Embed Size (px)
Citation preview

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
CHAPTER 15Computer-Integrated
Manufacturing Systems

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Computer-Integrated
Manufacturing System
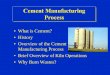
FIGURE 15.1 A schematic illustration of a computer-integrated manufacturing system. Source: U. Rembold et al., Computer-Integrated Manufacturing and Engineering, Addison-Wesley, 1993.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Modeling for CAD
FIGURE 15.2 Various types of modeling for CAD.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Types of Splines
FIGURE 15.3 Types of splines. (a) A Bezier curve passes through the first and last control point and generates a curve from the other points. Changing a control point modifies the entire curve. (b) A B-spline is constructed piecewise, so that changing a vertex affects thecurve only in the vicinity of the changed control point. (c) Third-order piecewise Bezier curve constructed through two adjacent control points, with two other control points defining the curve slope at the end points. A third-order piecewise Bezier curve is continuous, but its slope may be discontinuous.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Boundary Representation of Solids
FIGURE 15.4 (a) Boundary representation of solids, showing the enclosing surfaces and the generated solid model. (b) A solid model represented as compositions of solid primitives. (c) Three representations of the same part be CAD. Source: P. Ranky.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Parametric Design
FIGURE 15.5 An example of parametric design. Dimensions of part features can be easily modified to quickly obtain an updated solid model.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Octree Representation of a Solid Object
FIGURE 15.6 The octree representation of a solid object. Any volume can be broken downinto octants, which are then identified as solid, void, or partially filled. Shown is two-dimensional, or quadtree, version, for representation of shapes in a plane.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Skeleton Data Structure for Solid Objects
FIGURE 15.7 (a) Illustration of the skeleton data structure for solid objects. The skeleton is the dashed line in the object’s interior. (b) A skeleton model used for kinematic analysis of a clamp. Source: S. D. Lockhart and C. M. Johnson, Engineering Design Communication, Prentice Hall, 2000, p. 299.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Simple Routing Sheet
FIGURE 15.8 An example of a simple routing sheet. These operation sheets may include additional information on materials, tooling, estimated time for each operation, processing parameters (such as cutting speeds and feeds), and other details. The routing sheet travels with the part from operation to operation. The current trend is to store all relevant data in computers and to affix to the part a bar code that serves as a key into the database of parts information.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Robotic Welding StationFIGURE 15.9 Simulation of a robotic welding station. A collision has been detected that production engineers can rectify before building the assembly line, thereby reducing development time and cost. Source: Mechanical Engineering, March 2001.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Grouping of PartsFIGURE 15.10 Grouping parts according to their geometric similarities.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Machine Tools in a Traditional Plant
FIGURE 15.11 Functional layout of machine tools in a traditional plant. Arrows indicate the flow of materials and parts in various stages of completion. (b) Group-technology (cellular) layout. Legend: L= lathe; M= milling machine; D= drilling machine; G= Grinding machine; A= assembly. Source: M. P. Groover.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Decision-Tree Classification
FIGURE 15.12 Decision-tree classification for a sheet-metal bracket. Source: G. W. Millar.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Classification and Coding System
FIGURE 15.13 A classification and coding system using the Opitz system, consisting of five digits and a supplementary code of four digits.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Multiclass Code for a Machined Part
FIGURE 15.14 Typical MultiClass code for a machined part. Source: Organization for Industrial research.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
System for Rotational Components
FIGURE 15.15 The structure of a KK-3 system for rotational components. Source: Japan Society for the Promotion of Machine Industry.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Flexible Manufacturing CellFIGURE 15.16 Schematic view of a flexible manufacturing cell, showing two machine tools, and automated art inspection system, and a central robot serving these machines.Source: P. K. Wright.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Flexible Manufacturing SystemFIGURE 15.17 A general view of a flexible manufacturing system, showing several machine tools and an automated guided vehicle. Source: Courtesy of Cincinnati Milacron, Inc.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Comparison of Transfer Lines and Flexible Manufacturing Systems
Characteristic Transfer line FMSTypes of parts made Generally few InfiniteLot size > 100 1Ğ50Part changing time 1/2 to 8 hr 1 minTool change Manual AutomaticAdaptive control Difficult AvailableInventory High LowProduction during breakdown None PartialEfficiency 60Ğ70% 85%Justification for capital expenditure Simple Difficult
TABLE 15.1 Comparison of the characteristics of transfer lines and flexible manufacturing systems.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Topology for a Local Area Network
FIGURE 15.18 Three basic types of topology for a local area network (LAN). (a) the star topology is suitable for situations that are not subject to frequent configuration changes. All messages pass through a central station. Telephone systems in office buildings usually have this type of topology. (b) In the ring topology, all individual user station are connected in a continuous ring. The message is forwarded from one station to the next until it reaches its assigned destination. Although the wiring is relatively simple, the failure of one station shuts down the entire network. (c) In the bus topology, all stations have independent access to the bus. This system is reliable and is easier than the other two to service. Because its arrangement is similar to the layout of the machines in the factory, its installation is relatively easy, and it can be rearranged when the machines are rearranged.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Reference Model for Open Communication
FIGURE 15.19 The ISO/OSI reference model for open communication. Source: U. Rembold et al., Computer Integrated Manufacturing and Engineering, Addison-Wesley, 1993.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Expert System StructureFIGURE 15.20 The basic structure of an expert system. The knowledge base consists of knowledge rules (general information about the problem) and inference rules (the way conclusions are reached). The results may be communicated to the user through the natural-language interface. Source: K. W. Goff, Mechanical Engineering, October 1985.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Vision Guided Robot
FIGURE 15.21 Expert system as applied to an industrial robot guided by machine vision.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Solid Model of an Engine CompartmentFIGURE 15.22 Every vehicle component, from body panels to knobs on the instrument panel, has a solid model associated with it. Source: Ford Motor Company.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Instrument-Panel Concept
FIGURE 15.23 A clay sculptor working on an instrument-panel concept. Source: Ford Motor Company.

Manufacturing Processes for Engineering Materials, 4th ed.Kalpakjian • SchmidPrentice Hall, 2003
Flange and Fillet
FIGURE 15.24 First flange and fillet.