Embed Size (px)
Citation preview
GIESSEREITECHNIK
KUPFER-GUSSLEGIERUNGEN
Die ZOLLERN-Werke
Die ZOLLERN-Gruppe ist ein weltweit tätiges Unter-nehmen mit über 3000 Mitarbeitern. Zu unserenGeschäftsfeldern zählen Antriebstechnik (Automation,Getriebe u. Winden), Gleitlagertechnik, Maschinenbau -elemente, Gießereitechnik und Stahlprofile.
KUPFER-GUSSLEGIERUNGEN
• Kupfer-Aluminium-Gusslegierungen 4
• Kupfer-Zinn- und Kupfer-Zinn-Zink-Gusslegierungen 6
• Kupfer-Zink-Gusslegierungen 8
• Kupfer-Blei-Zinn-Gusslegierungen 8
• Kupfer-Nickel-Gusslegierungen 10
• Kupfer-Gusswerkstoffe 10
KUPFER-GUSSLEGIERUNGEN

2 3
GIESSEREITECHNIK
Gießen auf höchstem Niveau
Seit der Firmengründung 1708 werden im Laucherthal Gussstücke ausmetallischen Werkstoffen gegossen. Neben Eisen und Stahl wurde um1890 auch eine Bronzegießerei eingerichtet. Heute liegt der Schwerpunktauf Sandgussteilen aus Kupfer und Kupferlegierungen sowie aus hoch-und niedriglegierten Stählen oder auch Nickellegierungen.
Für hand- oder maschinengeformte Teile werden kunstharzgebundeneSande verwendet. Dies sichert eine gute Oberfläche und enge Toleranzen,auch eine hohe Werkstoffqualität. Für besondere Anwendungen bzw.Anforderungen steht uns das Maskenformverfahren oder die Verwendungvon Keramikformen und Keramikkernen zur Verfügung. Abgüsse aus Kup-ferlegierungen sind bis zu einem Liefergewicht von ca. 7000 kg möglich,aus Stahl bis ca. 1200 kg.
In der mit modernsten CNC-Maschinen ausgestatteten Bearbeitungswerk-statt können die Abgüsse nach Kundenzeichnungen vor- oder fertigbear-beitet werden. Im Labor und in der Werkstoffprüfung sind alle gängigenzerstörenden und zerstörungsfreien Prüfungen und Untersuchungen mög-lich. Die Fertigung ist nach DIN EN ISO 9001 : 2000 zertifiziert. Qualitätund Liefertreue sind für uns die Grundvoraussetzung für ein erfolgreichesWirken am nationalen und internationalen Markt.
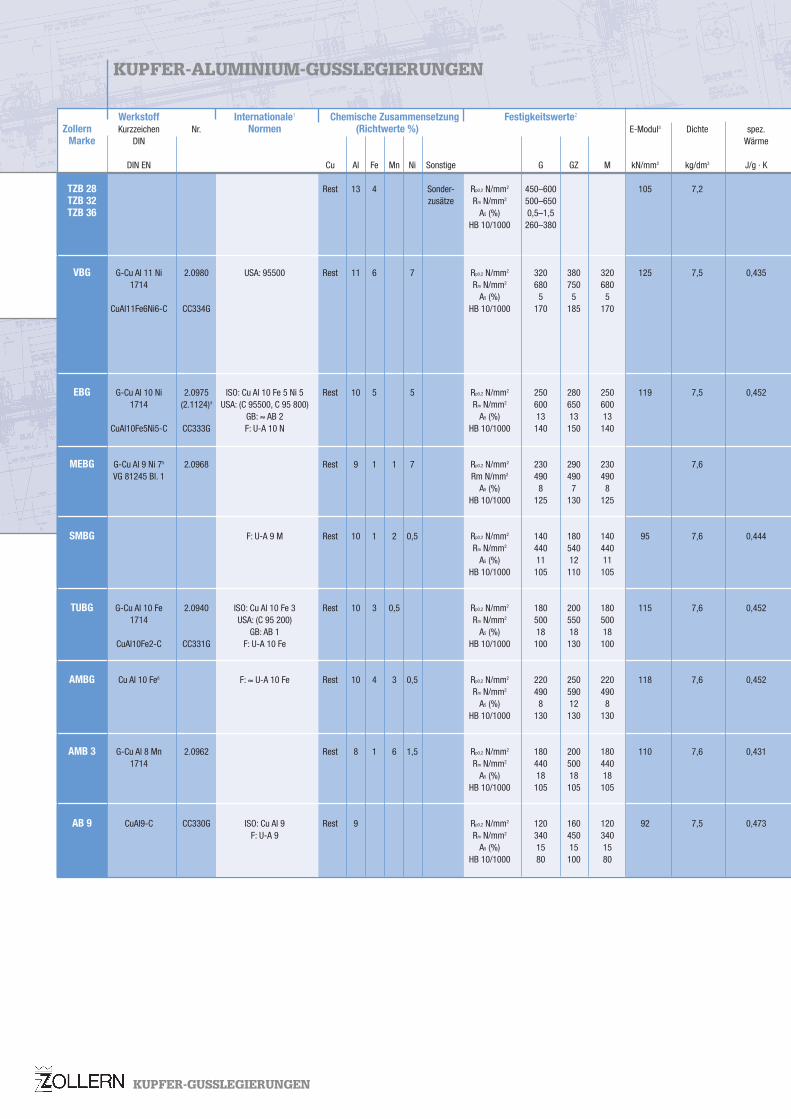
KUPFER-ALUMINIUM-GUSSLEGIERUNGEN
KUPFER-GUSSLEGIERUNGEN
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-Modul3
Marke DIN
DIN EN Cu Al Fe Mn Ni Sonstige G GZ M kN/mm2
TZB 28 Rest 13 4 Sonder- Rp0,2 N/mm2 450–600 105TZB 32 zusätze Rm N/mm2 500–650TZB 36 A5 (%) 0,5–1,5
HB 10/1000 260–380
VBG G-Cu Al 11 Ni 2.0980 USA: 95500 Rest 11 6 7 Rp0,2 N/mm2 320 380 320 1251714 Rm N/mm2 680 750 680
A5 (%) 5 5 5CuAl11Fe6Ni6-C CC334G HB 10/1000 170 185 170
EBG G-Cu Al 10 Ni 2.0975 ISO: Cu Al 10 Fe 5 Ni 5 Rest 10 5 5 Rp0,2 N/mm2 250 280 250 1191714 (2.1124)4 USA: (C 95500, C 95 800) Rm N/mm2 600 650 600
GB: ≈ AB 2 A5 (%) 13 13 13CuAl10Fe5Ni5-C CC333G F: U-A 10 N HB 10/1000 140 150 140
MEBG G-Cu Al 9 Ni 75 2.0968 Rest 9 1 1 7 Rp0,2 N/mm2 230 290 230VG 81245 Bl. 1 Rm N/mm2 490 490 490
A5 (%) 8 7 8HB 10/1000 125 130 125
SMBG F: U-A 9 M Rest 10 1 2 0,5 Rp0,2 N/mm2 140 180 140 95Rm N/mm2 440 540 440
A5 (%) 11 12 11HB 10/1000 105 110 105
TUBG G-Cu Al 10 Fe 2.0940 ISO: Cu Al 10 Fe 3 Rest 10 3 0,5 Rp0,2 N/mm2 180 200 180 1151714 USA: (C 95 200) Rm N/mm2 500 550 500
GB: AB 1 A5 (%) 18 18 18CuAl10Fe2-C CC331G F: U-A 10 Fe HB 10/1000 100 130 100
AMBG Cu Al 10 Fe6 F: ≈ U-A 10 Fe Rest 10 4 3 0,5 Rp0,2 N/mm2 220 250 220 118Rm N/mm2 490 590 490
A5 (%) 8 12 8HB 10/1000 130 130 130
AMB 3 G-Cu Al 8 Mn 2.0962 Rest 8 1 6 1,5 Rp0,2 N/mm2 180 200 180 1101714 Rm N/mm2 440 500 440
A5 (%) 18 18 18HB 10/1000 105 105 105
AB 9 CuAl9-C CC330G ISO: Cu Al 9 Rest 9 Rp0,2 N/mm2 120 160 120 92F: U-A 9 Rm N/mm2 340 450 340
A5 (%) 15 15 15HB 10/1000 80 100 80
Dichte spez.Wärme
kg/dm3 J/g · K
7,2
7,5 0,435
7,5 0,452
7,6
7,6 0,444
7,6 0,452
7,6 0,452
7,6 0,431
7,5 0,473
4 5
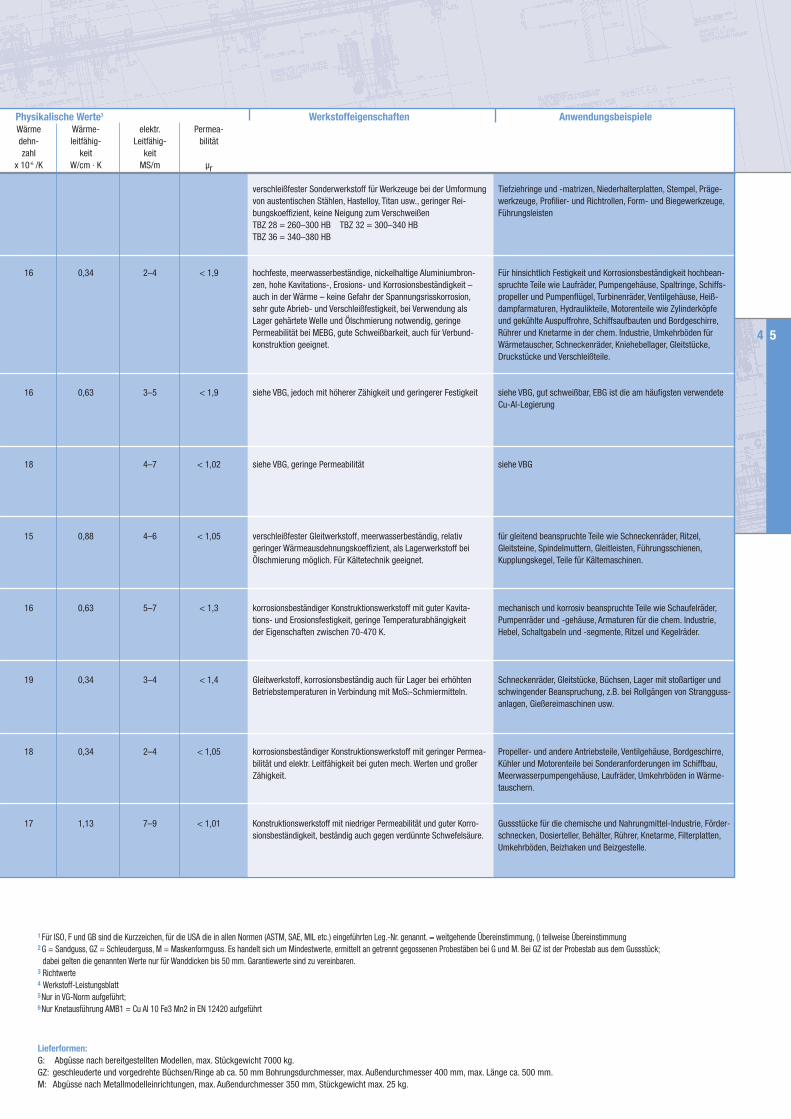
Physikalische Werte3
Wärme Wärme- elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
16 0,34 2–4 < 1,9
16 0,63 3–5 < 1,9
18 4–7 < 1,02
15 0,88 4–6 < 1,05
16 0,63 5–7 < 1,3
19 0,34 3–4 < 1,4
18 0,34 2–4 < 1,05
17 1,13 7–9 < 1,01
Werkstoffeigenschaften
verschleißfester Sonderwerkstoff für Werkzeuge bei der Umformungvon austentischen Stählen, Hastelloy, Titan usw., geringer Rei-bungskoeffizient, keine Neigung zum VerschweißenTBZ 28 = 260–300 HB TBZ 32 = 300–340 HBTBZ 36 = 340–380 HB
hochfeste, meerwasserbeständige, nickelhaltige Aluminiumbron-zen, hohe Kavitations-, Erosions- und Korrosionsbeständigkeit –auch in der Wärme – keine Gefahr der Spannungsrisskorrosion,sehr gute Abrieb- und Verschleißfestigkeit, bei Verwendung alsLager gehärtete Welle und Ölschmierung notwendig, geringe Permeabilität bei MEBG, gute Schweißbarkeit, auch für Verbund-konstruktion geeignet.
siehe VBG, jedoch mit höherer Zähigkeit und geringerer Festigkeit
siehe VBG, geringe Permeabilität
verschleißfester Gleitwerkstoff, meerwasserbeständig, relativ geringer Wärmeausdehnungskoeffizient, als Lagerwerkstoff beiÖlschmierung möglich. Für Kältetechnik geeignet.
korrosionsbeständiger Konstruktionswerkstoff mit guter Kavita-tions- und Erosionsfestigkeit, geringe Temperatur abhängigkeit der Eigenschaften zwischen 70-470 K.
Gleitwerkstoff, korrosionsbeständig auch für Lager bei erhöhtenBetriebstemperaturen in Verbindung mit MoS2-Schmiermitteln.
korrosionsbeständiger Konstruktionswerkstoff mit geringer Permea-bilität und elektr. Leitfähigkeit bei guten mech. Werten und großerZähigkeit.
Konstruktionswerkstoff mit niedriger Permeabilität und guter Korro-sionsbeständigkeit, beständig auch gegen verdünnte Schwefelsäure.
Anwendungsbeispiele
Tiefziehringe und -matrizen, Niederhalterplatten, Stempel, Präge-werkzeuge, Profilier- und Richtrollen, Form- und Biegewerkzeuge,Führungsleisten
Für hinsichtlich Festigkeit und Korrosionsbeständigkeit hochbean-spruchte Teile wie Laufräder, Pumpengehäuse, Spaltringe, Schiffs-propeller und Pumpenflügel, Turbinenräder, Ventilgehäuse, Heiß-dampfarmaturen, Hydraulikteile, Motorenteile wie Zylinderköpfeund gekühlte Auspuffrohre, Schiffsaufbauten und Bordgeschirre,Rührer und Knetarme in der chem. Industrie, Umkehrböden für Wärmetauscher, Schneckenräder, Kniehebellager, Gleitstücke, Druckstücke und Verschleißteile.
siehe VBG, gut schweißbar, EBG ist die am häufigsten verwendeteCu-Al-Legierung
siehe VBG
für gleitend beanspruchte Teile wie Schneckenräder, Ritzel, Gleitsteine, Spindelmuttern, Gleitleisten, Führungsschienen, Kupplungskegel, Teile für Kältemaschinen.
mechanisch und korrosiv beanspruchte Teile wie Schaufelräder,Pumpenräder und -gehäuse, Armaturen für die chem. Industrie,Hebel, Schaltgabeln und -segmente, Ritzel und Kegelräder.
Schneckenräder, Gleitstücke, Büchsen, Lager mit stoßartiger undschwingender Beanspruchung, z.B. bei Rollgängen von Strangguss -anlagen, Gießereimaschinen usw.
Propeller- und andere Antriebsteile, Ventilgehäuse, Bordgeschirre,Kühler und Motorenteile bei Sonderanforderungen im Schiffbau,Meerwasserpumpengehäuse, Laufräder, Umkehrböden in Wärme-tauschern.
Gussstücke für die chemische und Nahrungmittel-Industrie, Förder-schnecken, Dosierteller, Behälter, Rührer, Knetarme, Filterplatten,Umkehrböden, Beizhaken und Beizgestelle.
1 Für ISO, F und GB sind die Kurzzeichen, für die USA die in allen Normen (ASTM, SAE, MIL etc.) eingeführten Leg.-Nr. genannt. ≈ weitgehende Übereinstimmung, () teilweise Übereinstimmung2 G = Sandguss, GZ = Schleuderguss, M = Maskenformguss. Es handelt sich um Mindestwerte, ermittelt an getrennt gegossenen Probestäben bei G und M. Bei GZ ist der Probestab aus dem Gussstück;
dabei gelten die genannten Werte nur für Wanddicken bis 50 mm. Garantiewerte sind zu vereinbaren.3 Richtwerte 4 Werkstoff-Leistungsblatt5Nur in VG-Norm aufgeführt;6Nur Knetausführung AMB1 = Cu Al 10 Fe3 Mn2 in EN 12420 aufgeführt
Lieferformen:G: Abgüsse nach bereitgestellten Modellen, max. Stückgewicht 7000 kg.GZ: geschleuderte und vorgedrehte Büchsen/Ringe ab ca. 50 mm Bohrungsdurchmesser, max. Außendurchmesser 400 mm, max. Länge ca. 500 mm.M: Abgüsse nach Metallmodelleinrichtungen, max. Außendurchmesser 350 mm, Stückgewicht max. 25 kg.
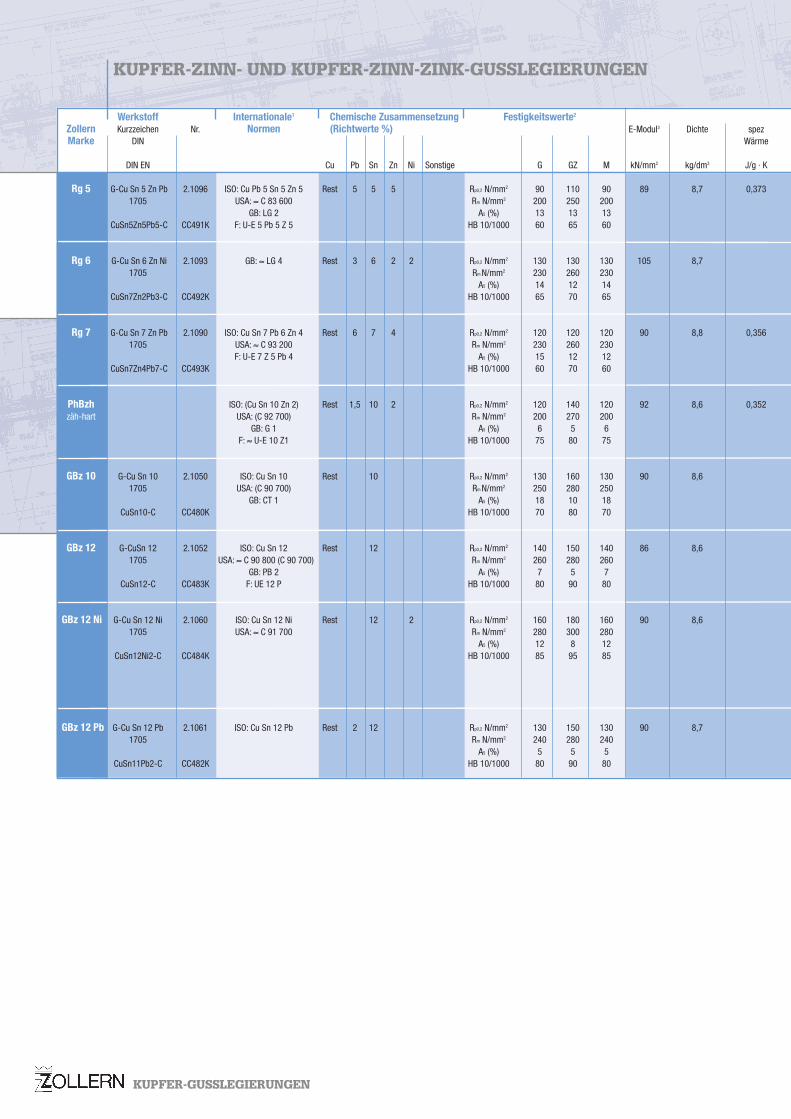
KUPFER-ZINN- UND KUPFER-ZINN-ZINK-GUSSLEGIERUNGEN
KUPFER-GUSSLEGIERUNGEN
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-Modul3
Marke DIN
DIN EN Cu Pb Sn Zn Ni Sonstige G GZ M kN/mm2
Rg 5 G-Cu Sn 5 Zn Pb 2.1096 ISO: Cu Pb 5 Sn 5 Zn 5 Rest 5 5 5 Rp0,2 N/mm2 90 110 90 891705 USA: ≈ C 83 600 Rm N/mm2 200 250 200
GB: LG 2 A5 (%) 13 13 13CuSn5Zn5Pb5-C CC491K F: U-E 5 Pb 5 Z 5 HB 10/1000 60 65 60
Rg 6 G-Cu Sn 6 Zn Ni 2.1093 GB: ≈ LG 4 Rest 3 6 2 2 Rp0,2 N/mm2 130 130 130 1051705 Rm N/mm2 230 260 230
A5 (%) 14 12 14CuSn7Zn2Pb3-C CC492K HB 10/1000 65 70 65
Rg 7 G-Cu Sn 7 Zn Pb 2.1090 ISO: Cu Sn 7 Pb 6 Zn 4 Rest 6 7 4 Rp0,2 N/mm2 120 120 120 901705 USA: ≈ C 93 200 Rm N/mm2 230 260 230
F: U-E 7 Z 5 Pb 4 A5 (%) 15 12 12CuSn7Zn4Pb7-C CC493K HB 10/1000 60 70 60
PhBzh ISO: (Cu Sn 10 Zn 2) Rest 1,5 10 2 Rp0,2 N/mm2 120 140 120 92zäh-hart USA: (C 92 700) Rm N/mm2 200 270 200
GB: G 1 A5 (%) 6 5 6F: ≈ U-E 10 Z1 HB 10/1000 75 80 75
GBz 10 G-Cu Sn 10 2.1050 ISO: Cu Sn 10 Rest 10 Rp0,2 N/mm2 130 160 130 901705 USA: (C 90 700) Rm N/mm2 250 280 250
GB: CT 1 A5 (%) 18 10 18CuSn10-C CC480K HB 10/1000 70 80 70
GBz 12 G-CuSn 12 2.1052 ISO: Cu Sn 12 Rest 12 Rp0,2 N/mm2 140 150 140 861705 USA: ≈ C 90 800 (C 90 700) Rm N/mm2 260 280 260
GB: PB 2 A5 (%) 7 5 7CuSn12-C CC483K F: UE 12 P HB 10/1000 80 90 80
GBz 12 Ni G-Cu Sn 12 Ni 2.1060 ISO: Cu Sn 12 Ni Rest 12 2 Rp0,2 N/mm2 160 180 160 901705 USA: ≈ C 91 700 Rm N/mm2 280 300 280
A5 (%) 12 8 12CuSn12Ni2-C CC484K HB 10/1000 85 95 85
GBz 12 Pb G-Cu Sn 12 Pb 2.1061 ISO: Cu Sn 12 Pb Rest 2 12 Rp0,2 N/mm2 130 150 130 901705 Rm N/mm2 240 280 240
A5 (%) 5 5 5CuSn11Pb2-C CC482K HB 10/1000 80 90 80
Dichte spezWärme
kg/dm3 J/g · K
8,7 0,373
8,7
8,8 0,356
8,6 0,352
8,6
8,6
8,6
8,7
6 7
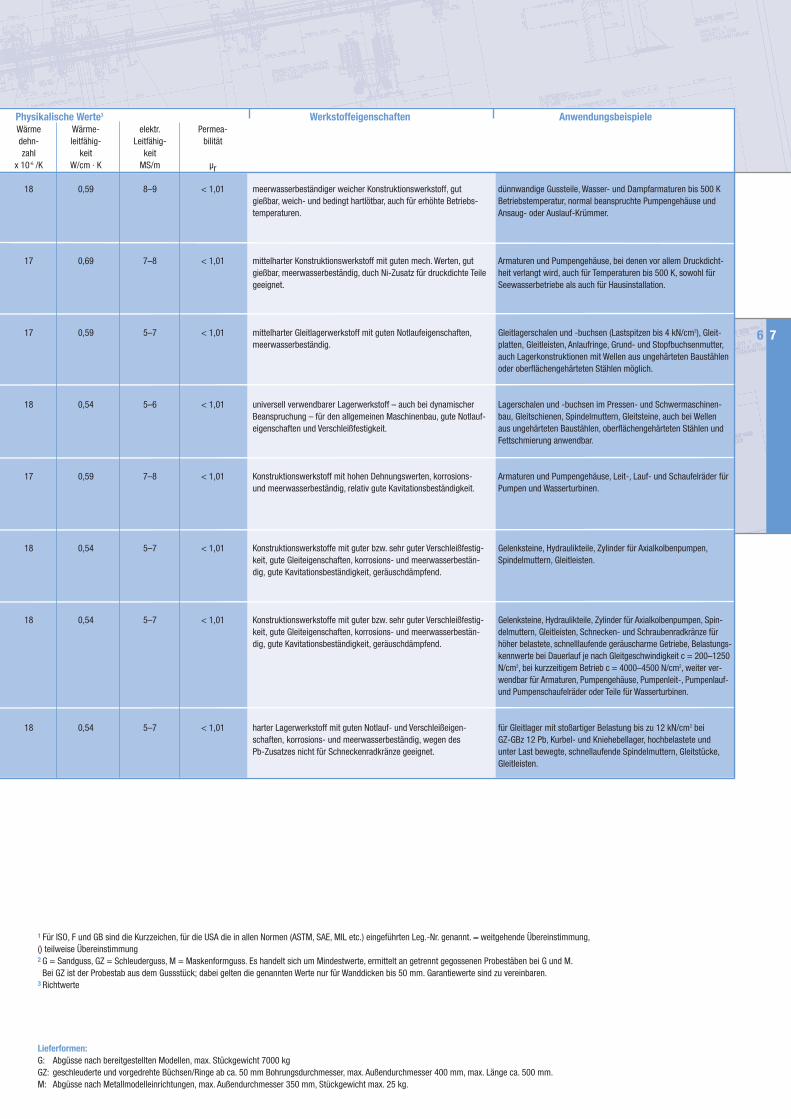
1 Für ISO, F und GB sind die Kurzzeichen, für die USA die in allen Normen (ASTM, SAE, MIL etc.) eingeführten Leg.-Nr. genannt. ≈ weitgehende Übereinstimmung, () teilweise Übereinstimmung2 G = Sandguss, GZ = Schleuderguss, M = Maskenformguss. Es handelt sich um Mindestwerte, ermittelt an getrennt gegossenen Probestäben bei G und M.
Bei GZ ist der Probestab aus dem Gussstück; dabei gelten die genannten Werte nur für Wanddicken bis 50 mm. Garantiewerte sind zu vereinbaren.3 Richtwerte
Lieferformen:G: Abgüsse nach bereitgestellten Modellen, max. Stückgewicht 7000 kgGZ: geschleuderte und vorgedrehte Büchsen/Ringe ab ca. 50 mm Bohrungsdurchmesser, max. Außendurchmesser 400 mm, max. Länge ca. 500 mm.M: Abgüsse nach Metallmodelleinrichtungen, max. Außendurchmesser 350 mm, Stückgewicht max. 25 kg.
Werkstoffeigenschaften
meerwasserbeständiger weicher Konstruktionswerkstoff, gut gießbar, weich- und bedingt hartlötbar, auch für erhöhte Betriebs -temperaturen.
mittelharter Konstruktionswerkstoff mit guten mech. Werten, gutgießbar, meerwasserbeständig, duch Ni-Zusatz für druckdichte Teilegeeignet.
mittelharter Gleitlagerwerkstoff mit guten Notlaufeigenschaften,meerwasserbeständig.
universell verwendbarer Lagerwerkstoff – auch bei dynamischerBeanspruchung – für den allgemeinen Maschinenbau, gute Notlauf-eigenschaften und Verschleißfestigkeit.
Konstruktionswerkstoff mit hohen Dehnungswerten, korrosions-und meerwasserbeständig, relativ gute Kavita tionsbeständigkeit.
Konstruktionswerkstoffe mit guter bzw. sehr guter Verschleißfestig-keit, gute Gleiteigenschaften, korrosions- und meerwasserbestän-dig, gute Kavitationsbeständigkeit, geräuschdämpfend.
Konstruktionswerkstoffe mit guter bzw. sehr guter Verschleißfestig-keit, gute Gleiteigenschaften, korrosions- und meerwasserbestän-dig, gute Kavitationsbeständigkeit, geräuschdämpfend.
harter Lagerwerkstoff mit guten Notlauf- und Verschleißeigen -schaften, korrosions- und meerwasserbeständig, wegen des Pb-Zusatzes nicht für Schneckenradkränze geeignet.
Anwendungsbeispiele
dünnwandige Gussteile, Wasser- und Dampfarmaturen bis 500 KBetriebstemperatur, normal beanspruchte Pumpengehäuse undAnsaug- oder Auslauf-Krümmer.
Armaturen und Pumpengehäuse, bei denen vor allem Druckdicht-heit verlangt wird, auch für Temperaturen bis 500 K, sowohl fürSeewasserbetriebe als auch für Hausinstallation.
Gleitlagerschalen und -buchsen (Lastspitzen bis 4 kN/cm2), Gleit-platten, Gleitleisten, Anlaufringe, Grund- und Stopfbuchsenmutter,auch Lagerkonstruktionen mit Wellen aus unge här teten Baustählenoder oberflächengehärteten Stählen möglich.
Lagerschalen und -buchsen im Pressen- und Schwermaschinen-bau, Gleitschienen, Spindelmuttern, Gleitsteine, auch bei Wellen aus ungehärteten Baustählen, oberflächengehärteten Stählen undFettschmierung anwendbar.
Armaturen und Pumpengehäuse, Leit-, Lauf- und Schaufelräder fürPumpen und Wasserturbinen.
Gelenksteine, Hydraulikteile, Zylinder für Axialkolbenpumpen, Spindelmuttern, Gleitleisten.
Gelenksteine, Hydraulikteile, Zylinder für Axialkolbenpumpen, Spin-delmuttern, Gleitleisten, Schnecken- und Schraubenradkränze fürhöher belastete, schnelllaufende geräuscharme Getriebe, Belas tungs -kennwerte bei Dauerlauf je nach Gleitgeschwindigkeit c = 200–1250N/cm2, bei kurzzeitigem Betrieb c = 4000–4500 N/cm2, weiter ver-wendbar für Armaturen, Pumpengehäuse, Pumpenleit-, Pum penlauf-und Pumpenschaufelräder oder Teile für Wasserturbinen.
für Gleitlager mit stoßartiger Belastung bis zu 12 kN/cm2 bei GZ-GBz 12 Pb, Kurbel- und Kniehebellager, hochbelastete und unter Last bewegte, schnellaufende Spindelmuttern, Gleitstücke,Gleitleisten.
Physikalische Werte3
Wärme Wärme- elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
18 0,59 8–9 < 1,01
17 0,69 7–8 < 1,01
17 0,59 5–7 < 1,01
18 0,54 5–6 < 1,01
17 0,59 7–8 < 1,01
18 0,54 5–7 < 1,01
18 0,54 5–7 < 1,01
18 0,54 5–7 < 1,01
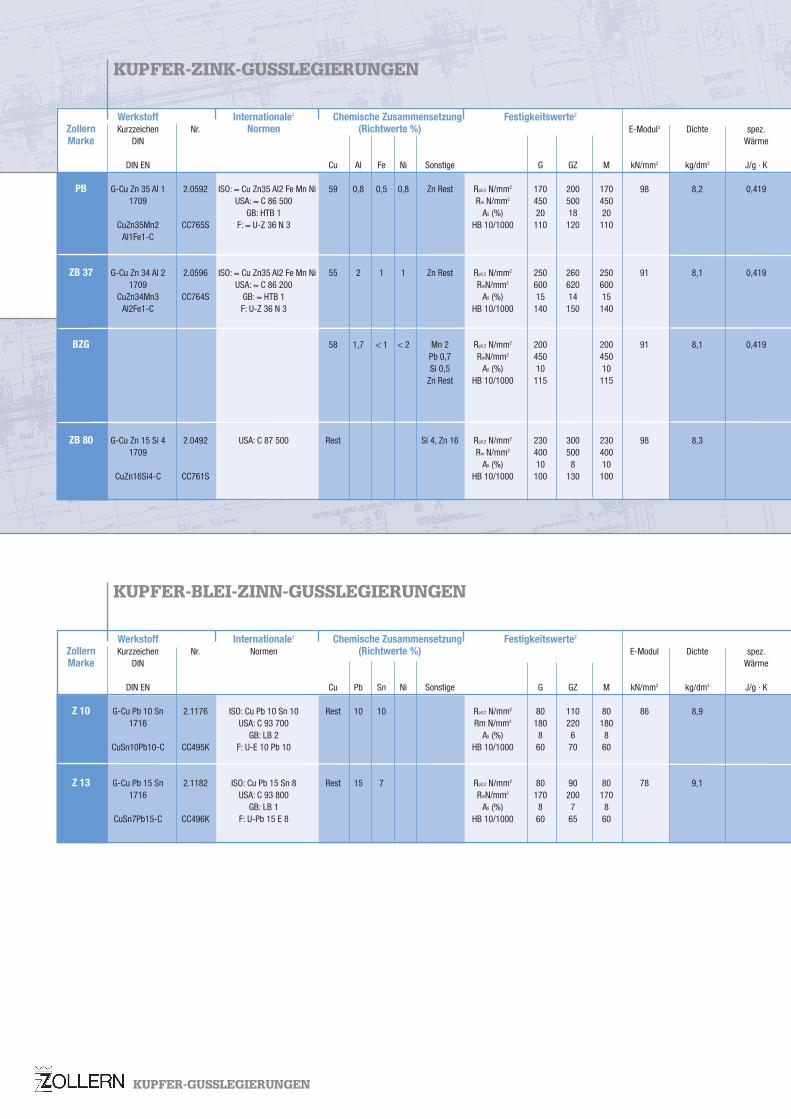
KUPFER-ZINK-GUSSLEGIERUNGEN
KUPFER-GUSSLEGIERUNGEN
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-Modul3
Marke DIN
DIN EN Cu Al Fe Ni Sonstige G GZ M kN/mm2
PB G-Cu Zn 35 Al 1 2.0592 ISO: ≈ Cu Zn35 Al2 Fe Mn Ni 59 0,8 0,5 0,8 Zn Rest Rp0,2 N/mm2 170 200 170 981709 USA: ≈ C 86 500 Rm N/mm2 450 500 450
GB: HTB 1 A5 (%) 20 18 20CuZn35Mn2 CC765S F: ≈ U-Z 36 N 3 HB 10/1000 110 120 110
Al1Fe1-C
ZB 37 G-Cu Zn 34 Al 2 2.0596 ISO: ≈ Cu Zn35 Al2 Fe Mn Ni 55 2 1 1 Zn Rest Rp0,2 N/mm2 250 260 250 911709 USA: ≈ C 86 200 RmN/mm2 600 620 600
CuZn34Mn3 CC764S GB: ≈ HTB 1 A5 (%) 15 14 15Al2Fe1-C F: U-Z 36 N 3 HB 10/1000 140 150 140
BZG 58 1,7 < 1 < 2 Mn 2 Rp0,2 N/mm2 200 200 91Pb 0,7 RmN/mm2 450 450Si 0,5 A5 (%) 10 10
Zn Rest HB 10/1000 115 115
ZB 80 G-Cu Zn 15 Si 4 2.0492 USA: C 87 500 Rest Si 4, Zn 16 Rp0,2 N/mm2 230 300 230 981709 Rm N/mm2 400 500 400
A5 (%) 10 8 10CuZn16Si4-C CC761S HB 10/1000 100 130 100
Dichte spez.Wärme
kg/dm3 J/g · K
8,2 0,419
8,1 0,419
8,1 0,419
8,3
KUPFER-BLEI-ZINN-GUSSLEGIERUNGEN
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-ModulMarke DIN
DIN EN Cu Pb Sn Ni Sonstige G GZ M kN/mm2
Z 10 G-Cu Pb 10 Sn 2.1176 ISO: Cu Pb 10 Sn 10 Rest 10 10 Rp0,2 N/mm2 80 110 80 861716 USA: C 93 700 Rm N/mm2 180 220 180
GB: LB 2 A5 (%) 8 6 8CuSn10Pb10-C CC495K F: U-E 10 Pb 10 HB 10/1000 60 70 60
Z 13 G-Cu Pb 15 Sn 2.1182 ISO: Cu Pb 15 Sn 8 Rest 15 7 Rp0,2 N/mm2 80 90 80 781716 USA: C 93 800 RmN/mm2 170 200 170
GB: LB 1 A5 (%) 8 7 8CuSn7Pb15-C CC496K F: U-Pb 15 E 8 HB 10/1000 60 65 60
Dichte spez.Wärme
kg/dm3 J/g · K
8,9
9,1
8 9
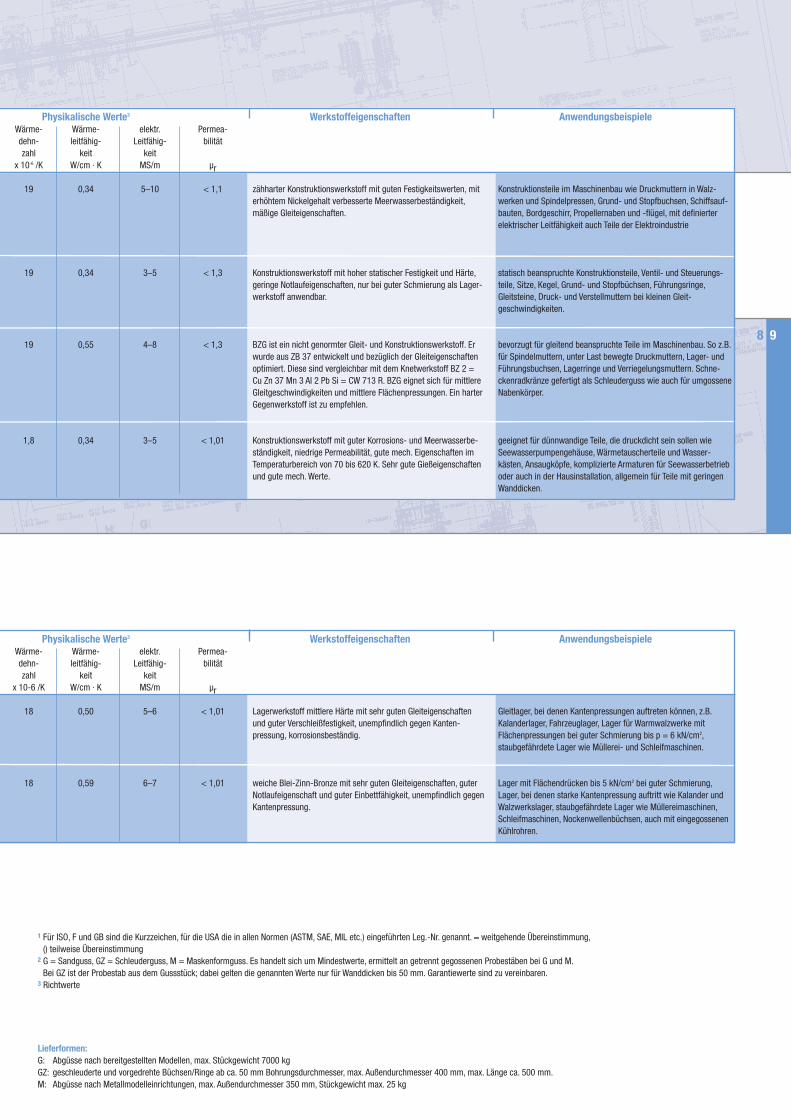
Werkstoffeigenschaften
zähharter Konstruktionswerkstoff mit guten Festigkeitswerten, miterhöhtem Nickelgehalt verbesserte Meerwasserbeständigkeit,mäßige Gleiteigenschaften.
Konstruktionswerkstoff mit hoher statischer Festigkeit und Härte,geringe Notlaufeigenschaften, nur bei guter Schmierung als Lager-werkstoff anwendbar.
BZG ist ein nicht genormter Gleit- und Konstruktionswerkstoff. Erwurde aus ZB 37 entwickelt und bezüglich der Gleiteigenschaftenoptimiert. Diese sind vergleichbar mit dem Knetwerkstoff BZ 2 = Cu Zn 37 Mn 3 AI 2 Pb Si = CW 713 R. BZG eignet sich für mittlereGleitgeschwindigkeiten und mittlere Flächenpressungen. Ein harterGegenwerkstoff ist zu empfehlen.
Konstruktionswerkstoff mit guter Korrosions- und Meerwasserbe-ständigkeit, niedrige Permeabilität, gute mech. Eigenschaften imTemperaturbereich von 70 bis 620 K. Sehr gute Gießeigenschaftenund gute mech. Werte.
Anwendungsbeispiele
Konstruktionsteile im Maschinenbau wie Druckmuttern in Walz -werken und Spindelpressen, Grund- und Stopfbuchsen, Schiffsauf-bauten, Bordgeschirr, Propellernaben und -flügel, mit definierterelektrischer Leitfähigkeit auch Teile der Elektroindustrie
statisch beanspruchte Konstruktionsteile, Ventil- und Steuerungs -teile, Sitze, Kegel, Grund- und Stopfbüchsen, Führungsringe, Gleitsteine, Druck- und Verstellmuttern bei kleinen Gleit -geschwindig keiten.
bevorzugt für gleitend beanspruchte Teile im Maschinenbau. So z.B.für Spindelmuttern, unter Last bewegte Druckmuttern, Lager- undFührungsbuchsen, Lagerringe und Verriegelungsmuttern. Schne -cken radkränze gefertigt als Schleuderguss wie auch für um gosseneNabenkörper.
geeignet für dünnwandige Teile, die druckdicht sein sollen wie Seewasserpumpengehäuse, Wärmetauscherteile und Wasser -kästen, Ansaugköpfe, komplizierte Armaturen für Seewasserbetrieboder auch in der Hausinstallation, allgemein für Teile mit geringenWanddicken.
Physikalische Werte3
Wärme- Wärme- elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
19 0,34 5–10 < 1,1
19 0,34 3–5 < 1,3
19 0,55 4–8 < 1,3
1,8 0,34 3–5 < 1,01
Physikalische Werte3
Wärme- Wärme- elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
18 0,50 5–6 < 1,01
18 0,59 6–7 < 1,01
Werkstoffeigenschaften
Lagerwerkstoff mittlere Härte mit sehr guten Gleiteigenschaftenund guter Verschleißfestigkeit, unempfindlich gegen Kanten -pressung, korrosionsbeständig.
weiche Blei-Zinn-Bronze mit sehr guten Gleiteigenschaften, guterNotlaufeigenschaft und guter Einbettfähigkeit, unempfindlich gegenKantenpressung.
Anwendungsbeispiele
Gleitlager, bei denen Kantenpressungen auftreten können, z.B.Kalanderlager, Fahrzeuglager, Lager für Warmwalzwerke mit Flächenpressungen bei guter Schmierung bis p = 6 kN/cm2, staubgefährdete Lager wie Müllerei- und Schleifmaschinen.
Lager mit Flächendrücken bis 5 kN/cm2 bei guter Schmierung,Lager, bei denen starke Kantenpressung auftritt wie Kalander undWalzwerkslager, staubgefährdete Lager wie Müllereimaschinen,Schleifmaschinen, Nockenwellenbüchsen, auch mit eingegossenenKühlrohren.
1 Für ISO, F und GB sind die Kurzzeichen, für die USA die in allen Normen (ASTM, SAE, MIL etc.) eingeführten Leg.-Nr. genannt. ≈ weitgehende Übereinstimmung, () teilweise Übereinstimmung
2 G = Sandguss, GZ = Schleuderguss, M = Maskenformguss. Es handelt sich um Mindestwerte, ermittelt an getrennt gegossenen Probestäben bei G und M.Bei GZ ist der Probestab aus dem Gussstück; dabei gelten die genannten Werte nur für Wanddicken bis 50 mm. Garantiewerte sind zu vereinbaren.
3 Richtwerte
Lieferformen:G: Abgüsse nach bereitgestellten Modellen, max. Stückgewicht 7000 kgGZ: geschleuderte und vorgedrehte Büchsen/Ringe ab ca. 50 mm Bohrungsdurchmesser, max. Außendurchmesser 400 mm, max. Länge ca. 500 mm.M: Abgüsse nach Metallmodelleinrichtungen, max. Außendurchmesser 350 mm, Stückgewicht max. 25 kg
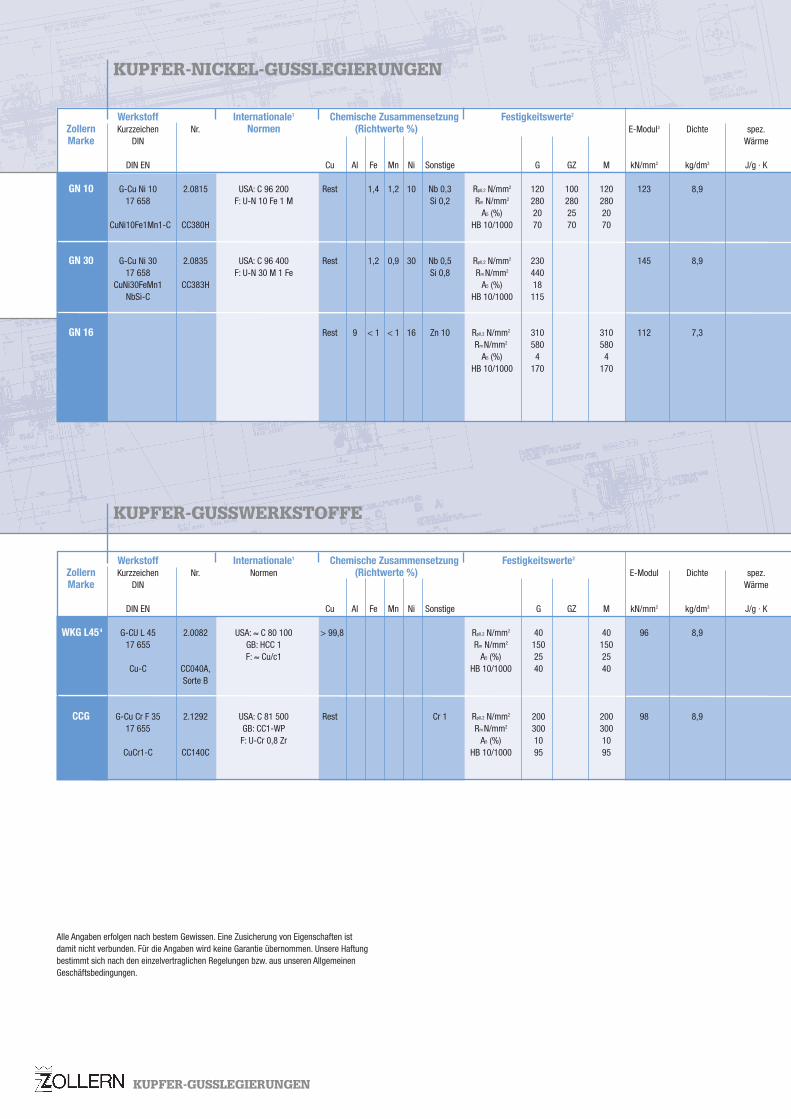
KUPFER-NICKEL-GUSSLEGIERUNGEN
KUPFER-GUSSLEGIERUNGEN
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-Modul3
Marke DIN
DIN EN Cu Al Fe Mn Ni Sonstige G GZ M kN/mm2
GN 10 G-Cu Ni 10 2.0815 USA: C 96 200 Rest 1,4 1,2 10 Nb 0,3 Rp0,2 N/mm2 120 100 120 12317 658 F: U-N 10 Fe 1 M Si 0,2 Rm N/mm2 280 280 280
A5 (%) 20 25 20CuNi10Fe1Mn1-C CC380H HB 10/1000 70 70 70
GN 30 G-Cu Ni 30 2.0835 USA: C 96 400 Rest 1,2 0,9 30 Nb 0,5 Rp0,2 N/mm2 230 14517 658 F: U-N 30 M 1 Fe Si 0,8 Rm N/mm2 440
CuNi30FeMn1 CC383H A5 (%) 18NbSi-C HB 10/1000 115
GN 16 Rest 9 < 1 < 1 16 Zn 10 Rp0,2 N/mm2 310 310 112Rm N/mm2 580 580
A5 (%) 4 4HB 10/1000 170 170
Dichte spez.Wärme
kg/dm3 J/g · K
8,9
8,9
7,3
KUPFER-GUSSWERKSTOFFE
Werkstoff Internationale1 Chemische Zusammensetzung Festigkeitswerte2
Zollern Kurzzeichen Nr. Normen (Richtwerte %) E-ModulMarke DIN
DIN EN Cu Al Fe Mn Ni Sonstige G GZ M kN/mm2
WKG L454 G-CU L 45 2.0082 USA: ≈ C 80 100 > 99,8 Rp0,2 N/mm2 40 40 9617 655 GB: HCC 1 Rm N/mm2 150 150
F: ≈ Cu/c1 A5 (%) 25 25Cu-C CC040A, HB 10/1000 40 40
Sorte B
CCG G-Cu Cr F 35 2.1292 USA: C 81 500 Rest Cr 1 Rp0,2 N/mm2 200 200 9817 655 GB: CC1-WP Rm N/mm2 300 300
F: U-Cr 0,8 Zr A5 (%) 10 10CuCr1-C CC140C HB 10/1000 95 95
Dichte spez.Wärme
kg/dm3 J/g · K
8,9
8,9
Alle Angaben erfolgen nach bestem Gewissen. Eine Zusicherung von Eigenschaften istdamit nicht verbunden. Für die Angaben wird keine Garantie übernommen. Unsere Haftungbestimmt sich nach den einzelvertraglichen Regelungen bzw. aus unseren AllgemeinenGeschäftsbedingungen.
10 11
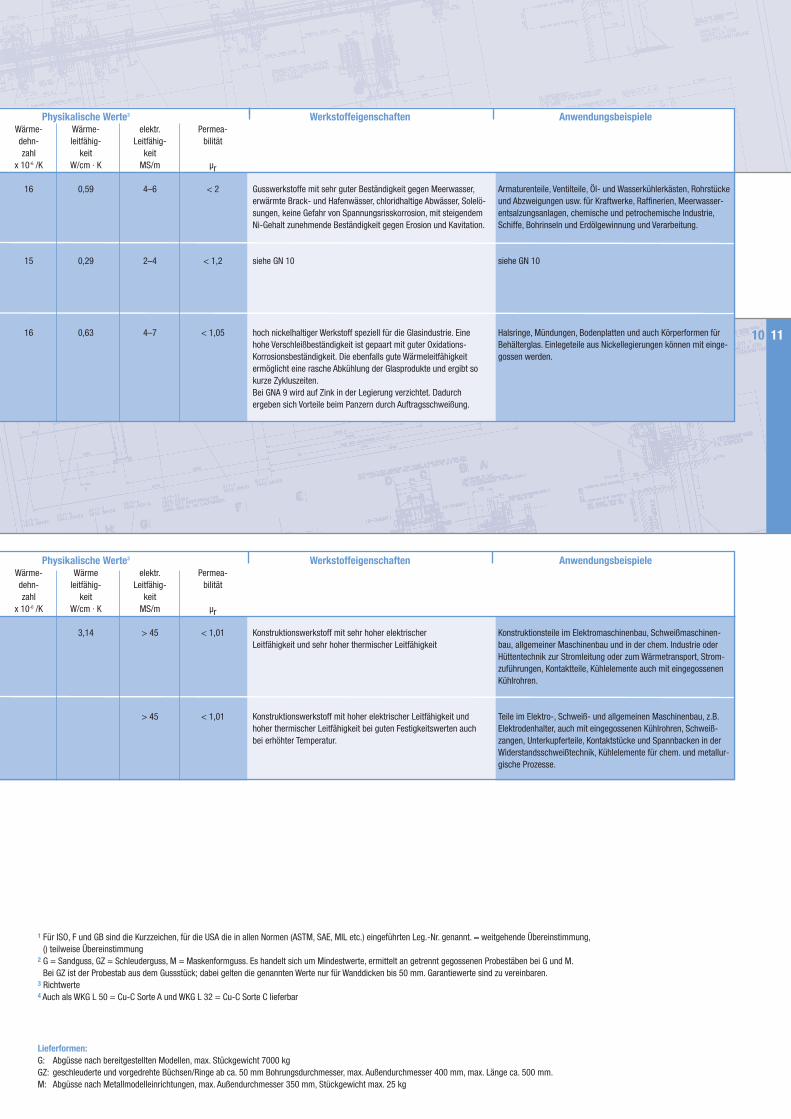
Werkstoffeigenschaften
Gusswerkstoffe mit sehr guter Beständigkeit gegen Meerwasser,erwärmte Brack- und Hafenwässer, chloridhaltige Abwässer, Solelö-sungen, keine Gefahr von Spannungsrisskorrosion, mit steigendemNi-Gehalt zunehmende Beständigkeit gegen Erosion und Kavitation.
siehe GN 10
hoch nickelhaltiger Werkstoff speziell für die Glasindustrie. Einehohe Verschleißbeständigkeit ist gepaart mit guter Oxidations-Korrosionsbeständigkeit. Die ebenfalls gute Wärmeleitfähigkeitermöglicht eine rasche Abkühlung der Glasprodukte und ergibt sokurze Zykluszeiten. Bei GNA 9 wird auf Zink in der Legierung verzichtet. Dadurch ergeben sich Vorteile beim Panzern durch Auftragsschweißung.
Anwendungsbeispiele
Armaturenteile, Ventilteile, Öl- und Wasserkühlerkästen, Rohrstückeund Abzweigungen usw. für Kraftwerke, Raffinerien, Meerwasser-entsalzungsanlagen, chemische und petrochemische Industrie,Schiffe, Bohrinseln und Erdölgewinnung und Verarbeitung.
siehe GN 10
Halsringe, Mündungen, Bodenplatten und auch Körperformen fürBehälterglas. Einlegeteile aus Nickellegierungen können mit einge-gossen werden.
Physikalische Werte3
Wärme- Wärme- elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
16 0,59 4–6 < 2
15 0,29 2–4 < 1,2
16 0,63 4–7 < 1,05
Werkstoffeigenschaften
Konstruktionswerkstoff mit sehr hoher elektrischer Leitfähigkeit und sehr hoher thermischer Leitfähigkeit
Konstruktionswerkstoff mit hoher elektrischer Leitfähigkeit undhoher thermischer Leitfähigkeit bei guten Festigkeitswerten auchbei erhöhter Temperatur.
Anwendungsbeispiele
Konstruktionsteile im Elektromaschinenbau, Schweißmaschinen-bau, allgemeiner Maschinenbau und in der chem. Industrie oderHüttentechnik zur Stromleitung oder zum Wärmetransport, Strom-zuführungen, Kontaktteile, Kühlelemente auch mit eingegossenenKühlrohren.
Teile im Elektro-, Schweiß- und allgemeinen Maschinenbau, z.B.Elektrodenhalter, auch mit eingegossenen Kühlrohren, Schweiß -zangen, Unterkupferteile, Kontaktstücke und Spannbacken in derWiderstandsschweißtechnik, Kühlelemente für chem. und metallur-gische Prozesse.
Physikalische Werte3
Wärme- Wärme elektr. Permea-dehn- leitfähig- Leitfähig- bilitätzahl keit keit
x 10-6 /K W/cm · K MS/m µr
3,14 > 45 < 1,01
> 45 < 1,01
1 Für ISO, F und GB sind die Kurzzeichen, für die USA die in allen Normen (ASTM, SAE, MIL etc.) eingeführten Leg.-Nr. genannt. ≈ weitgehende Übereinstimmung, () teilweise Übereinstimmung
2 G = Sandguss, GZ = Schleuderguss, M = Maskenformguss. Es handelt sich um Mindestwerte, ermittelt an getrennt gegossenen Probestäben bei G und M.Bei GZ ist der Probestab aus dem Gussstück; dabei gelten die genannten Werte nur für Wanddicken bis 50 mm. Garantiewerte sind zu vereinbaren.
3 Richtwerte 4 Auch als WKG L 50 = Cu-C Sorte A und WKG L 32 = Cu-C Sorte C lieferbar
Lieferformen:G: Abgüsse nach bereitgestellten Modellen, max. Stückgewicht 7000 kgGZ: geschleuderte und vorgedrehte Büchsen/Ringe ab ca. 50 mm Bohrungsdurchmesser, max. Außendurchmesser 400 mm, max. Länge ca. 500 mm.M: Abgüsse nach Metallmodelleinrichtungen, max. Außendurchmesser 350 mm, Stückgewicht max. 25 kg
NOTIZEN
KUPFER-GUSSLEGIERUNGEN

12 13
Werke der Unternehmensgruppe
Werk Herbertingen
ZOLLERN GmbH & Co. KG
Heustraße 1D-88518 Herbertingen
Werk Mannheim
ZOLLERN ISOPROFIL GmbH & Co. KG
Werk Portugal
ZOLLERN & Comandita
Werk China
ZOLLERN (Tianjin) Machinery Co., LTD.
Werk Dorsten
ZOLLERN Dorstener AntriebstechnikGmbH & Co. KG
Werk Braunschweig
ZOLLERN BHW GleitlagerGmbH & Co. KG
Werk Osterode
ZOLLERN BHW GleitlagerGmbH & Co. KG
GleitlagertechnikAv. Manoel Inácio Peixoto, 2147BR-36771-000 Cataguases MGTel. +55 32 34 29 20 02Fax +55 32 34 29 20 26eMail [email protected]
Werk Brasilien
ZOLLERN Transmissoes Mecanicas LTDA
GleitlagertechnikRolandsweg 16 – 20D-37520 Osterode am Harz Tel. +49 55 22 31 27 0Fax +49 55 22 31 27 99eMail [email protected]
AntriebstechnikGetriebe Hüttenstraße 1D-46284 DorstenTel. +49 23 62 67 0Fax +49 23 62 67 40 3eMail [email protected]
AntriebstechnikNo. 79, 11th Avenue TEDA 300 457 TianjinPeoples Republic of CHINATel. +86 22 25 32 38 11Fax +86 22 25 32 38 10eMail [email protected]
StahlprofilePostfach 24 03 59D-68173 MannheimTel. +49 62 18 45 90Fax +49 62 18 45 92 63eMail [email protected]
AntriebstechnikAutomationTel. +49 75 86 95 95 86Fax +49 75 86 95 95 85eMail [email protected] und WindenTel. +49 75 86 95 95 47Fax +49 75 86 95 95 75eMail [email protected]
GießereitechnikRua Jorge Ferreirinha, 1095Apartado 1027P-4470-314 Vermoim MAIATel. +351 22 94 14 68 1Fax +351 22 94 14 69 5eMail [email protected]
GleitlagertechnikPostfach 32 13D-38022 BraunschweigTel. +49 53 12 60 50Fax +49 53 12 60 53 00eMail [email protected]
MaschinenbauelementePostfach 12 65D-88322 AulendorfTel. +49 75 25 94 81 30Fax +49 75 25 94 81 00eMail [email protected]
GleitlagertechnikTel. +49 75 86 95 95 20Fax +49 75 86 9597 15eMail [email protected]
Vertrieb:Tel. +49 75 71 70 24 6Fax +49 75 71 70 27 5eMail [email protected]
Werk Frankreich
ZOLLERN TLC SAS
Gleitlagertechnik62, Rue Pierre CurieB.P.No 1055F-78131 Les Mureaux CEDEXTel. +33 1 34 74 39 00Fax +33 1 34 74 28 52eMail [email protected]
Werk Schweden
ZOLLERN Norden AB
P. O. Box 233SE-73224 ArbogaTel. +46 58 91 60 35Fax +46 58 91 20 02eMail [email protected]
Werk USA
ZOLLERN North America L.P.
283 Lockhaven Drive Suite 204Houston TX 77073USATel. +1 71 36 73 79 02Fax +1 71 36 73 79 50eMail [email protected]
Werk Soest
ZOLLERN Aluminium-Feinguss SoestGmbH & Co. KG
GießereitechnikOverweg 15 D-59494 SoestTel. +49 2921 7896-0Fax +49 2921 [email protected]
Werk Rumänien
S.C. Zollern S.R.L.
0317235 Pecica FNFerma 20Arad - Romania
Werk Schweiz
ZOLLERN-MIMTEC AG
GiessereitechnikSäntisstrasse 11CH-9401 RorschachTel. +41 71 844 16 88Fax +41 71 844 16 77eMail [email protected] www.mimtec.com
Werk Aulendorf
ZOLLERN MaschinenbauelementeGmbH & Co. KG
Frankreich ZOLLERN S.à.r.l13, Rue AllwiesF-57200 SarregueminesTel. +33 3 87 95 35 14Fax +33 3 87 95 35 21
eMail [email protected]
Großbritannien Zollern UK LimitedCastle HillKenilworthGB-CV8 1NBTel. +44 19 26 51 54 20 Fax +44 19 26 85 34 11
eMail [email protected] www.zollern.co.uk
Italien ZOLLERN Italiana S.r.L.Via della Ciocca, 9 I-21026 Gavirate (VA)Tel. +39 03 32 46 20 59Fax +39 03 32 46 20 67
eMail [email protected]
Niederlande ZOLLERN Nederland B.V.Postbus 134NL-5150 AC DRUNENTel. +31 41 63 22 92 0Fax +31 41 63 20 93 6
eMail [email protected] www.zollern.nl
Niederlassungen
KUPFER-GUSSLEGIERUNGEN

14 15
ZOLLERN GmbH & Co. KG
GießereitechnikPostfach 12 20D-72481 Sigmaringen
Werk Laucherthal
KONTAKT
Bereits im Planungsstadium bieten wir umfassende Leistungen:• Langjährige Projekterfahrung• CAD Vorlagen• Projektdurchsprachen vor Ort und Anlagenbesichtigungen• Detaillierte, verbindliche Angebote
ZOLLERN GmbH & Co. KG
GießereitechnikPostfach 12 20D-72481 SigmaringenTel. +49 75 71 70 44 0Fax +49 75 71 70 60 1eMail [email protected]
BereichStahlprofileTel. +49 75 71 70 24 6Fax +49 75 71 70 27 5eMail [email protected]
BereichGießereitechnikTel. +49 75 71 70 44 0Fax +49 75 71 70 60 1eMail [email protected]
ZOLLERN GmbH & Co. KG
Postfach 12 20D-72481 SigmaringenTel. +49 75 71 70 0 Fax +49 75 71 70 60 1 [email protected]
Z435
02.
2008
Irrtü
mer
und
Änd
erun
gen
vorb
ehal
ten.
ww
w.re
voLU
Zion
.de







![Kupfer-Zink- Legierungen (Messing und Sondermessing) · Legierungen sind in DIN CEN/TS 13388 (Tabellen 7, 8, 9 für Knetlegierungen und 12.2 für Gusslegierungen) ... (DKI 1912) [5]](https://img.pdfslide.net/doc/110x75/5b5471e57f8b9a27658ce7c8/kupfer-zink-legierungen-messing-und-sondermessing-legierungen-sind-in-din.jpg)





















