Embed Size (px)
Citation preview
Thank you for downloading this file. If you would like further information on water jetting visit the Lydia Frenzel Conference Series. The Advisory Council is a nonprofit, privately funded membership organization that provides a forum for dialogue and the dissemination of information pertaining to the economic and social effects of technological development throughout the world.
The Council solicits and makes available pertinent information from both private and public sources, seeks expression of points of view from all who may wish to contribute, advances consensus opinions and selected issues of standards and standards organizations, develops networking to match speaking and information resources with the needs and demands of the community, and promotes specific seminars and symposia.
A Primary Mission of the Council is to promote effective means of surface preparation in the maintenance industry using water and water/abrasive blasting techniques.
This mission is viewed as important because the conservation of resources, particularly the public infrastructure, has a significant and long lasting economic impact on the well-being of every citizen.
The Advisory Council is a sponsor of the Lydia Frenzel Conference Series.
Steel / Aluminum Deck PPI, August 26, 2002 1 (Non-Skid / Deck Grey) REV 04
PPI NBR: 63421- 001 (REV 04) DATE: August 26, 2002
PRESERVATION PROCESS INSTRUCTION (PPI) for STEEL and ALUMINUM DECKS
WITH LOW SOLAR ABSORBING / UV RESISTANT NON-SKID AND DECK GREY COATING SYSTEMS
Surface Preparation Method of Abrasive Blasting or UHP Water Jetting
Steel / Aluminum Deck PPI, August 26, 2002 2 (Non-Skid / Deck Grey) REV 04
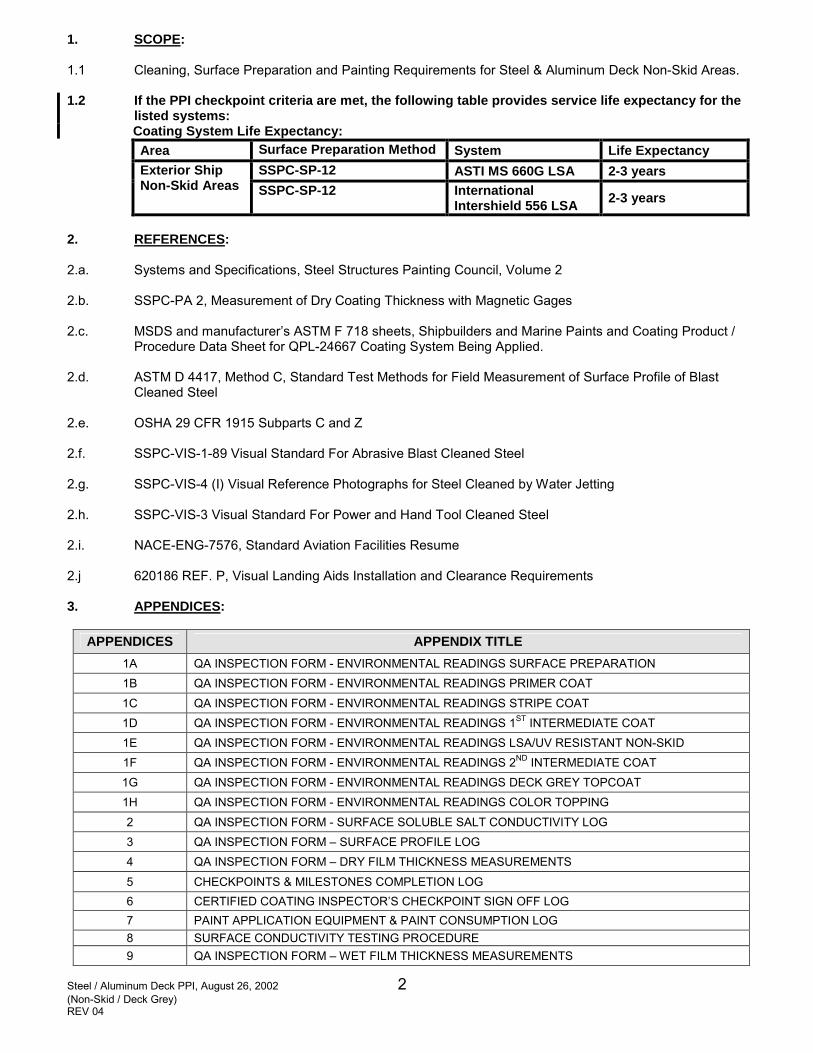
1. SCOPE: 1.1 Cleaning, Surface Preparation and Painting Requirements for Steel & Aluminum Deck Non-Skid Areas. 1.2 If the PPI checkpoint criteria are met, the following table provides service life expectancy for the
listed systems: Coating System Life Expectancy: Area Surface Preparation Method System Life Expectancy
SSPC-SP-12 ASTI MS 660G LSA 2-3 years Exterior Ship Non-Skid Areas SSPC-SP-12 International
Intershield 556 LSA 2-3 years
2. REFERENCES: 2.a. Systems and Specifications, Steel Structures Painting Council, Volume 2 2.b. SSPC-PA 2, Measurement of Dry Coating Thickness with Magnetic Gages 2.c. MSDS and manufacturer’s ASTM F 718 sheets, Shipbuilders and Marine Paints and Coating Product /
Procedure Data Sheet for QPL-24667 Coating System Being Applied. 2.d. ASTM D 4417, Method C, Standard Test Methods for Field Measurement of Surface Profile of Blast
Cleaned Steel 2.e. OSHA 29 CFR 1915 Subparts C and Z 2.f. SSPC-VIS-1-89 Visual Standard For Abrasive Blast Cleaned Steel 2.g. SSPC-VIS-4 (I) Visual Reference Photographs for Steel Cleaned by Water Jetting 2.h. SSPC-VIS-3 Visual Standard For Power and Hand Tool Cleaned Steel 2.i. NACE-ENG-7576, Standard Aviation Facilities Resume 2.j 620186 REF. P, Visual Landing Aids Installation and Clearance Requirements 3. APPENDICES:
APPENDICES APPENDIX TITLE 1A QA INSPECTION FORM - ENVIRONMENTAL READINGS SURFACE PREPARATION 1B QA INSPECTION FORM - ENVIRONMENTAL READINGS PRIMER COAT 1C QA INSPECTION FORM - ENVIRONMENTAL READINGS STRIPE COAT 1D QA INSPECTION FORM - ENVIRONMENTAL READINGS 1ST INTERMEDIATE COAT 1E QA INSPECTION FORM - ENVIRONMENTAL READINGS LSA/UV RESISTANT NON-SKID 1F QA INSPECTION FORM - ENVIRONMENTAL READINGS 2ND INTERMEDIATE COAT 1G QA INSPECTION FORM - ENVIRONMENTAL READINGS DECK GREY TOPCOAT 1H QA INSPECTION FORM - ENVIRONMENTAL READINGS COLOR TOPPING 2 QA INSPECTION FORM - SURFACE SOLUBLE SALT CONDUCTIVITY LOG 3 QA INSPECTION FORM – SURFACE PROFILE LOG 4 QA INSPECTION FORM – DRY FILM THICKNESS MEASUREMENTS 5 CHECKPOINTS & MILESTONES COMPLETION LOG 6 CERTIFIED COATING INSPECTOR’S CHECKPOINT SIGN OFF LOG 7 PAINT APPLICATION EQUIPMENT & PAINT CONSUMPTION LOG 8 SURFACE CONDUCTIVITY TESTING PROCEDURE 9 QA INSPECTION FORM – WET FILM THICKNESS MEASUREMENTS
Steel / Aluminum Deck PPI, August 26, 2002 3 (Non-Skid / Deck Grey) REV 04
4. REQUIREMENTS: 4.1 SAFETY: Accomplish the safety precautions as specified in NSTM 634, Section 1.4, OSHA 29 CFR
1915 Subparts C and Z (Ref. 2.e), and the Job Order during surface preparation and the application of marine coatings.
4.2 WORK NOTICE: The contractor shall post the notice at the ship’s quarterdeck or other designated
location for each job or separate area at least four hours, but not more than 24 hours, prior to the start of work. The notice shall contain the following information: ship’s name and hull number, work item number, compartment or frame number, identification of hazard, date and time of work process and identification of engineering and work practice controls. Deliver notification of work planned for a weekend or Monday following that weekend to the Commanding Officer’s representative not later than 0900 on the Friday immediately preceding that weekend. Deliver notification of work planned on a federal holiday and on the day following the federal holiday to the Commanding Officer’s representative not later than 0900 on the last working day preceding the federal holiday.
4.3 QUALITY ASSURANCE REQUIREMENTS: 4.3.1 REQUIREMENTS FOR COATED AREAS. Surface preparation shall be accomplished by certified
blasters. Coating systems shall be applied by certified painters and test / inspection records maintained IAW NSTM 634, Section 3.35 (Quality Assurance Checklist). Checkpoints and final inspections shall be signed off by certified coating inspectors.
4.3.2 BLASTERS AND PAINTER CERTIFICATION. The implementing contractor shall maintain a certification
program for blasters and painters working on the project. The program shall include minimum training requirements and provide for adequate records verifying the completion and currency of training for each blaster or painter involved in surface preparation and application of the coatings. Documentation shall be maintained verifying that only certified blasters and painters are used for preservation work. Training shall include all blasting and paint application techniques and procedures appropriate to the surface preparation and coating materials used.
4.3.3 COATING INSPECTOR CERTIFICATION: Documentation shall be maintained verifying that only
certified paint inspectors are used for inspecting preservation work. Training shall include all techniques and procedures appropriate to inspecting the surface preparation and coating application being used. These techniques and procedures include determining the acceptability of surface preparation prior to commencement of paint application; determining the degree of compliance with painting procedures
appropriate to the surface preparation and coating materials being used; and determining the acceptability of finished products IAW established standardized acceptance criteria. At a minimum, coating inspectors shall be certified and maintain certification to the National Association of Corrosion Engineers (NACE) Session I, or the NAVSEA Basic Paint Inspector Course (NBPI).
4.3.4 COATING INSPECTOR RESPONSIBILITIES: Coating inspectors are responsible for providing
reasonable confidence that material storage, surface preparation, paint system application and curing are accomplished IAW the manufacturer’s requirements. These responsibilities require the coating inspector to: inspect material storage facilities; ensure all inspection equipment requiring calibration certification is certified under organization metrology calibration programs; perform in-process inspections of surface preparation, painting and verify successful completion of checkpoints in the application process; and inspect and accept or reject final paint systems.
4.3.4.1 Responsible Government Representative certified coating inspector shall verify checkpoints and sign all
applicable Appendices. 4.3.4.2 Implementing Contractor shall perform all in-process inspections and checkpoints. 4.3.4.3 The Responsible Government Representative shall be present for and verify all in-process inspections /
checkpoints.
Steel / Aluminum Deck PPI, August 26, 2002 4 (Non-Skid / Deck Grey) REV 04
4.3.4.4 Implementing Contractor shall participate in a joint Ship’s Force and SUPSHIP personnel safety brief, when directed by the SUPERVISOR, prior to the start of recommended PCP.
4.3.5 IN-PROCESS INSPECTIONS: Responsible Government Representative certified coating inspector
shall be given prior notice and shall perform an inspection of each coated area when the following checkpoints are reached: process control procedure, pre-surface preparation & cleaning, contamination containment and masking, surface preparation, paint storage area, prime coat, between successive coats of paint, topcoat of paint applied, marking layout, color topping and area ready for final inspection. The inspector is required to examine all data maintained by the paint foremen concerning environmental conditions, surface cleanliness, surface profile, and paint / non-skid thickness. Data shall be verified, depending on the checkpoint in question, including surface cleanliness, surface profile, wet film thickness, dry film thickness and workmanship. Environmental data, such as temperatures, relative humidity and dew point need only be verified if the inspector is doubtful of the recorded values. Deficiencies in personnel training, certification, record maintenance, equipment maintenance or any matter that is not IAW good painting practice shall be recorded. The coating inspector shall verify the successful completion of each checkpoint and sign and date the applicable spaces on Appendix 6.
4.3.6 DEVIATIONS: All surface preparation, coating applications shall be IAW delineated guidance herein. Any
deviation will require NAVSEA approval and Contracting Officer (or representative) sign-off. 4.3.7 A TYCOM / NAVSEA authorized representative will provide QA oversight of this process. Implementing
Contractor shall provide the Government QA inspector a minimum of four (4) hour notification of all checkpoints prior to accomplishing the checkpoint is MANDATORY.
4.3.8 DEVELOP AND ACCOMPLISH PROCESS CONTROL PROCEDURE (PCP): Submit two legible copies
of each PCP not later than seven working days prior to start of the process required by the procedure to the SUPERVISOR. The procedure shall contain the following minimum information:
-Contractor’s name and address, -Process title, number, and date developed,
-Description of process, including critical factors which have direct bearing on the process quality and safety, -Qualification requirements for the personnel performing the work, -Inspection and documentation forms, -Acceptance and rejection criteria for checkpoints, -The method utilized to ensure personnel accomplishing the procedure have direct knowledge of the requirements prior to beginning work. A copy of the procedure shall be at the work site during the performance of work, -Develop PCP matrix to include the entire job process with start dates, surface preparation dates, coating application dates, etc. -Weekly, update matrix as needed based on schedule changes, until completion / closure of each space or job item. -The method utilized to control the procedure, -Identification of hazardous materials which will be used in the process or hazardous waste that will be generated by the accomplishment of the process and the methodology, which will be utilized to minimize the quantity of these materials which will require control and disposal, -Approval signature and title of the contractor’s representative and the date of submission, 4.3.9 CHECKPOINT (PCP): Provide to responsible QA representative for review and comment on the PCP
five (5) days prior to commencement of this process. 4.4.3 Ensure process control documentation provides a record of the data required to control and determine satisfactory completion of the process. 4.4.4 Submit updated or changed PCP procedures to the SUPERVISOR at least three working days prior to implementation.
Steel / Aluminum Deck PPI, August 26, 2002 5 (Non-Skid / Deck Grey) REV 04
4.4 RECORD KEEPING: 4.4.1 RECORD KEEPING DURING SURFACE PREPARATION / NON-SKID SYSTEM APPLICATION: A
permanent record of environmental conditions, surface preparation, and non-skid system operations shall be maintained IAW NSTM 634, Section 3.35, (Quality Assurance Checklist). Data shall be entered on Appendices 1A - 5, and 9. Environmental information on Appendices 1A-1H shall be updated hourly, posted at the job site and an updated copy provided to the coating inspector at each checkpoint for review. The record shall include dates and times of surface preparations, non-skid system operations, air temperatures, wet bulb, surface temperature, relative humidity and dew point. Enter on Appendix 1A the abrasive blast media manufacturer, type and size of abrasive used. Attach on Appendix 3 the TESTEX PRESS-O-FILM tapes used to measure surface profile.
4.4.2 REVIEW OF RECORDS FOR FINAL COATING EVALUATION: A certified paint inspector authorized to
represent NAVSEA shall review the Appendices of each area to ensure adequate quality control of the surface preparation, and non-skid system application process. Records shall include all the test and inspection data required by NSTM 634, Section 3.35, (Quality Assurance Checklist). Failure to produce such records, or records which indicate that surface preparation, painting and non-skid system installation were not done IAW governing specifications/instructions, will be grounds for rejection.
4.5 TEMPORARY SERVICES: The project will require temporary services such as, but not limited to,
lighting, compressed air, ventilation, portable head, fresh water, electrical services, and crane service. Ensure all equipment is IAW safety requirements delineated in this instruction.
4.5.1 RECORD DECK MARKINGS: Before removal of deck coating systems, provide a record of existing
periphery lines, exact locations, colors and dimensions on non-skid and deck gray deck coatings and markings on deck surfaces. Submit a copy to the SUPERVISOR and NAVSEA Technical Representative before starting pre-surface preparation.
4.6 FORWARDING APPENDICES AND RETENTION OF RECORDS: After the project is completed,
forward two copies of the completed Appendix forms to the TYCOM, Supervisor of Shipbuilding and Implementing Authority as specified in NSTM 634, Section 3.35.10. Records shall be maintained by the Supervisor for a period of 3 years.
4.7 LOG OF EQUIPMENT & MATERIAL USED: Record equipment information and material used in
Appendix 7. Compare materials used, to paint material and abrasive blast media (when used), specified in work order or contract.
4.8 Accomplish visual inspection of the following systems as applicable prior to surface preparation and
submit four legible copies to supervisor, reporting conditions found: Control Station’s to include glass, wipers, and sprayer apparatus, Fueling Stations, Tail Guide Sheave Trunk, Catapult Track, RAST Track, Hanger Door Track, Deck Elevator Coamings.
4.9 ENVIRONMENTAL CONDITIONS: Maintain environmental conditions IAW Ref. 2.c and NSTM 634,
Section 3.26 (Environmental Conditions). Record measurements in Appendices 1A-1H. 4.9.1 Maximum Relative Humidity requirement of 85% is to be maintained from surface preparation
operations through the final curing of the color-topping coat. 4.9.2 If environmental conditions are not provided or are unclear, contact Responsible Implementing Authority
for resolution. 4.10 TEMPERATURES TO BE MAINTAINED FOR NON-SKID SYSTEM: Ensure temperatures are within
acceptable limits as specified IAW Ref. 2.c and NSTM 634, Section 3.26 (Environmental Conditions). If inconsistencies in temperatures exist, NSTM 634 will supersede Ref. 2.c. If temperatures are not provided or are unclear, contact Responsible Implementing Authority for resolution.
4.11 CONTAMINATION CONTAINMENT AND MASKING FOR SURFACE PREPARATION, AND NON-SKID
SYSTEM OPERATIONS: The following requirements shall be observed, in addition to the specific requirements of the Job Order, for maintaining cleanliness of the ship, ship’s equipment, components, and spaces for the duration of the availability.
Steel / Aluminum Deck PPI, August 26, 2002 6 (Non-Skid / Deck Grey) REV 04
4.11.1 Prevent contamination and surface damage of the ship’s equipment, components, and spaces during contamination-producing operations.
4.11.1.1 Plug, blank, wrap, cover, seal, and mask equipment, components, cables, wire ways, boats and
openings using fire retardant/ water repellent materials, and prevent entry of contaminants to machinery, winches, rigging, machinery surfaces, weapons systems, electrical equipment, electronic equipment, valves, vents not in use, and other openings.
4.11.1.2 Install covering as needed, conforming to A-A-55308 and/or fire retardant plywood. 4.11.1.3 Install fire retardant industrial filter material on the intake of supply and exhaust end of ventilation
systems which will be in use. 4.11.1.4 Remove existing and install new filter or clean the filter material when airflow is restricted. 4.11.1.5 All protective measures are to be in place prior to start of any contamination-producing operations and
shall remain in place until the contamination-producing operations are complete. 4.11.1.6 Install double curtain baffles at the entrances of each access door where airborne contamination could
occur during contamination-producing operations. Install a dirt-collecting mat on the deck directly inside each door. The SUPERVISOR will select a maximum of four doors. Tag out doors not designated for access.
4.11.1.7 Temporary coverings shall not be removed during contamination-producing operations without
permission of the SUPERVISOR. 4.11.2 PROTECTIVE COVERING: Inspect the integrity of the protective covering at the beginning of each shift
in which contamination-producing operations will be accomplished. Ensure that equipment and machinery have not been infiltrated by contaminants. Notify the SUPERVISOR immediately by verbal means, followed on the next workday in writing, if contamination or surface damage has occurred. Reseal to prevent further entry of contaminants or surface damage.
4.11.3 Maintain cleanliness of the work site free from accumulation of industrial debris caused by contractor
and / or subcontractor employees on a continuous basis throughout the availability. Workspaces include those areas immediately under and adjacent, and those areas where service lines are run in the vicinity of the work site.
4.11.3.1 Area cleaning shall be accomplished no later than at the end of each shift, on a daily basis and prior to
any checkpoints. 4.11.3.2 Remove and dispose of industrial debris from the ship on a daily basis. 4.11.4 Accomplish an initial walk-through of all locations aboard ship where contractor responsible work will
take place, to observe cleanliness conditions. The inspection shall be made jointly with the SUPERVISOR and the ship’s Commanding Officer’s representative, and shall take place prior to the commencement of any work by the contractor.
4.11.4.1 Submit four legible copies of a written report of any unclean sites/spaces to the SUPERVISOR and
Commanding Officer of the ship within 72 hours after completion of the inspection. 4.11.5 Accomplish a cleanliness inspection on a daily basis whenever work is in progress. The inspection shall
be made jointly with the SUPERVISOR and the designated representative of the ship’s Commanding Officer. During inspection the responsible party shall be assigned. A written report of any unclean work sites/spaces shall be prepared by the contractor and copies distributed to the SUPERVISOR and Commanding Officer of the ship within four hours after completion of the inspection. The inspection report shall list the responsible activity (contractor, ship, etc.) for each unclean site/area. Unclean sites/areas determined as contractor responsible shall be immediately cleaned.
4.11.5.1 Inspections and reporting shall be accomplished during the daily fire prevention and housekeeping
inspections.
Steel / Aluminum Deck PPI, August 26, 2002 7 (Non-Skid / Deck Grey) REV 04
4.11.6 COVERING REMOVAL: Remove protective covering upon completion of contamination-producing operations and inspect for presence of contamination or surface damage. Notify the SUPERVISOR immediately by verbal means, followed on the next workday in writing, if contamination or surface damage has occurred, prior to removal of the contamination and repair of damage.
4.11.7 Remove from the ship and dispose of debris and foreign matter generated because of work being
accomplished on this ship and from work being accomplished on other naval and private ships. Comply with the requirements of federal, state, and local laws, codes, regulations, and ordinances or as specified elsewhere in the Job Order.
4.12 ISOLATION, BLANKING AND TAGGING REQUIREMENTS: Notify the Commanding Officer’s
representative in writing of equipment, systems, circuits, components, piping, and valves that require isolation to accomplish work in the Work Item before any work is started on each individual Work Item so that tag-outs can be accomplished as required by ship’s instructions.
4.12.1 After ship’s force install tags; verify use of sufficient tags to prevent operation of equipment, systems,
circuits, components, piping, or valves from all stations that could exercise control. 4.12.2 A contractor’s representative shall print name, badge number, identify company, and sign on a ship’s
tag-out record sheet and tags after installation, indicating repair activity satisfaction with the completeness of the tag-out and alerting personnel removing tags that contractor concurrence is required.
4.13 Post warning signs and barriers and install temporary positive means to prevent closure or movement of
component that create a safety hazard. 4.14 Do not disturb, modify, remove, energize, or operate any switch, fitting, valve, or other equipment affixed
with a ship’s isolation or DANGER tag. 4.14.1 Do not remove or relocate ship’s isolation or DANGER tags. 4.14.2 Notify the Commanding Officer’s representative immediately when the contractor’s work is complete and
the system, piping, or circuit is ready for activation to accomplish removal of tags. 4.14.3 The contractor’s representative shall sign the ship’s tag-out log sheet to show concurrence in tag
removal and clearance before removal. 4.14.4 Verify removal and clearance of all isolation or DANGER tags in accordance with ship’s instruction
before the equipment is operationally tested or operated. 5. PRE-SURFACE PREPARATION: 5.1 STRUCTURAL INSPECTION: Prior to commencement of work, the government will provide an
authorized representative to conduct a structural inspection for the entire area to be prepared. Heavily rusted or corroded area, damaged metal and holes in the structure or piping shall be documented and provided to ship’s force and Responsible Contracting Authority to determine if further structural evaluation or NDT is warranted and for possible repair before surface preparation.
5.2 PRE-SURFACE CONDITIONING WHEN USING NON-EDGE RETENTIVE COATINGS: Before surface
preparation the Responsible Implementing Authority shall have all welds, protrusions, projections and spikes ground smooth; pits in the welds shall be ground out; all weld splatter shall be removed; radius all edges, flanges, angles, pipe hangers to a minimum radius of 3mm. Radiusing of edges is not required when using approved edge retentive coatings, all other requirements apply.
Steel / Aluminum Deck PPI, August 26, 2002 8 (Non-Skid / Deck Grey) REV 04
5.3 DEGREASE / FRESH WATER WASH DOWN: Prior to surface preparation, remove all surface contaminants such as sea salts, grease and oil (hydrocarbons), loose rust; mud and marine growth with 3,000-PSI minimum fresh water wash down. Use vacuum to remove standing water followed by an adequate period of time to allow the surface to dry prior to surface preparation. SSPC-SP-1 requirements shall be met. Enter on Appendix 1A method used for degreasing.
5.4 CHECKPOINT (Pre-Surface Preparation Inspection): NOTE: ULTRAVIOLET LIGHTS SHALL NOT BE USED IN MERCURY EXCLUSION AREAS. 5.4.1���� (Visual and Ultraviolet (UV) Light): Conduct a visual inspection to verify all surfaces within the scope of
the project are free of hydrocarbons, and other contaminants such as sea salts, loose rust, mud, and marine growth, which could become imbedded in the surface to be prepared. Inspect surface using a
���� UV light (approx. 60 Å) to detect hydrocarbons on the surface. The ultraviolet light will not allow the proper detection of hydrocarbons on the surface if the surface being inspected is exposed to day or
���� artificial light. Therefore for proper UV light hydrocarbon detection, lights must be off, and the ���� inspection must be conducted during darkness for surfaces exposed to sunlight. Take appropriate
safety measures to prevent worker hazards in the darkened areas. 5.4.1.1 When hydrocarbons are present, the hydrocarbons will fluoresce as bright green, lime green, or
blue/violet on the surface. 5.4.1.2 To remove detected contaminants and hydrocarbons, accomplish a solvent wipe on affected areas.
Follow SSPC-SP-1 to remove contaminants and hydrocarbons. 5.4.1.3 If contaminants or hydrocarbons are detected on the surface after attempting to solvent spot repair, the
Responsible Implementing Authority shall require the surface be de-greased again as directed in paragraph 5.3.
5.4.2 (Structural and Pre-Surface Conditioning): Verify all surfaces within the scope of the project are IAW
paragraphs 5.1 and 5.2. 5.4.3 (Contamination Containment and Masking): Verify all surfaces within the scope of the project are IAW
paragraphs 4.11 through 4.12. 5.4.4 (Flow Test): Conduct Unobstructed Flow Test on deck drains and counter measure washdown (CMW)
nozzles prior to blasting. Document and submit four legible copies of a report to supervisor listing quantity and location of each drain and nozzle tested that is blocked or damaged. (CMW nozzles test may be conducted using water or 90 PSIG compressed air).
6. SURFACE PREPARATION: 6.1 Monitor environmental conditions throughout surface preparation operations to ensure they meet
requirements as specified in paragraphs 4.9 and 4.10 Record measurements in Appendix 1A. NOTE: IMPLEMENTING AUTHORITY WILL DESIGNATE SURFACE PREPARATION METHOD TO USE, ABRASIVE BLASTING OR UHP WATER JETTING. 6.2 SURFACE PREPARATION AND CLEANING PRIOR TO PAINT APPLICATION: Prepare all surfaces
for painting IAW Ref. 2.a for the methods specified in NSTM 634; Section 3.27.1; Section 3.27.2 (Steel Surfaces), or Section 3.27.3 (Aluminum Surfaces).
6.2.1 The conductivity level of the water is to be checked daily prior to the start of UHP water jetting to ensure
levels are below 70 microsiemens/cm. 6.2.2 For UHP water jetted area a blow down is required; using dry, oil free compressed air, blow down all
surfaces.
Steel / Aluminum Deck PPI, August 26, 2002 9 (Non-Skid / Deck Grey) REV 04
6.3 POWER TOOL CLEANING ON SURFACES INACCESSIBLE TO ABRASIVE BLASTING OR UHP WATER JETTING.
6.3.1 Accomplish the requirements of SSPC-SP-11 Power Tool Cleaning to Bare Metal to remove all the
existing coating and corrosion products IAW NSTM 634; Table 634.3.10 (SSPC POWER TOOL CLEANING STANDARDS), and Table 634.3.11 (POWER TOOLS); Section 3.27.2.4 (Steel Surfaces), or Section 3.27.3.5 (Aluminum Surfaces). Surface preparation accomplished using a surface preparation device such as a disk sander or power wire wheel that burnishes, polishes or smoothes the surface is not authorized.
6.3.2 Feather edges of adherent paint in adjacent areas remaining after cleaning. 6.3.3 The Responsible Implementing Authority shall have the authority to reject this method in any area if the
surface can be shown to have adequate accessibility for Abrasive Blasting or UHP Water Jetting. 6.4 SURFACE PROFILE: 6.4.1 Accomplish a surface profile of 3 – 4.5 mils IAW NSTM 634. 6.4.2 Waterjet surfaces will retain the surface profile of prior surface treatments. In areas where the substrate
may have been smoothed, abrasive blasting or profile producing power tooling may be required to achieve the required profile.
6.4.3 For areas prepared to SSPC-SP-11, accomplish a surface profile of 1 mil minimum. 6.4.4 For areas prepared to an SSPC-SP-11, feather edges of well-adhered paint in adjacent areas remaining
after cleaning. 6.5 CHECKPOINT (Surface Preparation): Accomplish IAW NSTM 634, Section 3.35, (Quality Assurance
Checklist). The record shall show the extent of the inspection and detailed results. The degree of surface
cleanliness shall be IAW the NACE/SSPC surface preparation standard specified; surface profile, soluble salt measurements, and adequacy of cleanup operations shall be recorded. The inspections shall be conducted to standardized acceptance criteria. Visual aids, such as SSPC-VIS-1-89 (Visual Standard for Abrasive Blast Cleaned Steel) (Ref. 2. f) or SSPC-SP-12 visual surface preparation of WJ-2 with light flash rust (Ref. 2.g) or SSPC-VIS 3, (Visual Standard for Power and Hand Tool Cleaned Steel, SSPC 93-04) (Ref. 2.h) may be used to ensure quality standards are met. Enter data on all applicable Appendices.
NOTE: Flash rusting shall not exceed a degree equal to SSPC-VIS 4 (Visual Reference for Steel Cleaned by
Water Jetting) Standard WJ-2L. If flash rusting occurs, the extent of the flash rust will determine the correct method of managing the flash rust. Methods to reduce the flash rust to acceptable levels include UHP Water Jetting to WJ-2L, SSPC-SP-12, solvent wiping or HAND wire brushing the surface to the satisfaction of the Responsible Implementing Authority.
6.5.1 (Surface Profile Measurements): Accomplish IAW Ref. 2.d and NSTM 634, Section 3.27. Enter on
Appendix 1A the abrasive media QPL, manufacturer, type and mesh size used. Enter on Appendix 3 the TESTEX PRESS-O-FILM tapes used to measure surface profile.
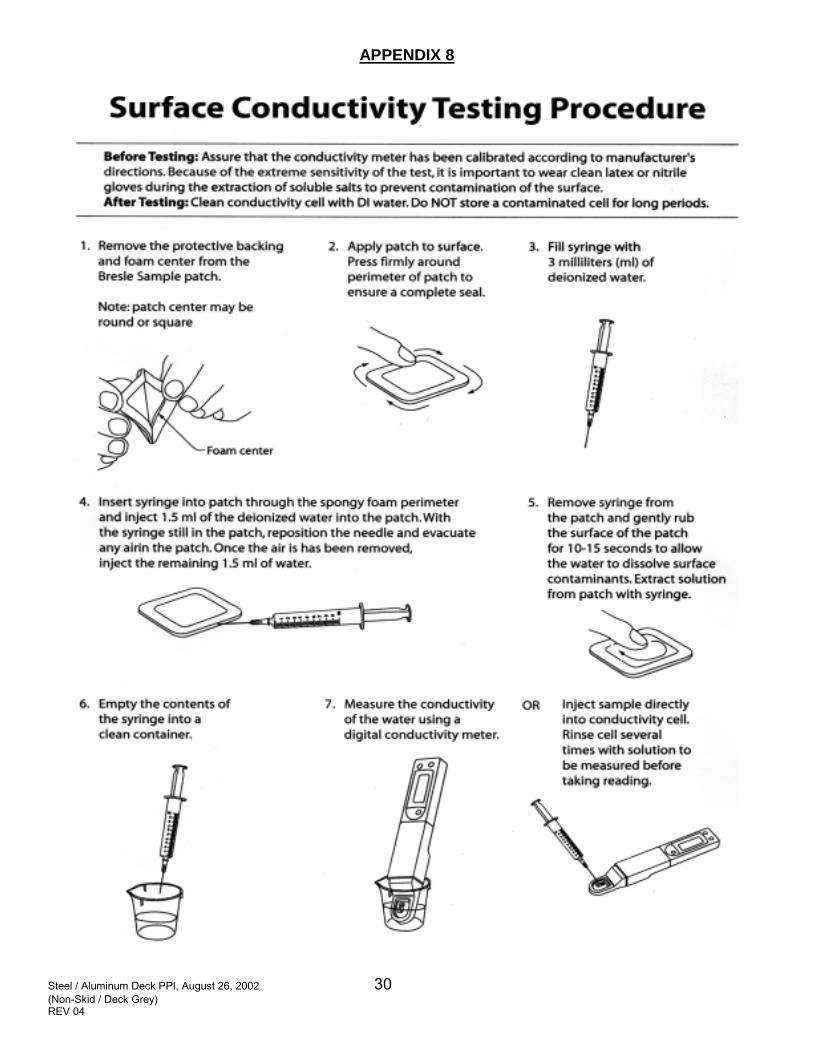
6.5.2 (Soluble Salt Measurements Conductivity Testing): Accomplish conductivity tests IAW the method
described in Appendix 8. Use HORIBA B-173 or equivalent NAVSEA approved test equipment. Measurements shall be made randomly over the prepared surface. Take five (5) measurements every 1,000 ft² (90m²). Areas less than 1,000 ft² (90m²) shall have (5) measurements made. For non-immersed applications soluble salts (total ionic) shall not exceed 70µS/cm (microsiemens/cm).
Steel / Aluminum Deck PPI, August 26, 2002 10 (Non-Skid / Deck Grey) REV 04
6.5.2.1 If conductivity measurements for surfaces prepared to an SSPC-SP-10 exceed the respective values, water wash using a minimum of 3,000 PSI fresh water. Soluble salt conductivity limit of the fresh water shall not exceed 200µS/cm (microsiemens/cm). To ensure effective low-pressure water washing, the operator shall maintain the wand within a maximum distance of 12 inches to the substrate. The angle of the wand relative to the substrate shall be maintained between 45º - 90º. Remove all standing water, dry the area, and retest. If flash rusting has occurred, or/and soluble salt conductivity still exceed limits rewash, dry the area and retest. If the soluble salt conductivity limit is not reached after 2 washes, then perform water wash to the affected areas using water that is below 70µS/cm (microsiemens/cm). Repeat water wash and retest until satisfactory levels are obtained. If flash rusting has occurred, reblast the area and retest.
6.5.2.2 If conductivity measurements for surfaces prepared to an SSPC-SP-12 exceed the respective values,
repeat SSPC-SP-12 to the affected areas. Remove all standing water, dry the area, and retest. If flash rusting has occurred, reblast the area and retest. Repeat SSPC-SP-12 until satisfactory levels are obtained. If flash rusting has occurred, reblast the area and retest.
6.5.2.3 If conductivity measurements for areas prepared to an SSPC-SP-11 in an isolated area exceed the
respective values, circle area and perform spot solvent cleaning (Super High Flash Naphtha) followed by retest.
6.5.2.4 For SSPC-SP-11 prepared surfaces not practical for the spot cleaning method, water wash with copious
amounts of fresh water using hand scrub brush. Soluble salt conductivity limit of the fresh water shall not exceed 200µS/cm (microsiemens/cm). Remove all standing water and dry the affected area. Disk sand using # 36 disk to remove all rust. Perform an SSPC-SP-1 solvent wipe on all sanded areas and retest. If the soluble salt conductivity limit is not reached after 2 washes, then perform water wash to the affected areas using water that is below 70µS/cm (microsiemens/cm). Repeat necessary steps until satisfactory levels are obtained.
6.5.3 (Environmental): Verify environmental conditions were monitored and maintained IAW paragraphs 4.9
and 4.10. 6.5.4 (Contamination Containment and Masking): Verify all surfaces within the scope of the project are IAW
paragraph 4.11 prior to the application of paint. Surfaces must be clean and free of debris and dust. 6.5.5 HIDDEN CORROSION: Check underside of all aircraft securing fittings with a dental mirror, or similar
instrument, to ensure that all corrosion has been removed IAW NSTM 634; Section 3.27.2.6. (Steel Surfaces), or Section 3.27.3.6 (Aluminum Surfaces).
6.5.6 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct the discrepancy.
6.5.7 In order to pass the checkpoint, Appendices 1A-3 and 5 shall be up to date and submitted to QA. QA
will update Appendix 6. 7. PAINTING REQUIREMENTS: NOTE: IMPLEMENTING AUTHORITY WILL DESIGNATE COATING SYSTEM TO BE APPLIED. NOTE: TO PREVENT EXCEEDING THE OVERCOAT WINDOWS OF THE NON-SKID SYSTEMS, NON-SKID
SYSTEM APPLICATION AREA MAY NEED TO BE BROKEN DOWN INTO ZONES. 7.1 WET FILM MEASUREMENTS: During application, applicators shall monitor wet film thickness using
wet film gauges IAW NSTM 634, Section 3.28.8.5. Random wet film thickness (WFT) measurements shall be taken and recorded in Appendix 9 during the application process to ensure the specified dry film thickness (DFT) is achieved. Submit Appendix 9 at each checkpoint to QA.
7.2 DRY FILM THICKNESS MEASUREMENTS: Accomplish IAW Ref. 2.b and NSTM 634, Section 3.28.10.
Record measurements in Appendix 4. 7.3 RE-COAT PERIODS: Applicator will not exceed manufacturer’s maximum re-coat periods IAW Ref. 2.c.
Steel / Aluminum Deck PPI, August 26, 2002 11 (Non-Skid / Deck Grey) REV 04
7.4 DRY PAINT FOR CHECKPOINTS: Paint shall be dry prior to all paint related checkpoints. Dry shall be
defined as fingernail hard. 7.5���� OUT OF SPECIFICATION DRY FILM THICKNESS: Failure to meet minimum dry film thickness
requirements will result in application of an additional coat or coats of paint in deficient areas before the coat can pass the DFT checkpoint.
7.6 CHECKPOINT (Material Storage): Accomplish a visual inspection of material storage facilities 24 hours
prior to material being mixed to verify the storage temperature complies within the minimum and maximum range allowed IAW Ref. 2.c. and NSTM 634, Sections 3.28.3 and 3.29.3. The material
���� storage temperature shall be monitored and recorded once per shift for 24 hours prior to the material being used. Record measured temperatures in Appendices 1B-1H.
7.7 PAINT APPLICATION: The use of brush, rollers, single or plural component spray equipment is
acceptable for application of the paint coat specified below. 7.8 When applying prime, stripe, intermediate and topcoat, each must be of a contrasting color. 7.9 MIXING: If single or plural component spray paint equipment is used mix primer, successive coatings,
non-skid and color topping IAW Ref. 2.c and NSTM 634, Section 3.28.7 and 3.29.6. 7.10 Monitor environmental conditions throughout painting operations to ensure they meet requirements as
specified in paragraphs 4.9 and 4.10. Record measurements in Appendices 1B-1H. 8. PRIMER COAT APPLICATION: 8.1 Apply prime coat to the specified dry film thickness IAW NSTM 634, Section 3.28 using coating system
selected in Section 3.25. During application, immediately brush out any drips or puddles. 8.2 CHECKPOINT (Prime Coat): Verify prime coat is applied IAW manufacturer’s ASTM F-718 sheet, Ref. 2.c,
and NSTM 634, Section 3.35. 8.2.1 (Holiday Inspection): Accomplish a visual holiday inspection of prime coat. 8.2.2 (Dry Film Thickness): Accomplish dry film thickness measurements IAW Ref. 2.b and NSTM 634,
Section 3.28.10. 8.2.3 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
8.2.4 In order to pass the checkpoint, Appendices 1B, 4, 5, 7, and 9 shall be up to date and submitted to QA.
QA will update Appendix 6. 9. STRIPE COAT APPLICATION: 9.1 Check for evidence of Amine Bloom such as discoloration of paint coating or clear oily film. If evidence
of Amine Bloom is present, wipe surfaces clean using approved solvent Super High Flash Naphtha, unless there is a compatibility issue, in which coating manufacturer shall be contacted for resolution.
9.2 Apply stripe coat with typical paint equipment IAW NSTM 634, Section 3.28 using coating system
selected in Section 3.25. Stripe coat by brush in areas not accessible by paint spray equipment. During application, immediately brush out any runs, drips, sags or puddles.
9.3 CHECKPOINT (Stripe Coat): Verify stripe coat is applied IAW manufacturer’s ASTM F-718 sheet, Ref. 2.c,
and NSTM 634, Section 3.35. 9.3.1 (Holiday Inspection): Accomplish a visual holiday inspection of stripe coat. 9.3.2 (Dry Film Thickness): Accomplish dry film thickness measurements IAW Ref. 2.b.
Steel / Aluminum Deck PPI, August 26, 2002 12 (Non-Skid / Deck Grey) REV 04
9.3.3 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
9.3.4 In order to pass the checkpoint, Appendices 1C, 4, 5 and 7 shall be up to date and submitted to QA. QA
will update Appendix 6. 10. 1st INTERMEDIATE COAT APPLICATION: 10.1 Check for evidence of Amine Bloom such as discoloration of paint coating or clear oily film. If evidence
of Amine Bloom is present, wipe surfaces clean using approved solvent Super High Flash Naphtha, unless there is a compatibility issue, in which coating manufacturer shall be contacted for resolution.
10.2 Apply Intermediate Coat to the specified dry film thickness IAW NSTM 634, Section 3.28 using coating
system selected in Section 3.25. During application, immediately brush out any drips or puddles. 10.3 CHECKPOINT (Intermediate Coat): Verify intermediate coat is applied IAW manufacturer’s ASTM F-718
sheet, Ref. 2.c, and NSTM 634, Section 3.35. 10.3.1 (Holiday Inspection): Accomplish a visual holiday inspection of 1st intermediate coat. 10.3.2 (Dry Film Thickness): Accomplish dry film thickness measurements IAW Ref. 2.b and NSTM 634,
Section 3.28.10. 10.3.3 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
10.3.4 In order to pass the checkpoint, Appendices 1D, 4, 5, 7, and 9 shall be up to date and submitted to QA.
QA will update Appendix 6. 11. 2nd INTERMEDIATE COAT APPLICATION: NOTE: APPLICATION OF 2ND INTERMEDIATE COAT IS ONLY REQUIRED IF THE 72 HOUR OVERCOAT
WINDOW FOR NON-SKID IS EXCEEDED. NOTE: APPLICATION OF 2ND INTERMEDIATE COAT IS ALSO FOR AREAS SURROUNDING NON-SKID
THAT WILL BE TOPCOATED IN DECK GRAY. 11.1 Check for evidence of Amine Bloom such as discoloration of paint coating or clear oily film. If evidence
of Amine Bloom is present, wipe surfaces clean using approved solvent Super High Flash Naphtha, unless there is a compatibility issue, in which coating manufacturer shall be contacted for resolution.
11.2 Apply Intermediate Coat to the specified dry film thickness IAW NSTM 634, Section 3.28 using coating
system selected in Section 3.25. During application, immediately brush out any drips or puddles. 11.3 CHECKPOINT (Intermediate Coat): Verify intermediate coat is applied IAW manufacturer’s ASTM F-718
sheet, Ref. 2.c, and NSTM 634, Section 3.35. 11.3.1 (Holiday Inspection): Accomplish a visual holiday inspection of 2nd intermediate coat. 11.3.2 (Dry Film Thickness): Accomplish dry film thickness measurements IAW Ref. 2.b and NSTM 634,
Section 3.28.10.
Steel / Aluminum Deck PPI, August 26, 2002 13 (Non-Skid / Deck Grey) REV 04
11.3.3 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
11.3.4 In order to pass the checkpoint, Appendices 1F, 4, 5, 7, and 9 shall be up to date and submitted to QA.
QA will update Appendix 6. 12. NON-SKID APPLICATION: 12.1 Apply LSA / UV Resistant Non-Skid IAW NSTM 634, Section 3.29 using non-skid selected in Section 3.25
to the specified spread rates. 12.2 CHECKPOINT (Non-Skid): Verify non-skid is applied IAW manufacturer’s ASTM-F-718 sheet, Ref. 2.c, and
NSTM 634, Section 3.35. 12.2.1 (Holiday Inspection): Accomplish a visual holiday inspection of the non-skid. 12.2.2 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
12.2.3 In order to pass the checkpoint, Appendices 1E, 5, and 7 shall be up to date and submitted to QA. QA
will update Appendix 6. 12.4 Remove all masking from horizontal surfaces. 13. TOPCOAT DECK GRAY APPLICATION: NOTE: Ensure 2nd intermediate coat is tacky prior to application of topcoat. 13.1 Check for evidence of Amine Bloom such as discoloration of paint coating or clear oily film. If evidence
of Amine Bloom is present, wipe surfaces clean using approved solvent Super High Flash Naphtha, unless there is a compatibility issue, in which coating manufacturer shall be contacted for resolution.
13.2 Apply Topcoat to the specified dry film thickness IAW NSTM 634, Section 3.28 using coating system
selected in Section 3.25. During application, immediately brush out any drips or puddles. 13.3 CHECKPOINT (Topcoat): Verify topcoat is applied IAW manufacturer’s ASTM F-718 sheet, Ref. 2.c,
and NSTM 634, Section 3.35. 13.3.1 (Holiday Inspection): Accomplish a visual holiday inspection of topcoat deck gray. 13.3.2 (Dry Film Thickness): Accomplish dry film thickness measurements IAW Ref. 2.b and NSTM 634,
Section 3.28.10. 13.3.3 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
13.3.4 In order to pass the checkpoint, Appendices 1G, 4, 5, 7, and 9 shall be up to date and submitted to QA.
QA will update Appendix 6. 14. LAYOUT OF MARKING: Layout deck marking IAW Ref. 2.i and Ref. 2.j, and as designated by the
NAVAL Air Engineering Representative via the Supervisor. 14.1 CHECKPOINT (Marking Layout): 14.2 Accomplish layout inspection with the NAWC Representative. Notify the SUPERVISOR a minimum of
24 hours, but not more than 2 working days prior to the lay out inspection.
Steel / Aluminum Deck PPI, August 26, 2002 14 (Non-Skid / Deck Grey) REV 04
15. COLOR TOPPING APPLICATION: 15.1 Check for evidence of Amine Bloom such as discoloration of paint coating or clear oily film. If evidence
of Amine Bloom is present, wipe surfaces clean using approved solvent Super High Flash Naphtha, unless there is a compatibility issue, in which coating manufacturer shall be contacted for resolution.
15.2 Apply LSA Color Topping to the specified dry film thickness IAW NSTM 634, Section 3.31.10 by
following the spread rate IAW Ref. 2.c. Utilize coating system selected in Section 3.25. During application, immediately brush out any drips or puddles.
15.3 CHECKPOINT (Color Topping): Verify color topping is applied IAW manufacturer’s ASTM-F-718 sheet,
Ref. 2.c, and NSTM 634, Section 3.35. 15.3.1 (Holiday Inspection): Accomplish a visual holiday inspection of color topping. 15.3.2 All tests and inspections noting unsatisfactory conditions shall result in the termination and rescheduling
of the checkpoint. At rescheduled checkpoint, QA will document satisfactory corrective actions taken to correct discrepancy.
15.3.3 In order to pass the checkpoint, Appendices 1H, 4, 5, and 7 shall be up to date and submitted to QA.
QA will update Appendix 6. 15.4 Remove all masking material. 16. FINAL INSPECTION: 16.1 CHECKPOINT (Finished Painted Surfaces): 16.1.1 (Holiday Inspection): Perform a visual holiday check on finish coat system. Any holiday found shall be
touched up. 16.1.2 (Dry Film Thickness): Accomplish final dry film thickness measurements IAW Ref. 2.b. 16.1.3 Coating imperfections found, which may cause premature coating failure, shall be corrected before the
non-skid system is accepted. Slight imperfections in the coating system are allowable, as long as they are not below minimum mils, and will not result in premature failure of the coating in the immediate vicinity of the imperfection. Such slight imperfections should be left intact, as trying to correct them could result in damage to the surrounding coating system.
16.1.4 (Flow Test): Conduct Unobstructed Flow Test on deck drains and counter measure washdown (CMW)
nozzles. Document and submit four legible copies of a report to supervisor listing quantity and location of each drain and nozzle tested that is blocked or damaged. (CMW nozzles test may be conducted using water or 90 PSIG compressed air).
16.1.4.1 Repair and repeat test to contaminated or damaged deck drains and counter measure washdown
nozzles that previously worked in flow test, from paragraph 5.4.4. 16.1.5 In order to pass the checkpoint, any Appendices required by the certified coating inspector shall be up
to date or completed and submitted to QA. QA will update Appendix 6. All test inspections noting unsatisfactory conditions shall be corrected.
Steel / Aluminum Deck PPI, August 26, 2002 15 (Non-Skid / Deck Grey) REV 04
APPENDIX 1A
SURFACE PREPARATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Area (square feet): ________________________________________________________ Non-Skid Applicator:_______________________________________________________ Date:___________________________________________________________________ Inspector: _______________________________________________________________ Time: __________________________________________________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Blasting Method:__________________________________________________________ Type/Size of Abrasive: _____________________________________________________ Abrasive Blast Manufacturer: ________________________________________________ Abrasive Blast QPL and Revision #:___________________________________________ Degreasing Method Used: __________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Deck Cleanliness: SSPC-SP 10 or SSPC-SP 12 Deck Profile Average:______________________________________________________ Conductivity Readings Average:______________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 16 (Non-Skid / Deck Grey) REV 04
APPENDIX 1B
PRIMER COAT APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Deck Uncovered: ___________________________________________ Brush Blast Performed? Yes / No: Primer Coat Manufacturer: __________________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 17 (Non-Skid / Deck Grey) REV 04
APPENDIX 1C
STRIPE COAT APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Since Prime Coat Applied: ____________________________________ Reactivation Performed? Yes / No: Stripe Coat Manufacturer: __________________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 18 (Non-Skid / Deck Grey) REV 04
APPENDIX 1D
1ST INTERMEDIATE COAT APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Since Stripe Coat Applied: ____________________________________ Reactivation Performed? Yes / No: Intermediate Coat Manufacturer: _____________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 19 (Non-Skid / Deck Grey) REV 04
APPENDIX 1E
NON-SKID APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Primer Dry Film Thickness (DFT): ____________________________________________ Number of Hours Before Applied:_____________________________________________ Reactivation Performed? Yes / No: Non-Skid Coat Manufacturer: ________________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Rolled, Trowelled, Sprayed Spread Rate (sq. ft/gal): ____________________________________________________ Trowel Size, if Applicable: __________________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 20 (Non-Skid / Deck Grey) REV 04
APPENDIX 1F
2ND INTERMEDIATE COAT APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Since 1st Intermediate Coat Applied: ____________________________ Reactivation Performed? Yes / No: Intermediate Coat Manufacturer: _____________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 21 (Non-Skid / Deck Grey) REV 04
APPENDIX 1G
TOPCOAT DECK GRAY APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Since 2nd Intermediate Coat Applied: ____________________________ Reactivation Performed? Yes / No: Top Coat Manufacturer: ____________________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 22 (Non-Skid / Deck Grey) REV 04
APPENDIX 1H
COLOR TOPPING APPLICATION
Ship Name and Hull Number: ______________________________________________ Location (including frame numbers): __________________________________________ Date:_____________________________ Inspector: _________________________ Time: ____________________________ Pre-inspection Comments: __________________________________________________ ______________________________________________________________________________________ Number of Hours Since Topcoat Applied: ______________________________________ Reactivation Performed? Yes / No: Color Topping Coat Manufacturer: ____________________________________________ Product Name: ___________________________________________________________ Batch Number: ___________________________________________________________ Storage Temperature: _____________________________________________________ Induction Time:___________________________________________________________ Time
Air Temp
Wet Bulb
Relative Humidity
Deck Temp
Dew Point
Inspector
Start Stop
Application Method: Airless Spray, Conventional Spray, and Rolled Wet Film Thickness (WFT) Average: __________________________________________ Comments: ______________________________________________________________ _______________________________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 23 (Non-Skid / Deck Grey) REV 04
APPENDIX 2
QA INSPECTION FORM - SURFACE SOLUBLE SALT CONDUCTIVITY LOG
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS MAINTAIN A SEPARATE LOG FOR EACH SECTION
DATE TEST LOCATIONS CONDUCTIVITY (Microsiemens / Centimeter)
Implementing Contractor (Print): ______________________________________________________ Implementing Contractor (Signature): __________________________________________________
Steel / Aluminum Deck PPI, August 26, 2002 24 (Non-Skid / Deck Grey) REV 04
APPENDIX 3
SURFACE PROFILE READINGS
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
Average Blast Profile:______________________________________________________ Signature of Inspector: _______________________________ Date: ________________ Signature of Quality Assurance Officer: __________________ Date: ________________
Steel / Aluminum Deck PPI, August 26, 2002 25 (Non-Skid / Deck Grey) REV 04
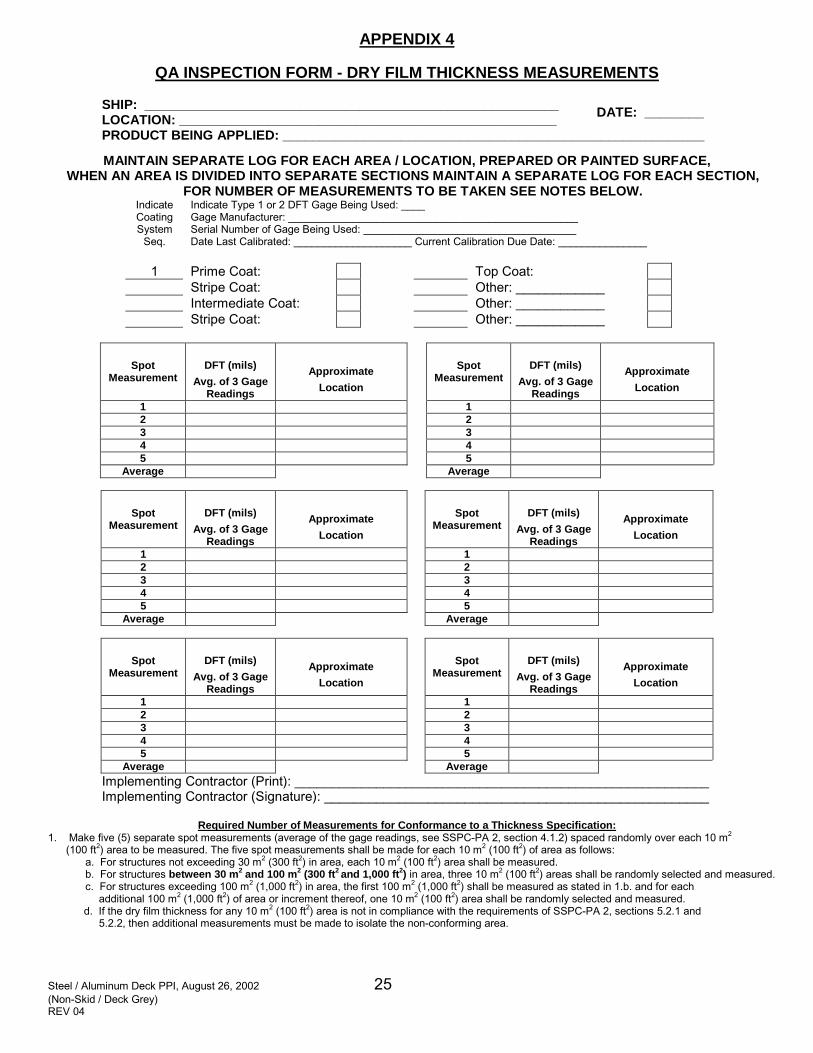
APPENDIX 4
QA INSPECTION FORM - DRY FILM THICKNESS MEASUREMENTS
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS MAINTAIN A SEPARATE LOG FOR EACH SECTION, FOR NUMBER OF MEASUREMENTS TO BE TAKEN SEE NOTES BELOW.
Indicate Coating System
Seq.
Indicate Type 1 or 2 DFT Gage Being Used: ____ Gage Manufacturer: _________________________________________________ Serial Number of Gage Being Used: ____________________________________ Date Last Calibrated: ____________________ Current Calibration Due Date: _______________
1 Prime Coat: Top Coat: Stripe Coat: Other: ____________ Intermediate Coat: Other: ____________ Stripe Coat: Other: ____________
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
1 1 2 2 3 3 4 4 5 5
Average
Average
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
1 1 2 2 3 3 4 4 5 5
Average
Average
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
Spot Measurement
DFT (mils) Avg. of 3 Gage
Readings
Approximate Location
1 1 2 2 3 3 4 4 5 5
Average
Average Implementing Contractor (Print): ________________________________________________________ Implementing Contractor (Signature): ____________________________________________________
Required Number of Measurements for Conformance to a Thickness Specification:
1. Make five (5) separate spot measurements (average of the gage readings, see SSPC-PA 2, section 4.1.2) spaced randomly over each 10 m2 (100 ft2) area to be measured. The five spot measurements shall be made for each 10 m2 (100 ft2) of area as follows:
a. For structures not exceeding 30 m2 (300 ft2) in area, each 10 m2 (100 ft2) area shall be measured. b. For structures between 30 m2 and 100 m2 (300 ft2 and 1,000 ft2) in area, three 10 m2 (100 ft2) areas shall be randomly selected and measured. c. For structures exceeding 100 m2 (1,000 ft2) in area, the first 100 m2 (1,000 ft2) shall be measured as stated in 1.b. and for each
additional 100 m2 (1,000 ft2) of area or increment thereof, one 10 m2 (100 ft2) area shall be randomly selected and measured. d. If the dry film thickness for any 10 m2 (100 ft2) area is not in compliance with the requirements of SSPC-PA 2, sections 5.2.1 and
5.2.2, then additional measurements must be made to isolate the non-conforming area.
Steel / Aluminum Deck PPI, August 26, 2002 26 (Non-Skid / Deck Grey) REV 04
APPENDIX 5
CHECKPOINT & MILESTONE COMPLETION LOG
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS MAINTAIN A SEPARATE LOG FOR EACH SECTION
ACTIVITY TIME DATE
Date Process Control Procedure (PCP) Demonstrated Implementing Contractor (Print/ Signature): __________________________________________
Date Pre-Surface Preparation and Cleaning Begins Implementing Contractor (Print/ Signature): __________________________________________
Date of Pre-Surface Preparation and Cleaning Checkpoint --Date of Visual and UV Light Inspection Check --Date of Structural and Pre-Surface Conditioning (ensuring de-burring and grinding) Check --Date of Contamination Containment and Masking Check --Flow Test Implementing Contractor (Print/ Signature): __________________________________________
Date Surface Preparation Begins Implementing Contractor (Print/ Signature): __________________________________________
Date of Surface Preparation Checkpoint --Date of Surface Profile Measurement Check --Date of Soluble Salt Measurement Check --Date of Environmental Check --Date of Contamination Containment and Masking Check --Date of Inspection of Prepared area (ensuring all areas are properly prepared) Check --Date of Inspection of area cleanliness prior to paint application Check Implementing Contractor (Print/ Signature): __________________________________________
Date Material Storage Area Inspected Implementing Contractor (Print/ Signature): __________________________________________
Date Prime Coat is Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of Prime Coat Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date Stripe Coat Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of Stripe Coat Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date 1st Intermediate Coat Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of 1st Intermediate Coat Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date Non-Skid Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of Non-Skid Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Steel / Aluminum Deck PPI, August 26, 2002 27 (Non-Skid / Deck Grey) REV 04
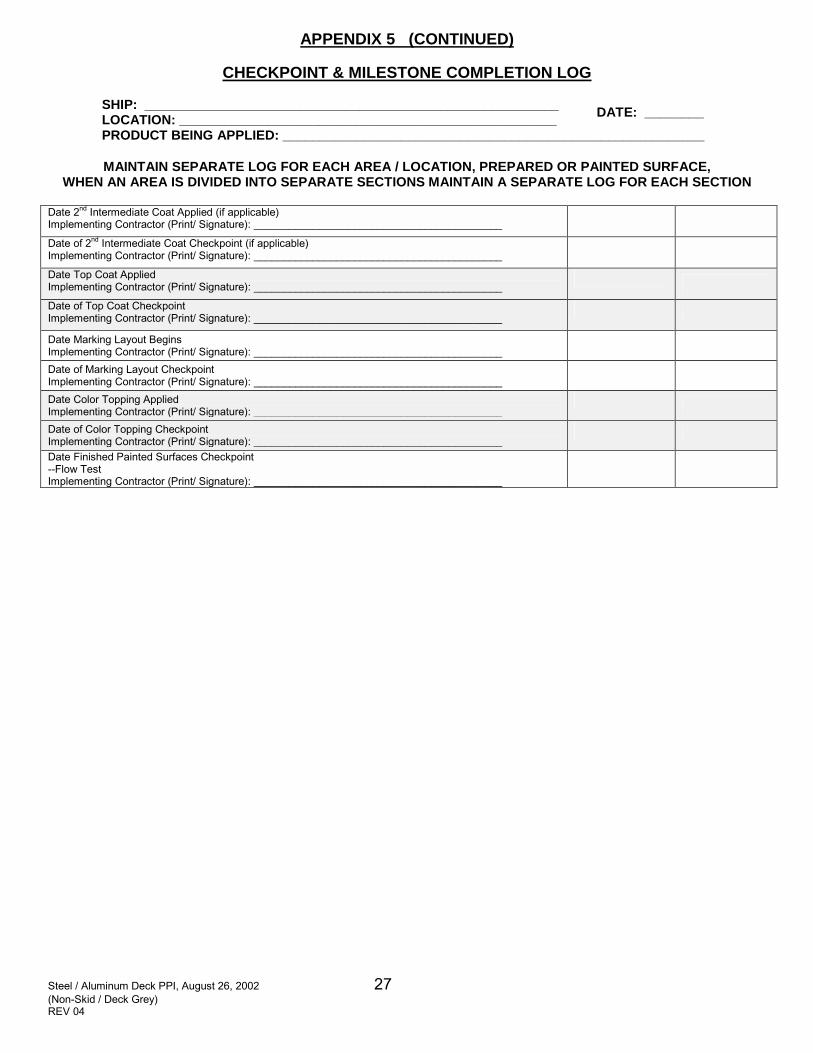
APPENDIX 5 (CONTINUED)
CHECKPOINT & MILESTONE COMPLETION LOG
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS MAINTAIN A SEPARATE LOG FOR EACH SECTION
Date 2nd Intermediate Coat Applied (if applicable) Implementing Contractor (Print/ Signature): __________________________________________
Date of 2nd Intermediate Coat Checkpoint (if applicable) Implementing Contractor (Print/ Signature): __________________________________________
Date Top Coat Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of Top Coat Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date Marking Layout Begins Implementing Contractor (Print/ Signature): __________________________________________
Date of Marking Layout Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date Color Topping Applied Implementing Contractor (Print/ Signature): __________________________________________
Date of Color Topping Checkpoint Implementing Contractor (Print/ Signature): __________________________________________
Date Finished Painted Surfaces Checkpoint --Flow Test Implementing Contractor (Print/ Signature): __________________________________________
Steel / Aluminum Deck PPI, August 26, 2002 28 (Non-Skid / Deck Grey) REV 04
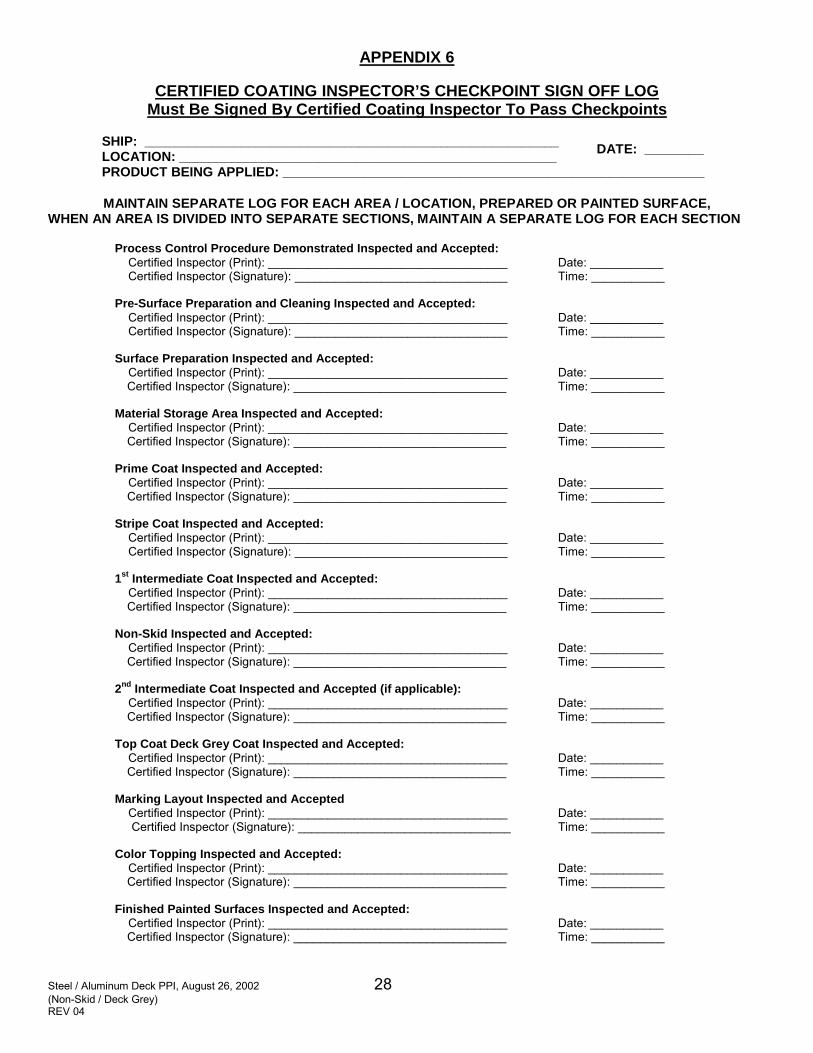
APPENDIX 6
CERTIFIED COATING INSPECTOR’S CHECKPOINT SIGN OFF LOG
Must Be Signed By Certified Coating Inspector To Pass Checkpoints
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS, MAINTAIN A SEPARATE LOG FOR EACH SECTION
Process Control Procedure Demonstrated Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Pre-Surface Preparation and Cleaning Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Surface Preparation Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Material Storage Area Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Prime Coat Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Stripe Coat Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
1st Intermediate Coat Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Non-Skid Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
2nd Intermediate Coat Inspected and Accepted (if applicable): Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Top Coat Deck Grey Coat Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Marking Layout Inspected and Accepted Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Color Topping Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Finished Painted Surfaces Inspected and Accepted: Certified Inspector (Print): ____________________________________ Certified Inspector (Signature): ________________________________
Date: ___________ Time: ___________
Steel / Aluminum Deck PPI, August 26, 2002 29 (Non-Skid / Deck Grey) REV 04
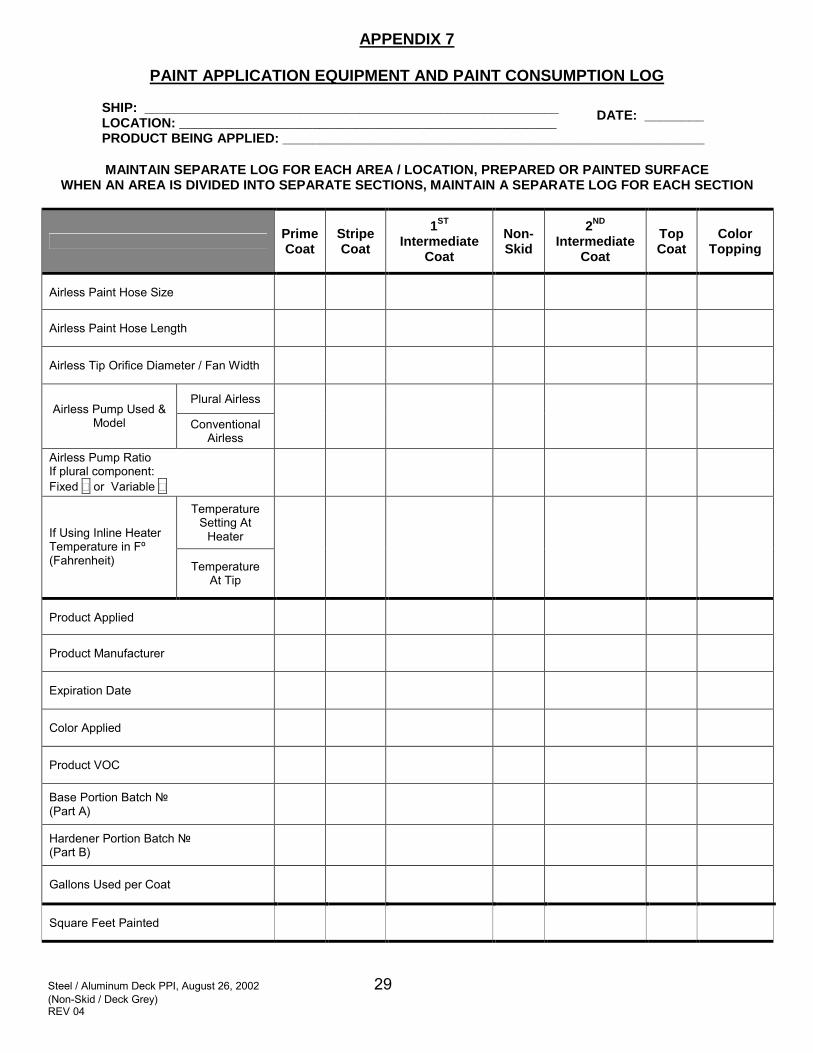
APPENDIX 7
PAINT APPLICATION EQUIPMENT AND PAINT CONSUMPTION LOG
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS, MAINTAIN A SEPARATE LOG FOR EACH SECTION
Prime Coat
Stripe Coat
1ST Intermediate
Coat Non-Skid
2ND Intermediate
Coat Top Coat
Color Topping
Airless Paint Hose Size
Airless Paint Hose Length
Airless Tip Orifice Diameter / Fan Width
Plural Airless Airless Pump Used &
Model Conventional Airless
Airless Pump Ratio If plural component: Fixed � or Variable �
Temperature Setting At
Heater If Using Inline Heater Temperature in Fº (Fahrenheit) Temperature
At Tip
Product Applied
Product Manufacturer
Expiration Date
Color Applied
Product VOC
Base Portion Batch № (Part A)
Hardener Portion Batch № (Part B)
Gallons Used per Coat
Square Feet Painted
Steel / Aluminum Deck PPI, August 26, 2002 30 (Non-Skid / Deck Grey) REV 04
APPENDIX 8
Steel / Aluminum Deck PPI, August 26, 2002 31 (Non-Skid / Deck Grey) REV 04
APPENDIX 9
QA INSPECTION FORM - WET FILM THICKNESS MEASUREMENTS
SHIP: ________________________________________________________ LOCATION: ___________________________________________________ DATE: ________ PRODUCT BEING APPLIED: _________________________________________________________
MAINTAIN SEPARATE LOG FOR EACH AREA / LOCATION, PREPARED OR PAINTED SURFACE,
WHEN AN AREA IS DIVIDED INTO SEPARATE SECTIONS MAINTAIN A SEPARATE LOG FOR EACH SECTION
Indicate Coating System
Seq.
1 Prime Coat: Top Coat: Stripe Coat: Color Topping: 1st Intermediate Coat: Other Coat: 2nd Intermediate Coat: Other Coat:
WFT
Measurement Number
Location of Readings WFT Measurement IAW ASTM D 4414
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
Implementing Contractor (Print): ______________________________________________________ Implementing Contractor (Signature): __________________________________________________