Embed Size (px)
Citation preview

membrane bioreactors MBRvs.Conventional Activated Sludge Systems CAS
Features of MBR technology compared to conventional processes
What is a Membrane Bioreactor?
Membrane Bioreactors MBR, combine fine screening with activated sludge biological process and advanced membrane filtration. They are used to treat municipal and industrial wastewater. Membrane modules are directly immersed in the activated sludge. The activated sludge is separated from the liquid as it passes through the membrane modules. Conventional sedimentation processes are not required as the small pores of an ultrafiltration membrane separate the suspended matter, bacteria, and viruses (pathogens) from the process liquid.
Where to use?
— Individual houses.— Small municipalities’ treatment plants.— Hotels, resorts and golf clubs.— Agricultural polluted wastewater.— Industrial chemical plants, mining camps slaughterhouses, dairy food
products, … etc.

What are users looking for in MBR system?
— Small footprint.— Competitive capital costs. — Reduced overall Life cycle costs.— Easy to install - lower construction time.— Easy to operate - lower maintenance.— Energy efficient - lower power consumption.— Decreased downtime for cleaning and maintenance.— High quality effluent – nutrient removal.
Features of MBR technologycompared to conventional processes
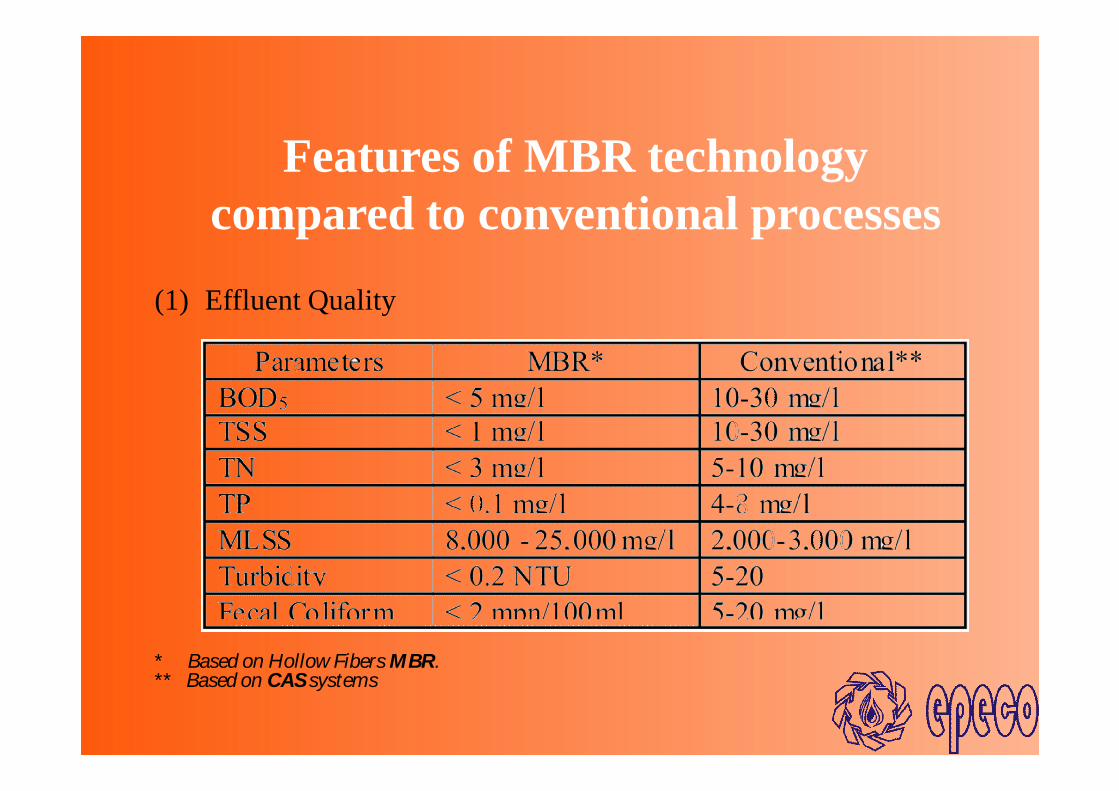
(1) Effluent Quality
* Based on Hollow Fibers MBR.** Based on CAS systems
Features of MBR technologycompared to conventional processes
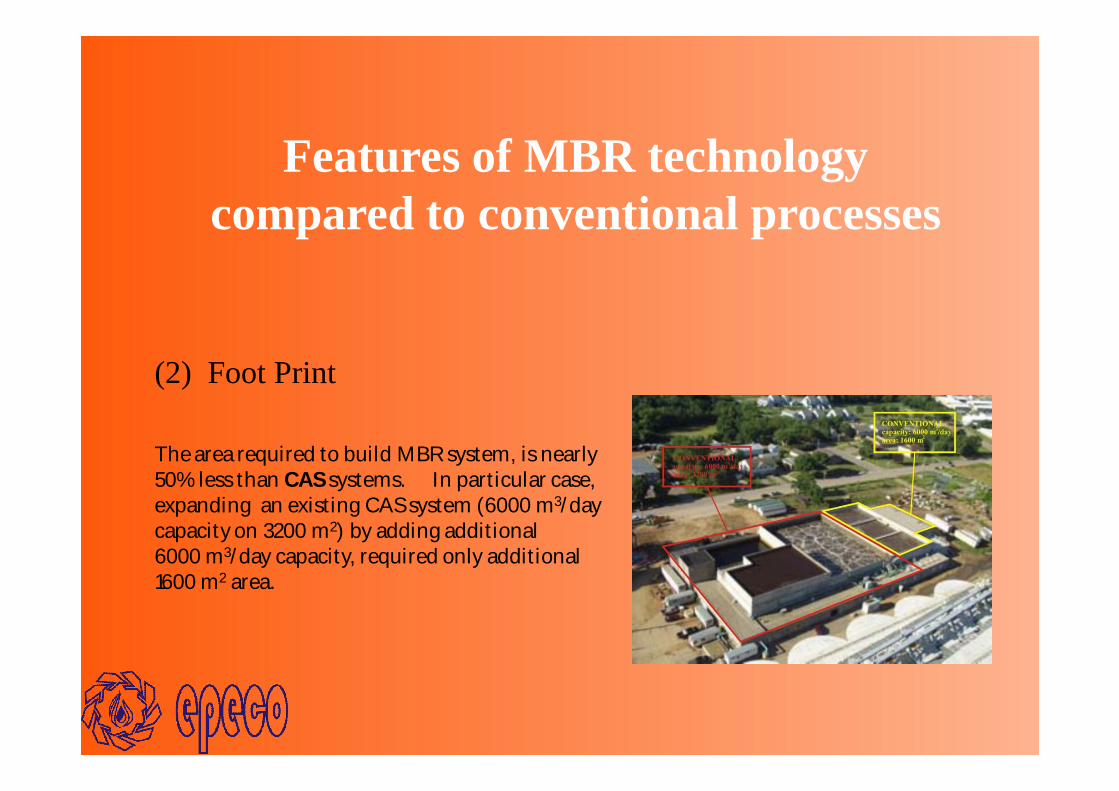
(2) Foot Print
The area required to build MBR system, is nearly 50% less than CAS systems. In particular case,expanding an existing CAS system (6000 m3/day capacity on 3200 m2) by adding additional 6000 m3/day capacity, required only additional 1600 m2 area.
The reasons for the less area required for building MBR systems as compared to ACS are:•High operating MLSS requires less aeration volume.•No clarifiers of any kind are required.•No tertiary treatment.•Less pipeworks & valves.•Less process sequences.•Less number and sizes of equipment.
(3) Operation at higher MLSS concentration
resulting in more consistent performance.
In MBR systems, MLSS, the measure of the incoming organic content, in the biological processing zone, can be increased to 8,000 – 25000 mg/l, compared to 3,000 – 7,000 mg/L for CAS systems. This can reduce the HRT significantly. The elevated biomass concentration allows for very effective removal of both soluble and particulate biodegradable materials at higher loading rates. It also tolerates for wider changes in hydraulic loading. Furthermore, increased SRT, usually exceeding 15 days, ensures complete nitrification, an important consideration in securing consistent effluent quality.
(4) Lower waste sludge production
The ability of MBR hold higher concentrations of MLSS, and having much longer SRTthan in CAS, allowed the MBR system to produce less waste sludge compared to CAS systems and consequently needs less sludge disposal frequency.
(5) Ease of operation and less operator attention
In CAS systems, there are many factors that sludge settling characteristics can change from one day to another. This requires time spent in lab analysis of several sludge samples. Subsequent adjustments to the plant (i.e. adjusting process cycles of CAS) might be needed, to maintain good settling characteristics. If the sludge doesn’t settle into a distinct layer, the plant may run the risk of compromised effluent quality. Laboratory tests and plant adjustments are greatly reduced with MBR systems since it works with relatively high MLSS and settling of sludge is not an issue.
Furthermore, additional mechanical equipment (for tertiary treatment) as well as the need to supply, store, and handle chemicals, are totally eliminated from MBRsystems. This is a serious operational issue in CAS systems operations.
In MBR systems, this reduction in the number of processes further improves system reliability and reduces process oversight by the operator.
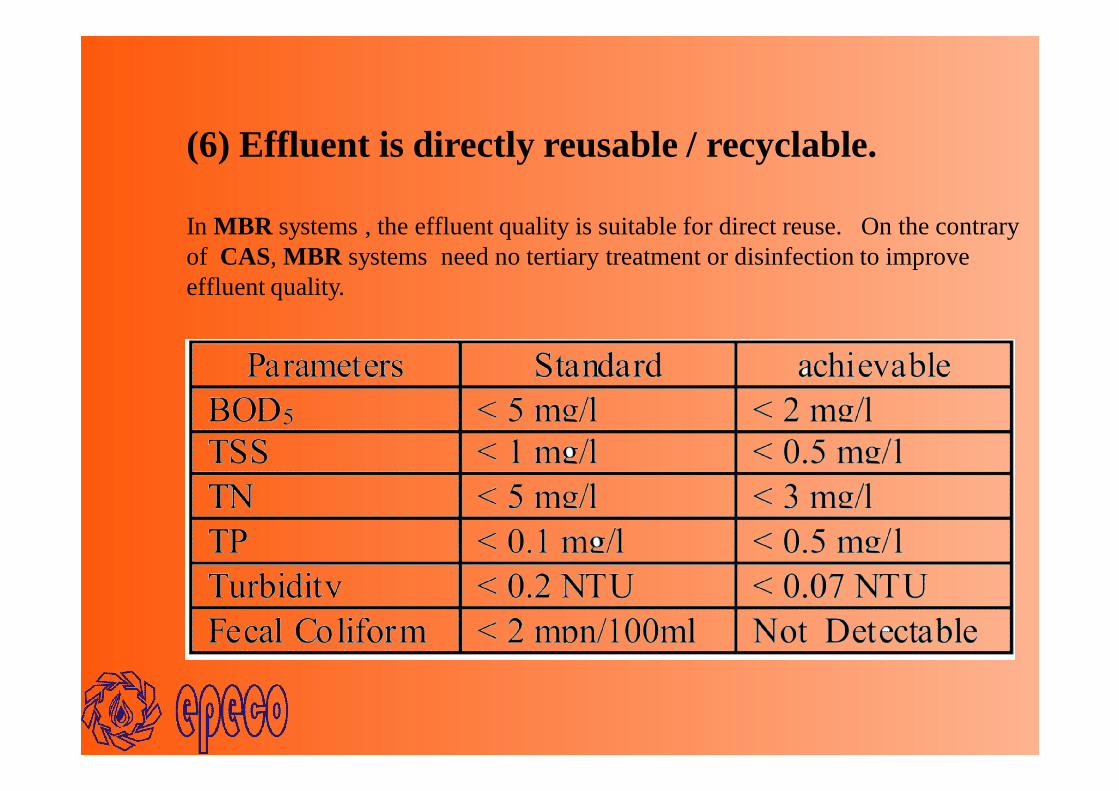
(6) Effluent is directly reusable / recyclable.
In MBR systems , the effluent quality is suitable for direct reuse. On the contrary of CAS, MBR systems need no tertiary treatment or disinfection to improve effluent quality.
(7) Modular expansion capability.
MBR systems are normally designed and built in modular formats. In most cases, existing MBRsystems can be extended by adding further modules.
In CAS, adding new lines might be necessary to increase the capacity.
(8) Sludge generated from the process requires less dewatering due to the high solid content.
MBR systems are designed to work with higher MLSS concentration and less frequent SRT(compared to CAS systems), resulting in low frequency sludge dewatering. Sludge dewatering takes place directly from the aeration tank-no need for process-clarifier/sludge holding tank.
(9) Disinfection is eliminated due to efficient membrane separation technology
Due to ultrafine poress of MBR membranes, microorganisms (pathogens, bacteria and viruses) are not allowed to permeate through the membranes. The effluent is nearly “disinfected” quality.
(10) Reduced operations costs.
MBR systems operation needs no permanent operator attendance, no operating chemicals, long sludge discharge intervals, little processing sequences and consistent effluent quality, will guarantee the minimum operating cost. To operate and maintain MBR no daily or even weekly operator tasks are required. MBR technology is nearly “Plug & Forget” system.
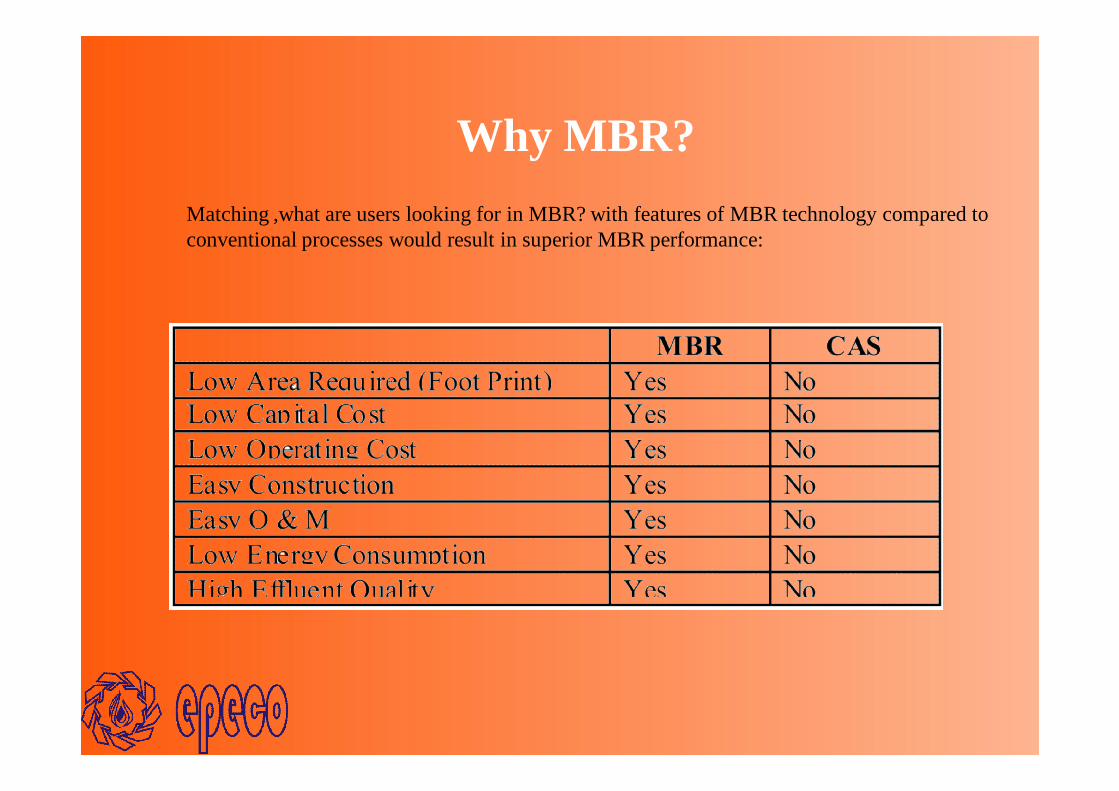
Why MBR?Matching ,what are users looking for in MBR? with features of MBR technology compared to conventional processes would result in superior MBR performance:





























