Embed Size (px)
Citation preview
Kupfer-Aluminium-Legierungen
Informationsdruck i.6
08-3556_Informationsdruck i.15:Informationsdruck i.15 26.03.2010 14:25 Uhr Seite 3
Herausgeber: Deutsches Kupferinstitut Auskunfts- und Beratungsstelle für die Verwendung von Kupfer und Kupferlegierungen.
Am Bonneshof 5 40474 Düsseldorf Telefon: (0211) 4 79 63 00 Telefax: (0211) 4 79 63 10 [email protected] www.kupferinstitut.de
Alle Rechte, auch die des auszugsweisen Nachdrucks und der photomechanischen oder elektronischen Wiedergabe, vorbehalten.
Auflage 03/2010
Bildnachweis: Piel & Adey GmbH & Co. KG, Solingen Zollern GmbH & Co. KG, Sigmaringen Mecklenburger Metallguss GmbH, Waren

Informationsdruck i.6 | 1
Kupfer-Aluminium-LegierungenEigenschaften – Herstellung – Verarbeitung – Verwendung
Inhalt
1. AllgemeineszuKupfer-Aluminium-Legierungen.......................... 21.1 DasZustandsschaubildKupfer-Aluminium..........................................2
1.2 EinflussderZusatzelemente.............................................................2
1.3 GenormteKupfer-Aluminium-Legierungen.........................................3
2. Eigenschaften........................................................................ 52.1 PhysikalischeEigenschaftenKupfer-Aluminium-Knet-
undGusslegierungen.................................................................... 5
2.2 MechanischeEigenschaften.............................................................7
2.3 Korrosionsbeständigkeit.................................................................12
2.4 Kavitationserosions-undVerschleißbeständigkeit.............................. 14
3. HerstellungundVerarbeitung.................................................. 153.1 Schmelzen................................................................................. 15
3.2 Gießen...................................................................................... 16
3.3 SpanloseFormgebung.................................................................. 16
3.4 Wärmebehandlung...................................................................... 16
3.5 SpanabhebendeBearbeitung......................................................... 16
3.6 Verbindungsarbeiten.................................................................... 16
3.7 Oberflächenbehandlung............................................................... 18
4. Verwendung........................................................................19
5. Literatur/Normen................................................................226. Verlagsprogramm................................................................. 24
2 | Deutsches Kupferinstitut
1. Allgemeines zu Kupfer-Aluminium-Legierungen
Beidentechnischen,handelsüblichen
Kupfer-Aluminium-Legierungenist
eineoptimaleVerknüpfungderhervor-
ragendenKorrosionsbeständigkeitin
einerVielzahlaggressiverMedienmit
überdurchschnittlichenmechanischen
undgutenphysikalischenEigen-
schaftenzubeobachten[1].Deshalb
nehmensieunterdenKupferwerk-
stoffeneinebesondereStellungein.
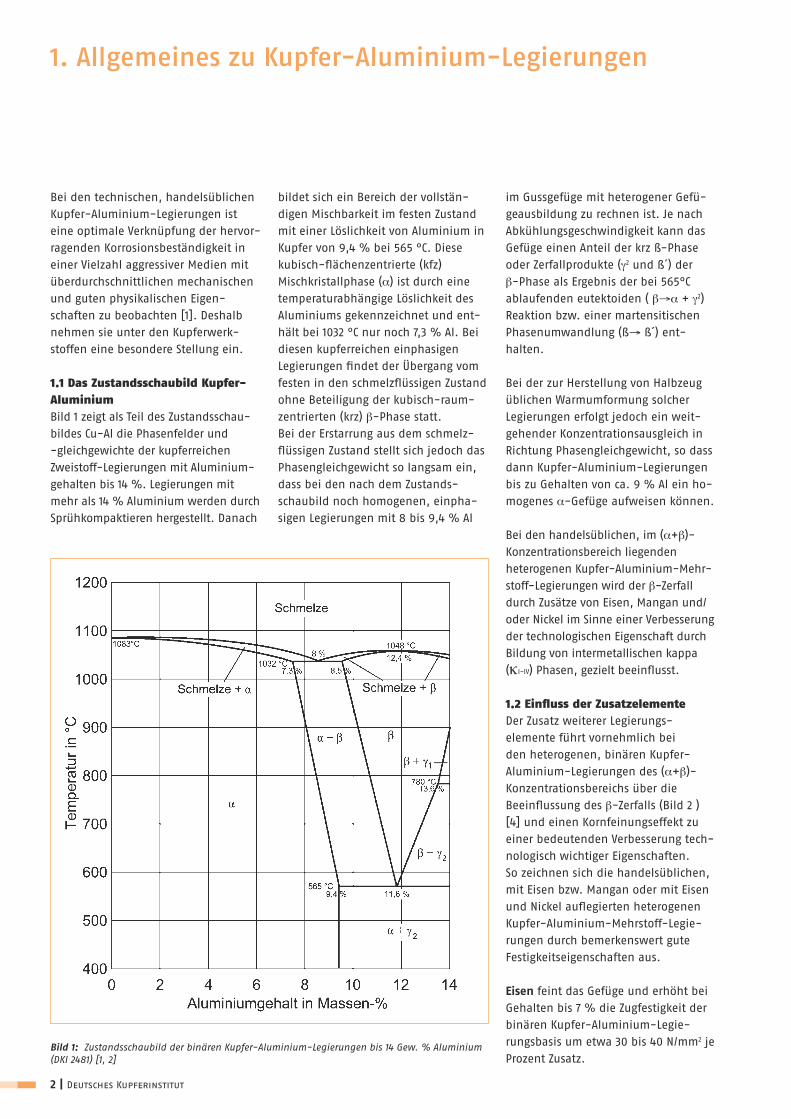
1.1DasZustandsschaubildKupfer-AluminiumBild1zeigtalsTeildesZustandsschau-
bildesCu-AldiePhasenfelderund
-gleichgewichtederkupferreichen
Zweistoff-LegierungenmitAluminium-
gehaltenbis14%.Legierungenmit
mehrals14%Aluminiumwerdendurch
Sprühkompaktierenhergestellt.Danach
bildetsicheinBereichdervollstän-
digenMischbarkeitimfestenZustand
miteinerLöslichkeitvonAluminiumin
Kupfervon9,4%bei565°C.Diese
kubisch-flächenzentrierte(kfz)
Mischkristallphase(α)istdurcheine
temperaturabhängigeLöslichkeitdes
Aluminiumsgekennzeichnetundent-
hältbei1032°Cnurnoch7,3%Al.Bei
diesenkupferreicheneinphasigen
LegierungenfindetderÜbergangvom
festenindenschmelzflüssigenZustand
ohneBeteiligungderkubisch-raum-
zentrierten(krz)β-Phasestatt.
BeiderErstarrungausdemschmelz-
flüssigenZustandstelltsichjedochdas
Phasengleichgewichtsolangsamein,
dassbeidennachdemZustands-
schaubildnochhomogenen,einpha-
sigenLegierungenmit8bis9,4%Al
imGussgefügemitheterogenerGefü-
geausbildungzurechnenist.Jenach
Abkühlungsgeschwindigkeitkanndas
GefügeeinenAnteilderkrzß-Phase
oderZerfallprodukte(γ2undß´)der
β-PhasealsErgebnisderbei565°C
ablaufendeneutektoiden(β→α+γ2)
Reaktionbzw.einermartensitischen
Phasenumwandlung(ß→ß´)ent-
halten.
BeiderzurHerstellungvonHalbzeug
üblichenWarmumformungsolcher
Legierungenerfolgtjedocheinweit-
gehenderKonzentrationsausgleichin
RichtungPhasengleichgewicht,sodass
dannKupfer-Aluminium-Legierungen
biszuGehaltenvonca.9%Aleinho-
mogenesα-Gefügeaufweisenkönnen.
Beidenhandelsüblichen,im(α+β)-
Konzentrationsbereichliegenden
heterogenenKupfer-Aluminium-Mehr-
stoff-Legierungenwirdderβ-Zerfall
durchZusätzevonEisen,Manganund/
oderNickelimSinneeinerVerbesserung
dertechnologischenEigenschaftdurch
Bildungvonintermetallischenkappa
(kI-IV)Phasen,gezieltbeeinflusst.
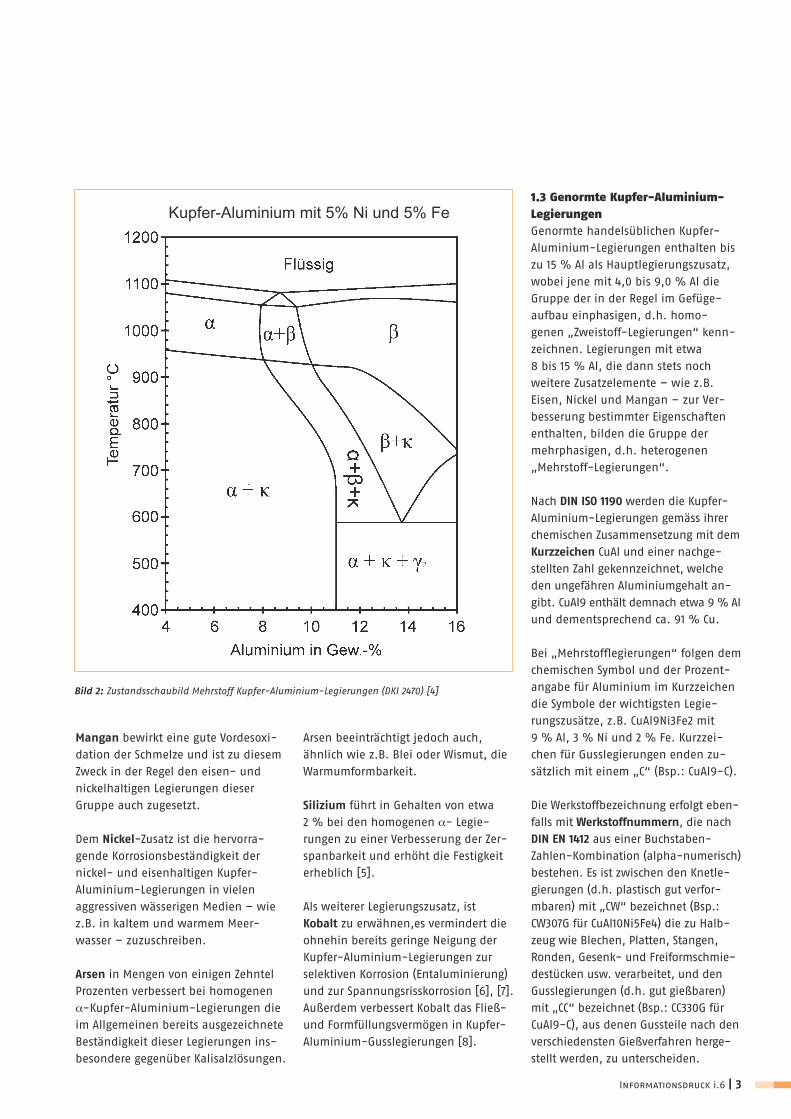
1.2EinflussderZusatzelementeDerZusatzweitererLegierungs-
elementeführtvornehmlichbei
denheterogenen,binärenKupfer-
Aluminium-Legierungendes(α+β)-
Konzentrationsbereichsüberdie
Beeinflussungdesβ-Zerfalls(Bild2)
[4]undeinenKornfeinungseffektzu
einerbedeutendenVerbesserungtech-
nologischwichtigerEigenschaften.
Sozeichnensichdiehandelsüblichen,
mitEisenbzw.ManganodermitEisen
undNickelauflegiertenheterogenen
Kupfer-Aluminium-Mehrstoff-Legie-
rungendurchbemerkenswertgute
Festigkeitseigenschaftenaus.
EisenfeintdasGefügeunderhöhtbei
Gehaltenbis7%dieZugfestigkeitder
binärenKupfer-Aluminium-Legie-
rungsbasisumetwa30bis40N/mm2je
ProzentZusatz.Bild 1: Zustandsschaubild der binären Kupfer-Aluminium-Legierungen bis 14 Gew. % Aluminium (DKI 2481) [1, 2]
Informationsdruck i.6 | 3
ManganbewirkteineguteVordesoxi-
dationderSchmelzeundistzudiesem
ZweckinderRegeldeneisen-und
nickelhaltigenLegierungendieser
Gruppeauchzugesetzt.
DemNickel-Zusatzistdiehervorra-
gendeKorrosionsbeständigkeitder
nickel-undeisenhaltigenKupfer-
Aluminium-Legierungeninvielen
aggressivenwässerigenMedien–wie
z.B.inkaltemundwarmemMeer-
wasser–zuzuschreiben.
ArseninMengenvoneinigenZehntel
Prozentenverbessertbeihomogenen
α-Kupfer-Aluminium-Legierungendie
imAllgemeinenbereitsausgezeichnete
BeständigkeitdieserLegierungenins-
besonderegegenüberKalisalzlösungen.
Arsenbeeinträchtigtjedochauch,
ähnlichwiez.B.BleioderWismut,die
Warmumformbarkeit.
SiliziumführtinGehaltenvonetwa
2%beidenhomogenenα-Legie-
rungenzueinerVerbesserungderZer-
spanbarkeitunderhöhtdieFestigkeit
erheblich[5].
AlsweitererLegierungszusatz,ist
Kobalt zuerwähnen,esvermindertdie
ohnehinbereitsgeringeNeigungder
Kupfer-Aluminium-Legierungenzur
selektivenKorrosion(Entaluminierung)
undzurSpannungsrisskorrosion[6],[7].
AußerdemverbessertKobaltdasFließ-
undFormfüllungsvermögeninKupfer-
Aluminium-Gusslegierungen[8].
1.3GenormteKupfer-Aluminium-LegierungenGenormtehandelsüblichenKupfer-
Aluminium-Legierungenenthaltenbis
zu15%AlalsHauptlegierungszusatz,
wobeijenemit4,0bis9,0%Aldie
GruppederinderRegelimGefüge-
aufbaueinphasigen,d.h.homo-
genen„Zweistoff-Legierungen“kenn-
zeichnen.Legierungenmitetwa
8bis15%Al,diedannstetsnoch
weitereZusatzelemente–wiez.B.
Eisen,NickelundMangan–zurVer-
besserungbestimmterEigenschaften
enthalten,bildendieGruppeder
mehrphasigen,d.h.heterogenen
„Mehrstoff-Legierungen“.
NachDIN ISO 1190werdendieKupfer-
Aluminium-Legierungengemässihrer
chemischenZusammensetzungmitdem
KurzzeichenCuAlundeinernachge-
stelltenZahlgekennzeichnet,welche
denungefährenAluminiumgehaltan-
gibt.CuAl9enthältdemnachetwa9%Al
unddementsprechendca.91%Cu.
Bei„Mehrstofflegierungen“folgendem
chemischenSymbolundderProzent-
angabefürAluminiumimKurzzeichen
dieSymbolederwichtigstenLegie-
rungszusätze,z.B.CuAl9Ni3Fe2mit
9%Al,3%Niund2%Fe.Kurzzei-
chenfürGusslegierungenendenzu-
sätzlichmiteinem„C“(Bsp.:CuAl9-C).
DieWerkstoffbezeichnungerfolgteben-
fallsmitWerkstoffnummern,dienach
DIN EN 1412 auseinerBuchstaben-
Zahlen-Kombination(alpha-numerisch)
bestehen.EsistzwischendenKnetle-
gierungen(d.h.plastischgutverfor-
mbaren)mit„CW“bezeichnet(Bsp.:
CW307GfürCuAl10Ni5Fe4)diezuHalb-
zeugwieBlechen,Platten,Stangen,
Ronden,Gesenk-undFreiformschmie-
destückenusw.verarbeitet,undden
Gusslegierungen(d.h.gutgießbaren)
mit„CC“bezeichnet(Bsp.:CC330Gfür
CuAl9-C),ausdenenGussteilenachden
verschiedenstenGießverfahrenherge-
stelltwerden,zuunterscheiden.
Bild 2: Zustandsschaubild Mehrstoff Kupfer-Aluminium-Legierungen (DKI 2470) [4]
Kupfer-Aluminium mit 5% Ni und 5% Fe
4 | Deutsches Kupferinstitut
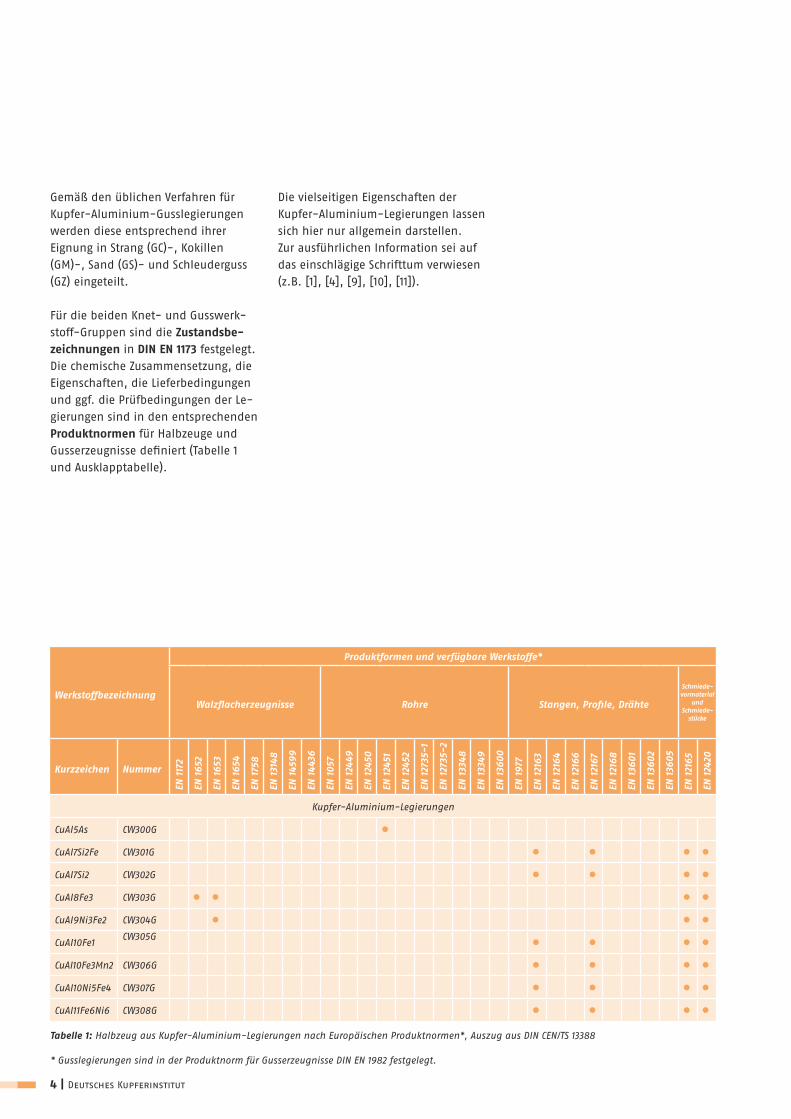
GemäßdenüblichenVerfahrenfür
Kupfer-Aluminium-Gusslegierungen
werdendieseentsprechendihrer
EignunginStrang(GC)-,Kokillen
(GM)-,Sand(GS)-undSchleuderguss
(GZ)eingeteilt.
FürdiebeidenKnet-undGusswerk-
stoff-GruppensinddieZustandsbe-zeichnungeninDIN EN 1173festgelegt.
DiechemischeZusammensetzung,die
Eigenschaften,dieLieferbedingungen
undggf.diePrüfbedingungenderLe-
gierungensindindenentsprechenden
ProduktnormenfürHalbzeugeund
Gusserzeugnissedefiniert(Tabelle1
undAusklapptabelle).
DievielseitigenEigenschaftender
Kupfer-Aluminium-Legierungenlassen
sichhiernurallgemeindarstellen.
ZurausführlichenInformationseiauf
daseinschlägigeSchrifttumverwiesen
(z.B.[1],[4],[9],[10],[11]).
Tabelle 1: Halbzeug aus Kupfer-Aluminium-Legierungen nach Europäischen Produktnormen*, Auszug aus DIN CEN/TS 13388 * Gusslegierungen sind in der Produktnorm für Gusserzeugnisse DIN EN 1982 festgelegt.
Werkstoffbezeichnung
Produktformen und verfügbare Werkstoffe*
Walzflacherzeugnisse Rohre Stangen, Profile, Drähte
Schmiede- vormaterial
und Schmiede-
stücke
Kurzzeichen Nummer
EN 1
172
EN 1
652
EN 1
653
EN 1
654
EN 1
758
EN 1
3148
EN 1
4599
EN 1
4436
EN 1
057
EN 1
2449
EN 1
2450
EN 1
2451
EN 1
2452
EN 1
2735
-1
EN 1
2735
-2
EN 1
3348
EN 1
3349
EN 1
3600
EN 1
977
EN 1
2163
EN 1
2164
EN 1
2166
EN 1
2167
EN 1
2168
EN 1
3601
EN 1
3602
EN 1
3605
EN 1
2165
EN 1
2420
Kupfer-Aluminium-Legierungen
CuAI5As CW300G
CuAI7Si2Fe CW301G
CuAI7Si2 CW302G
CuAI8Fe3 CW303G
CuAI9Ni3Fe2 CW304G
CuAI10Fe1CW305G
CuAI10Fe3Mn2 CW306G
CuAI10Ni5Fe4 CW307G
CuAI11Fe6Ni6 CW308G
Informationsdruck i.6 | 5
2.1PhysikalischeEigenschaftenEinigewichtigephysikalischeEigen-
schaftendergenormtenKupfer-
Aluminium-Legierungensindinder
Ausklapptabellezusammengestellt.
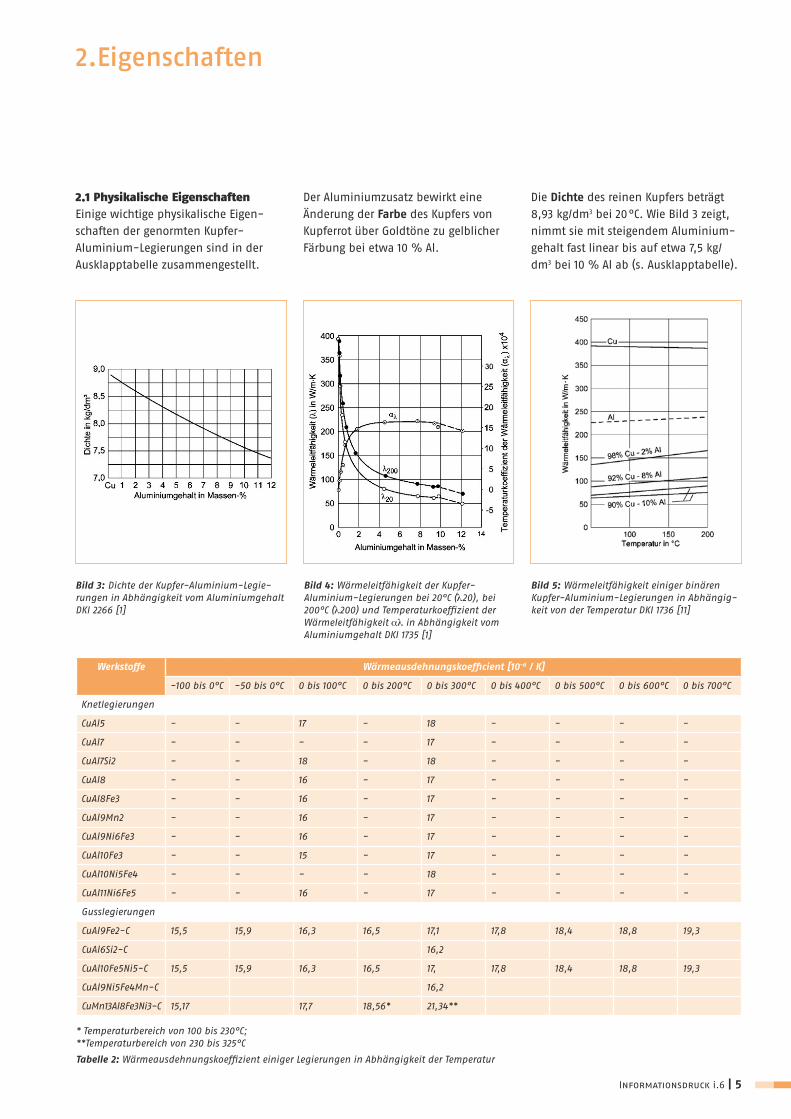
DerAluminiumzusatzbewirkteine
ÄnderungderFarbedesKupfersvon
KupferrotüberGoldtönezugelblicher
Färbungbeietwa10%Al.
DieDichtedesreinenKupfersbeträgt
8,93kg/dm3bei20°C.WieBild3zeigt,
nimmtsiemitsteigendemAluminium-
gehaltfastlinearbisaufetwa7,5kg/
dm3bei10%Alab(s.Ausklapptabelle).
2.Eigenschaften
Bild 3: Dichte der Kupfer-Aluminium-Legie-rungen in Abhängigkeit vom Aluminiumgehalt DKI 2266 [1]
Bild 4: Wärmeleitfähigkeit der Kupfer-Aluminium-Legierungen bei 20°C (λ20), bei 200°C (λ200) und Temperaturkoeffizient der Wärmeleitfähigkeit αλ in Abhängigkeit vom Aluminiumgehalt DKI 1735 [1]
Bild 5: Wärmeleitfähigkeit einiger binären Kupfer-Aluminium-Legierungen in Abhängig-keit von der Temperatur DKI 1736 [11]
Werkstoffe Wärmeausdehnungskoefficient [10-6 / K]
-100 bis 0°C -50 bis 0°C 0 bis 100°C 0 bis 200°C 0 bis 300°C 0 bis 400°C 0 bis 500°C 0 bis 600°C 0 bis 700°C
Knetlegierungen
CuAl5 - - 17 - 18 - - - -
CuAl7 - - - - 17 - - - -
CuAl7Si2 - - 18 - 18 - - - -
CuAl8 - - 16 - 17 - - - -
CuAl8Fe3 - - 16 - 17 - - - -
CuAl9Mn2 - - 16 - 17 - - - -
CuAl9Ni6Fe3 - - 16 - 17 - - - -
CuAl10Fe3 - - 15 - 17 - - - -
CuAl10Ni5Fe4 - - - - 18 - - - -
CuAl11Ni6Fe5 - - 16 - 17 - - - -
Gusslegierungen
CuAl9Fe2-C 15,5 15,9 16,3 16,5 17,1 17,8 18,4 18,8 19,3
CuAl6Si2-C 16,2
CuAl10Fe5Ni5-C 15,5 15,9 16,3 16,5 17, 17,8 18,4 18,8 19,3
CuAl9Ni5Fe4Mn-C 16,2
CuMn13Al8Fe3Ni3-C 15,17 17,7 18,56* 21,34**
* Temperaturbereich von 100 bis 230°C; **Temperaturbereich von 230 bis 325°C
Tabelle 2: Wärmeausdehnungskoeffizient einiger Legierungen in Abhängigkeit der Temperatur
6 | Deutsches Kupferinstitut
DerElastizitätsmodulderhandelsüb-
lichenKupfer-Aluminium-Legierungen
liegtbeiWertenzwischen105und
130kN/mm2(s.Ausklapptabelle).
Imα-Bereichnimmtermitzunehmen-
demAluminiumgehaltabundsteigtmit
demAuftretenderγ2-Phasestarkan[12].
DerGleitmodulliegtzwischen43und45
kN/mm2(s.Ausklapptabelle).
DiePoisson-Zahl(Querkontraktionszahl)
„υ“beträgt0,30-0,35.
2.1.1Wärmeleitfähigkeit,Wärme-ausdehnungDieWärmeleitfähigkeitwirddurchden
Aluminiumgehaltherabgesetzt(Bild4).
MitderTemperatursteigtdieWärme-
leitfähigkeitderKupfer-Aluminium-
Legierungenan(Bild5).
DerTemperaturkoeffizient der Wärme-leitfähigkeit nimmtmitdemAlumini-
umgehaltzu(Bild4).
DerWärmeausdehnungskoeffizienterfährtdurchdenAluminiumgehalt
nurwenigVeränderung(Ausklapp-
tabelle).MitsteigenderTemperatur
wächstderlineareWärmeausdeh-
nungskoeffizientTabelle2[4].
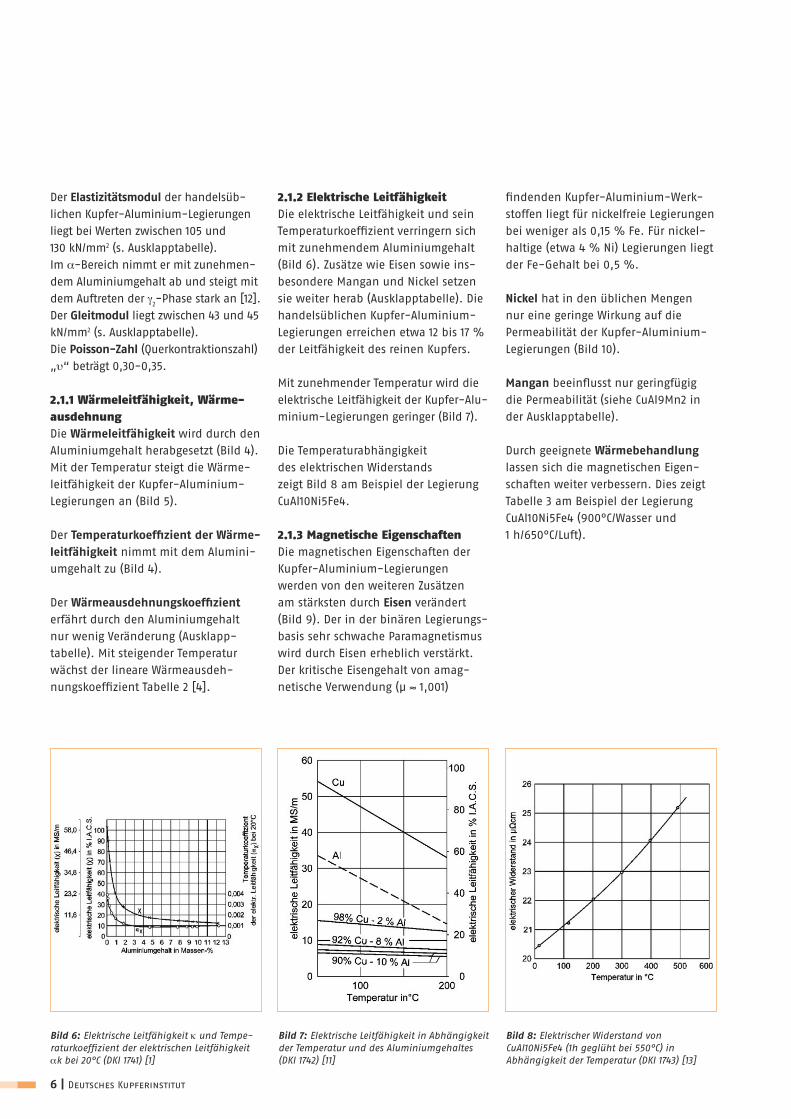
2.1.2ElektrischeLeitfähigkeitDieelektrischeLeitfähigkeitundsein
Temperaturkoeffizientverringernsich
mitzunehmendemAluminiumgehalt
(Bild6).ZusätzewieEisensowieins-
besondereManganundNickelsetzen
sieweiterherab(Ausklapptabelle).Die
handelsüblichenKupfer-Aluminium-
Legierungenerreichenetwa12bis17%
derLeitfähigkeitdesreinenKupfers.
MitzunehmenderTemperaturwirddie
elektrischeLeitfähigkeitderKupfer-Alu-
minium-Legierungengeringer(Bild7).
DieTemperaturabhängigkeit
deselektrischenWiderstands
zeigtBild8amBeispielderLegierung
CuAl10Ni5Fe4.
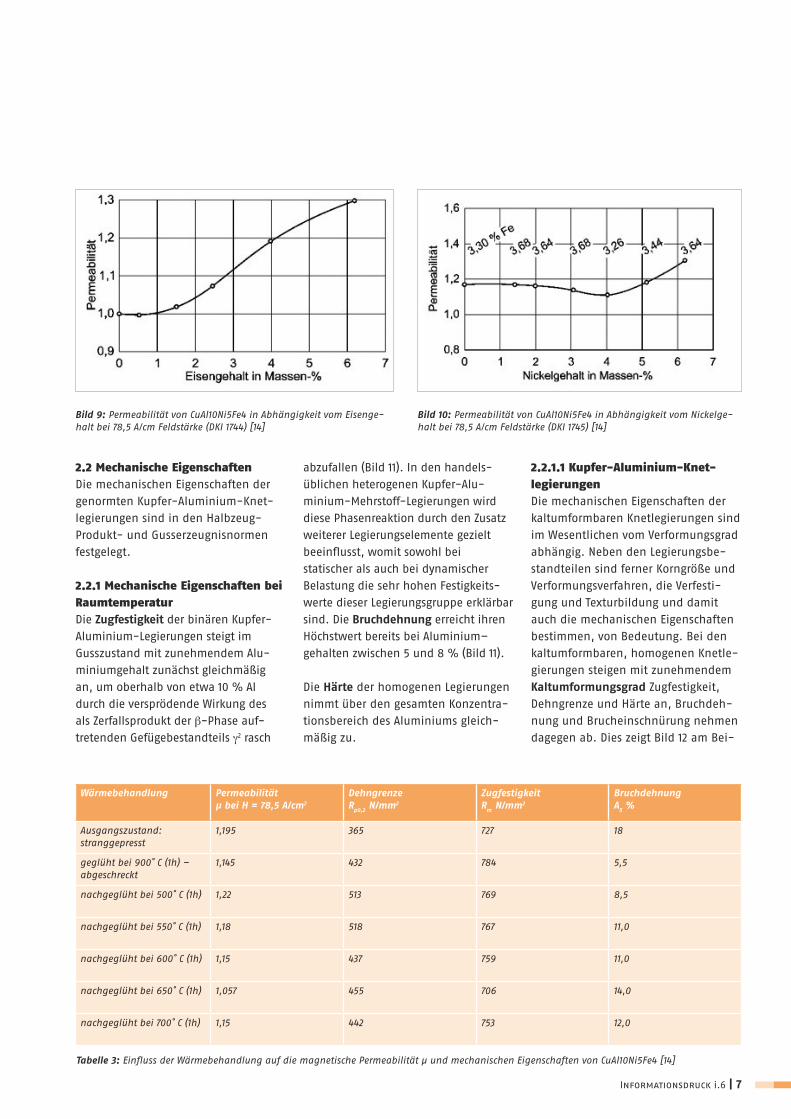
2.1.3MagnetischeEigenschaftenDiemagnetischenEigenschaftender
Kupfer-Aluminium-Legierungen
werdenvondenweiterenZusätzen
amstärkstendurchEisenverändert
(Bild9).DerinderbinärenLegierungs-
basissehrschwacheParamagnetismus
wirddurchEisenerheblichverstärkt.
DerkritischeEisengehaltvonamag-
netischeVerwendung(µ≈1,001)
findendenKupfer-Aluminium-Werk-
stoffenliegtfürnickelfreieLegierungen
beiwenigerals0,15%Fe.Fürnickel-
haltige(etwa4%Ni)Legierungenliegt
derFe-Gehaltbei0,5%.
NickelhatindenüblichenMengen
nureinegeringeWirkungaufdie
PermeabilitätderKupfer-Aluminium-
Legierungen(Bild10).
Manganbeeinflusstnurgeringfügig
diePermeabilität(sieheCuAl9Mn2in
derAusklapptabelle).
DurchgeeigneteWärmebehandlung
lassensichdiemagnetischenEigen-
schaftenweiterverbessern.Dieszeigt
Tabelle3amBeispielderLegierung
CuAl10Ni5Fe4(900°C/Wasserund
1h/650°C/Luft).
Bild 6: Elektrische Leitfähigkeit k und Tempe-raturkoeffizient der elektrischen Leitfähigkeit αk bei 20°C (DKI 1741) [1]
Bild 7: Elektrische Leitfähigkeit in Abhängigkeit der Temperatur und des Aluminiumgehaltes (DKI 1742) [11]
Bild 8: Elektrischer Widerstand von CuAl10Ni5Fe4 (1h geglüht bei 550°C) in Abhängigkeit der Temperatur (DKI 1743) [13]
Informationsdruck i.6 | 7
2.2MechanischeEigenschaftenDiemechanischenEigenschaftender
genormtenKupfer-Aluminium-Knet-
legierungensindindenHalbzeug-
Produkt-undGusserzeugnisnormen
festgelegt.
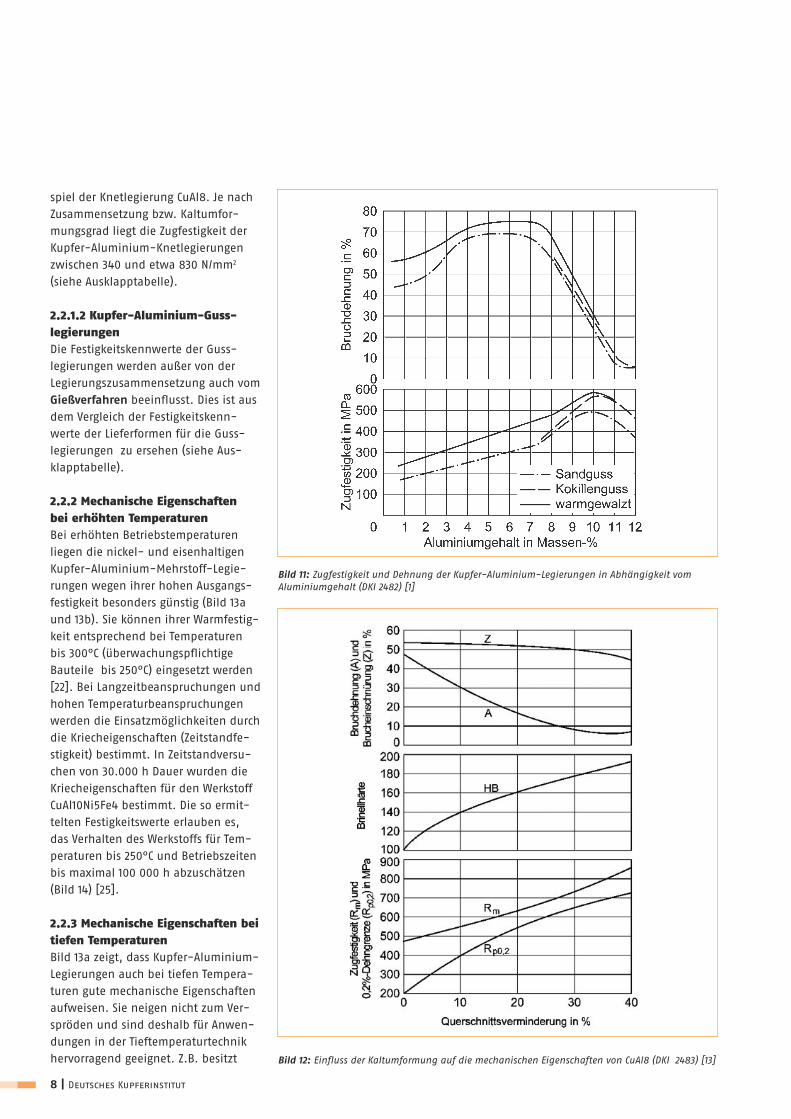
2.2.1MechanischeEigenschaftenbeiRaumtemperaturDieZugfestigkeitderbinärenKupfer-
Aluminium-Legierungensteigtim
GusszustandmitzunehmendemAlu-
miniumgehaltzunächstgleichmäßig
an,umoberhalbvonetwa10%Al
durchdieversprödendeWirkungdes
alsZerfallsproduktderβ-Phaseauf-
tretendenGefügebestandteilsγ2rasch
abzufallen(Bild11).Indenhandels-
üblichenheterogenenKupfer-Alu-
minium-Mehrstoff-Legierungenwird
diesePhasenreaktiondurchdenZusatz
weitererLegierungselementegezielt
beeinflusst,womitsowohlbei
statischeralsauchbeidynamischer
BelastungdiesehrhohenFestigkeits-
wertedieserLegierungsgruppeerklärbar
sind.DieBruchdehnungerreichtihren
HöchstwertbereitsbeiAluminium–
gehaltenzwischen5und8%(Bild11).
DieHärtederhomogenenLegierungen
nimmtüberdengesamtenKonzentra-
tionsbereichdesAluminiumsgleich-
mäßigzu.
2.2.1.1Kupfer-Aluminium-Knet-legierungenDiemechanischenEigenschaftender
kaltumformbarenKnetlegierungensind
imWesentlichenvomVerformungsgrad
abhängig.NebendenLegierungsbe-
standteilensindfernerKorngrößeund
Verformungsverfahren,dieVerfesti-
gungundTexturbildungunddamit
auchdiemechanischenEigenschaften
bestimmen,vonBedeutung.Beiden
kaltumformbaren,homogenenKnetle-
gierungensteigenmitzunehmendem
KaltumformungsgradZugfestigkeit,
DehngrenzeundHärtean,Bruchdeh-
nungundBrucheinschnürungnehmen
dagegenab.DieszeigtBild12amBei-
Bild 9: Permeabilität von CuAl10Ni5Fe4 in Abhängigkeit vom Eisenge-halt bei 78,5 A/cm Feldstärke (DKI 1744) [14]
Tabelle 3: Einfluss der Wärmebehandlung auf die magnetische Permeabilität µ und mechanischen Eigenschaften von CuAl10Ni5Fe4 [14]
Bild 10: Permeabilität von CuAl10Ni5Fe4 in Abhängigkeit vom Nickelge-halt bei 78,5 A/cm Feldstärke (DKI 1745) [14]
Wärmebehandlung Permeabilitätµ bei H = 78,5 A/cm2
DehngrenzeRp0,2 N/mm2
ZugfestigkeitRm N/mm2
BruchdehnungA5 %
Ausgangszustand: stranggepresst
1,195 365 727 18
geglüht bei 900˚ C (1h) – abgeschreckt
1,145 432 784 5,5
nachgeglüht bei 500˚ C (1h) 1,22 513 769 8,5
nachgeglüht bei 550˚ C (1h) 1,18 518 767 11,0
nachgeglüht bei 600˚ C (1h) 1,15 437 759 11,0
nachgeglüht bei 650˚ C (1h) 1,057 455 706 14,0
nachgeglüht bei 700˚ C (1h) 1,15 442 753 12,0
8 | Deutsches Kupferinstitut
spielderKnetlegierungCuAl8.Jenach
Zusammensetzungbzw.Kaltumfor-
mungsgradliegtdieZugfestigkeitder
Kupfer-Aluminium-Knetlegierungen
zwischen340undetwa830N/mm2
(sieheAusklapptabelle).
2.2.1.2Kupfer-Aluminium-Guss-legierungenDieFestigkeitskennwertederGuss-
legierungenwerdenaußervonder
Legierungszusammensetzungauchvom
Gießverfahrenbeeinflusst.Diesistaus
demVergleichderFestigkeitskenn-
wertederLieferformenfürdieGuss-
legierungenzuersehen(sieheAus-
klapptabelle).
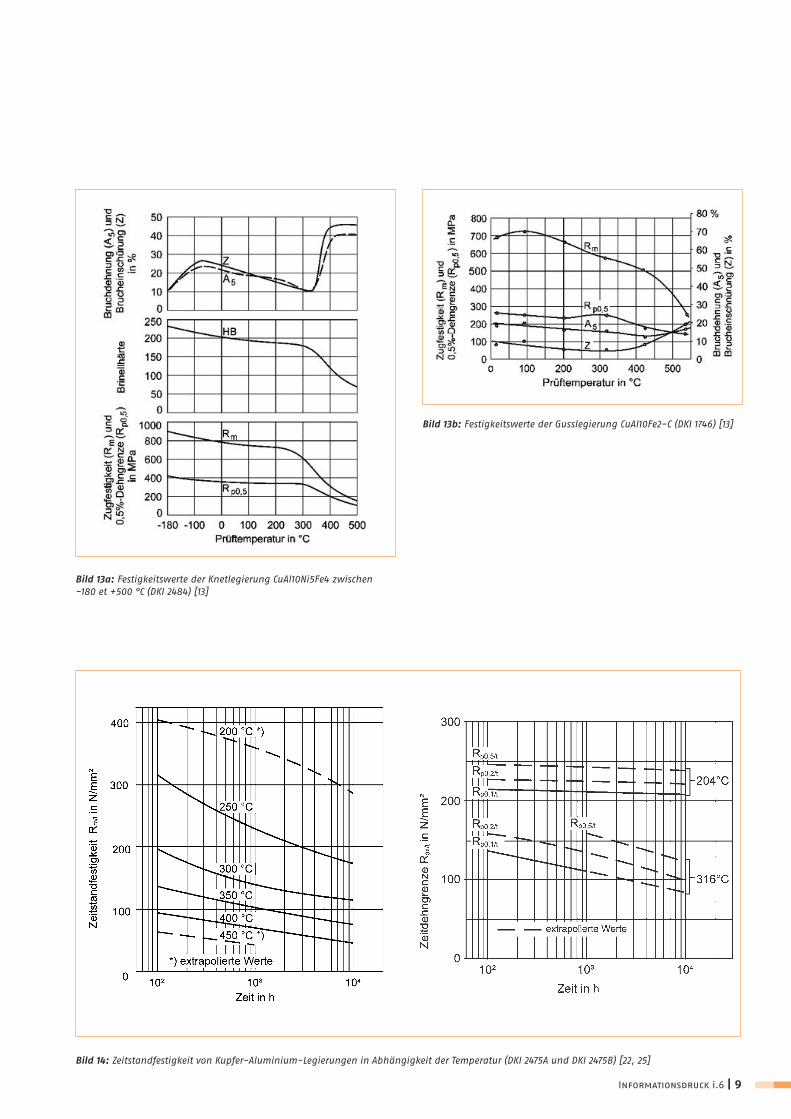
2.2.2MechanischeEigenschaftenbeierhöhtenTemperaturenBeierhöhtenBetriebstemperaturen
liegendienickel-undeisenhaltigen
Kupfer-Aluminium-Mehrstoff-Legie-
rungenwegenihrerhohenAusgangs-
festigkeitbesondersgünstig(Bild13a
und13b).SiekönnenihrerWarmfestig-
keitentsprechendbeiTemperaturen
bis300°C(überwachungspflichtige
Bauteilebis250°C)eingesetztwerden
[22].BeiLangzeitbeanspruchungenund
hohenTemperaturbeanspruchungen
werdendieEinsatzmöglichkeitendurch
dieKriecheigenschaften(Zeitstandfe-
stigkeit)bestimmt.InZeitstandversu-
chenvon30.000hDauerwurdendie
KriecheigenschaftenfürdenWerkstoff
CuAl10Ni5Fe4bestimmt.Diesoermit-
teltenFestigkeitswerteerlaubenes,
dasVerhaltendesWerkstoffsfürTem-
peraturenbis250°CundBetriebszeiten
bismaximal100000habzuschätzen
(Bild14)[25].
2.2.3MechanischeEigenschaftenbeitiefenTemperaturenBild13azeigt,dassKupfer-Aluminium-
LegierungenauchbeitiefenTempera-
turengutemechanischeEigenschaften
aufweisen.SieneigennichtzumVer-
sprödenundsinddeshalbfürAnwen-
dungeninderTieftemperaturtechnik
hervorragendgeeignet.Z.B.besitzt
Bild 11: Zugfestigkeit und Dehnung der Kupfer-Aluminium-Legierungen in Abhängigkeit vom Aluminiumgehalt (DKI 2482) [1]
Bild 12: Einfluss der Kaltumformung auf die mechanischen Eigenschaften von CuAl8 (DKI 2483) [13]
Informationsdruck i.6 | 9
Bild 13a: Festigkeitswerte der Knetlegierung CuAl10Ni5Fe4 zwischen -180 et +500 °C (DKI 2484) [13]
Bild 14: Zeitstandfestigkeit von Kupfer-Aluminium-Legierungen in Abhängigkeit der Temperatur (DKI 2475A und DKI 2475B) [22, 25]
Bild 13b: Festigkeitswerte der Gusslegierung CuAl10Fe2-C (DKI 1746) [13]
10 | Deutsches Kupferinstitut
oderKaltverformunglassensichdie
Dauerfestigkeitswerteineinergroßen
Bandbreitevariieren(Tabelle6).Eine
korrosiveUmgebunghateinenerheb-
lichenEinflussaufdieDauerfestigkeit
(Bild16).
MehrphasigeLegierungen(Bsp.CuAl-
10Ni5Fe4)werdeninvielenBereichen
eingesetzt,indenensieunterEr-
müdungsbelastungenihreEignung
unterBeweisstellenmüssen.Durch
einegeeigneteWärmebehandlung
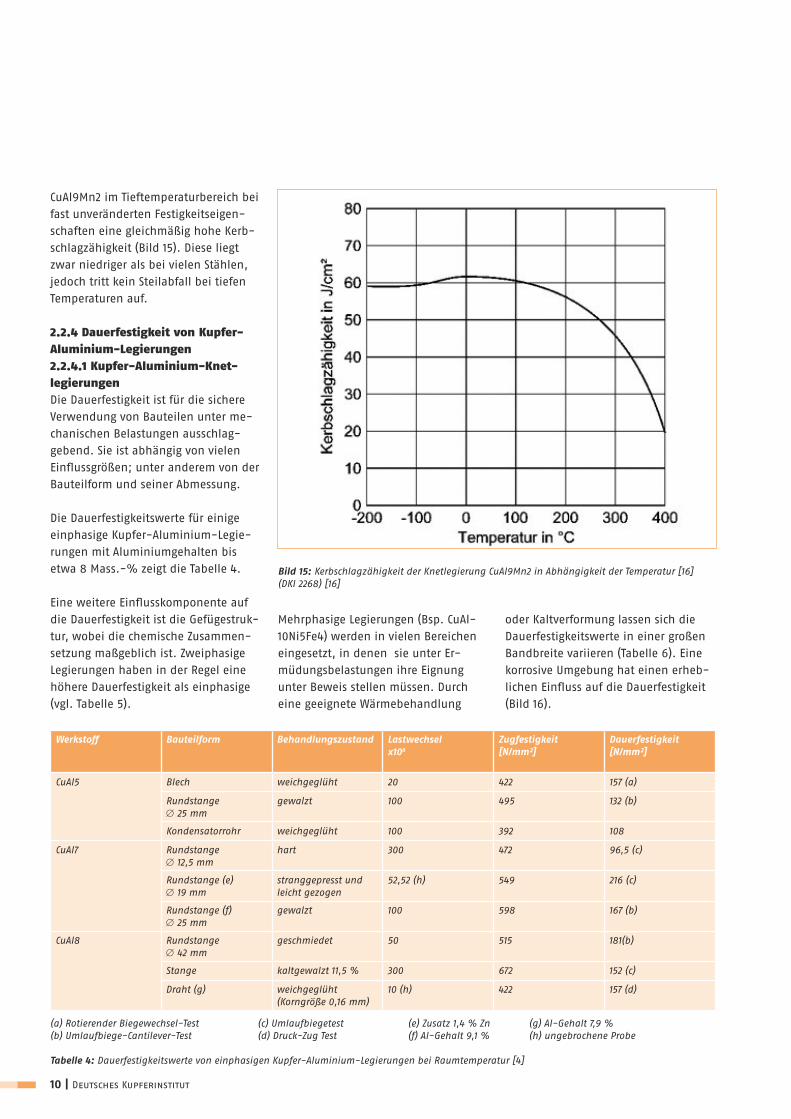
CuAl9Mn2imTieftemperaturbereichbei
fastunverändertenFestigkeitseigen-
schafteneinegleichmäßighoheKerb-
schlagzähigkeit(Bild15).Dieseliegt
zwarniedrigeralsbeivielenStählen,
jedochtrittkeinSteilabfallbeitiefen
Temperaturenauf.
2.2.4DauerfestigkeitvonKupfer-Aluminium-Legierungen2.2.4.1Kupfer-Aluminium-Knet-legierungenDieDauerfestigkeitistfürdiesichere
VerwendungvonBauteilenunterme-
chanischenBelastungenausschlag-
gebend.Sieistabhängigvonvielen
Einflussgrößen;unteranderemvonder
BauteilformundseinerAbmessung.
DieDauerfestigkeitswertefüreinige
einphasigeKupfer-Aluminium-Legie-
rungenmitAluminiumgehaltenbis
etwa8Mass.-%zeigtdieTabelle4.
EineweitereEinflusskomponenteauf
dieDauerfestigkeitistdieGefügestruk-
tur,wobeidiechemischeZusammen-
setzungmaßgeblichist.Zweiphasige
LegierungenhabeninderRegeleine
höhereDauerfestigkeitalseinphasige
(vgl.Tabelle5).
Bild 15: Kerbschlagzähigkeit der Knetlegierung CuAl9Mn2 in Abhängigkeit der Temperatur [16] (DKI 2268) [16]
Werkstoff Bauteilform Behandlungszustand Lastwechsel x106
Zugfestigkeit [N/mm²]
Dauerfestigkeit [N/mm²]
CuAl5 Blech weichgeglüht 20 422 157 (a)
Rundstange ∅ 25 mm
gewalzt 100 495 132 (b)
Kondensatorrohr weichgeglüht 100 392 108
CuAl7 Rundstange ∅ 12,5 mm
hart 300 472 96,5 (c)
Rundstange (e) ∅ 19 mm
stranggepresst und leicht gezogen
52,52 (h) 549 216 (c)
Rundstange (f) ∅ 25 mm
gewalzt 100 598 167 (b)
CuAl8 Rundstange ∅ 42 mm
geschmiedet 50 515 181(b)
Stange kaltgewalzt 11,5 % 300 672 152 (c)
Draht (g) weichgeglüht (Korngröße 0,16 mm)
10 (h) 422 157 (d)
(a) Rotierender Biegewechsel-Test (c) Umlaufbiegetest (e) Zusatz 1,4 % Zn (g) Al-Gehalt 7,9 %(b) Umlaufbiege-Cantilever-Test (d) Druck-Zug Test (f) Al-Gehalt 9,1 % (h) ungebrochene Probe
Tabelle 4: Dauerfestigkeitswerte von einphasigen Kupfer-Aluminium-Legierungen bei Raumtemperatur [4]
Informationsdruck i.6 | 11
(a) Rotierender Biegewechseltest (c) Umlaufbiegetest (e) Zusatz 1,4 % Zn(b) Umlaufbiege-Cantilever-Test (d) Druck-Zug-Test (f) Aluminiumgehalt 9,1 %
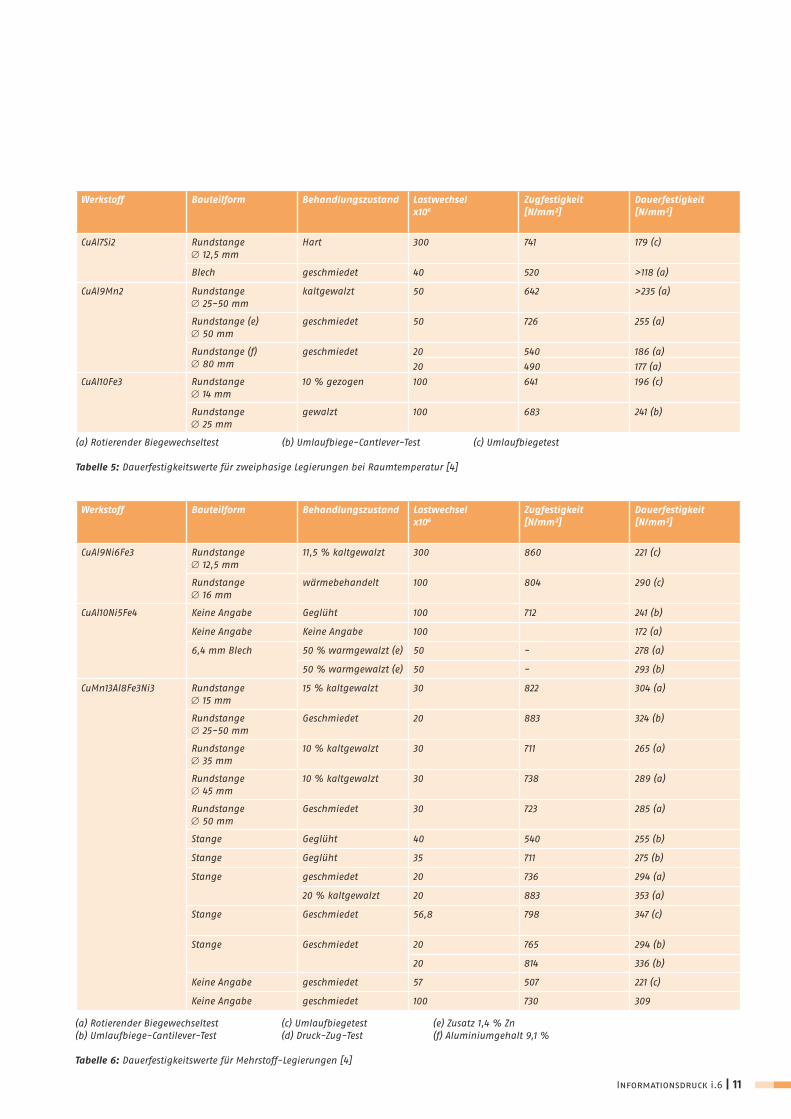
Tabelle 6: Dauerfestigkeitswerte für Mehrstoff-Legierungen [4]
Werkstoff Bauteilform Behandlungszustand Lastwechsel x106
Zugfestigkeit [N/mm²]
Dauerfestigkeit [N/mm²]
CuAl7Si2 Rundstange ∅ 12,5 mm
Hart 300 741 179 (c)
Blech geschmiedet 40 520 >118 (a)
CuAl9Mn2 Rundstange ∅ 25-50 mm
kaltgewalzt 50 642 >235 (a)
Rundstange (e) ∅ 50 mm
geschmiedet 50 726 255 (a)
Rundstange (f) ∅ 80 mm
geschmiedet 20 540 186 (a)
20 490 177 (a)
CuAl10Fe3 Rundstange ∅ 14 mm
10 % gezogen 100 641 196 (c)
Rundstange ∅ 25 mm
gewalzt 100 683 241 (b)
Werkstoff Bauteilform Behandlungszustand Lastwechsel x106
Zugfestigkeit [N/mm²]
Dauerfestigkeit [N/mm²]
CuAl9Ni6Fe3 Rundstange ∅ 12,5 mm
11,5 % kaltgewalzt 300 860 221 (c)
Rundstange ∅ 16 mm
wärmebehandelt 100 804 290 (c)
CuAl10Ni5Fe4 Keine Angabe Geglüht 100 712 241 (b)
Keine Angabe Keine Angabe 100 172 (a)
6,4 mm Blech 50 % warmgewalzt (e) 50 - 278 (a)
50 % warmgewalzt (e) 50 - 293 (b)
CuMn13Al8Fe3Ni3 Rundstange ∅ 15 mm
15 % kaltgewalzt 30 822 304 (a)
Rundstange ∅ 25-50 mm
Geschmiedet 20 883 324 (b)
Rundstange ∅ 35 mm
10 % kaltgewalzt 30 711 265 (a)
Rundstange ∅ 45 mm
10 % kaltgewalzt 30 738 289 (a)
Rundstange ∅ 50 mm
Geschmiedet 30 723 285 (a)
Stange Geglüht 40 540 255 (b)
Stange Geglüht 35 711 275 (b)
Stange geschmiedet 20 736 294 (a)
20 % kaltgewalzt 20 883 353 (a)
Stange Geschmiedet 56,8 798 347 (c)
Stange Geschmiedet 20 765 294 (b)
20 814 336 (b)
Keine Angabe geschmiedet 57 507 221 (c)
Keine Angabe geschmiedet 100 730 309
(a) Rotierender Biegewechseltest (b) Umlaufbiege-Cantlever-Test (c) Umlaufbiegetest
Tabelle 5: Dauerfestigkeitswerte für zweiphasige Legierungen bei Raumtemperatur [4]
12 | Deutsches Kupferinstitut
Andererseitserklärtdiechemische
Instabilitäteinersolchenoxidischen
DeckschichtinstarksaurenMedienmit
hohemOxidationsvermögendennur
geringenKorrosionswiderstandvon
Kupfer-Aluminium-Legierungenin
Salpetersäure.
undbeiVerletzungraschausheilenden
oxidischenSchutzfilms.Dieserverdankt
seineBildunginersterLiniedergroßen
AffinitätdesHauptlegierungszusatzes
AluminiumzuSauerstoffundbesteht
somitimWesentlichenausAl2O
3.
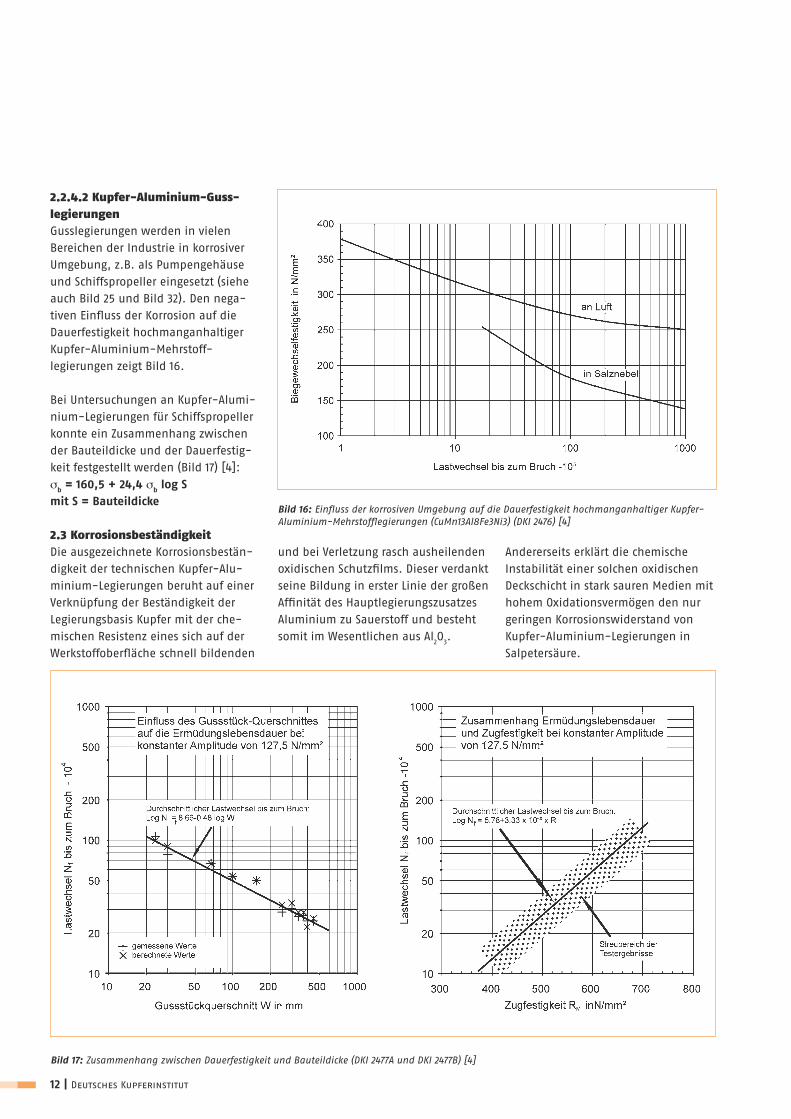
2.2.4.2Kupfer-Aluminium-Guss-legierungenGusslegierungenwerdeninvielen
BereichenderIndustrieinkorrosiver
Umgebung,z.B.alsPumpengehäuse
undSchiffspropellereingesetzt(siehe
auchBild25undBild32).Dennega-
tivenEinflussderKorrosionaufdie
Dauerfestigkeithochmanganhaltiger
Kupfer-Aluminium-Mehrstoff-
legierungenzeigtBild16.
BeiUntersuchungenanKupfer-Alumi-
nium-LegierungenfürSchiffspropeller
konnteeinZusammenhangzwischen
derBauteildickeundderDauerfestig-
keitfestgestelltwerden(Bild17)[4]:
σb = 160,5 + 24,4 σb log S mit S = Bauteildicke
2.3KorrosionsbeständigkeitDieausgezeichneteKorrosionsbestän-
digkeitdertechnischenKupfer-Alu-
minium-Legierungenberuhtaufeiner
VerknüpfungderBeständigkeitder
LegierungsbasisKupfermitderche-
mischenResistenzeinessichaufder
Werkstoffoberflächeschnellbildenden
Bild 16: Einfluss der korrosiven Umgebung auf die Dauerfestigkeit hochmanganhaltiger Kupfer-Aluminium-Mehrstofflegierungen (CuMn13Al8Fe3Ni3) (DKI 2476) [4]
Bild 17: Zusammenhang zwischen Dauerfestigkeit und Bauteildicke (DKI 2477A und DKI 2477B) [4]
Informationsdruck i.6 | 13
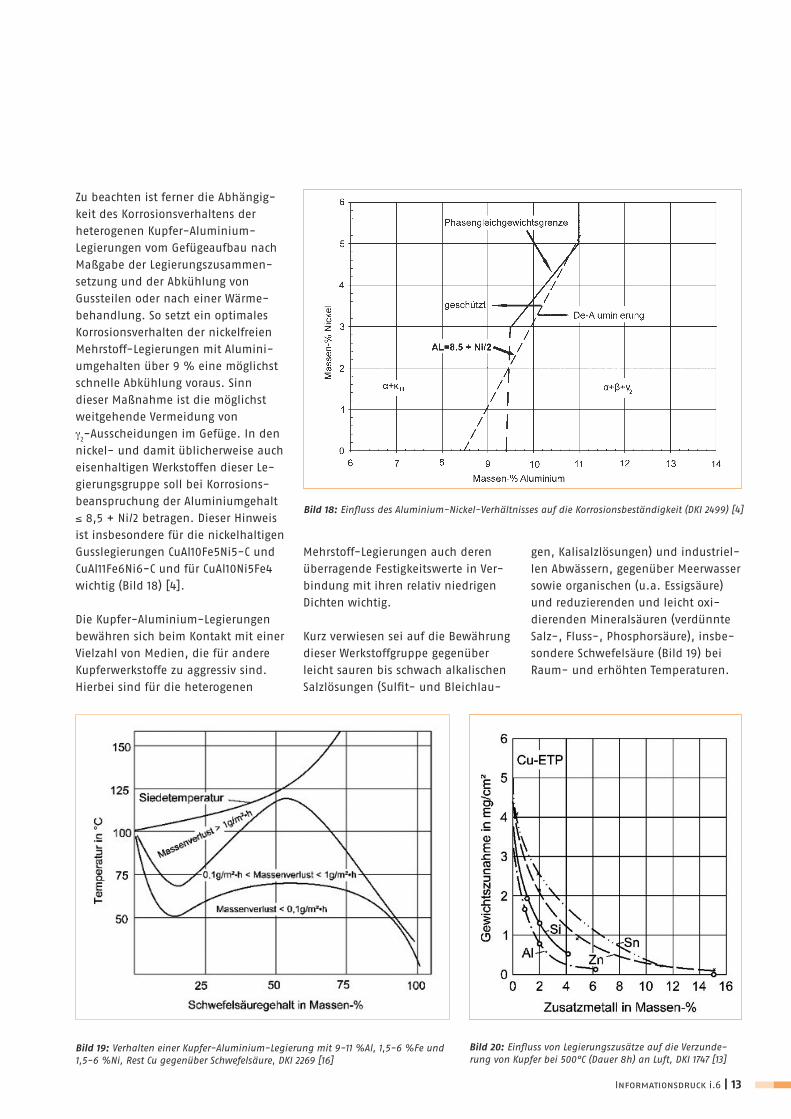
gen,Kalisalzlösungen)undindustriel-
lenAbwässern,gegenüberMeerwasser
sowieorganischen(u.a.Essigsäure)
undreduzierendenundleichtoxi-
dierendenMineralsäuren(verdünnte
Salz-,Fluss-,Phosphorsäure),insbe-
sondereSchwefelsäure(Bild19)bei
Raum-underhöhtenTemperaturen.
Mehrstoff-Legierungenauchderen
überragendeFestigkeitswerteinVer-
bindungmitihrenrelativniedrigen
Dichtenwichtig.
KurzverwiesenseiaufdieBewährung
dieserWerkstoffgruppegegenüber
leichtsaurenbisschwachalkalischen
Salzlösungen(Sulfit-undBleichlau-
ZubeachtenistfernerdieAbhängig-
keitdesKorrosionsverhaltensder
heterogenenKupfer-Aluminium-
LegierungenvomGefügeaufbaunach
MaßgabederLegierungszusammen-
setzungundderAbkühlungvon
GussteilenodernacheinerWärme-
behandlung.Sosetzteinoptimales
Korrosionsverhaltendernickelfreien
Mehrstoff-LegierungenmitAlumini-
umgehaltenüber9%einemöglichst
schnelleAbkühlungvoraus.Sinn
dieserMaßnahmeistdiemöglichst
weitgehendeVermeidungvon
γ2-AusscheidungenimGefüge.Inden
nickel-unddamitüblicherweiseauch
eisenhaltigenWerkstoffendieserLe-
gierungsgruppesollbeiKorrosions-
beanspruchungderAluminiumgehalt
≤8,5+Ni/2betragen.DieserHinweis
istinsbesonderefürdienickelhaltigen
GusslegierungenCuAl10Fe5Ni5-Cund
CuAl11Fe6Ni6-CundfürCuAl10Ni5Fe4
wichtig(Bild18)[4].
DieKupfer-Aluminium-Legierungen
bewährensichbeimKontaktmiteiner
VielzahlvonMedien,diefürandere
Kupferwerkstoffezuaggressivsind.
Hierbeisindfürdieheterogenen
Bild 18: Einfluss des Aluminium-Nickel-Verhältnisses auf die Korrosionsbeständigkeit (DKI 2499) [4]
Bild 19: Verhalten einer Kupfer-Aluminium-Legierung mit 9-11 %Al, 1,5-6 %Fe und 1,5-6 %Ni, Rest Cu gegenüber Schwefelsäure, DKI 2269 [16]
Bild 20: Einfluss von Legierungszusätze auf die Verzunde-rung von Kupfer bei 500°C (Dauer 8h) an Luft, DKI 1747 [13]
14 | Deutsches Kupferinstitut
ZuerwähnenistfernerdieBeständig-
keitinderaggressivenmeeresnahen
oderSchwefeldioxidenthaltenden
Industrieatmosphäre.
DieNeigungzurselektivenKorrosion
(Entaluminierung)istgering.
AußerdemhatderAluminiumgehalt
einenhemmendenEinflussaufdie
Verzunderung(Bild20).Kupfer-
Aluminium-Legierungenkönnenbis
zuTemperaturenvonca.800°Cals
zunderbeständigangesehenwerden.
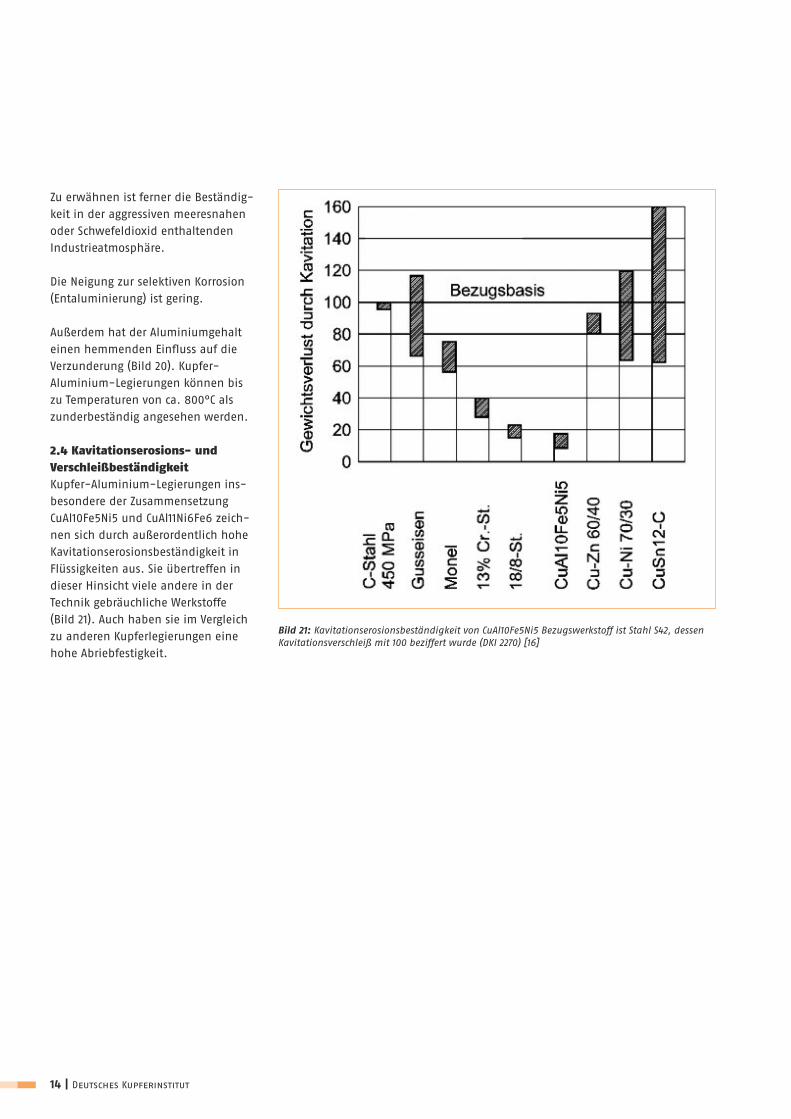
2.4Kavitationserosions-undVerschleißbeständigkeitKupfer-Aluminium-Legierungenins-
besonderederZusammensetzung
CuAl10Fe5Ni5undCuAl11Ni6Fe6zeich-
nensichdurchaußerordentlichhohe
Kavitationserosionsbeständigkeitin
Flüssigkeitenaus.Sieübertreffenin
dieserHinsichtvieleandereinder
TechnikgebräuchlicheWerkstoffe
(Bild21).AuchhabensieimVergleich
zuanderenKupferlegierungeneine
hoheAbriebfestigkeit.
Bild 21: Kavitationserosionsbeständigkeit von CuAl10Fe5Ni5 Bezugswerkstoff ist Stahl S42, dessen Kavitationsverschleiß mit 100 beziffert wurde (DKI 2270) [16]
Informationsdruck i.6 | 15
AllgemeineHinweiseaufdieWeiterver-
arbeitungderKupfer-Alumnium-Legie-
rungengebendieTabellen7und8.
3.1SchmelzenDasSchmelzenderKupfer-Aluminium-
Legierungenerfolgtheutevorzugs-
weiseininduktivbeheiztenÖfen.Als
Einsatzmaterialdienenfertiglegierte
Blöcke(DINEN1982)oderReinmetalle,
gegebenenfallszusammenmitVorle-
gierungen(DINEN1981)undRücklauf-
materialbekannterZusammensetzung.
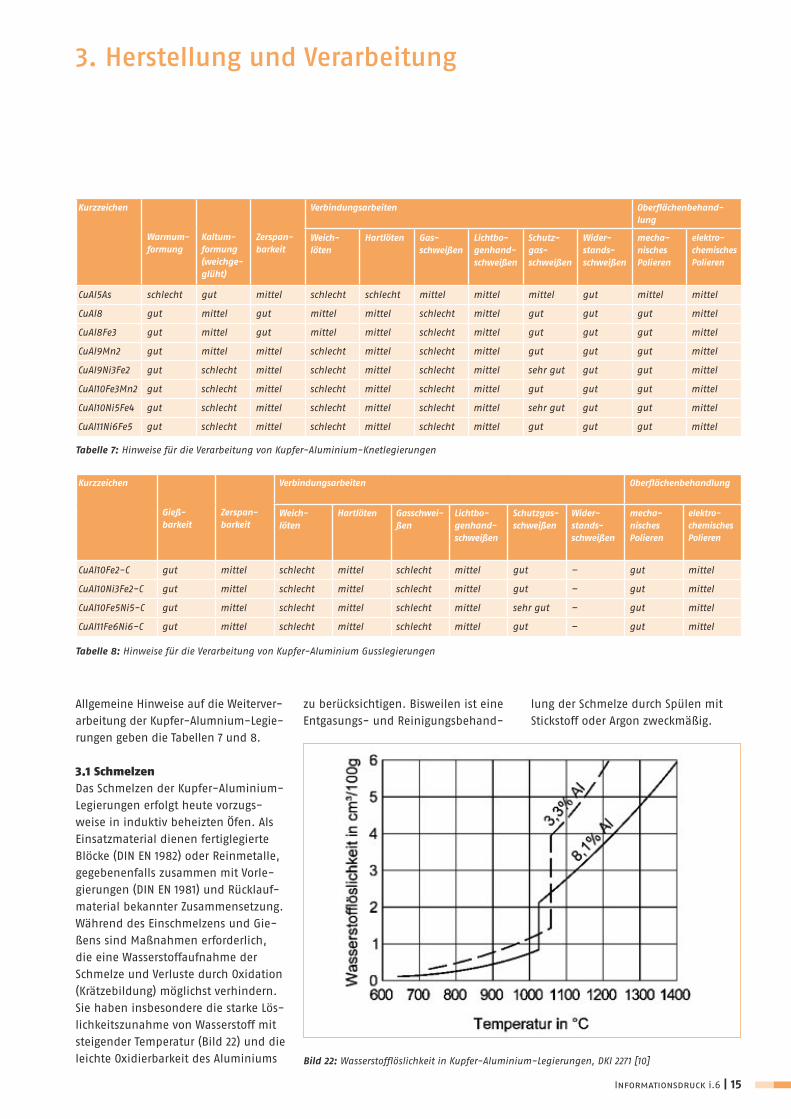
WährenddesEinschmelzensundGie-
ßenssindMaßnahmenerforderlich,
dieeineWasserstoffaufnahmeder
SchmelzeundVerlustedurchOxidation
(Krätzebildung)möglichstverhindern.
SiehabeninsbesonderediestarkeLös-
lichkeitszunahmevonWasserstoffmit
steigenderTemperatur(Bild22)unddie
leichteOxidierbarkeitdesAluminiums
zuberücksichtigen.Bisweilenisteine
Entgasungs-undReinigungsbehand-
lungderSchmelzedurchSpülenmit
StickstoffoderArgonzweckmäßig.
Bild 22: Wasserstofflöslichkeit in Kupfer-Aluminium-Legierungen, DKI 2271 [10]
Tabelle 7: Hinweise für die Verarbeitung von Kupfer-Aluminium-Knetlegierungen
Tabelle 8: Hinweise für die Verarbeitung von Kupfer-Aluminium Gusslegierungen
3. Herstellung und Verarbeitung
Kurzzeichen
Warmum-formung
Kaltum-formung (weichge-glüht)
Zerspan-barkeit
Verbindungsarbeiten Oberflächenbehand-lung
Weich-löten
Hartlöten Gas-schweißen
Lichtbo-genhand-schweißen
Schutz-gas-schweißen
Wider-stands-schweißen
mecha-nisches Polieren
elektro-chemisches Polieren
CuAl5As schlecht gut mittel schlecht schlecht mittel mittel mittel gut mittel mittel
CuAl8 gut mittel gut mittel mittel schlecht mittel gut gut gut mittel
CuAl8Fe3 gut mittel gut mittel mittel schlecht mittel gut gut gut mittel
CuAl9Mn2 gut mittel mittel schlecht mittel schlecht mittel gut gut gut mittel
CuAl9Ni3Fe2 gut schlecht mittel schlecht mittel schlecht mittel sehr gut gut gut mittel
CuAl10Fe3Mn2 gut schlecht mittel schlecht mittel schlecht mittel gut gut gut mittel
CuAl10Ni5Fe4 gut schlecht mittel schlecht mittel schlecht mittel sehr gut gut gut mittel
CuAl11Ni6Fe5 gut schlecht mittel schlecht mittel schlecht mittel gut gut gut mittel
Kurzzeichen
Gieß-barkeit
Zerspan-barkeit
Verbindungsarbeiten Oberflächenbehandlung
Weich-löten
Hartlöten Gasschwei-ßen
Lichtbo-genhand-schweißen
Schutzgas-schweißen
Wider-stands-schweißen
mecha-nisches Polieren
elektro-chemisches Polieren
CuAl10Fe2-C gut mittel schlecht mittel schlecht mittel gut – gut mittel
CuAl10Ni3Fe2-C gut mittel schlecht mittel schlecht mittel gut – gut mittel
CuAl10Fe5Ni5-C gut mittel schlecht mittel schlecht mittel sehr gut – gut mittel
CuAl11Fe6Ni6-C gut mittel schlecht mittel schlecht mittel gut – gut mittel

16 | Deutsches Kupferinstitut
3.5SpanabhebendeBearbeitungDieZerspanungseigenschaftender
Kupfer-Aluminium-Legierungensind
mäßig(Tab.7und8);siesindvonder
Legierungszusammensetzungunddem
Gefügezustandabhängig.
DieLegierungenverhaltensichähnlich
wieaustenitischeStählegleicherFestig-
keit.MitmodernenSchneidstoffenwer-
denausreichendeStandzeitenerreicht.
HeterogeneLegierungenlassensichbei
moderatenSchnittgeschwindigkeiten
undMaterialabtraggutfräsen[17].
3.6VerbindungsarbeitenSchweißenistdasbeiweitemwich-
tigsteVerbindungsverfahrenfürKupfer-
Aluminium-Legierungen.Wegender
schwerlöslichenAluminiumoxidhaut
erfolgtdasLötenmitFlussmittel.
WeitereFügeverfahrenwieKlebenund
mechanischeFügeverfahrenu.a.im
Apparatebauwerdenangewendet.
3.6.1SchweißenFürVerbindungsschweißenwerden
vorzugsweisedieSchutzgas-Schmelz-
schweißverfahrenMIGundWIGan-
gewendet.DasGasschweißenistfür
Kupfer-Aluminium-Legierungenwenig
geeignet.[18]
AlsSchweißzusätzeenthältDINENISO
24373eineAnzahlbewährterLegie-
rungen(Tab.9).Werdenwegeneiner
höherenSicherheitgegenRissbildung
DieseLegierungsgruppeistjedochgut
warmumformbar.DiegünstigsteTem-
peraturfürdieWarmumformungliegt
zwischen850und900°C.
Kupfer-Aluminium-Legierungenlassen
sichgutgesenk-undfreiformschmie-
den(Bilder24).DiegenormtenLegie-
rungen(u.a.CuAl8Fe3,CuA10Fe3Mn2,
CuAl10Ni5Fe4,CuAl11Ni6Fe6,etc.)die
hierfürinFragekommensindin
NormenDINEN12165undDINEN12420
festgelegt.
3.4WärmebehandlungBeikaltverfestigtenhomogenen
Kupfer-Aluminium-Legierungen
dienenWärmebehandlungenzurWie-
derherstellungderUmformbarkeitdurch
RekristallisationdesGefüges(„Weich-
glühen“beietwa600°C)oderzum
thermischenAbbauvonunerwünschten
mechanischenEigenspannungen.
UmdiedurchKaltumformungerzielten
Festigkeitseigenschaftenmöglichst
beizubehalten,istdieSpannungsarm-
glühungbei250bis300°C,d.h.un-
terhalbderRekristallisationsschwelle
durchzuführen.
BeidenheterogenenKupfer-Alumi-
nium-Legierungenbezweckenetwa
demVergütenvonStahlentsprechende
WärmebehandlungenimTemperatur-
bereichvon450bis950°C[4,22,23]die
WerkstoffeinstellungaufbestimmteFe-
stigkeitsanforderungen(sieheTabelle3).
3.2GießenDieGießtemperaturenliegenjenach
Legierungszusammensetzungbeietwa
1130bis1180°C.Kupfer-Aluminium-Le-
gierungenzeigenimErstarrungsintervall
einhohesVolumendefizit.
DieseskannbeimÜbergangvonflüs-
sigerzufesterPhasebisca.4%be-
tragen.DahermussderBildungvon
SchwindungshohlräumeninGussteilen
durchrichtigdimensionierteSpeiser
entgegengewirktwerden.BeiderHer-
stellungvonModellenisteinSchwind-
maßvon1,5bis2%zuberücksichtigen
(Ausklapptabelle).
Kupfer-Aluminium-Gusslegierungen
lassensichnachdemSand-,Kokillen-,
Schleuder-undStrang-Gießverfahren
zwareinwandfreivergießen(Bilder23),
stellenjedochandenGießerhohe
technischeAnforderungen.
3.3SpanloseFormgebungDiebinärenhomogenenKupfer-Alu-
minium-Legierungensindgutwarm-
undkaltformbar.BeiderHerstellung
vonHalbzeugunddessenWeiterverar-
beitungwerdeninsbesondereihregute
KaltformbarkeitunddashoheKaltver-
festigungsvermögengenutzt.
DieheterogenenKupfer-Aluminium-
Legierungensindnurbegrenztkaltum-
formbar.EinenennenswerteErhöhung
ihrerbereitshohenlegierungsbe-
dingtenFestigkeitundHärtedurch
Kaltformungisthiernichtmöglich.
Bild 23: Gussteile aus Kupfer-Aluminium-Legierungen in Sandguss (a), Kokillen (b) und Stranggussverfahren (c)
a b c

Informationsdruck i.6 | 17
überwiegenddasWIG-unddasMIG-
Verfahrenangewendet[19].BeiGuss-
legierungenhoherFestigkeitempfiehlt
essich,miteinerVorwärmungvon
200°Czuschweißen,umdieGefahrder
Spannungsrissbildungzuverringern.
Gusslegierungenlassensichauchmit
Knetwerkstoffeneinwandfreiver-
schweißen.Gutgeeignetsindhierfür
z.B.dieLegierungenCuAl10Ni3Fe2-C
nachDINEN1982undCuAl9Ni3Fe2nach
DINCEN/TS13388.DasWiderstands-
schweißenwirdanKupfer-Aluminium-
Legierungenseltenangewendet,lässt
sichjedochdurchführen.
DasAuftragsschweißenfindetz.B.in
TribosystemenVerwendung.Dabei
HöherenQualitätsansprüchengenügen
dieamhäufigsteneingestztenund
sicher-stenSchutzgasschweißverfah-
renWIGundMIG.DasWIG-Verfahren
istmitGleichstrom,nochbessermit
Wechselstrom,anwendbar.
BeimSchweißenmitGleichstrommuss
einFlussmittelzumLösenderzähen
Al2O
3-Hautverwendetwerden.
DasMIG-VerfahrenistbeiBlechenab
6mmDickegutanwendbar.Dadie
DrahtelektrodeamPluspolliegt,sind
Flussmittelnichterforderlich.
DasSchmelzschweißenvonKupfer-
Aluminium-Gusslegierungenumfasst
dieAusbesserungunddieInstand-
setzungbeschädigteroderverschlis-
senerTeile.FürdieseArbeitenwerden
oderVersprödungSchweißzusätze
benutzt,dieinihrerZusammensetzung
vomGrundwerkstoffabweichen,dann
istu.U.aucheineentsprechendeAb-
weichungdesKorrosionswiderstands
zubeachten.
DasLichtbogenhandschweißen,kaum
nocheingesetzt,istmitumhüllten
Stabelektroden(Tab.10)durchzufüh-
ren,dieeineSchlackebilden,welche
dieAluminiumoxideimSchweißbad
lösen.UmhüllteElektrodensindun-
mittelbarvordemVerschweißennach
derHerstelleranweisungzutrocknen,
umetwavorhandeneFeuchtigkeitin
denmeisthygroskopischenUmhül-
lungenzuentfernen.
Bild 24: Warmumformung von Kupfer-Aluminium-Legierungen: Schmieden (a), Walzen (b), Ringwalzen (c)
a b c
Schweißzusatz Schweißverfahren
Bezeichnung Nummer WIG- Schweißen MIG- Schweißen Gas- Schweißen
CuAl7 Cu 6100
empfohlen empfohlen nicht geeignet
CuAl10Fe1 Cu 6180
CuAl8Ni2Fe2Mn2 Cu 6327
CuAl9Ni5Fe3Mn2 Cu 6328
CuMn13Al8Fe3Ni2* Cu 6338
Schweißzusatz mittlere Zusammensetzung (Massenanteile) in [%]
Bezeichnung Nummer
EL-CuAl9 2.0926 8 Al; Rest Cu
EL-CuAl9Ni5Fe 2.0930 8 Al; 3,5 Fe; 4,5 Ni; Rest Cu
EL-CuAl9Ni2Fe 2.0930 8 Al; 2,3 Ni; 2 Fe; 2,3 Mn; Rest Cu
EL-CuMn14Al* 2.1368 11,5 Mn; 7 Al; 2 Fe; 2 Ni; Rest Cu
* für seewasserbeständige zinkfreie Kupferaluminiumlegierungen
Tabelle 9: Schweißzusätze, Schweißdrähte und Drahtelektroden nach DIN EN ISO 24373
* für mangan- und nickelhaltige Kupfer-Aluminium-Zinn-Legierungen
Tabelle 10: Stabelektroden nach der alten DIN 1733 für Kupfer-Aluminium-Legierungen,
18 | Deutsches Kupferinstitut
3.6.3KlebenFürdasseltenvorkommendeKleben
vonKupfer-Aluminium-Legierungen
werdendieaufdemMarktvorhan-
denenKlebstoffejenachAnwen-
dungsfalleingesetzt.
Kupfer-Aluminium-Legierungenlas-
sensichmitgeeignetenKlebstoffen
auchmitKunststoffenundanderen
Werkstoffenverbinden.DieRichtlinien
DIN53281-1,VDI/VDE2251,Bl.8,und
VDI2229gebenhierzuweiterführende
Angaben.
3.6.4MechanischeVerbindungenImMaschinen-undApparatebausind
TeileundWerkstückeausKupfer-
Aluminium-Legierungenvielfachdurch
Nieten,SchraubenundSchrumpfenzu
verbinden.BeiKorrosionsbeanspru-
chungsolltenNieteundSchraubenaus
artähnlichenWerkstoffenverwendet
werden.InDINEN28839istmitCU7
eineKupfer-Aluminium-Legierungals
WerkstofffürSchraubenundMuttern
genormt,dieCuAl10Ni5Fe4nachDIN
CEN/TS13388entspricht.
AuchdieKupfer-Aluminium-Legie-
rungenCuAl10Fe3Mn2isthervorragend
geeignet.
3.7OberflächenbehandlungKupfer-Aluminium-Legierungenlassen
sichmechanischgutpolieren(Tab.7
und8).Problematischistsowohleine
galvanischeMetallbeschichtungals
aucheineFeuerverzinnung,weildas
ausGründenderKorrosionsbeständig-
keiterforderliche,vollkommendichte
BeschichtenderMetalloberflächenur
sehrschwerzuerreichenist.DieAlu-
miniumoxidanteilederäußerenWerk-
stoffzonesindschlechtentfernbarund
haftungshinderndfürdieaufgetragene
Schicht.DasAufbringenvonMetall-
undLegierungsüberzügendurchgal-
vanischeVerfahrenundausSchmelzen
erfordertdeshalbbesondereMaß-
nahmen.DaherwurdenVorbehand-
lungsverfahrenentwickelt,diebeim
GalvanisierenundFeuerverzinnenzu
einwandfreienErgebnissenführen.
KleineBauteilekönnenauchnach
Bedampfungsverfahren(PVD-und
ähnlicheVerfahren)mitzahlreichen
Metallen,LegierungenundCermets
beschichtetwerden.
werdenStahlteilemitKupfer-Alumi-
nium-Legierungenauftraggeschweißt.
DasVerschleißverhaltensolcherWerk-
stoffpaarungistaufgrunddesgerin-
genReibungskoeffizientengünstig.
SchweißzusatzwerkstoffezumAuftrags-
schweißenenthältDINEN14700.
3.6.2LötenZumLötenvonKupfer-Aluminium-
LegierungensindsowohlbeimWeich-
lötenalsauchbeimHartlötenwegen
derschwerlöslichenAluminiumoxide
Spezialflussmittelerforderlich.
BeimWeichlötenwirddieBenetzungs-
eignungmitsteigendemAluminium-
gehaltschlechter,sodasseineBindung
nurmitHilfegeeigneterFlussmittel
erfolgenkann.Vorzugsweisewird
dasWeichlötflussmittel2.1.3nach
DINEN29454,diesenAnforderungen
gerecht.Außerdemwerdenineinigen
FällendieWeichlötflussmittel3.2.2und
3.1.1nachDINEN29454angewendet.
AlsWeichlotekommenbesondersdie
LegierungenS-Sn96Ag4(Schmelzpunkt
221°C)oderS-Sn97Cu3(Schmelzbereich
227bis310°C)nachENISO9453undfür
höhereBetriebstemperaturen
S-Cd95Ag5(Schmelzbereich340bis
395°C)sofernzugelassen,nach
DIN1707-100infrage.
ZumHartlötensinddieüblichenHart-
lötflussmitteldesTypsFH12nach
DINEN1045,nichtgutgeeignet.Essind
Spezialflussmittelerforderlich[21].
InsbesonderewerdendieSilberhart-
lote,diecadmiumfreieLegierung
AG203oderandereLotenach
DINEN1044,mitArbeitstemperaturen
bis730°Ceingesetzt.BeiAnforderungen
anMeerwasserbeständigkeitsinddie
HartloteAG304undAG203nach
DINEN1044,zuempfehlen[20,21].
Informationsdruck i.6 | 19
DerVielfalttechnologischwertvoller
EigenschaftenverdankendieKupfer-
Aluminium-LegierungenihreVerbrei-
tungbeiindustriellenAnwendungen.
MaßgebendfürihrenEinsatzsind:
• guteFestigkeitseigenschaftenauch
beitiefenTemperaturen
• Warmfestigkeit
• guteDauerschwing-undZeitstand-
festigkeit[22]
• hoheKorrosionsbeständigkeit
• Kavitations-undVerschleiß-
festigkeit
• hoheZunderbeständigkeit
• geringeDichte
• niedrigemagnetischeKennwerte
EinenallgemeinenÜberblicküberdie
bevorzugteVerwendungderKupfer-
Aluminium-Legierungengibtdie
Ausklapptabelle.DieseÜbersichtsoll
nachstehend–geordnetnachAnwen-
dungsgebieten–miteinerAnzahlvon
Bildernergänztwerden.
DerWerkzeug-undMaschinenbau
verwendetKupfer-Aluminium-Legie-
rungenfürfunkensichereWerkzeuge,
fürhochbelasteteDruckmuttern,für
Gleitlagerinsbesonderebeihohen
Flächenpressungenundniedrigen
Gleitgeschwindigkeiten,fürFormenzur
HerstellungvonHohlglas(Bild25)und
zumTiefziehenvonaustenitischem
Stahlbzw.fürhochbeanspruchteTeile
dieserFormen,fernerfürvieleandere
Zwecke,soz.B.fürdieHerstellung
vonKunststoffspritzformen.Wegen
derOxidationsbeständigkeitdieser
Legierungensindsieauchgeeignetfür
SpannbackeninSchweißmaschinen,
wohoheHärteundguteelektrische
Leitfähigkeitverlangtwerden.Weiter
werdensieeingesetztfürPumpenkör-
per,Pumpenlaufräder(Bild26),-wel-
lenundanderePumpenteilesowie
fürLaufräderoderSchaufelninWas-
serturbinen.FürGelenksteine,Getrie-
beteile(Bild27),Schneckenradkränze,
SchalträderundZahnscheibenhaben
sichKupfer-Aluminium–Legierungen
bewährt.ImPapier-undTextilma-
schinenbaudienensiealsSiebbleche,
DrahtgewebeundMetalltücher,für
geschleuderteundstranggegossene
Saugwalzen,fürRohreundRohrarma-
turen,Heißdampfarmaturen,Hollän-
dermesserundähnlicheTeile,ferner
alsFlammspritz-undElektrodendraht
fürGleitlager,Reparaturenundkorro-
sionsfesteharteAuftragsschichten.
InStahlwerkenwerdenKupfer-Alumi-
nium-Legierungenwegenihrerguten
Verschleiß-undKorrosionsbeständigkeit
eingesetzt,sofürGleitschuhe,Druck-
schraubeninWalzwerken,Verschleiß-
plattenvonWendevorrichtungen,
stoßbeanspruchteGleitlagerusw.
DerApparatebauverwendetausKup-
fer-Aluminium-Legierungengefertigte
Rohre,Bleche,gewalzteundgegossene
Rohrendplatten,ArmaturenallerArt
fürWärmeaustauscher,fürHochdruck-
ArmaturenundLeitungssysteme
sowiegegosseneodergeschweißte
Verteilerköpfe.SowohlGuss-alsauch
KnetlegierungenkommenbeiderHer-
stellungvonSchweißkonstruktionen
zurAnwendung.DieAnwendungen
imApparatebausindnichtzuletztauf
dieausgezeichneteKorrosionsbestän-
digkeitgegenreduzierendeundleicht
oxidierendeMedienzurückzuführen.
AußerdemistdieWärmeleitfähigkeit
mit40bis80W/m⋅Kweitausbesser
alsbeiaustenitischenStählenoder
Nickellegierungen.
Diechemische IndustriesetztKupfer-
Aluminium-LegierungenfürBeizanlagen
wieBeizkörbe,-ketten,-haken,-rollen
undandereTeileein,desgleichenfür
Rohrleitungen,inFormkorrosionsbe-
ständigerPumpen,Armaturen(Bild28),
Zentrifugen,Kesselusw.
InderPetro-undKalichemiewerden
Kupfer-Aluminium-Legierungeneben-
fallsverwendetfürdenBaukorrosi-
onsbeständigerWärmeaustauscher,für
KondensatorrohreundRohrendplatten,
fürPumpen,Rohre,FlanscheundUm-
lenkbleche,korrosionsbeständigePlat-
tierungen,RohrefürKalisalzlösungen
sowiefürdenBauvonVerdampfern.
FürArbeiteninÖlraffinerien,Ölanlagen
undÖlfeldernsowieinBenzinlagern
istdieBenutzungvonfunkensicheren
4. Verwendung
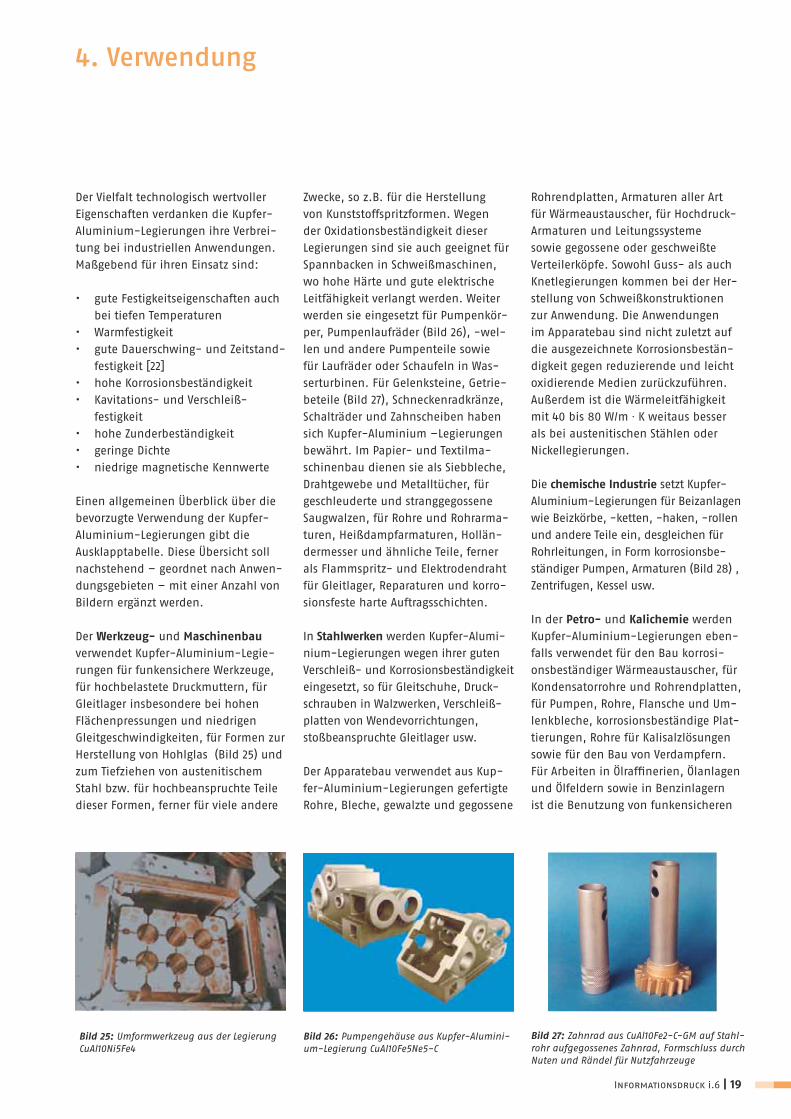
Bild 25: Umformwerkzeug aus der Legierung CuAl10Ni5Fe4
Bild 26: Pumpengehäuse aus Kupfer-Alumini-um-Legierung CuAl10Fe5Ne5-C
Bild 27: Zahnrad aus CuAl10Fe2-C-GM auf Stahl-rohr aufgegossenes Zahnrad, Formschluss durch Nuten und Rändel für Nutzfahrzeuge

20 | Deutsches Kupferinstitut
ImSchiffbauwerdenKupfer-Alumi-
nium-LegierungenfürMaschinen-
armaturen,fürRohrevonÖlleitungen
ebensowievonSüßwasser-,Abwas-
ser-undMeerwasserleitungen,für
Wärmeaustauscher,Kondensatoren,
Boiler,fürVerdampferunddiehierfür
erforderlichenArmaturen,fürTeile
vonMeerwasser-undBrackwasser-
pumpen,z.B.Pumpengehäuse,für
Laufräder,WellenundTragkränze(Bild
30),Schiffsantriebswellen,Stevenrohre,
Ruder,RuderschäfteundRuderblö-
cke,fürTeilevonhydraulischenund
pneumatischenAnlagen,z.B.Ventile,
hydraulischeundpneumatischeZylin-
der,KolbenvonHydraulikzylindern,
HydraulikpumpenundAbsperrorganen
(Schieber)(Bild31),Lager,fürTeilevon
Löscheinrichtungen,Schäkel,Kau-
schenundHaken,Hals-undBlockbe-
schläge,Blockgehäuse,Trommellager,
Schneckenräder,Zahnstangenund
Gleitleisten,ebensofürTeilevonAn-
ker-undVertäu-Einrichtungen,Poller
undKokerflansche,Bolzen,Schrauben,
MutternundSchiffsbeschlägeeinge-
setzt.
InsbesonderewerdenKupfer-Alumi-
nium-LegierungenauchalsWerk-
stoffemitniedrigerPermeabilitätfür
TeilevonVerstellpropellernwiez.B.
Flügelblätter,Propellerhaubenund
Propellernabenverwendet.Schiffspro-
peller(Bild32)werdenausschließlich
ausKupfer-Aluminium-Legierungen
–meistmitweiterenLegierungszu-
sätzen–gegossen.Hauptursachen
dafürsindnebenderhohenMeer-
wasserbeständigkeitguteGießbarkeit
undSchweißeignung,dasFehleneines
SprödbruchbereichsbeiTemperaturver-
änderungundhoherWiderstandgegen
Kavitationsbeanspruchungen.
AuchimSchiffbaukommeninexplo-
sionsgefährdetenRäumen–z.B.auf
U-Booten–fürReparaturarbeiten
funkensichereWerkzeugeausKupfer-
Aluminium-LegierungenzumEinsatz.
InderNahrungsmittelindustriesind
Siebbleche,Destillationsanlagen,Be-
hälterundandereTeilezufinden,die
unterVerwendungvonKupfer-Alumi-
nium-Legierungenhergestelltwerden
(Bilder29).
WerkzeugenausKupfer-Aluminium-
Legierungenratsam.
AuchdieErdgasindustriegreiftaufdie
Kupfer-Aluminium-Legierungenzu-
rück,undzwarfürArmaturen,Pumpen
usw.
Bild 28: Korrosionsbeständige Pumpengehäuse aus CuAl10Fe5Ni5-C zum Einsatz in Meeresumgebung
Bild 29: Sieb aus Kupfer-Aluminium-Legierung für die Nahrungsmittelindutsrie
Bild 30: Tragkranz für Verstellpropeller aus CuAl10Fe5Ni5-C

Informationsdruck i.6 | 21
z.B.fürFassadenbauGitter,Roste,Tore,
Türen,imLadenbaufürGeländerund
TürbeschlägesowiefürZapfventileund
anderesanitäreArmaturen.
AuchdieMetallwarenindustrie
greiftaufdiebeständigenKupfer-
Aluminium-Legierungenzurück,so
fürTablettsunddekorativeSchalen,
Metallbuchstaben,Wandteller,Galan-
teriewaren,Firmenschilder,Medaillen,
Türschilder,Statuen-undDenkmalguss
usw.
anderekorrosionsbeanspruchteTeile.
ImAutomobil-(Bild27),Kraftrad-, Flugzeug- und Eisenbahnbaube-
stehengegosseneZylinderköpfeund
ZündkerzenfassungensowieGesenk-
schmiedestückeundGussteilefür
MotorenwegenihrerOxidationsbe-
ständigkeitbeierhöhtenTemperaturen
vielfachausKupfer-Aluminium-Legie-
rungen.
ImBergbaufindenBremsbänder,
funkensichereWerkzeugeund
PumpenteileausKupfer-Aluminium-
LegierungenVerwendung.
DieElektroindustriesetztKupfer-
Aluminium-LegierungenfürSpan-
nelemente,Kurzschlussläuferstäbe,
Kohlehalterungenusw.ein.
ImBauwesenermöglichendasgute
AussehenunddiehoheBeständigkeit
derKupfer-Aluminium-Legierungen
ihreVerwendungfürkonstruktive
undgestalterischeMetallbauarbeiten,
InEntsalzungsanlagenfindenKupfer-
Aluminium-Legierungenwegenihrer
Korrosionsbeständigkeitmannigfache
Verwendung,sou.a.fürRohrendplat-
teninVerdampferanlagen,meerwas-
serbeanspruchtePumpenusw.
Die Off-Shore-TechniksetztKupfer-
Aluminium-Legierungenwegenihrer
MeerwasserbeständigkeitfürSteiglei-
tungen,Meerwasserpumpenusw.ein.
DerKraftwerksbaubedientsichder
Kupfer-Aluminium-Legierungeneben-
fallsfürPumpen,Absperrklappenund
Bild 32: Propeller aus CuAl10Fe5Ni5-C; Verstellpropeller (links), Festpropeller (rechts)
Bild 31: Absperrorgane aus Kupfer-Aluminium-Legierungen
Bild 33: Rollenhebel CuAl11Fe6Ni6-C-GM Jeweils 0,110 kg Eingegossener Stahlbolzen, der nach dem Eingießen induktiv gehärtet wird für die Textiltechnik
22 | Deutsches Kupferinstitut
(1)DieAluminiumbronzen(Fachbuch).
DeutschesKupferinstitut,Berlin1958
(2)M.Hansen,K.Anderko:Constitution
ofbinaryalloys.McGrawHillbook
Co.,Inc.,NewYork,Toronto,London
1958
(3)G.Lindén:ErneuteBestimmungdes
(α+β)-Zweiphasengebietesim
SystemCu-Al.PraktischeMetallogra-
phie9(1972),S.3-14
(4)H.JMeigh:CastandWroughtAlumi-
numBronzes–Properties,processes
andstructure,(2000)
(5)B.A,Lloyd,J.W.Pyemont:DasZu-
standsdiagrammKupfer-Aluminium-
Silizium.MetalsTechnol.1(1974),
S.534-537
(6)M.Leoni,G.Fortina,L.D.Schetky:Ge-
füge,mechanischeEigenschaftenund
Korrosions-beständigkeitvonneuen
Kobalt-Aluminiumbronzen.Metallur-
giaital.(1972),S.470-480
(7)R.J.Severson:LaufendeEntwick-
lungenaufdemGebietderKupfer-
legierungen.Metallurgia,Manchr.83
(1971),S.102-104
(8)W.Thury:DieEigenschaftenvon
kobalthaltigenGuss-Aluminium-
bronzen.BerichtNo.PE-13andie
„InternationalCopperResearchAss.“,
NewYork(1971)
(9)Werkstoff-Handbuch„Nichteisen-
metalle“,TeilIIICu.VDI-Verlag,
Düsseldorf1960
(10)K.Dies:KupferundKupferlegie-
rungeninderTechnik.Springer-
Verlag,Berlin1967
(11)MetalsHandbook(ASM),9.Aufl.,
MetalsParkOhio,USA,1981
(12)W.Köster,W.Rauscher:Beziehungen
zwischendemElastizitätsmodulvon
ZweistofflegierungenundihremAuf-
bau.Zeitschr.f.Metallk.39(1948),S.
111-120
(13)H.-J.Wallbaum:Kupfer.InLandolt-
Börnstein„ZahlenwerteundFunkti-
onen“,Teil2,Bandteilb,S.639/890,
Springer-Verlag,Berlin1964
(14)E.Tuschy:Nickel-Aluminiumbronzen.
InternationalNickelGmbH,Düssel-
dorf1962
(15)H.Dietrich:Eigenschaftendernicht-
magnetisierbarenNE-Metalleund
ihremetallkundlicheDeutung.
Metall20(1966)S.957-974
(16)P.Weill-Couly:Lescupro-alu-
miniumsetleursapplications
dansl’industrie.CentreBelge
D’InformationDuCuivre,Bruxelles,
Mai1963
(17)Richtwertefürdiespanende
BearbeitungvonKupferund
Kupferlegierungen,i18
(18)SchweißenvonKupferund
Kupferlegierungen.
DeutschesKupferinstitut,i12
(19)P.Weill-Couly:Schweißenvon
GussstückenausAluminiumbronze.
Fonderie27(1978),S.69-76
(20)W.Mahler,K.F.Zimmermann:
HartlötenvonKupferundseinen
Legierungen.DeutscherVerlagfür
Schweißtechnik(DVS),Düsseldorf
1966
(21)NormenteileMarine–VG81245,Teil3
(8.1978):Nichteisen-Schwermetalle;
Schweißzusatz-werkstoffeundHart-
lote;Auswahl
(22)K.Drehfahl,M.Kleinauu.W.Stein-
kamp:Zeitstandeigenschaftenund
BemessungskennwertevonKupfer
undKupferlegierungenfürdenAp-
paratebau.Metall,36.Jg.,H.5(1982)
(23)P.Brezina:HeatTreatmentofCom-
plexAluminiumBronzes.Int.Met.
Rev.,1982,vol.27,pp.77-120
(24)F.Hasan,A.Johanafroozu.a.:The
morphology,crystallographyand
chemistryofphasesinas-castni-
ckel-aluminumbronze.Metallurgical
TransactionsA,Vol.13A,1982
(25)C.H.Thornton,S.Harperu.a.:Acri-
ticalsurveyofavailablehightempe-
raturemechanicalpropertydatafor
copperandcopperalloys.Chapter
XIIfromIncraseriesonthemetal-
lurgyofcopper
NormenGrundnormenDIN CEN/TS 13388KupferundKupferlegierungen-
ÜbersichtüberZusammensetzungen
undProdukte
DIN EN 1173 KupferundKupferlegierungen–
Zustandsbezeichnungen
DIN EN 1412 KupferundKupferlegierungen–
EuropäischesWerkstoffnummernsystem
DIN EN 1655KupferundKupferlegierungen–
Konformitätserklärungen
DIN EN 12861KupferundKupferlegierungen-
Schrotte
5. Literatur / Normen
Informationsdruck i.6 | 23
GussstückeDIN EN 1982 KupferundKupferlegierungen–
BlockmetalleundGussstücke
DIN EN 1981 KupferundKupferlegierungen–
Vorlegierungen
DIN ISO 4382-1 Gleitlager;Kupferlegierungen;Kupfer-
GusslegierungenfürMassivundVer-
bundlager
DIN ISO 4383 Gleitlager;MetallischeVerbundwerk-
stoffefürdünnwandigeGleitlager
HalbzeugWalzflacherzeugnisse: Bleche, Bänder, etc.DIN EN 1652 KupferundKupferlegierungen–
Platten.Bleche,Bänder,Streifenund
RondenzurallgemeinenVerwendung
DIN EN 1653 KupferundKupferlegierungen–
Platten,Bleche,RondenfürKessel,
DruckbehälterundWarmwasserspei-
cheranlagen
RohreDIN EN 12451 KupferundKupferlegierungen–Naht-
loseRundrohrefürWärmeaustauscher
Stangen, Profil, DrähteDIN EN 12163 KupferundKupferlegierungen–
StangenzurallgemeinenVerwendung
DIN EN 12167 KupferundKupferlegierungen–
ProfileundRechteckstangenzurallge-
meinenVerwendung1958
SchmiedeteileDIN EN 12165 KupferundKupferlegierungen-
VormaterialfürSchmiedestücke
DIN EN 12420 KupferundKupferlegierungen-
Schmiedestücke
AllgemeintoleranzenDIN 1687-1 GussrohteileausSchwermetalllegie-
rungen–Sandguss–Allgemeintole-
ranzen,Bearbeitungszugaben;Nicht
fürNeukonstruktionen
DIN 1687-3 GussrohteileausSchwermetalllegie-
rungen;Kokillenguss,Allgemeintole-
ranzen,Bearbeitungszugaben
DIN 1687-4 GussrohteileausSchwermetalllegie-
rungen;Druckguss,Allgemeintole-
ranzen,Bearbeitungszugaben
VerbindungsarbeitenDIN EN 29453Weichlote;ChemischeZusammenset-
zungundLieferformen
DIN 1707-100Weichlote;ChemischeZusammenset-
zungundLieferformen
DIN EN 29454-1 FlussmittelzumWeichlöten,Einteilung
undAnforderungen;Teil1:Einteilung,
KennzeichnungundVerpackung
DIN EN 1044 Hartlöten;Lötzusätze
DIN EN 1045 Hartlöten–FlussmittelzumHartlöten
–EinteilungundtechnischeLieferbe-
dingungen
DIN EN 923 Klebstoffe–Benennungenund
Definitionen
DIN EN 53281-1 PrüfungvonMetallklebstoffenund
Metallklebungen;Proben,Klebflächen-
vorbehandlung
DIN EN 53281-2 PrüfungvonMetallklebstoffenund
Metallklebungen;Proben,Herstellung
DIN EN 53281-3 PrüfungvonMetallklebstoffenund
Metallklebungen;Proben,Kenndaten
desKlebvorgangs
DIN 13347KupferundKupferlegierungen-
StangenundDrähtefürSchweißzusatz-
werkstoffeundFugenlote
DIN EN ISO 24373Schweißzusätze-Massivdrähteund
-stäbezumSchmelzschweißenvon
KupferundKupferlegierungen-
Einteilung
DIN EN 14700 Schweißzusätze-Schweißzusätzezum
Hartauftragen
DIN EN 28839MechanischeEigenschaftenvon
Verbindungselementen;Schraubenund
MutterausNichteisenmetallen
VDI 2229 Metallkleben;HinweisefürKonstruk-
tionundFertigung
WeitereNormenDIN 50131 PrüfungmetallischerWerkstoffe;
Schwindmaßbestimmung
VDG P 378 GießenvonProbestäbenausKupfer-
GusslegierungenfürdenZugversuch
(SandgussundKokillenguss)
*)DieseListeerhebtkeinenAnspruch
aufVollständigkeit.Gültigsindjeweils
dieneuestenAusgabenderNormen.
24 | Deutsches Kupferinstitut
Dach und WandDachdeckung und Außenwandbekleidung mit Kupfer; Bestell-Nr. i. 30 …… Ausschreibungsunterlagen für Klempnerarbeiten an Dach und Fassade …… Blau-Lila-Färbungen an Kupferbauteilen
SanitärinstallationKupfer in Regenwassernutzungsanlagen; Bestell-Nr. s. 174 …… Kupferwerkstoffe in der Trinkwasseranwendung – den Anforderungen an die Zukunft angepasst; Bestell-Nr. s. 196 …… Metallene Werkstoffe in der Trinkwasser-Installation; Bestell-Nr. i. 156 …… Die fachgerechte Kupferrohrinstallation; Bestell-Nr. i. 158 …… Die fachgerechte Installation von thermischen Solaranlagen; Bestell-Nr. i. 160
Werkstoffe Schwermetall-Schleuder- und Strangguss - technische und wirtschaftliche Möglichkeiten; Bestell-Nr. s. 165 …… Zeitstandeigenschaften und Bemessungskennwerte von Kupfer und Kupferlegierungen für den Apparatebau; Bestell-Nr. s. 178 …… Ergänzende Zeitstandversuche an den beiden Apparatewerkstoffen SF-Cu und CuZn20AI2; Bestell-Nr. s. 191 …… Einsatz CuNi10Fe1Mn plattierter Bleche für Schiffs- und Bootskörper Use of Copper-Nickel Cladding on Ship and Boat Hulls; Bestell-Nr. s. 201 …… Kupfer-Nickel-Bekleidung für Offshore-Plattformen Copper-Nickel Cladding for Offshore Structures; Bestell-Nr. s. 202 …… Werkstoffe für Seewasser- Rohrleitungssysteme Materials for Seawater Pipeline Systems; Bestell-Nr. s. 203 …… Kupfer-Zink-Legierungen (Messing und Sondermessing) Bestell-Nr. i. 5 …… Kupfer-Aluminium-Legierungen Eigenschaften, Herstellung, Verarbeitung, Verwendung Bestell-Nr. i. 6 …… Kupfer-Zinn-Knetlegierungen (Zinnbronzen) Bestell-Nr. i. 15 …… Kupfer-Zinn- und Kupfer-Zinn-Zink- Gusslegierungen (Zinnbronzen) Bestell-Nr. i. 25 …… Kupfer - Werkstoff der Menschheit ……
Messing – Ein moderner Werkstoff mit langer Tradition …… Von Messing profitieren – Drehteile im Kostenvergleich …… Messing ja – Entzinkung muss nicht sein! …… Bronze – unverzichtbarer Werkstoff der Moderne
VerarbeitungKupfer-Zink-Legierungen für die Herstellung von Gesenkschmiedestücken; Bestell-Nr. s. 194 …… Kleben von Kupfer und Kupferlegierungen; Bestell-Nr. i. 7 …… Schweißen von Kupfer und Kupferlegierungen; Bestell-Nr. i. 12 …… Trennen und Verbinden von Kupfer und Kupferlegierungen; Bestell-Nr. i. 16 …… Richtwerte für die spanende Bearbeitung von Kupfer und Kupferlegierungen; Bestell-Nr. i. 18 …… Chemische Färbungen von Kupfer und Kupferlegierungen
Elektrotechnik Optimale Auswahl und Betriebsweise von Vorschaltgeräten für Leuchtstofflampen; Bestell-Nr. s. 180 …… Verteiltransformatoren; Bestell-Nr. s. 182 …… Energiesparen mit Spartransformatoren; Bestell-Nr. s. 183 …… Wechselwirkungen von Blindstrom-Kompensationsanlagen mit Oberschwingungen; Bestell-Nr. s. 185 …… Messungen und Prüfungen an Erdungsanlagen; Bestell-Nr. s. 190 …… Sparen mit dem Sparmotor; Bestell-Nr. s. 192 …… Bedarfsgerechte Auswahl von Kleintransformatoren; Bestell-Nr. s. 193 …… Kupfer spart Energie
Umwelt / Gesundheit Antibakterielle Eigenschaften von Kupfer; Bestell-Nr. s. 130 …… Versickerung von Dachablaufwasser; Bestell-Nr. s. 195 …… Kupfer in kommunalen Abwässern und Klärschlämmen; Bestell-Nr. s. 197 …… Sachbilanz einer Ökobilanz der Kupfererzeugung und -verarbeitung; Bestell-Nr. s. 198 …… Sachbilanz zur Kupfererzeugung unter Berücksichtigung der Endenergien; Bestell-Nr. s. 199 …… Untersuchung zur Bleiabgabe der Messinglegierung CuZn39PB3 an Trinkwasser – Testverfahren nach British Standards BS 7766 and NSF Standard 61; Bestell-Nr. s. 200
Recycling von Kupferwerkstoffen; Bestell-Nr. i. 27 …… Kupfer und Kupferwerkstoffe ein Beitrag zur öffentlichen Gesundheitsvorsorge; Bestell-Nr. i. 28 …… Kupfer – der Nachhaltigkeit verpflichtet
Doorknobs: a source of nosocomial infection?
Spezielle ThemenKupferwerkstoffe im Kraftfahrzeugbau; Bestell-Nr. s. 160 …… Die Korrosionsbeständigkeit metallischer Automobilbremsleitungen - Mängelhäufigkeit in Deutschland und Schweden; Bestell-Nr. s. 161 …… Ammoniakanlagen und Kupfer-Werkstoffe?; Bestell-Nr. s. 210 …… Kupferwerkstoffe in Ammoniakkälteanlagen; Bestell-Nr. s. 211 …… Kupferrohre in der Kälte-Klimatechnik, für technische und medizinische Gase Bestell-Nr. i. 164
DKI-Fachbücher* Kupfer in der Landwirtschaft …… Kupfer im Hochbau EUR 10,00**** …… Planungsleitfaden Kupfer – Messing – Bronze EUR 10,00**** …… Architektur und Solarthermie Dokumentation zum Architekturpreis EUR 10,00
CD-ROM des Deutschen Kupferinstituts Solares Heizen EUR 10,00 …… Neue Last in alten Netzen EUR 10,00 …… Faltmuster für Falzarbeiten mit Kupfer Muster für Ausbildungsvorlagen in der Klempnertechnik EUR 10,00 …… Werkstofftechnik – Herstellungsverfahren EUR 10,00
Lernprogramm Die fachgerechte Kupferrohr-Installation EUR 10,00***
Filmdienst des DKI „Kupfer in unserem Leben“ Videokassette oder DVD, 20 Min. Schutzgebühr EUR 10,00 …… „Fachgerechtes Verbinden von Kupferrohren“ Lehrfilm, DVD, 15 Min. Schutzgebühr EUR 10,00 …… „Kupfer in der Klempnertechnik“ Lehrfilm, Videokassette, 15 Min. Schutzgebühr EUR 10,00
* Fachbücher des DKI sind über den Fachbuchhandel zu beziehen oder ebenso wie Sonderdrucke, Informationsdrucke und Informationsbroschüren direkt vom Deutschen Kupferinstitut, Am Bonneshof 5, 40474 Düsseldorf.
*** Sonderkonditionen für Berufsschulen
**** Sonderkonditionen auf Anfrage
6. Verlagsprogramm
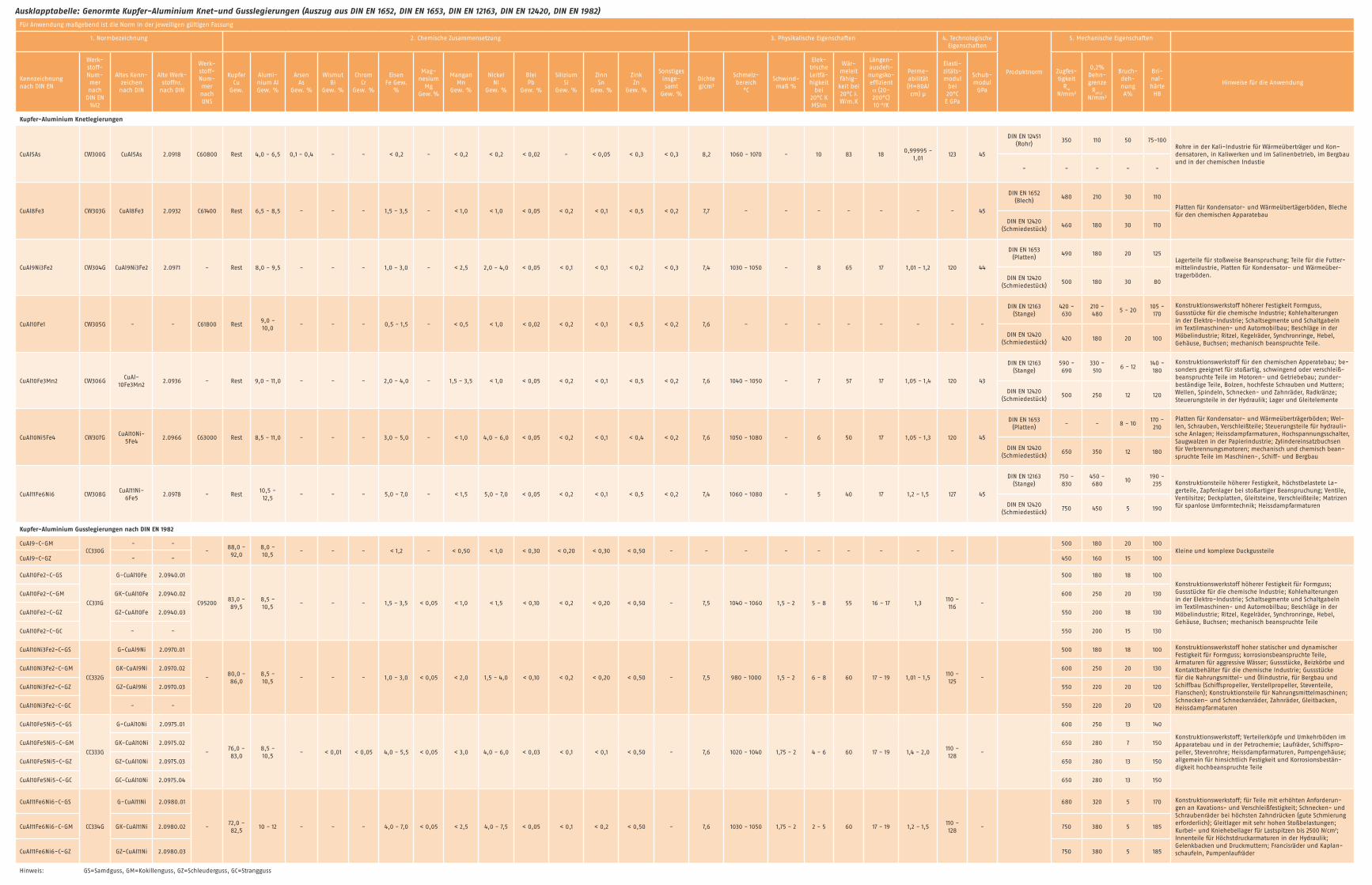
Ausklapptabelle: Genormte Kupfer-Aluminium Knet-und Gusslegierungen (Auszug aus DIN EN 1652, DIN EN 1653, DIN EN 12163, DIN EN 12420, DIN EN 1982)
Für Anwendung maßgebend ist die Norm in der jeweiligen gültigen Fassung
1. Normbezeichnung 2. Chemische Zusammensetzung 3. Physikalische Eigenschaften 4. Technologische Eigenschaften
Produktnorm
5. Mechanische Eigenschaften
Kennzeichnungnach DIN EN
Werk-stoff-Num-mer nach
DIN EN 1412
Altes Kenn-zeichen nach DIN
Alte Werk-stoffnr.
nach DIN
Werk-stoff- Num-mer nach UNS
Kupfer Cu
Gew.
Alumi-nium Al Gew. %
ArsenAs
Gew. %
WismutBi
Gew. %
ChromCr
Gew. %
Eisen Fe Gew.
%
Mag-nesium
Mg Gew. %
ManganMn
Gew. %
NickelNI
Gew. %
BleiPb
Gew. %
SiliziumSi
Gew. %
ZinnSn
Gew. %
ZinkZn
Gew. %
Sonstigesinsge-samt
Gew. %
Dichteg/cm³
Schmelz- bereich
°C
Schwind- maß %
Elek-trische Leitfä-higkeit
bei 20°C K MS/m
Wär-meleit fähig-keit bei 20°C λ W/m.K
Längen-ausdeh-nungsko-effizient α (20-200°C) 10-6/K
Perme-abilität (H=80A/cm) µ
Elasti-zitäts-modul
bei 20°C E GPa
Schub-modul
GPa
Zugfes-tigkeit
Rm
N/mm²
0,2% Dehn-grenze
Rp0,2
N/mm²
Bruch-deh-nung A%
Bri-nal-härte
HB
Hinweise für die Anwendung
Kupfer-Aluminium Knetlegierungen
CuAl5As CW300G CuAl5As 2.0918 C60800 Rest 4,0 - 6,5 0,1 - 0,4 - - < 0,2 - < 0,2 < 0,2 < 0,02 - < 0,05 < 0,3 < 0,3 8,2 1060 - 1070 - 10 83 180,99995 -
1,01123 45
DIN EN 12451 (Rohr)
350 110 50 75-100Rohre in der Kali-Industrie für Wärmeüberträger und Kon-densatoren, in Kaliwerken und im Salinenbetrieb, im Bergbau und in der chemischen Industie
- - - - -
CuAl8Fe3 CW303G CuAl8Fe3 2.0932 C61400 Rest 6,5 - 8,5 - - - 1,5 - 3,5 - < 1,0 < 1,0 < 0,05 < 0,2 < 0,1 < 0,5 < 0,2 7,7 - - - - - - - 45
DIN EN 1652 (Blech)
480 210 30 110
Platten für Kondensator- und Wärmeübertägerböden, Bleche für den chemischen Apparatebau
DIN EN 12420 (Schmiedestück)
460 180 30 110
CuAl9Ni3Fe2 CW304G CuAl9Ni3Fe2 2.0971 - Rest 8,0 - 9,5 - - - 1,0 - 3,0 - < 2,5 2,0 - 4,0 < 0,05 < 0,1 < 0,1 < 0,2 < 0,3 7,4 1030 - 1050 - 8 65 17 1,01 - 1,2 120 44
DIN EN 1653 (Platten)
490 180 20 125Lagerteile für stoßweise Beanspruchung; Teile für die Futter-mittelindustrie, Platten für Kondensator- und Wärmeüber-tragerböden.DIN EN 12420
(Schmiedestück)500 180 30 80
CuAl10Fe1 CW305G - - C61800 Rest9,0 - 10,0
- - - 0,5 - 1,5 - < 0,5 < 1,0 < 0,02 < 0,2 < 0,1 < 0,5 < 0,2 7,6 - - - - - - - -
DIN EN 12163 (Stange)
420 - 630
210 - 480
5 - 20105 - 170
Konstruktionswerkstoff höherer Festigkeit Formguss, Gussstücke für die chemische Industrie; Kohlehalterungen in der Elektro-Industrie; Schaltsegmente und Schaltgabeln im Textilmaschinen- und Automobilbau; Beschläge in der Möbelindustrie; Ritzel, Kegelräder, Synchronringe, Hebel, Gehäuse, Buchsen; mechanisch beanspruchte Teile.
DIN EN 12420 (Schmiedestück)
420 180 20 100
CuAl10Fe3Mn2 CW306GCuAl-
10Fe3Mn22.0936 - Rest 9,0 - 11,0 - - - 2,0 - 4,0 - 1,5 - 3,5 < 1,0 < 0,05 < 0,2 < 0,1 < 0,5 < 0,2 7,6 1040 - 1050 - 7 57 17 1,05 - 1,4 120 43
DIN EN 12163 (Stange)
590 - 690
330 - 510
6 - 12140 - 180
Konstruktionswerkstoff für den chemischen Apperatebau; be-sonders geeignet für stoßartig, schwingend oder verschleiß-beanspruchte Teile im Motoren- und Getriebebau; zunder-beständige Teile, Bolzen, hochfeste Schrauben und Muttern; Wellen, Spindeln, Schnecken- und Zahnräder, Radkränze; Steuerungsteile in der Hydraulik; Lager und Gleitelemente
DIN EN 12420 (Schmiedestück)
500 250 12 120
CuAl10Ni5Fe4 CW307GCuAl10Ni-
5Fe42.0966 C63000 Rest 8,5 - 11,0 - - - 3,0 - 5,0 - < 1,0 4,0 - 6,0 < 0,05 < 0,2 < 0,1 < 0,4 < 0,2 7,6 1050 - 1080 - 6 50 17 1,05 - 1,3 120 45
DIN EN 1653 (Platten)
- - 8 - 10170 - 210
Platten für Kondensator- und Wärmeüberträgerböden; Wel-len, Schrauben, Verschleißteile; Steuerungsteile für hydrauli-sche Anlagen; Heissdampfarmaturen, Hochspannungsschalter, Saugwalzen in der Papierindustrie; Zylindereinsatzbuchsen für Verbrennungsmotoren; mechanisch und chemisch bean-spruchte Teile im Maschinen-, Schiff- und Bergbau
DIN EN 12420 (Schmiedestück)
650 350 12 180
CuAl11Fe6Ni6 CW308GCuAl11Ni-
6Fe52.0978 - Rest
10,5 - 12,5
- - - 5,0 - 7,0 - < 1,5 5,0 - 7,0 < 0,05 < 0,2 < 0,1 < 0,5 < 0,2 7,4 1060 - 1080 - 5 40 17 1,2 - 1,5 127 45
DIN EN 12163 (Stange)
750 - 830
450 - 680
10190 - 235 Konstruktionsteile höherer Festigkeit, höchstbelastete La-
gerteile, Zapfenlager bei stoßartiger Beanspruchung; Ventile, Ventilsitze; Deckplatten, Gleitsteine, Verschleißteile; Matrizen für spanlose Umformtechnik; HeissdampfarmaturenDIN EN 12420
(Schmiedestück)750 450 5 190
Kupfer-Aluminium Gusslegierungen nach DIN EN 1982
CuAl9-C-GMCC330G
- - -
88,0 - 92,0
8,0 - 10,5
- - - < 1,2 - < 0,50 < 1,0 < 0,30 < 0,20 < 0,30 < 0,50 - - - - - - - - -500 180 20 100
Kleine und komplexe DuckgussteileCuAl9-C-GZ - - 450 160 15 100
CuAl10Fe2-C-GS
CC331G
G-CuAl10Fe 2.0940.01
C9520083,0 - 89,5
8,5 - 10,5
- - - 1,5 - 3,5 < 0,05 < 1,0 < 1,5 < 0,10 < 0,2 < 0,20 < 0,50 - 7,5 1040 - 1060 1,5 - 2 5 - 8 55 16 - 17 1,3110 - 116
-
500 180 18 100
Konstruktionswerkstoff höherer Festigkeit für Formguss; Gussstücke für die chemische Industrie; Kohlehalterungen in der Elektro-Industrie; Schaltsegmente und Schaltgabeln im Textilmaschinen- und Automobilbau; Beschläge in der Möbelindustrie; Ritzel, Kegelräder, Synchronringe, Hebel, Gehäuse, Buchsen; mechanisch beanspruchte Teile
CuAl10Fe2-C-GM GK-CuAl10Fe 2.0940.02 600 250 20 130
CuAl10Fe2-C-GZ GZ-CuAl10Fe 2.0940.03 550 200 18 130
CuAl10Fe2-C-GC - - 550 200 15 130
CuAl10Ni3Fe2-C-GS
CC332G
G-CuAl9Ni 2.0970.01
-80,0 - 86,0
8,5 - 10,5
- - - 1,0 - 3,0 < 0,05 < 2,0 1,5 - 4,0 < 0,10 < 0,2 < 0,20 < 0,50 - 7,5 980 - 1000 1,5 - 2 6 - 8 60 17 - 19 1,01 - 1,5110 - 125
-
500 180 18 100 Konstruktionswerkstoff hoher statischer und dynamischer Festigkeit für Formguss; korrosionsbeanspruchte Teile, Armaturen für aggressive Wässer; Gussstücke, Beizkörbe und Kontaktbehälter für die chemische Industrie; Gussstücke für die Nahrungsmittel- und Ölindustrie, für Bergbau und Schiffbau (Schiffspropeller, Verstellpropeller, Steventeile, Flanschen); Konstruktionsteile für Nahrungsmittelmaschinen; Schnecken- und Schneckenräder, Zahnräder, Gleitbacken, Heissdampfarmaturen
CuAl10Ni3Fe2-C-GM GK-CuAl9Ni 2.0970.02 600 250 20 130
CuAl10Ni3Fe2-C-GZ GZ-CuAl9Ni 2.0970.03 550 220 20 120
CuAl10Ni3Fe2-C-GC - - 550 220 20 120
CuAl10Fe5Ni5-C-GS
CC333G
G-CuAl10Ni 2.0975.01
-76,0 - 83,0
8,5 - 10,5
- < 0,01 < 0,05 4,0 - 5,5 < 0,05 < 3,0 4,0 - 6,0 < 0,03 < 0,1 < 0,1 < 0,50 - 7,6 1020 - 1040 1,75 - 2 4 - 6 60 17 - 19 1,4 - 2,0110 - 128
-
600 250 13 140
Konstruktionswerkstoff; Verteilerköpfe und Umkehrböden im Apparatebau und in der Petrochemie; Laufräder, Schiffspro-peller, Stevenrohre; Heissdampfarmaturen, Pumpengehäuse; allgemein für hinsichtlich Festigkeit und Korrosionsbestän-digkeit hochbeanspruchte Teile
CuAl10Fe5Ni5-C-GM GK-CuAl10Ni 2.0975.02 650 280 7 150
CuAl10Fe5Ni5-C-GZ GZ-CuAl10Ni 2.0975.03 650 280 13 150
CuAl10Fe5Ni5-C-GC GC-CuAl10Ni 2.0975.04 650 280 13 150
CuAl11Fe6Ni6-C-GS
CC334G
G-CuAl11Ni 2.0980.01
-72,0 - 82,5
10 - 12 - - - 4,0 - 7,0 < 0,05 < 2,5 4,0 - 7,5 < 0,05 < 0,1 < 0,2 < 0,50 - 7,6 1030 - 1050 1,75 - 2 2 - 5 60 17 - 19 1,2 - 1,5110 - 128
-
680 320 5 170 Konstruktionswerkstoff; für Teile mit erhöhten Anforderun-gen an Kavations- und Verschleißfestigkeit; Schnecken- und Schraubenräder bei höchsten Zahndrücken (gute Schmierung erforderlich); Gleitlager mit sehr hohen Stoßbelastungen; Kurbel- und Kniehebellager für Lastspitzen bis 2500 N/cm2; Innenteile für Höchstdruckarmaturen in der Hydraulik; Gelenkbacken und Druckmuttern; Francisräder und Kaplan-schaufeln, Pumpenlaufräder
CuAl11Fe6Ni6-C-GM GK-CuAl11Ni 2.0980.02 750 380 5 185
CuAl11Fe6Ni6-C-GZ GZ-CuAl11Ni 2.0980.03 750 380 5 185
Hinweis: GS=Samdguss, GM=Kokillenguss, GZ=Schleuderguss, GC=Strangguss

Auskunfts- und Beratungsstellefür die Verwendung vonKupfer und Kupferlegierungen
Am Bonneshof 540474 DüsseldorfTelefon: (0211) 4 79 63 00Telefax: (0211) 4 79 63 [email protected]
www.kupferinstitut.de
08-3556_Informationsdruck i.15:Informationsdruck i.15 15.03.2010 9:24 Uhr Seite 2





























