Embed Size (px)
Citation preview
LOVAS ÁDÁM
SZAKDOLGOZAT

BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM
GÉPÉSZMÉRNÖKI KAR
HIDRODINAMIKAI RENDSZEREK TANSZÉK
SZAKDOLGOZATOK
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM
GÉPÉSZMÉRNÖKI KAR
HIDRODINAMIKAI RENDSZEREK TANSZÉK
LOVAS ÁDÁM
SZAKDOLGOZAT
Rezgésfelügyelet zárt üzemben működő szivattyú-csővezeték
rendszeren
Konzulens:
Dr. Hegedűs Ferenc
beosztása
Budapest, 2015
Szerzői jog ©Lovas Ádám, 2015.
ZÁRADÉK
Ez a szakdolgozat/diplomaterv elzártan kezelendő és őrzendő, a hozzáférése a
vonatkozó szabályok szerint korlátozott, a dolgozat tartalmát csak az arra
feljogosított személyek ismerhetik.
A korlátozott hozzáférés időtartamának lejártáig az arra feljogosítottakon kívül
csak a korlátozást kérelmező személy vagy gazdálkodó szervezet írásos
engedélyéjével rendelkező személy nyerhet betekintést a dolgozat tartalmába.
A hozzáférés korlátozása és a zárt kezelés 2015. év 12. hónap 11. napján ér véget.
Ide kell befűzni az eredeti feladatkiírási lapot!

vii
NYILATKOZATOK
Elfogadási nyilatkozat
Ezen szakdolgozat a Budapesti Műszaki és Gazdaságtudományi Egyetem
Gépészmérnöki Kara által a Diplomatervezési és Szakdolgozat feladatokra előírt
valamennyi tartalmi és formai követelménynek, továbbá a feladatkiírásban
előírtaknak maradéktalanul eleget tesz. E szakdolgozatot a nyilvános bírálatra és
nyilvános előadásra alkalmasnak tartom.
A beadás időpontja: 2015.12.11
témavezető
Nyilatkozat az önálló munkáról
Alulírott, Lovas Ádám (JQICAI), a Budapesti Műszaki és Gazdaságtudományi
Egyetem hallgatója, büntetőjogi és fegyelmi felelősségem tudatában kijelentem és
sajátkezű aláírásommal igazolom, hogy ezt a szakdolgozatot meg nem engedett
segítség nélkül, saját magam készítettem, és dolgozatomban csak a megadott
forrásokat használtam fel. Minden olyan részt, melyet szó szerint vagy azonos
értelemben, de átfogalmazva más forrásból átvettem, egyértelműen, a hatályos
előírásoknak megfelelően, a forrás megadásával megjelöltem.
Budapest, 2015.12.11
Lovas Ádám
viii
TARTALOMJEGYZÉK
Előszó ........................................................................................................................................ x
Jelölések jegyzéke ................................................................................................................... xi
1. Bevezetés ............................................................................................................................... 1
1.1. Célkitűzések ................................................................................................................. 1
1.2. Áttekintés ..................................................................................................................... 1
2. Szakirodalmi áttekintés ...................................................................................................... 2
2.1. A centrifugál szivattyú ............................................................................................... 2
2.1.1. A szivattyúk jelleggörbéi .................................................................................. 3
2.2. Szivattyúk szerepvállalása......................................................................................... 4
2.3. A rezgésdiagnosztika ................................................................................................. 6
2.4. Rezgésmérés alapjai .................................................................................................... 6
2.4.1. mozgásjellemzők vizsgálata ............................................................................. 6
2.4.2. A Fourier-sorba fejtés és a Fourier-transzformáció ...................................... 7
3. A Rezgés analízis ................................................................................................................. 8
3.1. Rezgéstani alapfogalmak ........................................................................................... 8
3.1.1. A periodikus rezgések ....................................................................................... 8
3.2. A forgógépeket leíró rezgésjellemzők ...................................................................... 9
3.3. FFT ............................................................................................................................... 11
4. Rezgésforrások ................................................................................................................... 12
4.1. Hidraulikus gerjesztések .......................................................................................... 12
4.1.1. Lapát vagy járókerék áthaladási frekvenciája ............................................. 12
4.1.2. Turbulenciák ..................................................................................................... 14
4.1.3. Kavitáció ............................................................................................................ 15
4.2. Mechanikus gerjesztések .......................................................................................... 16
4.2.1. Forgórész kiegyensúlyozatlansága ............................................................... 16
4.2.2. Nem megfelelő kenés ...................................................................................... 17
4.2.3. Illesztési pontatlanságok ................................................................................. 17
4.2.4. Csapágy hibák .................................................................................................. 17
5. Mérés Leírása ..................................................................................................................... 18
5.1. Mérőállomás felépítése ............................................................................................. 18
5.2. Mérési módszerek áttekintése ................................................................................. 23
5.2.1. A térfogatáram ................................................................................................. 23
5.2.2. Szállítómagasság .............................................................................................. 24
5.2.3. Bevezetett teljesítmény .................................................................................... 26
ix
5.2.4. Hasznos teljesítmény ....................................................................................... 26
5.2.5. Hatásfok ............................................................................................................ 27
5.3. Mérési pontok felvétele ............................................................................................ 27
5.4. Nyomásjelek spektrumainak meghatározása ....................................................... 28
5.5. Rezgésmérés a csapágyházon és a szivattyúházon ............................................. 29
6. Vizsgálati eredmények...................................................................................................... 30
6.1. Szállítómagasság ....................................................................................................... 31
6.2. Hatásfok ..................................................................................................................... 33
6.3. Spektrumanalízis ...................................................................................................... 35
6.3.1. 530 𝑅𝑃𝑀 ............................................................................................................. 36
6.3.2. 1000 𝑅𝑃𝑀 ........................................................................................................... 40
6.3.3. 1550 𝑅𝑃𝑀 ........................................................................................................... 46
7. Összefoglalás/Eredmények értékelése ............................................................................ 51
7.1. Eredmények ............................................................................................................... 51
7.2. Javaslatok/Következtetések/Tanulságok ............................................................... 51
8. Felhasznált források .......................................................................................................... 52
9. Summary ............................................................................................................................. 54
10. Mellékletek ....................................................................................................................... 55
x
ELŐSZÓ
A rezgésdiagnosztika gyakorlati jelentősége vitathatatlan a gépészetben. Ez a fajta vizsgálati
módszer rendkívül összetett folyamat, ami többféle mérnöki tudományterület együttes tudását
követeli meg. Ez az átfogó képet kívánó mérnöki kihívás miatt választottam ezt a szakdolgozat
témát.
A szakdolgozat, mind elméleti mind gyakorlati síkon betekintést ad rezgésanalízis felépítésbe.
Továbbá részletesen ismerteti a forgógépek, azon belül is az áramlástechnikai gépekhez tartozó
centrifugál szivattyút és legfontosabb jellemzőit. A célomnak azt tűztem ki, hogy ezt az összetett
folyamatot a lehető leglogikusabban és értelmezhetően tárgyaljam, a szakdolgozati
követelményeknek minden szinten megfelelve.
* * *
Köszönettel tartozok témavezetőmnek Dr. Hegedűs Ferencnek, aki a szakdolgozat
készítés közben tanácsaival és a felmerülő kérdések orvoslásával hozzájárult annak
elkészítéséhez. Hálával tartozom továbbá Hajgató Gergely tanár úrnak önzetlen
segítéségét a rezgésvizsgálat kibővítésében.
Budapest, 2015.12.11
Lovas Ádám
xi
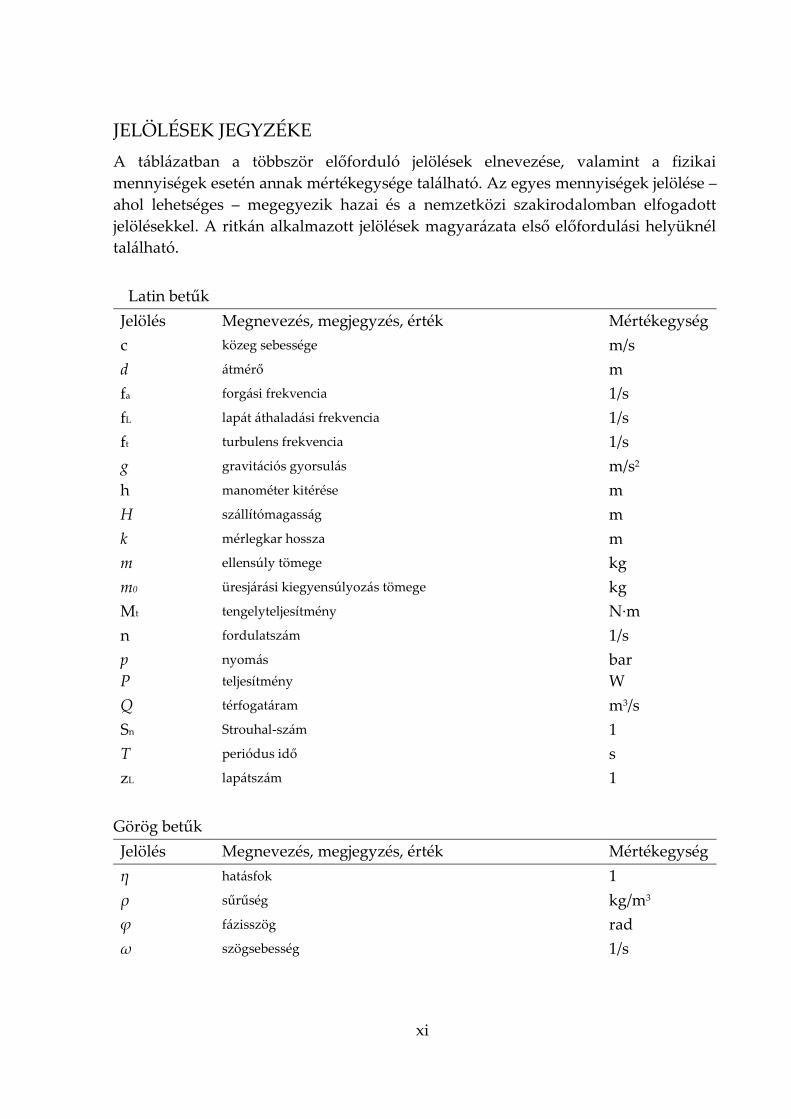
JELÖLÉSEK JEGYZÉKE
A táblázatban a többször előforduló jelölések elnevezése, valamint a fizikai
mennyiségek esetén annak mértékegysége található. Az egyes mennyiségek jelölése –
ahol lehetséges – megegyezik hazai és a nemzetközi szakirodalomban elfogadott
jelölésekkel. A ritkán alkalmazott jelölések magyarázata első előfordulási helyüknél
található.
Latin betűk
Jelölés Megnevezés, megjegyzés, érték Mértékegység
c közeg sebessége m/s
d átmérő m
fa forgási frekvencia 1/s
fL lapát áthaladási frekvencia 1/s
ft turbulens frekvencia 1/s
g gravitációs gyorsulás m/s2
h manométer kitérése m
H szállítómagasság m
k mérlegkar hossza m
m ellensúly tömege kg
m0 üresjárási kiegyensúlyozás tömege kg
Mt tengelyteljesítmény N·m
n fordulatszám 1/s
p nyomás bar
P teljesítmény W
Q térfogatáram m3/s
Sn Strouhal-szám 1
T periódus idő s
zL lapátszám 1
Görög betűk
Jelölés Megnevezés, megjegyzés, érték Mértékegység
η hatásfok 1
ρ sűrűség kg/m3
φ fázisszög rad
ω szögsebesség 1/s
xii
Indexek, kitevők
Jelölés Megnevezés, értelmezés
A amplitúdó
bev bevezetett
D vizsgált térrész kiterjedése
h hasznos
Hg Higany
i általános futóindex (egész szám)
K arányossági tényező
opt legkedvezőbb (optimális) érték
1
1. BEVEZETÉS
1.1. Célkitűzések
Modern világunk fenntarthatóságának alappillérei a forgógépek, a legjelentősebbek
között megtalálhatjuk a szivattyúkat. Ezen gépcsoport egyik, hanem a legjelentősebb
vizsgálati eljárása a rezgésdiagnosztika.
A szakdolgozom egyik célja ezen fundamentális gépek működésének ismertetése
kiemelve azok hatalmas szerepvállalását az iparban. Továbbá a rezgés diagnosztika
eljárásának bemutatása annak alapvető elemeivel.
1.2. Áttekintés
A szakdolgozat két részre bontható. Elsőként tárgyalva lesz, a centrifugál szivattyú
felépítése, jellemzői és jelentősége az ipari felhasználásban. Amellett, hogy miért
kiemelt fontosságú a rezgésvizsgálat ezeken a berendezéseken. A második részben a
tanszék laborjában található szivattyú-nyomóvezeték rendszer mérése és
rezgésvizsgálata közben adatok feldolgozása kerül előtérbe.
2
2. SZAKIRODALMI ÁTTEKINTÉS
2.1. A centrifugál szivattyú
A mérés középpontjában helyet foglaló centrifugál szivattyú, a világon a
legnépszerűbb szivattyú típus [1]. Annak céljából, hogy átlássuk a kapott mérési
eredményeket a diagnosztika során, a szivattyú kialakításának és működésének
ismertetése kulcsfontosságú.
Ezen áramlástechnikai gép konstrukciója hosszú múlttal rendelkezik. Feltalálása
1689-ra tehető, ami Denis Papin, francia fizikus és matematikus nevéhez fűződik.
A működési elve egyszerű alapokon nyugszik. A szállított közeg, ami a gyakorlati
életben legtöbbször víz, a szivattyú szívócsonkján lép be a házba, ahol annak fő
alkatrésze a járókerék a lapátjai által centrifugális erőt kifejtve gyorsítja fel azt [2].
Ennek hatása növekszik a közeg sebessége és ezzel arányosan a kinetikus energiája.
Ez a kinetikus energia alakul át a szivattyúház kialakításának köszönhetően nyomási
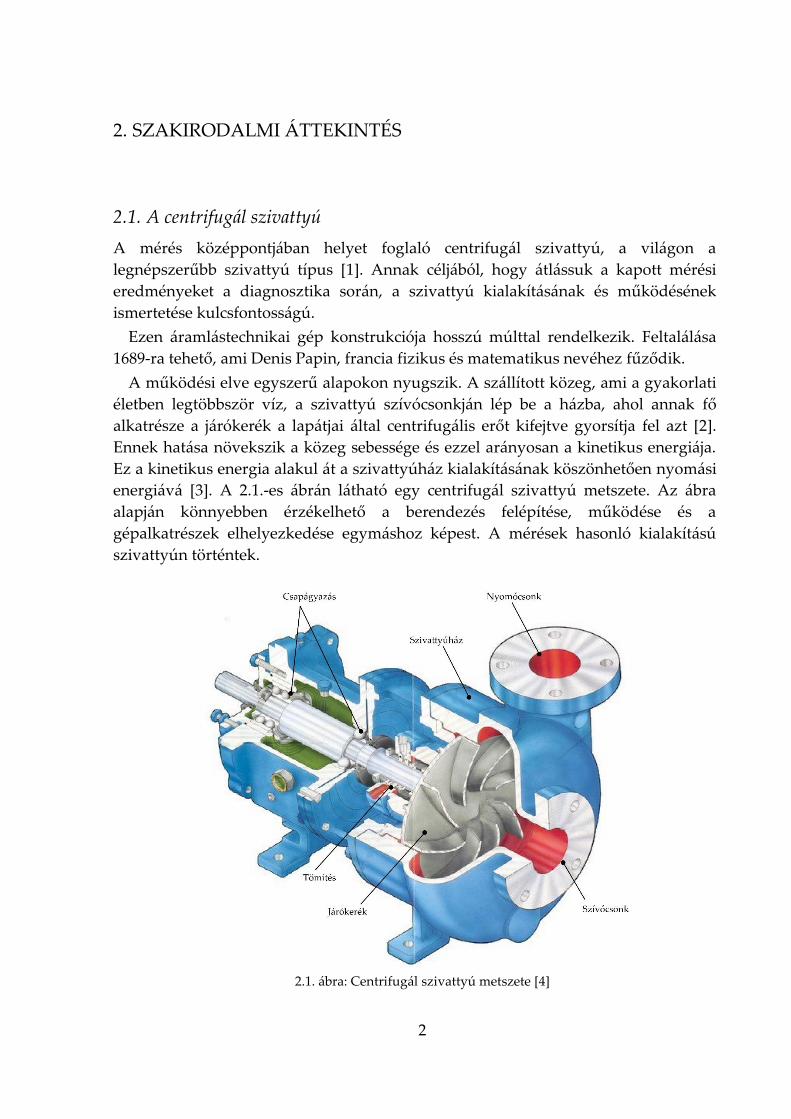
energiává [3]. A 2.1.-es ábrán látható egy centrifugál szivattyú metszete. Az ábra
alapján könnyebben érzékelhető a berendezés felépítése, működése és a
gépalkatrészek elhelyezkedése egymáshoz képest. A mérések hasonló kialakítású
szivattyún történtek.
2.1. ábra: Centrifugál szivattyú metszete [4]
3
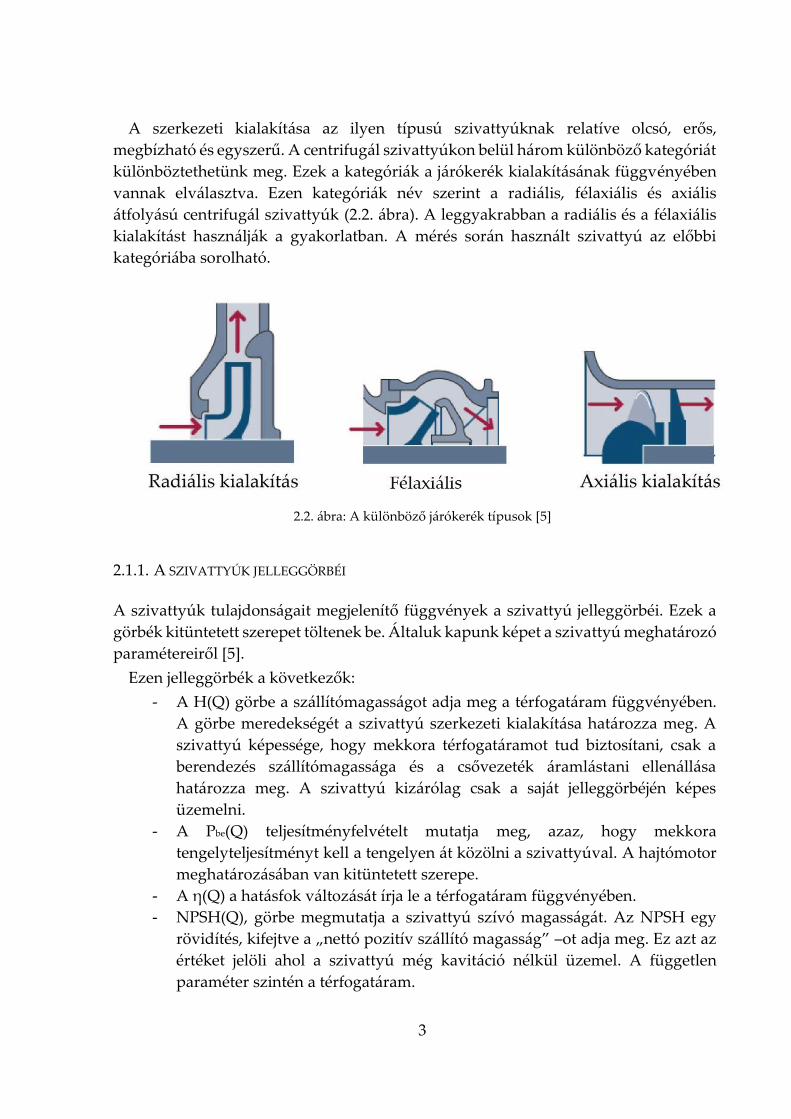
A szerkezeti kialakítása az ilyen típusú szivattyúknak relatíve olcsó, erős,
megbízható és egyszerű. A centrifugál szivattyúkon belül három különböző kategóriát
különböztethetünk meg. Ezek a kategóriák a járókerék kialakításának függvényében
vannak elválasztva. Ezen kategóriák név szerint a radiális, félaxiális és axiális
átfolyású centrifugál szivattyúk (2.2. ábra). A leggyakrabban a radiális és a félaxiális
kialakítást használják a gyakorlatban. A mérés során használt szivattyú az előbbi
kategóriába sorolható.
2.2. ábra: A különböző járókerék típusok [5]
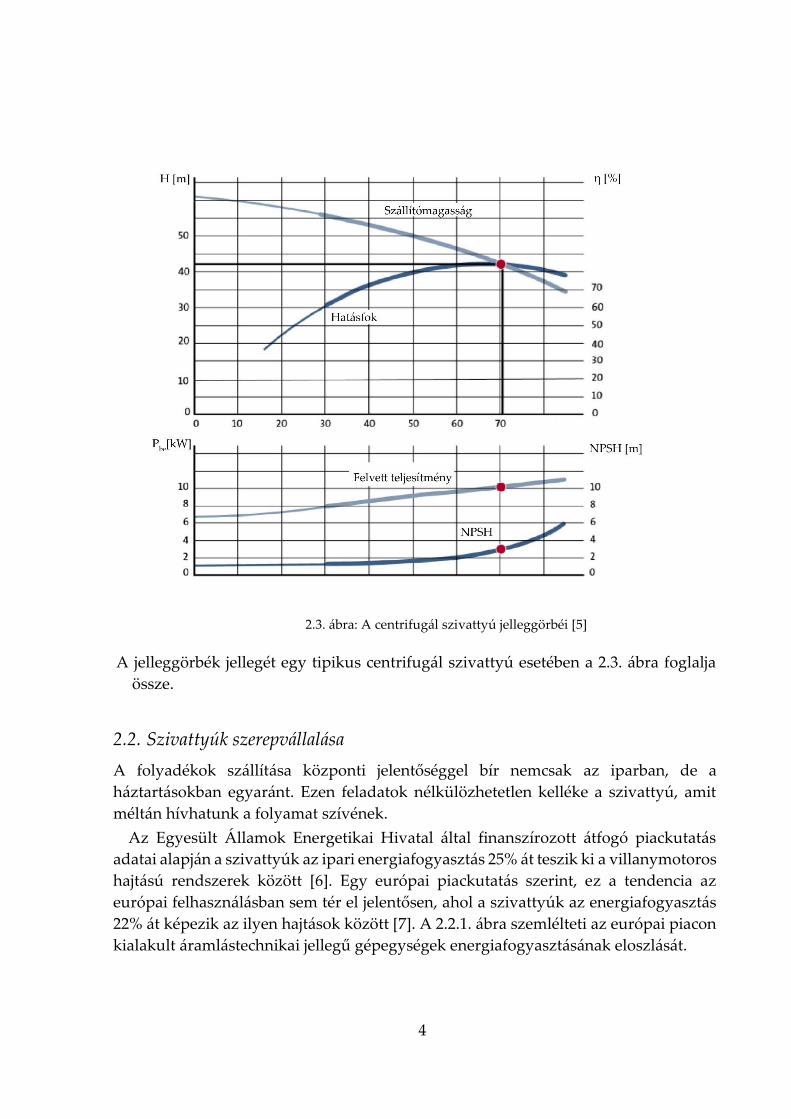
2.1.1. A SZIVATTYÚK JELLEGGÖRBÉI
A szivattyúk tulajdonságait megjelenítő függvények a szivattyú jelleggörbéi. Ezek a
görbék kitüntetett szerepet töltenek be. Általuk kapunk képet a szivattyú meghatározó
paramétereiről [5].
Ezen jelleggörbék a következők:
- A H(Q) görbe a szállítómagasságot adja meg a térfogatáram függvényében.
A görbe meredekségét a szivattyú szerkezeti kialakítása határozza meg. A
szivattyú képessége, hogy mekkora térfogatáramot tud biztosítani, csak a
berendezés szállítómagassága és a csővezeték áramlástani ellenállása
határozza meg. A szivattyú kizárólag csak a saját jelleggörbéjén képes
üzemelni.
- A Pbe(Q) teljesítményfelvételt mutatja meg, azaz, hogy mekkora
tengelyteljesítményt kell a tengelyen át közölni a szivattyúval. A hajtómotor
meghatározásában van kitüntetett szerepe.
- A η(Q) a hatásfok változását írja le a térfogatáram függvényében.
- NPSH(Q), görbe megmutatja a szivattyú szívó magasságát. Az NPSH egy
rövidítés, kifejtve a „nettó pozitív szállító magasság” –ot adja meg. Ez azt az
értéket jelöli ahol a szivattyú még kavitáció nélkül üzemel. A független
paraméter szintén a térfogatáram.
4
2.3. ábra: A centrifugál szivattyú jelleggörbéi [5]
A jelleggörbék jellegét egy tipikus centrifugál szivattyú esetében a 2.3. ábra foglalja
össze.
2.2. Szivattyúk szerepvállalása
A folyadékok szállítása központi jelentőséggel bír nemcsak az iparban, de a
háztartásokban egyaránt. Ezen feladatok nélkülözhetetlen kelléke a szivattyú, amit
méltán hívhatunk a folyamat szívének.
Az Egyesült Államok Energetikai Hivatal által finanszírozott átfogó piackutatás
adatai alapján a szivattyúk az ipari energiafogyasztás 25% át teszik ki a villanymotoros
hajtású rendszerek között [6]. Egy európai piackutatás szerint, ez a tendencia az
európai felhasználásban sem tér el jelentősen, ahol a szivattyúk az energiafogyasztás
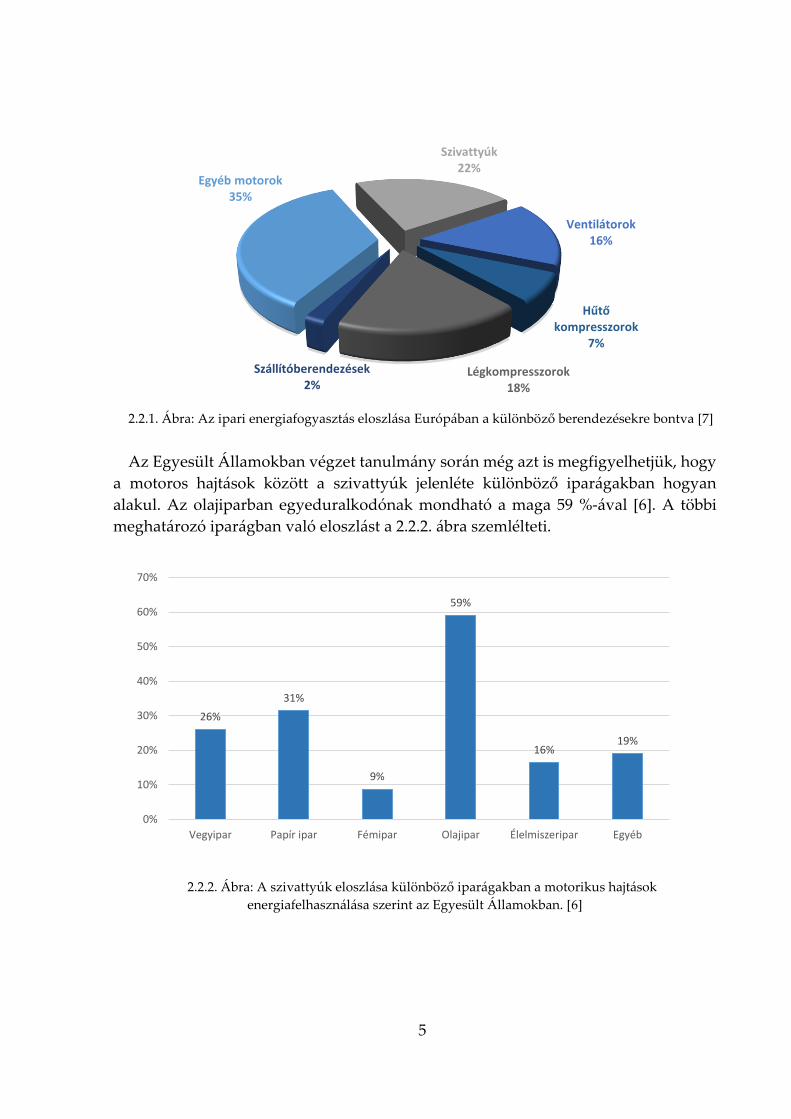
22% át képezik az ilyen hajtások között [7]. A 2.2.1. ábra szemlélteti az európai piacon
kialakult áramlástechnikai jellegű gépegységek energiafogyasztásának eloszlását.
5
2.2.1. Ábra: Az ipari energiafogyasztás eloszlása Európában a különböző berendezésekre bontva [7]
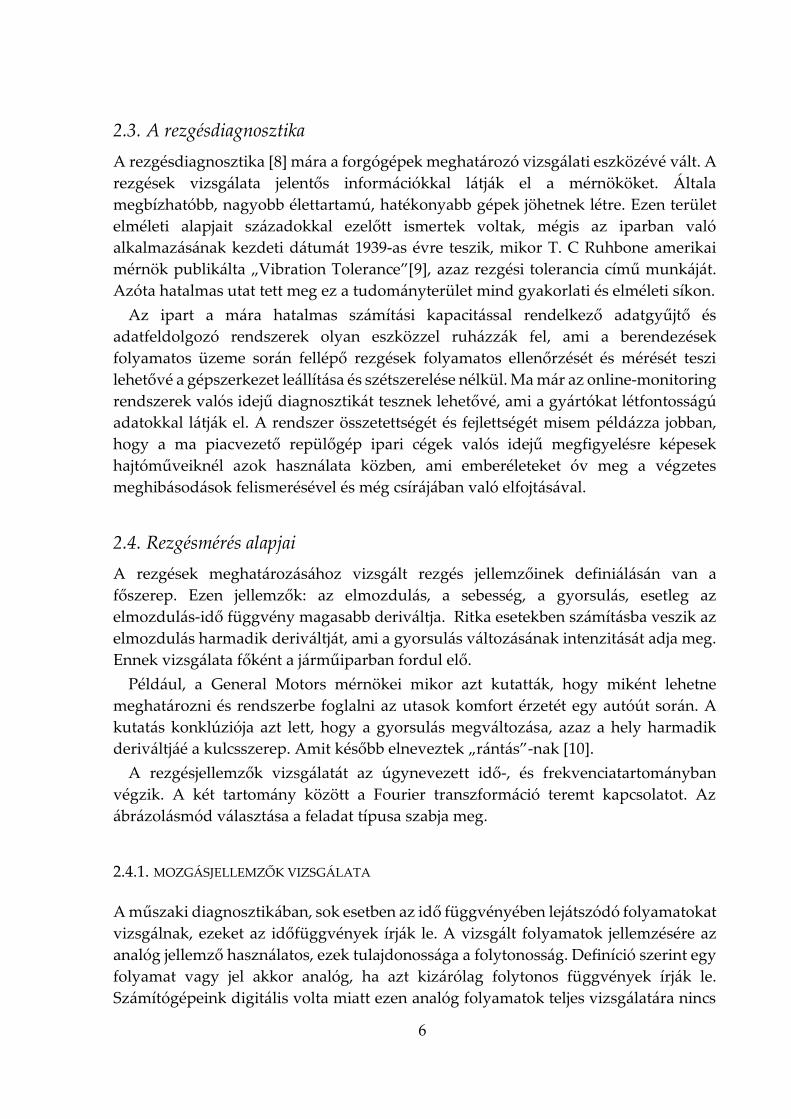
Az Egyesült Államokban végzet tanulmány során még azt is megfigyelhetjük, hogy
a motoros hajtások között a szivattyúk jelenléte különböző iparágakban hogyan
alakul. Az olajiparban egyeduralkodónak mondható a maga 59 %-ával [6]. A többi
meghatározó iparágban való eloszlást a 2.2.2. ábra szemlélteti.
2.2.2. Ábra: A szivattyúk eloszlása különböző iparágakban a motorikus hajtások
energiafelhasználása szerint az Egyesült Államokban. [6]
Egyéb motorok35%
Szivattyúk22%
Ventilátorok16%
Hűtő kompresszorok
7%
Légkompresszorok18%
Szállítóberendezések2%
26%
31%
9%
59%
16%19%
0%
10%
20%
30%
40%
50%
60%
70%
Vegyipar Papír ipar Fémipar Olajipar Élelmiszeripar Egyéb
6
2.3. A rezgésdiagnosztika
A rezgésdiagnosztika [8] mára a forgógépek meghatározó vizsgálati eszközévé vált. A
rezgések vizsgálata jelentős információkkal látják el a mérnököket. Általa
megbízhatóbb, nagyobb élettartamú, hatékonyabb gépek jöhetnek létre. Ezen terület
elméleti alapjait századokkal ezelőtt ismertek voltak, mégis az iparban való
alkalmazásának kezdeti dátumát 1939-as évre teszik, mikor T. C Ruhbone amerikai
mérnök publikálta „Vibration Tolerance”[9], azaz rezgési tolerancia című munkáját.
Azóta hatalmas utat tett meg ez a tudományterület mind gyakorlati és elméleti síkon.
Az ipart a mára hatalmas számítási kapacitással rendelkező adatgyűjtő és
adatfeldolgozó rendszerek olyan eszközzel ruházzák fel, ami a berendezések
folyamatos üzeme során fellépő rezgések folyamatos ellenőrzését és mérését teszi
lehetővé a gépszerkezet leállítása és szétszerelése nélkül. Ma már az online-monitoring
rendszerek valós idejű diagnosztikát tesznek lehetővé, ami a gyártókat létfontosságú
adatokkal látják el. A rendszer összetettségét és fejlettségét misem példázza jobban,
hogy a ma piacvezető repülőgép ipari cégek valós idejű megfigyelésre képesek
hajtóműveiknél azok használata közben, ami emberéleteket óv meg a végzetes
meghibásodások felismerésével és még csírájában való elfojtásával.
2.4. Rezgésmérés alapjai
A rezgések meghatározásához vizsgált rezgés jellemzőinek definiálásán van a
főszerep. Ezen jellemzők: az elmozdulás, a sebesség, a gyorsulás, esetleg az
elmozdulás-idő függvény magasabb deriváltja. Ritka esetekben számításba veszik az
elmozdulás harmadik deriváltját, ami a gyorsulás változásának intenzitását adja meg.
Ennek vizsgálata főként a járműiparban fordul elő.
Például, a General Motors mérnökei mikor azt kutatták, hogy miként lehetne
meghatározni és rendszerbe foglalni az utasok komfort érzetét egy autóút során. A
kutatás konklúziója azt lett, hogy a gyorsulás megváltozása, azaz a hely harmadik
deriváltjáé a kulcsszerep. Amit később elneveztek „rántás”-nak [10].
A rezgésjellemzők vizsgálatát az úgynevezett idő-, és frekvenciatartományban
végzik. A két tartomány között a Fourier transzformáció teremt kapcsolatot. Az
ábrázolásmód választása a feladat típusa szabja meg.
2.4.1. MOZGÁSJELLEMZŐK VIZSGÁLATA
A műszaki diagnosztikában, sok esetben az idő függvényében lejátszódó folyamatokat
vizsgálnak, ezeket az időfüggvények írják le. A vizsgált folyamatok jellemzésére az
analóg jellemző használatos, ezek tulajdonossága a folytonosság. Definíció szerint egy
folyamat vagy jel akkor analóg, ha azt kizárólag folytonos függvények írják le.
Számítógépeink digitális volta miatt ezen analóg folyamatok teljes vizsgálatára nincs
7
lehetőség. Az adatgyűjtők diszkrét idejű és értékű pontokat rögzítenek, és ezáltal
jellemzik a vizsgált bemeneti jelet.
2.4.2. A FOURIER-SORBA FEJTÉS ÉS A FOURIER-TRANSZFORMÁCIÓ
A vizsgált gépek, berendezések összetett rezgésjeleket produkálnak. Ezen komplex
jelek feldolgozásánál a híres francia matematikus és fizikus Jean Baptiste Joseph
Fourier által felfedezett eljárás különösképpen előkelőt helyet tölt be.
Fourier, már 1822-ben bebizonyította, hogy minden periodikus függvényt
egyértelműen felírható szinuszos és koszinuszos függvények összegeként. Ez a
Fourier-sorba fejtés. [11]
Az elgondolás az volt, hogy egy periodikus jel, ugyanúgy, mint a fehér fény
összetevőkre bontható, amely összege visszaadja az eredeti jelet [12]. Mivel a jelek
döntő többsége nem periodikus az elméletet később kiterjesztették a nem periodikus
folyamatokra és a diszkrét értékű és idejű jelekre is. Ez a kibővített sorba fejtés, ami a
kidolgozója nevét viseli a Fourier-transzformáció, ami az időtartományról a
frekvenciatartományba való átalakítást teszi lehetővé és viszont, a digitális
jelfeldolgozás egyik alappillére.
8
3. A REZGÉS ANALÍZIS
3.1. Rezgéstani alapfogalmak
Az MSZ ISO 2041-1995 szabvány alapján a rezgés „Mechanikai rendszer helyzetének,
vagy mozgásának leírására alkalmas mennyiség változása az idő függvényében; a
változás hol kisebb, hol nagyobb mértékben váltakozik, egy bizonyos átlag-, vagy
referenciaértéknél”. A mechanikai rezgések felosztását a szabványban tárgyal
felosztás alapján figyelhetjük meg.
3.1. Ábra: A rezgések felosztása az MSZ ISO 2041-1995 alapján [13]
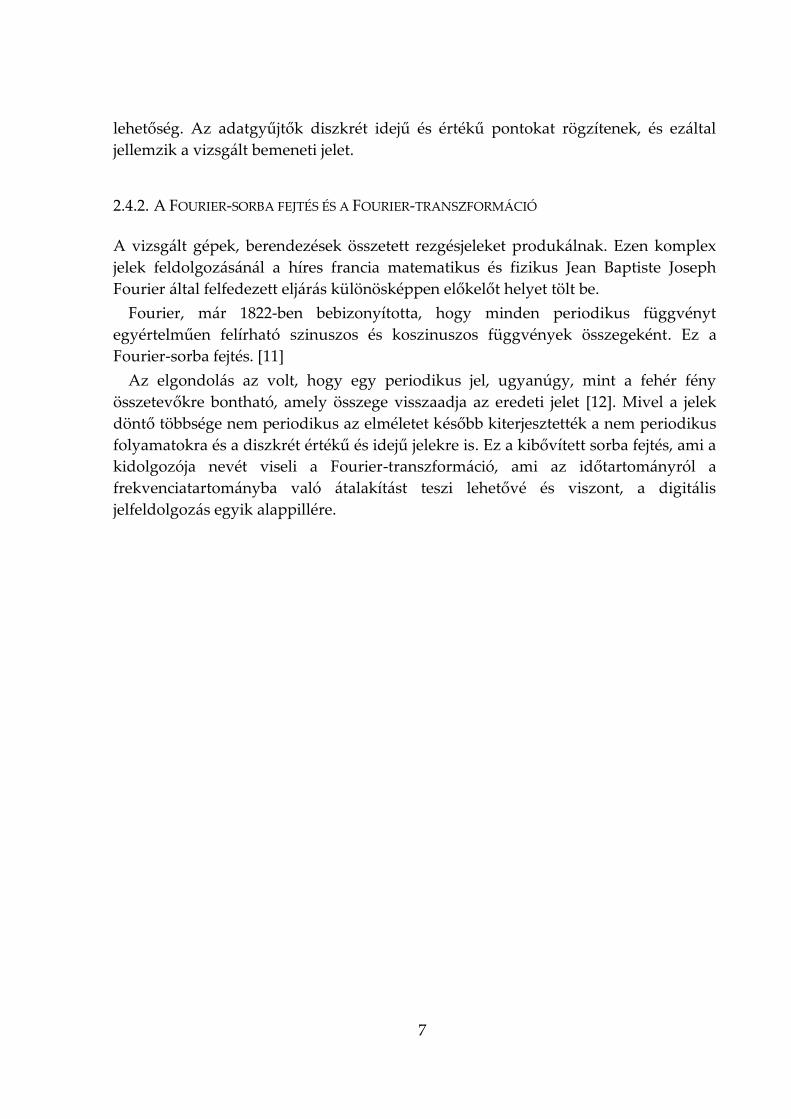
A 3.1. ábra a rezgések felosztását szemlélteti. Látható, hogy a rezgések jellegüket
nézve rendkívül sokszínűek lehetnek. A továbbiakban a szakdolgozathoz
legszorosabban kapcsolódó, a periodikus rezgések lesznek bemutatva.
3.1.1. A PERIODIKUS REZGÉSEK
A műszaki rezgésdiagnosztikában a determinisztikus és periódusos jeleké a főszerep.
Kiemelt jelentőséggel bírnak ezen belül a harmonikus rezgések. Az ebben a csoportban
lévő összetett és egyszerű harmonikus jelek közül a gyakorlatban szinte kivétel nélkül
az előbbi fordul elő.
Harmonikusnak nevezzük azokat a rezgéseket, amelyek rezgésjellemzői az idő
függvényében változnak a (3.1. képlet értelmében)
𝑦(𝑡) = 𝐴 ∙ sin(𝜔𝑡 + 𝜑), (3.1)
ahol 𝐴 az amplitúdó, 𝜔 a körfrekvencia és 𝜑 a fázisszöget jelöli.
9
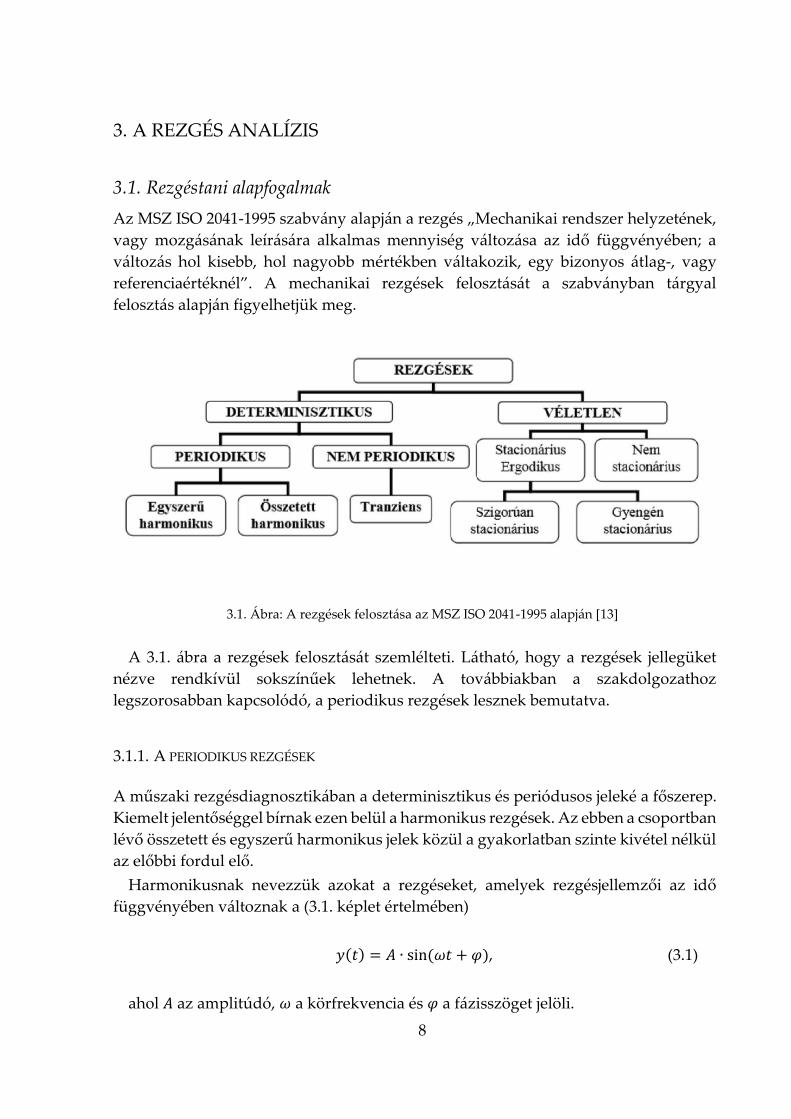
A 3.2 ábra alapján 𝑦(𝑡) előállítható egy A hosszúságú 𝜔szögsebességgel forgó vektor
vetületeként.
A 2𝜋 középponti szöget a vektor 𝜔 szögsebességgel T idő alatt teszi meg. Így
megkapjuk a periódusidőt:
𝑇 =
2𝜋
𝜔.
(3.2)
Az előbbi egyenlet reciproka adja meg a frekvenciát:
𝑓 =
1
𝑇.
(3.3)
Amiből megkapjuk, hogy:
𝜔 = 2𝜋 ∙ 𝑓. (3.4)
Ezen mennyiségeknek meghatározó szerepe van a rezgések leírásában. Ezek a
komplexebb rezgések leírásának építőkövei.
3.2. Ábra: Periodikus, harmonikus rezgés jellemző mennyiségei [14]
3.2. A forgógépeket leíró rezgésjellemzők
Általánosan kijelenthető, hogy a műszaki életben lévő gépegységek, azon belül is a
hidraulikus berendezések nem merev testek. Sokféle, különböző alkatrészből épülnek
fel. Esetünkben az áramlástani jelenségek is kihatással vannak a rezgésképre.
10
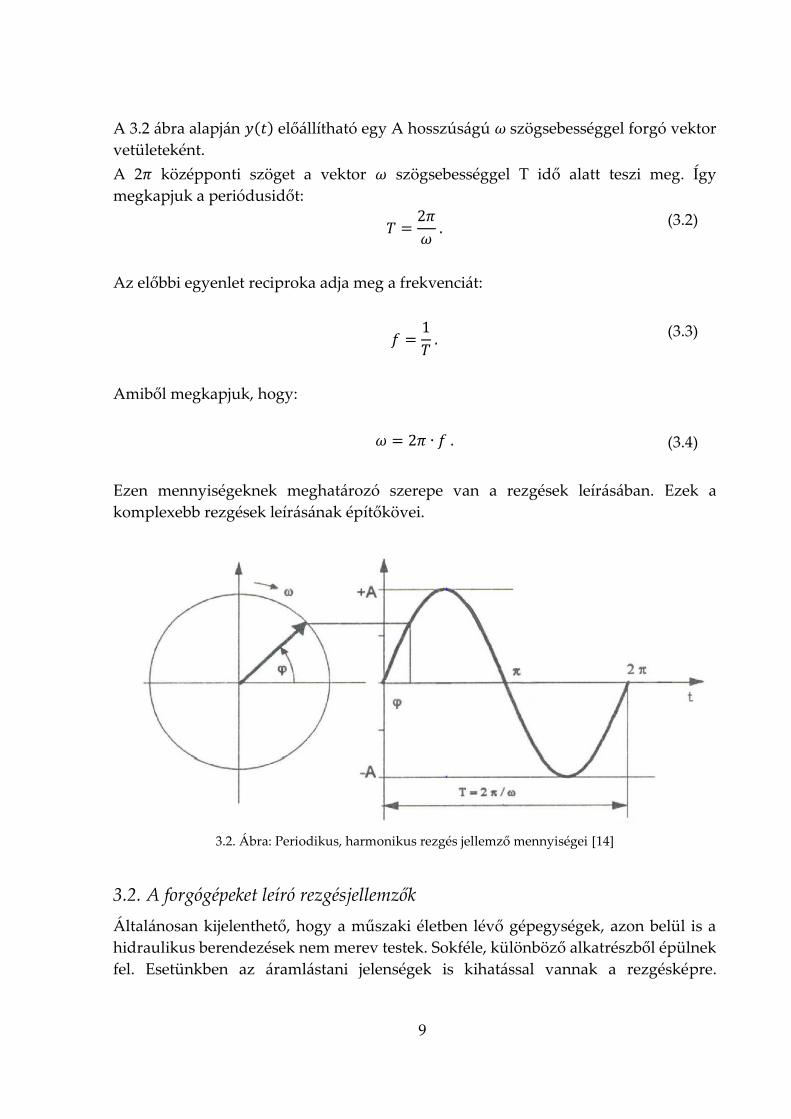
Mindegyik alkatrész és áramlástani fluktuáció különböző rezgéseket produkál,
aminek közvetlen következmény egy összetett rezgésjel.
3.3. Ábra: Periodikus, harmonikus rezgés jellemző mennyiségei [14]
Az 3.3 ábrán látható egy összetett rezgésjel. Ez a fajta jel hat darab harmonikus
tagból áll. Ezen hat tag látható térben a jellemző értékeikkel feltüntetve. Ezek az
értékek a 3.1 egyenlet alapján értelmezhetőek.
Ezen magyarázó ábrán az egyszerűség kedvéért a fázis szöget nem változtattam.
Az amplitúdók és a frekvenciák között az alábbi összefüggés érvényesült:
∑
sin((2𝑘 − 1)𝜔𝑡)
2𝑘 − 1,
6
𝑘=1
(3.5)
amely csak páratlan frekvencia értékeket képez. Ennek hatására egy négyszögjelhez
hasonló összetett függvényt kapunk.
Az időben lejátszódó folyamatok által létrehozott szinuszos rezgéseket Fourier
transzformáció révén a frekvencia tartományba vihetőek át. Az így kapott időjelet
amplitúdója és frekvenciája fogja jellemezni. A frekvencia tartományba megjelenített
jelet a jel spektrumának nevezzük.
A Fourier transzformációra azért van szükség, mert a valóságban ritka az a jelenség,
hogy csak egyetlen szinuszos tulajdonságú rezgés lép fel a vizsgálat alatt lévő
berendezésen. Már két fajta jelnél is érzékelhető az időtartományban való átláthatóság,
kezelhetőség problémája. Ezért már a mérést követően Fourier transzformációt
11
alkalmaznak az időfüggvényeken, hogy frekvencia térbe transzformálják át őket. A
használt formula:
𝑦(𝑓) = 𝐹{𝑦(𝑡)} = ∫ 𝑦(𝑡) ∙ 𝑒−𝑗2𝜋𝑓𝑡𝑑𝑡
∞
−∞
,
(3.6)
ami 𝑦(𝑡) időfüggvényből, egy 𝐹{𝑦(𝑡)} frekvencia függvényt állít elő. A harmonikus
rezgés transzformáltja ennek következményében egy A nagyságú vonal, amely a
rezgést jellemző frekvencián áll elő, ezt másképpen harmonikus rezgés összetevőnek
hívják.
Olyan esetben, amikor a rezgés nem periodikus, a frekvencia tartományban a
rezgésösszetevők sorozata jön létre. Mind időjellel mind spektrummal definiálni
tudjuk a rezgést. Számos probléma az időjelből is észrevehető, de a gyakorlatban a
rezgésdiagnosztika többet használja a frekvencia spektrumot.
3.3. FFT
A spektrum kiszámítása a kapott mintákon a DFT-nek (Discrete Fourier Transform)
nevezett eljárással történik. A kapott időjeleken a Fourier transzformáció elvégzése
alkalmazott formula miatt nagy számítási kapacitást és hosszas számítási időt igényel.
A gyakorlatban viszont szükség van a DFT igen gyors meghatározására. Például valós
idejű méréseknél az adatok mihamarabbi feldolgozásán van a hangsúly, amik után
különböző kiértékelési műveleteket és algoritmusokat már el lehet végezni.
Először J.W.Cooley és J.W Tukey mutatták rá 1965-ben [15], hogy a DFT kiszámítása
során van lehetőség a számítási műveletek számának lényeges csökkentésére. Az ötlet
az volt, hogy a kapott számsort felbontották páros és páratlan komponensekre. Azóta
több ilyen módszer is napvilágot látott. Ezeket összefoglalóan gyors Fourier
transzformációnak nevezzük, azaz FFT (Fast Fourier Transform). Ennek az eljárásnak
létfontosságú szerepe van a rezgésanalízisben.
12
4. REZGÉSFORRÁSOK
A berendezésben rengeteg rezgésforrás együttesen fejti ki hatását. Ezeket a forrásokat
két kategóriába sorolhatjuk: hidraulikus gerjesztések és mechanikai gerjesztések.
4.1. Hidraulikus gerjesztések
A centrifugál szivattyúban a rezgések egy jelentős hányada a fellépő hidraulikus
erőkből származik. A gerjesztések az áramlástani kölcsönhatások a forgórész és a ház
között, turbulenciákból, kavitációból és hidraulikus instabilitásokból származik [16].
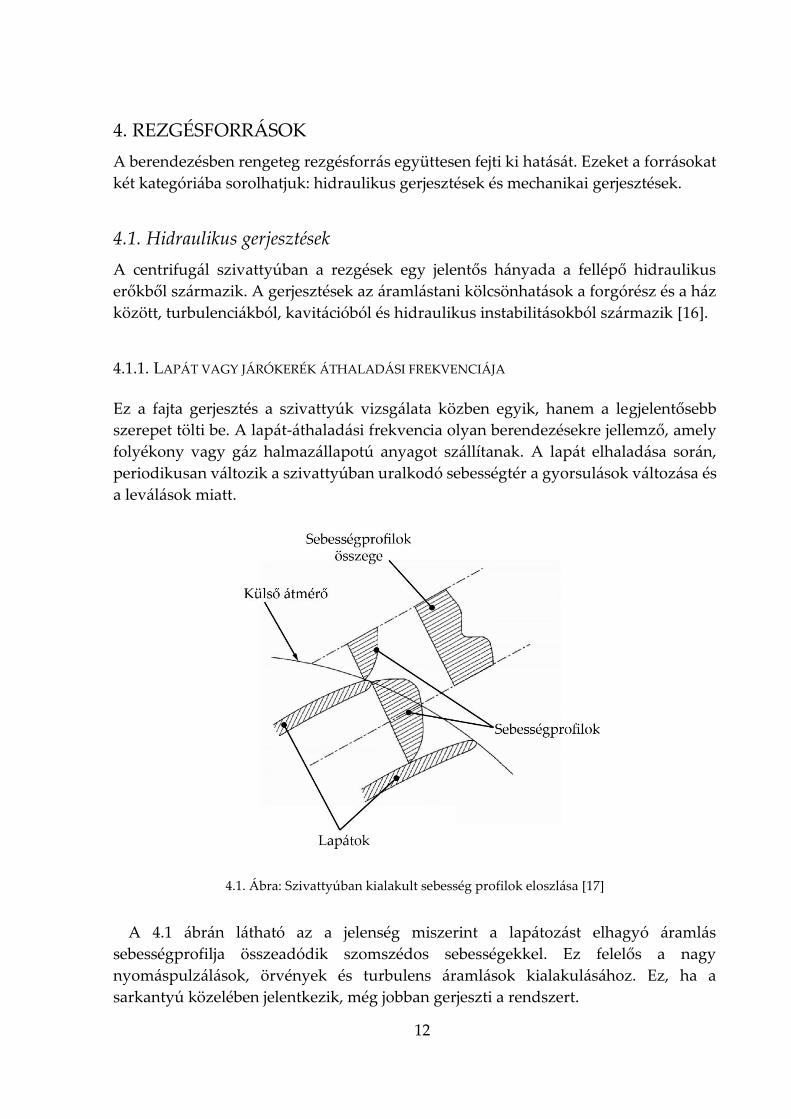
4.1.1. LAPÁT VAGY JÁRÓKERÉK ÁTHALADÁSI FREKVENCIÁJA
Ez a fajta gerjesztés a szivattyúk vizsgálata közben egyik, hanem a legjelentősebb
szerepet tölti be. A lapát-áthaladási frekvencia olyan berendezésekre jellemző, amely
folyékony vagy gáz halmazállapotú anyagot szállítanak. A lapát elhaladása során,
periodikusan változik a szivattyúban uralkodó sebességtér a gyorsulások változása és
a leválások miatt.
4.1. Ábra: Szivattyúban kialakult sebesség profilok eloszlása [17]
A 4.1 ábrán látható az a jelenség miszerint a lapátozást elhagyó áramlás
sebességprofilja összeadódik szomszédos sebességekkel. Ez felelős a nagy
nyomáspulzálások, örvények és turbulens áramlások kialakulásához. Ez, ha a
sarkantyú közelében jelentkezik, még jobban gerjeszti a rendszert.
13
Az áthaladási frekvenciát a következő képen értelmezzük,
𝑓𝐿 =𝑧𝐿 ∙ 𝑛
60 (4.1)
Ahol 𝑧𝐿 a forgólapátok száma; 𝑛 a lapátok fordulatszáma min-1-ben.
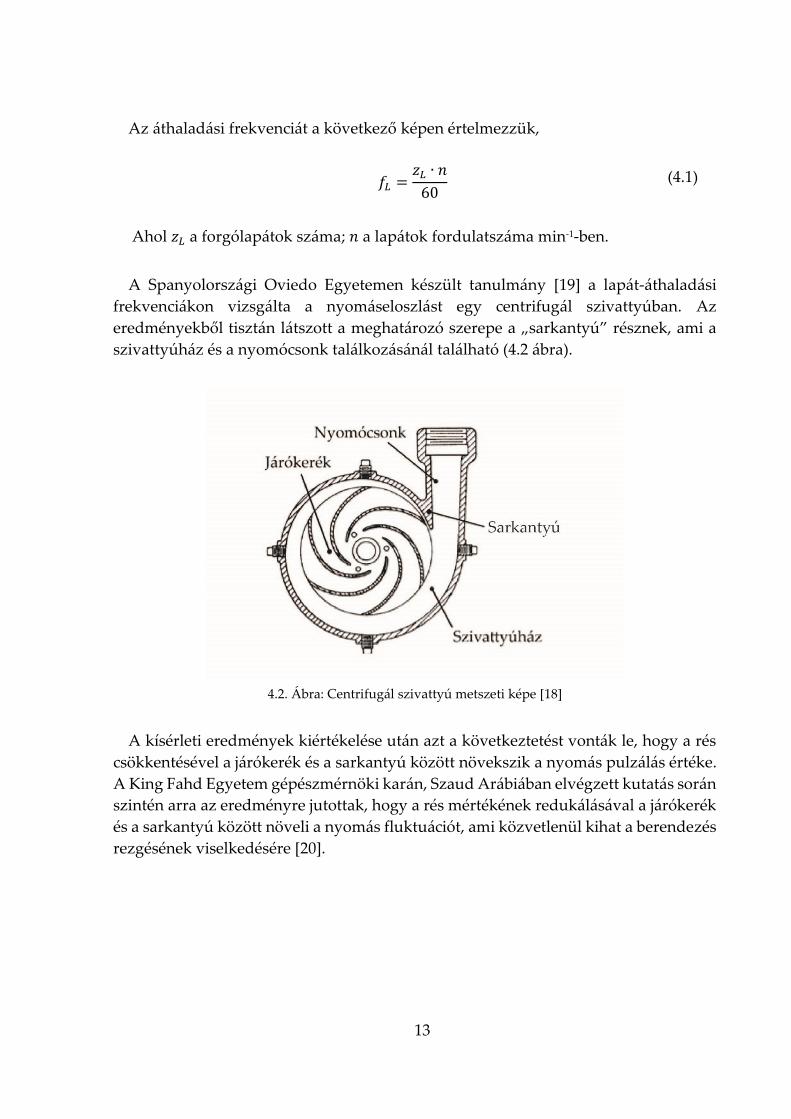
A Spanyolországi Oviedo Egyetemen készült tanulmány [19] a lapát-áthaladási
frekvenciákon vizsgálta a nyomáseloszlást egy centrifugál szivattyúban. Az
eredményekből tisztán látszott a meghatározó szerepe a „sarkantyú” résznek, ami a
szivattyúház és a nyomócsonk találkozásánál található (4.2 ábra).
4.2. Ábra: Centrifugál szivattyú metszeti képe [18]
A kísérleti eredmények kiértékelése után azt a következtetést vonták le, hogy a rés
csökkentésével a járókerék és a sarkantyú között növekszik a nyomás pulzálás értéke.
A King Fahd Egyetem gépészmérnöki karán, Szaud Arábiában elvégzett kutatás során
szintén arra az eredményre jutottak, hogy a rés mértékének redukálásával a járókerék
és a sarkantyú között növeli a nyomás fluktuációt, ami közvetlenül kihat a berendezés
rezgésének viselkedésére [20].
14
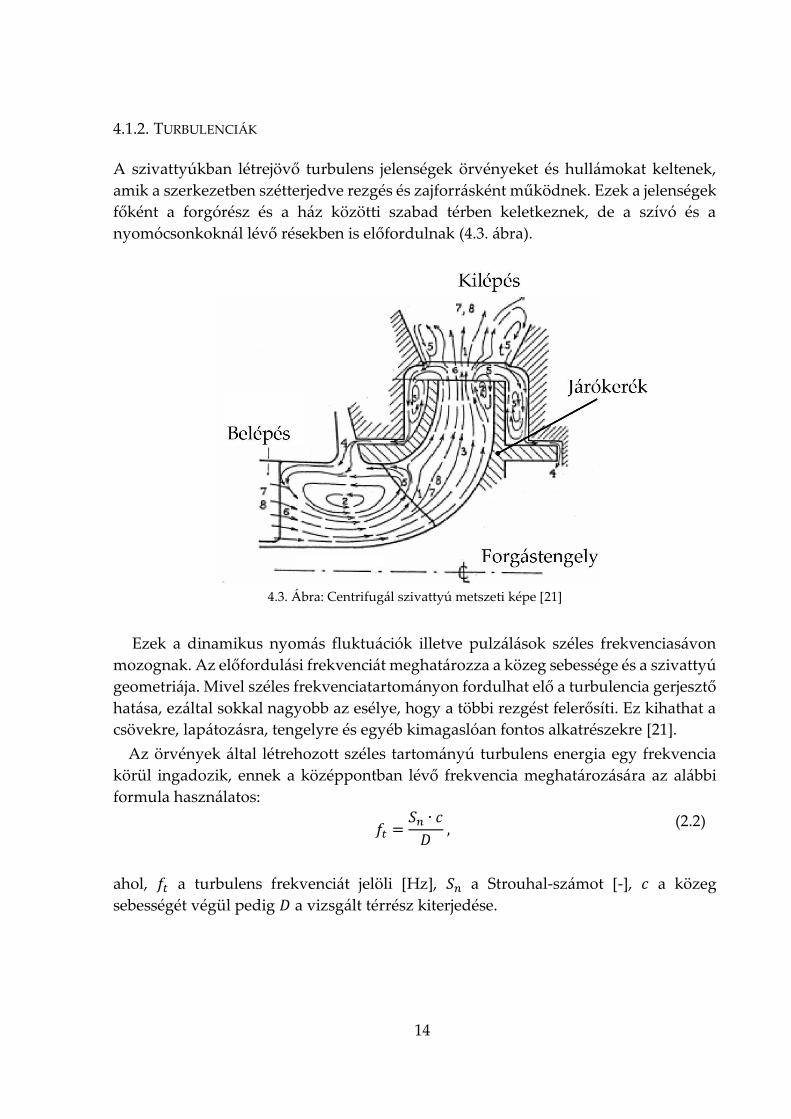
4.1.2. TURBULENCIÁK
A szivattyúkban létrejövő turbulens jelenségek örvényeket és hullámokat keltenek,
amik a szerkezetben szétterjedve rezgés és zajforrásként működnek. Ezek a jelenségek
főként a forgórész és a ház közötti szabad térben keletkeznek, de a szívó és a
nyomócsonkoknál lévő résekben is előfordulnak (4.3. ábra).
4.3. Ábra: Centrifugál szivattyú metszeti képe [21]
Ezek a dinamikus nyomás fluktuációk illetve pulzálások széles frekvenciasávon
mozognak. Az előfordulási frekvenciát meghatározza a közeg sebessége és a szivattyú
geometriája. Mivel széles frekvenciatartományon fordulhat elő a turbulencia gerjesztő
hatása, ezáltal sokkal nagyobb az esélye, hogy a többi rezgést felerősíti. Ez kihathat a
csövekre, lapátozásra, tengelyre és egyéb kimagaslóan fontos alkatrészekre [21].
Az örvények által létrehozott széles tartományú turbulens energia egy frekvencia
körül ingadozik, ennek a középpontban lévő frekvencia meghatározására az alábbi
formula használatos:
𝑓𝑡 =
𝑆𝑛 ∙ 𝑐
𝐷,
(2.2)
ahol, 𝑓𝑡 a turbulens frekvenciát jelöli [Hz], 𝑆𝑛 a Strouhal-számot [-], 𝑐 a közeg
sebességét végül pedig 𝐷 a vizsgált térrész kiterjedése.
15
4.1.3. KAVITÁCIÓ
A szivattyúban és annak csővezetékében számos helyen felléphet a kavitációnak
nevezett jelenség. Kavitáció során a szállított folyadékban az abszolút nyomás a helyi
telített gőznyomás alá csökken, ami leginkább nagy sebességű áramlási zónákban
jelentkezik, a folyadék homogenitása megszűnik, és a határoló fal mikro repedéseiben
apró gőzbuborékok jelennek meg. A gőzbuborékok, amik hirtelen összeroppannak, ha
nagyobb nyomású tartományba érnek kis darabokat szakítanak ki az anyagból. Ez a
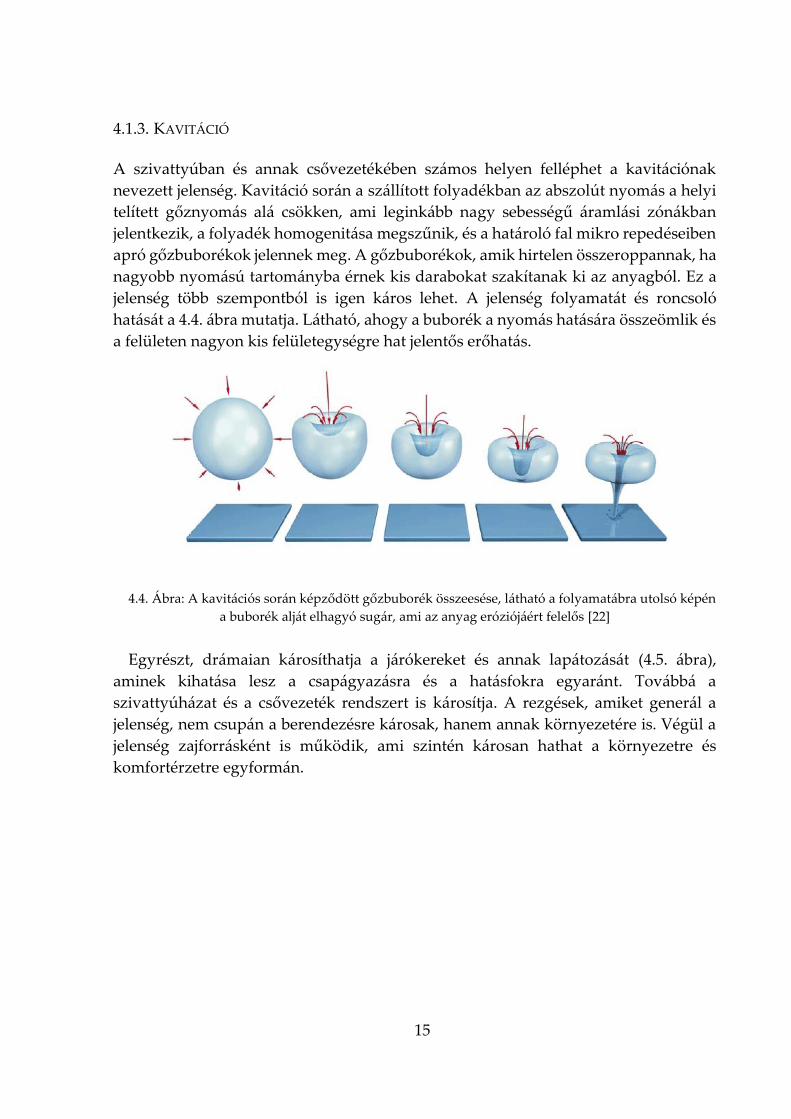
jelenség több szempontból is igen káros lehet. A jelenség folyamatát és roncsoló
hatását a 4.4. ábra mutatja. Látható, ahogy a buborék a nyomás hatására összeömlik és
a felületen nagyon kis felületegységre hat jelentős erőhatás.
4.4. Ábra: A kavitációs során képződött gőzbuborék összeesése, látható a folyamatábra utolsó képén
a buborék alját elhagyó sugár, ami az anyag eróziójáért felelős [22]
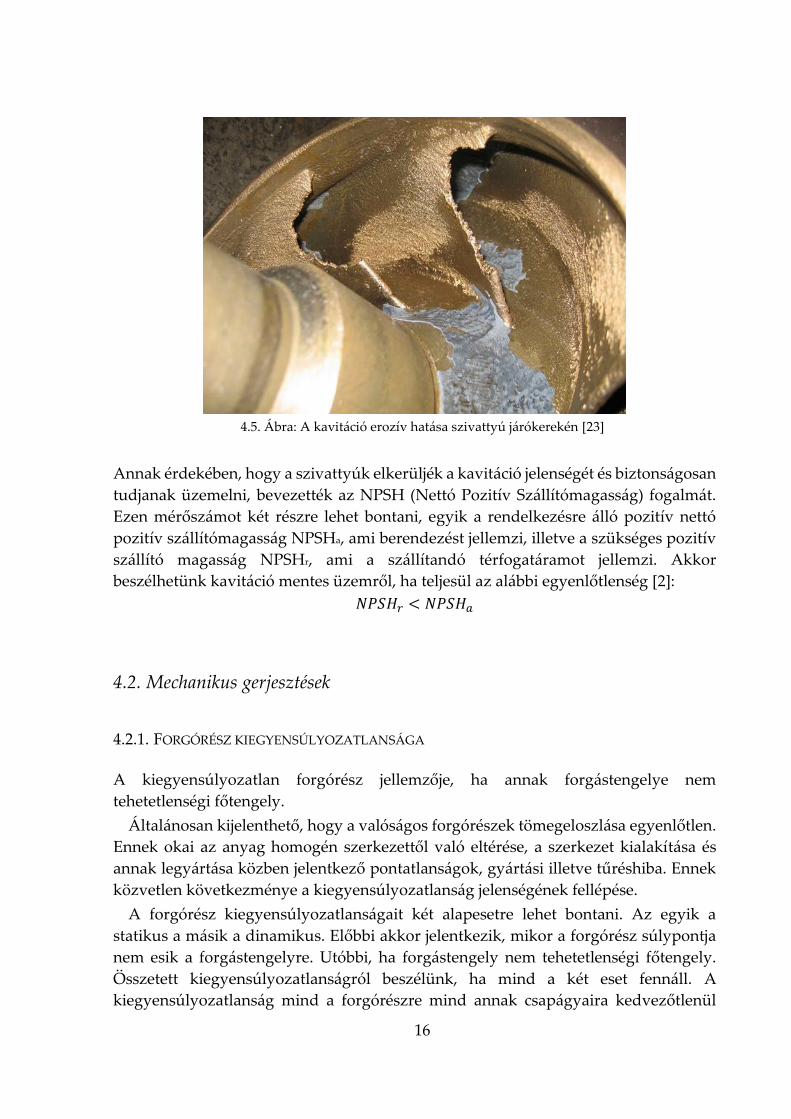
Egyrészt, drámaian károsíthatja a járókereket és annak lapátozását (4.5. ábra),
aminek kihatása lesz a csapágyazásra és a hatásfokra egyaránt. Továbbá a
szivattyúházat és a csővezeték rendszert is károsítja. A rezgések, amiket generál a
jelenség, nem csupán a berendezésre károsak, hanem annak környezetére is. Végül a
jelenség zajforrásként is működik, ami szintén károsan hathat a környezetre és
komfortérzetre egyformán.
16
4.5. Ábra: A kavitáció erozív hatása szivattyú járókerekén [23]
Annak érdekében, hogy a szivattyúk elkerüljék a kavitáció jelenségét és biztonságosan
tudjanak üzemelni, bevezették az NPSH (Nettó Pozitív Szállítómagasság) fogalmát.
Ezen mérőszámot két részre lehet bontani, egyik a rendelkezésre álló pozitív nettó
pozitív szállítómagasság NPSHa, ami berendezést jellemzi, illetve a szükséges pozitív
szállító magasság NPSHr, ami a szállítandó térfogatáramot jellemzi. Akkor
beszélhetünk kavitáció mentes üzemről, ha teljesül az alábbi egyenlőtlenség [2]:
𝑁𝑃𝑆𝐻𝑟 < 𝑁𝑃𝑆𝐻𝑎
4.2. Mechanikus gerjesztések
4.2.1. FORGÓRÉSZ KIEGYENSÚLYOZATLANSÁGA
A kiegyensúlyozatlan forgórész jellemzője, ha annak forgástengelye nem
tehetetlenségi főtengely.
Általánosan kijelenthető, hogy a valóságos forgórészek tömegeloszlása egyenlőtlen.
Ennek okai az anyag homogén szerkezettől való eltérése, a szerkezet kialakítása és
annak legyártása közben jelentkező pontatlanságok, gyártási illetve tűréshiba. Ennek
közvetlen következménye a kiegyensúlyozatlanság jelenségének fellépése.
A forgórész kiegyensúlyozatlanságait két alapesetre lehet bontani. Az egyik a
statikus a másik a dinamikus. Előbbi akkor jelentkezik, mikor a forgórész súlypontja
nem esik a forgástengelyre. Utóbbi, ha forgástengely nem tehetetlenségi főtengely.
Összetett kiegyensúlyozatlanságról beszélünk, ha mind a két eset fennáll. A
kiegyensúlyozatlanság mind a forgórészre mind annak csapágyaira kedvezőtlenül
17
hat. Jelentős erőhatások léphetnek fel a fordulatszám négyzetével egyenes arányban
lévő erők miatt.
4.2.2. NEM MEGFELELŐ KENÉS
A szivattyú forgó gépalkatrészeinek nem elégséges kenése előkelő helyet foglal el a
berendezés meghibásodási okainál. A kenés fontossága elengedhetetlen a forgógépek
kifogástalan működéséhez. Ha a kenőfilm réteg megszakad az érintkező felületek
között, fennáll a periodikus forgás megszakadása, tranziensé válik, és ezáltal rezgések
keletkezhetnek. Továbbá az alkatrészek közötti súrlódás kritikus sérüléseket okozhat
azok felületén. Az egyik kutató intézet vizsgálata alapján a szivattyúk körében ennek
a fajta meghibásodása számottevő 36 % -os előfordulása van [24].
4.2.3. ILLESZTÉSI PONTATLANSÁGOK
Az illesztések nem megfelelő betartása, továbbá üzem meglazuló kötések a szivattyú
üzemét veszélyeztetik. Illesztési pontatlanság lehet a tengely beállítási hibája, szöghiba
vagy nem egytengelyűség. Ezen jelenségeknek nagyon gyakori az előfordulása.
A túl erősen vagy túl lazán illesztett gépalkatrészek a nem megfelelő kenéshez
hasonlóan a forgás periodicitására lehetnek kihatással. Ezáltal rezgések jöhetnek létre,
ami ha a többi meghibásodással összetevődik, a berendezés élettartamát
csökkenthetik.
Egy vegyipari vállalat három éves felmérése alapján ennek a problémának az
előfordulása 29 % volt [25].
4.2.4. CSAPÁGY HIBÁK
A csapágy hibák elsősorban a szennyeződések bekerülése miatt vagy a nem megfelelő
kenése miatt jelentkezik. Ezen tényezők hatásaként a csapágy nem tudja megfelelően
forgási feladatát ellátni, ami túlterhelődéshez vezet. Amikor a csapágy már hibás, a
rezgések spektrumaiból már felismerhető annak milyensége és súlyossága.
18
5. MÉRÉS LEÍRÁSA
5.1. Mérőállomás felépítése
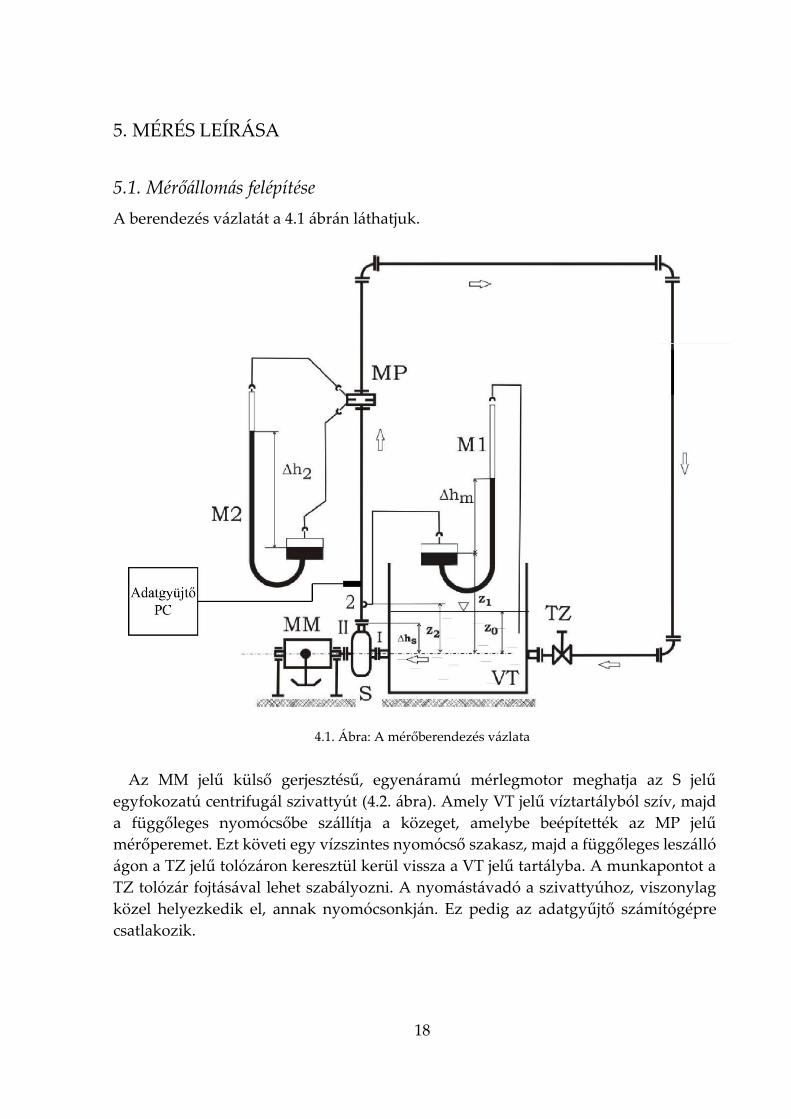
A berendezés vázlatát a 4.1 ábrán láthatjuk.
4.1. Ábra: A mérőberendezés vázlata
Az MM jelű külső gerjesztésű, egyenáramú mérlegmotor meghatja az S jelű
egyfokozatú centrifugál szivattyút (4.2. ábra). Amely VT jelű víztartályból szív, majd
a függőleges nyomócsőbe szállítja a közeget, amelybe beépítették az MP jelű
mérőperemet. Ezt követi egy vízszintes nyomócső szakasz, majd a függőleges leszálló
ágon a TZ jelű tolózáron keresztül kerül vissza a VT jelű tartályba. A munkapontot a
TZ tolózár fojtásával lehet szabályozni. A nyomástávadó a szivattyúhoz, viszonylag
közel helyezkedik el, annak nyomócsonkján. Ez pedig az adatgyűjtő számítógépre
csatlakozik.
19
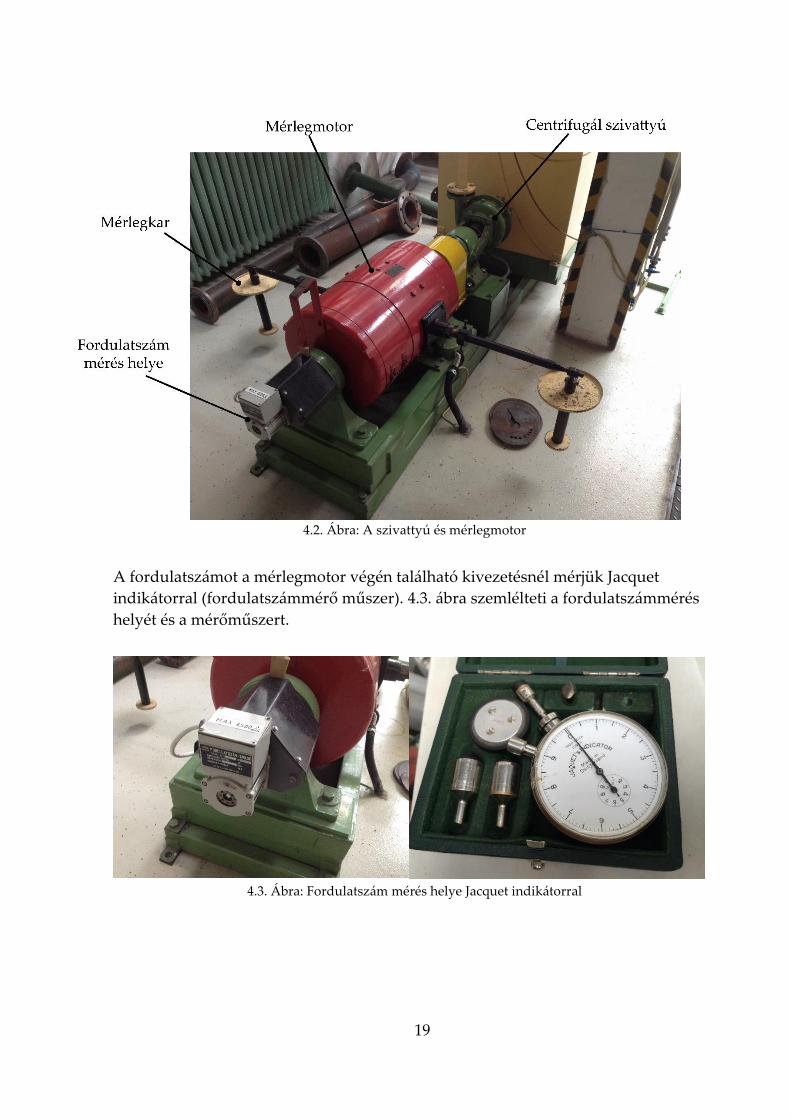
4.2. Ábra: A szivattyú és mérlegmotor
A fordulatszámot a mérlegmotor végén található kivezetésnél mérjük Jacquet
indikátorral (fordulatszámmérő műszer). 4.3. ábra szemlélteti a fordulatszámmérés
helyét és a mérőműszert.
4.3. Ábra: Fordulatszám mérés helye Jacquet indikátorral
20
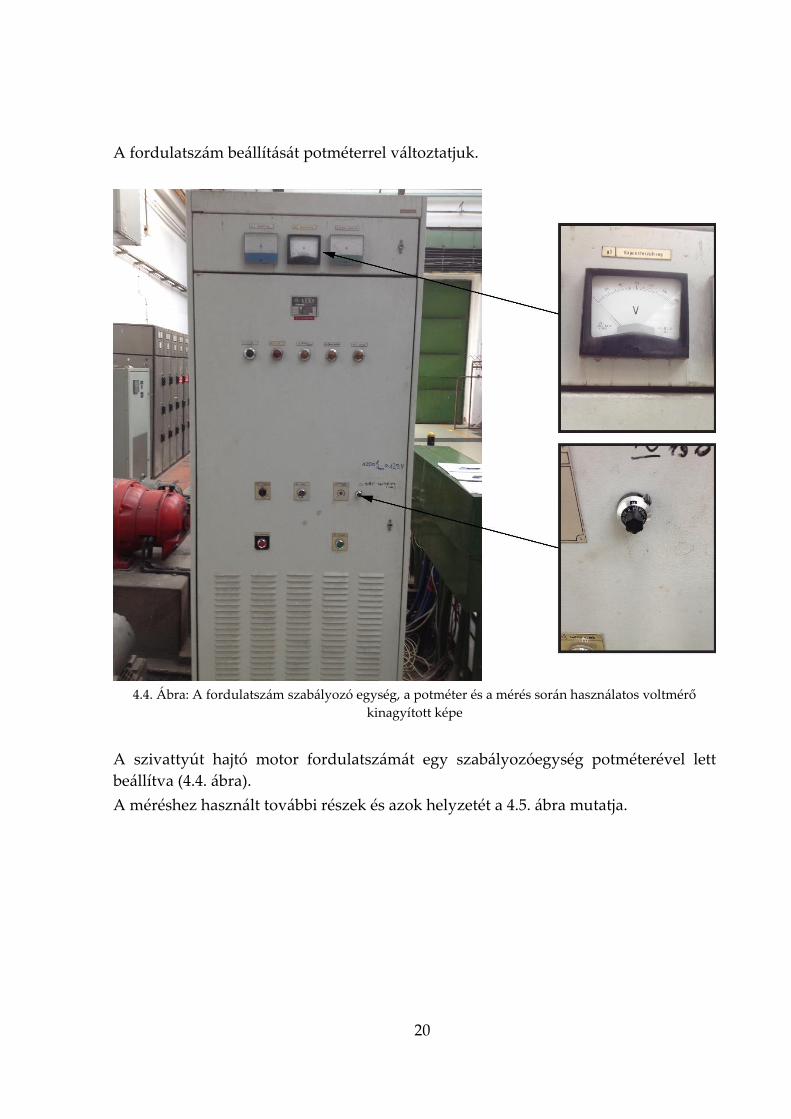
A fordulatszám beállítását potméterrel változtatjuk.
4.4. Ábra: A fordulatszám szabályozó egység, a potméter és a mérés során használatos voltmérő
kinagyított képe
A szivattyút hajtó motor fordulatszámát egy szabályozóegység potméterével lett
beállítva (4.4. ábra).
A méréshez használt további részek és azok helyzetét a 4.5. ábra mutatja.
21
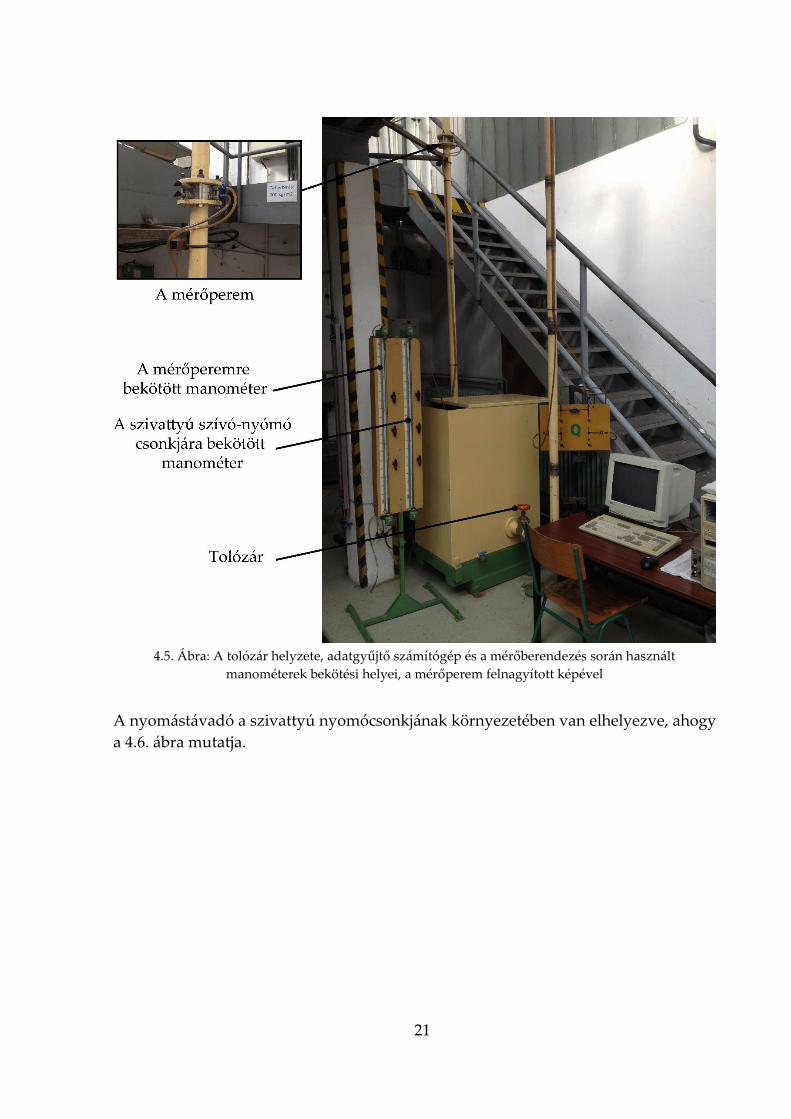
4.5. Ábra: A tolózár helyzete, adatgyűjtő számítógép és a mérőberendezés során használt
manométerek bekötési helyei, a mérőperem felnagyított képével
A nyomástávadó a szivattyú nyomócsonkjának környezetében van elhelyezve, ahogy
a 4.6. ábra mutatja.
22
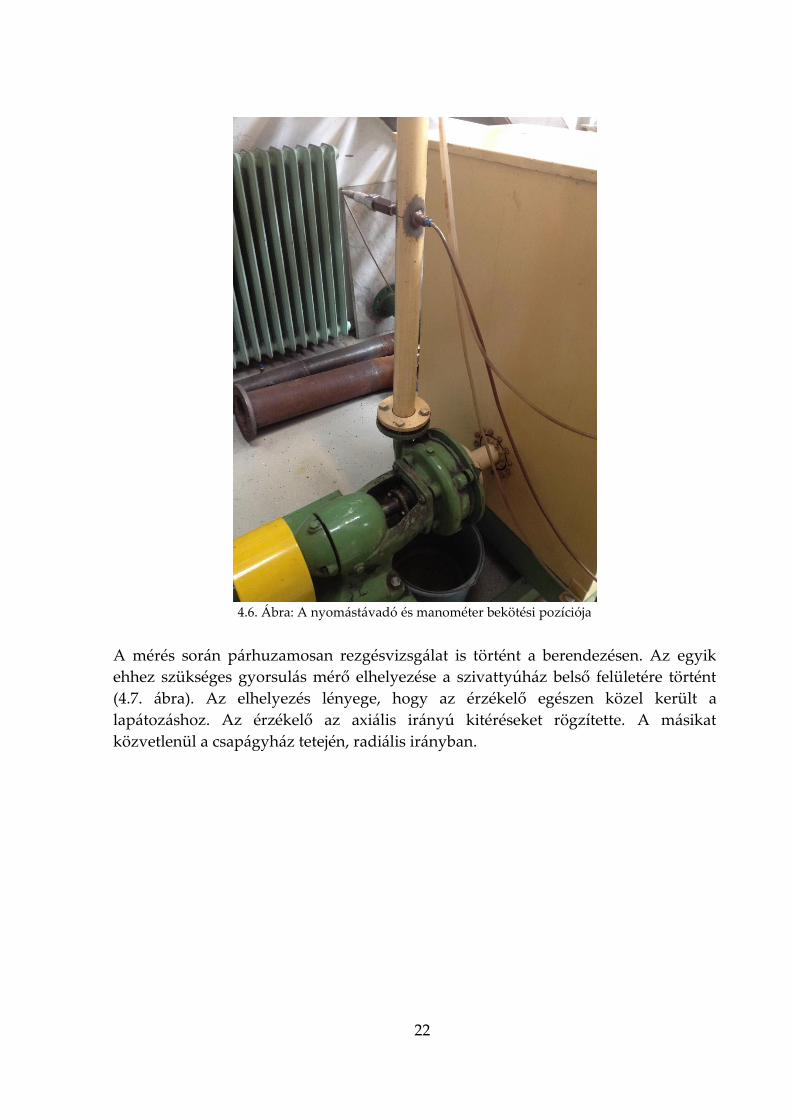
4.6. Ábra: A nyomástávadó és manométer bekötési pozíciója
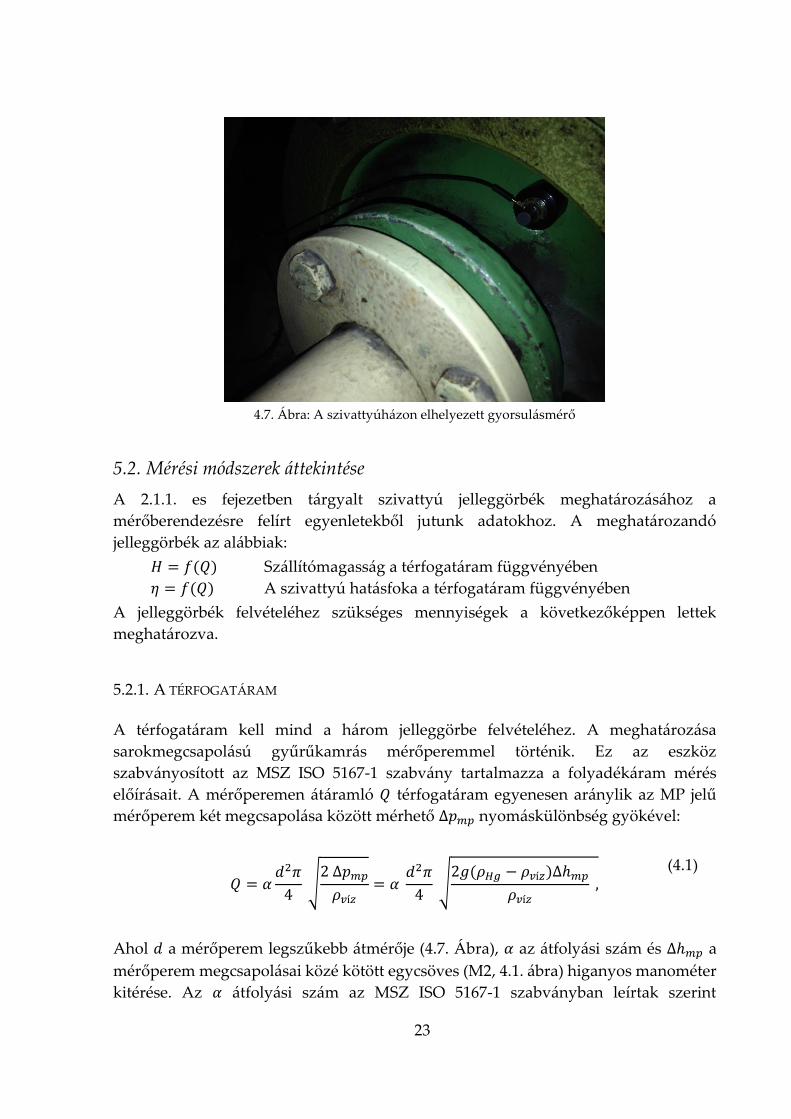
A mérés során párhuzamosan rezgésvizsgálat is történt a berendezésen. Az egyik
ehhez szükséges gyorsulás mérő elhelyezése a szivattyúház belső felületére történt
(4.7. ábra). Az elhelyezés lényege, hogy az érzékelő egészen közel került a
lapátozáshoz. Az érzékelő az axiális irányú kitéréseket rögzítette. A másikat
közvetlenül a csapágyház tetején, radiális irányban.
23
4.7. Ábra: A szivattyúházon elhelyezett gyorsulásmérő
5.2. Mérési módszerek áttekintése
A 2.1.1. es fejezetben tárgyalt szivattyú jelleggörbék meghatározásához a
mérőberendezésre felírt egyenletekből jutunk adatokhoz. A meghatározandó
jelleggörbék az alábbiak:
𝐻 = 𝑓(𝑄) Szállítómagasság a térfogatáram függvényében
𝜂 = 𝑓(𝑄) A szivattyú hatásfoka a térfogatáram függvényében
A jelleggörbék felvételéhez szükséges mennyiségek a következőképpen lettek
meghatározva.
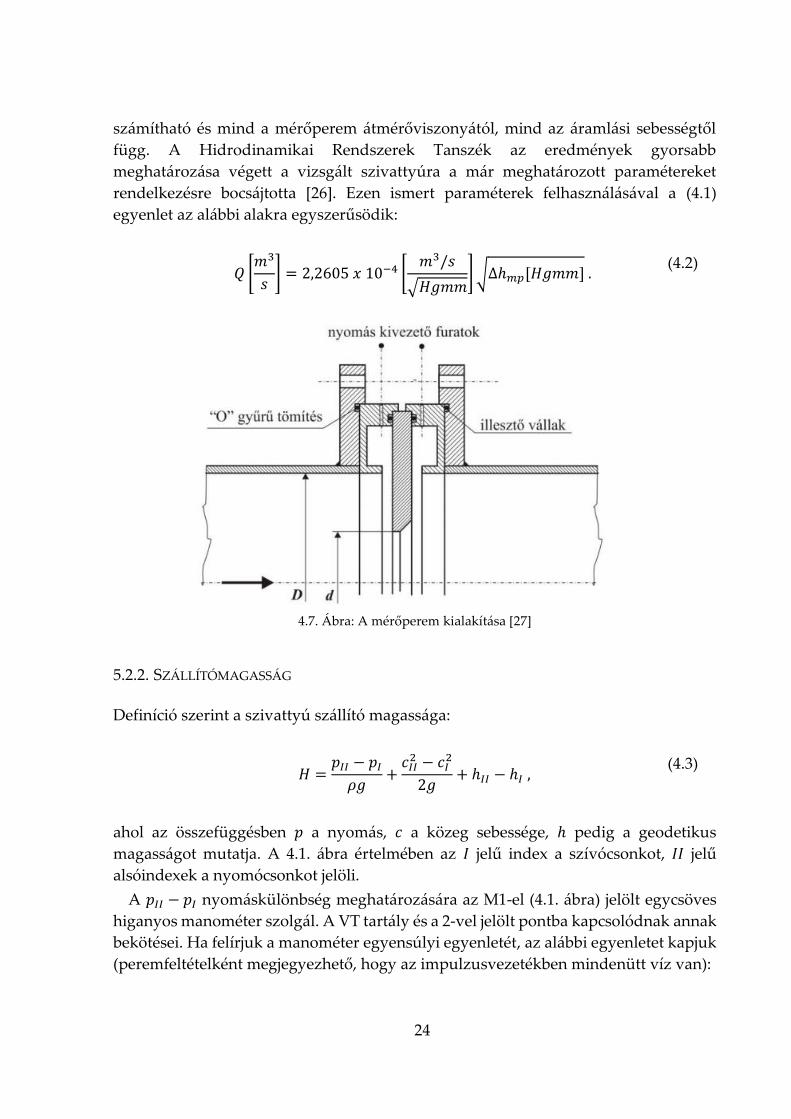
5.2.1. A TÉRFOGATÁRAM
A térfogatáram kell mind a három jelleggörbe felvételéhez. A meghatározása
sarokmegcsapolású gyűrűkamrás mérőperemmel történik. Ez az eszköz
szabványosított az MSZ ISO 5167-1 szabvány tartalmazza a folyadékáram mérés
előírásait. A mérőperemen átáramló 𝑄 térfogatáram egyenesen aránylik az MP jelű
mérőperem két megcsapolása között mérhető ∆𝑝𝑚𝑝 nyomáskülönbség gyökével:
𝑄 = 𝛼
𝑑2𝜋
4√2∆𝑝𝑚𝑝
𝜌𝑣í𝑧= 𝛼
𝑑2𝜋
4√2𝑔(𝜌𝐻𝑔 − 𝜌𝑣í𝑧)∆ℎ𝑚𝑝
𝜌𝑣í𝑧 ,
(4.1)
Ahol 𝑑 a mérőperem legszűkebb átmérője (4.7. Ábra), 𝛼 az átfolyási szám és ∆ℎ𝑚𝑝 a
mérőperem megcsapolásai közé kötött egycsöves (M2, 4.1. ábra) higanyos manométer
kitérése. Az 𝛼 átfolyási szám az MSZ ISO 5167-1 szabványban leírtak szerint
24
számítható és mind a mérőperem átmérőviszonyától, mind az áramlási sebességtől
függ. A Hidrodinamikai Rendszerek Tanszék az eredmények gyorsabb
meghatározása végett a vizsgált szivattyúra a már meghatározott paramétereket
rendelkezésre bocsájtotta [26]. Ezen ismert paraméterek felhasználásával a (4.1)
egyenlet az alábbi alakra egyszerűsödik:
𝑄 [
𝑚3
𝑠] = 2,2605𝑥10−4 [
𝑚3/𝑠
√𝐻𝑔𝑚𝑚]√∆ℎ𝑚𝑝[𝐻𝑔𝑚𝑚].
(4.2)
4.7. Ábra: A mérőperem kialakítása [27]
5.2.2. SZÁLLÍTÓMAGASSÁG
Definíció szerint a szivattyú szállító magassága:
𝐻 =
𝑝𝐼𝐼 − 𝑝𝐼𝜌𝑔
+𝑐𝐼𝐼2 − 𝑐𝐼
2
2𝑔+ ℎ𝐼𝐼 − ℎ𝐼 ,
(4.3)
ahol az összefüggésben 𝑝 a nyomás, 𝑐 a közeg sebessége, ℎ pedig a geodetikus
magasságot mutatja. A 4.1. ábra értelmében az 𝐼 jelű index a szívócsonkot, 𝐼𝐼 jelű
alsóindexek a nyomócsonkot jelöli.
A 𝑝𝐼𝐼 − 𝑝𝐼 nyomáskülönbség meghatározására az M1-el (4.1. ábra) jelölt egycsöves
higanyos manométer szolgál. A VT tartály és a 2-vel jelölt pontba kapcsolódnak annak
bekötései. Ha felírjuk a manométer egyensúlyi egyenletét, az alábbi egyenletet kapjuk
(peremfeltételként megjegyezhető, hogy az impulzusvezetékben mindenütt víz van):

25
𝑝0 − (𝑧1 + ∆ℎ𝑚 − 𝑧0)𝜌𝑣í𝑧𝑔 + ∆ℎ𝑚𝜌𝐻𝑔𝑔 = 𝑝2 − (𝑧1 − 𝑧2)𝜌𝑣í𝑧𝑔. (4.4)
Az egyenlet bal oldali részének első tagja 𝑝0 a légköri nyomást jelöli. A 𝑧1 és 𝑧2 a
magasságokat (4.1. ábra), ∆ℎ𝑚 a manométer kitérését.
A 2 és II pontok között a veszteséges Bernoulli egyenletet:
𝑝𝐼𝐼 = 𝑝2 + (𝑧2 − ∆ℎ𝑠)𝜌𝑣í𝑧𝑔 + ∆𝑝2′ . (4.5)
A ∆ℎ𝑠 a 4.5-ös egyenletben a nyomócsonk magasságát jelöli. Az egyenletben
szereplő veszteségi tag ∆𝑝2′ elhanyagolhatóan kis értéke miatt nullának vesszük.
A VT tartály felszíni pontja és az I pont között szintén felírjuk a Bernoulli egyenletet:
𝑝𝐼 + 𝜌𝑣í𝑧
𝑐𝐼2
2= 𝑝0 + 𝑧0𝜌𝑣í𝑧𝑔.
(4.6)
A (4.5) és (4.6) egyenletből 𝑝2-t és 𝑝0-t kifejezve és azt visszaírva a (4.4) egyenletbe
az alábbi egyenletet kapjuk:
𝑝𝐼𝐼 − 𝑝𝐼 = ∆ℎ𝑚(𝜌𝐻𝑔 − 𝜌𝑣í𝑧)𝑔 − ∆ℎ𝑠𝜌𝑣í𝑧𝑔 + 𝜌𝑣í𝑧
𝑐𝐼2
2.
(4.7)
A kapott (4.7) egyenletet visszaírva a (4.3) Bernoulli egyenletbe a ∆ℎ𝑠 tagot
elhanyagolva, megkapjuk a számításra alkalmas összefüggést:
𝐻 =
∆ℎ𝑚(𝜌𝐻𝑔 − 𝜌𝑣í𝑧)
𝜌𝑣í𝑧+
𝑄2
(𝑑2𝜋4 )
2
1
2𝑔.
(4.8)
Behelyettesítve a numerikus értékeke az alábbi egyenletet kapjuk:
𝐻[𝑚] = 0,0126[−]∆ℎ𝑚[𝑚𝑚] + 10471,7 [𝑚
𝑚6
𝑠2
] (𝑄 [𝑚3
𝑠])
2
.
(4.9)
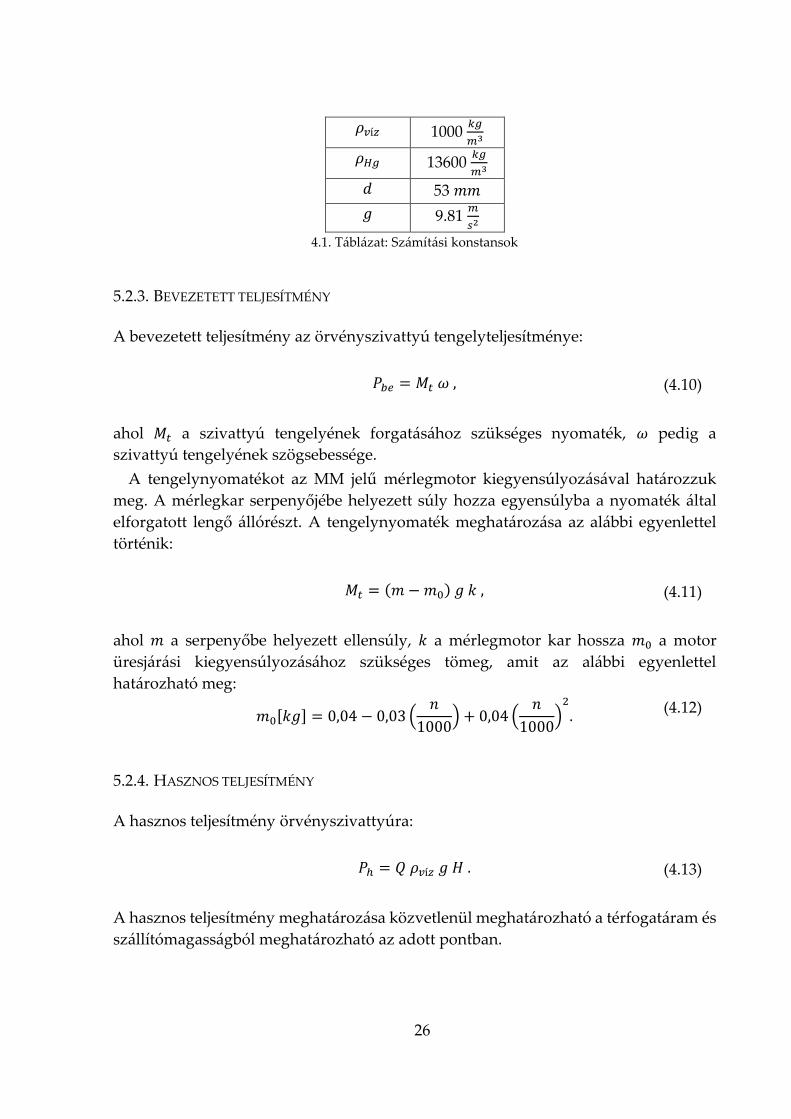
A számítás közben felhasznált értékeket a 4.1. táblázat tartalmazza.
26
𝜌𝑣í𝑧 1000 𝑘𝑔
𝑚3
𝜌𝐻𝑔 13600 𝑘𝑔
𝑚3
𝑑 53 𝑚𝑚
𝑔 9.81 𝑚
𝑠2
4.1. Táblázat: Számítási konstansok
5.2.3. BEVEZETETT TELJESÍTMÉNY
A bevezetett teljesítmény az örvényszivattyú tengelyteljesítménye:
𝑃𝑏𝑒 = 𝑀𝑡𝜔, (4.10)
ahol 𝑀𝑡 a szivattyú tengelyének forgatásához szükséges nyomaték, 𝜔 pedig a
szivattyú tengelyének szögsebessége.
A tengelynyomatékot az MM jelű mérlegmotor kiegyensúlyozásával határozzuk
meg. A mérlegkar serpenyőjébe helyezett súly hozza egyensúlyba a nyomaték által
elforgatott lengő állórészt. A tengelynyomaték meghatározása az alábbi egyenlettel
történik:
𝑀𝑡 = (𝑚 −𝑚0)𝑔𝑘, (4.11)
ahol 𝑚 a serpenyőbe helyezett ellensúly, 𝑘 a mérlegmotor kar hossza 𝑚0 a motor
üresjárási kiegyensúlyozásához szükséges tömeg, amit az alábbi egyenlettel
határozható meg:
𝑚0[𝑘𝑔] = 0,04 − 0,03 (
𝑛
1000) + 0,04 (
𝑛
1000)2
. (4.12)
5.2.4. HASZNOS TELJESÍTMÉNY
A hasznos teljesítmény örvényszivattyúra:
𝑃ℎ = 𝑄𝜌𝑣í𝑧𝑔𝐻. (4.13)
A hasznos teljesítmény meghatározása közvetlenül meghatározható a térfogatáram és
szállítómagasságból meghatározható az adott pontban.
27
5.2.5. HATÁSFOK
A szivattyú összhatásfoka a szivattyú hasznos és bevezetett teljesítmények hányadosa:
𝜂 =
𝑃ℎ𝑃𝑏𝑒
(4.14)
5.3. Mérési pontok felvétele
A mérés során a fordulatszámot 500-1500 1
𝑚𝑖𝑛 tartományban változtatjuk 100
1
𝑚𝑖𝑛
lépésközzel. A fordulatszámot a 4.4 ábrán látható potméterrel állítjuk, a voltmérőt
figyelve, mivel körülbelül egy 10 osztás megfelel 100 1
𝑚𝑖𝑛 fordulatszám változással. A
fordulatszám értékét Jacquet indikátorral mértük.
Adott, állandó fordulatszámon a TZ-vel (4.1. ábra) jelölt tolózárral változtatjuk a
mérőperemen átáramlott térfogatot mint kontroll paraméter. Az egyre növekvő
fordulatszámokkal egyre több mérési pontunk lesz, amit egyenközzel szeretnénk
felvenni Q szerint a jelleggörbéken. Az egyenköz beállítására a következő összefüggést
lett használva:
𝑋𝑚𝑎𝑥 = √Δℎ2𝑚𝑎𝑥 , (4.15)
ahol a Δℎ2𝑚𝑎𝑥 a mérőperemen mért maximális eltérés, amit teljesen nyitott állapottal
lett meghatározva. A gyökös kifejezés az arányt jelzi a térfogatáram és a kitérés között.
Δ𝑋 =
𝑋𝑚𝑎𝑥
𝑚,
(4.16)
majd ezt az értéket m intervallum számmal elosztva kapjuk a kívánt lépésközt. Ezt az
értéket önkényesen választjuk, a lényeg, hogy jól elkülönülő lépéseket kapjunk.
𝑋𝑖 = Δ𝑋 ∙ 𝑖, (4.17)
így a lépésközt az i mérés sorszámával megszorozva megkapjuk a hozzátartozó
értéket amennyit beállítva a manométeren Q szerint egyenközű skálát kapunk. Az i
változó m darabszámig megy.
∆ℎ2,𝑖2 = (𝑋𝑖)
2, (4.18)
Összefoglalva a felosztást a 4.18 egyenlet mutatja.
28
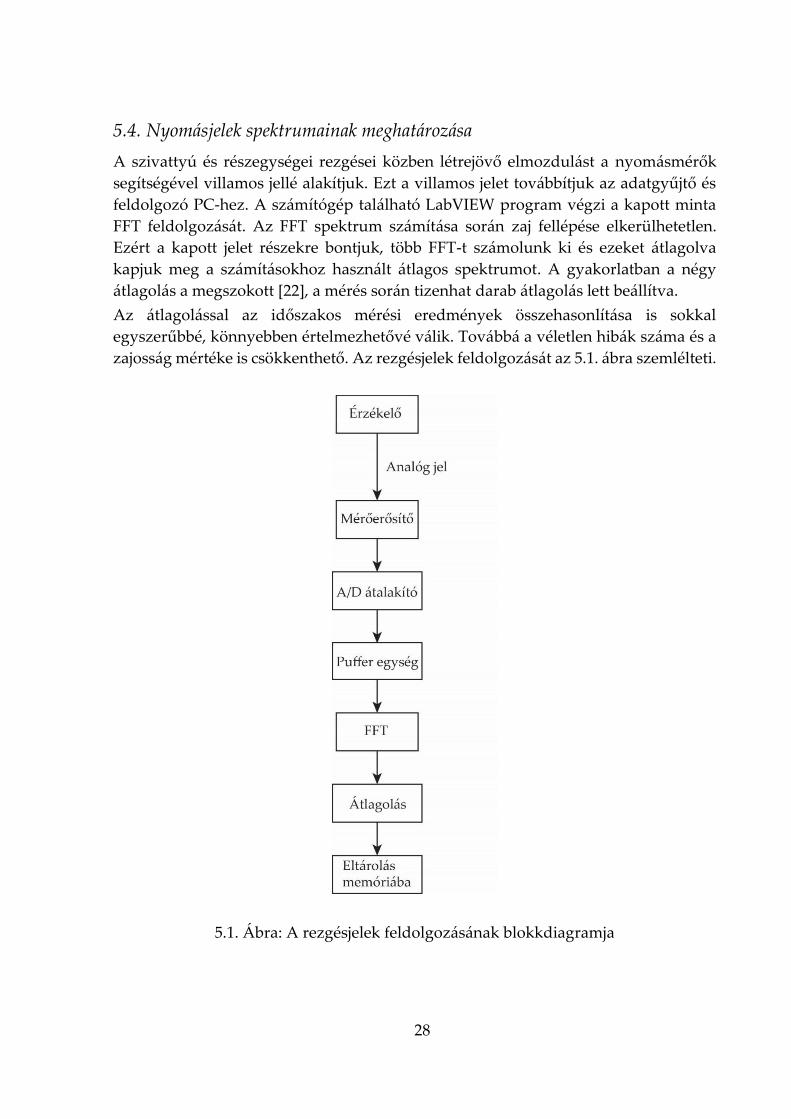
5.4. Nyomásjelek spektrumainak meghatározása
A szivattyú és részegységei rezgései közben létrejövő elmozdulást a nyomásmérők
segítségével villamos jellé alakítjuk. Ezt a villamos jelet továbbítjuk az adatgyűjtő és
feldolgozó PC-hez. A számítógép található LabVIEW program végzi a kapott minta
FFT feldolgozását. Az FFT spektrum számítása során zaj fellépése elkerülhetetlen.
Ezért a kapott jelet részekre bontjuk, több FFT-t számolunk ki és ezeket átlagolva
kapjuk meg a számításokhoz használt átlagos spektrumot. A gyakorlatban a négy
átlagolás a megszokott [22], a mérés során tizenhat darab átlagolás lett beállítva.
Az átlagolással az időszakos mérési eredmények összehasonlítása is sokkal
egyszerűbbé, könnyebben értelmezhetővé válik. Továbbá a véletlen hibák száma és a
zajosság mértéke is csökkenthető. Az rezgésjelek feldolgozását az 5.1. ábra szemlélteti.
5.1. Ábra: A rezgésjelek feldolgozásának blokkdiagramja
29
5.5. Rezgésmérés a csapágyházon és a szivattyúházon
A csapágyházon elhelyezett rezgésmérő mágneses kapcsolattal rögzítettük, ami annak
tehetetlensége miatt nagyobb frekvencia tartományban (10-20 kHz) elhangolja a
mérést. A szivattyúházon szilikonnal történt a rögzítés, ami már megbízhatóbb
spektrumot szolgáltat.
A rezgésmérés a vizsgálat második felében volt kivitelezve. Az első mérés során a
kiegyensúlyozással párhuzamosan történt a nyomásspektrumok meghatározása. Míg
a második mérés során a nyomásspektrumok és a rezgésspektrumok felvétele történt.
30
6. VIZSGÁLATI EREDMÉNYEK
A szivattyú vizsgálata során kapott eredményeket három szempont alapján kerül
kiértékelésre. Az első ilyen szempont a 2. fejezetben tárgyalt jelleggörbék, amik a
szivattyút teljesítményéről ad átfogó képet. A két felvett jelleggörbe a szállítómagasság
és a hatásfok. Végül az utolsó kiértékelési pont, amely a berendezés rezgésvizsgálatát
öleli fel.
A kiértékelés során a MATLAB nevezetű program központi szerepet játszott az adatok
feldolgozásánál. A program neve a Matrix Laboratory szavak rövidítéséből áll össze,
ami a software mátrix-struktúrában való gondolkodását jellemzi. Ez a fajta algoritmus
a nagyméretű adatmennyiségnél és numerikus számításra nagyon jól alkalmazható.
Az Excel táblázatkezelő program a mérési adatok összegyűjtésére és helyszíni
ellenőrzésére szolgált.
Az első mérés összesen 11 darab különböző fordulatszámon történt. A kezdeti érték
480 𝑚𝑖𝑛−1 volt, a végső pedig 1500 𝑚𝑖𝑛−1. Így a lépésköz 100 𝑚𝑖𝑛−1 volt. Ezen mérés
során történt a motor kiegyensúlyozása, ezáltal a teljesítmények meghatározása. Az itt
mért adatok lesznek felhasználva a jelleggörbék felvételére és kiértékelésére.
Mindegyik mérési pontban nyomásspektrum felvétele is megtörtént.
A második mérés során, a spektrumanalízisen volt a főszerep. A berendezést
felszereltük gyorsulásmérőkkel. Ezen mérés során nyomásspektrumok és
rezgésspektrumok felvétele történt egyidejűleg. A kiegyensúlyozást itt elhanyagoltuk.
Annak céljából, hogy az első méréssel összeegyeztethető mérési eredményeket
kapjunk három olyan fordulatszámot volt beállítva, ami megközelíti annak mérési
tartományát. Továbbá az ott meghatározott spektrumok ellenőrzésként szolgáltak. A
fordulatszámok sorban: 530 𝑚𝑖𝑛−1, 1000 𝑚𝑖𝑛−1 és 1550 𝑚𝑖𝑛−1.
A spektrumok kiértékelésénél a második mérési eredmények lesznek bemutatva,
mivel a nyomásjelek és együttesen rögzített mechanikai rezgésspektrumok sokkal
átfogóbb képet adnak a berendezésről.
A felső indexek elkerülése miatt a továbbiakban a 𝑚𝑖𝑛−1 mértékegységre RPM ként
történik a hivatkozás, ami az angol szakirodalomban a fordulat per percet jelöli, azaz
Revolutions Per Minute.
31
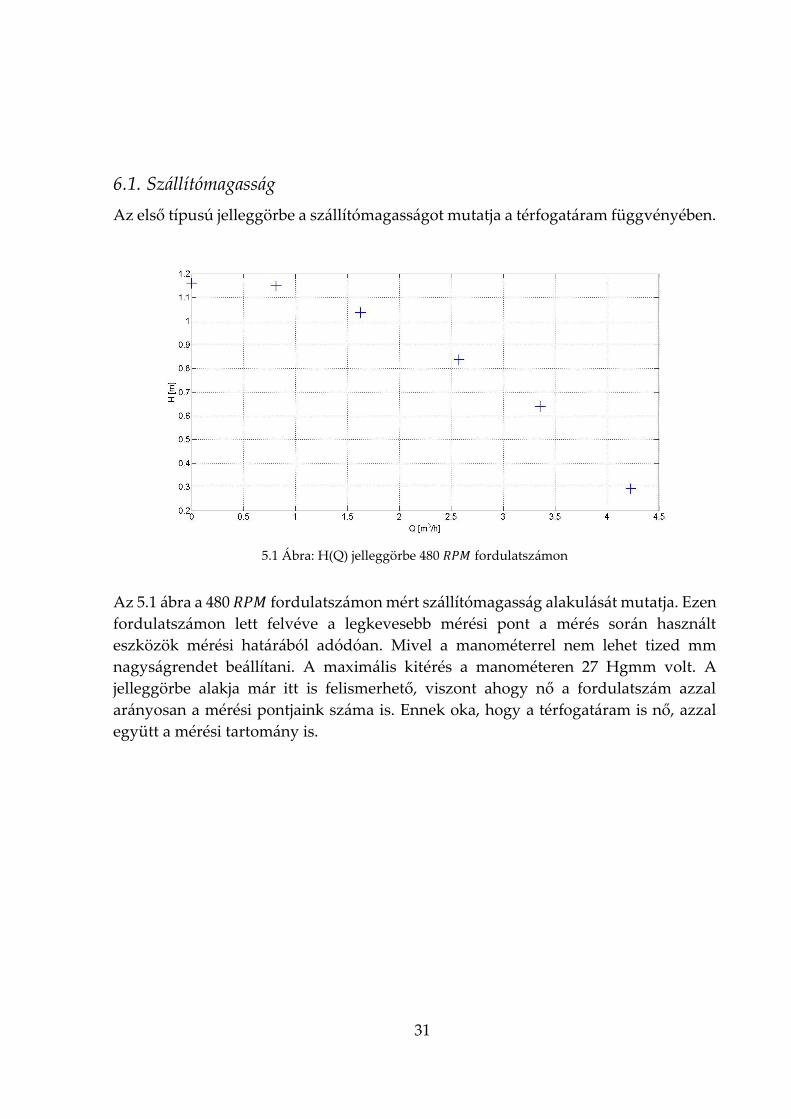
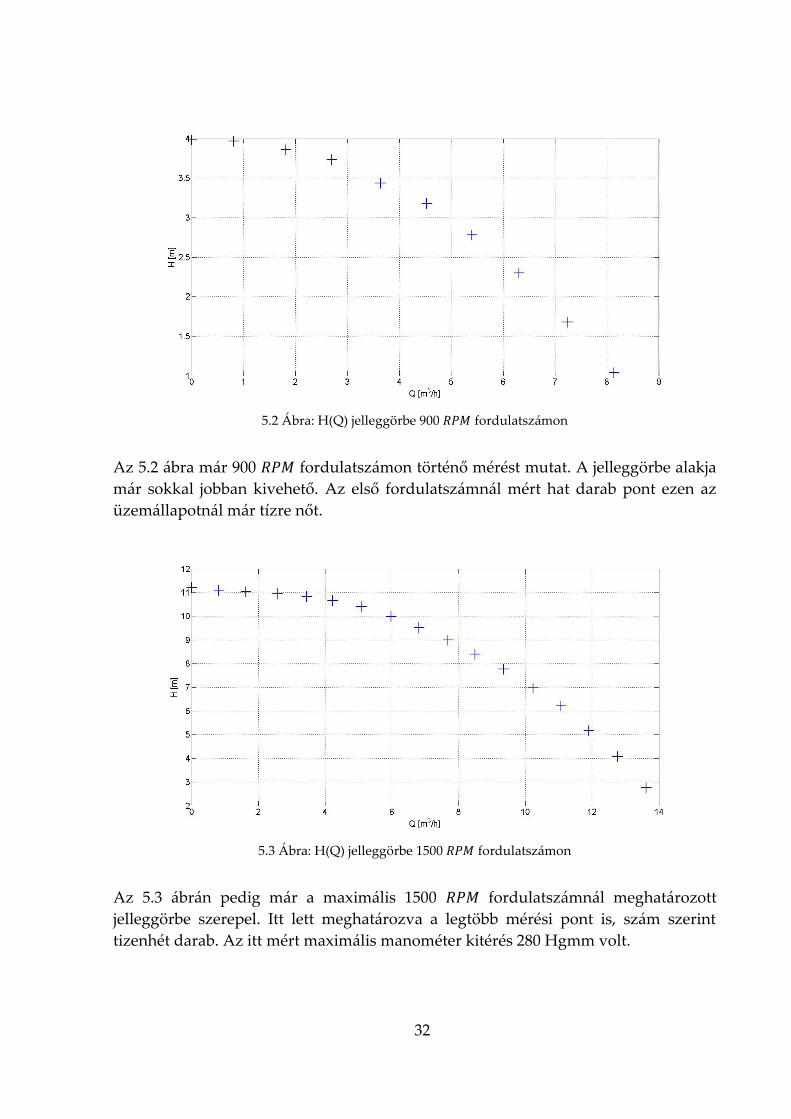
6.1. Szállítómagasság
Az első típusú jelleggörbe a szállítómagasságot mutatja a térfogatáram függvényében.
5.1 Ábra: H(Q) jelleggörbe 480 𝑅𝑃𝑀 fordulatszámon
Az 5.1 ábra a 480 𝑅𝑃𝑀 fordulatszámon mért szállítómagasság alakulását mutatja. Ezen
fordulatszámon lett felvéve a legkevesebb mérési pont a mérés során használt
eszközök mérési határából adódóan. Mivel a manométerrel nem lehet tized mm
nagyságrendet beállítani. A maximális kitérés a manométeren 27 Hgmm volt. A
jelleggörbe alakja már itt is felismerhető, viszont ahogy nő a fordulatszám azzal
arányosan a mérési pontjaink száma is. Ennek oka, hogy a térfogatáram is nő, azzal
együtt a mérési tartomány is.
32
5.2 Ábra: H(Q) jelleggörbe 900 𝑅𝑃𝑀 fordulatszámon
Az 5.2 ábra már 900 𝑅𝑃𝑀 fordulatszámon történő mérést mutat. A jelleggörbe alakja
már sokkal jobban kivehető. Az első fordulatszámnál mért hat darab pont ezen az
üzemállapotnál már tízre nőt.
5.3 Ábra: H(Q) jelleggörbe 1500 𝑅𝑃𝑀 fordulatszámon
Az 5.3 ábrán pedig már a maximális 1500 𝑅𝑃𝑀 fordulatszámnál meghatározott
jelleggörbe szerepel. Itt lett meghatározva a legtöbb mérési pont is, szám szerint
tizenhét darab. Az itt mért maximális manométer kitérés 280 Hgmm volt.
33
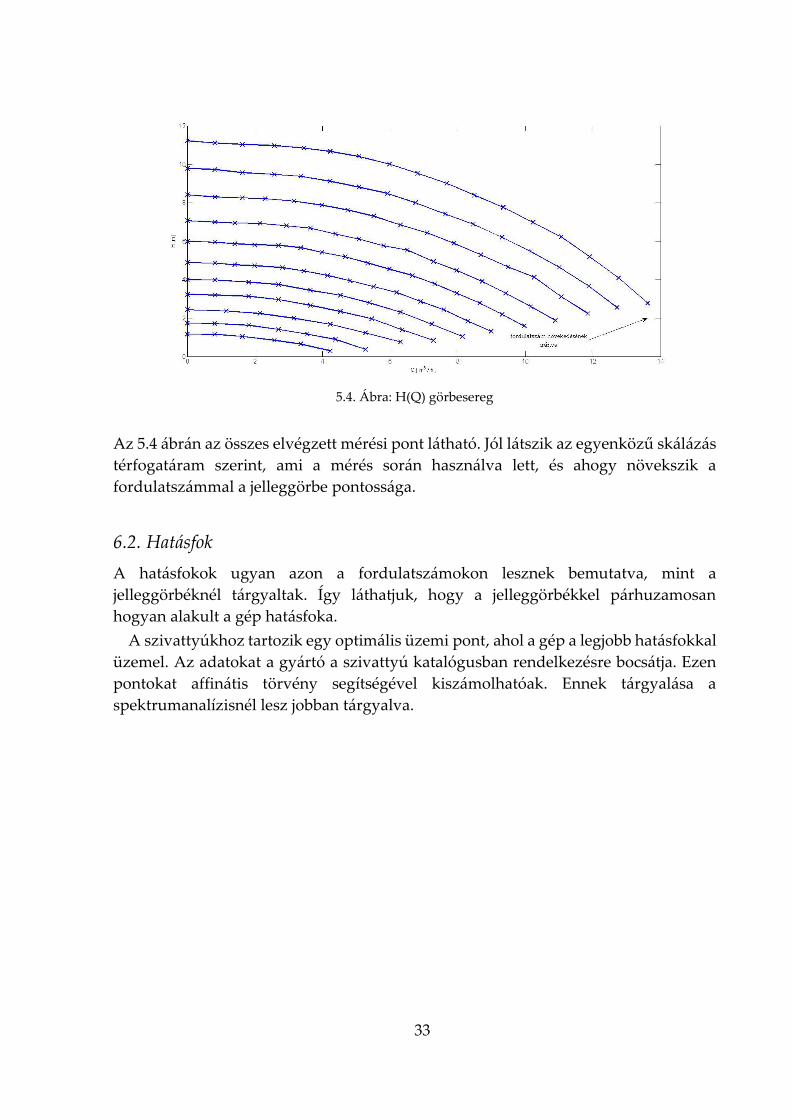
5.4. Ábra: H(Q) görbesereg
Az 5.4 ábrán az összes elvégzett mérési pont látható. Jól látszik az egyenközű skálázás
térfogatáram szerint, ami a mérés során használva lett, és ahogy növekszik a
fordulatszámmal a jelleggörbe pontossága.
6.2. Hatásfok
A hatásfokok ugyan azon a fordulatszámokon lesznek bemutatva, mint a
jelleggörbéknél tárgyaltak. Így láthatjuk, hogy a jelleggörbékkel párhuzamosan
hogyan alakult a gép hatásfoka.
A szivattyúkhoz tartozik egy optimális üzemi pont, ahol a gép a legjobb hatásfokkal
üzemel. Az adatokat a gyártó a szivattyú katalógusban rendelkezésre bocsátja. Ezen
pontokat affinátis törvény segítségével kiszámolhatóak. Ennek tárgyalása a
spektrumanalízisnél lesz jobban tárgyalva.
34
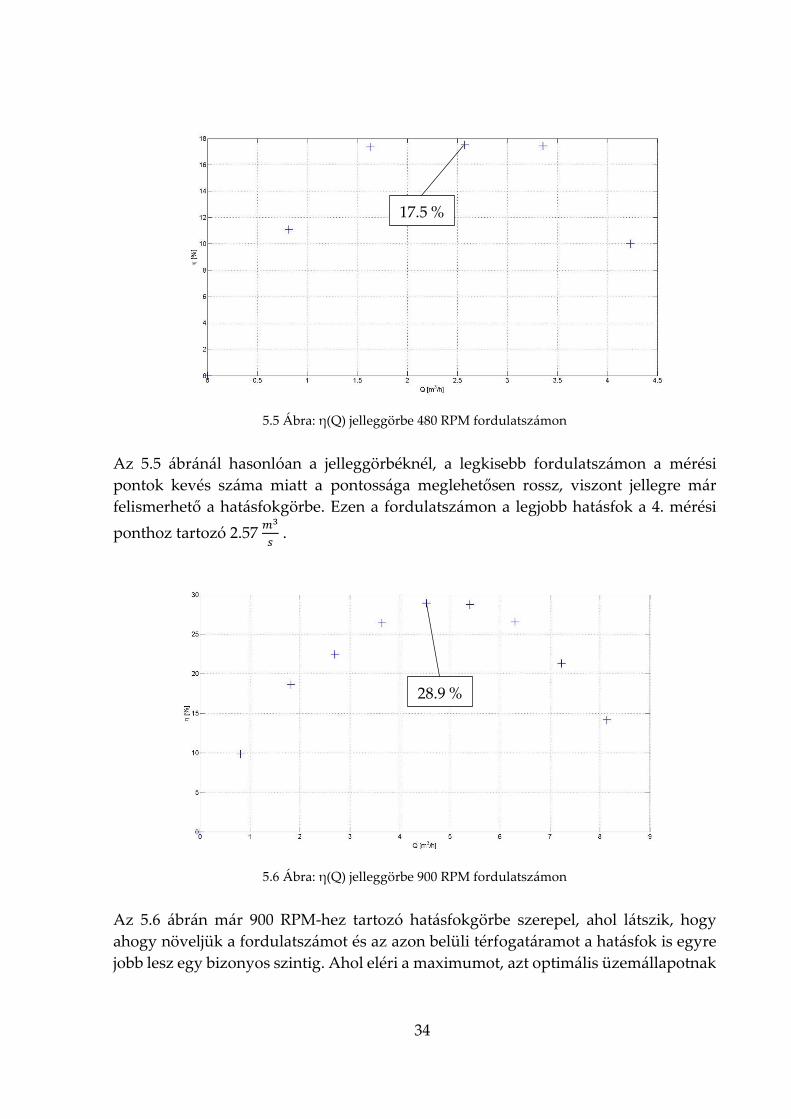
5.5 Ábra: η(Q) jelleggörbe 480 RPM fordulatszámon
Az 5.5 ábránál hasonlóan a jelleggörbéknél, a legkisebb fordulatszámon a mérési
pontok kevés száma miatt a pontossága meglehetősen rossz, viszont jellegre már
felismerhető a hatásfokgörbe. Ezen a fordulatszámon a legjobb hatásfok a 4. mérési
ponthoz tartozó 2.57 𝑚3
𝑠 .
5.6 Ábra: η(Q) jelleggörbe 900 RPM fordulatszámon
Az 5.6 ábrán már 900 RPM-hez tartozó hatásfokgörbe szerepel, ahol látszik, hogy
ahogy növeljük a fordulatszámot és az azon belüli térfogatáramot a hatásfok is egyre
jobb lesz egy bizonyos szintig. Ahol eléri a maximumot, azt optimális üzemállapotnak
17.5 %
28.9 %
35
nevezzük az adott fordulatszámhoz. Ezen a fordulatszámon ez 28.9 % a 4.5 𝑚3
𝑠
térfogatáram értéknél.
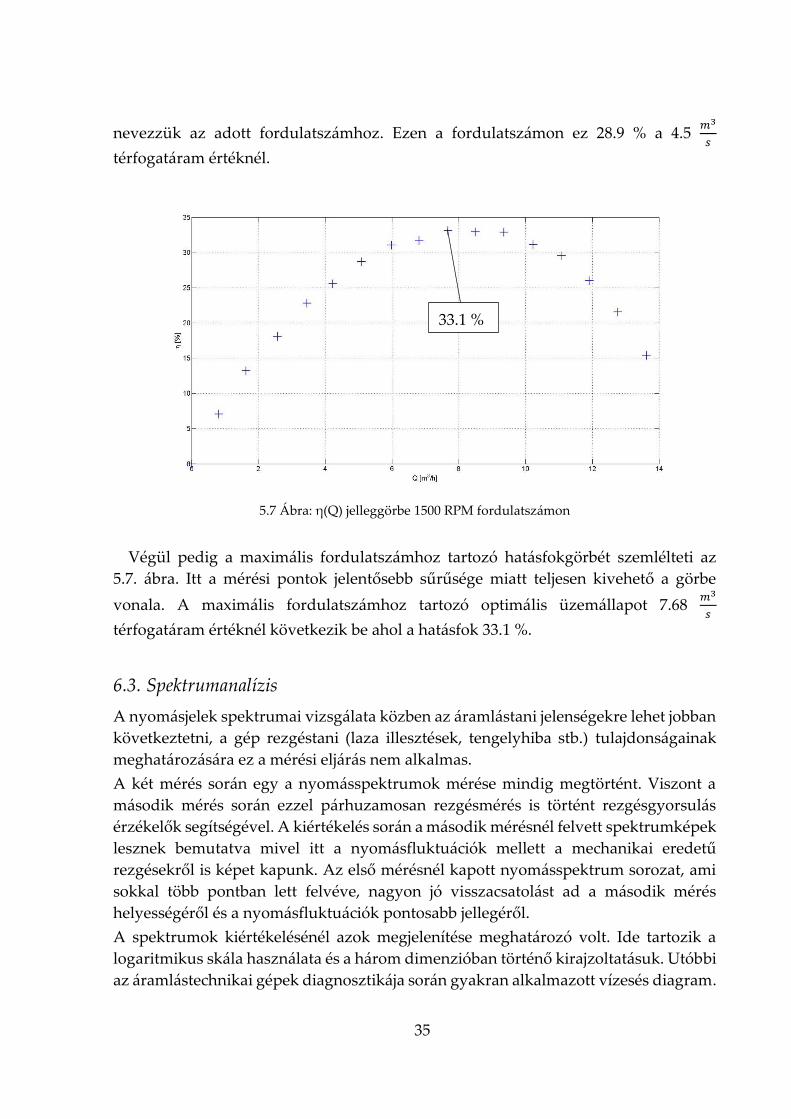
5.7 Ábra: η(Q) jelleggörbe 1500 RPM fordulatszámon
Végül pedig a maximális fordulatszámhoz tartozó hatásfokgörbét szemlélteti az
5.7. ábra. Itt a mérési pontok jelentősebb sűrűsége miatt teljesen kivehető a görbe
vonala. A maximális fordulatszámhoz tartozó optimális üzemállapot 7.68 𝑚3
𝑠
térfogatáram értéknél következik be ahol a hatásfok 33.1 %.
6.3. Spektrumanalízis
A nyomásjelek spektrumai vizsgálata közben az áramlástani jelenségekre lehet jobban
következtetni, a gép rezgéstani (laza illesztések, tengelyhiba stb.) tulajdonságainak
meghatározására ez a mérési eljárás nem alkalmas.
A két mérés során egy a nyomásspektrumok mérése mindig megtörtént. Viszont a
második mérés során ezzel párhuzamosan rezgésmérés is történt rezgésgyorsulás
érzékelők segítségével. A kiértékelés során a második mérésnél felvett spektrumképek
lesznek bemutatva mivel itt a nyomásfluktuációk mellett a mechanikai eredetű
rezgésekről is képet kapunk. Az első mérésnél kapott nyomásspektrum sorozat, ami
sokkal több pontban lett felvéve, nagyon jó visszacsatolást ad a második mérés
helyességéről és a nyomásfluktuációk pontosabb jellegéről.
A spektrumok kiértékelésénél azok megjelenítése meghatározó volt. Ide tartozik a
logaritmikus skála használata és a három dimenzióban történő kirajzoltatásuk. Utóbbi
az áramlástechnikai gépek diagnosztikája során gyakran alkalmazott vízesés diagram.
33.1 %
36
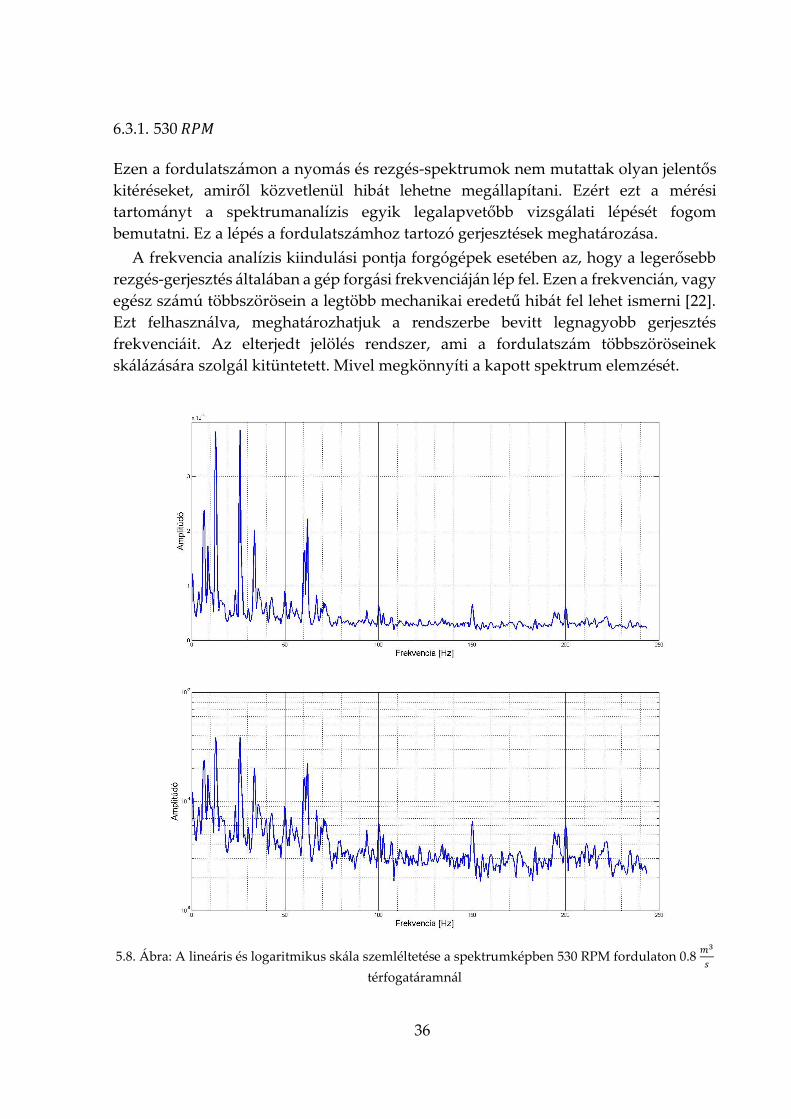
6.3.1. 530 𝑅𝑃𝑀
Ezen a fordulatszámon a nyomás és rezgés-spektrumok nem mutattak olyan jelentős
kitéréseket, amiről közvetlenül hibát lehetne megállapítani. Ezért ezt a mérési
tartományt a spektrumanalízis egyik legalapvetőbb vizsgálati lépését fogom
bemutatni. Ez a lépés a fordulatszámhoz tartozó gerjesztések meghatározása.
A frekvencia analízis kiindulási pontja forgógépek esetében az, hogy a legerősebb
rezgés-gerjesztés általában a gép forgási frekvenciáján lép fel. Ezen a frekvencián, vagy
egész számú többszörösein a legtöbb mechanikai eredetű hibát fel lehet ismerni [22].
Ezt felhasználva, meghatározhatjuk a rendszerbe bevitt legnagyobb gerjesztés
frekvenciáit. Az elterjedt jelölés rendszer, ami a fordulatszám többszöröseinek
skálázására szolgál kitüntetett. Mivel megkönnyíti a kapott spektrum elemzését.
5.8. Ábra: A lineáris és logaritmikus skála szemléltetése a spektrumképben 530 RPM fordulaton 0.8 𝑚3
𝑠
térfogatáramnál
37
Esetünkben a további könnyebb értelmezhetőség és elemzés miatt logaritmikus
skálát használunk. Az 5.8 ábra mutatja a jelentőségét ennek az ábrázolásmódnak.
Sokkal jobban kivehetőek a kisebb csúcsok is.
Az ábrából az is megállapítható, hogy a forgásból adódó frekvenciák ugyan
megjelennek, de jelentősen nem különülnek el a többi amplitúdó csúcstól. Ez a
spektrum az 530 𝑅𝑃𝑀 fordulatszámhoz tartozik, azonos belül az éppen nyitott tolózár
állapotához, amikor a térfogatáram 0.8 𝑚3
𝑠.
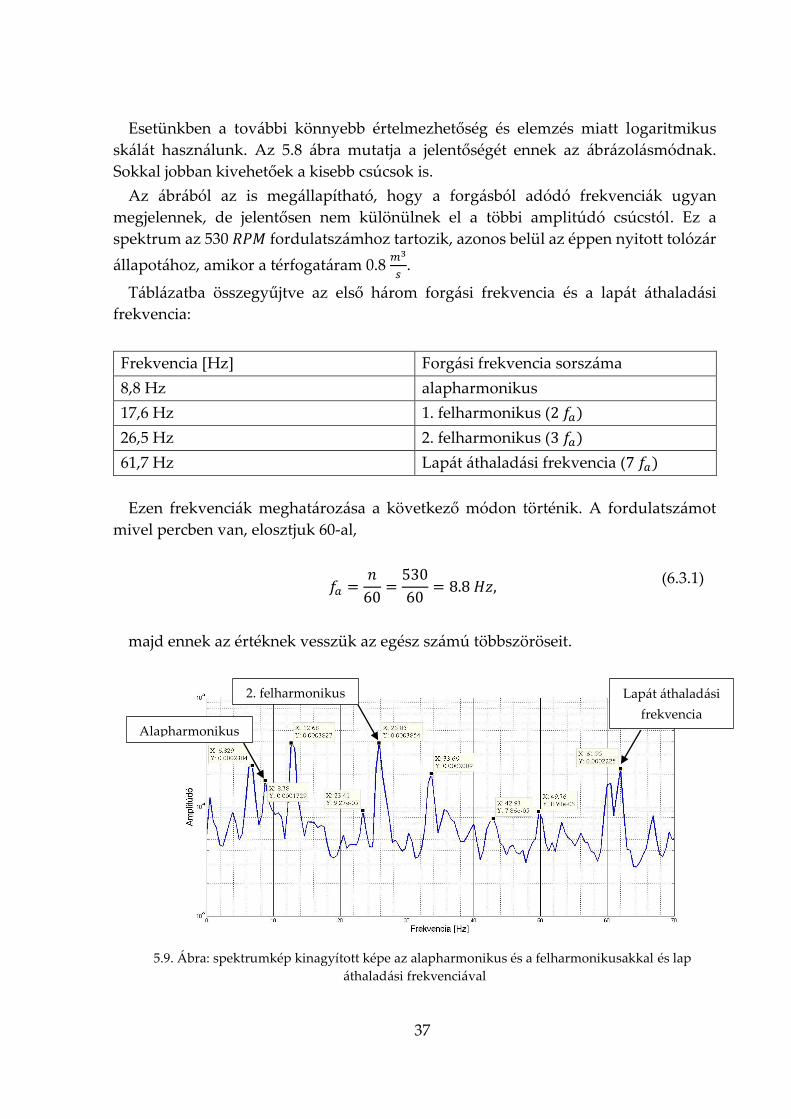
Táblázatba összegyűjtve az első három forgási frekvencia és a lapát áthaladási
frekvencia:
Frekvencia [Hz] Forgási frekvencia sorszáma
8,8 Hz alapharmonikus
17,6 Hz 1. felharmonikus (2𝑓𝑎)
26,5 Hz 2. felharmonikus (3𝑓𝑎)
61,7 Hz Lapát áthaladási frekvencia (7𝑓𝑎)
Ezen frekvenciák meghatározása a következő módon történik. A fordulatszámot
mivel percben van, elosztjuk 60-al,
𝑓𝑎 =
𝑛
60=530
60= 8.8𝐻𝑧,
(6.3.1)
majd ennek az értéknek vesszük az egész számú többszöröseit.
5.9. Ábra: spektrumkép kinagyított képe az alapharmonikus és a felharmonikusakkal és lap
áthaladási frekvenciával
Alapharmonikus
2. felharmonikus Lapát áthaladási
frekvencia
38
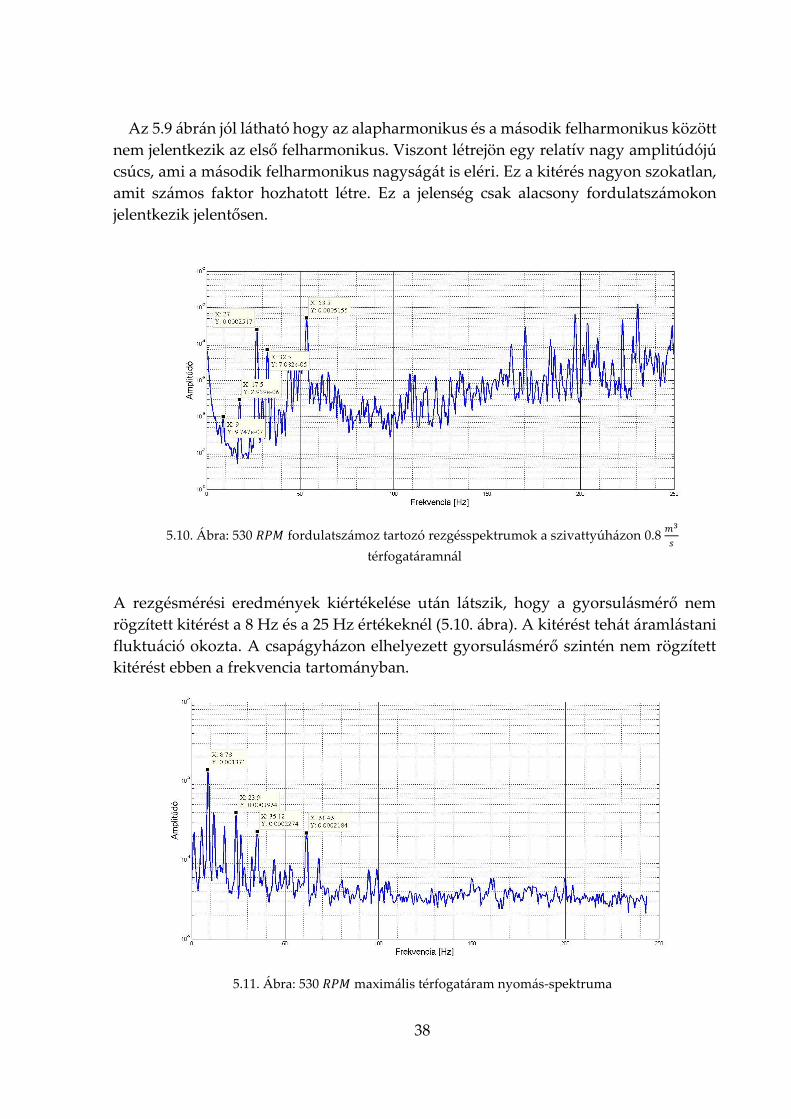
Az 5.9 ábrán jól látható hogy az alapharmonikus és a második felharmonikus között
nem jelentkezik az első felharmonikus. Viszont létrejön egy relatív nagy amplitúdójú
csúcs, ami a második felharmonikus nagyságát is eléri. Ez a kitérés nagyon szokatlan,
amit számos faktor hozhatott létre. Ez a jelenség csak alacsony fordulatszámokon
jelentkezik jelentősen.
5.10. Ábra: 530 𝑅𝑃𝑀 fordulatszámoz tartozó rezgésspektrumok a szivattyúházon 0.8 𝑚3
𝑠
térfogatáramnál
A rezgésmérési eredmények kiértékelése után látszik, hogy a gyorsulásmérő nem
rögzített kitérést a 8 Hz és a 25 Hz értékeknél (5.10. ábra). A kitérést tehát áramlástani
fluktuáció okozta. A csapágyházon elhelyezett gyorsulásmérő szintén nem rögzített
kitérést ebben a frekvencia tartományban.
5.11. Ábra: 530 𝑅𝑃𝑀 maximális térfogatáram nyomás-spektruma
39
Ha tovább növeljük a térfogatáramot a maximális értékig, akkor az alapharmonikus
dominánsa válik a spektrumképben. Ezt a jelenséget mutatja az 5.11. ábra. Itt is
megjelennek az alap és a felharmonikus közötti amplitúdó kitérések továbbá az
alapharmonikus alattiak is. Utóbbiakat szubharmonikusoknak, a köztes részeket
pedig interharmonikusnak nevezzük. A kitérések okaiként az örvényleválásokra és a
turbulenciára való következtetés ebben az esetben is valószínűnek tűnik.
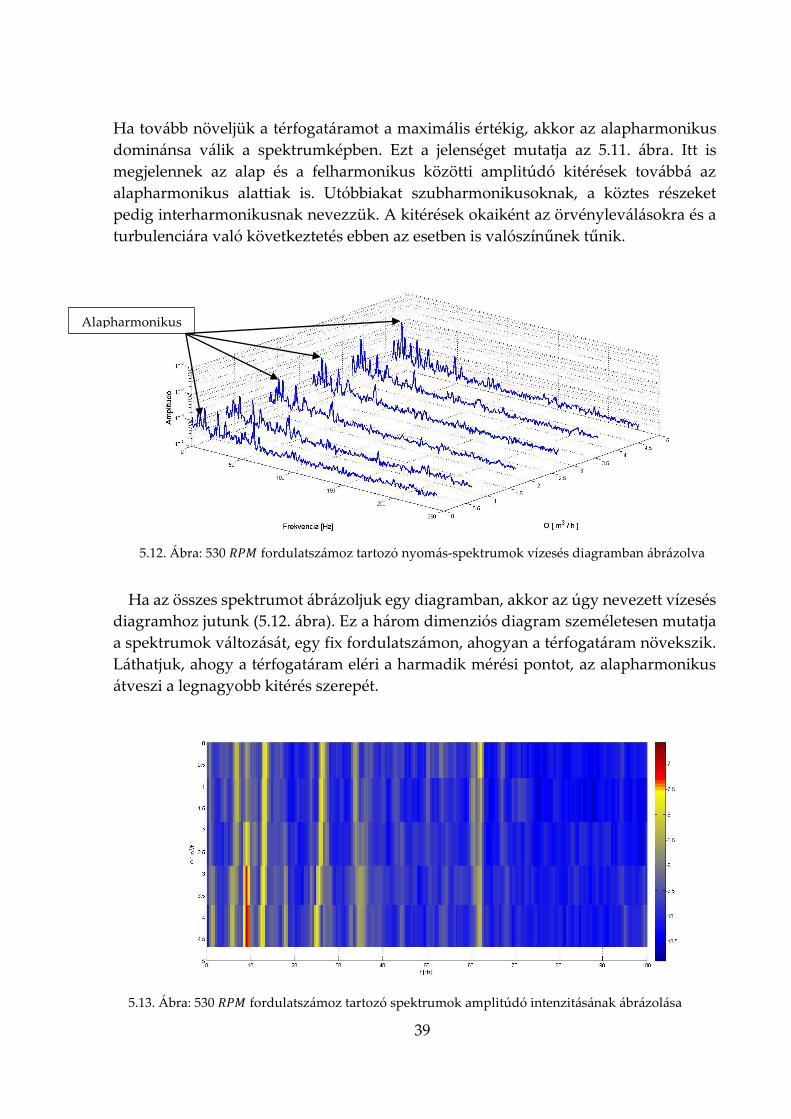
5.12. Ábra: 530 𝑅𝑃𝑀 fordulatszámoz tartozó nyomás-spektrumok vízesés diagramban ábrázolva
Ha az összes spektrumot ábrázoljuk egy diagramban, akkor az úgy nevezett vízesés
diagramhoz jutunk (5.12. ábra). Ez a három dimenziós diagram személetesen mutatja
a spektrumok változását, egy fix fordulatszámon, ahogyan a térfogatáram növekszik.
Láthatjuk, ahogy a térfogatáram eléri a harmadik mérési pontot, az alapharmonikus
átveszi a legnagyobb kitérés szerepét.
5.13. Ábra: 530 𝑅𝑃𝑀 fordulatszámoz tartozó spektrumok amplitúdó intenzitásának ábrázolása
Alapharmonikus
40
Az 5.13. ábra az amplitúdó-csúcsok vándorlásának könnyebb nyomon követése
miatt készült. Minél nagyobb a csúcs annál jobban a piros szín felé tolódik, a kék pedig
az alacsony részeket mutatja.
Jól látszik az ábrából, ahogy a harmadik amplitúdó csúcs domináns az első három
térfogatáram tartományban. Utána pedig az előbb említett módon az alapharmonikus
lesz a legnagyobb. Továbbá az is megállapítható, hogy szubharmonikusok
megjelenése nagyobb térfogatáram esetében történik.
Ezen vizsgálati pontban a rezgésanalízis alapvető vizsgálati lépésével, a forgási
frekvenciák meghatározása mellett lineáris és logaritmikus skálázás fontosságát
mutattam be. Az eredmények ábrázolásához használt diagramtípusok is ebben a
mérési pontban lettek ismertetve. Ezek alapvetőek a rezgésanalízisben. Az
eredményből látszott, hogy kisebb térfogatáramokon az alapharmonikus és annak
felharmonikusa közötti amplitúdók jelentősek. Az úgynevezett lapát áthaladási
frekvencia értéke is kis térfogatoknál volt viszont jelentős. Ellentétben a forgási
frekvencia alatt elhelyezkedő amplitúdók, szubharmonikusok, jelenléte nagy
térfogatáramoknál jelentkezett. A forgási frekvencia is nagyobb térfogatáramoknál
vált dominánssá.
6.3.2. 1000 𝑅𝑃𝑀
Ennél a fordulatszámnál is az alapharmonikus és annak egész számú többszöröseivel
és a még éppen nyitott tolózár állapotról a maximális térfogat felé haladva végezzük
az analízist. Ehhez a fordulatszámhoz a következő értékek tartoznak:
Frekvencia [Hz] Forgási frekvencia sorszáma
16,6 Hz alapharmonikus
33,3 Hz 1. felharmonikus (2𝑓𝑎)
50 Hz 2. felharmonikus (3𝑓𝑎)
66,6 Hz 3. felharmonikus (4𝑓𝑎)
83,33 Hz 4. felharmonikus (5𝑓𝑎)
100 Hz 5. felharmonikus (6𝑓𝑎)
116,6 Hz lapát áthaladási frekvencia (7𝑓𝑎)
41
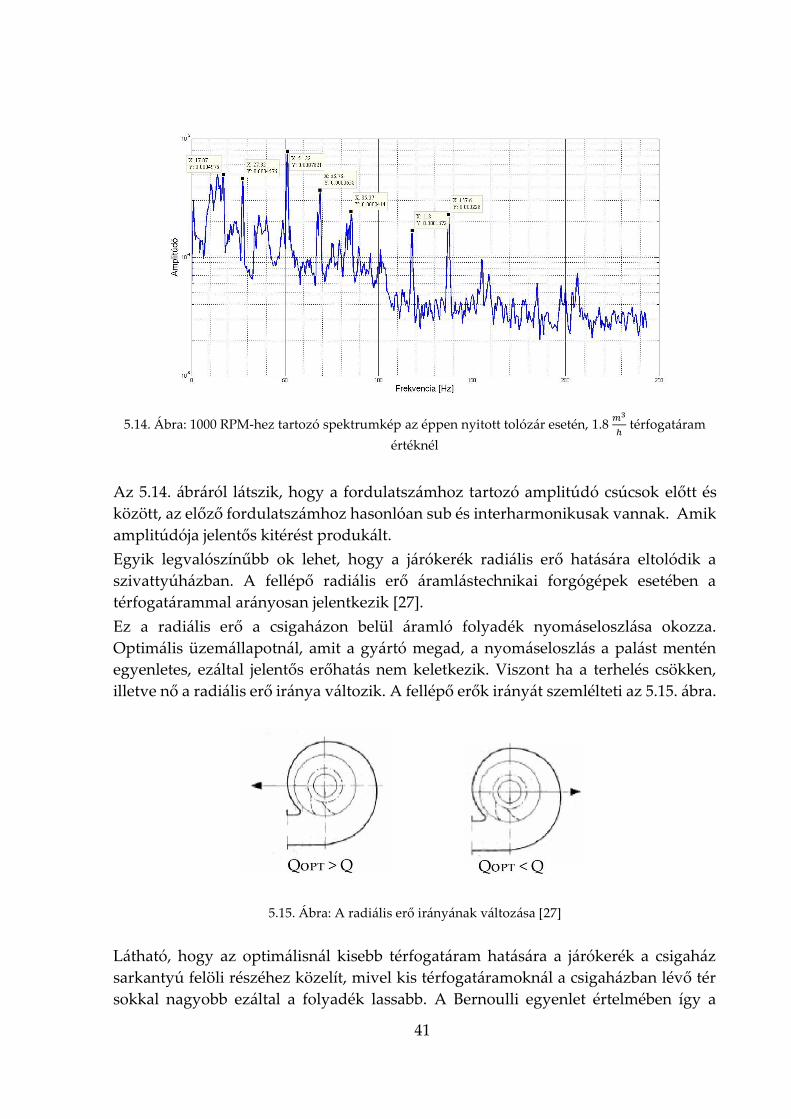
5.14. Ábra: 1000 RPM-hez tartozó spektrumkép az éppen nyitott tolózár esetén, 1.8 𝑚3
ℎ térfogatáram
értéknél
Az 5.14. ábráról látszik, hogy a fordulatszámhoz tartozó amplitúdó csúcsok előtt és
között, az előző fordulatszámhoz hasonlóan sub és interharmonikusak vannak. Amik
amplitúdója jelentős kitérést produkált.
Egyik legvalószínűbb ok lehet, hogy a járókerék radiális erő hatására eltolódik a
szivattyúházban. A fellépő radiális erő áramlástechnikai forgógépek esetében a
térfogatárammal arányosan jelentkezik [27].
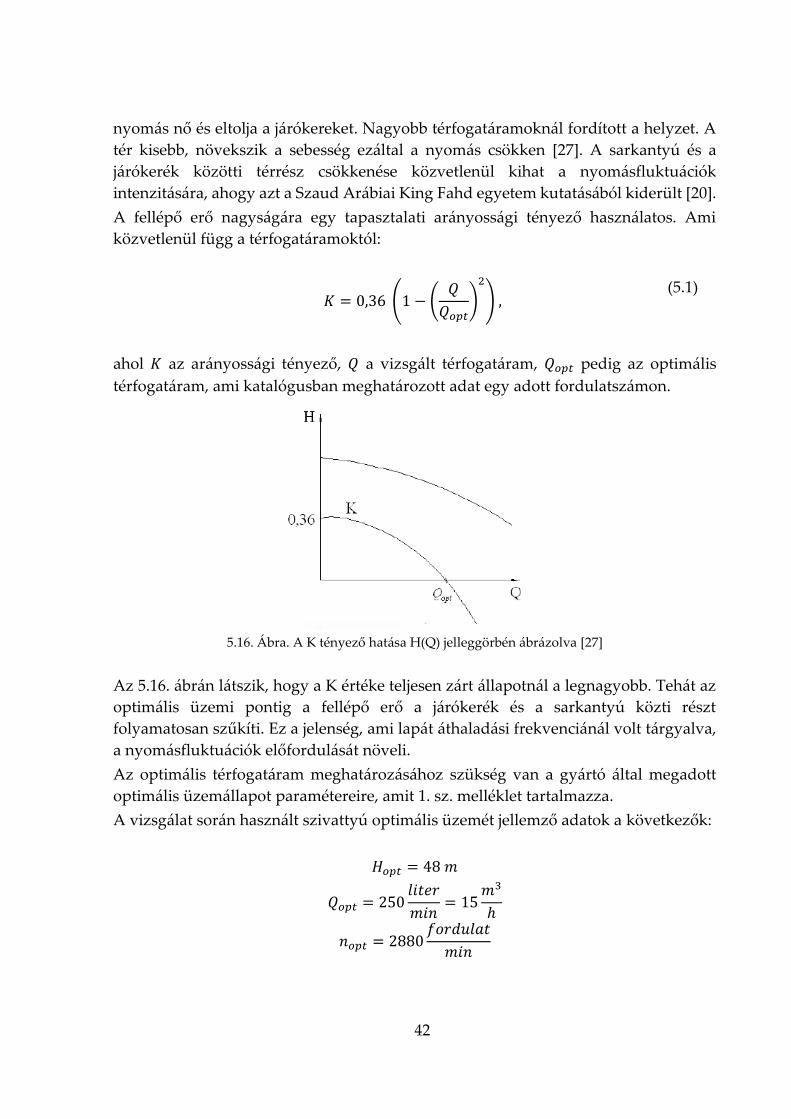
Ez a radiális erő a csigaházon belül áramló folyadék nyomáseloszlása okozza.
Optimális üzemállapotnál, amit a gyártó megad, a nyomáseloszlás a palást mentén
egyenletes, ezáltal jelentős erőhatás nem keletkezik. Viszont ha a terhelés csökken,
illetve nő a radiális erő iránya változik. A fellépő erők irányát szemlélteti az 5.15. ábra.
5.15. Ábra: A radiális erő irányának változása [27]
Látható, hogy az optimálisnál kisebb térfogatáram hatására a járókerék a csigaház
sarkantyú felöli részéhez közelít, mivel kis térfogatáramoknál a csigaházban lévő tér
sokkal nagyobb ezáltal a folyadék lassabb. A Bernoulli egyenlet értelmében így a
42
nyomás nő és eltolja a járókereket. Nagyobb térfogatáramoknál fordított a helyzet. A
tér kisebb, növekszik a sebesség ezáltal a nyomás csökken [27]. A sarkantyú és a
járókerék közötti térrész csökkenése közvetlenül kihat a nyomásfluktuációk
intenzitására, ahogy azt a Szaud Arábiai King Fahd egyetem kutatásából kiderült [20].
A fellépő erő nagyságára egy tapasztalati arányossági tényező használatos. Ami
közvetlenül függ a térfogatáramoktól:
𝐾 = 0,36 (1 − (
𝑄
𝑄𝑜𝑝𝑡)
2
), (5.1)
ahol 𝐾 az arányossági tényező, 𝑄 a vizsgált térfogatáram, 𝑄𝑜𝑝𝑡 pedig az optimális
térfogatáram, ami katalógusban meghatározott adat egy adott fordulatszámon.
5.16. Ábra. A K tényező hatása H(Q) jelleggörbén ábrázolva [27]
Az 5.16. ábrán látszik, hogy a K értéke teljesen zárt állapotnál a legnagyobb. Tehát az
optimális üzemi pontig a fellépő erő a járókerék és a sarkantyú közti részt
folyamatosan szűkíti. Ez a jelenség, ami lapát áthaladási frekvenciánál volt tárgyalva,
a nyomásfluktuációk előfordulását növeli.
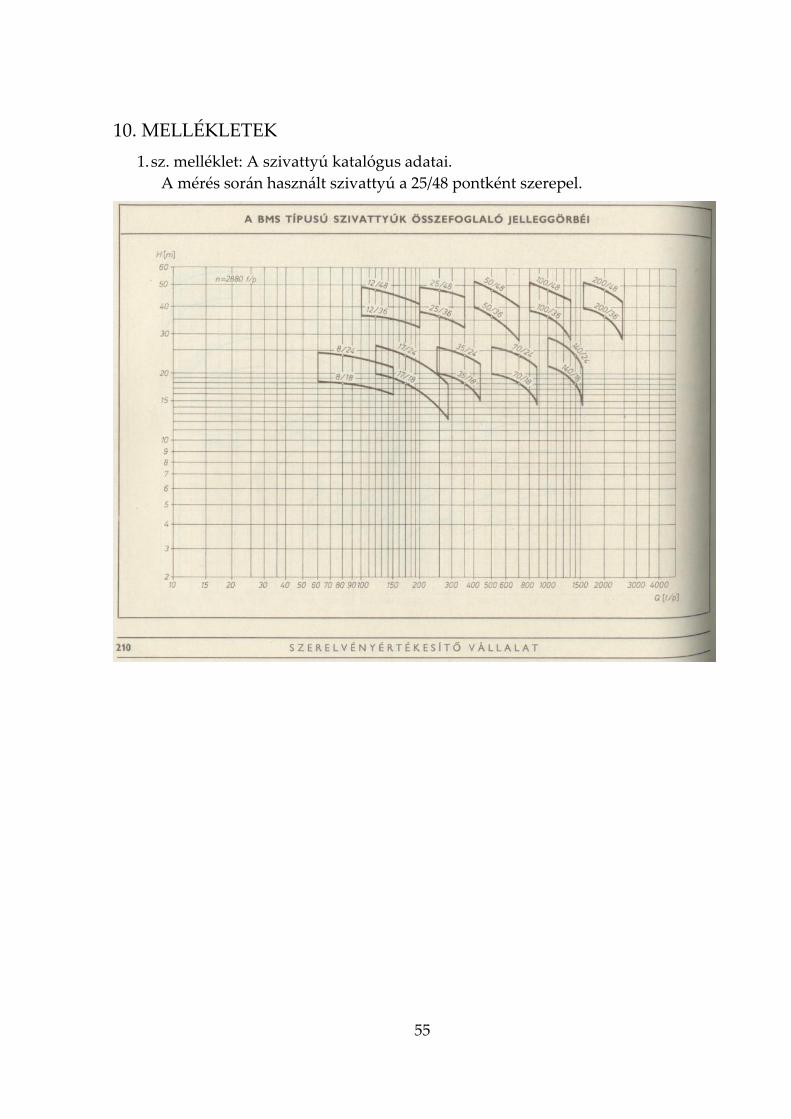
Az optimális térfogatáram meghatározásához szükség van a gyártó által megadott
optimális üzemállapot paramétereire, amit 1. sz. melléklet tartalmazza.
A vizsgálat során használt szivattyú optimális üzemét jellemző adatok a következők:
𝐻𝑜𝑝𝑡 = 48𝑚
𝑄𝑜𝑝𝑡 = 250𝑙𝑖𝑡𝑒𝑟
𝑚𝑖𝑛= 15
𝑚3
ℎ
𝑛𝑜𝑝𝑡 = 2880𝑓𝑜𝑟𝑑𝑢𝑙𝑎𝑡
𝑚𝑖𝑛
43
Az affinitási törvényeket felhasználva meghatározhatjuk a vizsgálati fordulatszámon
az optimális térfogatáramot.
𝑛1𝑛2
=𝑄1𝑄2
(5.2)
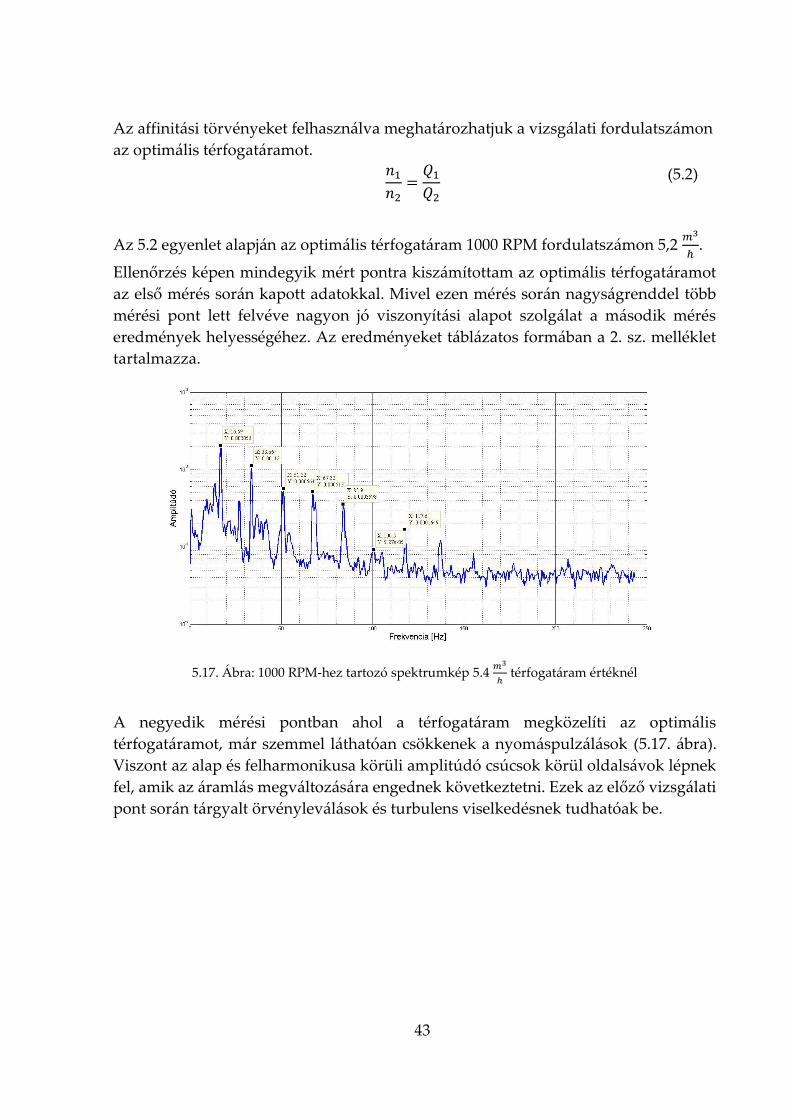
Az 5.2 egyenlet alapján az optimális térfogatáram 1000 RPM fordulatszámon 5,2 𝑚3
ℎ.
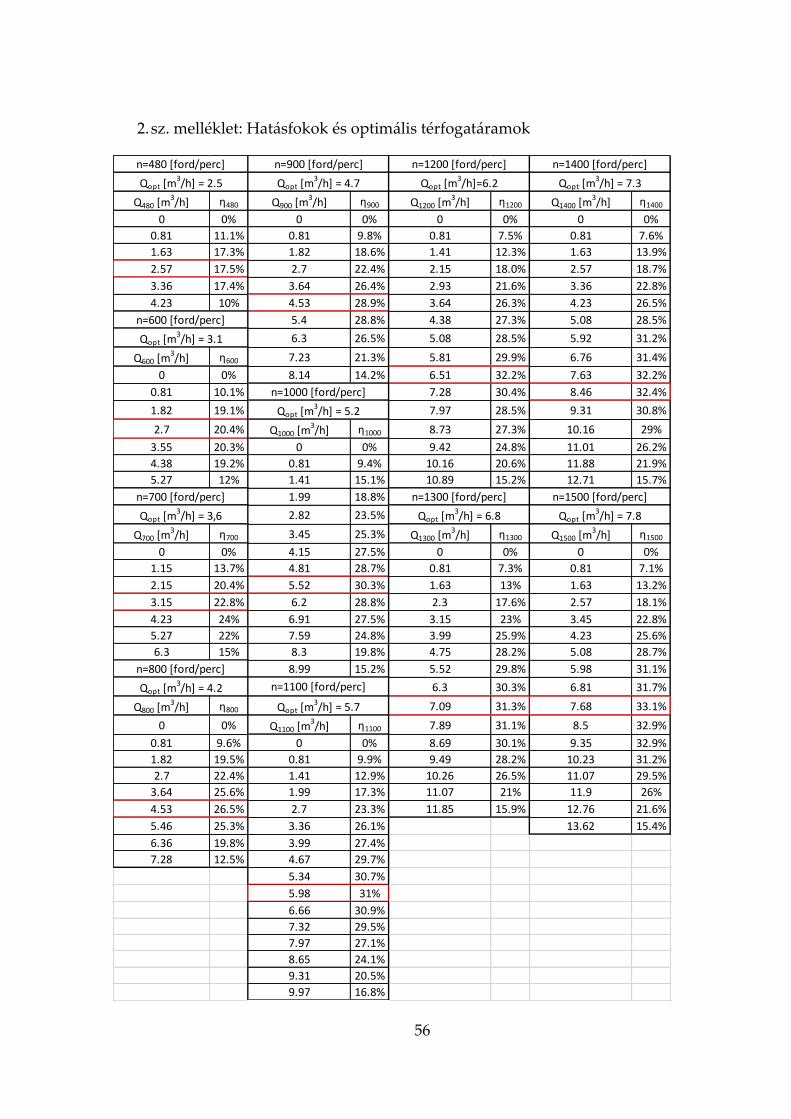
Ellenőrzés képen mindegyik mért pontra kiszámítottam az optimális térfogatáramot
az első mérés során kapott adatokkal. Mivel ezen mérés során nagyságrenddel több
mérési pont lett felvéve nagyon jó viszonyítási alapot szolgálat a második mérés
eredmények helyességéhez. Az eredményeket táblázatos formában a 2. sz. melléklet
tartalmazza.
5.17. Ábra: 1000 RPM-hez tartozó spektrumkép 5.4 𝑚3
ℎ térfogatáram értéknél
A negyedik mérési pontban ahol a térfogatáram megközelíti az optimális
térfogatáramot, már szemmel láthatóan csökkenek a nyomáspulzálások (5.17. ábra).
Viszont az alap és felharmonikusa körüli amplitúdó csúcsok körül oldalsávok lépnek
fel, amik az áramlás megváltozására engednek következtetni. Ezek az előző vizsgálati
pont során tárgyalt örvényleválások és turbulens viselkedésnek tudhatóak be.
44
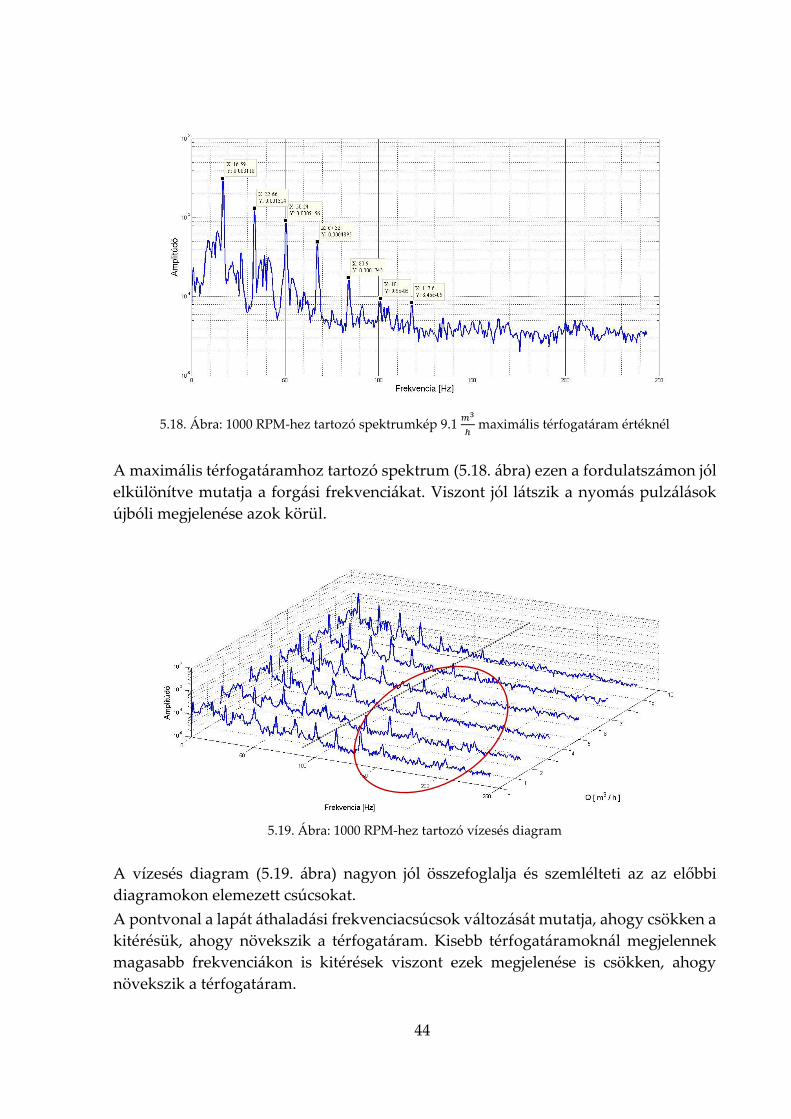
5.18. Ábra: 1000 RPM-hez tartozó spektrumkép 9.1 𝑚3
ℎ maximális térfogatáram értéknél
A maximális térfogatáramhoz tartozó spektrum (5.18. ábra) ezen a fordulatszámon jól
elkülönítve mutatja a forgási frekvenciákat. Viszont jól látszik a nyomás pulzálások
újbóli megjelenése azok körül.
5.19. Ábra: 1000 RPM-hez tartozó vízesés diagram
A vízesés diagram (5.19. ábra) nagyon jól összefoglalja és szemlélteti az az előbbi
diagramokon elemezett csúcsokat.
A pontvonal a lapát áthaladási frekvenciacsúcsok változását mutatja, ahogy csökken a
kitérésük, ahogy növekszik a térfogatáram. Kisebb térfogatáramoknál megjelennek
magasabb frekvenciákon is kitérések viszont ezek megjelenése is csökken, ahogy
növekszik a térfogatáram.
45
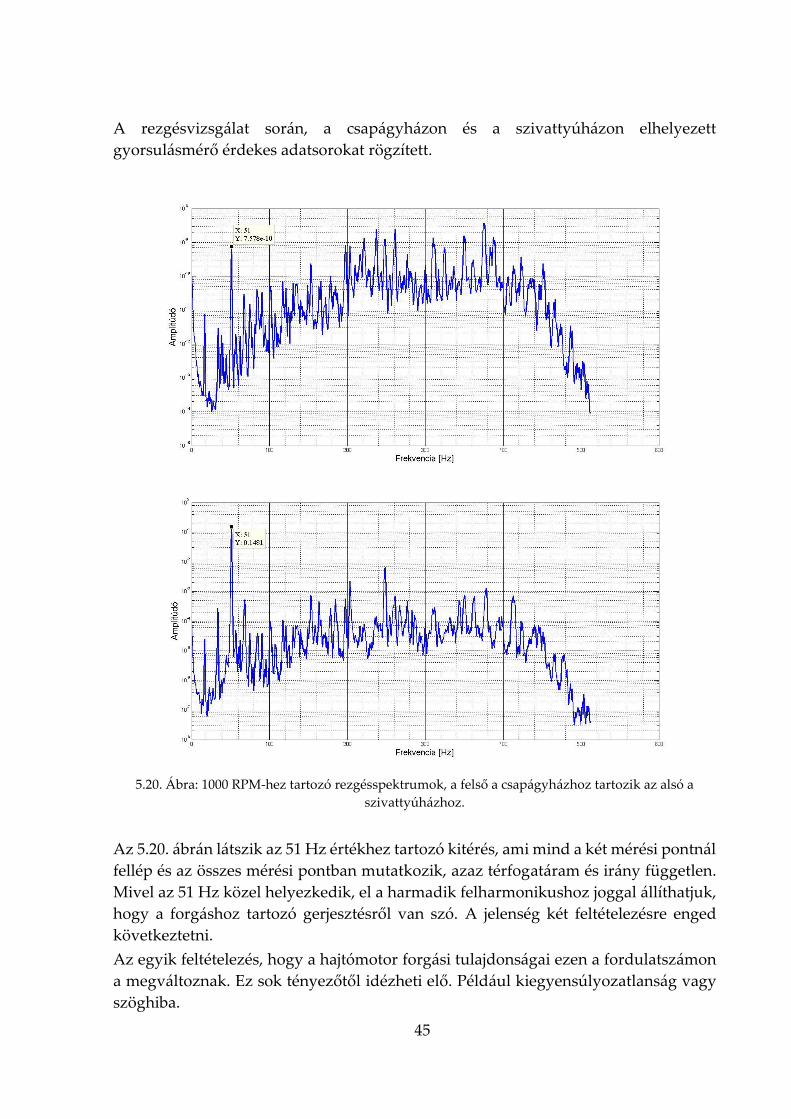
A rezgésvizsgálat során, a csapágyházon és a szivattyúházon elhelyezett
gyorsulásmérő érdekes adatsorokat rögzített.
5.20. Ábra: 1000 RPM-hez tartozó rezgésspektrumok, a felső a csapágyházhoz tartozik az alsó a
szivattyúházhoz.
Az 5.20. ábrán látszik az 51 Hz értékhez tartozó kitérés, ami mind a két mérési pontnál
fellép és az összes mérési pontban mutatkozik, azaz térfogatáram és irány független.
Mivel az 51 Hz közel helyezkedik, el a harmadik felharmonikushoz joggal állíthatjuk,
hogy a forgáshoz tartozó gerjesztésről van szó. A jelenség két feltételezésre enged
következtetni.
Az egyik feltételezés, hogy a hajtómotor forgási tulajdonságai ezen a fordulatszámon
a megváltoznak. Ez sok tényezőtől idézheti elő. Például kiegyensúlyozatlanság vagy
szöghiba.
46
A másik feltételezés, hogy az 51 Hz helyen az egyik, rendszert leíró sajátfrekvencia
jelenik meg és ezen a frekvencián történő kismértékű, de periodikus gerjesztés
hatására nagy amplitúdó csúcs jelenik meg.
Végül a hálózati feszültséghez való kapcsolat is felmerült a kiértékelés során, de a
szolgáltatók az 50 Hz értéket ± 20 mHz megengedett tartományon belül garantálják.
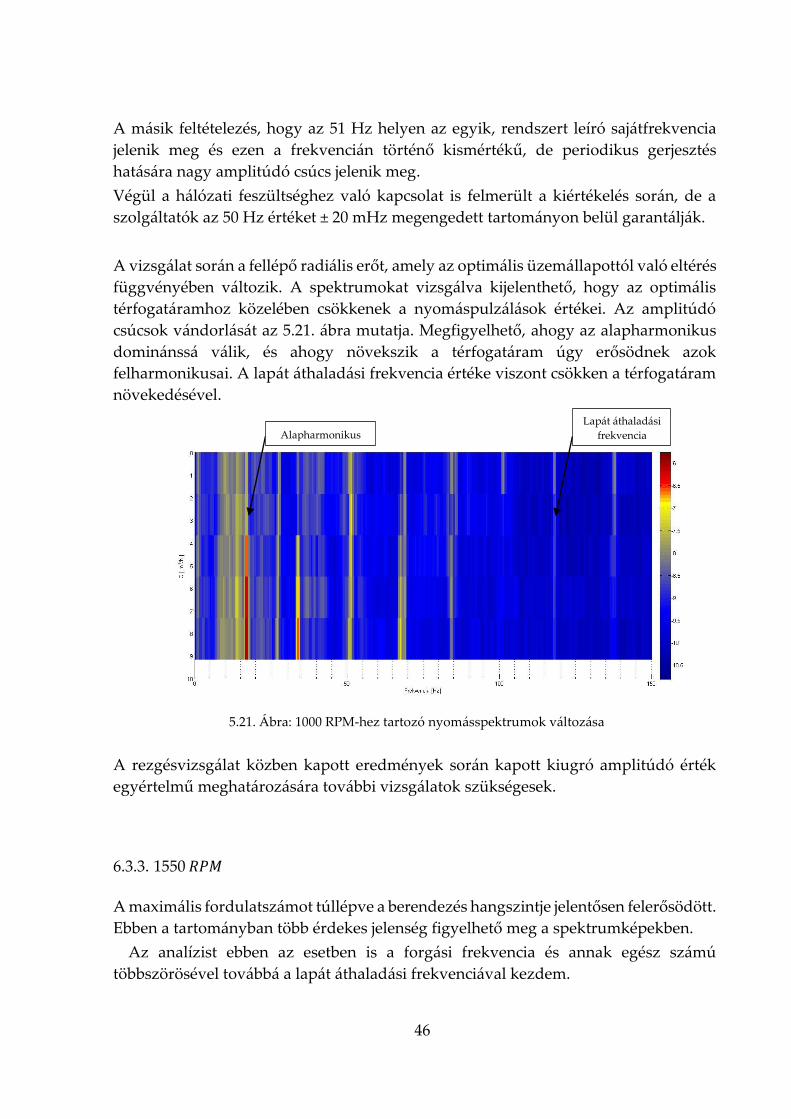
A vizsgálat során a fellépő radiális erőt, amely az optimális üzemállapottól való eltérés
függvényében változik. A spektrumokat vizsgálva kijelenthető, hogy az optimális
térfogatáramhoz közelében csökkenek a nyomáspulzálások értékei. Az amplitúdó
csúcsok vándorlását az 5.21. ábra mutatja. Megfigyelhető, ahogy az alapharmonikus
dominánssá válik, és ahogy növekszik a térfogatáram úgy erősödnek azok
felharmonikusai. A lapát áthaladási frekvencia értéke viszont csökken a térfogatáram
növekedésével.
5.21. Ábra: 1000 RPM-hez tartozó nyomásspektrumok változása
A rezgésvizsgálat közben kapott eredmények során kapott kiugró amplitúdó érték
egyértelmű meghatározására további vizsgálatok szükségesek.
6.3.3. 1550 𝑅𝑃𝑀
A maximális fordulatszámot túllépve a berendezés hangszintje jelentősen felerősödött.
Ebben a tartományban több érdekes jelenség figyelhető meg a spektrumképekben.
Az analízist ebben az esetben is a forgási frekvencia és annak egész számú
többszörösével továbbá a lapát áthaladási frekvenciával kezdem.
Lapát áthaladási
frekvencia Alapharmonikus
47
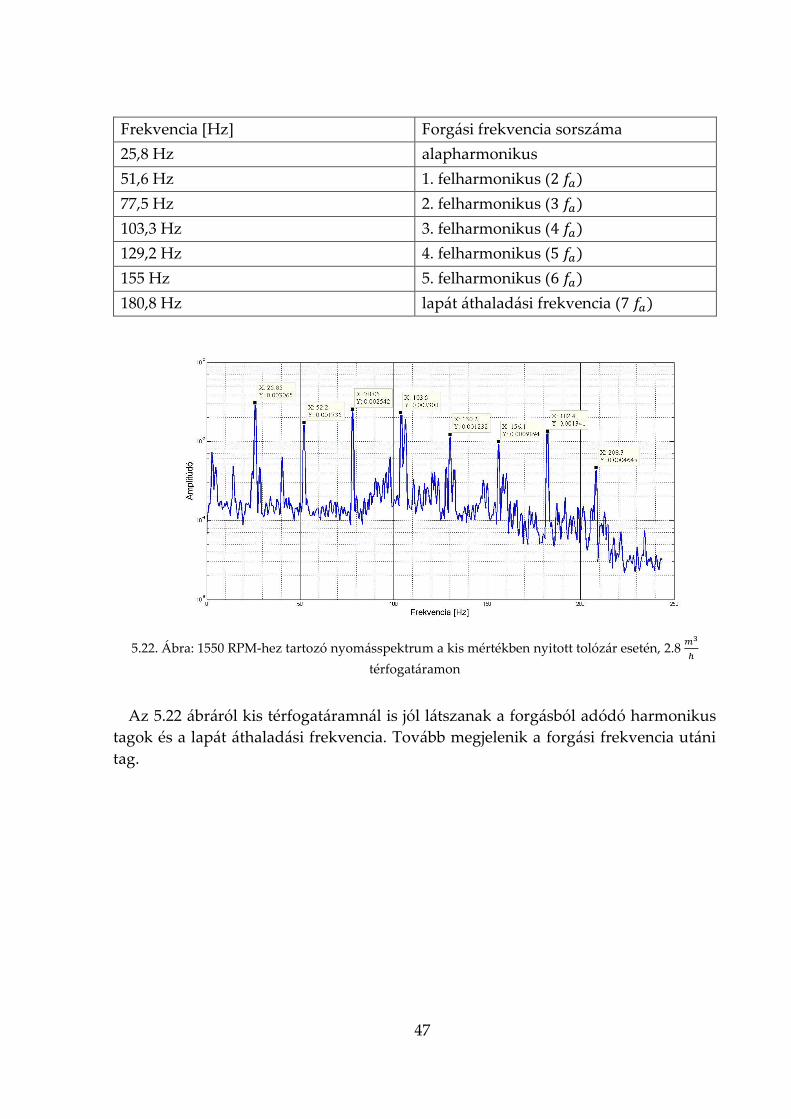
Frekvencia [Hz] Forgási frekvencia sorszáma
25,8 Hz alapharmonikus
51,6 Hz 1. felharmonikus (2𝑓𝑎)
77,5 Hz 2. felharmonikus (3𝑓𝑎)
103,3 Hz 3. felharmonikus (4𝑓𝑎)
129,2 Hz 4. felharmonikus (5𝑓𝑎)
155 Hz 5. felharmonikus (6𝑓𝑎)
180,8 Hz lapát áthaladási frekvencia (7𝑓𝑎)
5.22. Ábra: 1550 RPM-hez tartozó nyomásspektrum a kis mértékben nyitott tolózár esetén, 2.8 𝑚3
ℎ
térfogatáramon
Az 5.22 ábráról kis térfogatáramnál is jól látszanak a forgásból adódó harmonikus
tagok és a lapát áthaladási frekvencia. Tovább megjelenik a forgási frekvencia utáni
tag.
48
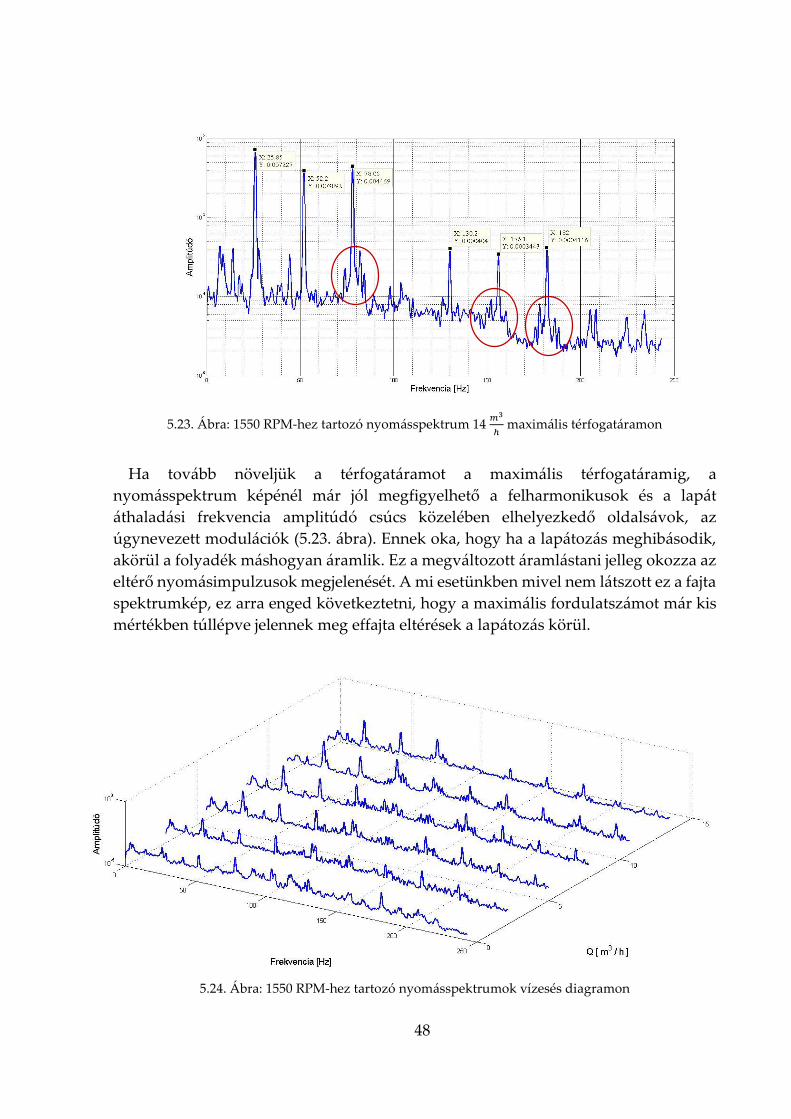
5.23. Ábra: 1550 RPM-hez tartozó nyomásspektrum 14 𝑚3
ℎ maximális térfogatáramon
Ha tovább növeljük a térfogatáramot a maximális térfogatáramig, a
nyomásspektrum képénél már jól megfigyelhető a felharmonikusok és a lapát
áthaladási frekvencia amplitúdó csúcs közelében elhelyezkedő oldalsávok, az
úgynevezett modulációk (5.23. ábra). Ennek oka, hogy ha a lapátozás meghibásodik,
akörül a folyadék máshogyan áramlik. Ez a megváltozott áramlástani jelleg okozza az
eltérő nyomásimpulzusok megjelenését. A mi esetünkben mivel nem látszott ez a fajta
spektrumkép, ez arra enged következtetni, hogy a maximális fordulatszámot már kis
mértékben túllépve jelennek meg effajta eltérések a lapátozás körül.
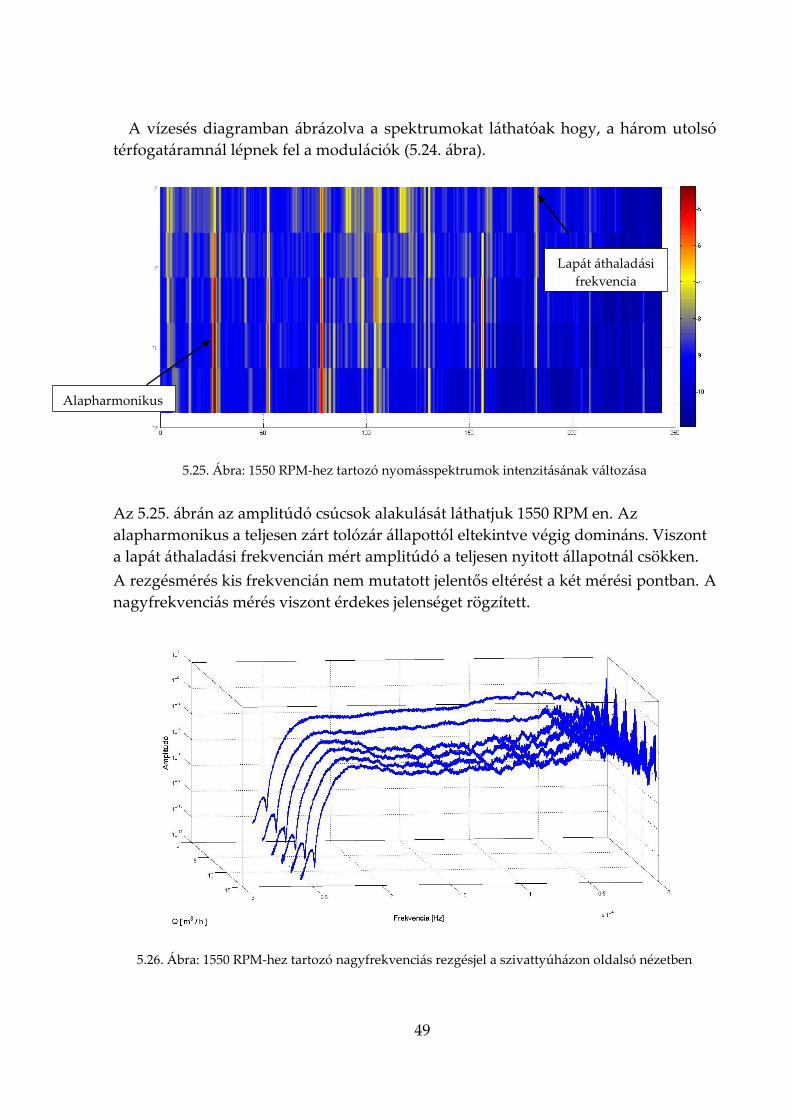
5.24. Ábra: 1550 RPM-hez tartozó nyomásspektrumok vízesés diagramon
49
A vízesés diagramban ábrázolva a spektrumokat láthatóak hogy, a három utolsó
térfogatáramnál lépnek fel a modulációk (5.24. ábra).
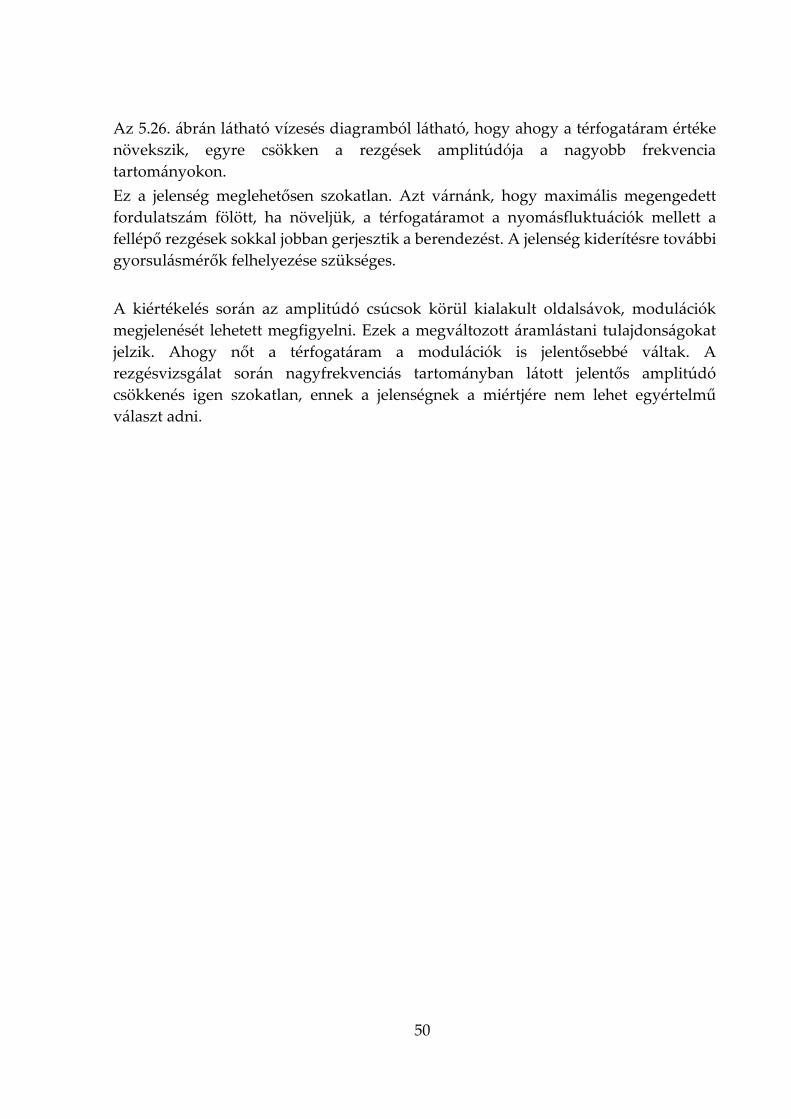
5.25. Ábra: 1550 RPM-hez tartozó nyomásspektrumok intenzitásának változása
Az 5.25. ábrán az amplitúdó csúcsok alakulását láthatjuk 1550 RPM en. Az
alapharmonikus a teljesen zárt tolózár állapottól eltekintve végig domináns. Viszont
a lapát áthaladási frekvencián mért amplitúdó a teljesen nyitott állapotnál csökken.
A rezgésmérés kis frekvencián nem mutatott jelentős eltérést a két mérési pontban. A
nagyfrekvenciás mérés viszont érdekes jelenséget rögzített.
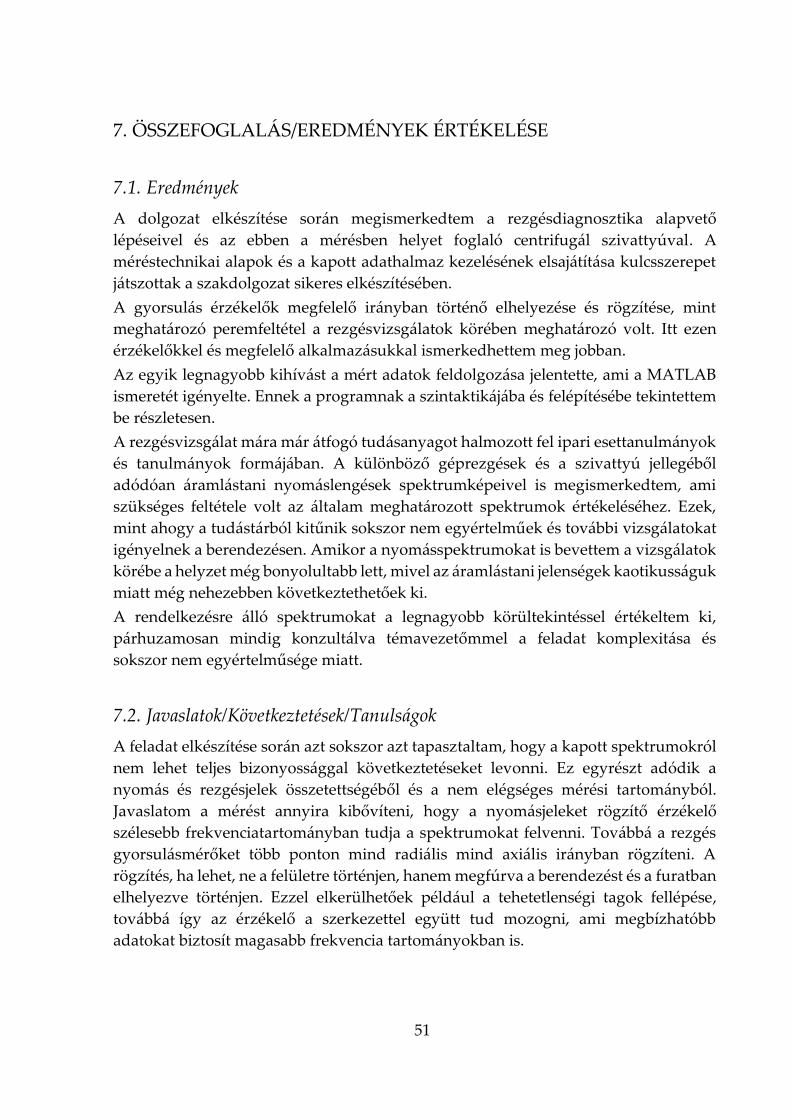
5.26. Ábra: 1550 RPM-hez tartozó nagyfrekvenciás rezgésjel a szivattyúházon oldalsó nézetben
Alapharmonikus
Lapát áthaladási
frekvencia
50
Az 5.26. ábrán látható vízesés diagramból látható, hogy ahogy a térfogatáram értéke
növekszik, egyre csökken a rezgések amplitúdója a nagyobb frekvencia
tartományokon.
Ez a jelenség meglehetősen szokatlan. Azt várnánk, hogy maximális megengedett
fordulatszám fölött, ha növeljük, a térfogatáramot a nyomásfluktuációk mellett a
fellépő rezgések sokkal jobban gerjesztik a berendezést. A jelenség kiderítésre további
gyorsulásmérők felhelyezése szükséges.
A kiértékelés során az amplitúdó csúcsok körül kialakult oldalsávok, modulációk
megjelenését lehetett megfigyelni. Ezek a megváltozott áramlástani tulajdonságokat
jelzik. Ahogy nőt a térfogatáram a modulációk is jelentősebbé váltak. A
rezgésvizsgálat során nagyfrekvenciás tartományban látott jelentős amplitúdó
csökkenés igen szokatlan, ennek a jelenségnek a miértjére nem lehet egyértelmű
választ adni.
51
7. ÖSSZEFOGLALÁS/EREDMÉNYEK ÉRTÉKELÉSE
7.1. Eredmények
A dolgozat elkészítése során megismerkedtem a rezgésdiagnosztika alapvető
lépéseivel és az ebben a mérésben helyet foglaló centrifugál szivattyúval. A
méréstechnikai alapok és a kapott adathalmaz kezelésének elsajátítása kulcsszerepet
játszottak a szakdolgozat sikeres elkészítésében.
A gyorsulás érzékelők megfelelő irányban történő elhelyezése és rögzítése, mint
meghatározó peremfeltétel a rezgésvizsgálatok körében meghatározó volt. Itt ezen
érzékelőkkel és megfelelő alkalmazásukkal ismerkedhettem meg jobban.
Az egyik legnagyobb kihívást a mért adatok feldolgozása jelentette, ami a MATLAB
ismeretét igényelte. Ennek a programnak a szintaktikájába és felépítésébe tekintettem
be részletesen.
A rezgésvizsgálat mára már átfogó tudásanyagot halmozott fel ipari esettanulmányok
és tanulmányok formájában. A különböző géprezgések és a szivattyú jellegéből
adódóan áramlástani nyomáslengések spektrumképeivel is megismerkedtem, ami
szükséges feltétele volt az általam meghatározott spektrumok értékeléséhez. Ezek,
mint ahogy a tudástárból kitűnik sokszor nem egyértelműek és további vizsgálatokat
igényelnek a berendezésen. Amikor a nyomásspektrumokat is bevettem a vizsgálatok
körébe a helyzet még bonyolultabb lett, mivel az áramlástani jelenségek kaotikusságuk
miatt még nehezebben következtethetőek ki.
A rendelkezésre álló spektrumokat a legnagyobb körültekintéssel értékeltem ki,
párhuzamosan mindig konzultálva témavezetőmmel a feladat komplexitása és
sokszor nem egyértelműsége miatt.
7.2. Javaslatok/Következtetések/Tanulságok
A feladat elkészítése során azt sokszor azt tapasztaltam, hogy a kapott spektrumokról
nem lehet teljes bizonyossággal következtetéseket levonni. Ez egyrészt adódik a
nyomás és rezgésjelek összetettségéből és a nem elégséges mérési tartományból.
Javaslatom a mérést annyira kibővíteni, hogy a nyomásjeleket rögzítő érzékelő
szélesebb frekvenciatartományban tudja a spektrumokat felvenni. Továbbá a rezgés
gyorsulásmérőket több ponton mind radiális mind axiális irányban rögzíteni. A
rögzítés, ha lehet, ne a felületre történjen, hanem megfúrva a berendezést és a furatban
elhelyezve történjen. Ezzel elkerülhetőek például a tehetetlenségi tagok fellépése,
továbbá így az érzékelő a szerkezettel együtt tud mozogni, ami megbízhatóbb
adatokat biztosít magasabb frekvencia tartományokban is.
52
8. FELHASZNÁLT FORRÁSOK
[1] Kernan Daniel (2012): Pumps 101: Operation,Maintance, and Monitoring Basics.
fouldspumps.com. ITT Corporation
[2] Farkas I, Pandula Z.: Szivattyúk kavitációs üzemének rezgésdiagnosztikai
vizsgálata. Magyar Épületgépészet, LIV.évfolyam, 2005/5. szám.
[3] GRUNDFOS Managemnet A/S (2004): Pump handbook. net.grundfos.com
[4] pumpfundamentals.com/images/recessed_impeller2.jpg (2015.10.24)
[5] GRUNDFOS Managemnet A/S: Research and technology, The Centrifugal Pump.
https://dk.grundfos.com
[6] U.S. DEPARTMENT OF ENERY, United States Industrial Motor Systems Market
Opportunities Assessment, Washington D.C., USA, 1998
[7] A.T DE ALMEIDA, P. FONSECA, H. FALKNER AND P. BERTOLDI: Market
Transformation of Energy-Efficient Technologies in the EU. Energy Policy. 2003 May
[3]
[8] Szerk. Dr. Dömötör Ferenc: Rezgésdiagnosztika I. kötet. Dunaújvárosi Főiskola,
Főiskolai Kiadó, Dunaújváros 2008.
[9] vanguardengineering.com (2015.10.23)
[10] Ron Khol: The third derivate of position is jerk. Machine Design.
2003.01.23,machinedesign.com
[11] Agilent Technologies Inc: Spectrum Analysis Basics. Application Note 150.
USA, 2014.02.25
[12] nukleariskepalkotas.atomki.hu (2015.09.28)
[13] MAGYAR SZABVÁNY – MSZ ISO 2041 – 1995
[14] Szabó József Zoltán: Rezgésdiagnosztikai vizsgálatok és haditechnikai
alkalmazhatóságuk kutatása. Zrínyi Miklós Nemzetvédelmi Egyetem Bolyai János
Katonai Műszaki Kar, Katonai Műszaki Doktori Iskola, Budapest, 2010
[15] Cebe László: Szinusz Könyv. 3. kötet. Szotakre könyvtár
[16] Al-Braik, Adbulrahman, Hamomd, Osama, Gu, Fengshou and Ball, Andrew:
Diagnosis of Impeller Fauults in a Centrifugal Pump Using Vibration Signals.
University of Huddersfield
[17] Fred L. Robinett, Johann F. Gülich, Thomas Kaiser: Vane Pass Vibration –
Source, Assessment and Correction – A Practical Guide For Centrifugal Pumps.
(2015.11.02)
[18] http://www.introtopumps.com (2015.10.26)
[19] Jorge L. Parrondo-Gayo, José Gonzále-Pérez, Joaquín Fernández-Francos:
The Effect of the Operation Point ont he Pressure Fluctuations at the Blade Passage
Frequency in the Volute of a Centrifugal Pump. Universidad de Oviedo, Área de
Mecánica de Fluidos, Campus de Viesques, 33204, Span. 2002
53
[20] A. Al-Qutub, A. Khalifa, Y. Khulief: Experimental Investigation of the Effect of
Radial Gap and Impeller Blade Exit on Flow-Induced Vibration at the Blade-Passing
Frequency in a Centrifugal Pump. King Fahd University of Petroleum & Minerals,
Dhahran 31261, Saudi Arabia. Internation Journal of Rotating Machinery. Article
ID 704845. 2009.
[21] Ravindra Birajdar, Rajashri Patil, Kedar Khanzode: Vibration and Noise in
Centrifugal Pumps – Sources and Diagnosis Methods. Third International Conference
on Integrity, Reliability and Failure, Porto/portugal, 2009.07.20-24. Ref:
S1163_P0437
[22] www.eswt.net/cavitation (2015.10.27)
[23] jacpump.wordpress.com/2011/04/17/solving-a-cavitation-problem
(2015.10.27)
[24] Wilcoxom Research: Vibration monitoring of pumps. 2008
[25] Steven J. Hrivnak, P.E.: Centrifugal Pump Vibrations: The Causes. Easman
Chemical Company. www.vibration.org
[26] Dr. Kullmann László, Dr. Hős Csaba, Dr. Váradi Sándor: Feladatgyüjtemény
az Áramlástechinakai gépek tárgyhoz. Budapest. 2015.06.02.
[27] Kullmann László: Áramlástechinaki gépek előadásjegyzet. Budapest, 2013.

54
9. SUMMARY
Centrifugal pumps are widely used in many of applications. As these kinds of fluid
machines play a key role in a variety of operational processes; their proper
maintenance is critical which success is provided by vibration monitoring.
The objective of this study is to explain this certain technique along with an
investigation on a centrifugal pump.
The first half of the thesis describes the theoretical foundations alongside and the
significance of centrifugal pumps. Alongside with the definition, basic principles and
preferences of these machines are introduced. After this introductory section, the
emphasis on the market share of the pump systems within the American and the
European market is presented. Lastly, a basic insight about vibration analysis is also
given which contains its basic elements: the Fourier transform, the significance of time
and frequency domains, FFT (Fast Fourier Transform) and the aim of fault detection.
The second half of the thesis contains the details of the investigation and the
evaluation of the collected data. The analysis took place at the local laboratory of the
Departure of Hydrodynamics where the measurement setup contained an electric
motor with its regulation panel, a centrifugal pump and a closed-loop pipeline system
with a water tank. During the study, the flow rate and the revolution number were
changed. A valve was used in order to regulate the flow rate and the regulation panel
of the electric motor for the revolution number. Data were collected to pressure spectre
from a sensor close to the pressure side of the pump. Two other sensors were mounted
on the bearing housing in radial direction and on the volute casting in axial direction.
The collected data were then evaluated in MATLAB which program was used to create
the attached illustrations and plots.
55
10. MELLÉKLETEK
1. sz. melléklet: A szivattyú katalógus adatai.
A mérés során használt szivattyú a 25/48 pontként szerepel.
56
2. sz. melléklet: Hatásfokok és optimális térfogatáramok
Q480 [m3/h] η480 Q900 [m3/h] η900 Q1200 [m3/h] η1200 Q1400 [m3/h] η1400
0 0% 0 0% 0 0% 0 0%
0.81 11.1% 0.81 9.8% 0.81 7.5% 0.81 7.6%
1.63 17.3% 1.82 18.6% 1.41 12.3% 1.63 13.9%
2.57 17.5% 2.7 22.4% 2.15 18.0% 2.57 18.7%
3.36 17.4% 3.64 26.4% 2.93 21.6% 3.36 22.8%
4.23 10% 4.53 28.9% 3.64 26.3% 4.23 26.5%
5.4 28.8% 4.38 27.3% 5.08 28.5%
6.3 26.5% 5.08 28.5% 5.92 31.2%
Q600 [m3/h] η600 7.23 21.3% 5.81 29.9% 6.76 31.4%
0 0% 8.14 14.2% 6.51 32.2% 7.63 32.2%
0.81 10.1% 7.28 30.4% 8.46 32.4%
1.82 19.1% 7.97 28.5% 9.31 30.8%
2.7 20.4% Q1000 [m3/h] η1000 8.73 27.3% 10.16 29%
3.55 20.3% 0 0% 9.42 24.8% 11.01 26.2%
4.38 19.2% 0.81 9.4% 10.16 20.6% 11.88 21.9%
5.27 12% 1.41 15.1% 10.89 15.2% 12.71 15.7%
1.99 18.8%
2.82 23.5%
Q700 [m3/h] η700 3.45 25.3% Q1300 [m3/h] η1300 Q1500 [m3/h] η1500
0 0% 4.15 27.5% 0 0% 0 0%
1.15 13.7% 4.81 28.7% 0.81 7.3% 0.81 7.1%
2.15 20.4% 5.52 30.3% 1.63 13% 1.63 13.2%
3.15 22.8% 6.2 28.8% 2.3 17.6% 2.57 18.1%
4.23 24% 6.91 27.5% 3.15 23% 3.45 22.8%
5.27 22% 7.59 24.8% 3.99 25.9% 4.23 25.6%
6.3 15% 8.3 19.8% 4.75 28.2% 5.08 28.7%
8.99 15.2% 5.52 29.8% 5.98 31.1%
6.3 30.3% 6.81 31.7%
Q800 [m3/h] η800 7.09 31.3% 7.68 33.1%
0 0% Q1100 [m3/h] η1100 7.89 31.1% 8.5 32.9%
0.81 9.6% 0 0% 8.69 30.1% 9.35 32.9%
1.82 19.5% 0.81 9.9% 9.49 28.2% 10.23 31.2%
2.7 22.4% 1.41 12.9% 10.26 26.5% 11.07 29.5%
3.64 25.6% 1.99 17.3% 11.07 21% 11.9 26%
4.53 26.5% 2.7 23.3% 11.85 15.9% 12.76 21.6%
5.46 25.3% 3.36 26.1% 13.62 15.4%
6.36 19.8% 3.99 27.4%
7.28 12.5% 4.67 29.7%
5.34 30.7%
5.98 31%
6.66 30.9%
7.32 29.5%
7.97 27.1%
8.65 24.1%
9.31 20.5%
9.97 16.8%
n=800 [ford/perc]
Qopt [m3/h] = 4.2 n=1100 [ford/perc]
Qopt [m3/h] = 5.7
n=1500 [ford/perc]
Qopt [m3/h] = 7.8Qopt [m
3/h] = 6.8
n=1300 [ford/perc]
n=1000 [ford/perc]
Qopt [m3/h] = 5.2
n=900 [ford/perc]
Qopt [m3/h] = 4.7 Qopt [m
3/h]=6.2
n=1200 [ford/perc] n=1400 [ford/perc]
Qopt [m3/h] = 7.3Qopt [m
3/h] = 2.5
n=480 [ford/perc]
n=700 [ford/perc]
Qopt [m3/h] = 3,6
Qopt [m3/h] = 3.1
n=600 [ford/perc]