Embed Size (px)
Citation preview

Search Website
Home › Hero story › Conveying the benefits of automation
Conveying the bene栛쉬ts of automation28 January 2015 | Steed Webzell
Higher productivity starts with efficient materials handling; AMS investigates the latestinnovations
What are the main factors under consideration when looking to transport parts along an automotiveassembly line or move materials around a production plant? Speed, safety, reliability, flexibility, spaceand energy savings? Most probably, all of these and more besides. For this reason, many solutions arebespoke to fit the requirements of a specific application. With regard to transporting vehicle chassisalong an assembly track, examples of the latest best practice installations can be seen at the CastleBromwich, UK, plant of Jaguar Land Rover (JLR), which wanted to accommodate the XF Sportbrakeon the same line as its XF saloon. JLR turned to Comau to build a dedicated tabbing and framing cell that takes the Sportbrake body floorout of the existing XF saloon assembly line to have the unique side body panels, roof and othercomponents put in place, tabbed and then welded by robots before being returned to the mainassembly line. Comau selected LB Foster Materials Handling to design, make and install the conveyorsystem which lifts and transfers the cars for the cell. The first stage of the process features a powered roller conveyor, mounted on a hydraulic scissor lifttable, which itself is mounted on a traverse car to create a bridge over some of Comau's equipment.The lift has to raise the body floor by 1.75m to enable it to enter the tabbing and framing cell.
When the body floor is received at this first station, operators manually attach the side body panels andother structural elements which are tabbed to hold them in place for welding. Once this work iscomplete, the scissor lift raises the body and the transfer car moves forward at the required height tofeed it into the welding area. The roller conveyor supplied by LB Foster at this station is mounted on aspecial lifting assembly provided by Comau. Once the body is in the welding cell, the conveyor islowered – leaving the body on its skid – to enable welding by robots. The second stage of the project required LB Foster to complete a special takeout station that wouldprovide an inspection facility for quality purposes. The work had to be completed over one weekend
Register
more
more
more
NewsKJR in expansionprogramme UK – TheCoventrybasedmanufacturer of highspecification car…
JLR recreates 1948production line UK – TheDefender Celebration Lineat the Solihull plant, West…
First 2016 Acura ILX madeat Marysville US – Thesports sedan was completedon the 20th anniversary ofthe…
EquipmentNew solution for seal gapmeasurement ThirdDimension claims it hasdeveloped a new solution tosolve the…
Plugin safety lightcurtains Expanding itsrange of safety products,SICK claims its deTec2 Coretype 2…
From the EditorGrimsby. It’snot normallythought of asa hotbed oftechnological,
indeed any, innovation.Luckily,…Read more ›
For manyoutside theautomotiveindustry,vehicle
manufacturing is likely tobe viewed as a…Read more ›
JOIN AMS
View
Faro webinar: Latest scanningtechnology for the automotive
sector
Home Insight Magazines Events Webinars Directory About UsAdvanced Search

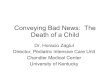
With the panels tabbed, the XF Sportbrake body is raised andmoved into the welding station
and involved the modification of an existing transfer car. Two apertures had to be cut from the sides ofthe transfer car to allow a new extending fork transfer device, with cam lift, to extend one side and pickup the body. This is then moved in the opposite direction and deposited on a modified roller bedoutside the fenced area so that operators can carry out quality inspection on the assembly.
The final stage of the project involvedproviding a oneway through route fromthe welding station back into the mainproduction line. This was achieved byinstalling a powered roller conveyor,mounted on a scissor table, just after thewelding station and a further unit at thestart of the return line. The side transfer was accomplishedusing another extending fork system, butthis time without a lift. The forks movethe body on its skid 6.75 metres acrossto the return line, where it is depositedonto another powered roller conveyormounted on a hydraulic scissor lift table.The table lowers the body to the floor before moving it to a transfer car that runs on twin steel runningtracks cast into the concrete floor. Incidentally, there is no physical link between the car and its powersource – it is all done through an induction cable system, again cast into the concrete floor. Increasingly innovative conveyors While conveyors can be considered mature technology, there is clearly plenty of scope for additionalinnovation. This is demonstrated by Intralox, which says that as automotive plants work towardsimproving output, flexibility, employee ergonomics and safety, many are turning to modular plastic beltsfor conveying fully assembled vehicles. Intralox has partnered with several global automotivemanufacturers to apply modular plastic belting technology to assembly lines. Compared with traditionalsteel conveyors, the company says that modular plastic belts offer more flexibility, with reduced pitrequirements, and do not need lubrication.
Intralox has recently developed its strongest and stiffest modular plastic belt yet. Intended specificallyfor moving vehicles, the design allows plastic to be used on longer, heavier and tougher applications.For instance, with a belt three metres across it is possible to safely pull 3035 vehicles, says thecompany. The belt features a highstrength, electrically conductive acetyl material, as well as a wearresistant material for concentrated load points.
In future, Intralox predicts that more vehiclemoving conveyors will be built above the floor using a lowprofile design. By eliminating pits, automotive plants can reduce capital costs and construction timesignificantly on new lines. This also means that lines can be reconfigured with ease for new model
changes. Of course, there are plenty of applications for innovative conveyors around the automotive plant whichdo not involve vehicle assembly. UKbased Conveyor Systems, for example, recently completed aproject to design and supply a conveying system incorporating both twin and single trolley cars thattransports cages of flat steel sheets weighing up to four tonnes to and from a hydraulic press producingbody panels.
AGVs hold the key
Among recent automatic guided vehicle(AGV) innovations from Handling SpecialtyManufacturing (HSM) is the MGV/AGV, amanually guided vehicle that can bequickly and easily automated as growth orthroughput dictates. Rather than highvolume plants, theMGV/AGV is aimed at facilities whereoutput is more modest, such as plants for
sector
Carl Zeiss webinar: Inlinemeasurement for car body
industries

HSM’s MGV can easily be transformed into an AGV
output is more modest, such as plants forluxury, sports, electric and recreationalvehicles. “Our goal in developing this piece ofequipment is to provide small to medium
sized vehicle plants with the means to easily move from their current manual assembly line processto a manually guided, then fully automated line without having to make significant infrastructurechange and investment,” says Thomas Beach, president at Handling Specialty. The MGV is a heavyduty, selfpropelled cart with a hydraulically powered scissor lift mounted in thecentre of the frame. It can be fully customised with regard to lifting capacity and deck size.Furthermore, the MGV allows companies to establish an assembly line with minimal installationcosts, as the cart does not require overhead or underfloor power, towline systems, conveyor beltsor lines. “The modular design of the MGV means it can be retrofitted with a control package that allows endusers to evolve into AGVs as they continue down the path of lean manufacturing,” says Beach.“Our simple migration path from MGV to AGV eases the financial risk for end users.”
Greater demand & throughput The automotive plant assisted by Conveyor Systems was looking to replace an existing AGV systemwith a more advanced transportation system to meet the increased demands and throughputs whichcoincided with the launch of a new vehicle being built alongside existing models. The trolley cars weredesigned to accommodate a range of heavyduty cages, either one large or two small, in six sizesranging from one metre up to 1.9m wide.
The cages holding the flat steel sheets are taken from the destacker and positioned on a heavydutyroller conveyor integrated into the twin cage trolley cars. These then feed to either side of the presswith an interconnecting single cage car oscillating between them, thus forming a layout in the shape ofthe letter ‘h’. Pressed body parts are then returned to the stacker and the process continues.
The cycle time from loading cages to offloading and return is only 4.5 minutes, which is well within theoriginal time allotted. However, aside from speed, the customer specified that the system had to beflexible and reliable, allowing clear access to the press for maintenance purposes and also offering thecapability to bypass the conveyors should the system for any reason break down. As the press requires cages to be fed from two sides, due to the need for left and righthandcomponents, the twin cage cars have to be capable of stopping in five different positions. Thisnecessitates ramping up the speed for accurate interfacing of the different sizes, a function that useslasers for positional accuracy and operator safety. Control panels are integrated into the individual cars,which also include a purposebuilt, heavyduty pallet roller conveyor with 89mm diameter rollers fittedwith twin sprockets, pitched at 158mm. The chain drive, which is facilitated by geared motors, is directdriven for easy adjustment and maintenance.
Stacking up the benefitsOne step earlier in the process, destacker technology is also moving forward apace. Here, AP&T saysit has produced a new destacker that meets automotive industry demand for increasingly rapidproduction. The unit can work twice as quickly as a conventional destacker, according to its maker, andis intended for large vehicle blanks such as doors, roof panels and sides.
Adapted for careful management of materials that include aluminium, the DSTDH destacker is basedon AP&T's standard modules and is equipped with double Gantry 200 feeders. Moreover, the centringtables have brushes to ensure scratchfree handling, while picking is performed with the assistance ofa vacuum. Capacity is up to 20/40 blanks per minute (single/double blanks measuring up to 3,500 x2,000mm).
Remaining in the same area of the plant,Rob Pitera, DeStaCo’s global productdirector for end effectors, says thebiggest trend right now for stamping

The KBK Aluline manipulator crane assists assembly workers
Production line speed can be improved by swapping traditionalsteel end effectors for lightweight, aluminium versions
press operators is retooling productionlines to gain speed. This makes itpossible to move more parts through theline and increase production withouthaving to expand the facility. “Movingparts faster is not as simple as justramping up the speed of the line’sautomated components,” says Pitera.“Carelessly trying to boost speed canstress tooling, thereby accelerating wearand tear on the machines andincreasing the risk of downtime.” Pitera adds that to properly increase
production line speed, manufacturing engineers should start by switching traditional steel end effectors– the tools that pick and place the material being stamped – with new lightweight tooling. “Highstrength aluminium end effectors can be used to increase production line speed by up to 30% withoutoverworking other automation components,” he says. “Lightweight end effectors also allow for theinstallation of smaller robots that are faster and more efficient than the highpayload machinesdesigned for heavy tooling.” Since each vehicle production line is unique, it is important that the end effector tooling selected for theupgrade is modular or can be customised. This enables manufacturing engineers to tailor the
production line for a specific application, instead of trying to modify standard tooling. DeStaCo has just added more than 150 parts to its Accelerate Collection of lightweight tooling, whichincludes: crossbar and triaxis transfer press components; clamp blocks, Tclamps and parallel clamps;sheet metal gripper mounting brackets; and sensormounting components.
“When building new workholding tools, car manufacturers can take advantage of the latest productsdesigned to save energy and space,” concludes Pitera. “For instance, modern vacuum cups, which areused as end effector contact points in the majority of stamping facilities, can now be equipped withstateoftheart, single line Venturis that offer instantaneous release and cut air use by half.”
Gains from cranesInternational studies prove thatergonomic workplace design has animmediate impact on productivity –so says crane manufacturer Demag,which is inviting automotive plants tobenefit from the productivityopportunities that its latest KBKAluline has to offer.
The KBK Aluline is said to be one ofthe smoothestrunning systems onthe market, even for loads of up to2,000kg. Providing fast and simpleinstallation and conversion, Demagsays that the system offers low noiselevels and is virtually maintenancefree.
The modular system features six different aluminium profile sections in four sizes, and an integratedconductor line for two profile sizes. As a result, unique combinations can be created with steelprofile sections for maximum distances between suspensions.
To receive biweekly updates on global manufacturing and production, please subscribe to our freenewsletter. Available in English, Chinese, Portuguese and Spanish.