-
8/3/2019 ME 682 Project
1/17
Uma Dundigalla (00875528)
ME 682
Concurrent Engineering
Project Report On
Lean Case Study
Submitted By
Uma Rani Dundigalla
UIN: 00875528
Part2:
-
8/3/2019 ME 682 Project
2/17
Uma Dundigalla (00875528)
Customer Demand:
230,400 sets per year
A set is of one top and one bottom,
Out of 230,400 sets,60% in blue and 40% in green
About Factory:
2 assembly shifts@480 mins per shift
240 working days per year
Container quantity:20 per box for Tops ,30 per box for
bottoms
As per customer demand factory should manufacture;
Number of sets/day= customer demand/working days
=230,400/240
=960 sets/day
Out of which 60% should be blue:
960*.60=576 sets of blue color
Remaining 40% should be green=384 sets
a)TAKT Time:
TAKT Time: The word derived from german word takzeit which
translates to
cycle time. TAKT time can be defined as the maximum time per
unit allowed
producing a product in order to demand.
TAKT time aims to match the pace of production with customer
demand.
TAKT Time= Available time/Required production
-
8/3/2019 ME 682 Project
3/17
Uma Dundigalla (00875528)
= (2*480)/960= 1 min/set
b) Pitch:
Pitch=TAKT Time* Quantity per box
Pitch Top= 1minute* 20 tops=20 minutes
Pitch Bottom = 1minute*30 Bottoms=30 minutes
c)Buffer Stock:
Buffer Stock: A supply of inputs held as a reserve to against
short term shortage
and or to dampen excessive fluctuation in the prices of
commodities and thusprotect local exporters from wild swing in
world of commodity prices.Buffer stock
is based on the highest difference between actual number of
parts shipped and the
average number.
Safety Stock:
Safety Stock: It is an inventory held as buffer against mismatch
between forecasted
and actual consumption or demand between expected and actual
delivery time and
unforeseen emergencies.it is also called as reseve
inventory.
Safety stock per shift,
Blue set production per shift=576/2 =288 sets
Green set production per shift=384/2=192 sets
As one box contains 20 tops and 30 bottoms,
Safety Stock for
Blue tops=280
Blue bottoms=210
Green tops=280
Green bottoms=210
-
8/3/2019 ME 682 Project
4/17
Uma Dundigalla (00875528)
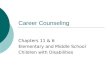
d)Operator assignments for the combined paint and assembly
line
PAINT and Assembly Station
For bottom part
TASK ID Description Most frequent time
B1 Side to base 26
B2 s/b to leg 24
B3 s/b/l to cap 10
B4 Add clip 10
B5 Inspect 8
B6 Pack 4
total 82 sec
To assemble bottom part it will take 82 secs
For top part
TASK ID Description Most frequent time
T1 Strut to arm 28
T2 s/a to base 18
T3 s/a/b to cap 14
T4 Add clip 14
T5 Inspect 8
T6 Pack 4
total 86 sec
-
8/3/2019 ME 682 Project
5/17
Uma Dundigalla (00875528)
To assemble top part it will take 86 sec
To paint bottom and top parts it will take 13 sec
For combined Paint and Assemble Station it will take 181
secs
Number of operators needed= 181 sec/60 sec(TAKT time)
=3 operators
T6
B3 T3 B6
T5
B2 T2 B5
B1 T1 T4
B4
Operator 1 Operator 2 Operator 3
e)Machine Balnce for all three Presses:
Tool change over time=120 mins
Color change over time=15 mins
-
8/3/2019 ME 682 Project
6/17
Uma Dundigalla (00875528)
Total cycle time for all tools=237 secs
Runtime/day(minutes)= (960*cycle time)/60
Machine Balnce Solution for Press 1(200T)
Press 1includes T08,T10 and T14
Sr No TOOL ID Part Process Time
(Sec)
Operator Time
(Sec)
Runtime/day
(min)
1 T08 Blue top
Base+Green
Top Base
34 8 544
2 T10 Blue Top
Cap+Green
Top Cap
23 8 368
3 T14 Blue Bottom
Cap+Green
Bottom Cap
23 8 368
-
8/3/2019 ME 682 Project
7/17
Uma Dundigalla (00875528)
Calculations:
Time required for molding process per day=1685 min
Available time= 3shifts*8hrs*60 mins=1440
Available Productive time=0.90*14401296
From above calculations we are off by 1685-1296=389 minutes
Machine Load Chart for Press 1(200T)
Press#1 min
T08 544
T/C 120
T10 368
T/C 120
T14 368
T/C 120
C/C 60
Let x be the reduction time in c/o tool
y be the reduction time in c/o color
3x+3y=389 mins
3(x+y)=389 mins
x+y=128 mins
say x=115 and y=13
so new c/o tool =120-115=5 mins
newclo color=15-13=2mins
-
8/3/2019 ME 682 Project
8/17
Uma Dundigalla (00875528)
which is impossible.
If there is 100% available productive time then
Off time =1685-1440=245mins
3x+3y=245
x+y=81
say x=79 and y=2
then new c/o tool =120-79=41mins
new c/o color=15-2=13 mins.
Machine Balnce Solution for Press2(300T)
Press 2 includesT07,T11 and T13.
Sr no TOOL ID Part Process
Time
(sec)
Operation
time
(sec)
Runtime/day
(min)
1 T07
Blue top
Arm+Green top
Arm30 8 480
2 T11
Blue bottom
Side+Green
bottom Side24 8 384
3 T13
Blue bottom
Leg+Greenbottom Leg
25 8 400
Time required for Molding process per day=1669 minutes
Available time=3shifts*8hrs*60 min=1440 minutes
-
8/3/2019 ME 682 Project
9/17
Uma Dundigalla (00875528)
Actual productive time=0.9*1440=1296 minutes
From above calculations we are off by 1669-1296=373 mins
Machine Load Chart for Press2:
Press#2 min
T07 480
T/C 120
T11 384T/C 120
T13 400
T/C 120
C/C 45
Let x be the reduction timein c/o tool
y be the reduction time in c/o color
3x+3y=378 mins
x+y=126mins
say x=113 and y=13
So new c/o tool =120-113=7 mins
new c/o color=15-13=2mins
which is impossible
is there is 100 % available productive time the
Off time=1669-1440=229 mins
-
8/3/2019 ME 682 Project
10/17
Uma Dundigalla (00875528)
3x+3y=225
x+y=75
Say x=73 and y=2
Then new c/o tool =120-73=47 mins
new c/o color=15-2=13 mins
Machine Balnce Solution for Press 3(350T)
Press 3 includes T09 and T12
Sr no TOOL ID Part Process
time
(sec)
Opertion
time
(sec)
Runtime/day
(min)
1 T09
Blue top
Strut+Green
top Strut38 8 608
2 T12
Blue
bottom
Base+Green
bottom
Base
40 8 640
Time required forMolding process per day=1518 mins
Available time=3shifts*8hrs*60 mins=1440 min
Available Productive time=0.9*1440=1296 min
From above calculations we are off by 1518-1296=222 mins
Machine Load Chart for Press3(350T)
-
8/3/2019 ME 682 Project
11/17
Uma Dundigalla (00875528)
Press#3 min
T09 608
T/C 120
T12 640
T/C 120C/C 30
Let x be the reduction time in c/o tool
y be the reduction time in c/o color
2x+2y=222
x+y=111
Say x=98min and y=13 min
Then new c/o tool =120-98=22 min
new c/o color=15-13=2 min
which is impossible.
If there is 100% available productive time then
Off time=1518-1440=78 min
2x+2y=78
x+y=39
Say x=37 and y=2
Then,new c/o tool=120-37=83 min
New c/o color=13 min
f)Kanban System:
-
8/3/2019 ME 682 Project
12/17
Uma Dundigalla (00875528)
A Kanban system is a means to achieve just in time production.
It works on the
basis that each process on a production time pulls just the
number and type of
components the process requires at just the right time. The
mechanism used is akanbancard .this is usually a physical card but
other devices can be used two types
of such cards are usually used.
Withdrawal kanban :specifies the kind and quantity of product
which a
manufacturing process should withdraw form a preceding
process.
Customer demand=230,400 sets/year
Number of working hours=240/year
Required sets per day=230400/240=960 sets
Top assembly should be packed in 20 per box
Bottom assembly should be packed in 30 per box
Out of 960 60% blue and 40% green
Blue top=960*60%=576 BT/day
=576/2shifts=288BT/shift
No of Cards=288/20=14.415 cards
Blue Bottom=960*60%=576Bb/day
=288Bb/shift
No of Cards=288/30=9.610 cards
Green top=960*40%=384Gt/day
=192Gt/shift
No of Cards=192/20=9.610Cards
Green bottom=960*40%=384Gb/day
-
8/3/2019 ME 682 Project
13/17
Uma Dundigalla (00875528)
=192Gb/shift
No of Cards=192/30=6.47 Cards
Blue
Top
BlueBottom
Green Top
GreenBottom
PickUp
Cum'P.U.
PickUp
Cum'P.U.
PickUp
Cum'P.U.
PickUp
Cum'P.U.
TotalP.U.'s
6:00 1 20 1 30 2
6:20 1 20 1 30 2
6:40 1 40 1 60 2
7:00 1 60 1 90 2
7:20 1 40 1 60 2
7:40 1 80 1 60 2
8:00 1 100 1 120 2
8:20 1 80 1 90 2
8:40 1 100 1 120 2
9:00 1 120 1 120 2
9:20 1 140 1 150 2
9:40 1 140 1 150 2
10:00 1 160 1 180 2
10:20 1 160 1 180 210:40 1 180 1 180 2
11:00 1 200 1 210 2
11:20 1 220 1 240 2
11:40 1 200 1 210 2
12:00 1 240 1
12:20 1 260 1 270 2
-
8/3/2019 ME 682 Project
14/17
Uma Dundigalla (00875528)
12:40 1 280 1 300 2
1:00 1 300 1
1:20 01:40 0
2:00 0TotalBox's
15 10 10
7
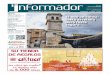
g)Heijunka Box
6:
00
6:
20
6:
40
7:
00
7:
20
7:
40
8:
00
8:
20
8:
40
9:
00
9:
20
9:
40
10:
00
10:
20
10:
40
11:
00
11:
20
11:
40
12:
00
12:
20
12:
40
1:
00
1:
20
1:
40
2
00
BT
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
BB
1 1 1 1 1 1 1 1 1 1 1 1
GT
1 1 1 1 1 1 1 1
GB
1 1 1 1 1
-
8/3/2019 ME 682 Project
15/17
Uma Dundigalla (00875528)
1.Heijunka Box-FG Storage(WKB).
Withdrawal kanban card between heijunka box and Fg storage
contains following
information
Part number
Part Name Blue Bottom
Name of preceding process Storage
Name of subsequent Process -
Box capacity 30
Number of boxes 10
2.FG Storage-Paint and Assembly (PKB)
Production Kanban card between FG Storage and Paint
&Assembly shop contains
following information
Part Number
Part Name Blue bottom
Name of Process Paint & Assembly
Part Type Side.Base,Leg,Cap.Assembly
3.Paint& Assembly Molding Storage (WKB)
-
8/3/2019 ME 682 Project
16/17
Uma Dundigalla (00875528)
Withdrawal kanban card between paint and Assembly-Molding
Storage contains
fllowing information
Part number
Part name Blue bottom
Name of Preceding Process Molding Storage
Name of Subsequent Process Paint and Assembly
Box capacity 30
Number of Boxes 10
4.Molding Storage-Molding (PKB)
Production kanban card between molding storage molding contains
following
information
Part number
Part Name Blue Bottom
Name of Process Molding
Part types Side,base,leg,cap
5.Molding-Raw material Storage(WKB)
Withdrawal kanban card between Molding-Raw material Storage
contains
following information
-
8/3/2019 ME 682 Project
17/17
Uma Dundigalla (00875528)
Part number
Part Name Blue Bottom
Name Of preceding process Storage
Name of Subsequent Process Molding
Box capacity 30
Number of Boxes 10
This cycle must be completed by the man within 20 minutes
This goes on till 2.00 PM where the shift completes.