Embed Size (px)
DESCRIPTION
The latest edition of Manufacturing Today Europe
Citation preview

MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS
ISSU
E 11
3 fI
nal
www.manufacturingtoday-europe.com today
The EU has set a target for manufacturing to account for 20 per cent of European GDP by 2020
changingReady for a
world
Revolutionary times for manufacturingThree industrial revolutions have been driven by steam, electricity and electronics, now the ‘Internet of Things’ is powering Industry 4.0.
Are we nearly there yet?The evolution of social media in the business world, and how for manufacturers, it can play a pivotal role in boosting productivity
Also in this issue:

Clear, succinct and brief:With case summaries, indexes and bullet points so you can easily pick out what’s relevant to you
Practical, informative and comprehensive:Health and safety news reported and analysed, with full references supplied for your ease of use
Unbiased, trusted and critical:Gives you the facts
Request the latestissue free of charge
Subscriptions: £195 for 12 issues Contact: Doris Wellst: 01603 274280 e: [email protected]
www.healthandsafetymonitor.com
Health & Safety Monitor is the newsletter of choice for professionals across all industries because it is:
If you don’t Have tHe tIMe to read It all, read wHat you need

Chairman Andrew Schofield
Group Managing DirectorMike Tulloch
Sales DirectorDavid Garner Editor
Libbie Hammond
Design/Art EditorDavid Howard
Staff Writers Matthew High
Jo CooperAndrew Dann
Steve Nash
Production ManagerFleur Daniels
Adverising AdministratorTracy Chynoweth
Head of ResearchPhilip Monument
Editorial ResearchersLaura ThompsonJeff GoldenbergMark CowlesTarj D’Silva
Emily Claxton
Advertising SalesJoe Woolsgrove - Sales Manager
Tim EakinsDave King
Darren JolliffeGraham AllinsonMark Cawston
Schofield Publishing Cringleford Business Centre,
10 Intwood Road, Cringleford, Norwich, NR4 6AU, U.K.Tel: 044 (0)1603 274130Fax: 044 (0)1603 274131
www.manufacturingtoday-europe.com
©2015 Schofield Publishing Ltd
Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Schofield Publishing, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
The manufacturing sector across Europe has had a very
tough few years. UK manufacturers can now at least
look at the latest figures with a degree of hope for a
stronger market going forward – in his article on page
eight Mark Swift notes that there is a strong growth forecast for
over three per cent this year and over two per cent in 2015.
But as he also highlights, in the second quarter of 2014 the
German and Italian economies contracted and France posted no
growth. Business and consumer confidence remains fragile and the
full impact of EU sanctions on Russia has yet to be seen in the data.
Given the hard times manufacturing has been through, I am
pleased we can again celebrate the achievements of successful
companies in the pages of Manufacturing Today Europe. I
hope George Utz, Teagle Machinery, Wax Lyrical and Spicer
Gelenkwellenbau are the first of many to share their success stories
with our readers – if you’d like to tell yours, please let me know!
www.manufacturingtoday-europe.com 1
MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS
ISSU
E 11
3 fI
nal
www.manufacturingtoday-europe.com today
The EU has set a target for manufacturing to account for 20 per cent of European GDP by 2020
changingReady for a
world
Revolutionary times for manufacturingThree industrial revolutions have been driven by steam, electricity and electronics, now the ‘Internet of Things’ is powering Industry 4.0.
Are we nearly there yet?The evolution of social media in the business world, and how for manufacturers, it can play a pivotal role in boosting productivity
Also in this issue:
Editor’s Comment
achievementsCelebrating

23 George Utz With a history dating back nearly 70 years, the Utz Group has developed a market-leading reputation in the design, development and manufacture of both custom and standardised material handling products
27 Teagle Machinery Teagle’s latest product line-up is firmly planted in a rich heritage of agricultural machinery, and its Tomahawk range forms the cornerstone of the company
31 Spicer GelenkwellenbauSpicer Gelenkwellenbau concentrates on the sales, engineering, manufacturing, distribution and service of heavy driveshafts for industrial applications under the brand name GWB
35 Wax LyricalOffering customers a range of candles, reed diffusers, room mists, scented sachets and refreshers, Wax Lyrical focuses on the best ingredients and materials, stunning designs and bold fragrances
Features
Profiles
4 NewsUpdates and announcements from the manufacturing sector
8 Ready for a changing worldHow can the UK and the rest of European manufacturing improve competitiveness and implement the structural and supply side reforms to create sustainable growth?
10 ERP - what you should be looking forTo get the best from any ERP investment, companies need to make any decision based on a holistic business perspective and not an IT, functionality-based set of considerations
8 Lead story
CONTENTS
www.manufacturingtoday-europe.com 3
12 Bearing upThe latest developments in plastic bearings, and how industrial manufacturers can use them to produce cost savings while increasing their environmental credentials
13 Are we nearly there yet?As data continues to explode and decisions have to be made faster and more intelligently, social media has a pivotal role to play in the enterprise
16 What can go wrong Jonathan Wilkins runs through a list of the top five causes of electric motor failure
18 Get positiveIncreasing employee engagement is not something to be entered into lightly but it is worth focusing on
20 Revolutionary times for manufacturingIn the past, fortunes were made from the first three industrial revolutions; today Industry 4.0 offers even greater promise to those who venture
13 Special feature
20 IT
23 Jubail
35 Wax Lyrical

4 www.manufacturingtoday-europe.com
16
Industrial automation components supplier European Automation has produced a helpful buzzword guide on cloud computing for the automation industry. The concise directory is aimed at giving a relevant outline of some of the most popular, but occasionally mystifying terms used in cloud computing. The top ten is available for download from the industry guides section of European Automation’s website - www.euautomation.com/en/automated/industry-guides.Like many rapidly developing sectors, the automation industry is prone to using buzzwords to describe innovative and evolutionary processes. Terms like ‘Industry 4.0’, ‘disruptive technology’ and the ‘Internet of Things (IoT)’ are just a few examples that continue to appear time and again. “Companies want to record information for two reasons: compliance and most importantly, power,” explains Darren Halford, group sales manager at European Automation. “However, as with any specialised modern technology, cloud computing comes with a whole host of acronyms, buzzwords and technical phrases that describe some fairly basic ideas and services. To help less techy people out, we decided to compile a list of the top ten most commonly used terms and give a short definition for each one.”
Head in the cloudsPicture perfect Xplore Technologies Corp. a manufacturer of powerful, long lasting, ultra and fully rugged tablets, has launched Xplore xCapture Pro camera software for its Bobcat and XC6 Windows-based tablet PCs. The new camera software provides end users with photo editing, geo tagging and enhanced barcode scanning functionality. The addition of xCapture Pro as an integrated tool for the Bobcat and XC6 reduces the need for additional devices in the field and offers functionality to enhance the productivity of mobile workforces.“We continue to listen to our customers and deliver the features and capabilities they’re looking for,” said Mark Holleran, president and COO at Xplore Technologies. “Our new xCapture Pro camera software is another example of the innovative engineering and design that Xplore is bringing to its robust line of ultra and fully-rugged tablet PCs.”Xplore xCapture Pro is an ideal enterprise solution for field service calls, asset management, inventory management or occasional scanning of barcodes. The software is also beneficial for users who may need to know the time and location for when and where a photo was taken, such as a field service technician or insurance adjustor who wants to document an event or condition. They can also use the software to simply edit a photo or make notes on the image.
Digital demoThe Manufacturing Technology Centre (MTC) in Coventry has seen the launch of the UK’s first digital factory demonstrator. The project is designed to showcase how a ‘fourth industrial revolution’ could shape the future of British manufacturing and features a virtual 3D factory alongside a physical production line capable demonstrating mass customisation of consumer goods.Also known as the Industry 4.0 demonstrator, the digital factory demonstrator is the first of its kind in the UK and seeks to put Britain at the centre stage of global research and development in manufacturing.The immersive, 3D virtual reality environment allows users to interact with a ‘living lab’ that has been modelled from an existing real-world machine. The machine mimics a continuous production environment and allows universities, manufacturers and key stakeholders to innovate production processes using the latest technologies that help improve productivity, quality and energy efficiency.Several leading manufacturers and organisations have contributed to the project, including Siemens, the Electronic Systems Community (ESCO), automation trade association GAMBICA, HP, Shadow Robotics and Ubisense. Indeed, Siemens now wants to work with industry partners to build a full living laboratory at the MTC to link smart sensor technology to intelligent automation and supply chain systems.Clive Hickman, CEO of the MTC commented: “We are proud to be at the centre of the UK’s first digital factory demonstrator and it is absolutely vital that industry and Government partner together to build on the Foresight report which set out a road map for the future of manufacturing. In order for that to happen we must invest in technology and encourage its uptake throughout the supply chain. By doing this we can be at the forefront of the ‘great technology race’ - which in turn will result in greater inward investment for UK PLC.”
The 3D digital factory demonstrator

MANUFACTURING NEWS
www.manufacturingtoday-europe.com 5
44
According to new research launched at The CoreNet Global EMEA Summit in late 2014, the emergence and adoption of new technologies, including 3D printing, collaborative robots and big-data, are now the driving forces in global manufacturing. This is leading to businesses focusing on proximity to customers and the need for increasingly flexible supply chains.Colliers International, the global property adviser behind the report, Getting Closer to the Customer, has revealed how consumer demand and advances in technology are driving a fast-approaching industrial revolution led by a society demanding mass-customisation.Guy Douetil, managing director of EMEA Corporate Solutions, Colliers International noted: “Consumer demand for speedy delivery of customised products, coupled with the rising labour costs in markets typically associated with mass production, has the potential to alter the global balance of power in manufacturing, as businesses increasingly bring their production facilities closer to their customers in growing domestic markets. This move towards decentralised production could lead to emerging economies, such as China, losing the status ‘factory of the world’.”According to Colliers’ research, the effects of these shifts are already visible in the supply chain. A significant 62 per cent of manufacturing companies consider robots important in their production process, with 64 per cent looking to increase automation in the next three years. Of those manufacturers that repatriated in 2013, 83 per cent identified proximity to their consumers as a top three factor affecting their decision to re-shore.Guy added: “We expect more businesses to assume a ‘best-shoring’ approach to their supply chains, resulting in less demand for manufacturing facilities in foreign markets, the demand for space in local markets will be offset by the space-saving benefits provided by technological advances. It is likely, however, that as more automated manufacturing processes are adopted, fit-out requirements will become more rudimentary as companies make cost savings by reducing heating and lighting facilities in areas where processes are undertaken by robotics.”
Getting closer to the customer
Large hadron collider upgrade
Strategic expansion A $20 million investment by the Edinburgh-headquartered Premier Hytemp is going to create a 67,000 square foot precision engineering facility in Singapore, which will serve the downhole tools, wellhead and subsea tree markets. This will complement the established Premier Hytemp manufacturing operation in Singapore that primarily serves only the wellhead and subsea tree markets.The company has acquired land for the development adjacent to its existing 78,000 square foot facility in the industrial area of Jurong in western Singapore and expects to start construction later in 2014. The strategic location offers easy access to Singapore and throughout the Asia with excellent port facilities for export shipments.Campbell MacPherson, chief executive officer of Premier Hytemp, said: “This $20 million investment in our second Singapore facility will significantly increase our capacity to serve clients in the downhole tools market and complements our existing service offering for wellhead and subsea tree components out of Singapore.“The expanded scope of the new facility and our ability to manage products from raw material through to fully tested, final machined and assembled consignments means that we are strongly positioned to deepen our relationships with established customers and attract new business. Our control of all aspects of the product manufacturing process also provides our clients with additional assurance in terms of quality control and on time delivery.”
Cobham Technical Services is providing its Opera electromagnetic simulation software to help scientists at CERN design the magnets needed for the forthcoming upgrade of the Large Hadron Collider (LHC) in preparation for its high luminosity operation. Both the two-dimensional (2d) and three-dimensional (3d) versions of Opera are being used to model a wide variety of the LHC injectors’ normal conducting (NC) electromagnets and permanent magnets, starting with the magnets of the new 160 MeV H- linear accelerator and including upgrades of the magnets used in the transfer lines and other accelerators on the way to the LHC. According to Daniel Schoerling, project engineer for NC magnets in CERN’s Technology Department: “With most of our magnet designs, we require very high prediction accuracy of the magnetic field quality in the good field region, typically of the order of 1/10,000 or better. Over the years we have gained confidence in Opera’s magnetostatic simulation performance for solid and laminated yoke magnets, supported by the effective correlation between simulation results and magnetic measurements obtained from manufactured units. When we observe differences higher than a few parts in 10,000 we can usually attribute them to factors such as mechanical error or uncertainty of the BH curve of the material used for the magnet’s manufacture. In fact, because of the accuracy of the software’s magnetic length and field quality predictions, with many of our magnet designs we no longer need to incorporate any means of performing post-production field quality correction.”The core finite element analysis technology behind Opera was developed originally to support the design of particle accelerator magnets, starting with a project in the 1970s by scientists at the UK’s Rutherford Appleton Laboratory. At that time, the software required a mainframe computer and was intended principally to help solve design problems with the move towards superconducting magnets for higher energy particle accelerators. Today, the software addresses multiple types of physics – including electromagnetic, thermal and stress – and offers 2d and 3d design, simulation, analysis and optimisation facilities to anyone with access to a standard PC.
Premier Hytemp is investing $20m in a second precision engineering plant in Singapore to service global oil and gas markets with components for wellheads, subsea trees, valves and downhole tools.
MANUFACTURING NEWS
6 www.manufacturingtoday-europe.com
16
A new study from Frost & Sullivan, Analysis of the Global PLM Market in Discrete Industries, has found that the market earned revenues of $20.45 billion in 2013 and estimates this to reach $27.78 billion in 2017. Within the discrete industrial setting, demand for collaborative product definitions management (cPDM) will grow the fastest.“The increasing focus on collaborative operations will play a key role in influencing PLM functionality in discrete industries,” said Frost & Sullivan industrial automation and process control research analyst Karthik Sundaram. “Hence, capabilities such as product data management, portfolio management, collaboration solutions, content management and enterprise integration that provide an able platform for discrete manufacturers to heighten innovation, efficiency and operational productivity will help expand the global cPDM market.”Despite this potential, the presence of a large number of competing suppliers is bound to have a negative effect on market growth in the long run. Moreover, the availability of several functional variants for a specific product from different suppliers is likely to cloud end-user perception and delay purchases. The weak economic climate in Europe and North America will add to the challenge.Taking into consideration the enormous scope for the uptake of PLM applications in discrete industries, it is essential for vendors to consolidate their progressive technological innovations. Large PLM vendors with well-formulated product suites offering end-to-end industry solutions will exert dominance in the market over the next few years.“The emergence of new end-user industries such as the biomedicine and pharmaceutics will make product portfolio expansion all the more crucial,” concluded Sundaram. “Extending capabilities to include virtualisation and 3-D immersive reality will also become a necessity to keep pace with demand in the global market.”
Opportunities for PLM
Rising confidence? Confidence among businesses in the manufacturing and engineering industry is on the rise according to research conducted by business insurance specialist, QBE. The research, conducted among 400 businesses across the UK in 2014, found that firms in the sector are feeling more positive now than six months ago and concerns about consumer and business confidence are diminishing. An overwhelming 79 per cent of manufacturing and engineering businesses plan to invest in more than one operational area in the next 12 months, including in new or additional facilities, machinery or production processes, above the national average of 74 per cent.Unease about interest rates, however, has grown substantially over the last six months with nearly one in five businesses nationally citing the outlook for interest rates as the single most concerning aspect of the economy.Matthew Crane, managing director UK & Ireland, QBE added some comments about risk, a topic also covered in the research: “Our research has shown that businesses in the manufacturing and engineering sector are facing increased levels of business risk, including many which they are encountering for the first time, such as cyber. In our experience, we know that a robust and rigorous approach to risk management is essential. It is therefore reassuring to see from the research that a large proportion of businesses plan to invest in their risk management practices. I would urge all businesses to work with their insurers to obtain advice and an assessment of their approach to risk management in order to reap the operational and financial benefits that well managed risks can deliver.”
Predicting the futureThe latest version of SigmaGuardian Early Warning and Prevention (EWAP) software, from Warwick Analytics, automatically analyses data to give early indications of future quality issues in a manufacturing process.The core algorithm in SigmaGuardian EWAP continually searches through the raw data from the manufacturing process, however incomplete, disparate and dirty to identify the root causes of faults both inside the factory and in warranty. Because the algorithms are based on ‘information theory’ and they are non-statistical, they can detect and resolve issues early, even before they are statistically significant.Crucially, no hypotheses are needed and it doesn’t matter if parameters are within their control tolerances or not: SigmaGuardian will still find the root cause of ‘clash’ or ‘stack’ tolerances which would otherwise not be picked up by MES or SPC systems. Six Sigma manufacturing can truly become a cost-effective reality.For example, routine issues in an automotive OEM such as squeaks & rattles, No Fault Found electrical issues, supply-chain issues and even drivetrain problems can be resolved on the fly rather than by using manual or statistical techniques where even defining the problem clearly can be a challenge. It can be applied to any industry – discrete or continuous manufacturing.Dan Somers, CEO of Warwick Analytics says: “Through our significant investment in product development, our SigmaGuardian software continues to revolutionise how manufacturers can enhance their productivity and focus their resources effectively, rather than continually fighting fires.”
Do you want to save £1000? According to a new scheme run by a utility broker, manufacturers could save at least £999 on their energy bills every year. Business Energy Consultants (www.bizenergy.co.uk) are offering a guarantee to businesses in the manufacturing sector to provide them with cheaper utility bills.As James Longley, managing director of Business Energy Consultants explained: “Energy and utility costs are a significant expense for the manufacturing industry, seriously impacting on profit margins. As energy prices continue to rise, we are working with manufacturers and associated businesses to save substantial amounts by finding better tariffs and contracts. We have an expert team that are dedicated to finding the right fit for each individual client.”BEC work with hundreds of companies all over the UK. They evaluate an organisation’s utility usage as a starting point for negotiating new contracts. They have access to changing tariffs so they can arrange the most cost effective deal for each individual customer. For example, greater savings can sometimes be achieved by signing up to a longer contract with a fixed higher price than a one-year contract at a lower rate. BEC advisers also check their clients are paying the correct rate of VAT as this varies from industry to industry.

www.manufacturingtoday-europe.com 7
44
PanelPilotACE, a new hardware and software display platform that enables the rapid development of fully customised industrial and commercial user interfaces and panel meters, has been launched by Lascar. PanelPilotACE’s combination of a multifunctional touch-screen colour display with simple drag-and-drop design software removes the need for any coding, cutting development time for even the most advanced displays by months.The PanelPilotACE Design Studio software provides a number of building blocks to allow users to easily add elements to their project. From background images to text elements, analogue and digital style meters, touch-screen navigation elements and even complex logic statements, users can rapidly build up sophisticated multi-screen interfaces without needing to write a single line of code.When complete, designs are uploaded to the first PanelPilotACE compatible display hardware, the SGD 43-A, via USB. This display features multiple standard inputs and interfaces, providing the flexibility for users to implement touch-screen navigation, measurement and display of analogue, digital and bus inputs, as well as control of outputs and alarms.Ben Savage, PanelPilot Manager at Lascar, said: “PanelPilotACE really does make the development of advanced user interfaces as simple as dragging and dropping all of the elements you want onto a screen. That ease-of-use means that PanelPilotACE is a true blank canvas - enabling users to quickly create, at a fraction of the cost of alternative development paths, an almost unlimited variety of intuitive interfaces.”
Blank canvas
New British technologyFiltertechnik has launched Filtasorb 2, a new water absorbency media. Filtasorb 2 can hold twice the volume of water than the previous version and three times as much as its nearest competitor. In a demanding trial, using diesel at a flow rate of 150 l/min, Filtasorb 2 removed six litres of free and absorbed water to bring the water content to under 100ppm in a single pass from an initial level of over 44,000ppm.The filter media has been developed by Filtertechnik in the UK, where it will be manufactured. Filtasorb 2 is doubly beneficial as the filter cells also have a one micron nominal capture outer layer to remove particulate matter as well as water. Filtasorb 2 is currently manufactured to fit in size one and two filter bag housings but it can be manufactured to suit other filter housings by special order.
PRODUCT NEWS
Off the chainTsubaki has developed a range of chains and associated sprockets for use in the harshest industrial environments, such those exposed to frequent washdowns, harsh weather conditions or involve a chain being submerged in water. The company manufactures three series of stainless steel chain – the SS, AS and NS chain – which are resistant to corrosion, chemical attack and extreme heat. They find many applications in food and pharmaceutical manufacture and can even be used inside furnaces. They are also popular for packaging machinery and in semiconductor and electrical equipment production, where clean operation is required.Complementing these are hybrid chain designs, which combine stainless steel and engineering plastic parts with a long lubrication-free working life, designated Polysteel Chain, Polysteel SY Series and LSC Series. These are all much favoured in the pharmaceutical and medical device industries, in printing, papermaking and other applications where clean operation is essential. Their quiet operation also makes them ideal in office equipment.
Tsubaki, one of the world’s leading manufacturers of premium quality chain products, has developed a range of chains and associated sprockets for use in the harshest industrial environments.
Lift me upKeeping any warehouse or distribution centre operating smoothly relies on each piece of equipment within the loading/unloading process operating smoothly and reliably. The sara LBS range of scissor lifts has a maximum load of 12 tonnes as standard and can be programmed to integrate with other equipment on-site. This leads to a safer and more productive environment, which in turn increases the profitability of operations.The sara LBS range of scissor lifts is designed to meet the strictest safety standards and perform reliably and efficiently - even in areas with high workloads. Lifts are constructed from steel as standard and include a number of safety features including a ‘dead-man’ safety switch and safety trip edge; designed to detect any possible obstructions and stop the lift immediately during descent. A selection of platform tops are available including smooth and non-skid designs..

8 www.manufacturingtoday-europe.com
he European manufacturing industry has endured a difficult period since the financial
crisis in 2008, reflecting the overall difficult position of the Eurozone economy. As we
enter Autumn 2014 there may have been signs of light emerging from some European
markets, but more recent GDP data for the eurozone bloc again provide some cause for caution. In the
second quarter of 2014 the German and Italian economies contracted and France posted no growth.
Of the four main eurozone economies, only Spain posted an expansion.
While some of the weakness can be explained away by temporary factors, business and consumer
confidence remains fragile and the full impact of EU sanctions on Russia have yet to be seen in the
data. A sharp turnaround in fortunes in not on the cards and we expect eurozone growth to come at
just 0.9 per cent this year.
Having fallen faster and further than some of its European competitors, UK manufacturing has
proved to be an exception to this weaker performance with strong growth forecast of over three per
cent this year and over two per cent in 2015. UK manufacturers have benefitted in particular from the
strong performance of the automotive and aerospace sectors where the UK has a particular strength.
This has fed down through the supply chains benefitting the sector overall. This fed through into
strong recruitment intentions with employment in UK manufacturing having risen for five consecutive
quarters, a trend not seen across the sector for more than a decade.
The EU has set a target for manufacturing to account for 20 per cent of European GDP by 2020. Mark Swift takes a look at the current state of play in the market
TWhile some of the weakness can be explained away by temporary factors, business and consumer confidence remains fragile and the full impact of EU sanctions on Russia have yet to be seen in the data
changingReady for a
world

www.manufacturingtoday-europe.com 9
However, despite this improvement in
performance there are few signs that rebalancing
of the UK economy away from consumption and
towards trade and investment is taking place.
Despite hopes that net trade would now be
making positive contributions to UK economic
growth, official trade data have continued to
disappoint. In the latest three-month period to
June 2014 total goods exports fell by 0.7 per
cent (the fourth consecutive quarterly drop),
with sales to non-EU markets
showing a particularly marked
decline, coming in at their lowest
level since the third quarter of
2013. Exports to the EU were
largely supported by a pick-up
in demand from Germany but
even this modest improvement
does not mark a reversal in the
downward trend over the past
year. Given recent data showing that growth in
Germany is slipping there are fears over whether
this improvement can be sustained.
While the current prospects for UK
manufacturing remain relatively positive, clouds
are gathering again over the Eurozone. The latest
data for Germany shows that key gauges have
fallen to a 15 month low as ongoing tensions
over Ukraine weighed on the sector. France fared
no better with the economy overall showing
no growth in the second quarter of the year.
Italy, one of European manufacturing’s traditional
powerhouse has lost a quarter of its industrial
capacity since 2008.
So where does UK and the rest of European
manufacturing go from here? How does it
improve its competitiveness and implement the
structural and supply side reforms to create
sustainable growth?
There are encouraging signs that European
leaders now talk about the need for reform
and herald a new industrial strategy, which
has competitiveness at its heart. The new
Commission and Parliament must take a fresh
look at embracing and delivering a new industrial
strategy for Europe that supports all member
states and, puts the EU back on the path to
sustained growth. Manufacturers want to see
a reformed EU, one that is more dynamic and
focused on economic, as well as social, goals. They
also want to see an EU that is fit for a changing
world, doing everything possible to reduce red
tape and promoting a robust market economy,
while securing multi-billion pound trade deals in
key markets.
Beneath this there are a number of specific
area that the EU should focus on to boost the
performance of the EU economy overall and
drive a new spirit of competitiveness. Skills are a
problem for industry right across Europe. With
an ageing population the EU must work with
member states to encourage the brightest and
best of Europe’s young people to choose a career
in industry.
Innovation is also key to meeting the economic
challenges of the future. The EU has huge power
and economic resources at its disposals and
should leverage its international scale to boost
the innovation performance of member states.
Successful programmes such as Horizon 2020
should be expanded.
The EU must also change a culture that has
sought to regulate, at the expense of promoting
competitiveness. There must now be a relentless
drive to free up labour markets, as workplace
flexibility is a two way street that benefits
workers and the businesses they work for and
have a stake in. Reducing this flexibility can harm
businesses and their employees.
Looking forward the EU has set a target for
manufacturing to account for 20 per cent of
European GDP by 2020, up from the current
level of just over 15 per cent. This is a tall ask
given the starting base is a depressed economic
bloc surrounded by considerable global
uncertainty. But, whilst the EU and member states
can do nothing about the wider outlook, they can
look to institute reforms that will free up labour
markets, drive innovation and put competitiveness
at the heart of their agenda. By doing this they
will give European manufacturing every chance of
coming close to, if not hitting the 2020 target.v
Mark Swift is head of communications at EEF, the manufacturers’ organisation. EEF is the representative voice of manufacturing in the UK together with UK Steel. EEF has a growing membership of over 6000 companies of all sizes, employing some 900,000 people from every sector of engineering, manufacturing, engineering construction and technology-based industries. For further information visit: www.eef.org.uk.
Report
Mark Swift
There must now be a relentless drive to free up labour markets, as workplace flexibility is a two way street that benefits workers and the businesses they work for and have a stake in
10 www.manufacturingtoday-europe.com
his needs to be set against an ERP sector which has seen wide ranging consolidation over
the past decade, inevitably leaving manufacturers with fewer products and vendors from
which to choose. Not only do many solutions now look similar, they often promise the same
level of functionality. The functionality considerations most often sought include real time Key Performance
Indicators (KPIs), Workflow Management, fully integrated Shop Floor Data Collection (SFDC), Field Service
Management (FSM) capabilities and seamless integration up and down the supply chain. It goes without
saying that the best solutions are expected to be built on the latest architecture and designed to be
future-proof.
Faced with this, a growing number of manufacturers have made a high priority out of working with
an UK author such as Exel. For some, such as Linecross, a full service supplier of innovative, high quality
engineered polymer solutions, it was the decisive factor.
As finance director David Austin explains: “We quickly realised that most of the solutions we reviewed
could probably do what we needed, which brought the focus onto the solution provider. An investment of
this nature involves making a long-term partnership/collaboration with a supplier, because once the system
is in you are reliant on them if anything goes wrong. We didn’t want a system developed by a couple of
guys in an office, nor did we want to deal with a large reseller of a US programme developed in India. We
wanted to work with a partner that shared our ethos, our approach and our passion for our business.”
He continues: “It was obvious from the outset that Exel not only was a similar size to ourselves but
also shared many of the same values. It was as passionate about its own products as we are to ours,
understood our business and was committed to developing its products on a long-term basis. The fact
Exel is also just down the road also helped,” adds Austin, “because if anything ever did go seriously wrong, I
could be down there right away until I got it resolved.”
Another key consideration is investing in a system that provides class leading levels of customisation
ERP-what should you be looking for?
Exel Computer Systems plc provides an insight into the most important factors manufacturers are taking into consideration when deciding on their ERP investment
An investment of this nature involves making a long-term partnership/collaboration with a supplier, because once the system is in you are reliant on them if anything goes wrong
T

www.manufacturingtoday-europe.com 11
allowing the best possible fit not just with existing
business processes but also the necessary
flexibility and agility to adapt in the future as
these business processes evolve. This was very
much the case for Kent Brushes, one of the UK’s
oldest companies and long-time user of Exel’s
ERP solution, EFACS E/8, as production manager
and IT director Steve Davis explains. “It is the
flexibility and customisability of EFACS E/8 that
remains the most valuable contribution to the
company’s current and ongoing success. It remains
as important as ever for our ERP system to be
easy to customise without going down the path
of bespoke. The ADAPT toolset that comes with
EFACS E/8 enables us to internally tailor the
system to our requirements and also quickly and
cost effectively make use of external consultants.”
While selecting a UK-based author and a
flexible, customisable ERP solution are clearly
important factors, so also is the ability to
successfully implement this quickly, efficiently
and with minimal disruption to the ongoing
nature of the business. For some manufacturers,
especially those without dedicated IT teams, this is
mission critical because a disruption in day-to-day
running could cause the company to go under.
However, what works for one company won’t
necessarily work for another, so what is central
is the need for a flexible, reliable implementation
approach that makes best use of the resource
of both vendor and manufacturer. For example,
Ondrives Ltd, a precision manufacturer of gears,
gearboxes, bearing housings and mechanical drive
components, opted for a very specific, in-house,
approach as sales director Andy Higgs explains.
“I called Exel and told them we would be going
live on April 1st 2011, which was only a matter of
a few weeks away. I then told everyone involved
at Ondrives they were going to have a headache
for a few weeks.” And go live the company did,
successfully, on April 1st, and while it undoubtedly
was hard work, Higgs credits the success to
“everyone pulling together, including the help we
received from Exel.”
It was a totally different scenario with Bennett
Opies, a leading manufacturer of quality pickles
and preserves enjoyed across the world. Business
development director Paul Fox explains why.
“With Exel we knew we would be building a
partnership directly with the authors of the
software – those most knowledgeable about
the system – and this proved invaluable during
our implementation.” This was because of Opies’
recognition of the value of the right approach to
training. Not only did senior management attend
in-depth training at Exel’s dedicated training
centre, Exel provided an onsite consultant that
worked directly at a hands-on level with each
EFACS user.
This had a much greater benefit than simply
ensuring that the implementation went smoothly,
as Fox explains. “Many times the Exel consultant
would make suggestions about doing things
differently which had a real impact on our overall
business approach. This was exactly what we
needed and as a result, we ended up with a
business in much better shape than when we
began and much better than we expected.”
Finally there are businesses, which have more
than just one company to take into consideration.
As well as seamless inter-company communication,
a key requirement here is accuracy and visibility
of data not just at a company but group wide
level. Leading manufacturers and suppliers of
commercial building interiors Laidlaw Interiors
Group has first-hand experience of this.
Generating sales of £130m from its 1500 staff in
35 locations in the UK and overseas, the group
initially was selecting an ERP system for Komfort,
one of the group companies with a £45m
turnover.
Ian Govier is head of IT & business systems for
the group and explains just how important this
was. “EFACS E/8 from Exel had been identified as
the best ERP solution, not just for Komfort but for
the entire group. At the heart of this decision was
the fact that EFACS has a hierarchical framework
structure ideal for individual companies working
within a combined group. EFACS also provides a
built-in workflow facility that enables companies
to automatically interact with each other while the
powerful customisation facilities make it possible
for the same solution to be tailored to the specific
needs of each company. Irrespective of what the
user sees, everything across the entire group will
ultimately be driven by EFACS E/8 in the backend.”
Modern ERP has evolved to the extent that
many systems, if implemented correctly, now
have the potential to interact with not just every
area within a manufacturing enterprise, but
increasingly outside the physical constraints of the
business to suppliers and customers alike. While
every manufacturer will have their own unique
requirements, it is clear that to get the best from
any ERP investment, companies need to recognise
this and make any decision based on a holistic
business perspective and not an IT, functionality-
based set of considerations. v
www.exel.co.uk
ERP

12 www.manufacturingtoday-europe.com
he history of the plastic plain
bearing goes back a long way,
spurred on by the discovery of the
lower friction properties of nylon in around 1860.
But in the last few decades, the composition of
plastic materials has been refined considerably;
in the last 30 years igus has developed 35
different tribologically-optimised materials,
which offer a lower coefficient of friction than
conventional metals or composite materials –
from the economical iglidur G all-rounder to
the FDA-conforming iglidur A180 material. In
addition to being lubricant free, plastic bearings
are maintenance-free, impervious to dirt, water,
chemicals, heat and shock loads; and because they
have essentially the same dimensional structure
as conventional bearings they are relatively
straightforward replacements.
The base of each polymer bearing is, depending
on specific requirements, a carefully selected
and blended thermoplastic matrix material. To
increase the compressive strength of the bearing,
reinforcing fibres are embedded within the
material during the moulding process, as well as
solid lubricants that optimise resistance to wear
and reduction of friction. The solid lubricants are
very important for the dry-running performance
of bearings between the running surface, usually
a shaft and the bearing, where they sufficiently
lubricate the immediate area.
The great advantage of this type of
homogeneous construction is its lack of layers;
during the transition to the next layer, there is a
distinct change in material properties which can
cause wear with traditional composite bearings,
this usually means the end of the bearing, since the
huge increase in rates of friction and wear lead
to catastrophic failure. With an injection-moulded
iglidur plain bearing however, this does not occur,
and the friction and wear rates are constant over
the entire wall thickness and therefore life of the
bearing.
Replacing metal bushingsigus self-lubricating and maintenance-free plastic
plain bearings are today replacing millions of
metal bushings that require oiling or greasing.
They increase the safety of the machinery, reduce
costs and protect the environment; and because
igus rigorously tests it plastics continuously – over
8000 tests per year for durability, friction and wear
– their lifespan can be reliably predicted.
At www.igus.co.uk/iglidurproducts, the
‘Product Finder’ tool helps engineers find the
upBearing
most appropriate iglidur polymer material that
matches specific requirements (highest service
life in dry run operation, dirt-resistant, vibration-
dampening, resistance to chemicals, good for edge
pressure, etc) and state the allowed static surface
pressure, as well as upper and lower temperature
information.
Every year igus develop many new and
innovative plastic-bearing materials; this
interdisciplinary research involves mechanical
engineers, materials scientists, physicists and
chemists working closely together to meet
industry demands. By investing in plastic
bearings, engineers can reduce production and
maintenance costs whilst their equipment and
machinery operate with total reliability in a more
environmentally friendly way. v
Plastic bearings
Rob Dumayne is a director at igus, the largest producer of injection moulded polymer bearings and reinforced plastic cable carriers in the world. Product lines include industry-leading e-chain cable carriers, chainflex continuous-flex cables, iglidur plastic plain bearings, igubal spherical bearings, drylin linear bearings and guide systems. For further information visit: www.igus.co.uk.
Rob Dumayne
TRob Dumayne reviews the latest developments in plastic bearings, and how industrial manufacturers can use them to produce cost savings while increasing their environmental credentials

Social media & productivity
www.manufacturingtoday-europe.com 13
ince Mark Zuckerberg invented Facebook a decade ago it has attracted a billion users
worldwide. Twitter now reports over 200 million users who send more than 400 million
tweets every day. Compounded by record IPO valuations well into the $billions, there is
little doubt that the social media way of life is here for the duration.
But while it may seem like social media is still relatively new, it has moved through a number of stages
in its ten-year evolution so far. Only a few years ago when its popularity amongst consumers was soaring,
its role in a business environment was at best confused, and at worst extremely negative.
Reports of Facebook being banned as it was viewed as a distraction, and instances of employees being
dismissed because Facebook had revealed to managers that employee absences were not genuine, were
not uncommon. In my experience the mere mention of social networking in a business environment
- especially within manufacturers - has resulted in negativity bordering on rage as managers fear a
derogatory impact on the productivity of their workforce.
Are we nearly there yet?In the years that followed, the business software industry merely fanned the flames of these perceptions,
adding social networking applications alongside systems with no real agenda or purpose. Mere ‘chatter’
was perpetuated but there was zero business value.
The value of social networking, or social media as it was becoming known as, in a business environment
started to be seen as forward thinking, and predominantly consumer-facing, businesses, embraced its role
as a marketing tool – incorporating blogging, Facebook, Twitter and YouTube into marketing programmes.
yet?Are we
nearly there
Phil Lewis looks at the evolution of social media in the business world, and explains how, ironically, for manufacturers, it can play a pivotal role in boosting productivity
Reports of Facebook being banned as it was viewed as a distraction, and instances of employees being dismissed because Facebook had revealed to managers that employee absences were not genuine, were not uncommon
S

14 www.manufacturingtoday-europe.com
Much of this was focused on capitalising on the
huge audiences these platforms attracted and
campaigns were often on exploiting them as
additional outlets to reach audiences.
In the wake of this shift, the role of social media
in business suddenly resonated as valid – but its
role had been monopolised almost entirely by the
chief marketing officer.
Other functions within a business remained
largely immune to the charms of social media, with
negative connotations of Facebook as a workplace
distraction prevailing, and many managers unable
to make the mental shift from consumer products
asking you to ‘like’ them on their Facebook page,
to the role of social media in running a production
plant. That is, until very recently.
Revelations for a revolution The disastrous early examples of ‘social chatter’
within the business environment highlighted that
for social media to be valuable in this environment,
it has to be used collaboratively. Instead of chatter
persisting in parallel with the task in hand, it must
be an integral part of that task, or the business
application in use.
And while marketing programmes had
used social media successfully, the majority
of campaigns were focused on platforms as
channels and few exploited the capabilities of
social media to support multi-way conversations.
In light of these lessons and in the hands of
other departments, it soon became apparent
that social media could be used to engage and
empower employees to make more informed
decisions, which in turn can address problems,
reduce procurement costs, boost productivity,
facilitate better customer relationships and drive
profitability.
Applied to the business software, which
underpins these functions, social media represents
a whole new way of promoting collaboration
amongst disparate groups. Instead of mere
chatter, it uses messages and alerts that are
embedded in the business applications themselves
to influence business processes and deliver value
to users. It harnesses relevant, live information
to capture and inform the real decision making
process – a process which is almost impossible to
create fully from unstructured communications
around a boardroom table, around a water cooler,
As data continues to explode and decisions have to be made faster and more intelligently, social media has a pivotal role to play in the enterprise – not just for marketing but in the systems which underpin crucial back office functions

www.manufacturingtoday-europe.com 15
Social media & productivity
Phil Lewis works at Infor. Infor is fundamentally changing the way information is published and consumed in the enterprise, helping 73,000 customers in more than 200 countries and territories improve operations, drive growth, and quickly adapt to changes in business demands. For further information, visit: www.infor.com.
Phil Lewis
on a telephone call or even over e-mail.
It works in the same way as Facebook and
Twitter through selecting feeds from say, an
ERP system that the user defines. But as well as
following individuals, users can follow machines,
projects, orders and even pieces of data which are
pertinent to their business function, and receive
a constant feed of everything which is relevant
to it. For example, on the back of an urgent
order, a production manager might follow details
on current production schedules, stock levels,
and warehouse capacity, as well as the people
responsible for those areas, in order to ensure that
he has a comprehensive, meaningful perspective
on exactly how the order can be met, and in
what timescales. With the ‘Internet of Things’ a
production manager can even follow the ongoing
performance of a machine on the production
line. In a manufacturing context, social media is
so inclusive, it can even give inanimate objects a
voice!
And of course the other crucial benefit of
applying social media to business software is that
generation Y – the new employees who find
it incredibly difficult to get their head around
working with a form-based clunky system having
spent their university years immersed in the likes
of Google, Facebook, YouTube and Twitter – can
embrace and enjoy using it instantly. This inevitably
means less training and more time spent on the
task in hand.
A meaningful makeoverThe truth is that business software was well
overdue a makeover. Through incorporating social
media thinking to this makeover to ensure that
any one user is only a click away from another
user’s world, business software has undergone
an unprecedented transformation – to social
business.
As data continues to explode and decisions
have to be made faster and more intelligently,
social media has a pivotal role to play in the
enterprise – not just for marketing but in the
systems which underpin crucial back office
functions. Through driving user engagement,
empowerment to make better, more informed
decisions, and boost productivity, the success of
social business in the workplace may only be at
the very beginning of its journey. v

16 www.manufacturingtoday-europe.com
xcessive heat is one of the biggest killers for electric motors; this is the granddaddy
of motor issues. In fact, the other four items on this list are often damaging precisely
because they contribute to excess heat generation.
The oft-stated rule is that the life of the motor winding insulation is halved for
every ten degrees centigrade of additional heat to the windings. Because of the excessive levels of
deterioration that entails, keeping your motors running at optimum temperature is one of the best ways
to extend their life.
Dust and contamination: Can’t keep them outParticles suspended in the air will find their way into an electric motor. Once inside, the damage they
cause depends on the type of particle. If they are abrasive they will wear down components, while some
particles are electrically conductive and can interfere with currents across components. Lots of these
particles blocking cooling passages will also contribute to overheating. Naturally, selecting the right level
of IP (Ingress Protection) can help with this to a certain extent.
Power supply issues: Thunderbolts and lightning, very, very frighteningHarmonic currents caused by high frequency switching and pulse width modulation can lead to voltage
and current distortion, overloading and overheating. All of these factors reduce the life of the motor and
its components and increase long-term equipment costs – but that’s only one issue. Power surges cause
their own problems, as do over- and under-voltage. Managing these issues is a task that requires constant
attention and care.
wrong?What can go
There are a myriad of issues that can cause electric motors to fail. However, among this gallery of problems there is a set of usual suspects that crop up more often. Jonathan Wilkins runs through a list of the top five causes
EThe oft-stated rule is that the life of the motor winding insulation is halved for every ten degrees centigrade of additional heat to the windings

www.manufacturingtoday-europe.com 17
Humidity and moisture: I feel it in my fingers By themselves moisture and humidity contribute
to the corrosion of components, but when
coupled with particles from the air they can create
a deadly combination for a motor. Certain particle
contaminants can combine with moisture and
create even more damaging solutions, shortening
the life of motor components even further.
Improper lubrication: The Goldilocks zoneThe problem with correct lubrication is that it’s a
balancing act that can be very difficult to achieve.
Just like Goldilocks and the three bears, there are
multiple options to get it wrong and only one
way to get it right. Over-lubrication and under-
lubrication both pose problems, but there can also
be issues with contaminants in the grease, or the
use of a lubricant not suited to the task at hand.
It is worth remembering that these problems
are all interrelated, tackling only one of them won’t
necessarily solve the problem. All of them also
have one thing in common; they can be avoided
with correct motor usage and maintenance as well
as environmental management.
When European Automation buys a motor
for future re-sale, we ensure that these problems
are no longer affecting it. However, you should be
aware that the European Design Directive puts
a limit on the amount of repair work you can do
without beings considered to be ‘introducing a
new product to the market’, rather than repairing
an existing one. v
Jonathan Wilkins works at European Automation, which stocks and sells new, used, refurbished and obsolete industrial automation spares. Its global network of preferred partner warehouses, and wholly owned distribution centres, enables it to offer a unique service within the automation industry, spanning the entire globe. It provides worldwide express delivery on all products meaning it can supply any part, to any destination, at very short notice. For further information visit: www.euautomation.com.
Electric motors
Jonathan WilkinsAll of these factors reduce the life of the motor and its components and increase long-term equipment costs – but that’s only one issue. Power surges cause their own problems, as do over- and under-voltage. Managing these issues is a task that requires constant attention and care
18 www.manufacturingtoday-europe.com
he positive aspects of employee engagement are well documented. Yet in the manufacturing
industry, we still seem to struggle to achieve happy and productive employees. In a recent
survey, sponsored by Festo Training & Consulting, 63 per cent of manufacturers say that
maintaining morale is the biggest issue within the workplace, followed by employee engagement (53 per
cent). However, less than half of the respondents (46 per cent) measure employee engagement. The survey
also showed that the majority of managers spend approximately half of their time dealing with disengaged
employees. This is a double whammy that impacts on productivity.
Employee engagement makes the difference between keeping valued staff and losing them to
competitors. It creates a highly productive workplace and enables organisations to grow faster and more
sustainably than others. It’s what underpins the brand of organisations and contributes to becoming one
of the ‘Best Companies’ to work for. If there are no measurements in place there are five warning signs of
disengagement.
1. Poor retention of staffIf an organisation has a high turnover of staff, this could be a sign of disengagement. Ask the HR
department for figures for how many employees have left in recent years. Conducting exit interviews is an
important part of understanding the reasons why employees leave. This takes tact and diplomacy, as staff
are often reluctant to divulge the exact reasons. Perhaps it might be a poor manager, lack of reward and
recognition or slow career progression. Understanding these reasons can help combat churn in the future.
2. Lacklustre business performanceA perennial issue for business leaders is how to increase profits and turnover. Engaged employees are
positiveGetGary Wyles highlights the five signs of disengagement
TEngaged employees directly impact the bottom line through increased levels of customer satisfaction, proactivity and innovation

www.manufacturingtoday-europe.com 19
more productive and can be the key to unlock
business success. Whether the organisation is
looking to develop new markets, launch new
products and services or introduce new processes,
all of these involve motivating staff to achieve
these goals. Engaged employees directly impact
the bottom line through increased levels of
customer satisfaction, proactivity and innovation.
3. Poor productivityWhile the desire to grow and expand is in place
for manufacturers, the industry suffers from a skills
gap. This means that productivity needs to be high
– usually summed up in the phrase ‘doing more
with less’.
According to the Office for National Statistics,
the UK’s output per hour is 21 percentage points
below the average for the rest of the major G7
industrialised economies in 2012, the widest
productivity gap since 1992.
4. Skills gapA recent EEF report1 found that, “There is an
increasing risk that growth plans will be restricted
because of problems accessing employees with
the required skills.” In Festo’s recent research, we
have found that 82 per cent of manufacturers are
suffering a skills shortage and 86 per cent say this
is likely to stay the same of get worse over the
next year. The largest skills gaps are in experienced
engineers (61 per cent), skilled shopfloor (57 per
cent), and multi-skilled engineers (40 per cent).
While employee engagement does not directly
lead to closing the skills gap, it will aid recruitment
of people and the retention of those already in
the organisation. This means that investment in
training up employees will be retained for the
benefit of the organisation.
5. Low levels of customer satisfactionA price driven strategy is one of the hardest
for UK manufacturers to adopt, due to tough
competition from new and emerging economies
that are focused on driving costs down. UK
manufacturers have to assess different ways to
compete. This might be through innovation and
new technologies, however, customer service and
satisfaction underpins all drives for growth.
There is a direct correlation between customer
satisfaction and employee engagement. A report
by the Hay Group2 says: “Businesses that have high
levels of engagement show customer satisfaction
scores 22 per cent higher than companies with
low levels of engagement. But companies that
both engage and enable employees demonstrate
a total increase in customer satisfaction of
54 per cent.”
Part of understanding successful practices
for employee engagement is the fundamental
realisation that the modern day workplace has
changed. Pay and perks have been replaced by
flexibility, self-realisation and work-life balance as
key motivators.
The first step to understanding employee
engagement is for leaders to assess the levels
in their own organisation. This might be the first
time that the views and opinions of employees
have been listened to. It can be tough and it can
be challenging. It is easy for issues to be glossed
over. Measurement is no good though if it’s just
for measurement’s sake, or for reaching a specific
target.
Allow people to tell managers what they think
and feed back to them. Leaders must be prepared
to identify priorities for action and when these are
going to be put in place.
Increasing employee engagement is not
something to be entered into lightly but it is
worth focusing on. High levels of employee
engagement will ensure the business goes from
strength to strength, outstripping the performance
of competitors, attracting the best talent and
becoming one of those companies that others
look at with admiration and, quite often, a touch
of envy. v
Recruitment
To find out more about employee engagement and why it is important, download the whitepaper Manage to Engage…, The role of managers in employee engagement, available from www.festo-didactic.co.uk/ee
Gary is managing director of Festo Limited and has been with the company for more than 25 years. Festo Training & Consulting specialises in the development of people, organisation and technology. Offering a range of open courses, structured development programmes and tailor-made, customer-specific projects, the business has over 40 years experience when it comes to training clients and helping them achieve their maximum productivity. For further information visit: www.festo-didactic.co.uk.
Gary Wyles
High levels of employee engagement will ensure the business goes from strength to strength, outstripping the performance of competitors, attracting the best talent and becoming one of those companies that others look at with admiration and, quite often, a touch of envy
1‘Skills for Growth: A more productive and flexible labour force’. EEF The Manufacturers’ Organisation2 ‘Tough decisions in a downturn don’t have to lead to disengaged employees’. The Hay Group. 2009
20 www.manufacturingtoday-europe.com
n preparation for the next decade when there will be literally billions of network-connected
physical products in the world, the concept of a fourth industrial revolution ‘Industry 4.0’ is taking
hold whereby new ways to harness the power of the internet is being driven across manufacturing
operations. Soon internet-enabled products, machines and devices will communicate semi-autonomously
with us and among themselves to optimise production and resources, resulting in a completely different
production and end-user experience for these products.
When companies use smart, connected machines, they can manufacture with far greater detail and
intelligence, and then use the information to be more productive. For example, it will be possible to easily
schedule thousands of machines across multiple locations remotely, from a central hub. Under this type
of scenario, machines could self-diagnose and order spare parts autonomously within a fully connected
system. Better-organised production and maintenance scheduling could be introduced to further increase
output while minimising down time. This would help improve efficiency and value across manufacturing
operations.
In this burgeoning and dynamic market, information will be transferred across departments, within and
between manufacturing cells and be used to produce accurate real-time production information. When
everything about a production system and its condition is known and visible, it becomes more controllable,
flexible, efficient and serviceable.
Industry 4.0, however, is more than just machines talking to other machines. People will still play
an important role to ensure the right product is being made in the right way, at the right time. IDC
Manufacturing Insights emphasised in a recent report written on the factory of the future that ‘despite
growing plant automation, people — and the flexibility and decision-making capabilities they provide —
will be at the centre of the factory of the future. Finding skilled workers will prove to be a key issue in
manufacturingRevolutionary times for
Three industrial revolutions have been driven by steam, electricity and electronics, now the ‘Internet of Things’ is powering Industry 4.0. By Tom Comstock
ITechnical training is important at the launch phase, but also throughout the life of the equipment to provide information for new employees as well as refreshers for existing staff

www.manufacturingtoday-europe.com 21
the industry.’ In fact, the skilled worker shortage
IDC refers to already exists. For this reason, it is
imperative that these workers are as productive
as possible, which includes making the right
decisions at the right time, to help ensure the
highest possible productivity.
Compress to accelerateBy adopting connectivity within and between
machines, people and processes – and the
products they make – companies can more
efficiently design and produce 'mass customised'
products uniquely tailored to individual demand. To
support and accelerate this new type of Industry
4.0, manufacturers must have better, faster access
to visibility on the shop floor. This technology is
now available, and can now be used to accomplish
these objectives.
As part of my role at Dassault Systèmes,
I have had the opportunity to see first-hand
what possibilities exist with enhanced visibility
and control from across a wide scope of
manufacturing operations. One example is a large
engine and industrial equipment manufacturer
that increased quality, throughput and efficiency.
They implemented a Dassault Systèmes software
solution that lets the company configure products
that better, more closely match customer
requirements. And, with expanded visibility to
better manage their operations on a multi-site
perspective, significant throughput increases have
been made possible by adding output without
additional fixed costs.
Another company was able to increase quality
by better matching automotive components
for final build and assembly according to their
individual manufacturing tolerances. This type of
operations management technology becomes
even more attractive to enterprises when logistics,
maintenance and quality systems are fed with real-
time manufacturing intelligence to feed continuous
improvement initiatives.
The results of this movement can also be seen
in electronic-equipped consumer devices, such as
smart phones and automobiles that communicate
autonomously. Also on the horizon are more
'intelligent' and connected products that have
an understanding of their environment and can
react accordingly. With these, location condition,
temperature, energy consumption and other
lifecycle characteristics can be communicated
between machines and the products they make
without any human intervention.
Energy and dataEnergy consumption is another interesting
component of the fourth industrial revolution.
With ready access to ‘live’ energy costs and
the flexibility to easily move operations across
sites, Industry 4.0 makes it possible to switch
manufacturing to locations that take advantage
of energy prices that are best suited to specific
operations. Adding supply and transactional costs
to the equation gives an even bigger picture that
helps people make better business decisions
based on more accurate and timely information.
In the end, it all comes down to the user
experience. The more manufacturing visibility
and intelligence that is readily and easily available
to make better decisions, the more likely a
manufacturer can make products that are well-
received in the marketplace, resulting in greater
customer satisfaction from a more positive user
experience. This is the rationale behind why
Dassault Systèmes has been investing in building
a 3DEXPERIENCE platform so more people
can view and understand the mass of data and
optimise their actions accordingly. When big data is
marshalled this way, it becomes usable intelligence
and a valuable company asset – as more parts are
added to the whole ‘system,’ greater options are
revealed and performance increases accordingly.
Where's the money Like all revolutions, Industry 4.0 is affecting a
redistribution of wealth. Some forward-looking
companies view manufacturer’s big data assets as
a huge potential market opportunity. Several are
developing Internet of Things strategies, and are
already helping their customers to, for example,
introduce predictive maintenance scheduling that
is less disruptive to productivity.
Applying an enterprise approach to
manufacturing operations management – ideally
within a modern 3DEXPERIENCE software
platform (or equivalent) being deployed
throughout an enterprise – readily links operations
to real-time manufacturing intelligence. And, this
Tom Comstock is Vice President of DELMIA Strategy & User Experience, Dassault Systèmes. Dassault Systèmes, the 3DEXPERIENCE company, provides business and people with virtual universes to imagine sustainable innovations. Its world-leading solutions transform the way products are designed, produced, and supported. For further information visit: www.3ds.com.
Industry 4.0
Tom Comstock
strategy can reduce errors that can result from
using data that is trapped in silos or ‘data tombs.’
The electronics industry that has so rapidly
advanced its manufacturing technology gives
significant clues to the potential future for other
types of producers. Quick, accurate responses
to profit and loss, prompt reaction to market
demand, retention of company knowledge, a
powerful innovation and reward culture, and
control of supply chains and channels have
catapulted the electronics industry to the success
it currently enjoys. Other types of manufacturing
that have not adopted this dynamic approach are
ill prepared for the coming times.
Integrating and connecting within and beyond
an enterprise offers new technical and commercial
possibilities that enable the capitalisation of
revolutionary ideas. Manufacturing is becoming
another cog in the great machine of the internet.
This means that more data can be treated as a
business resource to be exploited for profit. Using
this new asset to optimise individual machines,
manufacturing cells, whole factories and potentially
a global production environment offers untold
business opportunities. In the past, fortunes were
made from the first three industrial revolutions;
today Industry 4.0 offers even greater promise to
those who venture. v

George Utz Ltd, part of the Utz Group, is expanding
its Alfreton factory to meet rising demand
Breaking the mould
George Utz
George Utz Ltd
Products:
Material handling products Sites:
UK, Switzerland, Germany, Poland, France, the US and China
Employees:Aprox. 800
www.utzgroup.com
www.manufacturingtoday-europe.com 23
W ith a history dating back nearly 70 years, the
Utz Group has developed a market-leading
reputation in the design, development and
manufacture of both custom and standardised
material handling products in plastic. These
are boxes, containers, pallets and returnable
transport packaging (RTP) for the global market.
The company was founded as Georg Utz, Toolmakers in Zürich,
Switzerland by Mr Georg Utz during 1947 and today remains a successful
family owned company with production facilities in Switzerland, Germany,
the UK, France, Poland, the US and China. George Utz Ltd was established as
the UK branch with a sales office of the group during 1990 in Alfreton, UK
and continues in the tradition of delivering off-the-shelf and bespoke material
handling solutions across the automotive, chemistry and pharmaceutical, food,
textiles, postal, warehouse and logistic, electronics and retail and distribution
industries.
Along with the other associated members of the wider Utz Group,
George Utz Ltd is able to act independently to respond to the needs of the
local market, while enjoying the financial support and stability of its healthy
parent company. “The Group has a turn over of around 200 million euros
and approximately up to ten per cent of this is reinvested directly into the
business for new facilities, equipment and technologies,” explains George
Utz Ltd general manager, Carsten Diekmann. “The main market focus for
Epsilon technology for George UtzSuperior cooling technology for maximum efficiency: George Utz relies on German cooling system manufacturer Reisner GmbH to support its injection molding production. The Reisner ‘Epsilon’ cooling system is equipped with Turbocor compressors and a unique control unit. It reliably provides the needed cooling capacity while operating on a minimum consumption of energy. This combination of operational safety and economic efficiency has proved extremely successful for two years now.
ReinseR

need additional capacity and new machinery and
equipment as well as to reduce lead-time, to be
leaner and to be more efficient because customers
tend to not want to wait anymore. They need
a product today and they want it more or less
tomorrow.”
During March 2014 George Utz Ltd announced
a £3.5 million expansion to its Alfreton factory
including increased manufacturing space, offices
and warehousing to meet the rising demand for
of-the-shelf products and bespoke RTP solutions.
The increased manufacturing space will house
a new 2700-tonne injection-moulding machine
to complement the UK companies existing
650-tonne to 1000-tonne machine range. “Our
plastic containers are primarily used in the retail and
automotive markets where they are used to move
parts around supply chain company’s distribution
centres. The UK is moving in the right direction and,
although it is still tough, there are lots of positive
signals. We make approximately a million parts a year
and with this investment, we are looking to double
our output in the future. The building work should
be completed by Christmas and then the additional
injection moulding and vacuum forming equipment
can be installed,” Carsten elaborates.
24 www.manufacturingtoday-europe.com
the group is Europe, the US and China and all of
these areas are currently developing well. The need
for logistics is growing and we follow our customers
and grow with them so we offer the same good
service throughout the entire business. Presently the
group works with nearly 130 injection and vacuum
moulding machines and converts around 50,000
tonnes of raw materials into products. Investment
is mainly in machinery and injection moulding tools
where we are investing in new product families in
Europe and globally.”
Within the UK specifically, George Utz Ltd is
preparing to double its turnover by 2020 and
to capitalise on the momentum it has built over
the years. “Within the UK we have experienced
constant growth and during the last ten years we
won considerably new customers within England
and Ireland with new innovations and products. In
fact each year we deliver between nine and ten new
products that are developed inline with customers’
needs and also for the general market,” Carsten says.
“We have a strong growth strategy in place and we
George Utz
inotec Barcode Security are Europe‘s leading Auto ID label specialists, supplying George Utz as their chosen label partner for ten years and supporting their significant investment in in-mould technology.inotec‘s in-mould labels, allow full-colour logos and barcodes, to be injection moulded into the wall of a container, eliminating the need for costly post mould, printing or label application processes. The permanent bond offers a smooth edgeless surface, highly resistant to heat, sunlight and totally waterproof.
Inotec UK

www.manufacturingtoday-europe.com 25
The KraussMaffei Group is amongst the world’s leading suppliers of machinery and systems for producing and processing plastics and rubber. Its products and services cover the whole spectrum of injection and reaction moulding and extrusion technology, giving the company a unique position in the industry. The KraussMaffei Group is innovation powered, supplying its products, processes and services as standard or custom solutions which deliver sustained added value along the customer’s value adding chain. The company markets its offering under the KraussMaffei, KraussMaffei Berstorff and Netstal brands to customers in the automotive, packaging, medical, construction, electrical, electronics and home appliance industries.
THE KraussMaffEi Group
“We have a core strategy for really high
quality machinery where we invest in additional
equipment that is also more energy efficient and
environmentally friendly. Within the Group the
main companies that supply our injection moulding
equipment are KraussMaffei from Germany and
Engel from Austria,” he continues.
Environmental concerns and responsible
operation are at the core of how George Utz Ltd
conducts its business and interacts with its customers.
“We are audited in the UK for our environmental
management system, which is compliant under
ISO 14001,” Carsten details. “We recycle the material
that we use and we also promise customers that
once products have reached the end of their life
cycle, that we will take the products back and recycle
it to use the raw materials in new production runs.
Furthermore we also use our own production
rejected heat to heat the factory and our offices so
environmental concerns are something that have
been quite important to us for many years.”
As well as increasing the productivity of the
company through greater numbers of machines
and more efficient energy management, the new
equipment due to go into operation in 2015 will
allow George Utz Ltd to enter in a new market with
a new plastic pallet as an effective alternative to the
traditional wooden design. “We will enter into new
markets through the creation of 1200 millimetre by
1000 millimetre dimension plastic pallet for the UK
market, with the additional advantage that we will be
the first UK plastic pallet producer and we will have
the benefit of avoiding logistical costs because we will
manufacture here in Derbyshire,” Carsten says. “The
pallet will be produced using a new large injection-
moulding machine. An additional 1000-tonne
injection-moulding machine for RTP products will
arrive at the end of 2014, supplied by KraussMaffei
from Germany.”
In terms of the advantages of plastic pallets over
wooden pallets, Carsten observes: “The lifetime of
a plastic pallet is longer and the quality is very high.
The dimensions can be guaranteed, which is very
important for automated warehouses and there is
not a problem with water or oil becoming absorbed
into plastic pallets. The main advantage is the lower
Total Cost of Ownership (TCO) of the pallet and
in terms of health and safety plastic pallets does not
splinter in the way that wooden ones can, which is
very important in food processes and distribution.”
As George Utz Ltd and indeed the wider Utz
Group seeks to expand its market share and grow
the business, its will continue to focus on increased
capacity, efficient fabrication and new products.
However, core to its strategy is also it commitment
to long-term customer relationships as Carsten
concludes: “We are committed to develop the
company further and offer our customers the
security to know that we will produce locally for the
local markets and remain on hand for the next ten
to 20 years, so it is real long-term investment.”

the post-war years and the range and scope of
machinery that my grandfather developed was
quite incredible,” says Tom Teagle, sales director,
continuing: “He actually developed his own two-
stroke engine that was fitted into hedge trimmers
and lawn mowers and all kinds of different
handheld machinery. We actually made some of
the first mounted broadcasters and spreaders in
the world.” The business has manufactured a range
of products, from fertiliser spreaders, to the Titan
range of trailers and the Toucan forage harvester.
In the mid 1980’s Teagle Machining developed
its first machine for processing straw to be used
for bedding livestock. Named the Tomahawk 100,
the range has become the cornerstone of the
company and makes up a large proportion of
its turnover. The Tomahawk range is made of the
widest variety of feeder bedders available from any
manufacturer in the world with over 30 unique
Teagle Machinery Ltd is very dedicated to developing
innovative new products and getting them to market effectively
Generations on
Teagle Machinery
Teagle Machinery Ltd
Products:
Agricultural plant and machinery Sites:Global
Employees:150
www.teagle.co.uk
www.manufacturingtoday-europe.com 27
In 2013 the family-run business Teagle
Machinery Ltd celebrated its 70th
anniversary, which was born from a long
history of running farms. With a keen
interest in manufacturing machinery, Tom
Teagle Snr started off supplying local
farmers in the Cornish area with equipment such
as tip carts, manufacturing more sophisticated
machinery as the business developed. As interest
grew, the decision was made to sell off parts of
the family farm to invest in the infrastructure
needed to make the machinery. Today, the original
farmhouse on the site has become a conference
centre for training distributors, dealers and service
teams. “With six members of the family involved
daily in the company, we try very hard as we grow
to retain that family business ethos, which is really
important to all our customers.
“There was a real boom for mechanisation in
tow

cent of our workforce is focused on research
and development. It is also important to get the
product to market effectively and whilst the UK
is a very mature industry we are successfully
developing it further, finding new markets and
developing new products. Recent growth has been
28 www.manufacturingtoday-europe.com
models; these machines are designed to deliver
comfort to livestock and to ensure the correct
preparation of feed and performance.
“One of the most important strands to our
success has been ensuring that we offer innovative
and reliable products, and to achieve this ten per
Teagle Machinery

www.manufacturingtoday-europe.com 29
In addition to technology within agriculture moving at a fast pace, farming practises are also changing quickly, and it is really important that the machinery we are offering to the market is in tune with the demand from the farmers
‘‘on the back of enormous investment in developing
export sales, which started 20 years ago when
my father began focusing on the export trade,”
explains Tom. Over the last six years, this drive has
been further progressed, seeing in the employment
of a US based salesman and a European sales
manager, to which Tom adds: “When working in
export markets it is important to have a structured
aftermarket service, whether that is servicing or
spare parts and we ensure that these aspects of
the business are first class.”
One of the key considerations for the company
is addressing the difficult question of how to
protect designs and intellectual property from
being copied, particularly when selling to a global
market. “The way to ensure that it doesn’t become
a problem is to make sure that by the time
someone has copied one design we are already
onto the next one. In addition to technology within
agriculture moving at a fast pace, farming practises
are also changing quickly, and it is really important
that the machinery we are offering to the market
is in tune with the demand from the farmers,”
says Tom. Through ongoing research the business
is always looking for ways to offer machinery to
farmers to facilitate this to make sure that livestock
are comfortable, productive and ultimately, for the
farmer, that they are profitable.
As a family company it reinvests heavily to
ensure a good foundation for future growth. Every
year over the last six years there has been a major
capital project delivered on the site, from a new
hall for precision machining, to a shot blasting and
powder coating facility, the redevelopment of the
farmhouse, and a new production hall specifically
for manufacturing larger machinery. “As farms grow
larger, so do tractors, and ultimately machinery
too. In 2015 we will open an additional building to
accommodate a restructuring of the factory layout.
Our focus has been on utilising the space we have
more effectively to reach new potential.
“We have also established what is essentially a
strategic partner arrangement, where we work
hand-in-hand with businesses specialising in
electronics and hydraulics, both very sophisticated
systems,” points out Tom, explaining that this
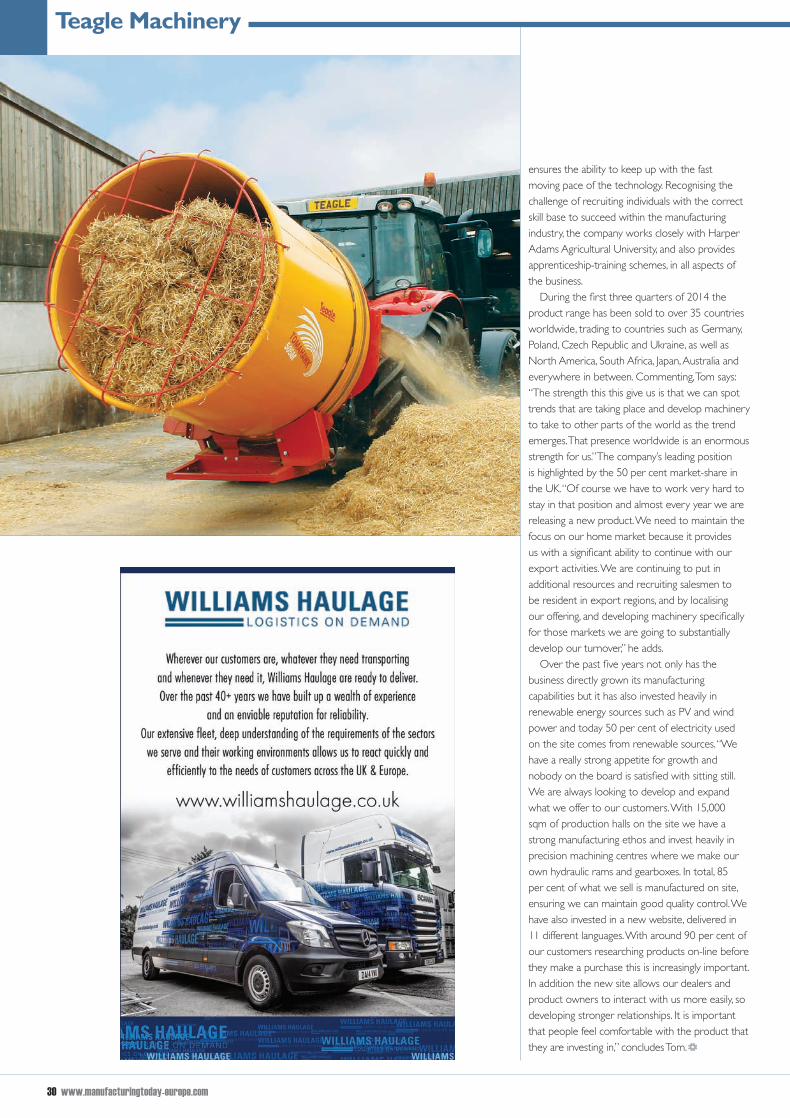
ensures the ability to keep up with the fast
moving pace of the technology. Recognising the
challenge of recruiting individuals with the correct
skill base to succeed within the manufacturing
industry, the company works closely with Harper
Adams Agricultural University, and also provides
apprenticeship-training schemes, in all aspects of
the business.
During the first three quarters of 2014 the
product range has been sold to over 35 countries
worldwide, trading to countries such as Germany,
Poland, Czech Republic and Ukraine, as well as
North America, South Africa, Japan, Australia and
everywhere in between. Commenting, Tom says:
“The strength this this give us is that we can spot
trends that are taking place and develop machinery
to take to other parts of the world as the trend
emerges. That presence worldwide is an enormous
strength for us.” The company’s leading position
is highlighted by the 50 per cent market-share in
the UK. “Of course we have to work very hard to
stay in that position and almost every year we are
releasing a new product. We need to maintain the
focus on our home market because it provides
us with a significant ability to continue with our
export activities. We are continuing to put in
additional resources and recruiting salesmen to
be resident in export regions, and by localising
our offering, and developing machinery specifically
for those markets we are going to substantially
develop our turnover,” he adds.
Over the past five years not only has the
business directly grown its manufacturing
capabilities but it has also invested heavily in
renewable energy sources such as PV and wind
power and today 50 per cent of electricity used
on the site comes from renewable sources. “We
have a really strong appetite for growth and
nobody on the board is satisfied with sitting still.
We are always looking to develop and expand
what we offer to our customers. With 15,000
sqm of production halls on the site we have a
strong manufacturing ethos and invest heavily in
precision machining centres where we make our
own hydraulic rams and gearboxes. In total, 85
per cent of what we sell is manufactured on site,
ensuring we can maintain good quality control. We
have also invested in a new website, delivered in
11 different languages. With around 90 per cent of
our customers researching products on-line before
they make a purchase this is increasingly important.
In addition the new site allows our dealers and
product owners to interact with us more easily, so
developing stronger relationships. It is important
that people feel comfortable with the product that
they are investing in,” concludes Tom.
30 www.manufacturingtoday-europe.com
Teagle Machinery
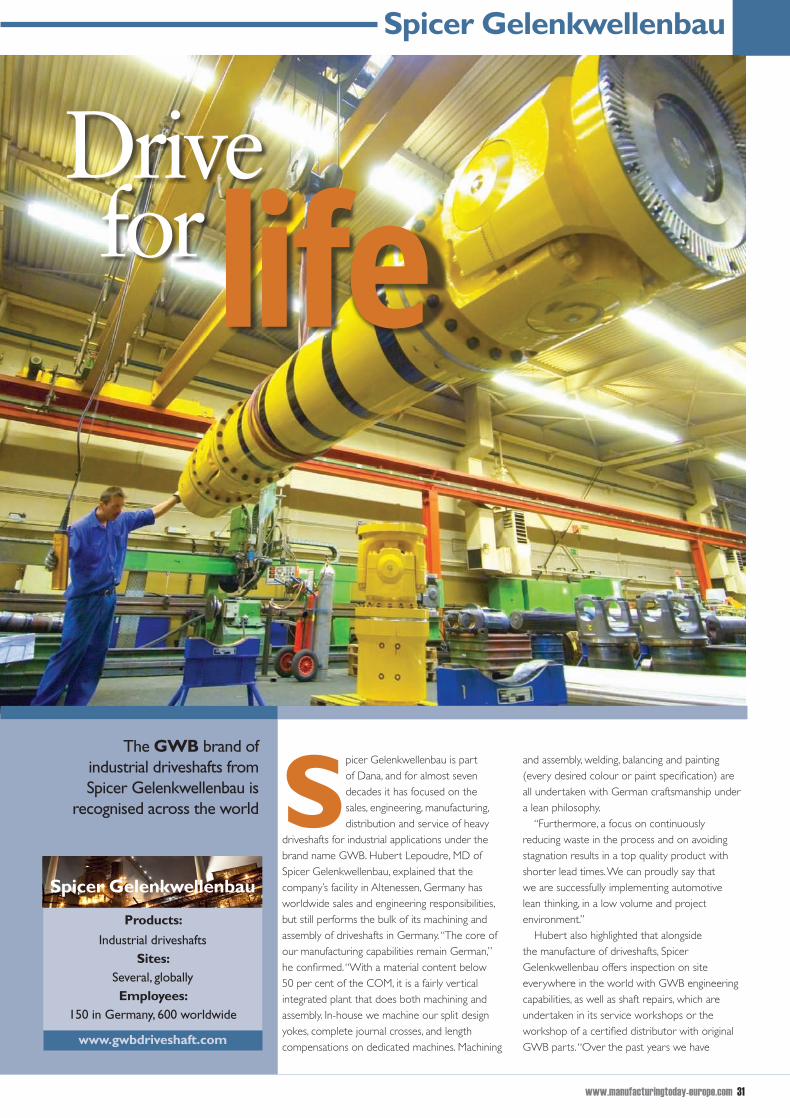
and assembly, welding, balancing and painting
(every desired colour or paint specification) are
all undertaken with German craftsmanship under
a lean philosophy.
“Furthermore, a focus on continuously
reducing waste in the process and on avoiding
stagnation results in a top quality product with
shorter lead times. We can proudly say that
we are successfully implementing automotive
lean thinking, in a low volume and project
environment.”
Hubert also highlighted that alongside
the manufacture of driveshafts, Spicer
Gelenkwellenbau offers inspection on site
everywhere in the world with GWB engineering
capabilities, as well as shaft repairs, which are
undertaken in its service workshops or the
workshop of a certified distributor with original
GWB parts. “Over the past years we have
The GWB brand of industrial driveshafts from Spicer Gelenkwellenbau is
recognised across the world
Drive
lifefor
Spicer Gelenkwellenbau
Spicer Gelenkwellenbau
Products:
Industrial driveshaftsSites:
Several, globallyEmployees:
150 in Germany, 600 worldwide
www.gwbdriveshaft.com
www.manufacturingtoday-europe.com 31
Spicer Gelenkwellenbau is part
of Dana, and for almost seven
decades it has focused on the
sales, engineering, manufacturing,
distribution and service of heavy
driveshafts for industrial applications under the
brand name GWB. Hubert Lepoudre, MD of
Spicer Gelenkwellenbau, explained that the
company’s facility in Altenessen, Germany has
worldwide sales and engineering responsibilities,
but still performs the bulk of its machining and
assembly of driveshafts in Germany. “The core of
our manufacturing capabilities remain German,”
he confirmed. “With a material content below
50 per cent of the COM, it is a fairly vertical
integrated plant that does both machining and
assembly. In-house we machine our split design
yokes, complete journal crosses, and length
compensations on dedicated machines. Machining

Our driveshafts are designed for infinite life,
not just on paper, but also in genuine working
situations.”
GWB also continues to strengthen its global
presence by closely supporting and co-operating
with a number of approved first class value-
added distributors that can deliver parts and local
service. These include GKN, MSI, JP and DLS.
Given this overall dedication to excellence
across the board it is no surprise that customers
keep returning to the GWB brand. “Our
clients value a robust solution, that is German
engineered towards the application and with the
guaranteed quality that comes with GWB,” said
Hubert. “They are supported by a vast network
of trained and certified value added distributors
who are close to the customer, and this means
that customers can focus on the production
process, knowing that GWB will support them
with a product that assures the best cost of life
for his installation.”
Going forward into the New Year, the GWB
brand looks set to remain at the forefront of
the industry. “Markets are not expected to have
a spectacular growth over the next couple of
years, but GWB is well equipped to continue to
position itself as a market leader in its territories,
as well as continue to expand its product and
service offering, reduce its lead times and being a
customer oriented solution provider,” said Hubert.
These plans are reinforced by the skills and
support of a very successful parent company –
Dana. “We belong to the Off-Highway division
of Dana,” added Hubert. “Being part of a
multinational like Dana is an advantage for a 170
32 www.manufacturingtoday-europe.com
Spicer Gelenkwellenbau
strengthened this position to deliver aftersales
service with genuine GWB knowledge from this
location, as well as having a manufacturing and
service site in China,” he said. “But this is not
the end of our value proposition. We want to
expand our support service towards preventative
services, and even play our role in further
development of smart monitoring, to enhance
predictive services.”
One of the strongest foundations of Spicer
Gelenkwellenbau is the excellent market
reputation of the GWB industrial driveshaft,
which can be considered a best buy when looking
at total cost of ownership. It is this product, in
combination with added value services that really
creates such an attractive market proposition.
“GWB does not only deliver a standard
driveshaft,” said Hubert. “We pride ourselves in
offering best solutions for the customer, based
on our in-depth knowledge of the applications in
which the driveshafts operate. We are the original
developer of the split eye design, which facilitates
assembly and disassembly of the knuckles. Our
service free journal crosses dramatically reduce
the intervals between lubrication, thus further
reducing the cost of ownership for the end user.
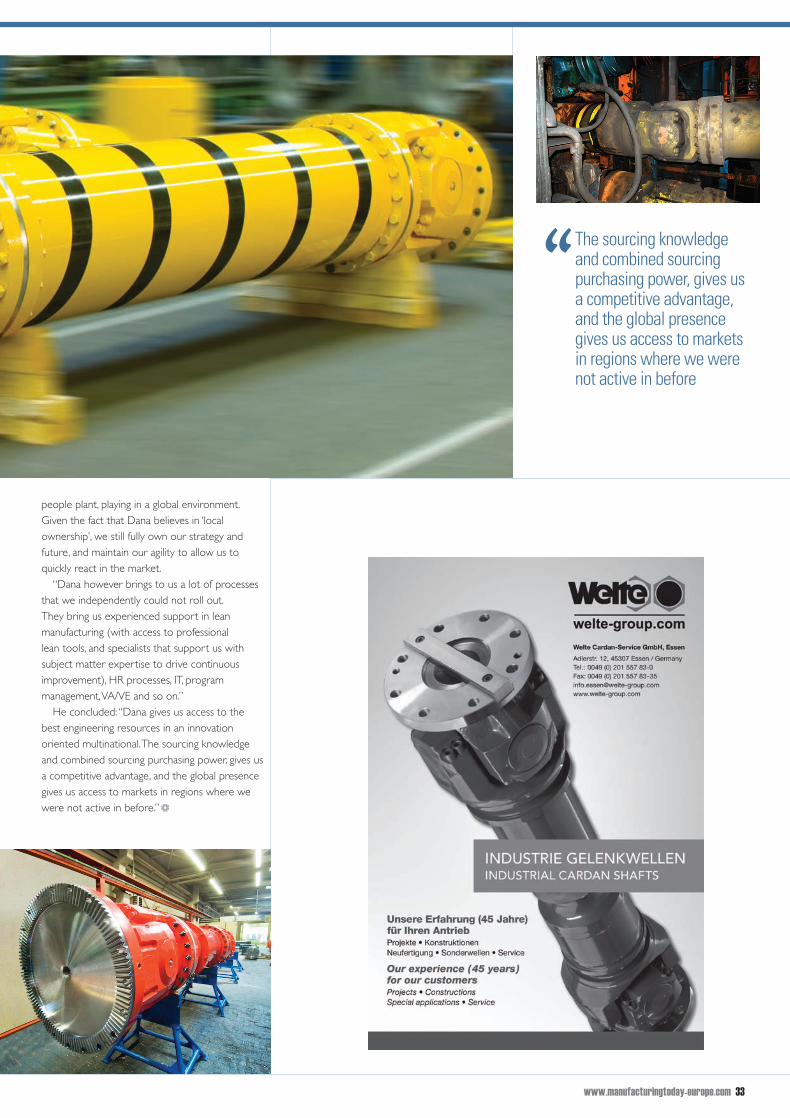
www.manufacturingtoday-europe.com 33
The sourcing knowledge and combined sourcing purchasing power, gives us a competitive advantage, and the global presence gives us access to markets in regions where we were not active in before
‘‘
people plant, playing in a global environment.
Given the fact that Dana believes in ‘local
ownership’, we still fully own our strategy and
future, and maintain our agility to allow us to
quickly react in the market.
“Dana however brings to us a lot of processes
that we independently could not roll out.
They bring us experienced support in lean
manufacturing (with access to professional
lean tools, and specialists that support us with
subject matter expertise to drive continuous
improvement), HR processes, IT, program
management, VA/VE and so on.”
He concluded: “Dana gives us access to the
best engineering resources in an innovation
oriented multinational. The sourcing knowledge
and combined sourcing purchasing power, gives us
a competitive advantage, and the global presence
gives us access to markets in regions where we
were not active in before.”

34 www.manufacturingtoday-europe.com

purest and finest ingredients. Offering customers a
range of candles, reed diffusers, room mists, scented
sachets and refresher oils from its own Wax Lyrical
collections, the company’s products all emphasise its
commitment to the best ingredients and materials,
stunning designs and bold fragrances. Furthermore,
the company has partnered with five prestigious
brands, the Royal Horticultural Society, Jelly Belly,
Fired Earth, Julie Dodsworth and Churchill China
(UK) Limited Hidden World; by manufacturing
these products under license, the company has
further strengthened its appeal to a broad range of
Following a major change in its business model in 2008,
Wax Lyrical has transformed itself from an ailing organisation
to a major success
More than
scentscommon
Wax Lyrical
Wax Lyrical
Products:
Luxury scented candles, reed diffusers and private label collections
Sites:Cumbria
Employees:130
www.wax-lyrical.com
www.manufacturingtoday-europe.com 35
Based in the scenic Lake
District, home fragancing
company Wax Lyrical’s
team of 130 skilled and
dedicated employees strive
to produce and market
more than 15 million high quality products to its
global customer base. Perfecting its innovative
and unique products in Ulverston, Cumbria, the
company collaborates with the best fragrance
houses in Europe to ensure customers receive
true to life fragrances that come from the

managing director Joanne Barber discusses: “The
Williams family had been using candles in their
hotel and restaurant and, upon realising that there
was an opportunity in the market place, began
manufacturing candles in 1980. Following business
growth, the company, then known as Nice Things,
moved to our current site in 1990, which was
opened by Princess Diana. The company’s name
36 www.manufacturingtoday-europe.com
consumer groups.
Originally established in 1980 by the Williams
family when they noticed potential in the home
fragrancing market while working as hotelier and
restaurateurs, the company has exchanged hands
over the years and faced financial difficulties
before its was acquired and rebranded by
owner and chairman Mike Armstead in 2006, as
Wax Lyrical
Fragrance Oils is extremely proud to be a key fragrance supplier to Wax Lyrical. We have worked alongside them since their establishment and during this time, we have gained a unique insight into their growth and success. We have an in depth understanding of the Wax Lyrical brand which enables us to create bespoke fragrances that are tailored to suit the company’s evolving consumer base. Our ongoing partnership is built on trust and loyalty and the secret of our joint success is the fact that we share many of the same philosophies and values. Equally important is our mutual passion for the luxurious world of home fragrance.
Fragrance oils (international) ltd

www.manufacturingtoday-europe.com 37
was changed again to Colony Gift Corporation
and was later sold to Blyth Industries, an
American candle manufacturer. While in Blyth
Industries’ hands the company became more
of an importer and began to lose money to
the point that by the time Mike acquired it the
company was on the brink of administration. It
was in dire need of a turnaround, but we have
now been profitable for five years, employ
130 people and are market leaders for the
manufacturing of home fragrances in the UK.”
Renamed Wax Lyrical in 2010, the company
today is a true success story for British
manufacturing, supplying many of the major
retailers in the UK and across the globe with
its luxury scented products. By rejecting the
previous owners decision to import 65 to 70
per cent of its goods from the Far East and India,
the dynamic and innovative firm has reaped
the benefits of manufacturing 95 per cent of its
products in-house. Indeed, by bringing the focus
back to UK manufacturing and exporting, the
company has not only enjoyed major success in
a struggling economy, but has also enhanced its
control over issues such as flexibility and product
quality, as Joanne discusses: “Reverting from
importing to exporting was a key aspect to our
successful turnaround, a strategic decision we
made in 2006 when most companies were still
sourcing from locations such as the Far East and
China. It was an unusual choice to make back
then, but it has become more typical over recent
years for companies to say they are a proud UK
manufacturer.
“This decision enabled us to shorten our
lead times and ensure quality to our customers;
Continental Bottle Company ltd
Owner and chairman Mike Armstead
Continental Bottle Company’s (CBC) vision is to provide their customers with the highest level of customer service and be recognised in the home fragrance, perfume, and cosmetics market as the first choice for the supply of candle glass, glass bottles and quality closures.CBC strives to create new products and ranges to enhance the ever changing requirements of the industry.Its mission is to be the first choice for glassware, delivering products of outstanding quality and great service through Its commitment, hard work and dedication to meet their customers’ requirements.CBC serves both large and small companies nationally and internationally, and the company attributes its success to the fact that it offers a wide range of exceedingly flexible services. Its full decoration service includes screen-printing, frosting, spraying, hot foil stamping, sublimation and metallisation. This can be supplied on bottles or glasses for wax fill.Future investment in new innovative projects and designs ensures that CBC remains at the forefront of the industry.CBC has a wealth of experience and design know-how contributing to quality and excellence in all parts of the design process. CBC is here as your first choice on custom projects to complement your packaging requirements.
we are the first home fragrance factory to be
awarded the British Retail Consortium quality
approval, which we have had for seven years
now. This was a real accolade for us, but our
core focus was on enhancing our manufacturing
capabilities, IT and management information
and planning systems to ensure we could drive
productivity and double our production rate. For
example, tealights were not a product that we
could previously manufacture, but we now have
38 www.manufacturingtoday-europe.com
Wax Lyrical
Raiseprint packaging is a specialist in design and production of bespoke, printed, die cut packaging, encompassing everything from blister cards to gift boxes, in solid board and micro flutes. All Raiseprint’s packaging is designed and manufactured in the UK, offering quality, flexibility and control. These are important underpinnings when working with retail driven clients like Wax Lyrical, who need to be responsive to their market’s needs. Over the last four years, Raiseprint and Wax Lyrical have worked closely to align themselves, making the best of every opportunity.
The RaisepRinT GRoup

www.modernutilitymanagement.com 39
Managing director Joanne Barber
the machinery in-house; this is also the case with our reed diffuser
range.”
Joanne notes that other strategies used by the company to
ensure further growth included investment into training for staff
and developing stronger relationships with more locally based
suppliers: “We weren’t just focused on bringing back manufacturing
to the UK, we also looked at our supply base in the UK and
focused on enhancing these relationships to allow for a more short
and flexible lead time. We now work closely with our suppliers at
all levels.”
With 35 per cent of its products sent abroad to emerging
markets such as Russia, the Middle East and Europe, Wax Lyrical
is keen to continue its success story with further expansion both
in the UK and across the world. Affirming that a growth plan is in
place for the company’s ongoing growth, Joanne concludes: “We
want to remain a key player in the UK and global market place and
be a strong, profitable company. To make this aim a reality we will
invest further into our factory, which will double our output on our
tealight line and potentially result in 60-70 per cent growth in our
wax filling lines too. Investment is key to retaining our status as a
market leader.”
We want to remain a key player in the UK and global market place and be a strong, profitable company. To make this aim a reality we will invest further into our factory, which will double our output on our tealight line and potentially result in 60-70 per cent growth in our wax filling lines too. Investment is key to retaining our status as a market leader
‘‘

Schofield Publishing Limited Unit 10, Cringleford Business Centre, Intwood Road, Cringleford, Norwich, NR4 6AU, UKTel: +44 (0) 1603 274130 Fax: +44 (0) 1603 274131
Schofield Publishing
Editor: Libbie [email protected]
Sales manager: Joe [email protected]
MANUFACTURING
EURO
PE
BEST PRACTICES FOR INDUSTRY LEADERS www.manufacturingtoday-europe.com today