.1.5. Vapour deposition 64 5.5.1.6. Diffusion 65 5.5.2. Pelapisan Non Logam 65 5.5.2.1. Pelapisan Dengan Bahan Organik 66 5.5.2.2. Pelapisan dengan Bahan Anorganik 67 5.6. Proteksi Katodik 68 5.6.1. Sistem Arus Luar 69 5.6.2. Sistem Anoda Tumbal 70 5.7. Proteksi Anodik 70
BAB VI IDENTIFIKASI DAN PENGUKURAN KOROSI
6.1. Cara Non Destruktif 72 6.1.1. Pengamatan Visual 72 6.1.2. Pengukuran dengan Menggunakan Micrometer 73 6.1.3. Dye Penetration Test (PT) 73 6.1.4. Magnetic Particle Test (MT) 73 6.1.5. Ultrasonografi Test (UT) 74 6.1.6. Eddy Current Test (ET) 74 6.1.7. Radiografi (RT) 74 6.1.8. Acoustic Emision (AE) 75 6.2. Cara Merusak (Destructive Test) 75 6.2.1. Weight Loss Test 75 6.2.2. Microscopic Investigation (Pengamatan Mikroskopik) 76 6.2.3. Cara Elektrokimia 76
BAB VII PETA KOROSI UMUM DI PUSRI
7.1. Peta Korosi Secara Umum di Pabrik Pusri 77 7.1.1. Ammonia Plant 77 7.1.1.1. Daerah Feed Treating 77 7.1.1.2. Daerah Reformer 78 7.1.1.3. Daerah Purification 79 7.1.1.4. Daerah Loop Sintesa 79 7.1.2. Urea Plant 79
Fakultas Teknik Unsri – PT Pusri
DAFTAR PUSTAKA 80
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB I
PENGENALAN KOROSI
1.1. Pengertian Korosi
Apakah korosi ?.
1). Menurut Orang Ilmiawan, korosi adalah proses atau peristiwa bereaksinya logam dengan
lingkungannya membentuk senyawa baru.
2). Menurut Orang Teknik, korosi adalah proses atau peristiwa bereaksinya logam dengan
lingkungannya yang mengakibatkan rusaknya sifat-sifat logam yang menguntungkan sebagai
bahan konstruksi.
Di sini ilmiawan tidak mempertimbangkan aspek kerugian material, sedangkan orang
teknik mempertimbangkan aspek kerugian material. Aspek kerugian begitu penting bagi
orang teknik. Orang teknik bahkan tidak akan mempersoalkan apakah sesuatu peristiwa
merupakan fenomena korosi atau bukan, apabila hal itu tidak sampai menimbulkan kerugian.
Selama tidak menimbulkan masalah yang merugikan, maka orang teknik tidak peduli
apakah sesuatu proses itu merupakan proses korosi atau bukan. Korosi bagi orang teknik
identik dengan masalah.
Contoh : peristiwa bereaksinya besi dengan udara (tepatnya dengan oksigen di udara)
2 Fe + O2 --- 2 FeO
dan/atau
4 Fe + 3 O2 --- 2 Fe2O3
Reaksi di atas menghasilkan senyawa baru yaitu FeO dan/atau Fe2O3. Besi oksida tidak
lagi bersifat sebagai logam. Ia adalah bahan keramik yang tidak lagi bersifat menguntungkan
sebagai bahan konstruksi seperti halnya besi. Akibatnya, konstruksi yang terbuat dari besi
tersebut menjadi rusak/rapuh.
Fakultas Teknik Unsri – PT Pusri 1
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Pada peristiwa di atas, orang teknik akan mempersoalkannya sebagai masalah korosi.
Tetapi ketika aluminium bereaksi dengan lingkungannya membentuk lapisan oksida yang
protektif, maka orang teknik tidak meributkannya sebagai peristiwa korosi. Mereka bahkan
tidak menganggapnya sebagai peristiwa korosi, karena peristiwa tersebut tidak menimbulkan
kerugian. Hal serupa juga terjadi ketika kromium terkorosi dan membentuk lapisan oksida
protektif pada stainless steel.
Pada dua contoh tersebut, tidak dipersoalkan apakah telah terjadi korosi atau tidak,
karena proses korosinya tidak sampai menimbulkan masalah.
1.2. Pengertian Karat
Apakah beda korosi dengan karat ?.
Korosi, seperti disebutkan di atas, adalah proses reaksi yang merugikan (menurut orang
teknik). Sedangkan karat adalah produk dari proses korosi. Dalam hal ini karat adalah hasil
terkorosinya besi oleh oksigen. Jadi korosi adalah proses, sedangkan karat adalah produknya
(khusus korosi pada besi).
Sebutan karat tidak digunakan untuk menamakan produk korosi selain produk korosi
dari besi yang berupa besi oksida. Hasil korosi dari aluminium ataupun kromium tidak
disebut sebagai karat. Karat (oksida besi) ditandai dengan warnanya yang coklat kehitaman
atau sebaliknya.
Lapis tipis Al2O3 Lapis tipis Cr2O3Al Stainless-steel
Fakultas Teknik Unsri – PT Pusri 2
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 1.3. Masalah Korosi
Banyak sekali masalah yang bisa ditimbulkan oleh proses korosi. Di antara masalah-
masalah tersebut adalah :
- hancurnya peralatan karena lapuk oleh korosi sehingga tidak bisa dipakai lagi sebagai
bahan konstruksi, dan harus diganti dengan yang baru.
- pecahnya peralatan bertekanan dan/atau bersuhu tinggi karena korosi, yang selain
merusak alat juga membahayakan keselamatan.
- patahnya peralatan yang berputar karena korosi, yang merugikan dari segi materiil dan
mengancam keselamatan jiwa.
- bocornya peralatan, seperti : tangki, pipa dan sebagainya, sehingga tidak bisa berfungsi
optimal. Peralatan yang bocor/rusak juga mengakibatkan produk ataupun fluida kerja
terkontaminasi oleh fluida atau bahan-bahan lain, maupun oleh senyawa-senyawa hasil
korosi. Bocor/rusaknya peralatan juga merugikan dari segi produksi, akibat hilangnya
produk berharga. Kebocoran/kerusakan juga bisa mengakibatkan terhentinya operasi
pabrik, bahkan membahayakan lingkungan akibat terlepasnya bahan berbahaya ke
lingkungan.
- hilangnya keindahan konstruksi karena produk korosi yang menempel padanya.
- dan lain-lain.
Semua masalah tersebut bermuara pada kerugian, baik secara material maupun non
material. Kerugian material dapat berupa biaya pengadaan alat-alat baru, biaya pemeliharaan
dan operasional alat, kotor/rusaknya produk ataupun fluida kerja, bocor/hilangnya produk
yang berharga, bahkan kerugian waktu akibat shut down. Kerugian non material mulai dari
pengotoran permukaan alat oleh corrosion product, sehingga merusak keindahan
pemandangan, sampai ke pada pencemaran lingkungan yang menurunkan kwalitas
lingkungan hidup, bahkan sampai ke pada ancaman terhadap kesehatan dan keselamatan
jiwa.
Fakultas Teknik Unsri – PT Pusri 3
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Karena banyaknya kerugian yang ditimbulkan akibat peristiwa korosi maka penting
untuk menanggulanginya, terutama mencegahnya sebelum terjadi akibat yang tidak
diharapkan. Untuk itu diperlukan pengetahuan mengenai korosi yang memadai, yang dimulai
dari prinsip proses korosi itu sendiri.
Fakultas Teknik Unsri – PT Pusri 4
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB II
MACAM-MACAM KOROSI
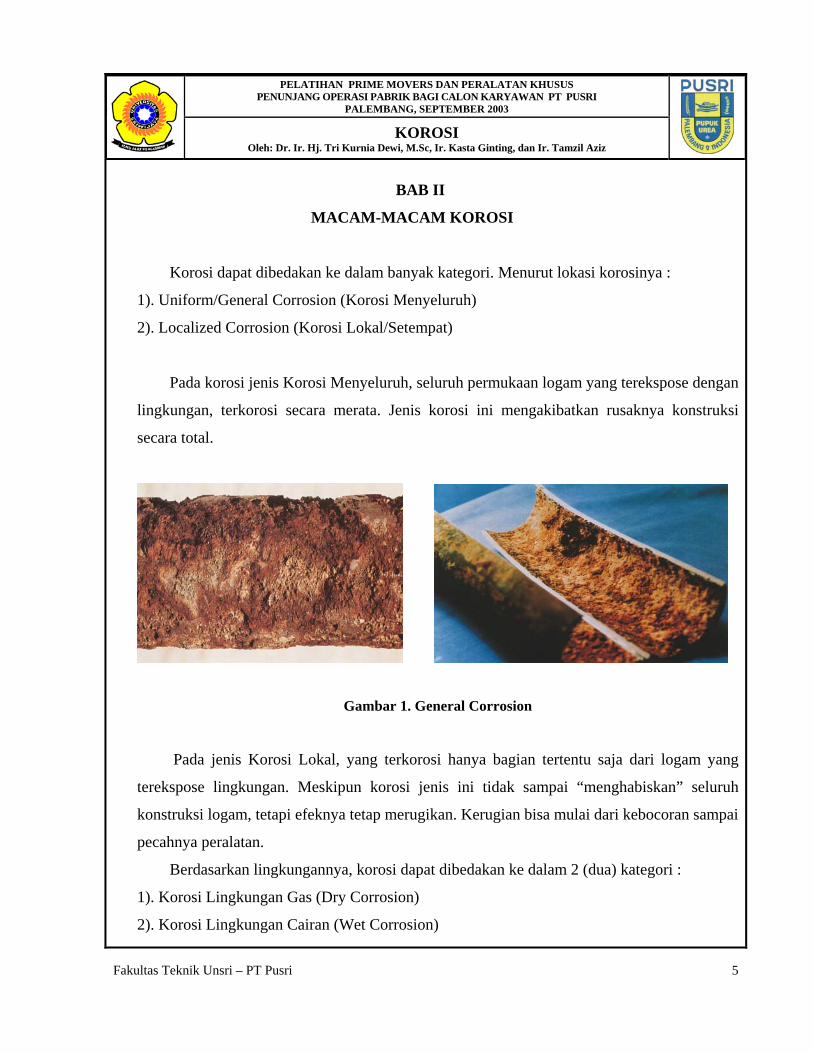
Korosi dapat dibedakan ke dalam banyak kategori. Menurut lokasi korosinya :
1). Uniform/General Corrosion (Korosi Menyeluruh)
2). Localized Corrosion (Korosi Lokal/Setempat)
Pada korosi jenis Korosi Menyeluruh, seluruh permukaan logam yang terekspose dengan
lingkungan, terkorosi secara merata. Jenis korosi ini mengakibatkan rusaknya konstruksi
secara total.
Gambar 1. General Corrosion
Pada jenis Korosi Lokal, yang terkorosi hanya bagian tertentu saja dari logam yang
terekspose lingkungan. Meskipun korosi jenis ini tidak sampai “menghabiskan” seluruh
konstruksi logam, tetapi efeknya tetap merugikan. Kerugian bisa mulai dari kebocoran sampai
pecahnya peralatan.
Berdasarkan lingkungannya, korosi dapat dibedakan ke dalam 2 (dua) kategori :
1). Korosi Lingkungan Gas (Dry Corrosion)
2). Korosi Lingkungan Cairan (Wet Corrosion)
Fakultas Teknik Unsri – PT Pusri 5
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Korosi lingkungan gas dapat terjadi pada lingkungan atmosfir maupun lingkungan gas yang
lain. Korosi lingkungan cairan dapat terjadi pada lingkungan air maupun cairan yang lain.
Korosi juga dapat dibedakan berdasarkan suhu korosif yang melingkungi konstruksi
logam. Berdasarkan suhu korosif ini, korosi dibedakan menjadi 2 (dua) kategori, yaitu :
1). Korosi Suhu Tinggi (High Temperature Corrosion)
2). Korosi Biasa/ Suhu Kamar
High Temperature Corrosion terjadi pada burner, boiler, reformer, reaktor, dsb. Korosi jenis
ini banyak terjadi dalam suasana lingkungan gas.
Di antara macam-macam penamaan / jenis-jenis korosi, yang sering dijumpai ialah :
1). Galvanic atau Bimetalic Corrosion
2). Crevice Corrosion
3). Pitting Corrosion
4). Intergranular Corrosion
5). Selective Leaching Corrosion
6). Erosion/Abrassion Corrosion
7). Stress Corrosion Cracking (SCC)
8). Differential Aeration Corrosion
9). Fretting Corrosion
10). Filiform Corrosion
11). Corrosion Fatique
12). Hydrogen Attack
13). Microbial Corrosion
14). Dew Point Corrosion
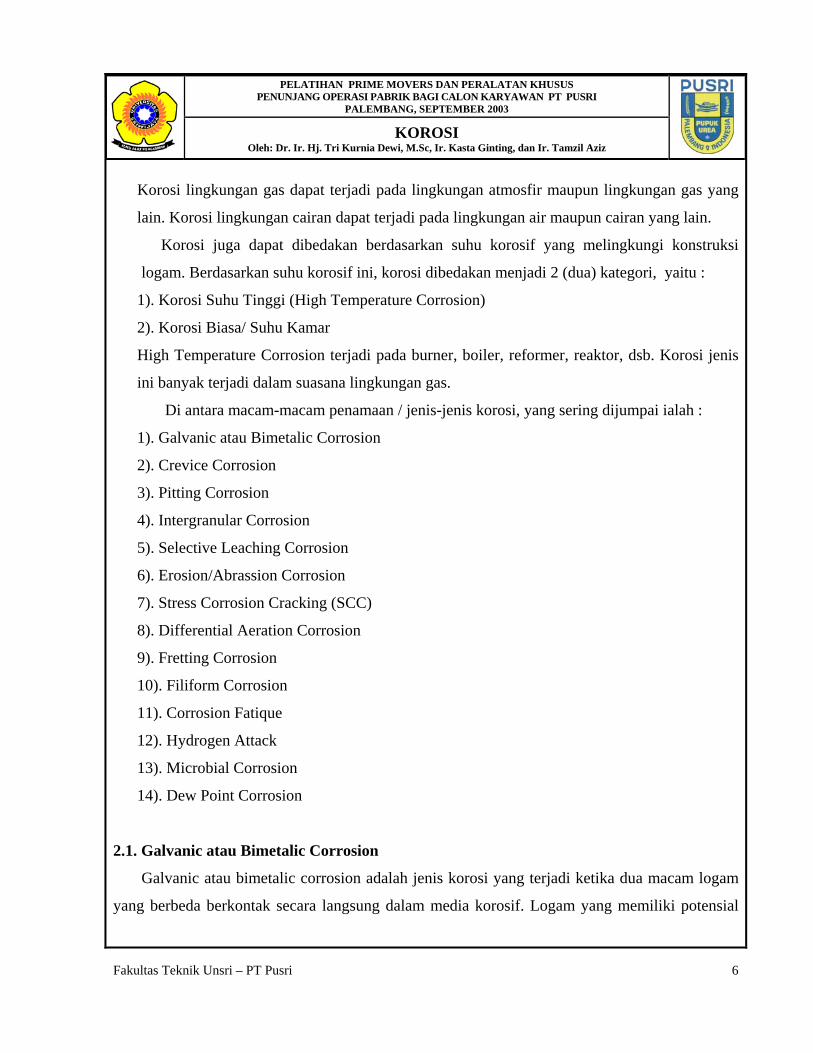
2.1. Galvanic atau Bimetalic Corrosion
Galvanic atau bimetalic corrosion adalah jenis korosi yang terjadi ketika dua macam logam
yang berbeda berkontak secara langsung dalam media korosif. Logam yang memiliki potensial
Fakultas Teknik Unsri – PT Pusri 6
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz korosi lebih tinggi, akan terkorosi lebih hebat daripada kalau ia sendirian dan tidak dihubungkan
langsung dengan logam yang memiliki potensial korosi yang lebih rendah. Sedangkan logam
yang memiliki potensial korosi yang lebih rendah, akan kurang terkorosi daripada kalau ia
sendirian dan tidak dihubungkan langsung dengan logam yang memiliki potensial korosi yang
lebih tinggi. Pada kasus ini terbentuk sebuah sel galvanik, dengan logam yang berpotensial korosi
lebih tinggi sebagai anoda dan logam yang berpotensial korosi lebih rendah sebagai katoda.
Gambar 2. Galvanic Corrosion
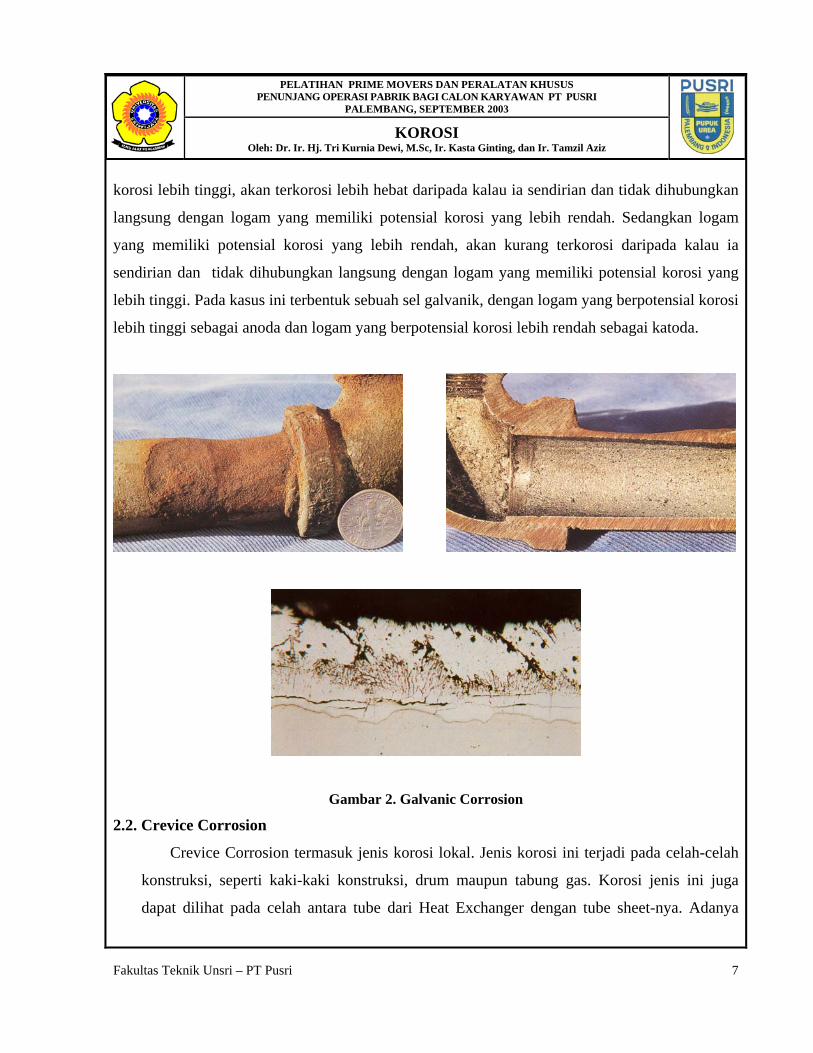
2.2. Crevice Corrosion
Crevice Corrosion termasuk jenis korosi lokal. Jenis korosi ini terjadi pada celah-celah
konstruksi, seperti kaki-kaki konstruksi, drum maupun tabung gas. Korosi jenis ini juga
dapat dilihat pada celah antara tube dari Heat Exchanger dengan tube sheet-nya. Adanya
Fakultas Teknik Unsri – PT Pusri 7
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
korosi bisa ditandai dengan warna coklat di sekitar celah. Tipe korosi ini terjadi akibat
terjebaknya elektrolit sebagai lingkungan korosif di celah-celah yang terbentuk di antara
peralatan konstruksi.
Gambar 3. Crevice Corrosion
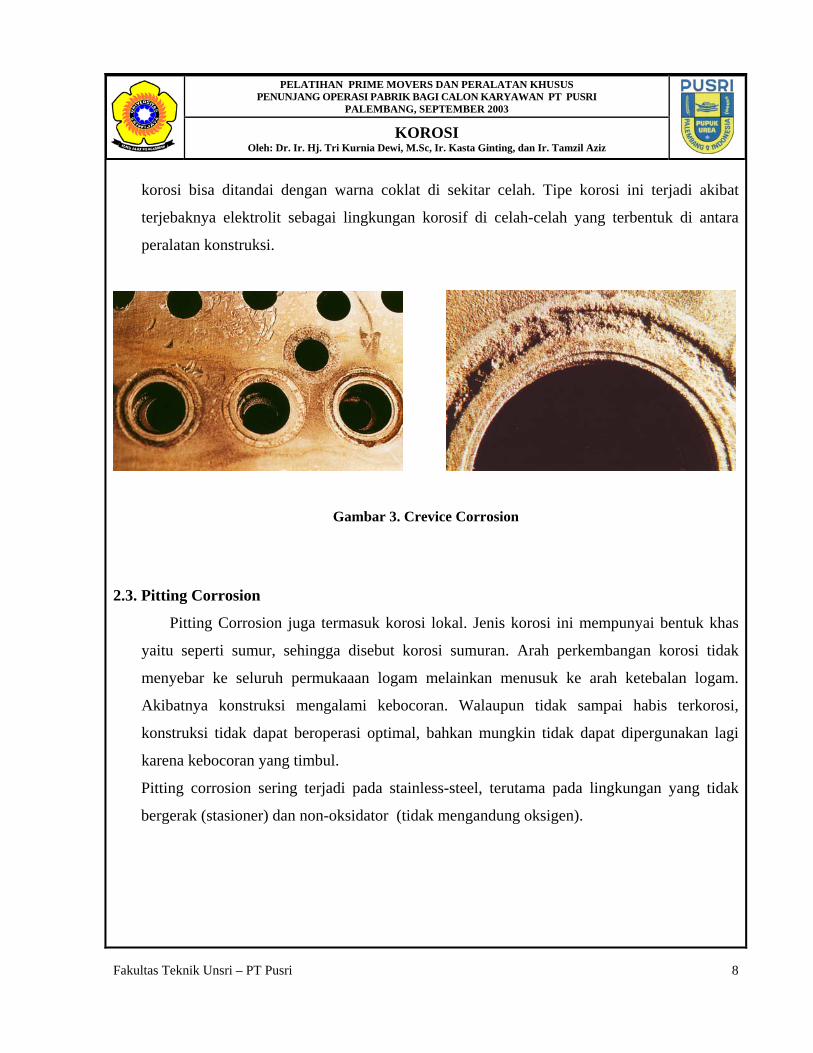
2.3. Pitting Corrosion
Pitting Corrosion juga termasuk korosi lokal. Jenis korosi ini mempunyai bentuk khas
yaitu seperti sumur, sehingga disebut korosi sumuran. Arah perkembangan korosi tidak
menyebar ke seluruh permukaaan logam melainkan menusuk ke arah ketebalan logam.
Akibatnya konstruksi mengalami kebocoran. Walaupun tidak sampai habis terkorosi,
konstruksi tidak dapat beroperasi optimal, bahkan mungkin tidak dapat dipergunakan lagi
karena kebocoran yang timbul.
Pitting corrosion sering terjadi pada stainless-steel, terutama pada lingkungan yang tidak
bergerak (stasioner) dan non-oksidator (tidak mengandung oksigen).
Fakultas Teknik Unsri – PT Pusri 8
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
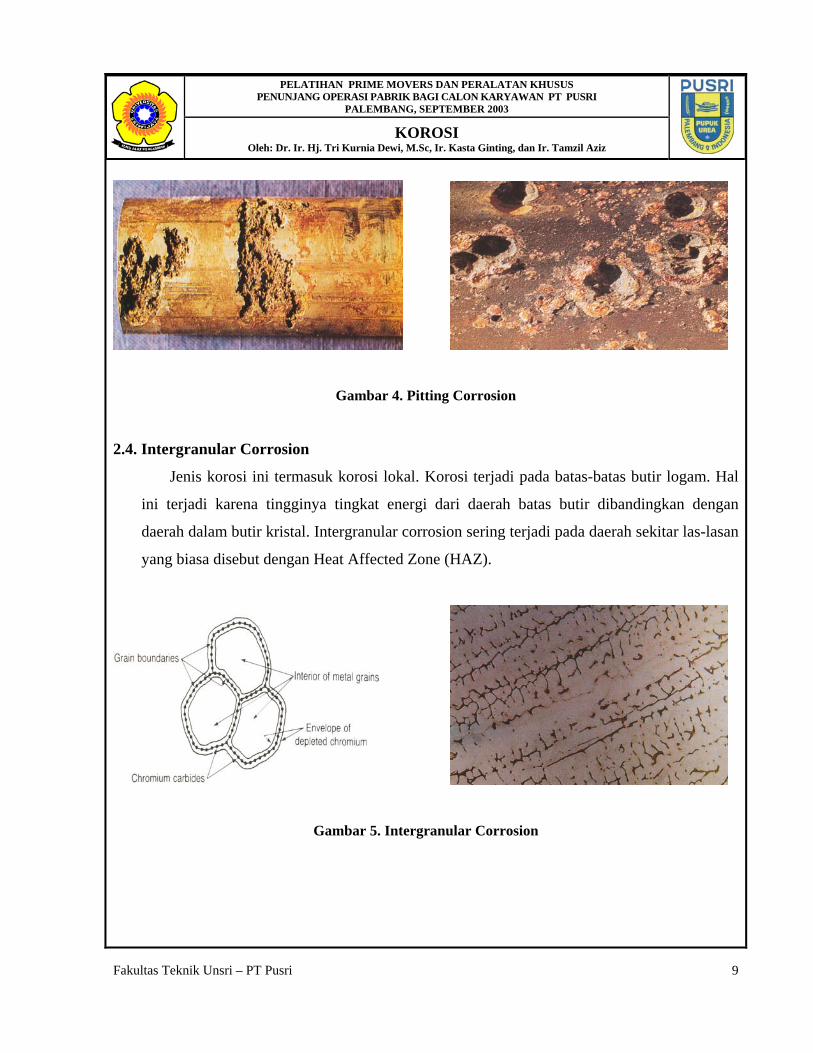
Gambar 4. Pitting Corrosion
2.4. Intergranular Corrosion
Jenis korosi ini termasuk korosi lokal. Korosi terjadi pada batas-batas butir logam. Hal
ini terjadi karena tingginya tingkat energi dari daerah batas butir dibandingkan dengan
daerah dalam butir kristal. Intergranular corrosion sering terjadi pada daerah sekitar las-lasan
yang biasa disebut dengan Heat Affected Zone (HAZ).
Gambar 5. Intergranular Corrosion
Fakultas Teknik Unsri – PT Pusri 9
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
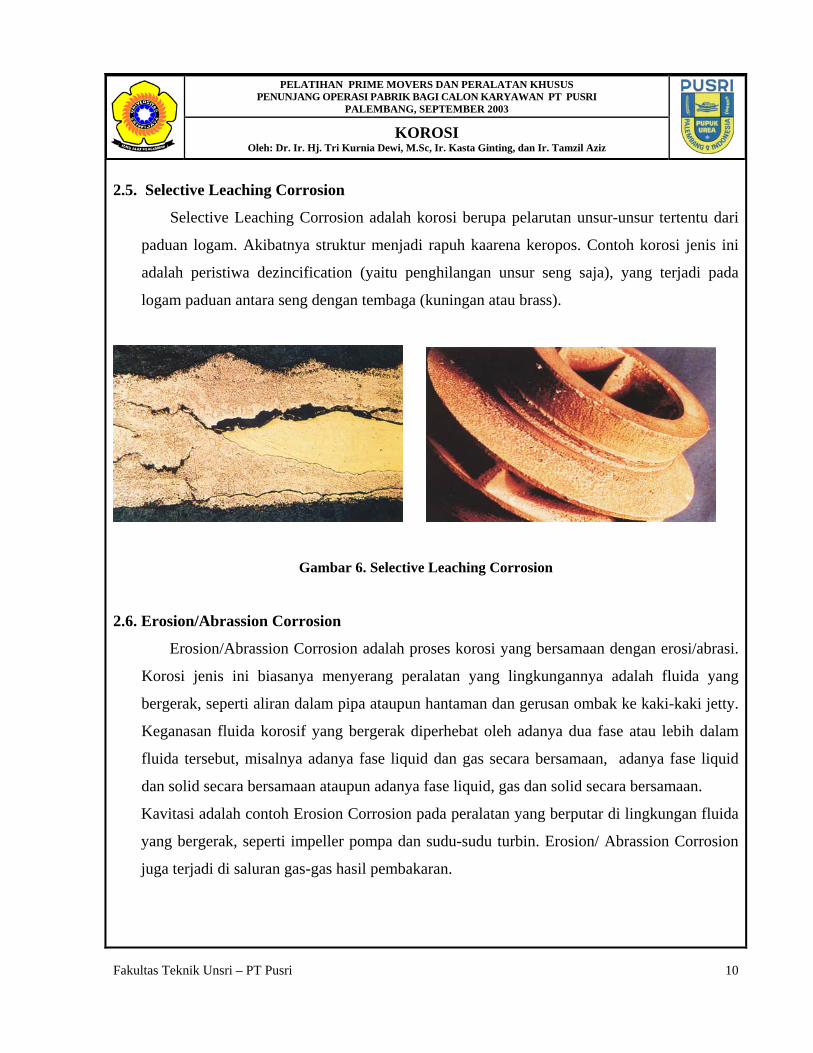
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 2.5. Selective Leaching Corrosion
Selective Leaching Corrosion adalah korosi berupa pelarutan unsur-unsur tertentu dari
paduan logam. Akibatnya struktur menjadi rapuh kaarena keropos. Contoh korosi jenis ini
adalah peristiwa dezincification (yaitu penghilangan unsur seng saja), yang terjadi pada
logam paduan antara seng dengan tembaga (kuningan atau brass).
Gambar 6. Selective Leaching Corrosion
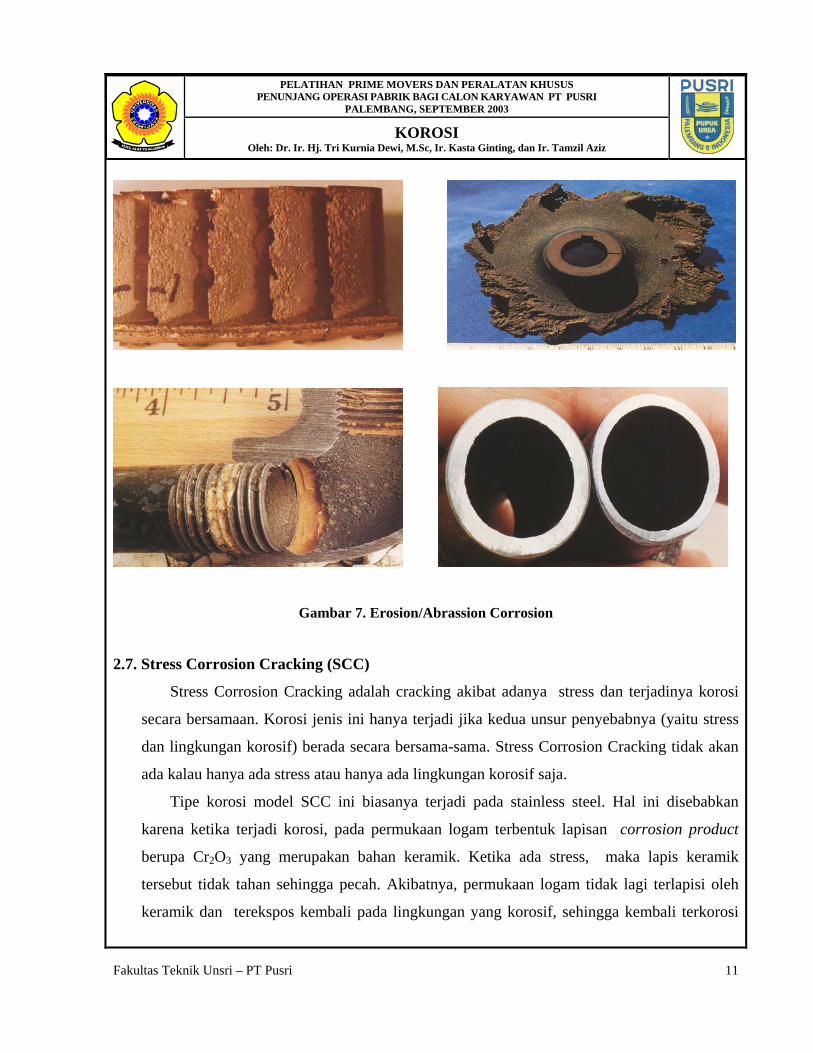
2.6. Erosion/Abrassion Corrosion
Erosion/Abrassion Corrosion adalah proses korosi yang bersamaan dengan erosi/abrasi.
Korosi jenis ini biasanya menyerang peralatan yang lingkungannya adalah fluida yang
bergerak, seperti aliran dalam pipa ataupun hantaman dan gerusan ombak ke kaki-kaki jetty.
Keganasan fluida korosif yang bergerak diperhebat oleh adanya dua fase atau lebih dalam
fluida tersebut, misalnya adanya fase liquid dan gas secara bersamaan, adanya fase liquid
dan solid secara bersamaan ataupun adanya fase liquid, gas dan solid secara bersamaan.
Kavitasi adalah contoh Erosion Corrosion pada peralatan yang berputar di lingkungan fluida
yang bergerak, seperti impeller pompa dan sudu-sudu turbin. Erosion/ Abrassion Corrosion
juga terjadi di saluran gas-gas hasil pembakaran.
Fakultas Teknik Unsri – PT Pusri 10
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Gambar 7. Erosion/Abrassion Corrosion
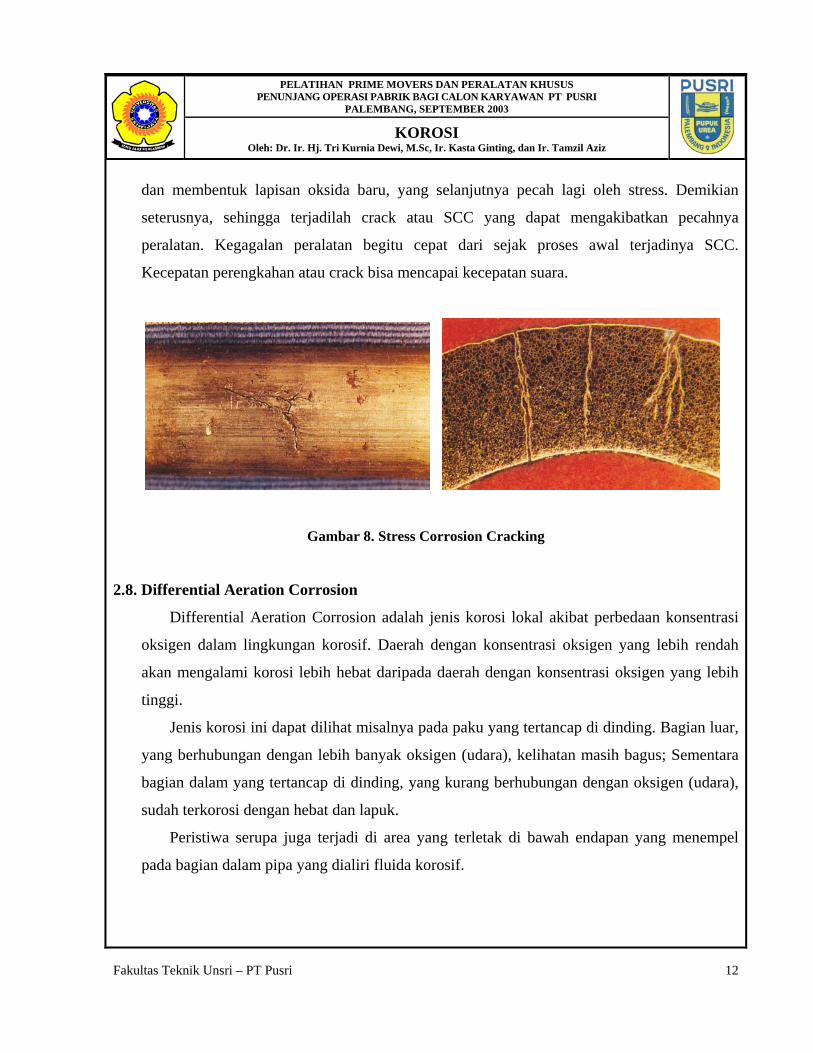
2.7. Stress Corrosion Cracking (SCC)
Stress Corrosion Cracking adalah cracking akibat adanya stress dan terjadinya korosi
secara bersamaan. Korosi jenis ini hanya terjadi jika kedua unsur penyebabnya (yaitu stress
dan lingkungan korosif) berada secara bersama-sama. Stress Corrosion Cracking tidak akan
ada kalau hanya ada stress atau hanya ada lingkungan korosif saja.
Tipe korosi model SCC ini biasanya terjadi pada stainless steel. Hal ini disebabkan
karena ketika terjadi korosi, pada permukaan logam terbentuk lapisan corrosion product
berupa Cr2O3 yang merupakan bahan keramik. Ketika ada stress, maka lapis keramik
tersebut tidak tahan sehingga pecah. Akibatnya, permukaan logam tidak lagi terlapisi oleh
keramik dan terekspos kembali pada lingkungan yang korosif, sehingga kembali terkorosi
Fakultas Teknik Unsri – PT Pusri 11
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
dan membentuk lapisan oksida baru, yang selanjutnya pecah lagi oleh stress. Demikian
seterusnya, sehingga terjadilah crack atau SCC yang dapat mengakibatkan pecahnya
peralatan. Kegagalan peralatan begitu cepat dari sejak proses awal terjadinya SCC.
Kecepatan perengkahan atau crack bisa mencapai kecepatan suara.
Gambar 8. Stress Corrosion Cracking
2.8. Differential Aeration Corrosion
Differential Aeration Corrosion adalah jenis korosi lokal akibat perbedaan konsentrasi
oksigen dalam lingkungan korosif. Daerah dengan konsentrasi oksigen yang lebih rendah
akan mengalami korosi lebih hebat daripada daerah dengan konsentrasi oksigen yang lebih
tinggi.
Jenis korosi ini dapat dilihat misalnya pada paku yang tertancap di dinding. Bagian luar,
yang berhubungan dengan lebih banyak oksigen (udara), kelihatan masih bagus; Sementara
bagian dalam yang tertancap di dinding, yang kurang berhubungan dengan oksigen (udara),
sudah terkorosi dengan hebat dan lapuk.
Peristiwa serupa juga terjadi di area yang terletak di bawah endapan yang menempel
pada bagian dalam pipa yang dialiri fluida korosif.
Fakultas Teknik Unsri – PT Pusri 12
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Gambar 9. Differential Aeration Corrosion
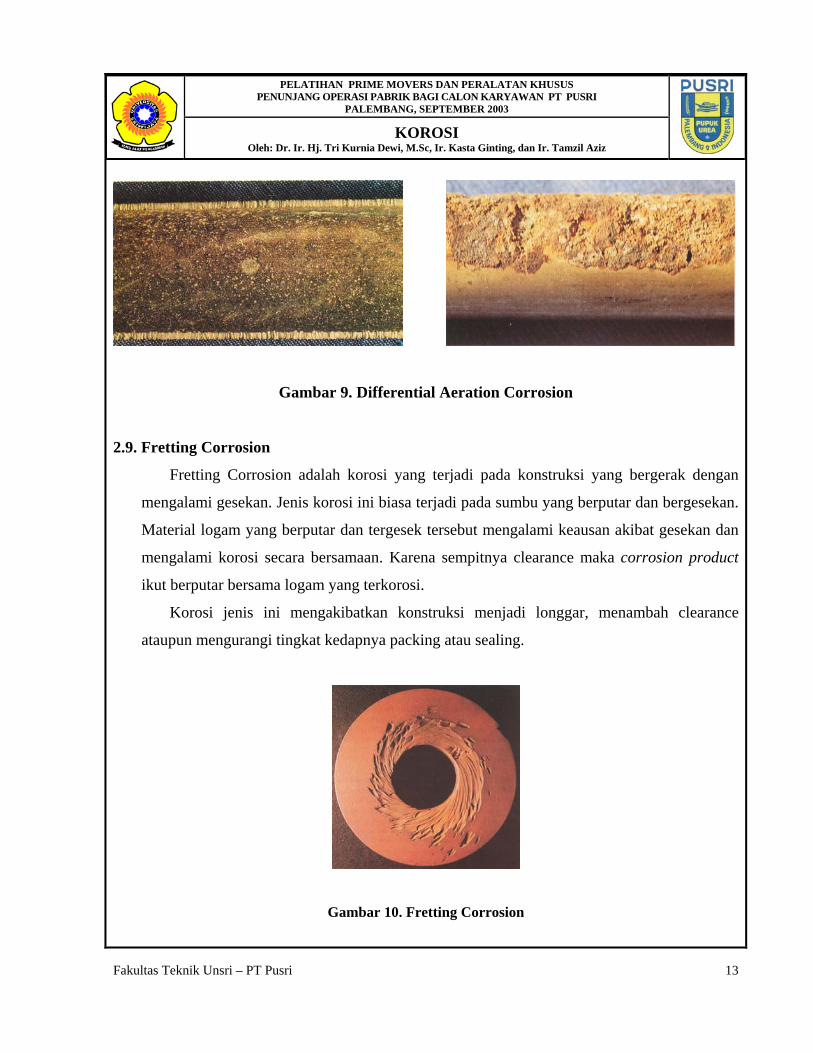
2.9. Fretting Corrosion
Fretting Corrosion adalah korosi yang terjadi pada konstruksi yang bergerak dengan
mengalami gesekan. Jenis korosi ini biasa terjadi pada sumbu yang berputar dan bergesekan.
Material logam yang berputar dan tergesek tersebut mengalami keausan akibat gesekan dan
mengalami korosi secara bersamaan. Karena sempitnya clearance maka corrosion product
ikut berputar bersama logam yang terkorosi.
Korosi jenis ini mengakibatkan konstruksi menjadi longgar, menambah clearance
ataupun mengurangi tingkat kedapnya packing atau sealing.
Gambar 10. Fretting Corrosion
Fakultas Teknik Unsri – PT Pusri 13
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
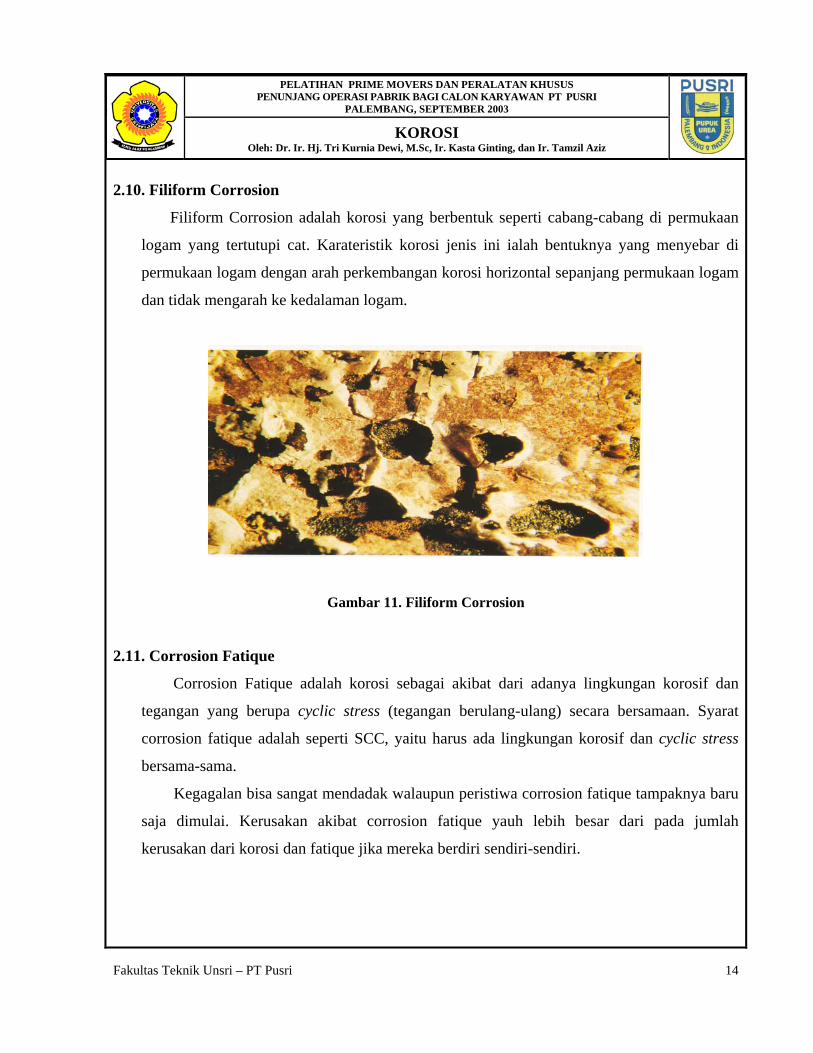
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 2.10. Filiform Corrosion
Filiform Corrosion adalah korosi yang berbentuk seperti cabang-cabang di permukaan
logam yang tertutupi cat. Karateristik korosi jenis ini ialah bentuknya yang menyebar di
permukaan logam dengan arah perkembangan korosi horizontal sepanjang permukaan logam
dan tidak mengarah ke kedalaman logam.
Gambar 11. Filiform Corrosion
2.11. Corrosion Fatique
Corrosion Fatique adalah korosi sebagai akibat dari adanya lingkungan korosif dan
tegangan yang berupa cyclic stress (tegangan berulang-ulang) secara bersamaan. Syarat
corrosion fatique adalah seperti SCC, yaitu harus ada lingkungan korosif dan cyclic stress
bersama-sama.
Kegagalan bisa sangat mendadak walaupun peristiwa corrosion fatique tampaknya baru
saja dimulai. Kerusakan akibat corrosion fatique yauh lebih besar dari pada jumlah
kerusakan dari korosi dan fatique jika mereka berdiri sendiri-sendiri.
Fakultas Teknik Unsri – PT Pusri 14
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Gambar 12. Corrosion Fatique
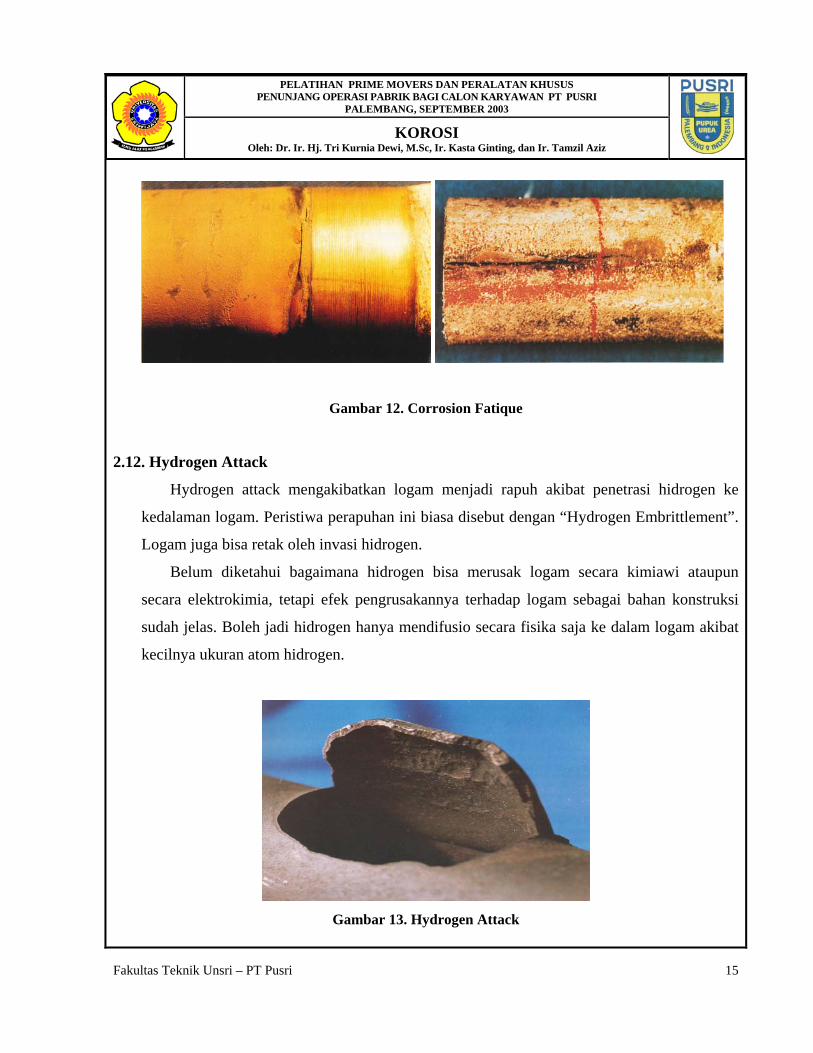
2.12. Hydrogen Attack
Hydrogen attack mengakibatkan logam menjadi rapuh akibat penetrasi hidrogen ke
kedalaman logam. Peristiwa perapuhan ini biasa disebut dengan “Hydrogen Embrittlement”.
Logam juga bisa retak oleh invasi hidrogen.
Belum diketahui bagaimana hidrogen bisa merusak logam secara kimiawi ataupun
secara elektrokimia, tetapi efek pengrusakannya terhadap logam sebagai bahan konstruksi
sudah jelas. Boleh jadi hidrogen hanya mendifusio secara fisika saja ke dalam logam akibat
kecilnya ukuran atom hidrogen.
Gambar 13. Hydrogen Attack
Fakultas Teknik Unsri – PT Pusri 15
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
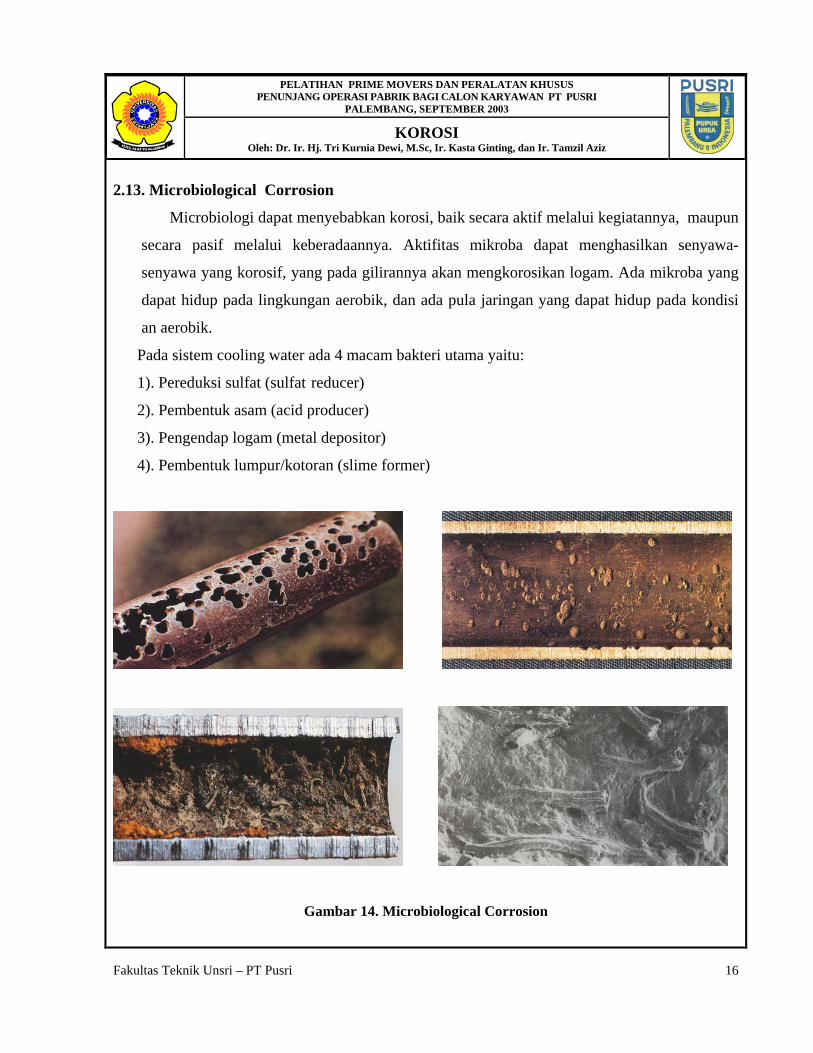
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 2.13. Microbiological Corrosion
Microbiologi dapat menyebabkan korosi, baik secara aktif melalui kegiatannya, maupun
secara pasif melalui keberadaannya. Aktifitas mikroba dapat menghasilkan senyawa-
senyawa yang korosif, yang pada gilirannya akan mengkorosikan logam. Ada mikroba yang
dapat hidup pada lingkungan aerobik, dan ada pula jaringan yang dapat hidup pada kondisi
an aerobik.
Pada sistem cooling water ada 4 macam bakteri utama yaitu:
1). Pereduksi sulfat (sulfat reducer)
2). Pembentuk asam (acid producer)
3). Pengendap logam (metal depositor)
4). Pembentuk lumpur/kotoran (slime former)
Gambar 14. Microbiological Corrosion
Fakultas Teknik Unsri – PT Pusri 16
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Bakteri sulfat mereduksi sulfat menjadi sulfida dan mengoksidasi besi menjadi
senyawaan besi.
4 Fe + SO4= + 4 H2O → 3 Fe(OH)2 + FeS + 2 OH-
Bakteri pembentuk asam mengakibatkan nilai pH turun, sehingga menaikkan tingkat
korosifitas lingkungan.
Bakteri pengendap logam mengoksidasi ion fero menjadi feri sehingga dihasilkan
endapan feri hidroksida. Korosi di bawah endapan seperti ini biasa disebut “under deposit
corrosion”.
Bakteri pembentuk lumpur/kotoran biasanya adalah bakteri yang aerobik, walaupun ada
juga yang dapat hidup dengan sedikit oksigen. Lumpur/kotoran yang ditimbulkan adalah
hasil buangan (kotoran) metabolisme bakteri. Daerah di bawah slime merupakan daerah yang
rawan terhadap “under deposit corrosion” (semacam korosi celah)
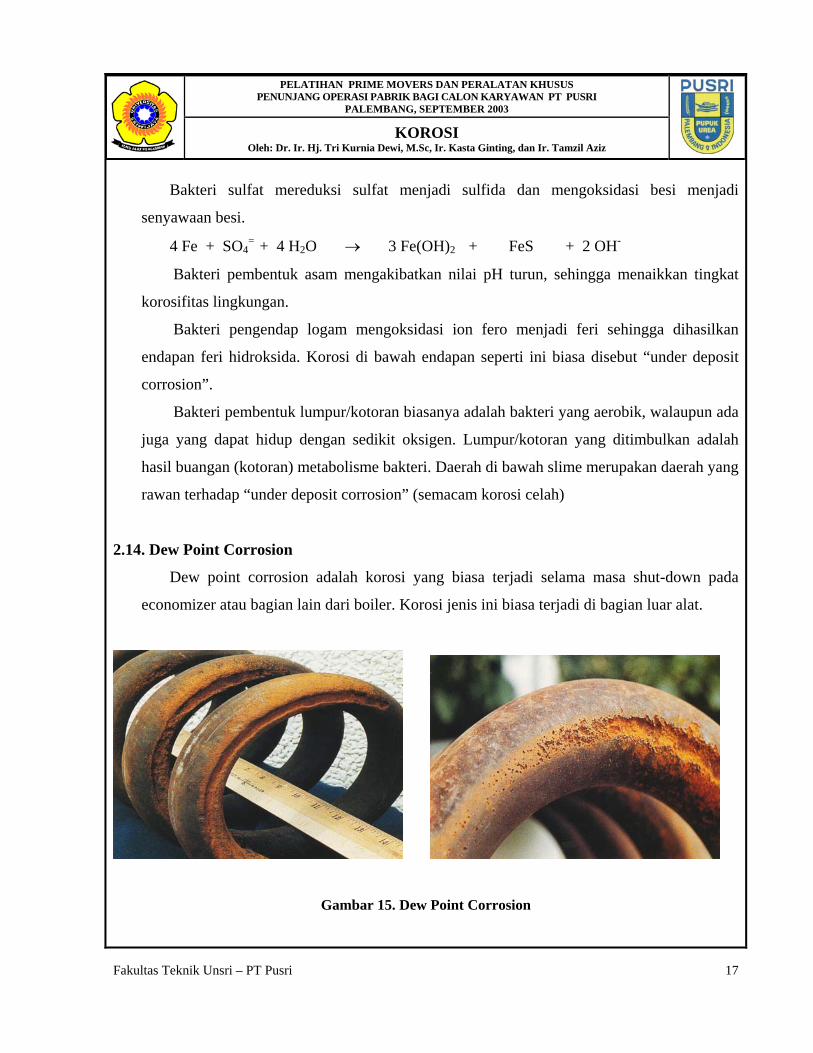
2.14. Dew Point Corrosion
Dew point corrosion adalah korosi yang biasa terjadi selama masa shut-down pada
economizer atau bagian lain dari boiler. Korosi jenis ini biasa terjadi di bagian luar alat.
Gambar 15. Dew Point Corrosion
Fakultas Teknik Unsri – PT Pusri 17
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Ketika boiler mendingin, maka suhu bagian luar tube bisa jatuh di bawah titik embun
bahan yang ada di lingkungan bagian luar tube, sehingga moisture akan mengembun
padanya. Embun ini bercampur dengan sulfur yang mengendap pada permukaan logam.
Akibatnya, pH di sekitar endapan sulfur turun, sehingga mempercepat korosi logam di
bawah deposit tersebut. Deposit sulfur bisa berasal dari abu pembakaran fuel.
Fakultas Teknik Unsri – PT Pusri 18
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB III
PRINSIP KOROSI
3.1. Prinsip Elektrokimia Korosi
Proses korosi adalah proses elektrokimia. Pada peristiwa korosi, terjadi reaksi kimia
yang disertai dengan transfer elektron. Perbedaan reaksi elektrokimia dengan reaksi kimia
biasa adalah adanya transfer elektron yang menyertai reaksi elektrokimia.
Berikut dijelaskan bedanya reaksi kimia biasa dengan reaksi elektrokimia.
Pandanglah reaksi antara asam dan basa berikut :
NaOH + HCl → NaCl + H2O (3.1)
Pada reaksi di atas tidak ada transfer elektron, karena ia adalah reaksi kimia biasa.
Pandanglah reaksi berikut :
Zn + HCl → ZnCl2 + H2 (3.2)
Reaksi di atas dapat diurai menjadi reaksi-reaksi berikut :
Zn → Zn++ + 2 e- (3.3)
HCl + 2 e- → 2 Cl- + H2 (3.4)
Tampak pada kedua reaksi di atas adanya transfer elektron dari reaksi (3.3) ke reaksi (3.4).
Oleh karena itu reaksi (3.2) adalah sebuah reaksi elektrokimia.
Pada reaksi (3.1) tidak tampak adanya perubahan valensi dari unsur-unsur yang
terlibat dalam reaksi, tetapi pada reaksi (3.2) tampak adanya perubahan valensi dari unsur-
unsur yang terlibat dalam reaksi, yaitu Zn dari valensi nol menjadi Zn valensi positif-2 dan H
dari valensi positif-1 menjadi H valensi-nol.
Jadi identifikasi adanya reaksi elektrokimia dapat ditandai dengan adanya perubahan
valensi dari unsur-unsur yang terlibat pada reaksi.
Fakultas Teknik Unsri – PT Pusri 19
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Syarat berlangsungnya proses elektrokimia adalah terjadinya reaksi kenaikan valensi
(oksidasi) dan penurunan valensi (reduksi) secara simultan. Apabila hanya terjadi reaksi
oksidasi saja ataupun reaksi reduksi saja, maka proses elektrokimia tidak akan berlanjut.
Pada peristiwa korosi, logam bereaksi dengan senyawaan yang berada dalam
lingkungannya membentuk senyawa logam dan hasil samping yang lain. Di sini yang
teroksidasi adalah logam dan yang tereduksi adalah senyawaan dalam lingkungan keberadaan
logam yang bersangkutan. Secara umum reaksi korosi dapat dituliskan sebagai :
M + Ox → M+n + Red (3.5)
Reaksi ini dapat diurai menjadi reaksi-reaksi berikut :
M → M+n + n. e- reaksi oksidasi (3.6)
Ox + n. e- → Red reaksi reduksi (3.7)
Di sini : M = logam yang terkorosi
Ox = senyawaan dalam lingkungan keberadaan logam (lingkungan korosif),
dalam keadaan teroksidasi
M+n = ion logam hasil korosi logam M
n = valensi logam
e- = elektron
Red = senyawaan dalam lingkungan keberadaan logam (elektrolit korosif),
dalam keadaan tereduksi
Dari kedua reaksi di atas terlihat bahwa reaksi (3.6) adalah reaksi oksidasi dan reaksi
(3.7) adalah reaksi reduksi. Jelaslah bahwa kedua macam reaksi (oksidasi dan reduksi) harus
ada bersama-sama demi terjadinya suatu reaksi elektrokimia.
Fakultas Teknik Unsri – PT Pusri 20
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Demi tercapainya kedua macam reaksi tersebut secara serentak, maka harus ada
jaminan bahwa hasil reaksi oksidasi yang berupa kation M+n pergi meninggalkan logam M
(bermigrasi). Demikian juga hasil reaksi oksidasi yang berupa elektron sebanyak n unit pergi
meninggalkan daerah situs reaksi oksidasi dan menuju daerah situs reaksi reduksi untuk
dikonsumsi oleh senyawaan Ox di sana.
Oleh karena itu dapatlah disimpulkan bahwa sesuatu reaksi elektrokimia hanya akan
berlangsung apabila terdapat 4 (empat) macam unsur reaksi elektrokimia berikut :
1). ada reaksi oksidasi
2). ada reaksi reduksi
3). ada migrasi ion-ion hasil reaksi elektrokimia
4). ada transfer elektron dari situs reaksi oksidasi ke situs reaksi reduksi
3.2. Sel Elektrokimia
Sebuah sel elektrokimia adalah sebuah sel tempat berlangsungnya reaksi elektrokimia.
Sel elektrokimia tidak akan terbentuk tanpa keberadaan secara bersama-sama keempat
macam unsur sel elektrokimia.
Empat macam unsur sel elektrokimia tersebut adalah :
1). elektroda anoda
2). elektroda katoda
3). media elektrolit
4). hubungan listrik antara anoda dan katoda
Fungsi dari masing-masing unsur sel elektrokimia tersebut adalah :
1). Elektroda anoda adalah situs tempat terjadinya reaksi oksidasi
2). Elektroda katoda adalah situs tempat terjadinya reaksi reduksi
3). Media elektrolit adalah sarana transportasi atau migrasi ion-ion hasil reaksi
elektrokimia
Fakultas Teknik Unsri – PT Pusri 21
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
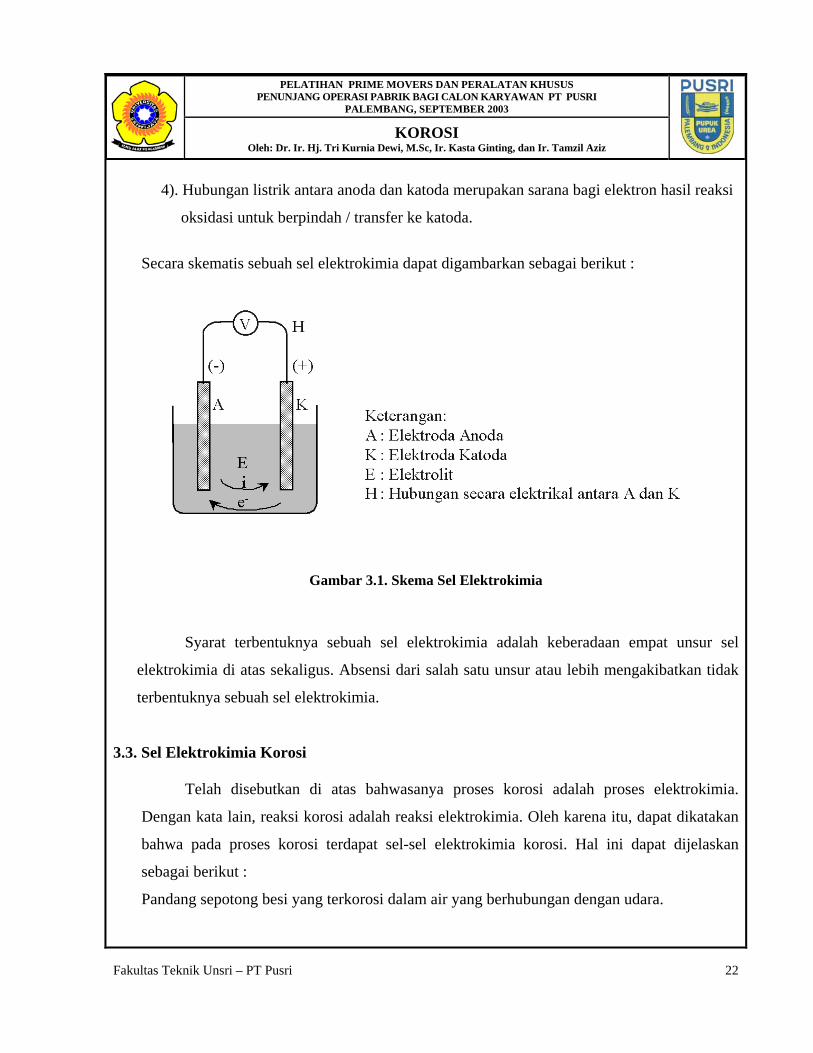
4). Hubungan listrik antara anoda dan katoda merupakan sarana bagi elektron hasil reaksi
oksidasi untuk berpindah / transfer ke katoda.
Secara skematis sebuah sel elektrokimia dapat digambarkan sebagai berikut :
Gambar 3.1. Skema Sel Elektrokimia
Syarat terbentuknya sebuah sel elektrokimia adalah keberadaan empat unsur sel
elektrokimia di atas sekaligus. Absensi dari salah satu unsur atau lebih mengakibatkan tidak
terbentuknya sebuah sel elektrokimia.
3.3. Sel Elektrokimia Korosi
Telah disebutkan di atas bahwasanya proses korosi adalah proses elektrokimia.
Dengan kata lain, reaksi korosi adalah reaksi elektrokimia. Oleh karena itu, dapat dikatakan
bahwa pada proses korosi terdapat sel-sel elektrokimia korosi. Hal ini dapat dijelaskan
sebagai berikut :
Pandang sepotong besi yang terkorosi dalam air yang berhubungan dengan udara.
Fakultas Teknik Unsri – PT Pusri 22
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
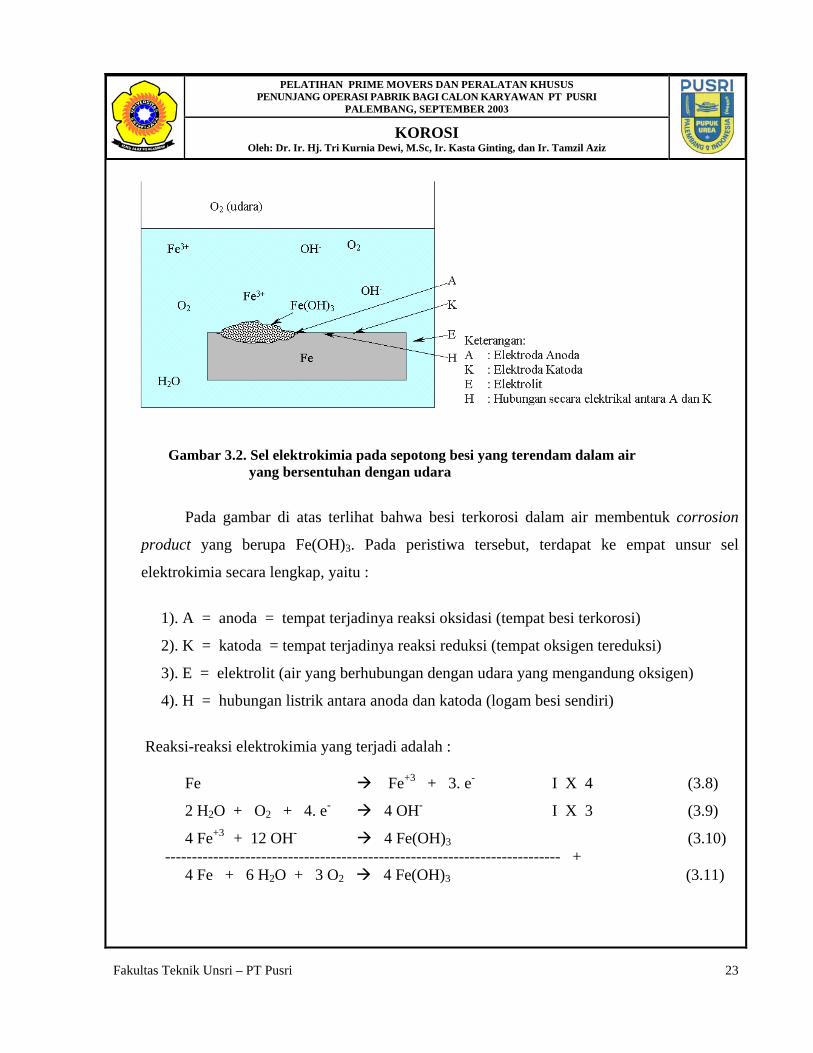
Gambar 3.2. Sel elektrokimia pada sepotong besi yang terendam dalam air yang bersentuhan dengan udara
Pada gambar di atas terlihat bahwa besi terkorosi dalam air membentuk corrosion
product yang berupa Fe(OH)3. Pada peristiwa tersebut, terdapat ke empat unsur sel
elektrokimia secara lengkap, yaitu :
1). A = anoda = tempat terjadinya reaksi oksidasi (tempat besi terkorosi)
2). K = katoda = tempat terjadinya reaksi reduksi (tempat oksigen tereduksi)
3). E = elektrolit (air yang berhubungan dengan udara yang mengandung oksigen)
4). H = hubungan listrik antara anoda dan katoda (logam besi sendiri)
Reaksi-reaksi elektrokimia yang terjadi adalah :
Fe Fe+3 + 3. e- I X 4 (3.8)
2 H2O + O2 + 4. e- 4 OH- I X 3 (3.9)
4 Fe+3 + 12 OH- 4 Fe(OH)3 (3.10) -------------------------------------------------------------------------- +
4 Fe + 6 H2O + 3 O2 4 Fe(OH)3 (3.11)
Fakultas Teknik Unsri – PT Pusri 23
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
• reaksi oksidasi (3.8) berlangsung di A = anoda, sehingga disebut reaksi anodik
• reaksi reduksi (3.9) berlangsung di K = katoda, sehingga disebut reaksi katodik
• reaksi (3.10) adalah reaksi kimia biasa (netralisasi)
• reaksi (3.11) adalah reaksi elektrokimia keseluruhan (over-all).
Pada peristiwa korosi logam, terdapat banyak situs-situs korosi logam seperti di atas.
Hal ini berarti bahwa, terdapat banyak situs-situs pasangan reaksi-reaksi oksidasi logam dan
reduksi senyawaan dalam elektrolit, pada seluruh permukaan logam yang terekspos dengan
lingkungan elektrolit.
Dapat dirumuskan bahwa terdapat banyak sel-sel elektrokimia korosi (kecil-kecil) di
seluruh permukaan logam yang bersinggungan dengan media elektrolit. Terbentuknya sel-sel
elektrokimia korosi pada permukaan logam dimungkinkan akibat struktur mikro logam yang
tidak seragam di seluruh permukaan logam.
Dari penjelasan di atas, dapat disimpulkan bahwa pencegahan korosi dimungkinkan
dengan cara “menghilangkan” eksistensi sel elektrokimia korosi. Hal ini dapat dilakukan
dengan berbagai cara, yang pada intinya mencegah terjadinya sel elektrokimia korosi, yaitu
dengan menghilangkan salah satu atau lebih unsur-unsur sel elektrokimia korosi.
Pada proses korosi, reaksi anodiknya adalah oksida logam yang terkorosi, sedangkan
reaksi katodiknya adalah reduksi senyawaan yang ada dalam medialingkungan logam yang
bersangkutan. Di antara reaksi-reaksi katodik yang mungkin terjadi adalah :
1). Pelepasan hidrogen yang terjadi pada lingkungan asam non oksidatif
2 H+ + 2 e- → H2 (3.12)
2). Reduksi oksigen menjadi hidroksida yang terjadi pada suasana netral atau basa.
O2 + 2 H2O + 4 e- → 4 OH- (3.13)
3). Reduksi oksigen menjadi air yang terjadi pada suasana asam
O2 + 4 H+ + 4 e- → 2 H2O (3.14)
Fakultas Teknik Unsri – PT Pusri 24
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
4). Reduksi ion logam menjadi ion dengan valensi lebih rendah
Lm+ + n e- → Lm+ n- (3.15)
5). Reaksi pengendapan logam
Ln- + n e- → L (3.16)
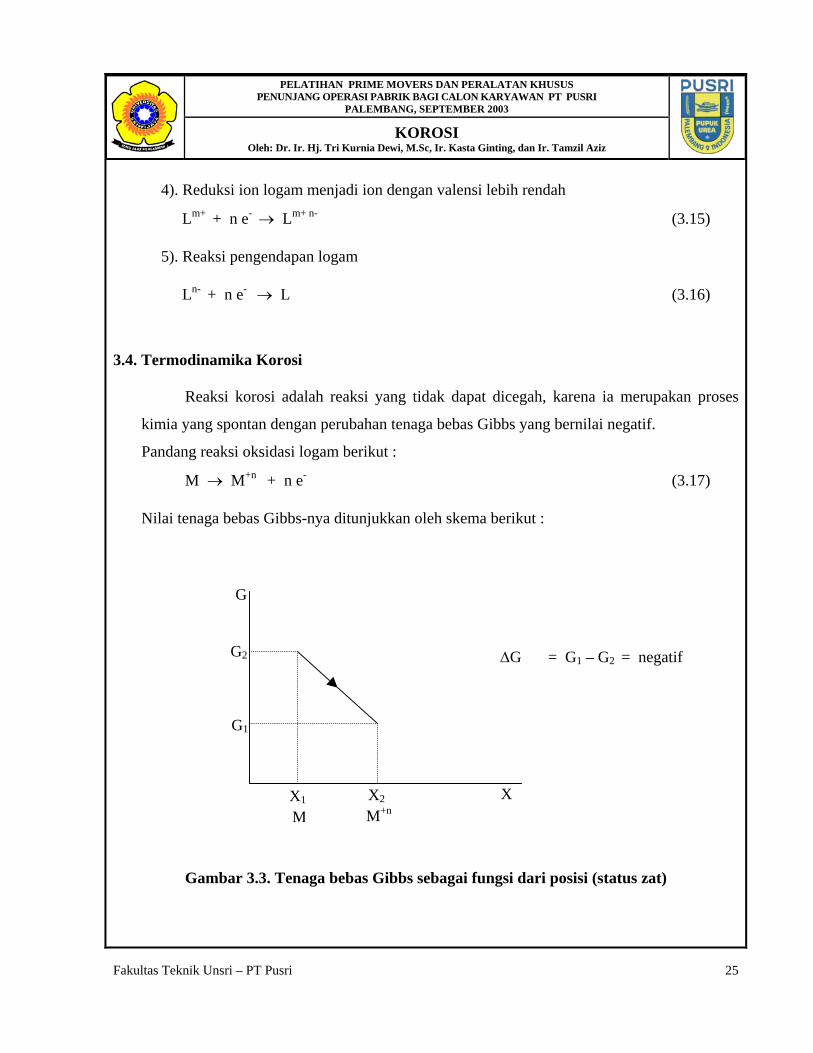
3.4. Termodinamika Korosi
Reaksi korosi adalah reaksi yang tidak dapat dicegah, karena ia merupakan proses
kimia yang spontan dengan perubahan tenaga bebas Gibbs yang bernilai negatif.
Pandang reaksi oksidasi logam berikut :
M → M+n + n e- (3.17)
Nilai tenaga bebas Gibbs-nya ditunjukkan oleh skema berikut :
∆G = G1 – G2 = negatif
Gambar 3.3. Tenaga bebas Gibbs sebagai fungsi dari posisi (status zat)
G
G2
G1
X1 X2
M M+nX
Fakultas Teknik Unsri – PT Pusri 25
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Dapat dilihat dari skema di atas bahwa nilai perubahan tenaga bebas Gibbs pada
reaksi oksidasi logam di atas adalah negatif, sehingga reaksi oksidasi :
M → M+n + n e- berlangsung secara spontan
Nilai perubahan energi Gibbs sebagai fungsi potensial reaksi elektrokimia diberikan
oleh persamaan Gibbs sebagai berikut :
∆G = - n. F. E (3.18)
di sini :
∆G = perubahan energi bebas Gibbs
n = jumlah elektron yang terlibat dalam reaksi elektrokimia
F = tetapan Faraday
E = potensial reaksi elektrokimia ≈ potensial korosi logam
Persaman di atas berlaku pada segala kondisi. Pada kondisi standar, maka persamaan
menjadi :
∆G0 = - n. F. E0 (3.19)
dengan ∆G0 dan E0 adalah perubahan tenaga bebas Gibbs dan potensial korosi pada kondisi
standar. Di sini kondisi standar berarti :
1). suhu adalah standar 250C = 298 K
2). pelarut (elektrolit) adalah H2O murni
3). logam yang larut sebanyak 1 M
Pada termodinamika berlaku persamaan :
∆G = ∆G0 - R.T. ln K (3.20)
dengan :
R = tetapan gas murni
Fakultas Teknik Unsri – PT Pusri 26
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
T = suhu absolut
K = tetapan kesetimbangan reaksi
= (aktifitas produk/aktifitas reaktan)
≈ ]d[Re]O[
]M[]M[
reaktan ikonsentrasproduk ikonsentras x
n
≈=+
di sini :
[Ox] = konsentrasi senyawa dalam keadaan teroksidasi
[Red] = konsentrasi senyawa dalam keadaan terreduksi
Substitusi persamaan (3.18) dan (3.19) ke dalam persamaan (3.20) menghasilkan :
- n. F. E = - n. F. E0 - R. T. ln K
E = E0 + (R.T/n.F). ln K (3.21)
Persamaan (3.21) adalah persamaan Nernst yang memberikan hubungan antara
potensial korosi dengan potensial korosi standar, suhu serta konsentrasi elektrolit. Persamaan
ini menunjukkan bahwa potensial korosi bergantung pada kondisi lingkungan seperti suhu,
konsentrasi dan jenis elektrolit. Potensial korosi logam juga berbeda untuk tiap macam
logam.
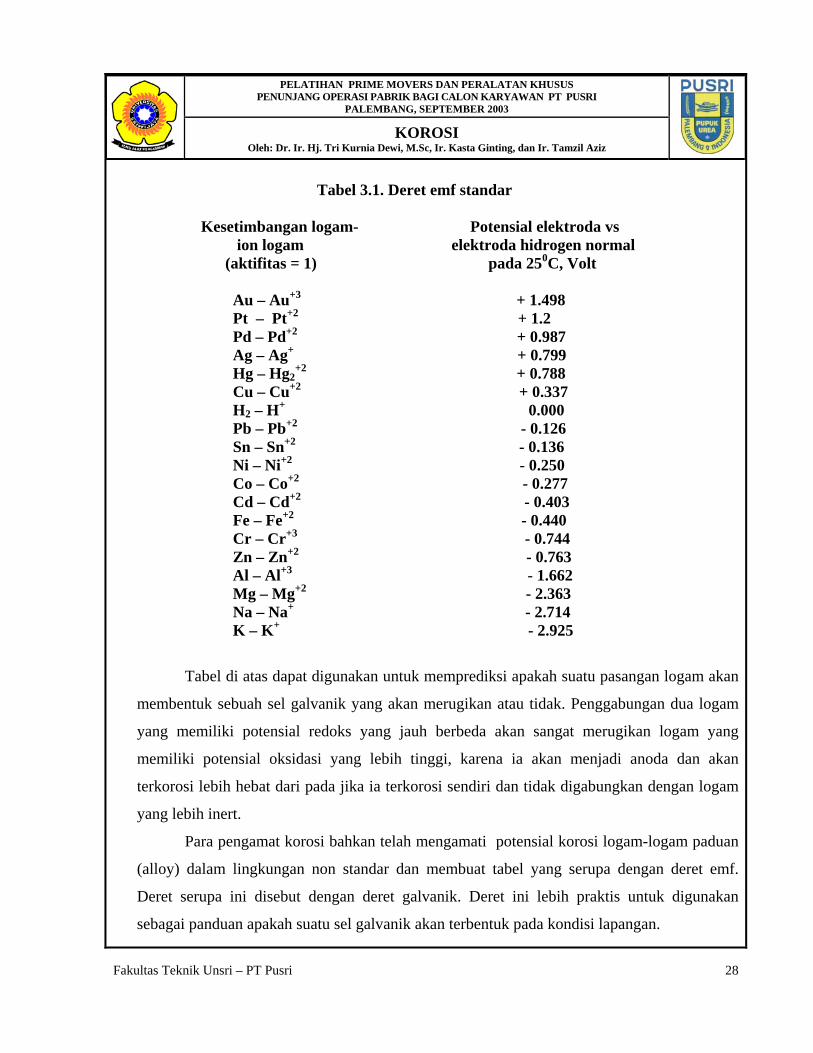
Ada daftar potensial redoks dari macam-macam logam murni dalam keadaan standar
hasil pengamatan para peneliti, yang disusun secara berurutan mulai dari potensial yang
tertinggi sampai dengan yang terendah. Karena ditulis berurutan, maka tabel tersebut disebut
dengan deret emf (electro motive force).
Pada tabel di bawah, tampak bahwa logam yang paling inert adalah yang posisinya
paling atas dalam deret, sedangkan logam yang paling rawan korosi adalah logam yang
posisinya paling bawah dalam deret. Berdasarkan konvensi, maka harga potensial redoks
logam dinyatakan dalam potensial reduksinya, kecuali disebutkan sebaliknya.
Fakultas Teknik Unsri – PT Pusri 27
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Tabel 3.1. Deret emf standar
Kesetimbangan logam- Potensial elektroda vs ion logam elektroda hidrogen normal
(aktifitas = 1) pada 250C, Volt
Au – Au+3 + 1.498 Pt – Pt+2 + 1.2 Pd – Pd+2 + 0.987 Ag – Ag+ + 0.799 Hg – Hg2
+2 + 0.788 Cu – Cu+2 + 0.337 H2 – H+ 0.000 Pb – Pb+2 - 0.126 Sn – Sn+2 - 0.136 Ni – Ni+2 - 0.250 Co – Co+2 - 0.277 Cd – Cd+2 - 0.403 Fe – Fe+2 - 0.440 Cr – Cr+3 - 0.744 Zn – Zn+2 - 0.763 Al – Al+3 - 1.662 Mg – Mg+2 - 2.363 Na – Na+ - 2.714 K – K+ - 2.925
Tabel di atas dapat digunakan untuk memprediksi apakah suatu pasangan logam akan
membentuk sebuah sel galvanik yang akan merugikan atau tidak. Penggabungan dua logam
yang memiliki potensial redoks yang jauh berbeda akan sangat merugikan logam yang
memiliki potensial oksidasi yang lebih tinggi, karena ia akan menjadi anoda dan akan
terkorosi lebih hebat dari pada jika ia terkorosi sendiri dan tidak digabungkan dengan logam
yang lebih inert.
Para pengamat korosi bahkan telah mengamati potensial korosi logam-logam paduan
(alloy) dalam lingkungan non standar dan membuat tabel yang serupa dengan deret emf.
Deret serupa ini disebut dengan deret galvanik. Deret ini lebih praktis untuk digunakan
sebagai panduan apakah suatu sel galvanik akan terbentuk pada kondisi lapangan.
Fakultas Teknik Unsri – PT Pusri 28
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 3.5. Penentuan Potensial Korosi Logam
3.5.1. Basis Harga Potensial
Potensial korosi logam, E, diukur berdasarkan basis harga potensial standar tertentu.
Berdasarkan konvensi, sebagai basis pengukuran potensial oksidasi-reduksi logam digunakan
potensial oksidasi-reduksi standar hidrogen yang diberi nilai 0 (nol) Volt. Semua potensial
oksidasi-reduksi logam diukur berdasarkan harga potensial oksidasi-reduksi standar hidrogen,
yang harganya nol tersebut.
Logam-logam yang potensial oksidasi-reduksinya lebih tinggi dari potensial oksidasi-
reduksi elektroda standar hidrogen, memiliki harga potensial yang bernilai positif (plus),
sebaliknya logam-logam dengan potensial oksidasi-reduksi yang lebih rendah dari potensial
oksidasi-reduksi hidrogen standar, harga potensialnya bernilai negatif (minus). Hal ini dapat
dilihat pada daftar deret emf di depan.
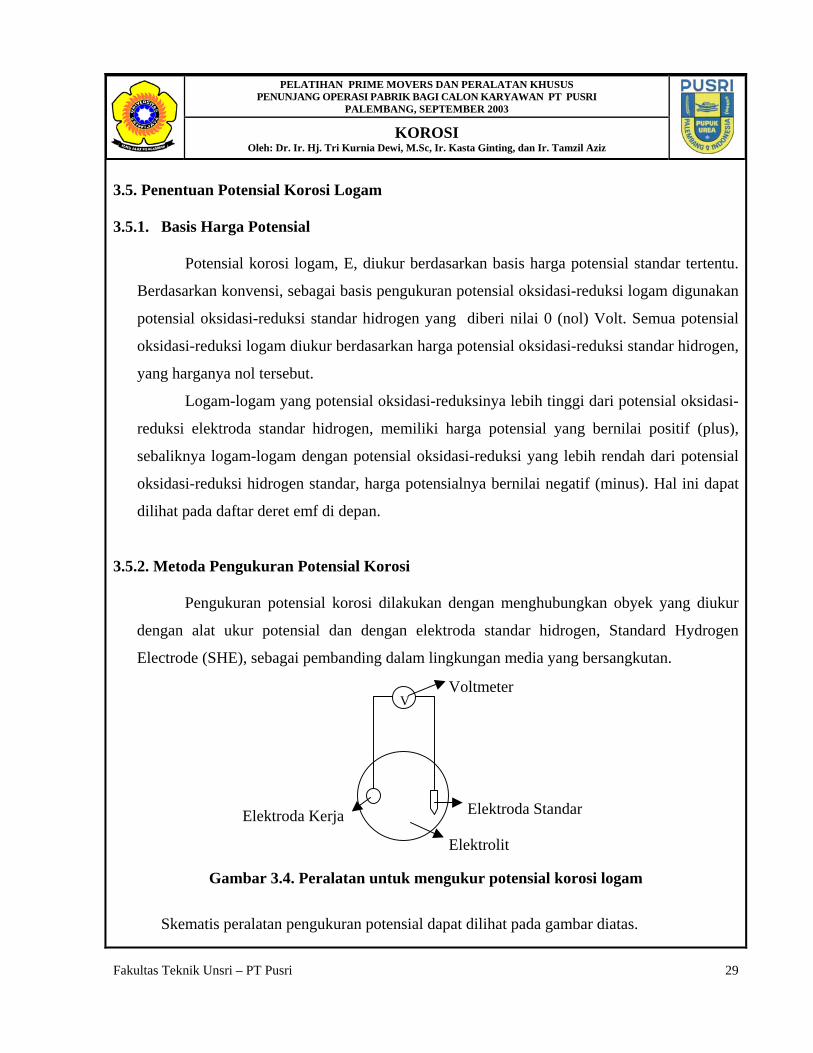
3.5.2. Metoda Pengukuran Potensial Korosi
Pengukuran potensial korosi dilakukan dengan menghubungkan obyek yang diukur
dengan alat ukur potensial dan dengan elektroda standar hidrogen, Standard Hydrogen
Electrode (SHE), sebagai pembanding dalam lingkungan media yang bersangkutan.
Gambar 3.4. Peralatan untuk mengukur potensial korosi logam
Skematis peralatan pengukuran potensial dapat dilihat pada gambar diatas.
VVoltmeter
Elektroda Kerja Elektroda Standar
Elektrolit
Fakultas Teknik Unsri – PT Pusri 29
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
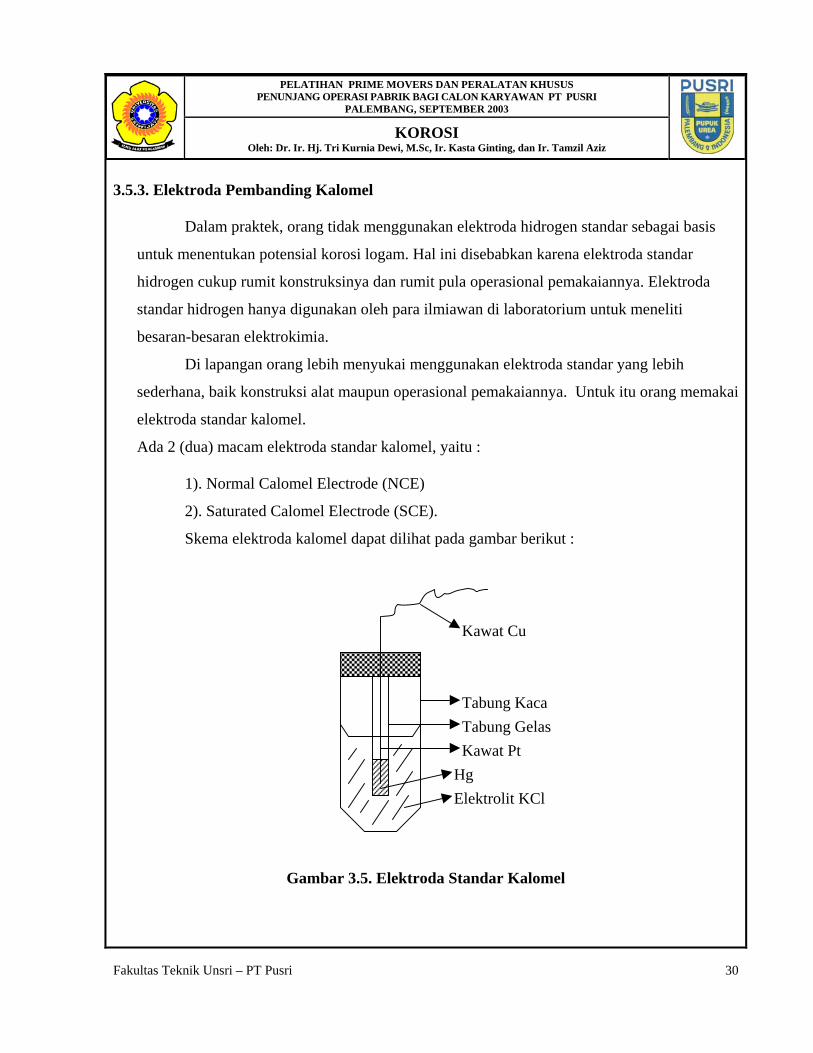
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 3.5.3. Elektroda Pembanding Kalomel
Dalam praktek, orang tidak menggunakan elektroda hidrogen standar sebagai basis
untuk menentukan potensial korosi logam. Hal ini disebabkan karena elektroda standar
hidrogen cukup rumit konstruksinya dan rumit pula operasional pemakaiannya. Elektroda
standar hidrogen hanya digunakan oleh para ilmiawan di laboratorium untuk meneliti
besaran-besaran elektrokimia.
Di lapangan orang lebih menyukai menggunakan elektroda standar yang lebih
sederhana, baik konstruksi alat maupun operasional pemakaiannya. Untuk itu orang memakai
elektroda standar kalomel.
Ada 2 (dua) macam elektroda standar kalomel, yaitu :
1). Normal Calomel Electrode (NCE)
2). Saturated Calomel Electrode (SCE).
Skema elektroda kalomel dapat dilihat pada gambar berikut :
Gambar 3.5. Elektroda Standar Kalomel
Kawat Cu
Tabung KacaTabung Gelas
Elektrolit KCl
Kawat Pt Hg
Fakultas Teknik Unsri – PT Pusri 30
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Pada Normal Calomel Electrode (NCE), konsentrasi larutan KCl adalah 1 (satu)
Normal, sedangkan pada Saturated Calomel Electrode (SCE), konsentrasi larutan KCl adalah
konsentrasi jenuhnya.
Dalam praktek, kebanyakan orang lebih suka menggunakan SCE dibanding NCE. Hal
ini dikarenakan perawatan SCE lebih mudah dari pada NCE. Dengan memakai SCE, orang
tidak perlu mempertahankan konsentrasi larutan KCl pada satu Normal seperti halnya jika
memakai NCE. Para pemakai SCE cukup hanya perlu memastikan bahwa dalam tabung kaca
masih ada kristal KCl yang belum larut, untuk menjamin bahwa larutan KCl dalam tabung
kaca adalah larutan jenuhnya.
3.5.4. Kegunaan Pengukuran Potensial Korosi
Pengukuran potensial korosi dapat dijadikan indikasi awal apakah sesuatu logam
(alloy) tertentu berpotensi untuk terkorosi atau tidak. Tingginya potensial korosi
mengindikasikan kerawanan logam untuk terkorosi dalam lingkungan yang bersangkutan.
Pengamatan dan pengawasan potensial korosi dapat digunakan sebagai petunjuk akan
adanya perubahan kondisi peralatan logam yang sedang beroperasi di lapangan (on-line),
apakah terjadi sesuatu penyimpangan atau tidak dari kondisi normalnya. Penyimpangan dari
kondisi normal, dapat menyebabkan terjadinya kenaikan laju korosi logam.
Pengawasan dan pengontrolan potensial korosi adalah hal yang sangat esensial dan
merupakan suatu keharusan pada sistem proteksi anodik.
Penentuan potensial korosi merupakan langkah awal dari penentuan kecepatan korosi
secara elektrokimia. Potensial korosi bebas harus diukur dulu sebelum dilakukan operasi
manipulasi potensial untuk mendapatkan potensial polarisasinya.
Fakultas Teknik Unsri – PT Pusri 31
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 3.6. Kinetika Korosi
Dari reaksi elektrokimia korosi :
M → M+n + n.e- oksidasi dengan kecepatan reaksi, rox mol/cm2/det
Ox + n.e- → Red reduksi dengan kecepatan reaksi, rred mol/cm2/det
Kecepatan reaksi oksidasi bergantung pada jumlah M+n dan e- yang dihasilkan maupun
jumlah senyawa Red yang dihasilkan.
Dari hukum Faraday didapat bahwa bahan sebanyak 1 (satu) mol dengan muatan 1
(satu) e- akan dibebaskan oleh F Coulomb.
Jadi, material sebanyak (rox) mol/cm2/det dengan muatan sebanyak (n) e-, adalah
ekivalen dengan muatan sebanyak (rox.n.F) Coulomb/cm2/det = (rox.n.F) A/cm2 = rapat arus
= iox.
Persamaan : rox . n . F = iox
atau rox = iox / n . F
Pada waktu proses korosi berlangsung, kecepatan reaksi oksidasi sama dengan
kecepatan reaksi reduksi, sehingga rox = rred
Persamaan di atas dapat ditulis :
nFirr redox == (3.22)
dengan :
rox = kecepatan reaksi oksidasi
rred = kecepatan reaksi reduksi
i = rapat arus reaksi
Dari persamaan (3.22) di atas maka kecepatan korosi dapat dinyatakan dalam rapat
arusnya dengan faktor pembagi n.F.
Fakultas Teknik Unsri – PT Pusri 32
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 3.7. Hubungan Termodinamika dan Kinetika Korosi
Hubungan antara besaran termodinamika dengan besaran kinetika reaksi diberikan oleh
persamaan :
(3.23) RT/Gekr ∆−⋅=
dengan :
k = tetapan, yang terkandung di dalamnya tetapan Boltzmann, suhu dan konsentrasi atom
logam pada permukaan
Dari persamaan termodinamika korosi, ∆G = - n.F.E, dan persamaan kinetika korosi,
nFirr redOx == , maka persamaan (3.23) menjadi :
RT/nFEeknFi −⋅= (3.24)
atau :
i / n.F.k = e – n F E / R T (3.25)
atau : E = R.T / n. F (- ln n. F. k + ln i)
= a + a1 . ln i
= a + b . log i (3.26)
di sini E dan i adalah potensial dan arus pada sistem korosi, sedangkan a dan b adalah
tetapan-tetapan persamaan.
Persamaan di atas berlaku untuk reaksi-reaksi anodik dan katodik :
Ea = aa + ba . log ia (3.26a)
Ek = ak + bk . log ik (3.26b)
Di sini indeks a dan k menunjukkan reaksi-reaksi anodik dan katodik. Persamaan-persamaan
di atas biasa disebut dengan persamaan-persamaan Tafel untuk sistem korosi.
Fakultas Teknik Unsri – PT Pusri 33
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
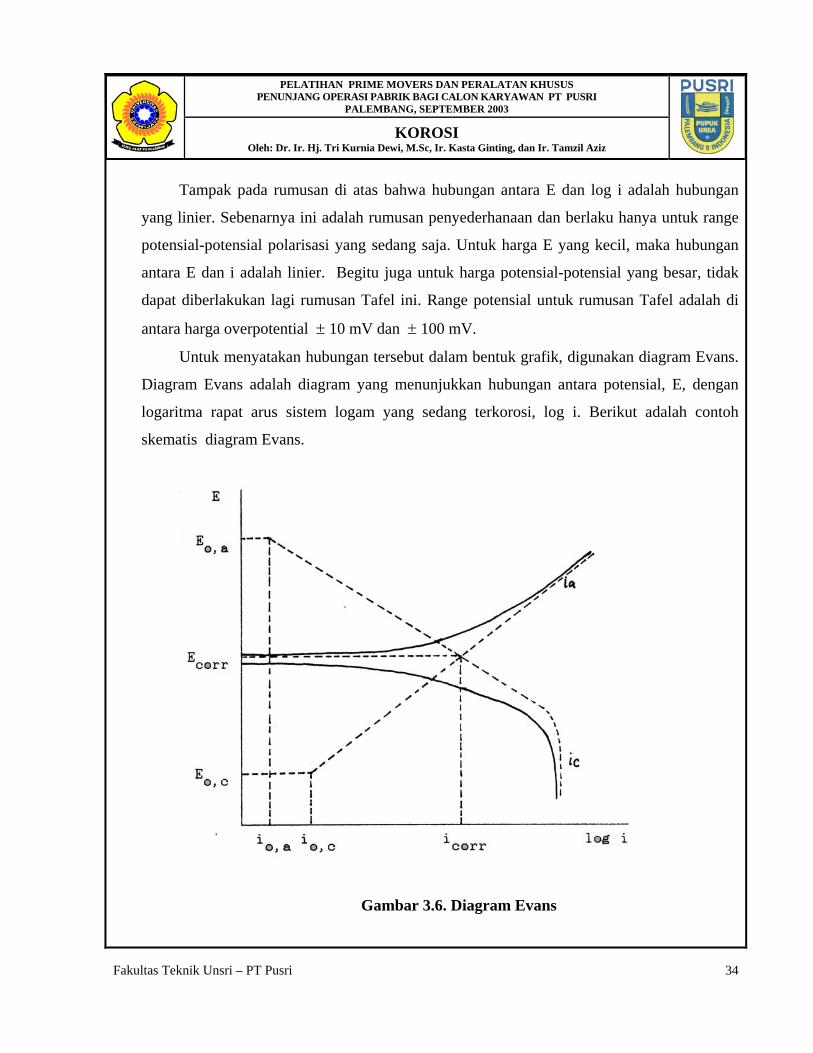
Tampak pada rumusan di atas bahwa hubungan antara E dan log i adalah hubungan
yang linier. Sebenarnya ini adalah rumusan penyederhanaan dan berlaku hanya untuk range
potensial-potensial polarisasi yang sedang saja. Untuk harga E yang kecil, maka hubungan
antara E dan i adalah linier. Begitu juga untuk harga potensial-potensial yang besar, tidak
dapat diberlakukan lagi rumusan Tafel ini. Range potensial untuk rumusan Tafel adalah di
antara harga overpotential ± 10 mV dan ± 100 mV.
Untuk menyatakan hubungan tersebut dalam bentuk grafik, digunakan diagram Evans.
Diagram Evans adalah diagram yang menunjukkan hubungan antara potensial, E, dengan
logaritma rapat arus sistem logam yang sedang terkorosi, log i. Berikut adalah contoh
skematis diagram Evans.
Gambar 3.6. Diagram Evans
Fakultas Teknik Unsri – PT Pusri 34
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Diagram Evans sering disebut dengan diagram polarisasi, karena ia menunjukkan
penyimpangan potensial (polarisasi potensial) dari potensial korosi bebas logam, Ecorr.
Diagram ini dapat digunakan untuk menentukan kecepatan korosi logam dalam lingkungan
tertentu. Ia juga sering digunakan untuk mempelajari mekanisme kerja inhibitor korosi.
Fakultas Teknik Unsri – PT Pusri 35
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB IV
PENENTUAN KECEPATAN KOROSI SECARA ELEKTROKIMIA
4.1. Kelemahan dan Keunggulan Metoda
Penentuan kecepatan korosi secara elektrokimia termasuk jenis metoda penentuan yang
merusak (destruktif), karena dilakukan dengan cara memotong logam yang akan diukur
kecepatan korosinya. Hal ini merupakan kelemahan dari metoda ini.
Tetapi dewasa ini orang sudah bisa melakukan pengukuran kecepatan korosi tanpa
merusak peralatan logam. Caranya ialah dengan membuat elektroda kerja dari bahan logam
yang sama dengan logam yang dipakai pada peralatan yang ingin diukur kecepatan
korosinya. Elektroda kerja inilah yang diukur kecepatan korosinya pada media lingkungan
kerja alat. Orang bahkan sudah membuat elektroda-elektroda kerja yang berupa probe-probe
dari berbagai macam material untuk keperluan penentuan kecepatan korosi di lapangan,
sehingga dapat untuk keperluan in-site monitoring tanpa mengganggu alat.
Kelebihan metoda elektrokimia dibanding dengan metoda yang lain ialah, penentuan
kecepatan korosi dapat dilakukan secara instan, karena waktu yang diperlukan untuk
penentuan hanya beberapa menit saja. Di samping itu, metoda ini memiliki ketelitian yang
tinggi dan memiliki kemungkinan untuk digunakan sebagai sarana monitoring secara
kontinyu.
4.2. Prinsip Cara Pengukuran Pada penentuan cara elektrokimia ini, logam dipotong dan dibentuk, kemudian diikat
dengan resin dan dijadikan sebuah elektroda kerja. Elektroda kerja bersama elektroda standar
dan elektroda pembantu dimasukkan ke dalam elektrolit lingkungan media korosif dari
logam yang diperiksa, sehingga membentuk sebuah sel elektrokimia.
Dari sel elektrokimia ini, kemudian diperiksa potensial korosi bebasnya. Selanjutnya
potensial dimanipulasi dengan menggunakan potentiostat. Manipulasi potensial dilakukan
Fakultas Teknik Unsri – PT Pusri 36
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
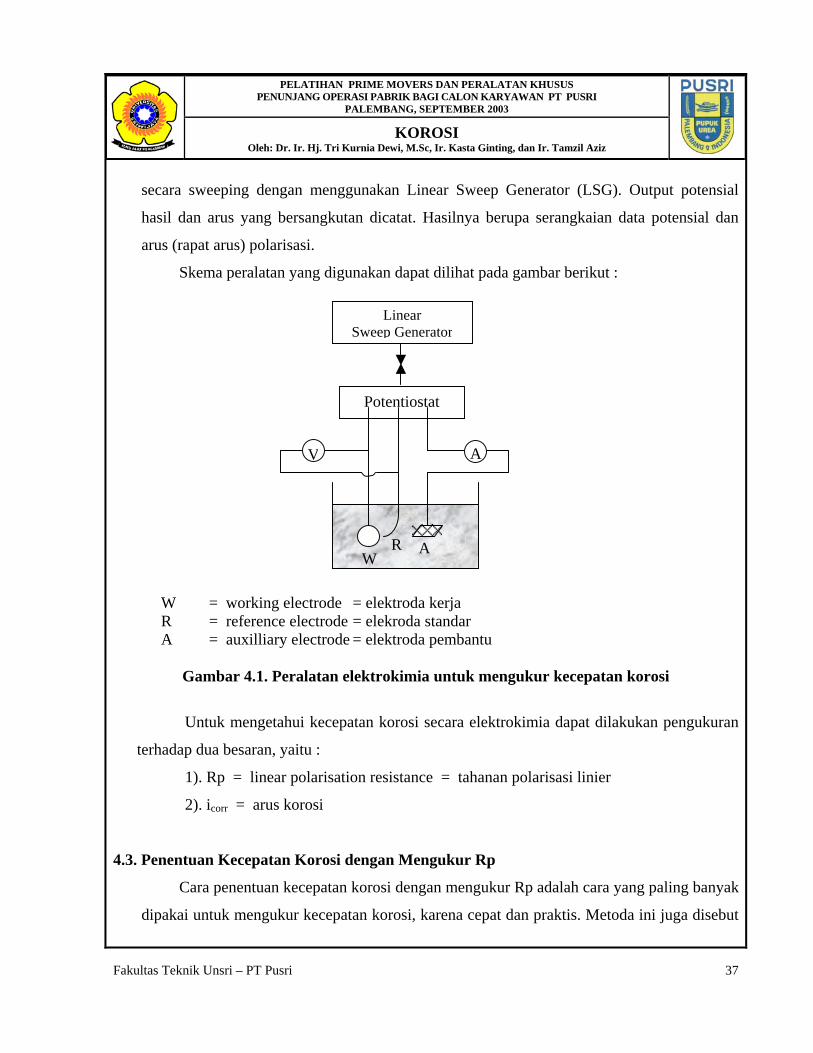
secara sweeping dengan menggunakan Linear Sweep Generator (LSG). Output potensial
hasil dan arus yang bersangkutan dicatat. Hasilnya berupa serangkaian data potensial dan
arus (rapat arus) polarisasi.
Skema peralatan yang digunakan dapat dilihat pada gambar berikut :
W = working electrode = elektroda kerja R = reference electrode = elekroda standar A = auxilliary electrode = elektroda pembantu
Gambar 4.1. Peralatan elektrokimia untuk mengukur kecepatan korosi
Untuk mengetahui kecepatan korosi secara elektrokimia dapat dilakukan pengukuran
terhadap dua besaran, yaitu :
1). Rp = linear polarisation resistance = tahanan polarisasi linier
2). icorr = arus korosi
4.3. Penentuan Kecepatan Korosi dengan Mengukur Rp
Cara penentuan kecepatan korosi dengan mengukur Rp adalah cara yang paling banyak
dipakai untuk mengukur kecepatan korosi, karena cepat dan praktis. Metoda ini juga disebut
Linear Sweep Generator
Potentiostat
AV
WR A
Fakultas Teknik Unsri – PT Pusri 37
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
dengan metoda Stern-Geary, karena yang menemukan persamaan yang digunakan pada
metoda ini adalah Stern dan Geary pada tahun 1957.
4.3.1. Dasar Penentuan Pengukuran Rp
Dasar dari penentuan kecepatan korosi dengan mengukur Rp adalah adanya hubungan
linier antara potensial, E, dan arus, i, pada harga-harga E yang kecil.
Dari persamaan-persamaan (3.26a) dan (3.26b), maka hubungan antara E versus i
adalah linier pada harga-harga E, potensial polarisasi, yang tidak jauh dari Ecorr, potensial
korosi bebas logam. Pada kondisi ini, maka hubungan antara E dengan i dapat dinyatakan
dengan persamaan :
E = R . i , dengan R = tetapan persamaan (4.1)
Hubungan di atas adalah hubungan persamaan listrik DC antara potensial dan arus :
E = i . R
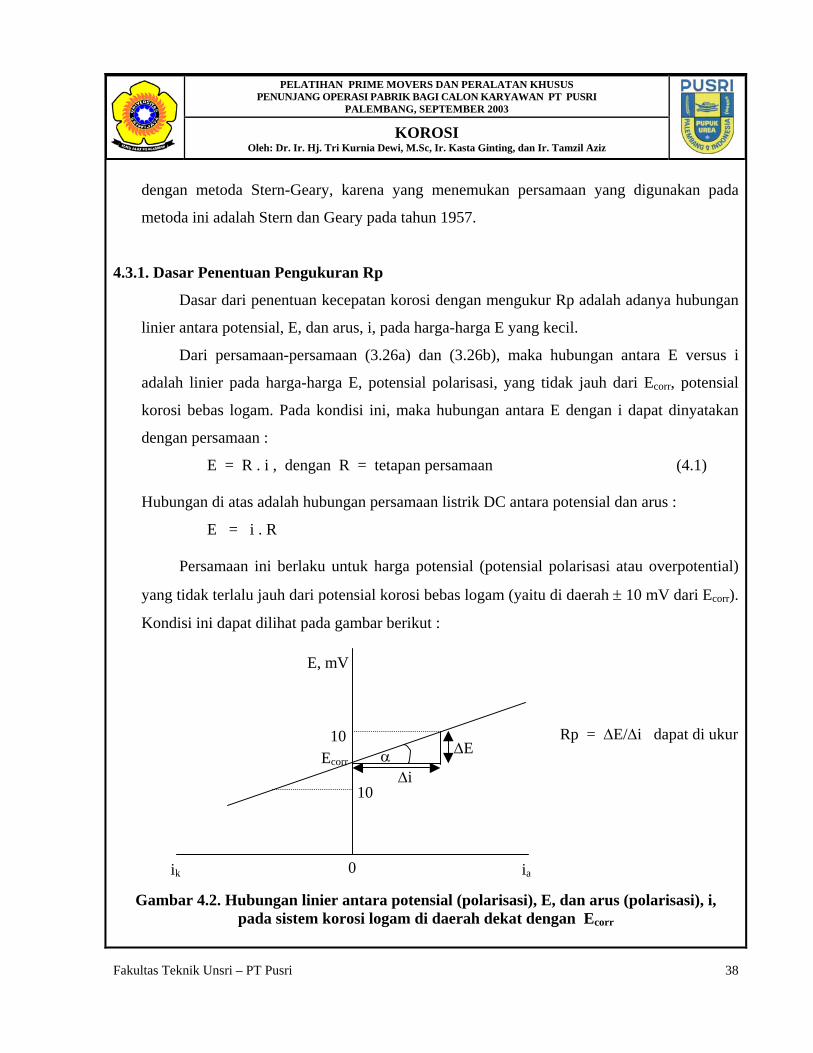
Persamaan ini berlaku untuk harga potensial (potensial polarisasi atau overpotential)
yang tidak terlalu jauh dari potensial korosi bebas logam (yaitu di daerah ± 10 mV dari Ecorr).
Kondisi ini dapat dilihat pada gambar berikut :
Rp = ∆E/∆i dapat di ukur
Gambar 4.2. Hubungan linier antara potensial (polarisasi), E, dan arus (polarisasi), i, pada sistem korosi logam di daerah dekat dengan Ecorr
∆i 10
10∆E α
E, mV
Ecorr
iaik 0
Fakultas Teknik Unsri – PT Pusri 38
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Slope dari kurva polarisasi, ∆E/∆i, mempunyai satuan tahana dan disebut dengan
tahanan polarisasi, Rp. Nilai Rp ini dihubungkan dengan nilai icorr melalui persamaan :
icorr = B . 1 / Rp (4.2)
di sini, B = tetapan Stern-Geary
= 0.12 V, pada rata-rata sistem korosi
4.3.2. Cara pengukuran Rp
Pengukuran Rp dilakukan dengan prosedur berikut :
1). Logam dijadikan elektroda kerja dan disusun sesuai susunan peralatan elektrokimia untuk
mengukur kecepatan korosi
2). Diukur potensial korosi bebas logam, Ecorr, dengan Voltmeter
3). Potensial diatur dengan potentiostat yang di-sweep dengan menggunakan Linear Sweep
Generator, sehingga terpolarisasikan pada daerah ± 10 mV dari potensial korosi bebasnya.
Sweeping trhadap potensial biasanya dilakukan dengan kecepatan sweep 0.2 mV/det
4). Potensial hasil sweeping dan arus yang bersangkutan dicatat dan dibuat grafik hubungan E
versus i yang hasilnya linier, seperti kurva pada gambar 4.2 di atas
5). Dihitung harga Rp dari kurva linier E versus i yang diperoleh.
4.4. Penentuan Kecepatan Korosi Dengan Mengukur icorr
Kecepatan korosi dalam bentuk icorr dapat ditentukan dengan membuat kurva
polarisasi, E versus log i, atau biasa disebut dengan Diagram Evans.
Ada 3 (tiga) cara penentuan icorr dengan menggunakan kurva polarisasi, yaitu :
1). Pemanfaatan kurva anodik
2). Pemanfaatan kurva katodik
3). Pemanfaatan kurva anodik dan katodik.
Fakultas Teknik Unsri – PT Pusri 39
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 4.4.1. Pemanfaatan kurva anodik
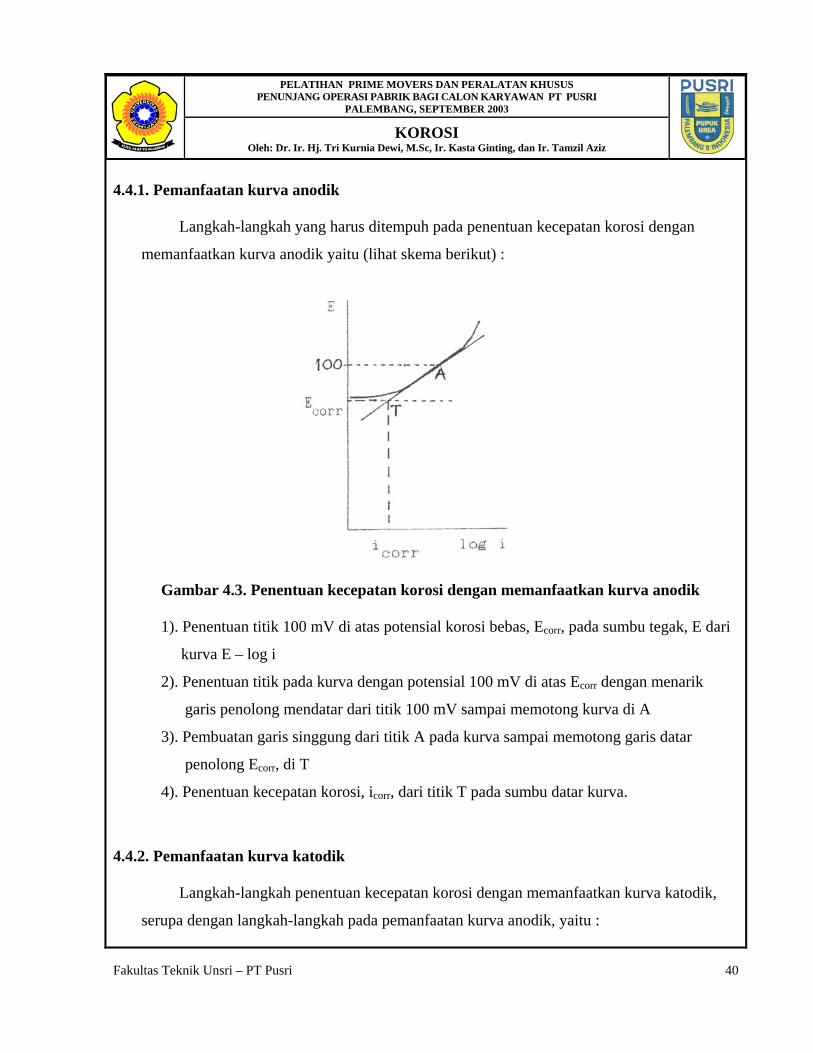
Langkah-langkah yang harus ditempuh pada penentuan kecepatan korosi dengan
memanfaatkan kurva anodik yaitu (lihat skema berikut) :
Gambar 4.3. Penentuan kecepatan korosi dengan memanfaatkan kurva anodik 1). Penentuan titik 100 mV di atas potensial korosi bebas, Ecorr, pada sumbu tegak, E dari
kurva E – log i
2). Penentuan titik pada kurva dengan potensial 100 mV di atas Ecorr dengan menarik
garis penolong mendatar dari titik 100 mV sampai memotong kurva di A
3). Pembuatan garis singgung dari titik A pada kurva sampai memotong garis datar
penolong Ecorr, di T
4). Penentuan kecepatan korosi, icorr, dari titik T pada sumbu datar kurva.
4.4.2. Pemanfaatan kurva katodik
Langkah-langkah penentuan kecepatan korosi dengan memanfaatkan kurva katodik,
serupa dengan langkah-langkah pada pemanfaatan kurva anodik, yaitu :
Fakultas Teknik Unsri – PT Pusri 40
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
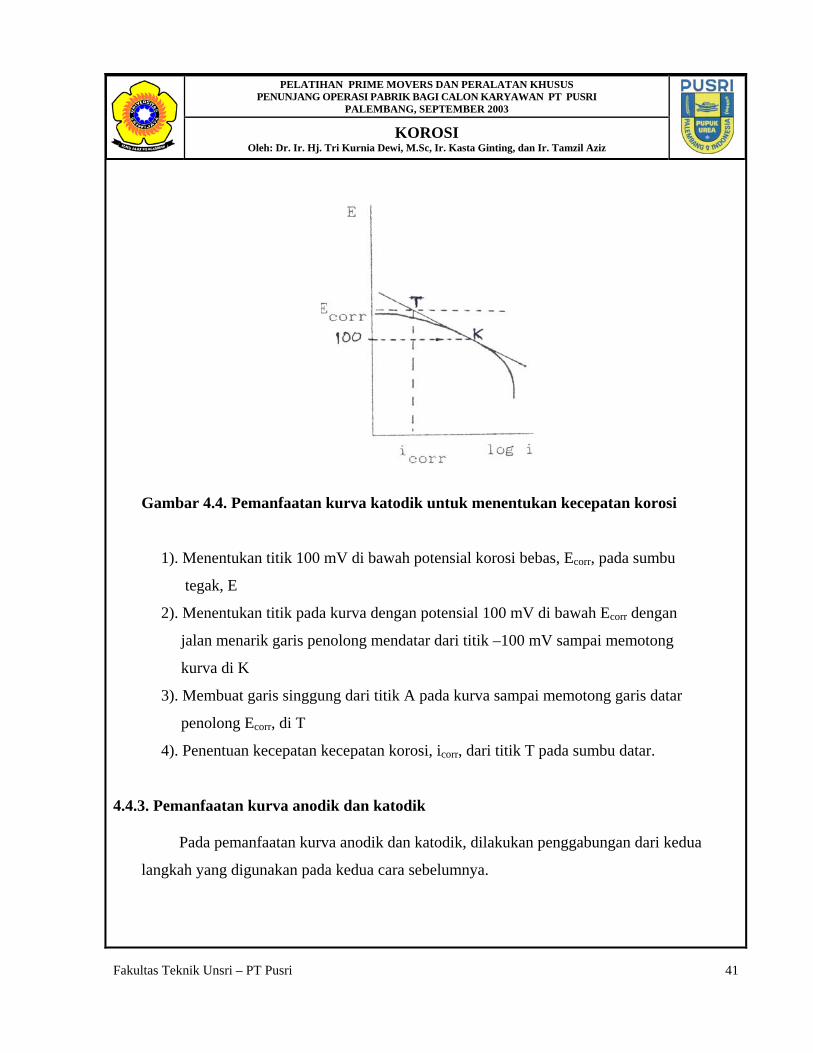
Gambar 4.4. Pemanfaatan kurva katodik untuk menentukan kecepatan korosi
1). Menentukan titik 100 mV di bawah potensial korosi bebas, Ecorr, pada sumbu
tegak, E
2). Menentukan titik pada kurva dengan potensial 100 mV di bawah Ecorr dengan
jalan menarik garis penolong mendatar dari titik –100 mV sampai memotong
kurva di K
3). Membuat garis singgung dari titik A pada kurva sampai memotong garis datar
penolong Ecorr, di T
4). Penentuan kecepatan kecepatan korosi, icorr, dari titik T pada sumbu datar. 4.4.3. Pemanfaatan kurva anodik dan katodik
Pada pemanfaatan kurva anodik dan katodik, dilakukan penggabungan dari kedua
langkah yang digunakan pada kedua cara sebelumnya.
Fakultas Teknik Unsri – PT Pusri 41
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
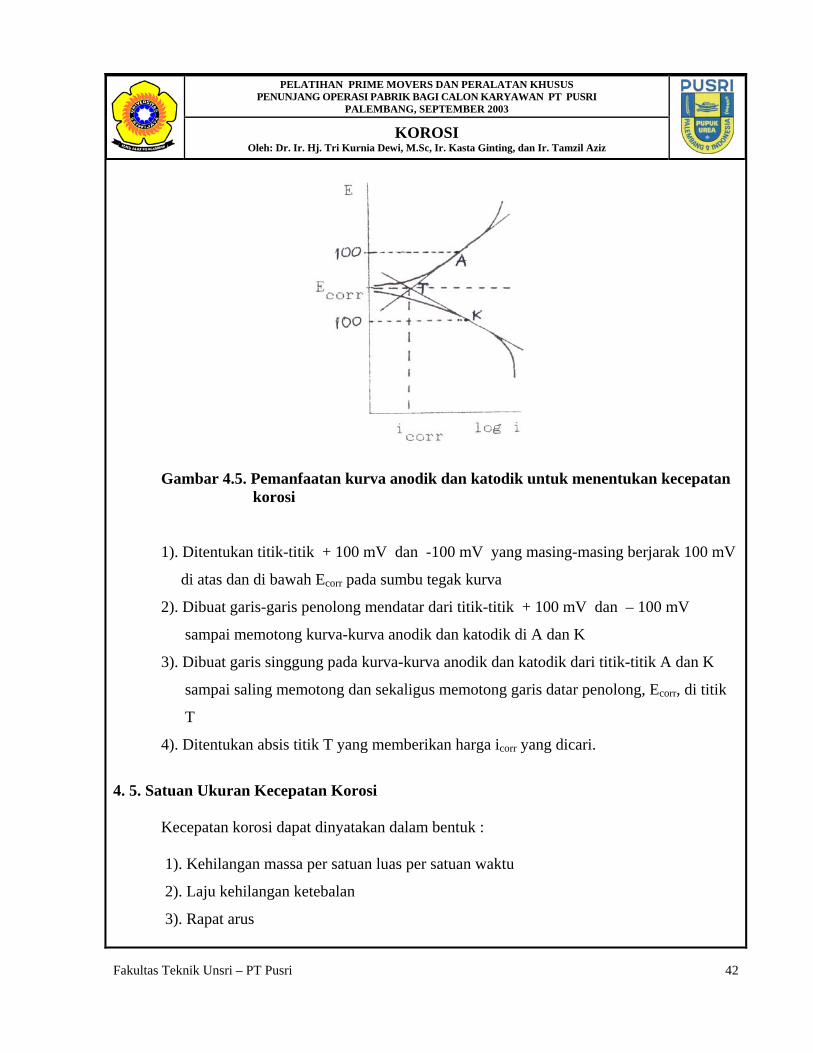
Gambar 4.5. Pemanfaatan kurva anodik dan katodik untuk menentukan kecepatan korosi
1). Ditentukan titik-titik + 100 mV dan -100 mV yang masing-masing berjarak 100 mV
di atas dan di bawah Ecorr pada sumbu tegak kurva
2). Dibuat garis-garis penolong mendatar dari titik-titik + 100 mV dan – 100 mV
sampai memotong kurva-kurva anodik dan katodik di A dan K
3). Dibuat garis singgung pada kurva-kurva anodik dan katodik dari titik-titik A dan K
sampai saling memotong dan sekaligus memotong garis datar penolong, Ecorr, di titik
T
4). Ditentukan absis titik T yang memberikan harga icorr yang dicari.
4. 5. Satuan Ukuran Kecepatan Korosi
Kecepatan korosi dapat dinyatakan dalam bentuk :
1). Kehilangan massa per satuan luas per satuan waktu
2). Laju kehilangan ketebalan
3). Rapat arus
Fakultas Teknik Unsri – PT Pusri 42
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Satuan yang biasa dipakai untuk menyatakan laju korosi adalah :
1). mdd (mg/dm2/day)
2). mpy (mils/yr)
3). A/cm2, untuk rapat arus.
Note : 1 (satu) mil yaitu 1 (satu) per seribu inchi.
Konversi dari satu unit ke unit yang lain diberikan oleh persamaan berikut :
* kecepatan kehilangan ketebalan = K . a. i / n. D
dengan K = tetapan, bergantung pada satuan yang diingini
= 0.129 untuk satuan mpy
= 3.27 untuk satuan mm/yr
= 0.00327 untuk satuan m/yr
a = massa atom, g/mol
i = rapat arus, A/cm2
n = jumlah elektron terlibat
D = densitas, g/cm3
* kecepatan kehilangan ketebalan, mpy = 534 . W / D . A . T
dengan : W = kehilangan berat, mg
D = densitas, g/cm3
A = area, sq in
T = waktu, hr
Fakultas Teknik Unsri – PT Pusri 43
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB V
PENGENDALIAN KOROSI
5.1. Macam-macam Cara Pengendalian Korosi
Proses korosi tidak dapat dicegah, karena reaksi korosi merupakan reaksi yang nilai
perubahan entalpi reaksinya negatif. Menurut termodinamika, reaksi semacam ini adalah
reaksi yang berlangsung secara spontan. Oleh sebab itu, proses terkorosinya logam oleh
lingkungannya adalah proses yang spontan dan tidak dapat dicegah terjadinya.
Tetapi, sekalipun tidak dapat dicegah terjadinya, proses korosi bisa dikendalikan
sehingga kecepatan reaksinya tidak secepat jika tidak dilakukan upaya penanggulangan.
Usaha-usaha penanggulangan korosi dapat dibedakan ke dalam 5 (lima) kategori, yaitu:
1) Desain
2) Pemilihan Bahan
3) Perlakuan Lingkungan
4) Pelapisan
5) Proteksi Katodik dan Proteksi Anodik
Prinsip yang digunakan pada upaya penanggulangan korosi adalah prinsip pencegahan
terbentuknya sel elektrokimia korosi. Hal ini diusahakan dengan melakukan upaya-upaya
untuk menghilangkan satu atau lebih unsur-unsur sel elektrokimia korosi, yaitu:
1) anoda
2) katoda
3) elektrolit
4) hubungan listrik antara anoda dan katoda
Penghilangan satu atau lebih unsur-unsur penyusun sel elektrokima korosi, dapat
mencegah terjadinya korosi logam sebagai reaksi utama yang kita khawatirkan kejadiannya.
Fakultas Teknik Unsri – PT Pusri 44
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 5.2. Desain
Usaha penanggulangan korosi sebaiknya sudah dilakukan sejak tahapan desain proses.
Ahli-ahli korosi sebaiknya ikut dilibatkan dalam desain proses dari sejak pemilihan proses,
penentuan kondisi-kondisi prosesnya, penentuan bahan-bahan konstruksi, pemilihan lay-out,
saat konstruksi sampai tahap start-upnya.
Di antara cara-cara penanggulangan korosi dari segi desain yang sering digunakan
adalah:
a. isolasi alat dari lingkungan korosif
b. mencegah hadir/terbentuknya elektrolit
c. jaminan lancarnya aliran fluida
d. mencegah korosi erosi/abrasi akibat kecepatan aliran
e. mencegah terbentuknya sel galvanik
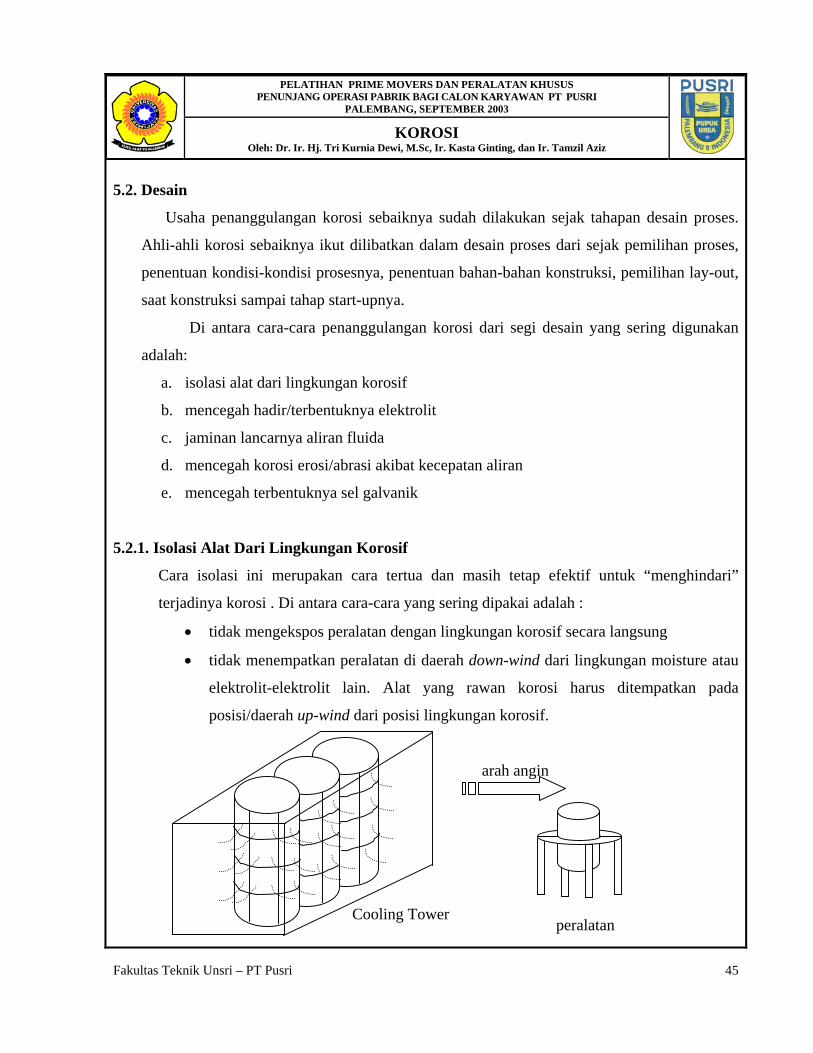
5.2.1. Isolasi Alat Dari Lingkungan Korosif
Cara isolasi ini merupakan cara tertua dan masih tetap efektif untuk “menghindari”
terjadinya korosi . Di antara cara-cara yang sering dipakai adalah :
• tidak mengekspos peralatan dengan lingkungan korosif secara langsung
• tidak menempatkan peralatan di daerah down-wind dari lingkungan moisture atau
elektrolit-elektrolit lain. Alat yang rawan korosi harus ditempatkan pada
posisi/daerah up-wind dari posisi lingkungan korosif.
arah angin
Cooling Tower peralatan
Fakultas Teknik Unsri – PT Pusri 45
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
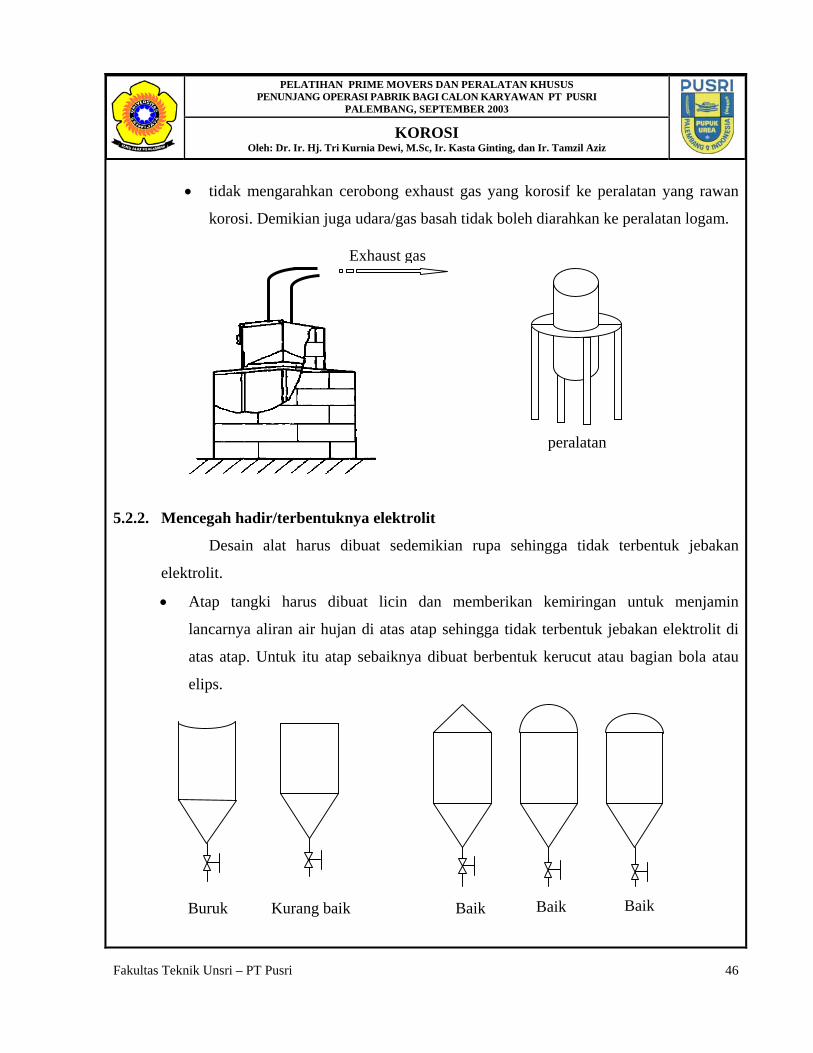
• tidak mengarahkan cerobong exhaust gas yang korosif ke peralatan yang rawan
korosi. Demikian juga udara/gas basah tidak boleh diarahkan ke peralatan logam.
5.2.2. Mencegah hadir/terbentuknya elektrolit
Desain alat harus dibuat sedemikian rupa sehingga tidak terbentuk jebakan
elektrolit.
• Atap tangki harus dibuat licin dan memberikan kemiringan untuk menjamin
lancarnya aliran air hujan di atas atap sehingga tidak terbentuk jebakan elektrolit di
atas atap. Untuk itu atap sebaiknya dibuat berbentuk kerucut atau bagian bola atau
elips.
Buruk Kurang baik Baik Baik Baik
Exhaust gas
peralatan
Fakultas Teknik Unsri – PT Pusri 46
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
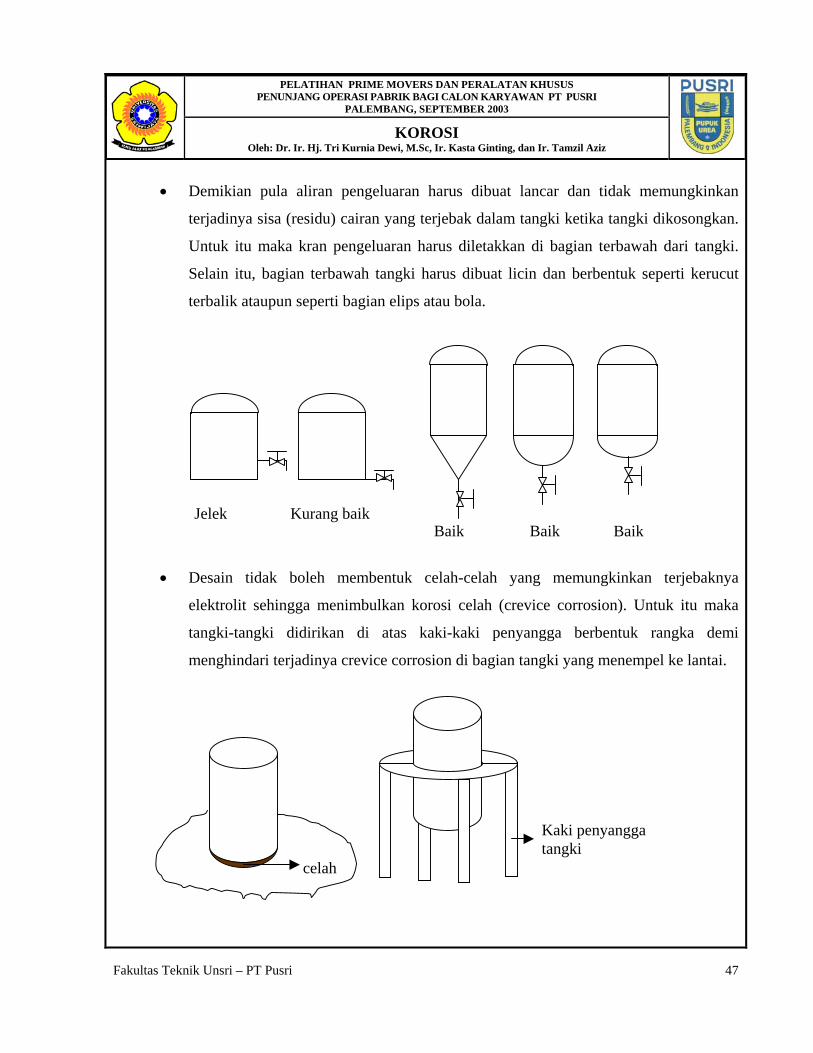
• Demikian pula aliran pengeluaran harus dibuat lancar dan tidak memungkinkan
terjadinya sisa (residu) cairan yang terjebak dalam tangki ketika tangki dikosongkan.
Untuk itu maka kran pengeluaran harus diletakkan di bagian terbawah dari tangki.
Selain itu, bagian terbawah tangki harus dibuat licin dan berbentuk seperti kerucut
terbalik ataupun seperti bagian elips atau bola.
• Desain tidak boleh membentuk celah-celah yang memungkinkan terjebaknya
elektrolit sehingga menimbulkan korosi celah (crevice corrosion). Untuk itu maka
tangki-tangki didirikan di atas kaki-kaki penyangga berbentuk rangka demi
menghindari terjadinya crevice corrosion di bagian tangki yang menempel ke lantai.
Jelek Kurang baikBaik Baik Baik
Kaki penyangga tangki
celah
Fakultas Teknik Unsri – PT Pusri 47
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
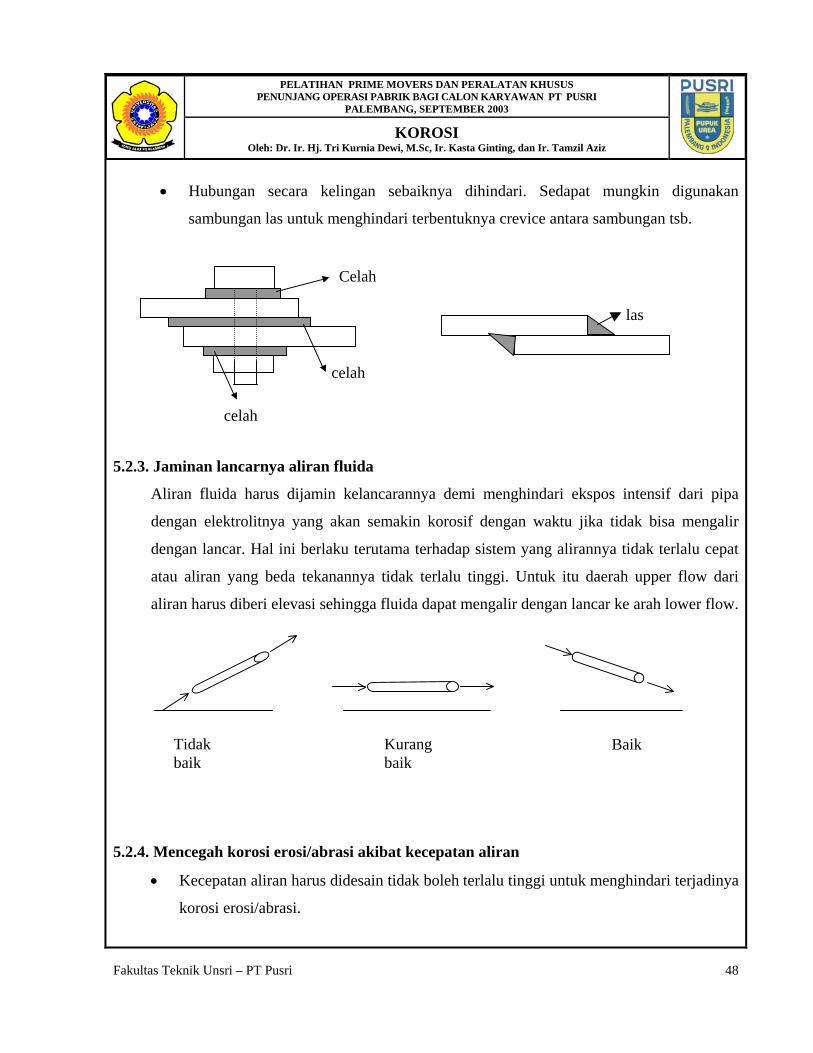
• Hubungan secara kelingan sebaiknya dihindari. Sedapat mungkin digunakan
sambungan las untuk menghindari terbentuknya crevice antara sambungan tsb.
5.2.3. Jaminan lancarnya aliran fluida
Aliran fluida harus dijamin kelancarannya demi menghindari ekspos intensif dari pipa
dengan elektrolitnya yang akan semakin korosif dengan waktu jika tidak bisa mengalir
dengan lancar. Hal ini berlaku terutama terhadap sistem yang alirannya tidak terlalu cepat
atau aliran yang beda tekanannya tidak terlalu tinggi. Untuk itu daerah upper flow dari
aliran harus diberi elevasi sehingga fluida dapat mengalir dengan lancar ke arah lower flow.
5.2.4. Mencegah korosi erosi/abrasi akibat kecepatan aliran
• Kecepatan aliran harus didesain tidak boleh terlalu tinggi untuk menghindari terjadinya
korosi erosi/abrasi.
Tidak baik
Baik Kurang baik
Celah
celah
celah
las
Fakultas Teknik Unsri – PT Pusri 48
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
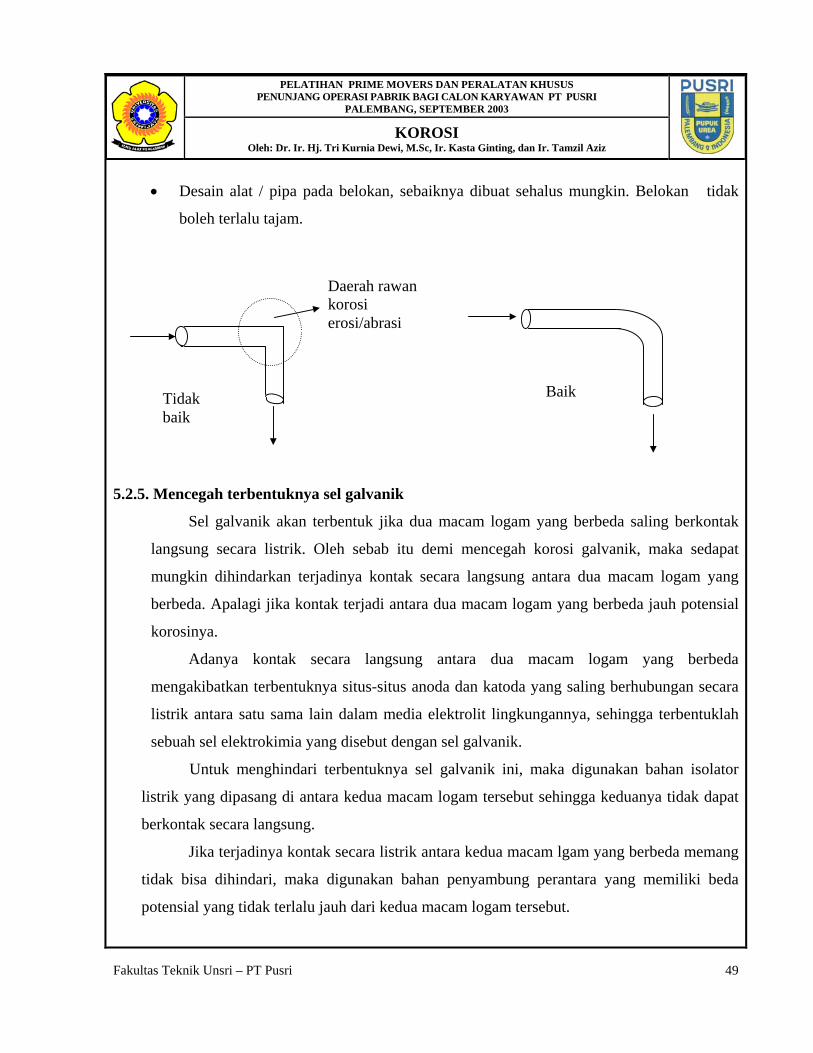
• Desain alat / pipa pada belokan, sebaiknya dibuat sehalus mungkin. Belokan tidak
boleh terlalu tajam.
5.2.5. Mencegah terbentuknya sel galvanik
Sel galvanik akan terbentuk jika dua macam logam yang berbeda saling berkontak
langsung secara listrik. Oleh sebab itu demi mencegah korosi galvanik, maka sedapat
mungkin dihindarkan terjadinya kontak secara langsung antara dua macam logam yang
berbeda. Apalagi jika kontak terjadi antara dua macam logam yang berbeda jauh potensial
korosinya.
Adanya kontak secara langsung antara dua macam logam yang berbeda
mengakibatkan terbentuknya situs-situs anoda dan katoda yang saling berhubungan secara
listrik antara satu sama lain dalam media elektrolit lingkungannya, sehingga terbentuklah
sebuah sel elektrokimia yang disebut dengan sel galvanik.
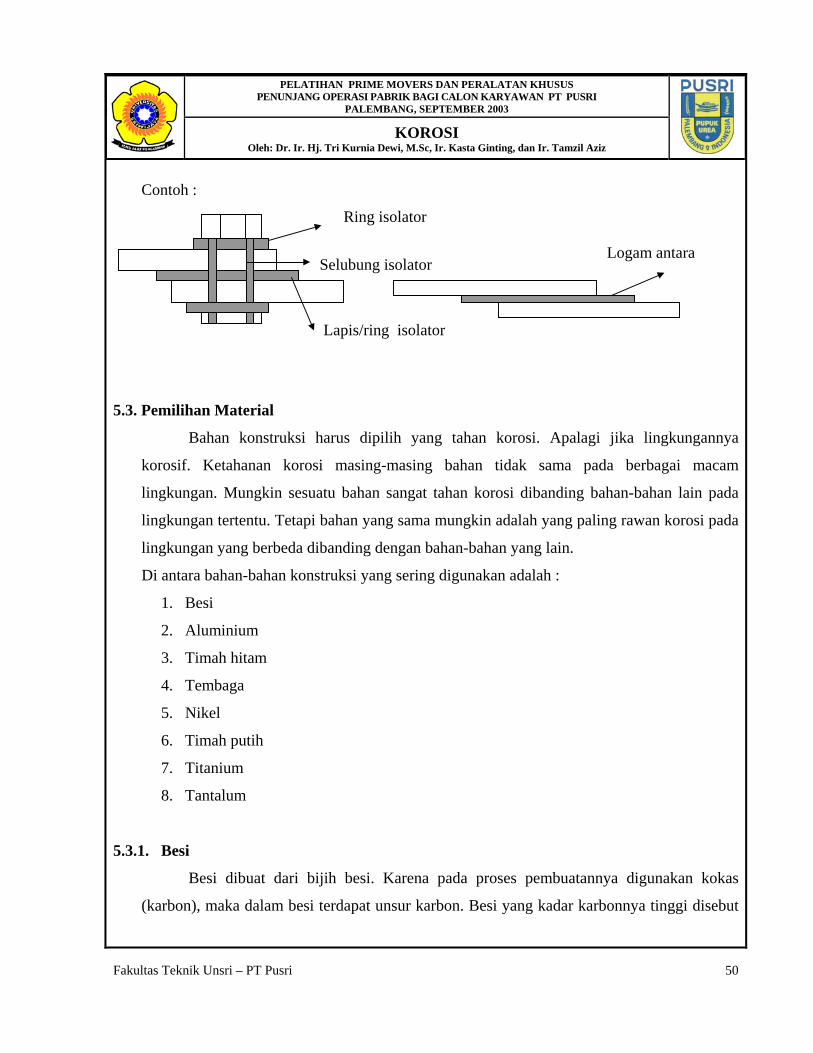
Untuk menghindari terbentuknya sel galvanik ini, maka digunakan bahan isolator
listrik yang dipasang di antara kedua macam logam tersebut sehingga keduanya tidak dapat
berkontak secara langsung.
Jika terjadinya kontak secara listrik antara kedua macam lgam yang berbeda memang
tidak bisa dihindari, maka digunakan bahan penyambung perantara yang memiliki beda
potensial yang tidak terlalu jauh dari kedua macam logam tersebut.
Baik
Daerah rawan korosi erosi/abrasi
Tidak baik
Fakultas Teknik Unsri – PT Pusri 49
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Contoh :
5.3. Pemilihan Material
Bahan konstruksi harus dipilih yang tahan korosi. Apalagi jika lingkungannya
korosif. Ketahanan korosi masing-masing bahan tidak sama pada berbagai macam
lingkungan. Mungkin sesuatu bahan sangat tahan korosi dibanding bahan-bahan lain pada
lingkungan tertentu. Tetapi bahan yang sama mungkin adalah yang paling rawan korosi pada
lingkungan yang berbeda dibanding dengan bahan-bahan yang lain.
Di antara bahan-bahan konstruksi yang sering digunakan adalah :
1. Besi
2. Aluminium
3. Timah hitam
4. Tembaga
5. Nikel
6. Timah putih
7. Titanium
8. Tantalum
5.3.1. Besi
Besi dibuat dari bijih besi. Karena pada proses pembuatannya digunakan kokas
(karbon), maka dalam besi terdapat unsur karbon. Besi yang kadar karbonnya tinggi disebut
Logam antara
Ring isolator
Selubung isolator
Lapis/ring isolator
Fakultas Teknik Unsri – PT Pusri 50
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
baja. Baja memiliki kekerasan yang lebih tinggi dibanding besi akibat kehadiran unsur
karbon di dalamnya yang lebih banyak. Di antara macam-macam besi adalah :
a). besi tuang putih
b). besi tuang abu-abu
c). besi tuang mampu tempa
d). besi tuang silikon tinggi
e). besi tuang + Cu
f). besi tuang + Ni + Cr
g). baja biasa
h) baja tahan karat
Besi tuang putih patahannya berwarna putih. Unsur yang terkandung di dalamnya
adalah besi dan karbon, tetapi karbonnya tidak berbentuk unsur C bebas, melainkan berupa
karbida besi (Fe3C) yang berbentuk kristal sehingga tidak berwarna hitam seperti jika C
dalam bentuk karbon bebas. Besi ini mengandung sedikit silikon (Si) yang membuat karbon
tidak berbentuk grafit. Sifat besi ini sangat keras dan rapuh.
Besi tuang abu-abu memiliki komposisi yang tidak jauh berbeda dari besi tuang
putih. Unsur-unsur pembentuknya adalah besi, karbon, dan silika. Karbon dalam besi tuang
abu-abu berada dalam bentuk grafit (C-bebas) yang berupa lempengan-lempengan, sehingga
patahannya berwarna abu-abu. Kadar silikanya lebih tinggi dari besi tuang putih.
Besi tuang mampu tempa berasal dari besi tuang putih yang diberi perlakuan tertentu
(heat treatment) dengan dipanaskan pada suhu dan waktu tertentu, kemudian didinginkan
dengan cara khusus. Karbon berada dalam bentuk gerombolan-gerombolan, dan bukannya
lempengan seperti pada besi tuang abu-abu, sehingga besi ini dapat ditempa.
Besi tuang silikon adalah besi tuang dengan kadar silikon yang dinaikkan sampai 14%
sehingga ketahanan korosinya sangat tinggi pada bermacam-macam lingkungan, kecuali
lingkungan HF. Besi ini memiliki kekerasan oleh adanya SiO2 (=kaca). Di antara besi jenis
ini adalah Duriron (14,5% Si, 0,95% C) yang tahan terhadap korosi karena pembentukan
Fakultas Teknik Unsri – PT Pusri 51
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
lapisan pelindung SiO2, Duriklor (Duriron + 3% Mo) yang tahan terhadap HCl dan Cl2 serta
korosi pitting, dan Duriklor 51 ( Duriklor + Cr) yang tahan terhadap suasana oksidatif karena
pembentukan lapis lindung Cr2O3.
Besi tuang yang dipadu dengan Cu membuat logam jadi lebih tahan korosi dan abrasi
dan lebih tahan lingkungan atmosfer serta H2SO4. Sifat mekanisnya juga lebih baik.
Di antara besi tuang yang dicampur dengan Ni dan Cr adalah :
a. Ni-resist (= alloy dari besi tuang abu-abu), mengandung Ni = 14-32% dan Cr = 1,75-5,5%
b. Ni-hard ( = alloy dari besi tuang putih), mengandung Ni = 4% dan Cr = 2%
Besi Ni-hard ini sangat keras dan biasa dipakai untuk lingkungan yang akan menyebabkan
erosi terhadap material. Ia biasa dipakai untuk lingkungan netral dan alkali.
Besi murni = besi ingot (nama dagang a.l. Armco Iron). Besi kasar = wrought iron =
campuran baja berkadar C rendah dengan slag.Slag = hasil samping peleburan bijih besi
(mengandung Mn, Zn, Ca, Mg).
Baja memiliki kadar karbon yang lebih tinggi dari besi. Baja biasa hanya terdiri dari
besi dan karbon, sedangkan baja alloy adalah baja yang sudah ditambah unsur lain, seperti
stainless steel yang sudah ditambah dengan kromium, nikel, dan lain-lain.
Stainless steel adalah sekelompok logam yang tidak bernoda. Hasil korosi di
permukaan logam membentuk lapisan tipis Cr2O3 yang transparan sehingga stainless steel
tidak bernoda jika berkarat. Stainless steel diperoleh dengan mencampur baja dengan
kromium paling sedikit 11%. Pengelompokan stainless steel didasarkan pada standar yang
dikeluarkan oleh:
a). ASTM (American Society for Testing Material)
b). AISI (American Iron & Steel Institute)
c). SAE (Society for Automotive Engineering)
d). UNS (Unified Numbering System)
e). ISO (International Standard Organization)
f). JIS (Japan Iron Standard)
Fakultas Teknik Unsri – PT Pusri 52
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Ada 34 macam stainless steel menurut UNS number, pembedaan tiap macam berupa nomor-
nomor kode, misal:
• Tipe 316L menurut UNS number, mengandung C = 3%, Cr = 16-18%, Ni = 10-14%,
Mo = 2-3%
• Tipe 304 menurut UNS number, mengandung: C = 0,08% maks, Cr = 18-20%, Ni =
8-12%, Si = 1% maks
Stainless steel dapat dikelompokkan ke dalam 4 grup:
1. Baja-baja kromium martensitik
2. Baja-baja non-hardenable feritik (besi alpha)
3. Baja-baja kromium nikel austenitik (besi gamma)
4. Baja-baja age-hardenable
Baja-baja grup 1,2, dan 3 bersifat seperti martensit, ferit, dan austenit. Baja grup 4 dapat
dikeraskan dengan cara age-hardening.
5.3.2. Aluminium
Aluminium membentuk lapisan Al2O3 yang protektif bila ia teroksidasi. Lapisan film
ini tahan dalam suasana asam dan netral, tetapi tidak tahan di lingkungan alkali. Logam ini
banyak dipakai untuk lingkungan udara terbuka yang banyak oksigennya. Produk korosi
aluminium, yaitu Al2O3 adalah transparan dan tidak beracun sehingga logam aluminium
dipakai untuk alat masak.
Sebenarnya potensial korosi aluminium tinggi, tetapi karena pembentukan lapisan
pelindung oksida, maka aluminium tahan korosi. Pembentukan lapis lindung dapat terjadi
secara alamiah, maupun dengan dipaksa, yaitu dengan menggunakan aliran listrik DC
sehingga aluminium terkorosi menjadi Al2O3, seperti pada proses anodising.
Anodising adalah proses pembentukan lapis lindung yang dipercepat dengan bantuan
aliran listrik DC pada permukaan logam yang dilapisi. Besi galvanisasi adalah besi yang
dilapisi dengan aluminium yang teroksidasi di bagian luarnya, membentuk lapisan protektif.
Fakultas Teknik Unsri – PT Pusri 53
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Al2O3. Besi akan tetap terlindungi selama masih ada aluminium di permukaannya. Logam
aluminium murni adalah lunak. Untuk memperbaiki sifat mekanisnya, aluminium dipadukan
dengan logam-logam lain membentuk alloy. Bahan-bahan alloy untuk aluminium adalah :Cr,
Cu, Si, Ti, dan lain-lain. Alloy Al dengan Cu membuat bahan jadi kuat dan tahan tarikan.
5.3.3. Timah hitam
Timah hitam (Pb) murni bersifat lunak/empuk sehingga dapat dibuat pensil 2B. Alloy
logam ini dengan tembaga 0,06% cocok untuk konstruksi lingkungan asam sulfat. Ia juga
bisa dialloy dengan timah putih untuk pipa air minum.
Logam Pb tidak tahan HNO3, HCl dan asam-asam organik, sehingga alooy Pb jarang
digunakan pada lingkungan-lingkungan tersebut.
5.3.4. Tembaga
Tembaga (Cu) bersifat mudah menghantarkan panas, tahan korosi, tahan terhadap
lingkungan atmosfer:
2 Cu + O2(udara) → 2 CuO (patina hijau)
Logam Cu termasuk logam mulia yang sulit terkorosi. Reaksi katodiknya bukan
pelepasan hidrogen. Artinya ia tidak dimakan asam, kecuali asam-asam oksidator kuat,
karena mengeluarkan oksigen oksidator, seperti H2SO4 pekat. Reaksi katodiknya:
O2 + 2 H2O + 4 e- → 4 OH-
Alloy Cu:
• Kuningan (brass) : Cu dan Zn
• Perunggu : Cu dan Sn, Al, Si
• Kupro nikel (= perak nikel) : Cu dan Ni
Alloy Cu sering dibuat dalam dua lapisan. Duplex metal adalah metal yang terdiri dari
dua lapisan yang berlainan. Contoh Duplex Metal adalah metal pada alat HE untuk amoniak.
Bahan HE untuk tube bagian dalam adalah Cu, tetapi bahan HE untuk tube bagian luar yang
Fakultas Teknik Unsri – PT Pusri 54
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
berhubungan dengan amoniak adalah baja biasa. Hal ini dilakukan karena Cu tidak tahan
amoniak. Alloy Cu tidak tahan terhadap korosi erosi/abrasi.
5.3.5. Nikel
Nikel bersifat tahan korosi. Nikel merupakan logam “pasangan” dari alkali. Logam ini
tidak tahan unsur belerang, sehingga jika ada gas yang mengandung belerang, maka Ni akan
rusak (rapuh). Alloy Ni antara lain :
• Incoloy : 3-65% Ni
• Hastelloy : 47-85% Ni
• Chlorimet : 60-62% Ni
• Monel : 63-66% Ni
5.3.6. Timah putih
Timah putih (Sn) biasa dipakai untuk mengalengkan bahan makanan karena ia tahan
korosi dan kalau teroksidasi membentuk corrosion product berupa SnO yang merupakan
lapisan yang bersifat transparan dan protektif serta tidak beracun.
5.3.7. Titanium
Sebenarnya titanium (Ti) adalah logam yang reaktif, tetapi karena ia membentuk lapis
lindung (TiO2) yang protektif, maka ia menjadi tahan korosi. Titanium tahan air laut, garam-
garam klorida, asam nitrat, asam klorit, dan asam hipoklorit. Logam ini akan menjadi rapuh
kalau kemasukan gas, sehingga tidak dipakai pada suhu tinggi. Titanium biasanya dialloy
dengan : Al, Cr, Mn, Mo, V, Fe.
5.3.8. Tantalum
Logam tantalum (Ta) sangat tahan korosi pada berbagai macam lingkungan. Bahan ini
disukai karena sifatnya yang tahan korosi itu. Tetapi tantalum tidak dapat digunakan untuk
lingkungan alkali, asam florida dan asam sulfat pekat yang panas.
Fakultas Teknik Unsri – PT Pusri 55
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Tantalum digunakan untuk handling larutan-larutan yang murni secara kimiawi, seperti
asam klorida. Karena ketahanan korosinya yang mencakup lingkungan yang berbagai
macam, tantalum bahkan digunakan untuk implant dalam tubuh manusia. Logam tantalum
secara mekanis adalah bahan yang kuat, sehingga untuk konstruksi cukup digunakan
lempeng yang tipis saja (penghematan material = penghematan cost).
Sekalipun ketahan korosinya hampir menyamai gelas, tantalum tidak tahan dalam
lingkungan yang mengeluarkan hidrogen. Hidrogen akan terabsorbsi oleh tantalum yang
mengakibatkan kerapuhan.
5.3.9. Pasangan Alami
Dari semua bahan logam di atas, maka pada dasarnya makin murni sesuatu logam,
makin bagus ketahanan korosinya karena keseragamannya. Jika sesuatu logam mengandung
unsur asing, maka keseragaman akan terganggu dan pembentukan sel-sel galvanik lebih
mudah terjadi.
Tetapi sesuatu bahan tidak hanya dipandang dari segi ketahanan korosinya saja untuk
dijadikan sebagai bahan konstruksi. Sifat mekanis tidak kalah penting. Untuk itu maka
logam-logam tersebut dialloy untuk memperbaiki sifat-sifatnya, baik sifat mekanis maupun
sifat-sifat ketahanan korosinya.
Peng-alloy-an logam dapat sama sekali mengubah sifat-sifat logam asalnya. Alloy-
alloy semacam ini terus diteliti oleh para ahli bahan konstruksi. Sifat-sifat mereka dicatat dan
dicoba dimengerti penyebab-penyebab perubahan sifat-sifat tersebut. Banyak yang sudah
diketahui/dirumuskan penyebabnya-penyebabnya, tetapi lebih banyak lagi yang belum
diketahui; Bahkan banyak yang belum diketahui sifat-sifatnya sekalipun.
Di antara yang dicatat para pengamat korosi adalah adanya “pasangan-pasangan
alami” dari logam/alloy dengan lingkungan korosif yang sesuai, yang paling ekonomis untuk
dipakai dalam konstruksi. Pasangan-pasangan alami tersebut adalah :
Fakultas Teknik Unsri – PT Pusri 56
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz Lingkungan Logam pasangan
• HNO3 stainless steel • Kaustik nikel/alloy nikel • HF monel • HCl hastelloy • H2SO4 encer timah hitam • lingkungan atmosfer dan tanpa noda aluminium • aquades timah hitam • larutan oksidator kuat & panas titanium • larutan dengan kondisi yang ekstrim tantalum • H2SO4 pekat baja biasa
5.4. Perlakuan Lingkungan
Upaya perlakuan lingkungan ini sangat penting dalam penanggulangan korosi di
industri. Lingkungan yang korosif diupayakan menjadi tidak atau kurang korosif. Ada dua
macam cara perlakuan lingkungan yaitu :
1. pengubahan media/elektrolit
2. penggunaan inhibitor
5.4.1. Pengubahan Media/Elektrolit
Di antara usaha-usaha pengubahan media yang sering dilakukan untuk menanggulangi
korosi ialah:
a. penurunan suhu
b. penurunan kecepatan alir
c. penghilangan oksigen atau oksidator
d. pengubahan konsentrasi
Penurunan suhu biasanya menurunkan kecepatan korosi. Tetapi ada juga kecepatan
korosi yang tidak dipengaruhi suhu sampai kondisi tertentu. Bahkan ada media yang jika
dalam keadaan panas malah korosifitasnya berkurang. Hal ini terjadi pada air yang
Fakultas Teknik Unsri – PT Pusri 57
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
mengandung oksigen terlarut yang akan menurun kadar oksigen terlarutnya karena
pemanasan, sehingga tingkat korosifitasnya ikut menurun.
Kecepatan alir biasanya mempercepat korosi. Hal ini berlaku secara umum, sekalipun
ada pengecualian pada logam-logam yang dapat membentuk lapisan pasif yang protektif
seperti stainless steel. Logam-logam seperti ini lebih tahan korosi di lingkungan yang
bergerak dari pada lingkungan yang relatif diam. Tetapi bagaimanapun kecepatan yang
sangat tinggi beresiko terjadinya korosi erosi/abrasi.
Usaha-usaha penghilangan oksigen atau oksidator sangat penting pada boiler yang
bekerja pada suhu dan tekanan yang tinggi. Untuk itu orang melakukan deaerasi terhadap
boiler feed water sebelum masuk ke ketel. Penghilangan oksigen dalam boiler juga masih
dilakukan dengan pemakaian oxygen scavenger. Tidak semua logam “menyukai” ketiadaan
oksigen atau oksidator, sebab logam–logam seperti stainless steel “lebih suka” lingkungan
yang oksidatif daripada yang non oksidatif.
Konsentrasi elektrolit biasanya menaikkan kecepatan korosi. Oleh karena itu,
penurunan konsentrasi elektrolit biasanya menurunkan kecepatan korosi logam.
Pengontrolan konsentrasi pada level tertentu dapat menunjang upaya penanggulangan korosi
sehingga dinilai aman bagi peralatan. Sekalipun pada umumnya penurunan konsentrasi
menurunkan korosifitas lingkungan terhadap peralatan logam, tetapi ada juga pengecualian
untuk asam sulfat dan asam fosfat. Mereka ini makin kurang korosif pada konsentrasi yang
tinggi jika suhunya tidak terlalu tinggi.
5.4.2. Penggunaan Inhibitor
Inhibitor adalah suatu bahan kimia yang jika ditambahkan dalam jumlah yang kecil
saja kepada lingkungan media yang korosif, akan menurunkan kecepatan korosi. Inhibitor
bekerja menghambat laju korosi. Belum banyak diketahui bagaimana cara kerja inhibitor
dalam menghambat korosi.
Fakultas Teknik Unsri – PT Pusri 58
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Banyak macam dan rumusan/resep-resep bahan inhibitor. Kebanyakan mereka ini
ditemukan berdasarkan hasil pengamatan/penelitian empiris saja tanpa diketahui mekanisme
kerjanya. Walaupun demikian, inhibitor dapat diklasifikasikan berdasarkan mekanisme
penghambatannya maupun berdasarkan sifat senyawanya.
Berdasarkan mekanisme penghambatannya, maka inhibitor dapat diklasifikasikan ke
dalam 3 (tiga) kategori, yaitu :
1. inhibitor anodik
2. inhibitor katodik
3. inhibitor campuran
Inhibitor anodik bekerja dengan cara menghambat reaksi anodik, sedangkan inhibitor
katodik bekerja dengan cara menghambat reaksi katodik. Inhibitor campuran adalah tipe
inhibitor yang bekerja dengan cara menghambat laju reaksi korosi secara keseluruhan, baik
reaksi anodik maupun katodik secara serentak, walaupun tingkat penghambatannya mungkin
tidak sama.
Inhibitor anodik bekerja dengan membentuk lapisan pelindung yang pasif di
permukaan logam akibat reaksi logam dengan inhibitor tersebut (= reaksi korosi logam oleh
inhibitor). Inhibitor semacam ini menaikkan potensial korosi bebas logam sampai dicapai
potensial pasifasi. Efek inhibitor ini bergantung pada konsentrasi yang digunakan.
Konsentrasi inhibitor dalam media harus dipertahankan pada level tertentu. Jika
konsentrasinya sampai turun, maka logam akan mengalami korosi hebat jenis pitting.
Kehadiran oksigen/oksidator juga sangat diperlukan pada inhibitor ini, karena oksigen
diperlukan untuk pembentukan lapis pelindung pasif. Yang termasuk inhibitor jenis ini
adalah kromat dan nitrit.
Inhibitor katodik pada suasana netral, bekerja dengan membentuk lapisan ataupun
endapan pada permukaan logam. Lapisan atau endapan tersebut akan menghambat akses
oksigen ke permukaan logam, sehingga akan menghambat reaksi katodik. Inhibitor jenis ini
Fakultas Teknik Unsri – PT Pusri 59
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
menurunkan potensial korosi bebas logam. Agar efek inhibitor maksimal, diperlukan
konsentrasi minimal yang harus ada dalam media elektrolit. Beberapa inhibitor katodik
malah menunjukkan efek negatif pada konsentrasi yang tinggi, sehingga konsentrasi inhibitor
tidak boleh terlalu tinggi.
Inhibitor jenis campuran tidak memberikan efek perubahan potensial korosi bebas
yang berarti pada logam. Kemungkinan inhibitor jenis ini bekerja dengan membentuk lapis
pelindung yang berasal dari corrosion product di permukaan logam dan sekaligus juga
mengendapkan bahan yang lebih kompleks di atasnya.
Banyak perusahaan pembuat & penjual inhibitor yang meramu resep-resep inhibitor
dengan mencampurkan bermacam-macam inhibitor dan mempatenkannya dengan nama
dagang dengan kode-kode tertentu berupa satu paket inhibitor untuk sistem-sistem tertentu
seperti cooling water, boiler feed water, dan lain-lain. Sekalipun tidak dipahami
mekanismenya, tetapi rumusan campuran beberapa macam inhibitor semacam itu
mempunyai efek sinergis yang jauh lebih baik dari pada efek penjumlahan jika mereka
dipakai sendiri-sendiri.
Berdasarkan sifat senyawanya, inhibitor bisa dikategorisasikan sebagai tipe organik,
anorganik, tipe fasa uap atau tipe volatil, tipe adsorpsi, tipe oksidator, dan lain-lain.
Inhibitor tipe organik biasanya adalah tipe yang mengendap pada situs anoda dan
katoda sehingga menghambat berlangsungnya reaksi anodik dan katodik secara serentak.
Contoh jenis ini adalah senyawa amina.
Inhibitor fasa uap atau yang volatil dapat diletakkan di dekat logam yang akan
diproteksi. Jenis inhibitor ini tidak perlu dikontakkan langsung dengan logam sasaran.
Inhibitor akan tersublimasi di udara dan terkondensasi di permukaan logam yang dilindungi.
Jenis inhibitor ini tidak cocok untuk ruang yang terbuka. Ia hanya efektif untuk ruang yang
tertutup, misalnya di kontainer untuk mengangkut peralatan yang terbuat dari logam.
Inhibitor akan memproteksi logam dalam kontainer selama dalam perjalanan menuju lokasi
pengiriman. Ia bisa digunakan untuk melindungi bagian internal alat yang tertutup.
Fakultas Teknik Unsri – PT Pusri 60
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Inhibitor tipe oksidator adalah inhibitor yang bekerja berdasarkan pembentukan
lapisan oksida logam yang protektif di permukaan logam. Inhibitor ini bekerja mula-mula
dengan “memangsa logam” sehingga terbentuk corrosion product berupa oksida logam.
Selanjutnya lapisan oksida logam ini yang menahan ekspos logam ke lingkungan korosifnya,
sehingga logam menjadi aman dari serangan korosif selanjutnya. Karena sifatnya yang
mampu mempasifkan logam, ia disebut sebagai pasifator. Contoh inhibitor jenis ini adalah
garam-garam nitrat, kromat, dan feri. Hanya logam-logam yang bisa membentuk lapisan
pasif saja yang bisa memanfaatkan inhibitor jenis ini.
5.5. Pelapisan
Pelapisan akan mengisolasi logam dari media korosifnya, sehingga mencegah
terjadinya korosi logam oleh lingkungannya. Ada 2 (dua) macam cara pelapisan, yaitu:
1. pelapisan dengan bahan logam
2. pelapisan dengan bahan non logam
5.5.1. Pelapisan Dengan Bahan Logam
Pada pelapisan dengan bahan logam, dapat digunakan bahan-bahan logam yang lebih
inert maupun yang kurang inert sebagai bahan pelapis. Pemakaian kedua macam bahan
tersebut mempunyai kelebihan dan kekurangan masing-masing.
Pemakaian logam yang lebih inert sebagai pelapis, memiliki keuntungan bahwa
logam yang dilapisi akan terlindungi dari ekspos terhadap media korosif. Karena media
korosif tidak/kurang “memangsa” logam pelapis, maka logam yang dilapisi jadi ikut berumur
panjang karena terlindungi oleh logam pelapis. Keburukan memakai pelapis inert adalah :
jika ada cacat sedikit saja pada pelapisan, sehingga ada bagian yang tidak tertutupi oleh
pelapis, maka bagian itu akan bebas terekspos dengan lingkungan korosif dan akan terkorosi
dengan lebih hebat dari pada jika tidak ada pelapisan, akibat terbentuknya sel galvanik. Tipe
korosi akan berbentuk seperti rumah rayap, dengan bagian luar mulus, sementara bagian
Fakultas Teknik Unsri – PT Pusri 61

PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
dalam sudah habis terkorosi/keropos. Contoh pelapisan tipe ini adalah pelapisan dengan
logam-logam mulia seperti emas, perak, platina dan titanium.
Pemakaian logam kurang inert sebagai pelapis punya keuntungan ganda. Selain
pelapis merupakan pelindung secara fisik, ia juga pelindung secara elektrokimia bagi logam
yang dilapisi. Kontak langsung antara kedua logam, membuat logam pelindung dan yang
dilindungi membentuk sebuah sel galvanik, dengan anodanya adalah logam pelindung dan
katodanya adalah logam yang dilindungi. Akibatnya, boleh dikatakan bahwa logam yang
dilindungi baru akan terkorosi jika semua logam pelindung sudah habis terkorosi. Adanya
cacat pada pelapisan tidak mempengaruhi kemampuan proteksi pelindung. Contoh sistem
seperti ini adalah besi galvanisasi, yaitu besi yang dilapisi dengan aluminium.
Metode pelapisan dengan bahan logam dapat berupa :
1. dipping
2. cladding
3. spraying
4. electrodeposition
5. vapour deposition
6. diffusion
a. Dipping
Dipping dilakukan dengan memanaskan logam pelapis sampai meleleh/lebur,
kemudian mencelupkan bahan/alat yang akan dilapisi ke dalam leburan tersebut dan
merendamnya sebentar. Setelah itu, alat yang akan dilapisi diangkat dan dibiarkan mendingin
di udara. Alat akan terlapisi oleh logam pelapis yang membeku di permukaannya.
Cara ini sangat bergantung kepada kebersihan alat yang dilapisi dan kebersihan
logam yang melebur. Jika yang dilapisi kotor/berdebu, maka pelapis tidak dapat menempel
dengan baik. Demikian juga jika ada kotoran-kotoran yang ikut dalam leburan, sekalipun
berupa gas, maka pelapisan tidak bisa sempurna. Daya pembasahan serta daya lekat/adhesi
Fakultas Teknik Unsri – PT Pusri 62
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
logam pelapis juga mempengaruhi kekuatan lekatnya pada alat yang dilapisi. Dimensi alat
juga berpengaruh pada hasil celupan. Jika alatnya berbentuk rumit dan banyak lekak-
lekuknya, maka hasilnya akan berbeda dengan jika alatnya tidak banyak lekukannya.
b. Cladding
Pada metode cladding ini, logam pelapis berupa lembaran atau lempengan.
Lembaran logam ini dibungkuskan pada alat yang akan dilapisi. Peralatan yang dilapisi jadi
terselubung oleh mantel pelapis. Biasanya pelapisannya dilakukan dengan cara rolling
terhadap dua lembar logam secara bersamaan.
Bahan-bahan yang biasa digunakan untuk melapisi baja adalah : Ni, Al, Cu, Ti,
stainless steel, dan lain-lain. Contoh bahan cladding semacam ini adalah lembaran-lembaran
nikel dan baja yang di hot-rolled membentuk satu lembaran komposit dengan ketebalan 1/8
in nikel dan 1 in baja.
c. Spraying
Proses spraying (flame spraying) juga disebut dengan proses metalising. Proses ini
terdiri dari ekspos kawat pelapis ataupun penyemburan serbuk logam pelapis ke arah api
pelelehan, sedemikian rupa sehingga cairan lelehan logam pelapis yang berbentuk butir-butir
yang halus menempel ke permukaan logam yang akan dilapisi dan membeku di sana.
Sebagai sumber api pelelehan, biasa digunakan oksigen dan asetilen atau propan.
Pelapisan dengan cara ini biasanya menghasilkan lapisan yang porous dan tidak
protektif terhadap lingkungan cairan yang korosif. Biasanya porositas menurun dengan
naiknya titik lebur pelapis. Permukaan yang akan dilapisi harus di sand blasting agar agak
kasar sehingga lapisan bisa lebih menempel (terkunci) pada yang dilapisi. Kadang-kadang di
atas lapisan ini, dilapis lagi dengan cat untuk menutup pori-pori yang ada demi
kesempurnaan proteksi.
Fakultas Teknik Unsri – PT Pusri 63
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Pemakaian pelapisan dengan flame spraying antara lain adalah pada mobil-mobil
tangki, tangki-tangki penyimpan dari segala jenis/tipe, jembatan-jembatan, kapal-kapal, alat-
alat pendingin, dan produk-produk dari baja.
d. Electrodeposition
Proses electrodeposition juga disebut electroplating atau penyepuhan. Penyepuhan
dilakukan dengan merendam logam yang akan dilapisi di dalam larutan dari logam yang
akan dilapiskan. Logam yang akan dilapisi dijadikan elektroda katoda dan logam yang akan
dilapiskan dijadikan elektroda anoda.
Hasil pelapisan bergantung pada banyak faktor, di antaranya besarnya arus, waktu
penyepuhan dan komposisi elektrolit. Variasi dari partameter-parameter tersebut bisa
menghasilkan lapisan-lapisan yang tebal/tipis, buram/mengkilat, lunak/keras ataupun
liat/rapuh. Bahan-bahan yang sering dilapisi ialah seng, nikel, timah putih, dan kadmium.
Sedangkan bahan-bahan pelapis yang sering dipakai adalah emas, perak dan platina.
Pemakaian electrodeposition bukan hanya untuk melapisi logam dengan satu lapis
logam saja. Pelapisan bisa dilakukan secara berlapis-lapis. Contohnya adalah bumper mobil.
Pelapis bagian dalam pada bumper mobil adalah tembaga, pelapis tengahnya adalah nikel
dan pelapis luarnya adalah kromium. Di sini tiap lapis punya tujuan sendiri-sendiri. Lapis
tipis tembaga adalah untuk memperbaiki daya adhesi, lapis nikel adalah untuk proteksi
korosi dan lapis kromium adalah demi estetika.
e. Vapour deposition
Suatu bahan (logam) jika dipanaskan akan meleleh dan jika pemanasan dilanjutkan
akan menguap. Pada tekanan atmosfer, penguapan logam sulit dilakukan karena suhunya
harus tinggi. Oleh sebab itu vaporisasi logam dilakukan pada tekanan vakum, sehingga suhu
vaporasinya tidak terlalu tinggi.
Fakultas Teknik Unsri – PT Pusri 64
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Proses pelapisan logam dilakukan dengan memasukkan logam pelapis ke dalam
bilik vakum, kemudian memanaskannya dengan pemanas listrik. Uap yang timbul
diendapkan di permukaan logam yang akan dilapisi. Cara ini hanya dipakai untukmelapisi
komponen-komponen kritis dari pesawat angkasa karena biayanya mahal.
f. Diffusion
Diffusion coating adalah semacam heat treatment yang mengakibatkan terbentuknya
alloy di permukaan logam yang dilapisi, melalui proses difusi logam pelapis ke dalam logam
yang dilapisi. Karena pembentukan alloy hanya terjadi di permukaan saja, maka proses ini
juga disebut dengan surface alloying.
Proses difusi dilakukan dengan melakukan heat treatment terhadap logam yang akan
dilapisi dalam suasana lingkungan logam pelapis. Logam yang akan dilapisi dibungkus
dalam logam pelapis bentuk solid dan dimasukkan ke dalam alat difusi, kemudian di heat
treatment. Selain berbentuk solid, logam pelapis juga dapat dalam bentuk gas ketika
dimasukkan dalam alat difusi.
Di antara contoh-contoh pelapisan difusi adalah sherardising (seng), chromising
(kromium) dan calorising atau alonising (aluminium). Di antara logam-logam yang
dialonisasi adalah : baja karbon, baja alloy rendah, dan stainless steel. Produk alonising tahan
terhadap korosi oleh udara dan gas sulfur pada suhu tinggi. Baja-baja alonisasi seperti ini
banyak dipakai untuk HE di industri kimia (misal : pada pabrik pembuatan H2SO4) dan di
industri petroleum. Alonisasi bisa dipertimbangkan sebagai alternatif jika terjadi
kelangkaan/tidak adanya kromium sebagai bahan pelapis.
5.5.2. Pelapisan Non logam
Pada pelapisan dengan bahan non logam dapat digunakan dua jenis bahan pelapis,
yaitu:
Fakultas Teknik Unsri – PT Pusri 65
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
1. bahan organik
2. bahan an-organik
Pelapisan dengan bahan organik
Pelapisan dengan bahan organik dilakukan dengan menggunakan bahan cat
(polimer). Lapis cat merupakan lapis lindung yang tahan korosi (bukan logam). Logam akan
terisolasi dari lingkungan korosif oleh adanya lapisan cat, sehingga akan aman dari korosi.
Di antara semua metode penanggulan korosi, metode pengecatan adalah yang
terbanyak digunakan. Pengecatan bukan hanya untuk menghambat korosi yang merusak
logam sebagai bahan konstruksi saja, tetapi juga untuk tujuan estetika. Biaya terbanyak yang
dikeluarkan untuk penanggulangan korosi adalah untuk pengecatan ini.
Pengecatan harus dilakukan terus menerus secara periodik, jika ingin hasilnya baik.
Penghentian rutinitas pengecatan, bahkan akan mengakibatkan logam yang diproteksi
terkorosi lebih hebat dibanding jika ia tidak pernah diproteksi dengan pengecatan. Adanya
sedikit cacat pada lapisan cat mengakibatkan logam di bawah cat terkorosi hebat mirip
rumah rayap. Hal ini seperti yang terjadi pada logam yang dilapisi dengan logam yang lebih
inert.
Selain dari kesempurnaan pelapisan, ada hal-hal penting lain yang harus
diperhatikan pada proteksi dengan pengecatan, yaitu:
1) persiapan permukaan yang akan dicat
2) pemilihan cat primer
3) pemilihan cat luar
Persiapan permukaan yang akan dicat merupakan langkah penting dalam pengecatan.
Permukaan harus dibersihkan dari kotoran, karat, debu, minyak ataupun gemuk dan lain-lain
bahan pengotor. Selain itu, permukaan yang akan dilapisi juga harus agak kasar untuk tempat
“gigitan” cat agar menempel dengan baik. Untuk itu dilakukan sand blasting yang
merupakan cara terbaik untuk persiapan permukaan. Cara lain yang bisa dipakai ialah
pickling, scraping, wire brushing, dan flame cleaning. Tetapi semua cara-cara tersebut tidak
Fakultas Teknik Unsri – PT Pusri 66
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
dapat mengalahkan sand blasting, baik dari segi kesederhanaan/kemudahan, kemurahan
biaya maupun hasilnya.
Pemilihan pelapis primer penting agar pelapis luar dapat melekat dengan baik. Cat
primer juga dipilih yang mengandung bahan anti korosi. Kemampuan pembasahan adalah
aspek penting dari cat primer ini, sebab cacat-cacat dan celah-celah pada permukaan akan
diisi oleh cat primer ini. Cat primer juga harus memiliki waktu pengeringan yang singkat,
sehingga permukaan tidak sempat terkontaminasi oleh kotoran ketika masih basah. Cat
primer dapat mengandung pigmen yang bersifat menghambat korosi, seperti seng kromat dan
serbuk seng.
Cat luar harus dipilih yang bagus. Jangan pernah memilih cat luar yang murah dengan
mutu yang rendah, sebab dari total biaya produksi proteksi dengan sistem pengecatan ini,
beaya terbanyak adalah biaya untuk proses pengecatannya dibanding dengan biaya untuk beli
catnya sendiri.
Ketebalan cat harus cukup, sehingga tidak ada cacat pada pelapisan. Sedikit cacat
(holiday) sudah cukup untuk mengkondisikan korosi galvanik dengan struktur yang dilapisi
sebagai anoda dan catnya sebagai katoda. Untuk itu orang melakukan pengecatan sampai
beberapa lapis. Cara ini efektif untuk menutup holidays dari lapis-lapis sebelumnya.
Pelapisan dengan bahan anorganik
Proses pelapisan dengan bahan anorganik dilakukan dengan mengkorosikan logam
dalam lingkungan asam-asam pengkorosi sehingga diperoleh lapisan corrosion product yang
protektif di pemukaan logam.
Di antara contoh proses pelapisan dengan cara ini adalah proses anodising,
phosphatising, dan chromatising. Anodising aluminium menghasilkan lapisan protektif
Al2O3 di permukaan logam. Phosphating dan chromatising adalah semacam anodising
dengan asam-asam pengkorosi asam-asam fosfat dan kromat.
Fakultas Teknik Unsri – PT Pusri 67
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Proses pelapisan dengan bahan anorganik juga dapat dilakukan dalam suasana kering,
seperti pada pembentukan lapisan oksida logam melalui pemanasan (heat coatings atau oxide
coatings).
Contoh pemakaian proses phosphating adalah pada pelapisan terhadap badan mobil.
Lapis anorganik yang terbentuk pada badan mobil tersebut, merupakan dasar yang baik
untuk pengecatan. Ia berfungsi sebagai lapisan cat primer. Chromatising biasa dilakukan
terhadap baja, magnesium dan seng.
Oxide coatings biasa dilakukan terhadap baja dengan memanaskannya dalam
lingkungan udara atau dengan mengeksposnya ke cairan panas. Hasil pelapisan oksida harus
diolah lagi dengan produk minyak bumi untuk menghindari pengkaratan. Dengan perlakuan
semacam ini bisa diperoleh lapisan protektif dengan warna-warna yang dikehendaki.
5.6. Proteksi Katodik
Proteksi katodik didasarkan pada pengubahan struktur logam yang diproteksi dari
status sebagai anoda menjadi status sebagai katoda. Reaksi korosi logam adalah bagian
anodik dari seluruh reaksi-reaksi elektrokimia yang terjadi pada proses korosi logam.
M → M+n + ne-
Dari persamaan reaksi di atas, tampak bahwa reaksi akan bergeser ke kanan jika
kation M+n ataupun elektronnya dikeluarkan dari sistem. Sebaliknya, reaksi akan bergeser
ke kiri jika ada elektron yang dimasukkan ke dalam sistem.
Proteksi katodik dilakukan dengan memberikan elektron ke struktur yang dilindungi
sehingga ia berubah menjadi katoda dan tidak terkorosi sebagai anoda. Pemberian elektron
kepada struktur yang diproteksi akan membuat reaksi anodik berbalik ke arah kiri, sehingga
reaksi oksidasi (anodik) berubah menjadi reaksi reduksi (katodik). Berdasarkan ini maka
sistem proteksi ini disebut dengan proteksi katodik.
Ada 2 (dua) macam cara yang dapat ditempuh untuk melakukan proteksi katodik,
yaitu:
Fakultas Teknik Unsri – PT Pusri 68
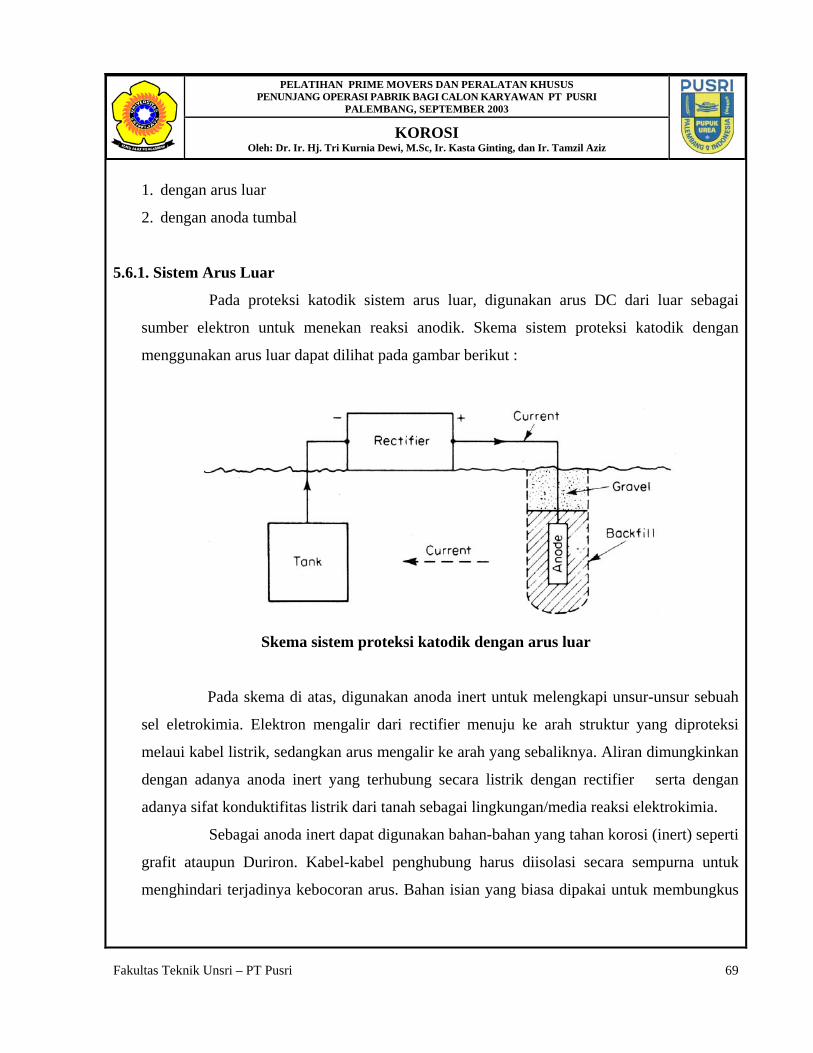
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
1. dengan arus luar
2. dengan anoda tumbal
5.6.1. Sistem Arus Luar
Pada proteksi katodik sistem arus luar, digunakan arus DC dari luar sebagai
sumber elektron untuk menekan reaksi anodik. Skema sistem proteksi katodik dengan
menggunakan arus luar dapat dilihat pada gambar berikut :
Skema sistem proteksi katodik dengan arus luar
Pada skema di atas, digunakan anoda inert untuk melengkapi unsur-unsur sebuah
sel eletrokimia. Elektron mengalir dari rectifier menuju ke arah struktur yang diproteksi
melaui kabel listrik, sedangkan arus mengalir ke arah yang sebaliknya. Aliran dimungkinkan
dengan adanya anoda inert yang terhubung secara listrik dengan rectifier serta dengan
adanya sifat konduktifitas listrik dari tanah sebagai lingkungan/media reaksi elektrokimia.
Sebagai anoda inert dapat digunakan bahan-bahan yang tahan korosi (inert) seperti
grafit ataupun Duriron. Kabel-kabel penghubung harus diisolasi secara sempurna untuk
menghindari terjadinya kebocoran arus. Bahan isian yang biasa dipakai untuk membungkus
Fakultas Teknik Unsri – PT Pusri 69
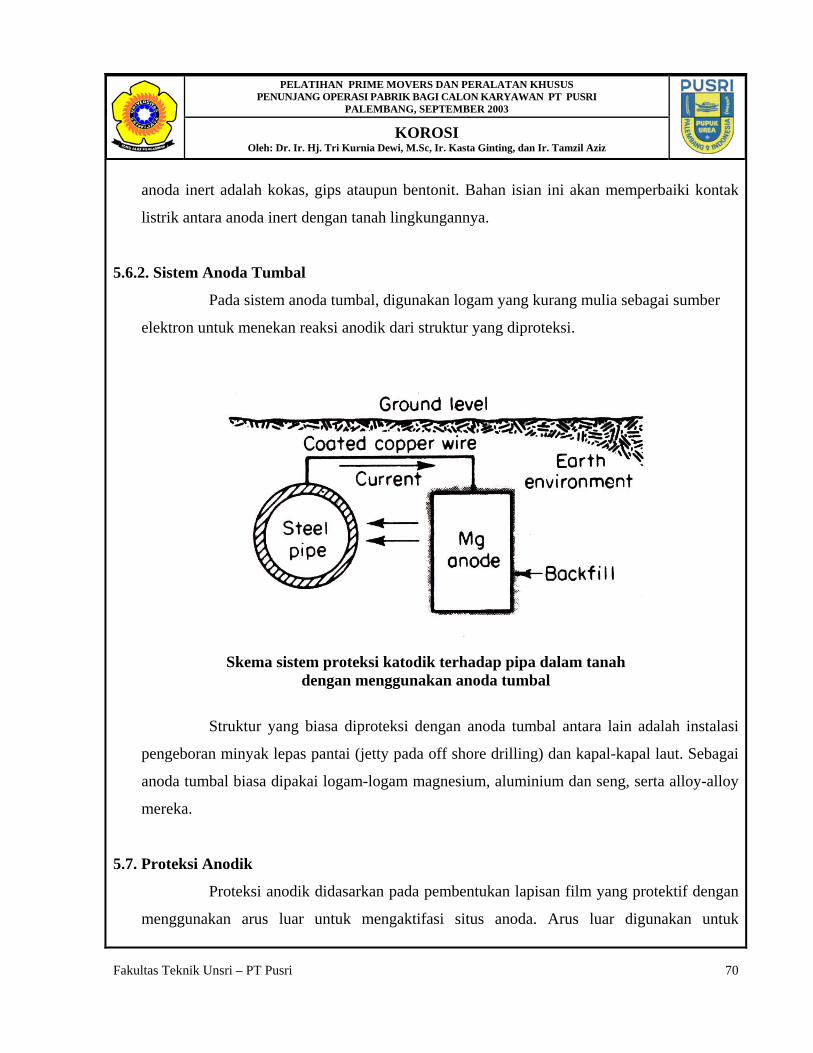
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
anoda inert adalah kokas, gips ataupun bentonit. Bahan isian ini akan memperbaiki kontak
listrik antara anoda inert dengan tanah lingkungannya.
5.6.2. Sistem Anoda Tumbal
Pada sistem anoda tumbal, digunakan logam yang kurang mulia sebagai sumber
elektron untuk menekan reaksi anodik dari struktur yang diproteksi.
Skema sistem proteksi katodik terhadap pipa dalam tanah
dengan menggunakan anoda tumbal
Struktur yang biasa diproteksi dengan anoda tumbal antara lain adalah instalasi
pengeboran minyak lepas pantai (jetty pada off shore drilling) dan kapal-kapal laut. Sebagai
anoda tumbal biasa dipakai logam-logam magnesium, aluminium dan seng, serta alloy-alloy
mereka.
5.7. Proteksi Anodik
Proteksi anodik didasarkan pada pembentukan lapisan film yang protektif dengan
menggunakan arus luar untuk mengaktifasi situs anoda. Arus luar digunakan untuk
Fakultas Teknik Unsri – PT Pusri 70
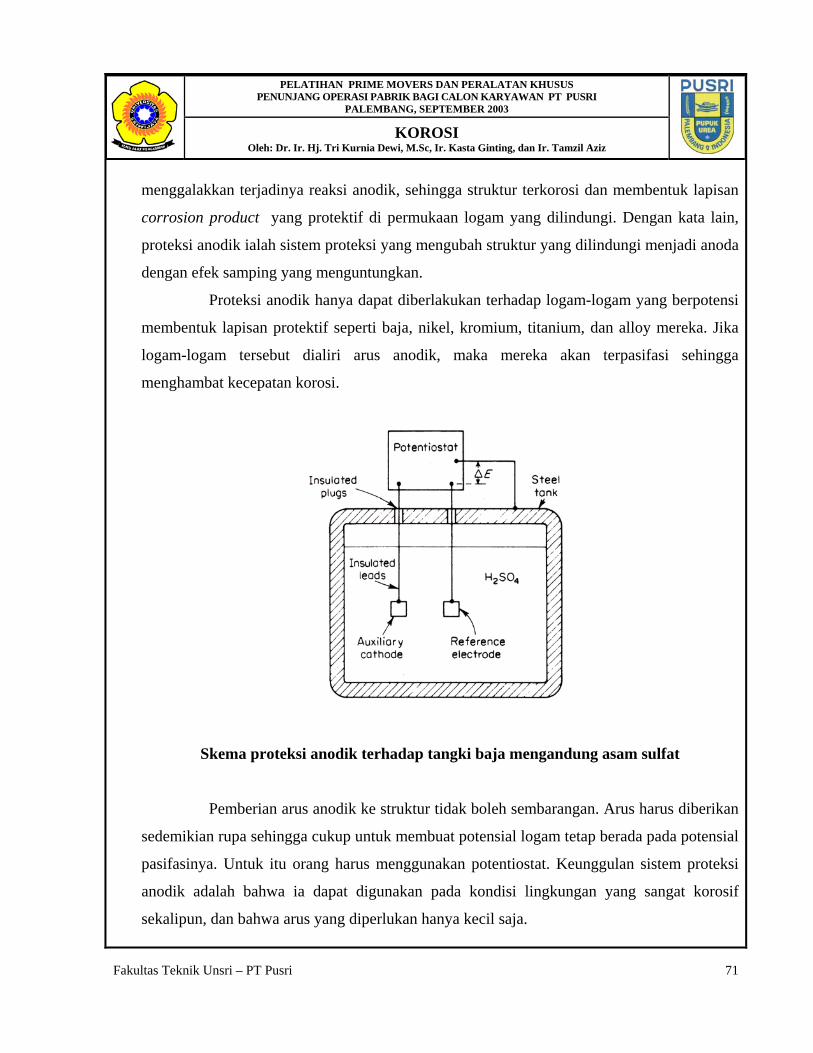
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
menggalakkan terjadinya reaksi anodik, sehingga struktur terkorosi dan membentuk lapisan
corrosion product yang protektif di permukaan logam yang dilindungi. Dengan kata lain,
proteksi anodik ialah sistem proteksi yang mengubah struktur yang dilindungi menjadi anoda
dengan efek samping yang menguntungkan.
Proteksi anodik hanya dapat diberlakukan terhadap logam-logam yang berpotensi
membentuk lapisan protektif seperti baja, nikel, kromium, titanium, dan alloy mereka. Jika
logam-logam tersebut dialiri arus anodik, maka mereka akan terpasifasi sehingga
menghambat kecepatan korosi.
Skema proteksi anodik terhadap tangki baja mengandung asam sulfat
Pemberian arus anodik ke struktur tidak boleh sembarangan. Arus harus diberikan
sedemikian rupa sehingga cukup untuk membuat potensial logam tetap berada pada potensial
pasifasinya. Untuk itu orang harus menggunakan potentiostat. Keunggulan sistem proteksi
anodik adalah bahwa ia dapat digunakan pada kondisi lingkungan yang sangat korosif
sekalipun, dan bahwa arus yang diperlukan hanya kecil saja.
Fakultas Teknik Unsri – PT Pusri 71
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB VI
IDENTIFIKASI DAN PENGUKURAN KOROSI
Ada dua macam cara identifikasi dan pengukuran kecepatan atau tingkat korosi yaitu :
1). Cara tidak merusak (Non Destructive Test)
2). Cara merusak (Destructive Test)
6.1. Cara Non Destruktif
Cara Non Destruktif (NDT) ialah cara penentuan dan pengukuran tingkat korosi dengan
tanpa merusak alat yang diukur. Di antara cara-cara ini ialah :
a. Pengamatan Visual
b. Pengukuran dengan Micrometer
c. Dye Penetration Test (PT)
d. Magnetic Particle Test (MT)
e. Ultrasonografi Test (UT)
f. Eddy Current Test (ET)
g. Radiografi (RT)
h. Acoustic Emission (AE)
6.1.1. Pengamatan Visual
Pengamatan visual di lapangan dilakukan sebagai langkah awal identifikasi korosi
pada sesuatu peralatan. Hasil pengamatan visual dapat dituangkan dalam bentuk tulisan
berupa catatan-catatan atau berupa gambar-gambar skematis, foto-foto, video/film
ataupun rekaman kaset. Oleh karena itu pengamat visual harus melengkapi diri dengan
peralatan-peralatan seperti block-note, kaset, kamera foto maupun kamera video/film.
Setelah pengamatan visual sebagai pengamatan awal, kemungkinan dilakukan
pengamatan lanjut, seperti pengukuran dengan mikrometer, dst.
Fakultas Teknik Unsri – PT Pusri 72
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 6.1.2. Pengukuran dengan Micrometer.
Cara pengukuran dengan menggunakan micrometer bisa dilakukan untuk mengukur
kecepatan korosi maupun tingkat korosi pada peralatan yang relatif kecil seperti pipa, tube
dan sebagainya. Pada awal pemakaian, sesuatu pipa atau tube diukur dulu tebalnya
dengan menggunakan micrometer. Pada akhir pemakaian, yaitu ketika alat sedang shut-
down, dilakukan pengukuran kembali ketebalan pipa atau tube dengan menggunakan
micrometer.
Selisih tebal alat sebelum terkorosi pada awal pemakaian dan tebal alat setelah
korosi pada akhir pemakaian (ketika shut-down) menunjukkan tingkat korosinya.
Kecepatan korosi adalah tingkat korosi persatuan waktu.
6.1.3. Dye Penetration Test (PT)
Dye penetration test dilakukan dengan cara menyemprotkan cat berwarna (biasanya
merah) ke permukaan alat atau konstruksi yang akan diperiksa, apakah mengalami korosi
(terutama cracking corrosion). Setelah disemprot dengan penetrant merah, dibiarkan
sebentar agar porous atau crack menyerap penetrant. Kemudian alat yang diperiksa
tersebut dibersihkan dengan kain lap yang dibasahi cairan remover. Penetrant yang masuk
ke dalam metal yang porous atau crack tetap tinggal selama dilakukan pembersihan
permukaan dari sisa penetrant. Kemudian disemprotkan developer yang berwarna putih,
dan pada porous atau crack akan tampak gurat-gurat warna merah atau spot di permukaan
logam yang diperiksa. Besar dan panjangnya cracking serta arahnya dapat dilihat dari
gurat merah tersebut.
6.1.4. Magnetic Particle Test (MT)
Untuk defect seperti crack yang berada sedikit di bawah permukaan, tidak dapat
dilihat dengan mata ataupun dengan pemeriksaan memakai PT. Untuk itu dipakai cara
pemeriksaan dengan MT. Di sini diperlukan magnet dan suatu larutan yang mengandung
Fakultas Teknik Unsri – PT Pusri 73
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
serbuk tertentu. Bila ada crack atau defect, maka ada penyimpangan dalam garis-garis
busur yang menghubungkan kutup kedua magnet.
6.1.5. Ultrasonografi Test (UT)
Ultrasonografi menggunakan gelombang ultrasonic untuk mendeteksi serta
mengukur tingkat korosi pada alat. Alat ultrasonografi dilengkapi dengan probe yang
memancarkan gelombang ultrasonic ke peralatan (objek) yang dideteksi, sekaligus juga
menerima pantulan gelombang ultrasonic dari objek yang dideteksi. Pantulan tersebut
diterima oleh sistem komputer dengan layar monitor. Pada monitor akan terlihat kondisi
bagian dalam dari objek yang diamati. Data yang diperoleh dapat disimpan dan di-print-
out dalam bentuk gambar.
6.1.6. Eddy Current Test (ET)
Pemeriksaan dengan ET mirip dengan UT tapi biasanya dipakai untuk material non
magnetic seperti SS (sekarang sudah bisa untuk SS). Prinsipnya adalah arus pusar /
elektromagnetik yang dibangkitkan oleh probe tertentu dan dapat dievaluasi oleh ahlinya
di layar monitor. Kecepatan pemeriksaan jauh lebih baik dari UT, namun untuk
pemeriksaan yang memerlukan ketelitian tinggi biasanya masih juga dipakai UT dengan
kecepatan lambat.
6.1.7. Radiografi (RT)
Identifikasi dengan menggunakan radiografi dapat dilakukan dengan menggunakan
bahan radioaktif atau sinar X (jarang karena alat berat). Pemeriksaan dengan radiografi
yaitu menggunakan sinar ϒ (isotop) atau sinar X yang menembus bahan, dan bayangan
bahan yang diperiksa tergambar pada film radiografi. Kerusakan diinterpretasi pada
bayangan di film radiografi.
Fakultas Teknik Unsri – PT Pusri 74
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Di samping ini juga dikembangkan system perunut (tracer) untuk menentukan posisi
kebocoran dalam suatu peralatan. Sejumlah bahan radioaktif dimasukkan ke dalam aliran
fluida dalam alat yang dideteksi. Keberadaan bahan radioaktif dimonitor dari luar alat
yang dideteksi (objek yang diamati) dengan menggunakan detektor radioaktif yang
dihubungkan dengan sistem komputer. Sistem komputer dilengkapi dengan layar maupun
print-out berupa gambar atau foto. Apabila pada objek yang diamati terdapat bocoran
akibat korosi, maka hal ini dapat diketahui dari aliran fluida bocoran yang mengandung
bahan radioaktif yang terdeteksi oleh detektor.
6.1.8. Acoustic Emision (AE)
Pemeriksaan AE memakai pulsa yang dibangkitkan oleh alat AE. Persyaratan agak
spesifik karena di sekitarnya harus bebas dari suara-suara pengganggu. Dipakai untuk
peralatan besar seperti inspeksi tanki-tanki timbun.
6.2. Cara Merusak (Destructive Test)
Identifikasi dan pengukuran tingkat korosi menggunakan cara merusak dilakukan
dengan mengambil atau memotong sebagian dari alat atau objek yang diamati. Di antara
cara-cara ini adalah:
a. Weight Loss Test
b. Microscopic Investigation
c. Cara Elektrokimia
6.2.1. Weight Loss Test
Weight Loss Test dilakukan dengan memotong sampel objek, kemudian
menimbangnya sebelum diekspos ke lingkungan korosif. Sampel kemudian diekspos ke
lingkungan korosif, dibersihkan dan ditimbang kembali. Selisih berat sampel sebelum dan
Fakultas Teknik Unsri – PT Pusri 75
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
sesudah eksposi menunjukkan tingkat korosinya. Kecepatan korosi dihitung dengan
membagi tingkat korosi dengan waktu eksposinya.
Pengukuran cara ini cocok dilakukan untuk menganalisa korosi jenis uniform attack
(korosi menyeluruh). Ketebalan korosi dapat dihitung dari kecepatan korosi (berat) dibagi
dengan densitas dan area korosinya dengan anggapan korosi berlangsung secara seragam
sama sekali.
6.2.2. Microscopic Investigation (Pengamatan Mikroskopik)
Pada pengamatan mikrokopik yang diamati adalah struktur mikro logam. Struktur
mikro logam akan berbeda antara sebelum dan sesudah korosi. Pengamatan dilakukan
dengan cara memotong logam/sampel, kemudian mengikatnya dengan resin pengikat.
Sebagai resin pengikat dapat digunakan araldit. Pengamatan dengan mikroskop bisa
langsung dilakukan terhadap sampel tanpa diampelas atau diasah dulu, bahkan tanpa
diikat dengan resin.
Ada dua macam mikroskop yang dapat digunakan untuk pemeriksaan struktur
mikro logam yaitu :
- Mikroskop Sinar Tampak (Mikroskop Biasa)
- Mikroskop Elektron (SEM = Scanning Electron Microscope)
Mikrokop sinar tampak hanya bisa memperbesar gambaran sampai dengan 1000
kali, sedangkan mikroskop sinar elektron bisa sampai ribuan kali, tergantung panjang
gelombang sinar yang digunakan, yang bisa diatur dengan mengatur tegangan operasional
sumber cahaya mikroskop.
6.2.3. Cara Elektrokimia
Cara elektrokimia dilakukan dengan :
a. Pengukuran Rp
b. Pengukuran icorr
Fakultas Teknik Unsri – PT Pusri 76
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
BAB VII
PETA KOROSI UMUM DI PUSRI
7.1. Peta Korosi Secara Umum di Pabrik Pusri
Yang dimaksud dengan peta korosi adalah korosi apa saja, yang secara umum dari awal
sudah diketahui adanya di daerah pabrik Pusri, yang berpotensi menyebabkan kerusakan alat
pabrik (cepat atau lambat). Untuk itu, dalam uraian berikut akan diurut jenis-jenis korosi
secara umum, dimulai dari gas bumi masuk ke dalam ammonia plant, sampai butiran urea ke
luar urea plant. Untuk pembahasan korosi yang pernah terjadi, dapat dilihat pada contoh
kasus korosi.
7.1.1. Ammonia Plant
7.1.1.1. Daerah Feed Treating
Gas bumi yang masuk ke feed treating mengandung unsur penyebab korosi, berupa
H2S dan CO2. Adanya H2S dapat menyebabkan korosi merata dan hydrogen damage. Gas
CO2 kering tidak bermasalah, namun bila ada air, akan terjadi H2CO3 yang korosif, yang
menimbulkan korosi merata.
Disamping kedua unsur tersebut, di daerah feed treating dijumpai larutan Benfield
(terbanyak unsur K2CO3), yang digunakan sebagai absorbent / penyerap CO2 dari gas
bumi. Larutan ini termasuk larutan korosif pada kondisi tertentu, yang menyebabkan
general corrosion. Untuk penanggulangan, maka dilakukan usaha sebagai berikut :
H2S diserap oleh Sponge Iron di 201 D
CO2 diserap oleh larutan Benfield
Untuk penanggulangan korosi Benfield, dipakai inhibitor Vanadium, dan pada
beberapa tempat dipakai material SS 304, baik sebagai lining atau secara utuh.
Fakultas Teknik Unsri – PT Pusri 77
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Untuk vessel atau pipa yang tebal, dilakukan Postweld Heat Treatment pada las-lasan,
guna mengeliminasi tegangan sisa yang dapat menyebabkan stress corrosion cracking
(caustic cracking).
Disamping korosi yang umum tersebut di atas, maka di daerah feed treating dapat
terjadi jenis korosi lain secara spesifik.
7.1.1.2. Daerah Reformer
Daerah reformer adalah tempat reaksi pembentukan gas pereaksi untuk pabrik
Amoniak dan Urea.
Reaksi yang terjadi di daerah radiant section :
)cendothermi( Q H 3 CO katalis OH CH 224 ++⎯⎯⎯ →⎯+
Terjadi H2 di dalam tube, sehingga fenomena hydrogen damage juga terjadi pada
tube / reaktor. Reaksi yang berlangsung pada temperatur tinggi juga menyebabkan :
i. Karburisasi (Carburisation)
ii. Dekarburisasi (Decarburisation)
iii. Oxidasi (Oxidation)
iv. Nitridasi (Nitriding)
Di samping daerah radiant, gas hasil pembakaran dimanfaatkan untuk memanaskan
beberapa coil di daerah convection section.
Beberapa masalah korosi yang dapat dicatat di daerah ini antara lain :
Dew point corrosion (sisi luar alat)
Erosion corrosion (sisi dalam alat)
Fakultas Teknik Unsri – PT Pusri 78
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz 7.1.1.3. Daerah Purification
Daerah purification adalah rangkaian peralatan yang berfungsi memurnikan gas
pereaksi N2 & H2 sebelum memasuki Ammonia Conventer. Aktifitas yang paling
menonjol di daerah ini adalah penyerapan gas CO2 dengan larutan Benfield.
Korosi yang terjadi pada umumnya adalah general corrosion.
Korosi lain yang pernah ditemukan adalah :
Korosi celah di 1105-C
Korosi gesek di 1105-C
Korosi umum di 1103-F oleh H2CO3
Korosi pada dinding stripper CO2
Pada umumnya laju korosi larutan Benfield tidak terlalu besar, tetapi perlu
dilakukan proteksi pada beberapa peralatan. Di samping diberikan inhibitor vanadium
yang diinjeksikan pada larutan, juga pada beberapa alat dipasang lining SS.304
7.1.1.4. Daerah Loop Sintesa
Pada daerah loop sintesa, sebagian besar fluida terdiri dari NH3, H2 & N2. Ketiga
unsur tersebut bukan fluida yang korosif pada temperatur kamar. Namun karena
temperatur dan tekanan cukup tinggi, maka kemungkinan N2 dan H2 dapat menimbulkan
masalah korosi lain, seperti Hydrogen Attack dan Nitridasi.
7.1.2. Urea Plant
Di daerah urea, jenis korosi tidak terlalu beragam namun dampak korosinya sangat
besar. Dari sisi luar, campuran debu urea dengan air telah menimbulkan korosi aqueous
yang parah pada peralatan CS, seperti structural steel, pipa-pipa air, peralatan instrument,
listrik dll. Dari sisi dalam, serangan korosi yang paling parah adalah karbamat dan urea.
Jenis korosi yang biasa ditemui di daerah pabrik urea adalah korosi merata dan korosi
antar butir.
Fakultas Teknik Unsri – PT Pusri 79
PELATIHAN PRIME MOVERS DAN PERALATAN KHUSUS PENUNJANG OPERASI PABRIK BAGI CALON KARYAWAN PT PUSRI
PALEMBANG, SEPTEMBER 2003
KOROSI
Oleh: Dr. Ir. Hj. Tri Kurnia Dewi, M.Sc, Ir. Kasta Ginting, dan Ir. Tamzil Aziz
Daftar Pustaka
1. Dewi, T.K., 1991, Corrosion Inhibition of Mild Steel by Amino Tris Methylene
Phosphonic Acid-Zinc Mixtures in Neutral Solution, PhD Thesis, Corrosion Engineering
Department, UMIST, Manchester
2. Dewi, T.K., 2003, personal communication, Fak.Teknik Unsri, Palembang
3. Fontana, M.G., dan Greene, N.D., 1978, Corrosion Engineering, 2nd ed., McGraw-Hill
Book Co, New York
4. Ginting, K., 2003, personal communication, PT.Pusri, Palembang
5. Herro, H.M., dan Port, R.D., 1993, The Nalco Guide to Cooling Water Systems Failure
Analysis, McGraw-Hill, Inc, New York
Fakultas Teknik Unsri – PT Pusri
80
6. Port, R.D., dan Herro, H.M., 1991, The Nalco Guide to Boiler Failure Analysis, McGraw-
Hill, Inc, New York





























