Embed Size (px)
Citation preview
C d m d k
NC machine to boost productivity Installation of a numerically controlled camshaft profile milling machine has enabled Aliens* to cut production time by 60%. The machine also gives a better surface finish than existing plant, re- ducing the post machining work.
The camshafts for medium sized diesel engines were produced on a Cincinnati Number 4 horizontal milling machine, using a specially designed attachment. This machine, however, did not have the capacity for the larger camshaft elements developed for an experimental engine.
The Vero CM30"~ is capable of machin- ing components from 3 - 9 in diameter and 12-30 in long. Bed lengths can be increased. There are power operated chucks at both ends of the work piece and a 10 hp main driving motor is capable of delivering 3750 lb thrust to the milling head. The X, Y and Z axes are powered by DC servo motors, with pulse width modulated amplifiers.
* W.H. Allen Sons & Co Ltd., Bedford, UK I" Vero NC Developments Ltd, South Mill Road, Regents Park, Southampton, UK
Currently only one camshaft is pro- duced on the Vero machine. While the profile is more accurate than that achieved using the Cincinnati machine, some pre-carburising grinding is still required.
Profiles and rates of machining are determined by information fed into the system on punched tape. Aliens described the programming as 'a bit complex!'. They have, however, just completed a development project to simplify the programming. The desired profile is fed into a computer which develops the data for the machine.
Aliens envisage that the machine will be in full production within 6 months, and that the accuracy will be sufficient to eliminate semi-f'mish grinding. In future, there will be no need to pro- duce master cams.
One disadvantage was quoted however. The camshaft milling attachment could be removed from the Cincinnati machine, enabling a variety of other operations to be performed. The Vero machine does not have this flexibility.
'Non-stick' mould surface Keller Industrie produce about 200 000 moulded plastic panels for automotive applications per month. A recent change in the mould coating process has enabled them to "reach the output required and at the same time keep our standards high."
During the process, PVC is electro-,, statically sprayed inside coated alu'- - minium moulds. A layer of plastisol is then applied and the form heated until the materials set.
Mould preparation
In the original system of mould pre- paration, two coats of'non.stick' material were required: a primer, sin- tered at 250°C for l0 mins, followed by a top coat which was sintered at 350°C for 45 mins.
Keller now coat the moulds with Du Pont's Teflon S 958-200, a blend of resins which gives a stratified Film: a fluorocarbon rich film at the surface and a layer containing less flourocar- bon at the coating - substrate inter- face. It is claimed that this improves adhesion, while retaining the 'non- stick' properties of Teflon. No release agent is required in the process.
At the Keller Industrie a single'coat of Teflon S is used: it is sintered for 20 rains at 300°C. Coating life is approxi- mately 200 cycles for each mould, and Du Pont describe the reject rate as: "none, when applied according to recommendations."
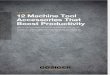
Cam profiles are produced more quickly and more accurately on a numerically controlled milling machine than by copying master cams
Teflon coated aluminium moulds require no release agent
252 TRIBOLOGY international December 1976