Embed Size (px)
DESCRIPTION
Summary and description of Nida-Core products.
Citation preview
541 NW Interpark Place Port St.Lucie FL 34986 Tel:1-772-343-7300 Fax: 1-772-343-9700
RIGID-ELASTIC TECHNOLOGY HANDBOOK:
F O R E W O R D We have continuously challenged the traditional thought in core materials, and, succeeded, judging by the number of industry awards bestowed upon products incorporating our patented technology. It is possible to obtain high strength, low-weight, cost-effective core materials; it is also possible to obtain simultaneously high impact resis-tance, virtually zero water absorption, high dimensional thermal stability, sound and thermal insulation ... not sur-prisingly the competition never wanted you to know it. It gives us the greatest pleasure to present NIDA-CORE Structural honeycomb, Nida-Core exclusive RIGID-ELASTIC technology and other associated products and services offered by Nida-Core Corporation. It has taken plastic honeycomb technology over 25 years to become a reality - from initial and isolated laboratory prototypes to a reality of mass produced parts & structures, serving customers globally. NIDA-CORE Structural honeycomb is in more areas everywhere, at the core; from the hulls of mega-yachts in the Mediterranean Sea and passenger ferries in China, to snowboards on the slopes of the French Alps; from Commercial housing projects in British Columbia and Telecommunication Shelters in Florida, to Public Transit Buses in California and Brazil … we are proud to say, we have made it all possible. Our accomplishments are as of yet unrealized by 50 year old competitors in the industry. No other core material technology in the world can offer similar versatility. Nida-Core plastic honeycomb technol-ogy (RIGID-ELASTIC TECHNOLOGY), while being light, tough, quiet, resilient and at a fraction of the cost of PVC and SAN foams, has made sandwich composites a reality in applications even when the competing alternative remains wood. Nida-Core Structural Honeycombs are becoming the standard in marine sandwich construction : in 2006 over 40 000 boat hulls and decks were produced utilizing Nida-Core Structural Honeycomb Materials. It is for this reason that Nida-Core Corporation has remained a leader in the supply of solutions. We are confident that our extensive experience will lend itself to any application under consideration. Unlike other catalogues that list the full range of products available from a company beyond which nothing more can be had, ours is a starting point. Be sure to check with our website www.nida-core.com which is updated on a continual basis and contains the latest information available to us. Our complete product list is limited only by available materials and current tech-nology. With your imagination, your product requirements, and our experience, we can create new products with benefits answering your needs. Thank you again. We are looking forward to working with you very soon. Sincerely, Damien J. Jacquinet President
WWW.NIDA-CORE.COM
C O N T E N T S 2 Foreword
4 What is RIGID-ELASTIC TECNOLOGY?
7 Why sandwich construction?
9 Design Guidelines
11 Overview of core materials
16 Comparison Table
17 Marine Industry Applications
21 Marine Interiors Applications
22 Architectural Industry Applications
25 Civil Engineering Industry Applications
26 Transportation Industry Applications
28 Decorative Panels
29 Industrial Applications
30 CNC Kit Cutting
31 Wind Energy Industry Applications
32 Tub and Shower Industry Applications
33 Solid Surface Industry Applications
38 NidaCore Structural Honeycombs
40 Balsalite
41 Matline
42 NidaFusion STO and STF
46 NidaBond products
47 Foamline
48 NidaFlow
49 NidaCore FC
50 Nord Composites tooling Resin
51 NidaFoam Structural Foam Products
56 How to use NidaBond Transom Compound
59 Working with NidaBond
60 Working with Nida-Core
76 Working with Nord Composites Tooling resin
79 Working with Balsalite
81 Design Details
85 Packaging and Shipping Info
86 Mechanical Data Pages
103 Product options
105 Terms and Conditions
WWW.NIDA-CORE.COM
What is Nida-Core Rigid-Elastic Technology?
Polypropylene is a thermoplastic polymer with Visco-elastic properties. Bee-developed honey-comb in hexagonal form is one of the most efficient structures found in nature. Using complex process-ing techniques, a proprietary co-polymer compound of polypropylene can be formed into honeycomb panel stock, resulting in a structure with excep-tional specific rigidity (stiffness to weight) and en-ergy absorption, while incorporating the material benefits of visco-elasticity. Composite sandwich panel constructions using Nida-Core Honeycomb are the realization of this RIGID-ELASTIC TECHNOLOGY. Honeycombs can be constructed with many differ-ent materials. The most common method of fabri-cation is adhesive bonding flat sheets of material with offset lines of adhesive, and subsequently ex-panding them to open the cells. This technique is commonly used to used fabricate honeycomb from paper or aluminum products. By contrast, honey-combs may be constructed from thermoplastic ma-terials by extruding profiles through a die and then joining them by thermal fusion to form large blocks, which eliminates the need for adhesives. Regard-less of the method used, sheet stock can be cut from the large blocks of honeycomb in the same fashion as foam or end-grain balsa. However, the sheet stock cut from the extruded profiles will pos-sess mechanical properties in the longitudinal and transverse directions of the core that differ from the properties of adhesively bonded and expanded honeycombs. Extruded honeycombs, such as Nida-Core H8 PP, have equal properties in either axis. Although the use of sandwich construction in ma-rine applications often has been the subject of de-bate, the problems that stimulate the debates are typically traceable to early boat designs that employed inadequate building methods or specified the wrong core material for the engi-neered load. These isolated incidents, however, are not the norm. The great majority of sandwich constructed boats have performed well over the years. Why is honeycomb sandwich panel con-struction used? The primary reason is to maximize the mechanical efficiency of structures to save weight and raw materials. Sandwich panels mimic the characteristics of an I-beam, using flanges to support tensile and compression loads, with a shear web joining the flanges. Composite skins constitute the flange portions of the I-beam. Instead of using narrow webs, as is done on the
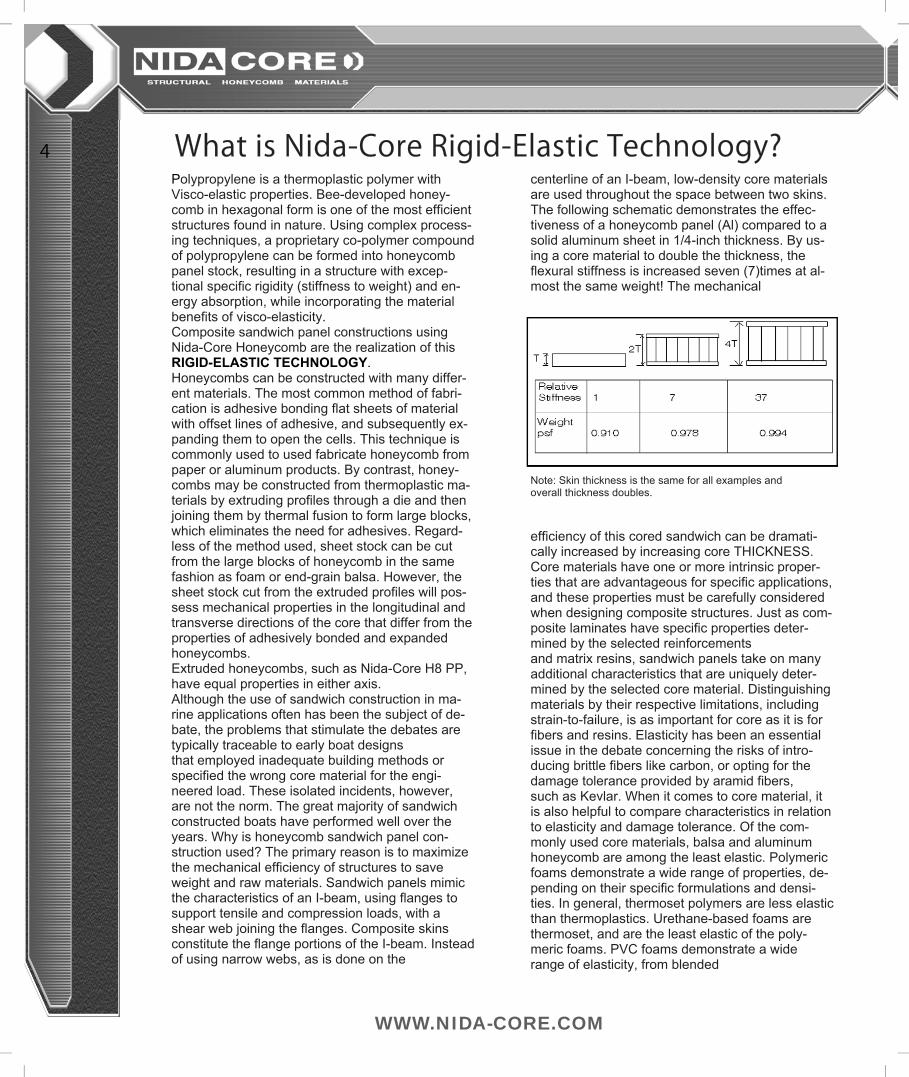
centerline of an I-beam, low-density core materials are used throughout the space between two skins. The following schematic demonstrates the effec-tiveness of a honeycomb panel (Al) compared to a solid aluminum sheet in 1/4-inch thickness. By us-ing a core material to double the thickness, the flexural stiffness is increased seven (7)times at al-most the same weight! The mechanical
Note: Skin thickness is the same for all examples and overall thickness doubles. efficiency of this cored sandwich can be dramati-cally increased by increasing core THICKNESS. Core materials have one or more intrinsic proper-ties that are advantageous for specific applications, and these properties must be carefully considered when designing composite structures. Just as com-posite laminates have specific properties deter-mined by the selected reinforcements and matrix resins, sandwich panels take on many additional characteristics that are uniquely deter-mined by the selected core material. Distinguishing materials by their respective limitations, including strain-to-failure, is as important for core as it is for fibers and resins. Elasticity has been an essential issue in the debate concerning the risks of intro-ducing brittle fibers like carbon, or opting for the damage tolerance provided by aramid fibers, such as Kevlar. When it comes to core material, it is also helpful to compare characteristics in relation to elasticity and damage tolerance. Of the com-monly used core materials, balsa and aluminum honeycomb are among the least elastic. Polymeric foams demonstrate a wide range of properties, de-pending on their specific formulations and densi-ties. In general, thermoset polymers are less elastic than thermoplastics. Urethane-based foams are thermoset, and are the least elastic of the poly-meric foams. PVC foams demonstrate a wide range of elasticity, from blended
4
WWW.NIDA-CORE.COM
“cross-linked” foams to “linear” foams. Of the foam types commonly used, SAN (Styrene-AcryloNitrile) Foams are the most forgiving, but cost is at a pre-mium. It also is common in foams for the tempera-ture resistance to decrease when their elasticity is increased. This is RIGID-ELASTIC TECHNOL-OGY. This is Nida-Core. By comparison, Nida-Core thermoplastic honeycombs (or RIGID-ELASTIC TECHNOLOGY) have elasticity in the 200 percent range! In real-life terms, the better the elasticity, the greater the IMPACT STRENGTH and derived TOUGHNESS. Or, in reverse comparison, the stiffer the core material, the better it transfers im-pact and vibration energy from the side of the im-pact (or outside skin) to the inside skin, thus sub-jecting the inside skin to face buckling, delamina-tion or catastrophic failure. The basic design crite-rion for RIGID-ELASTIC TECHNOLOGY is dam-age tolerance — a measure of the panel’s retention of its structural properties after damage compared with its undamaged properties. It is considered de-sirable for core to deform elastically yet remain in-tact with the facings. This enables a panel to sup-port a considerable percentage of its designed dynamic loads, despite the damage. In theory, this property can be advantageous when parts are designed to be “under-built,” that is, they have the damage tol-erance calculated into the part itself, thus saving weight and cost. Another important design aspect of RIGID-ELASTIC TECHNOLOGY is its ability to dampen sound and aid in quieting the structure. One must not confuse the two acoustical phenom-ena: sound transmission loss and sound absorp-tion. Sound transmission loss relates to the use of sandwich panel as a sound barrier, in which case elastic honeycomb core is not very effective in higher frequencies, although it is extremely effec-tive in lower frequencies. (In the 125 to 150 Hz range of structure-borne vibrations.) Another great plus for all honeycomb sandwiches is great fatigue resistance and toughness. By nature of its design, a honeycomb’s cells form thousands of small webs inside the panel, which means that failure of a web (or even a series of webs) does not inevi-tably lead to catastrophic failure of the whole panel. The criteria for sound transmission loss is high weight and low flexural stiffness (just the opposite of RIGID-ELASTIC TECHNOLOGY), which is why lead is an effective sound barrier. The visco-elastic nature of the plastic honeycomb technology effectively cancels out the sound and vibration of
energy in a given frequency range. It also is aided by the shape of the honeycomb cell, where sound waves bounce from cell wall to cell wall and get further absorbed by the visco-elastic nature of the plastic. It should be understood that not all thermo-plastics are viscoelastic. Polypropylene, which is used in Nida-Core H8PP, is visco-elastic and gives H8PP its unique properties of impact resistance, resilience and sound damping. The hexagonal cell form provides the compressive strength that sepa-rates the two skins to maintain panel stiffness. Im-pact loads are dissipated by the elastic and damped response of the core under the skin — a controlled deflection with recovery. This equates to the spring-and-shock-absorber system used in automotive suspension. Without the damping com-ponent, the structure would respond like a spring and have resonance. Damping indicates an energy conversion, or hysteresis. The “Law of the Conser-vation of Energy” states that energy cannot be cre-ated or destroyed; however, you can convert the energy to another form. In this case the kinetic en-ergy of the impact is converted into small amounts of heat as the viscous nature of the polypropylene provides resistance to deflection, as well as to re-covery. The damped resilience permits the use of lower safety factors in designing structures be-cause they are less prone to catastrophic failure. Other core materials, such as balsa and rigid foams, will be initially stiffer, stiff enough to tempt a designer to use thinner laminates. While they may be more rigid, that very rigidity makes them prone to catastrophic failure under impact because there is no damping or shock absorption. Failure modes in balsa-cored panels include con-tra-coup de-lamination where a plug of end-grain balsa is dislodged under the impact point, which pushes the opposite skin from the core. Rigid foams will demonstrate different failure modes, such as diagonal core ruptures or delaminations starting in the zone under the point of impact, where the core is crushed but the skin recovers. These are all forms of brittle failure. Since balsa- and rigid foam-cored sandwiches are very reso-nant, they have, in some cases, demonstrated catastrophic failure when subjected to operating conditions at their natural harmonic. Sandwich core structures made with thin, high-strength skins and H8PP polypropylene honey-comb core also demonstrate the desirable
5

WWW.NIDA-CORE.COM
acoustic property of “constrained layer damping.” All materials have a “natural harmonic” or a fre-quency at which they will sympathetically vibrate. Polypropylene’s “natural harmonic” is at a very low frequency of 125 to 150 Hz. The nor-mal “problem hearing range” is 1000 to 3000 Hz. Therefore, the material’s natural harmonic is far below the “problem hearing range.” The nature of sound is that the lower the frequency, the greater amount of energy is required for the sound to be heard. To quantify the difference, the amount of energy required for a 50-Hz noise to be noticed is 1 million times that required for a 3000-Hz noise. This constrained layer damping serves to limit the conduction of structure-borne sound in applications such as bulkheads, decks and stringer systems in boats, automobile load floors, sound enclosures and speaker cabinets, etc. To prevent conduction of sound from one side to the other in most single-wall applications, either the wall has to have a lot of mass or sub-stantial absorbers need to be added on the sur-face. (Sound transmission straight through a wall is referred to as “airborne” sound, even when a wall separates, for example, two rooms otherwise completely sealed off from one another.) Bulk-heads designed with H8PP successfully reduce the sound transmission through damping, where other, heavier construction materials may reso-nate sympathetically and pass the sound on to the other side. By thermo-fusing polyester based scrim cloth with polypropylene-based barrier film under-layment, Nida-Core provides a 100 per-cent bonding surface compatible with most resin systems. The dead air space inside the cells pro-vides insulation (an R factor of 3.3 per inch of thickness) not unlike the double-pane windows in a modern dwelling. While most cores excel in providing one or two desirable properties, only Nida-Core RIGID-ELASTIC TECHNOLOGY is designed to provide all of them — insulation, stiffness, chemical resistance, toughness and light weight —with the added bonus of sound absorption. NOT ALL PLASTIC HONEYCOMBS ARE EQUAL! Only Nida-Core Structural Honeycombs have the proper hexagonal cell structure. Only Nida-Core Structural Honeycombs use a proprietary copoly-mer composition to achieve a superior tempera-ture tolerance/elasticity combination. Only Nida-Core is extruded in large blocks fused together without using low-melt polymers.
Imitations using parallel fusion of small diameter tubes can not match the performance of Nida-Core, utilize inferior grade plastic compounding that is brittle in cold temperatures and fail unpredictably as compared to perfect hexagonal shaped cell cores like Nida-Core Corp ‘s Structural Honey-comb(H8PP and 8HP). HONEYCOMB SUMMARY In short, many claims and counter-claims may be made about which product has the best properties for a given application. The structural properties that you actually achieve are very dependent on the manufacturing process. You must design struc-tures with physical properties based on real values that the shop can consistently produce. With elon-gation exceeding that of any other type of core material, Nida-Core Structural Honey-comb is the toughest, most resilient core available. Under stresses beyond its design loads it deforms and stretches; however, it remains intact and, unlike with foams, stress cracks do not travel, but remain localized for easy repair. Polypropylene honeycombs remain a viable core of choice for su-perstructures, floors, bulkheads, stringers and hull sides as well as numerous small composite parts and structures. It is difficult to compare core materials using only he mechanical data. As noted previously, many other properties must be consid-ered to properly evaluate the overall situation. While some core materials have certain properties that are exemplary, one shouldn’t look at these isolated properties without taking into ac-count other aspects, including cost. While most cores provide one or two desirable properties, only Nida-Core RIGID-ELASTIC TECHNOLOGY is designed to provide them all — insulation, stiffness, chemical resistance, toughness and light weight and sound absorption Fully considered, nothing available provides the cost/performance benefits of RIGID-ELASTIC TECHNOLOGY from Nida-Core.
6
WWW.NIDA-CORE.COM
WHY SANDWICH CONSTRUCTION? Sandwich construction has been well established in the composites industry for well over 40 years. Naval designers specify sandwich construction for much the same reason architects use I-BEAMS and trusses: to increase stiffness and strength while at the same time decrease weight. The honeycomb core in a sandwich laminate acts much the same as the web in the I-BEAM by connecting the load bearing skins. The increase in stiffness is directly re-lated to the height of the web (or thickness of the core).
Due to the fact that some earlier boats used either inadequate building methods or the wrong core material for the engineered load , sandwich construction is often debated. However these isolated incidents are not the rule and most sandwich constructed boats have performed well over the years. Famed Composites Pioneer Mr.Brandl writes: “The main function of the core material is to distrib-ute local loads and stresses over large areas. Local stresses applied to one side of the sandwich have only a reduced local effect because the exposed skin and the core will distribute the loads to a larger area of sandwich. Because of this fact, a sandwich structure generally exhibits superior behavior under bending, torsion, impact and compression, parallel or perpendicular to the skins. Beside its function of a spacer and connecting unit between the skins, a core material for boat building must therefore ex-hibit enough resilience to absorb impact stresses. Its ability to cushion and absorb shocks in alternat-ing stresses and torsion loads, passing from skin into the core, as they occur in a boat under practi-cal conditions, is a necessary requirement of the core. Such dynamic stresses as well as impacts, should the core not be resilient, can result in se-vere damage and eventual destruction of the entire structure. A boat or ship should, with all required stability and homogenous stiffness, not be an inflexible struc-ture. It should be a mechanically stabilized
structure, which still allows movements within the elastic range of its materials. It should further ex-hibit the characteristic to withstand short term over-loading without destruction and lasting damage. Generally, one can encounter unexpected loads and stresses by two alternatives. One is to design to such a limit that the structure will in every case be many times stronger than the unexpected loads, i.e., the structure would have to be over-engineered and be overweight. A more advanced engineering concept is to counter the unexpected loads by a structure, which, having sufficient mechanical strength and stiffness, is still in a position to withstand peak loads without damage of serious consequences to the structure. In order to realize this concept, a rigid elastic struc-ture is a prerequisite design criterion.” The following advantages of sandwich construc-tion are discussed in this chapter:
IMPACT STRENGTH A sandwich construction using honeycomb core with its high degree of resiliency is more im-pact resistant than a single skin laminate with equal or higher weight. A customer of Nida-Core Corp. in the Caribbean islands had a 65 foot commercial charter boat, cored entirely with Nida-Core Corp. polypropyl-ene honeycomb (less hull bottom), including hull sides, deck and superstructure, scratched and water damaged during a major hurricane on a coral reef (damage to the uncored hull bottom only). Insurance company agreed to write off the boat on condition that customer takes boat out of service and does not attempt to repair it. The charter boat operator agreed to dismantle the boat and discard of it. Using one of the marina’s cranes, they hoisted the 50,000 # boat 50 feet in the air and dropped it onto con-crete parking lot, hoping that they would so be able to collect the pieces and discard of them in the dumpster. To much of their astonishment the boat remained completely intact, with no visible structural damage. They repeated the pro-cedure continuously for 3 days to no avail. To ac-complish their mission they had no other alter-native than to rent a chainsaw to cut the boat into pieces. Although, somewhat extreme of an example, it clearly indicates the superior nature of Nida-Core cored
7
WWW.NIDA-CORE.COM
sandwich construction in boats. The increase in impact strength, as compared to single skin laminates is better demonstrated if one sees the core as a shock absorber that evenly supports the outside skin from impacts and protects the inside skin, while still having enough elasticity to maintain the bond line be-tween the core and the skins. Experience shows that although sandwich con-struction is not completely puncture proof it significantly increases skin penetrating puncture resistance. The more brittle cross-linked PVC and SAN foams would simply crumble and shear under a severe impact, whereas polypropylene honey-comb cored structures would be locally dam-aged, however the core structure would be intact and cells, although elongated would still keep their structure and shape, ready to ab-sorb or withstand more impacts and compres-sion. COST & WEIGHT Weight affects different modes of transportation in a different way. For instance, sailboats, extra weight does not automatically translate into higher operating cost, but affects performance. In full displacement type sailboats cored hulls can aid in insulation, lower cooling/heating costs. In power boats up to 20’ in length, the effects of sandwich construction can be marginal, as weight advantages can be achieved by alter-nate means. But as the boats get bigger the, weight becomes increasingly more important, as the weight translates directly into extra cost of pushing the extra mass and the initial extra cost of sandwich construction is quickly over-come. As the weight get lighter, boats will get improved range, need less power, can carry more cargo or people and need less tankage, thus improving interior space. Therefore the cost of the sandwiched boat, when compared to the single skin solid laminate boat, becomes a very cost-effective approach at over long term operating expenses.
VIBRATION DAMPING/ SOUND ATTENUATION With is natural harmonic of 125-150 Hz poly-propylene is known for its excellent vibration damping /noise absorption properties. Almost all of our customers, after switching from a differ-ent core material, have notified us that they have noticed a significant change in boats being quieter. Noise and vibration travel well through a single skin laminate. Boats with cored hulls are simply quieter. Balsawood and brittle foams transfer noise energy directly through the laminate. Polypropylene and some more elastic foams dampen the noise energy due to their elastic nature.
THERMAL INSULATION Thermal insulation in vessels must be consid-ered: as most often the boat sits in water much colder than the ambient temperature, condensation forms, leaving the vessel stained and allows the mildew to form. Sandwich con-struction significantly aids in eliminating the condensation and associated bilge water. The cored insulating layer coincidentally eliminates the need for highly flammable spray-in polyure-thane .
DISPLACEMENT BOATS There seems to be a general misconception that displacement and commercial boats must be solid , since weight is not the primary con-cern. One should not confuse solid with tough and strong. Since properly designed sandwich con-struction significantly aids in impact strength when compared to the single skin(solid) lami-nates we believe that sandwich construction would significantly aid in general safety of dis-placement vessels. The arguments for using com-posite sandwich construction are overwhelming. There are no good reasons for using single skin fiberglass construction that can not be countered with better reasons for using a tough resilient core material.
8
WWW.NIDA-CORE.COM
THE CLUB SANDWICH In yachts over 60 feet club sandwich approach, where a single extra layer of fiberglass is added between the two layers of core, is often utilized. This is one of the most effective ways to utilize the properties of polypropylene honey-combs since due to its nature, honeycomb shear properties are reduced when thickness
of the core is increased beyond a certain limit. By utilizing two thinner layers of honeycomb versus one thick layer of honeycomb, one will significantly increase the overall performance of the laminate. Additionally, even when the out-side skin is punctured or ripped, the middle and inside skins will remain intact, and the vessel will most certainly maintain its watertight ability.
DESIGN GUIDELINES
SHEAR PROPERTIES Shear strength is used as one of the input factors to determine the sandwich laminate thickness. Although important, it should be noted that laboratory tests regarding shear properties do not do justice so some of the materials, primarily honeycomb. Since ASTM test standards for testing for SHEAR Ultimate specify a core sample size, essentially a thin strip of material that is then loaded and meas-urement taken. If composite structures and pri-marily boats were thin strips of sandwich lami-nate, this test results would directly translate into real world. Fortunately, what one should look at, when considering honeycomb laminates, is large panel performance and shear elonga-tion. Honeycombs in general do not work well in thin strips, since the panel is crimped from the edges and honeycomb cells do not work prop-erly at edges when structure is broken. A structure should be evaluated as a
whole, not just a section of it, as many of our competitors are trying to convince you. In early 1960s and 1970s, a lot of boats were built with an early version of PVC linear foam, with ultimate shear strength of around 94 psi. Several of these boats are still in service and have been obviously very successful designs. The faulty presumption that shear strength is the key design parameter is simply not true and mostly elaborated by core manufacturers that lack in other areas of performance. When designing structures using polypropylene honey- combs, one must remember that there is a sig-nificant difference in the value of the stress and strain at yield than there is at shear ulti-mate. Polypropylene honeycomb can stretch and carry loads without failure after the yield point, so that the value at ultimate shear is still higher than at yield. Most PVC cross-linked foams have shear elongation only 15-20% and PVC linear foams have shear elongation between 40-80%. Polypropylene honeycombs exceed even that figure by a large margin. It is best demon-strated by holding a small piece of core and attempting to bend it over a small radius pipe. Cross-linked PVC foams will simply snap in half whilst you can repeatedly do the bending for hours without any effect on polypropylene hon-eycomb. ABS and other classification society rules base one of the criteria for design on the ultimate shear strength. A thorough designer must therefore consider the most important test for core materials – Shear strain in %, or shear elongation after the yield point (ISO 1922) which most accurately determines the degree of toughness for a spe-cific core. It is not important whether one uses the shear yield or shear ultimate value in design, what is important that based on these figures, ap-propriate safety factors are built in. For polypropylene honeycomb one can design much higher up the elastic curve because the factor of safety is in the balance of the elastic range of the curve, and then in shear elongation after yield. We are not saying here that suc-cessful designs can not be made with cross-linked PVC or Balsawood, with inherently low shear elongation factors, simply the shear stress must be in the lower portion of the curve and
9
WWW.NIDA-CORE.COM
not too close to the yield. However, even the balance of the elastic range of the curve is seldom sufficient under severe impacts. Primary focus should be stiffness, while at the same time ensuring there is an adequate safety margin to fall back on. If the structure is stiff enough, the stresses are usually low. However, stiffness without damage tolerance is not a desirable criteria. Several different sources have been used to obtain criteria for composites boat construction. Some are adaptations of wood designs with interchangeable single skin fiberglass equiva-lent. Several criteria is derived from equivalent designs using metallic materials , primarily alu-minum. This criteria seems to work well with some older types of core materials but are lacking when it comes to NEW core materials such as polypropylene honeycomb, especially when thinner skins are used. Most design criteria lacks in areas where stresses beyond normal loads are applied. The primary goal of most Naval Architects is to design a structure with adequate stiffness, resistance to buckling and impact tolerance. All of these criteria are achievable with Nida-Core Structural Honeycomb. It must be also reminded that the basis of most design criteria nowadays when it comes to core thickness is from era before multi-axial stitched reinforcements, which are generally higher in STRENGTH and STRONGER but not as THICK and therefore not quite as STIFF. Multi-axial stitched reinforcements are ideally suited for sandwich construction, since skins provide the strength and the core material pro-vides the thickness, and therefore also STIFF-NESS. SANDIA NATIONAL LABORATO-RIES In the early 1990’s Sandia National Laborato-ries in Albuquerque , NM conducted a series of tests to determine the best suited material for the construction of their planned blast chamber for laboratory test purposes. Existing chambers were made of steel, were expensive to main-tain, and most importantly were hard and time consuming to reload. Sandia engineered a blast chamber with
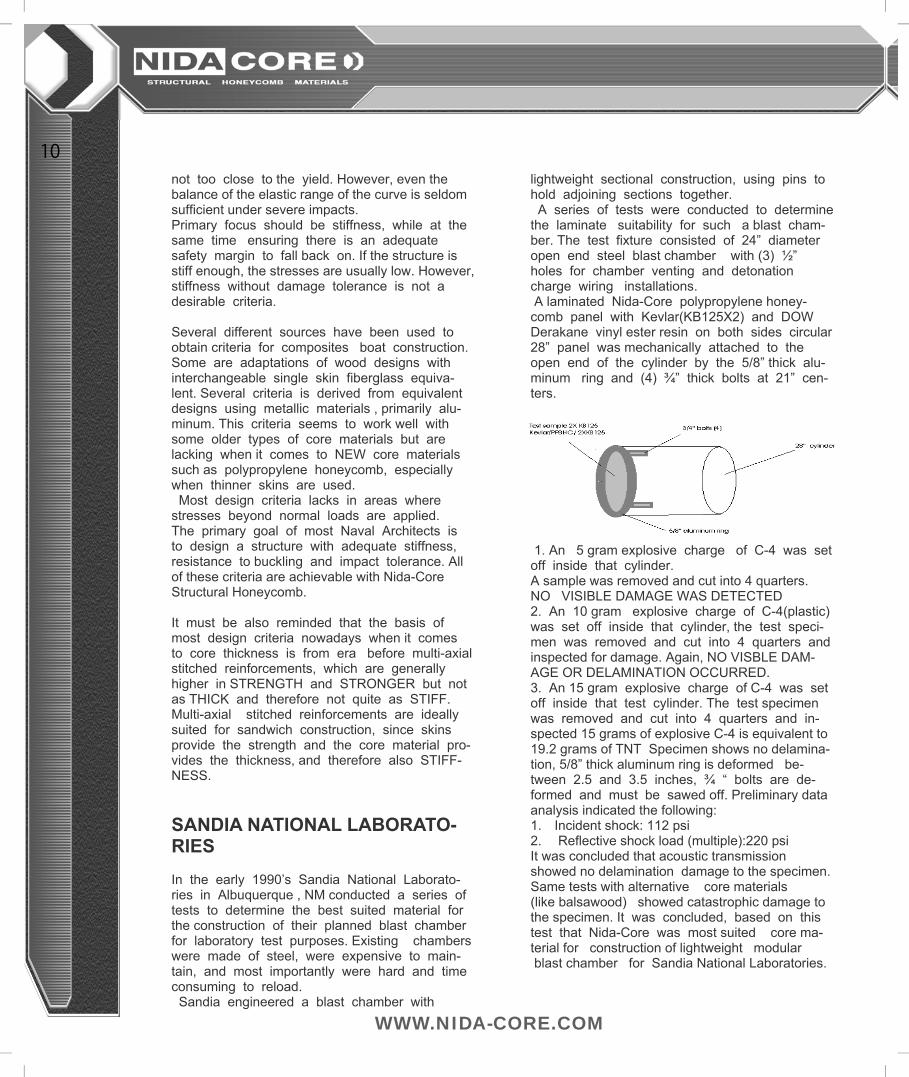
lightweight sectional construction, using pins to hold adjoining sections together. A series of tests were conducted to determine the laminate suitability for such a blast cham-ber. The test fixture consisted of 24” diameter open end steel blast chamber with (3) ½” holes for chamber venting and detonation charge wiring installations. A laminated Nida-Core polypropylene honey-comb panel with Kevlar(KB125X2) and DOW Derakane vinyl ester resin on both sides circular 28” panel was mechanically attached to the open end of the cylinder by the 5/8” thick alu-minum ring and (4) ¾” thick bolts at 21” cen-ters.
1. An 5 gram explosive charge of C-4 was set off inside that cylinder. A sample was removed and cut into 4 quarters. NO VISIBLE DAMAGE WAS DETECTED 2. An 10 gram explosive charge of C-4(plastic) was set off inside that cylinder, the test speci-men was removed and cut into 4 quarters and inspected for damage. Again, NO VISBLE DAM-AGE OR DELAMINATION OCCURRED. 3. An 15 gram explosive charge of C-4 was set off inside that test cylinder. The test specimen was removed and cut into 4 quarters and in-spected 15 grams of explosive C-4 is equivalent to 19.2 grams of TNT Specimen shows no delamina-tion, 5/8” thick aluminum ring is deformed be-tween 2.5 and 3.5 inches, ¾ “ bolts are de-formed and must be sawed off. Preliminary data analysis indicated the following: 1. Incident shock: 112 psi 2. Reflective shock load (multiple):220 psi It was concluded that acoustic transmission showed no delamination damage to the specimen. Same tests with alternative core materials (like balsawood) showed catastrophic damage to the specimen. It was concluded, based on this test that Nida-Core was most suited core ma-terial for construction of lightweight modular blast chamber for Sandia National Laboratories.
10
WWW.NIDA-CORE.COM
OVERVIEW OF VARIOUS CORE MATERIALS A general overview of various core materials used within the boat building industry is pre-sented in this chapter. Although no core material is the answer to every possible application, this chapter will highlight the various aspects of different core materials widely used in the composites industry. A table In the end of this chapter (page 16) lists the various comparative properties. End grain Balsawood End grain Balsawood ,(such as Nida-Core Bal-salite) started to become a widely used core mate-rial in the early 1960’s when the end grain con-figuration was introduced. Balsawood is exceptional in static laboratory tests. The perpendicular end grains form a structure not unlike a miniature honeycomb, achieving a maximum compression strength of any core material available. The high compression values contribute significantly to the stiff nature of sandwich panels built with balsa. Balsawood also exhibits exceptional Shear val-ues. Unfortunately these values presented are based on laboratory tests featuring a ½” thick panel, where balsa is at its peak in shear val-ues. Shear values are reduced SIGNIFICANTLY where thickness is increased. Another weakness of balsa is the impact toler-ance, since being a stiff material, impacts are readily transmitted from the outside to the in-side skin, the end grain splitting easily, thus delaminating the inside skin without detection of damage on the gel coat side of the sand-wich. The void between the inner skin and the core will collect condensation which will eventually result in severe water damage to the core itself. Even when the damage stays localized as opposed to foams, where damage travels parallel to the skins, reaped impact in the same area can re-sult in a catastrophic failure of the sandwich structure. Since balsa is a light weight wood with low resistance to water vapor and humid-ity it is always dependent on proper manufacturing or repair techniques. Generally, a balsa cored boat will require more maintenance and care as compared to some alternative materials. Balsa behaves well in a fire since it retains its structural load carrying ability in a fire for much longer period than foams. Balsa is best suited for non-dynamic, high compression
requirements structures or localized parts of structures. Urethane Foam-Filled Honeycomb Poly Urethane foam-filled honeycombs, such as (Nida-Core Corp’s Tecnocore brand) combine the best of both technologies: foam and honeycomb. By itself, each of these core materials have some significant drawbacks: Paper honeycomb is difficult to process, since it lacks bonding surface (unlike Nida-Core PP honeycomb) and foams are generally brittle and friable with low compression and chemical resistance values and their failure mode is often catastrophic. By combining these technologies, foam-filled honey-comb has optimized the relationship between honeycomb and polyurethane foam. The draw-backs of foam-filled honeycomb are often in-consistent density and cost due to compli-cated manufacturing process. SAN Foams SAN (styrene-acrylonitrile) , a thermoplastic resin, based linear foams (like Corecell) have been successfully used in composite sandwich con-struction. Typically, SAN foams exhibit higher mechanical properties than equivalent PVC and urethane foams. Albeit at a much higher cost, SAN foams exhibit good toughness characteristics, however, as with all foams, the failure mode , when reaching its ultimate stress is catastrophic , resulting in 45 degree crack propagating easily as sandwich panel continues to flex. Once the failure occurs, the foam does not return to its original state of mechanical properties. Urethane Foams Urethane foams are often mistakenly compared to polyisocyanurate foams, which are widely used in marine construction, even if they were developed for mobile home insulation applica-tions due to their higher fire resistance proper-ties and higher heat tolerances. Compared to straight polyurethanes (like Nida-Core Corp’s Foamline brand), polyisocyanurate (like Nida-Core Foamline 2# density foam) foams are much more friable and can degrade over time.
Additional references: Page 40;43; 88;101
11

WWW.NIDA-CORE.COM
Polyurethane foams have been widely used in boat building and composite structures since mid 1960’s and next to plywood, probably more boat transoms have been successfully built with polyurethane foams than with any other core material. Contrary to some misguided marketing efforts polyurethane high density foam remains as one of the most suitable applications for boat tran-soms. Polyurethane foams exhibit exceptional chemical (styrene) resistance and heat toler-ance (up to 250F) and actually improves its me-chanical properties with age. Its weaknesses include catastrophic failure under ultimate shear stress, therefore it is not suitable for dy-namically loaded structures such as boat hull sides and decks.
Plastics are divided into twogroups:”thermoplasti-cs” and “thermosets”. Thermoplastics are lin-ear, whose long, string like molecular chains are arranged in a random amorphous fashion
and can move relative to each other when heated and stay in their new position when cooled. Thermoplastics can be repeatedly thermo-formed. Cross-linked PVC foam is thermoset. Cross-lined foams have anchor points between molecular chains, which result in higher stiff-ness but less toughness. Thermosets, because of the cross-linked structure, normally have a higher heat distortion temperature than thermo-plastics. CROSS-LINKED PVC FOAMS Thermoplastics and thermosets can be blended, and the molecular strings can therefore be anchored too a certain degree. When thermoset resins (usually di-isocyanate) is blended into PVC resins, a foam with increased mechanical prop-erties, higher heat distortion properties and better solvent resistance is created. However the cre-ated foam (like Klegecell, Airlite) have its shortcom-ings: elongation of these foams is often only 10-20% versus 50-80% for the linear foams. Also-resulting brittleness lowers the impact resistance
and shear easily under impact, whereas delamination also occurs parallel to the bond line. Cross-linked PVC foams are also critically close to temperature tolerance generally pro-duced by polyester resins. The author of this manual has often witnessed PVC foams damaged and softened by combination of styrene vapors and heat from exotherm of polyester resins. Several cross-linked PVC manufacturers are adding plasticizers to the resin blend which can cause problems in the future since plas-ticizers tend to migrate out of the foam over time, leaving behind a different foam than the structure was originally engineered around. Outgassing is another problem with cross-linked PVC foams. Since PVC foams are noted for their low heat tolerance, outgassing can become a significant problem where dark colored laminates are used. The unpredictable phenomenon, outgassing, occurs when foam is heated and CO2 is formed within the foam, which in turn tries to force itself out and tends to push the outside skin away. Cross-linked PVC foams are manufactured by expanding in a water steam chamber. Since the di-isocyanate component in the PVC foams needs a water molecule for the chemical reaction (generally described as wa-ter-blown) as opposed to CFC blown. Lower density foams are stored for short pe-riod in a temperature and humidity controlled environment for aging, higher density foams require more time for cure/polymerization. Fully cured PVC foam does not normally outgas. LINEAR PVC FOAM Linear PVC foams (like Airex) have been suc-cessfully used in various forms since mid 1950’s. Even when linear PVC foams exhibit lower mechanical properties than cross linked PVC’s, in real life situations linear PVC foams offer one of the best damage toler-ance and toughness in foams, making it ide-ally suitable for boat hull construction where repeated impacts are a way of life . In gen-eral terms it makes the hull go over the
12
WWW.NIDA-CORE.COM
waves like a rubber band as opposed to stiff cored structure where it cuts through the waves. Its ultimate failure modes are much more suitable for dynamically loaded structures as it boasts 50-80% elongation factors. The resistance to chemicals (styrene) is limited and one must be very careful with implement-ing proper shop procedures and using proper resins/adhesives. A major drawback for linear PVC foams is its inherent lack of temperature tolerance, making it virtually unsuitable for marine superstructure construction where mechanical properties can suffer from repeated heat cycles endured in marine environments.
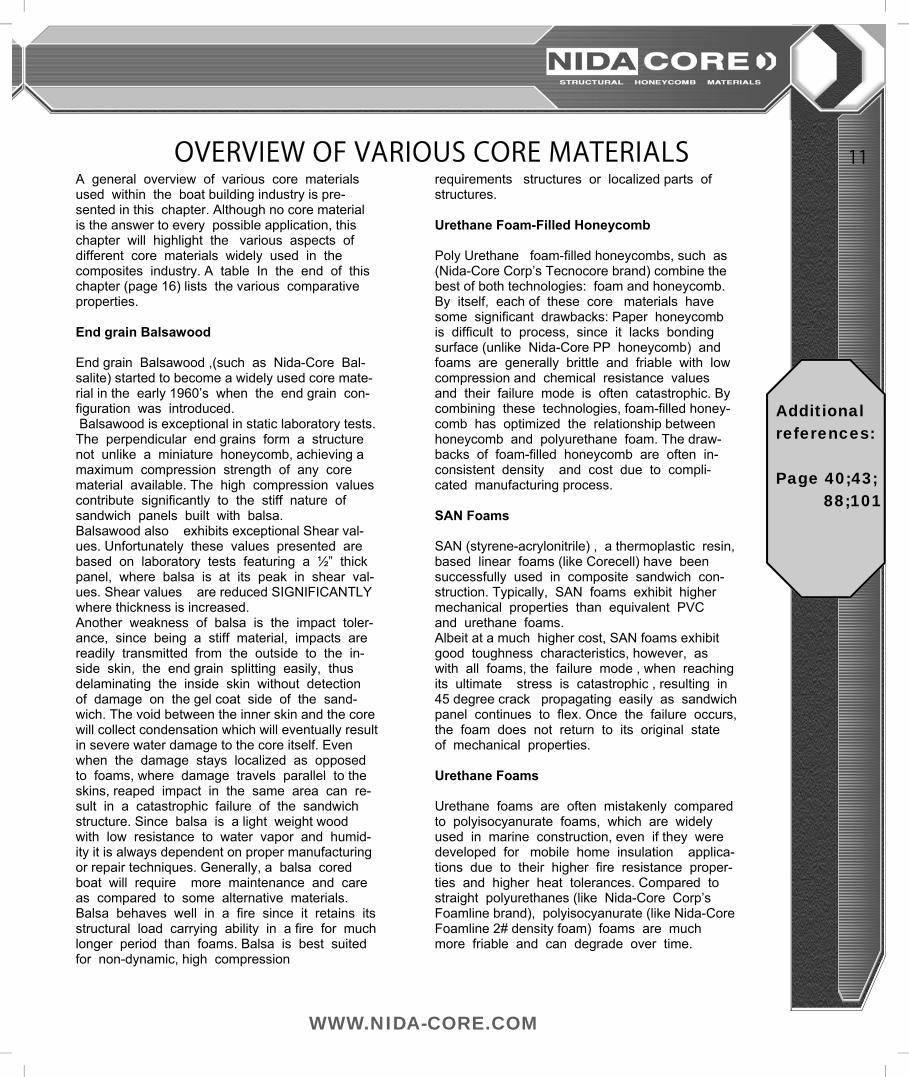
At around 7am local time on Tuesday November 19, 2000 a fire broke out by the lifting-fans near the engine-room of the Norwegian Alta-class air-cushion catamaran minesweeper KNM Orkla. The vessel was off the west coast of More og Romsdal when it sent out an emergency signal and civilian vessels were soon on the spot, immediately evacu-ating 26 of the 33 strong crew. The fire took only seven minutes to engulf the bridge; apparently the flames spread through the funnel. The CO and six others remained onboard to fight the fire. As the minesweeper took part of the Norwegian naval ex-ercise Flotex 02, which involved the majority of the Norwegian navy, it was possible to dispatch a num-ber of naval vessels to the area, including three MTBs keeping the area clear of civilian traffic and establishing a safe-zone, the MTB-force tender KNM Valkyrien, the frigate KNM Bergen, acting as command-ship for the rescue- and firefighting-operation, and the large coastguard-vessel KV Svalbard.
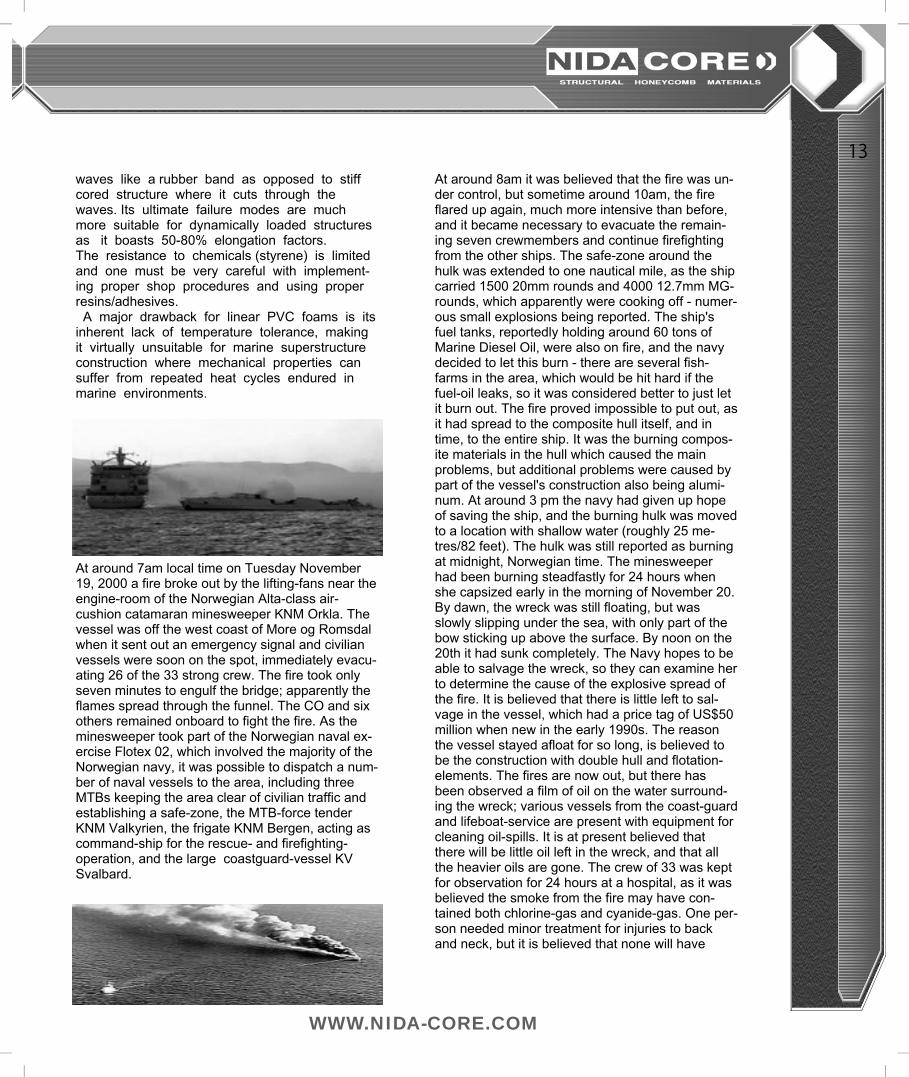
At around 8am it was believed that the fire was un-der control, but sometime around 10am, the fire flared up again, much more intensive than before, and it became necessary to evacuate the remain-ing seven crewmembers and continue firefighting from the other ships. The safe-zone around the hulk was extended to one nautical mile, as the ship carried 1500 20mm rounds and 4000 12.7mm MG-rounds, which apparently were cooking off - numer-ous small explosions being reported. The ship's fuel tanks, reportedly holding around 60 tons of Marine Diesel Oil, were also on fire, and the navy decided to let this burn - there are several fish-farms in the area, which would be hit hard if the fuel-oil leaks, so it was considered better to just let it burn out. The fire proved impossible to put out, as it had spread to the composite hull itself, and in time, to the entire ship. It was the burning compos-ite materials in the hull which caused the main problems, but additional problems were caused by part of the vessel's construction also being alumi-num. At around 3 pm the navy had given up hope of saving the ship, and the burning hulk was moved to a location with shallow water (roughly 25 me-tres/82 feet). The hulk was still reported as burning at midnight, Norwegian time. The minesweeper had been burning steadfastly for 24 hours when she capsized early in the morning of November 20. By dawn, the wreck was still floating, but was slowly slipping under the sea, with only part of the bow sticking up above the surface. By noon on the 20th it had sunk completely. The Navy hopes to be able to salvage the wreck, so they can examine her to determine the cause of the explosive spread of the fire. It is believed that there is little left to sal-vage in the vessel, which had a price tag of US$50 million when new in the early 1990s. The reason the vessel stayed afloat for so long, is believed to be the construction with double hull and flotation-elements. The fires are now out, but there has been observed a film of oil on the water surround-ing the wreck; various vessels from the coast-guard and lifeboat-service are present with equipment for cleaning oil-spills. It is at present believed that there will be little oil left in the wreck, and that all the heavier oils are gone. The crew of 33 was kept for observation for 24 hours at a hospital, as it was believed the smoke from the fire may have con-tained both chlorine-gas and cyanide-gas. One per-son needed minor treatment for injuries to back and neck, but it is believed that none will have
13

WWW.NIDA-CORE.COM
problems related to the smoke. It should be stressed that the extremely rapid - almost explosive - spread of the fire is not directly related to the use of GRP as a hull construction material. While ex-perience with shipboard fires in solid GRP ships is limited, that which is available to date shows that solid GRP actually acts as a fire-retardant, limiting the spread of fire and insulating surrounding com-partments from transmitted heat. The culprit in the case of the Orkla is the use of a sandwich material which appears to act as a fire accelerant, as well as giving off large clouds of choking smoke and toxic gas. The fire on the Orkla vindicates the deci-sion of the Royal Navy and other designers to use solid GRP (precisely because of its much greater fire resistance) and ignore the siren calls of those promoting the "more advanced" composite con-struction. While the loss of Orkla is tragic, it does come at a timely moment. The same composites used in her construction that have burned so disas-trously are being extensively promoted for future construction on the grounds that they allow the construction of ships with a very low radar cross section. The Swedish Visby class and the new Nor-wegian FAC Skjold both use these materials as their primary hull construction materials and it can be assumed that they are every bit as vulnerable to fire as the poor Orkla. The same materials have been promoted for use in future US Navy construc-tion, particularly with regard to the DD(X) destroyer and the newly-emerging Littoral Combat Ship. This raises a question; these are all ships that are in-tended to go in harm's way. If a simple engine room fire can cause a disastrous conflagration re-sulting in the loss of the ship, what will happen when surface combatants using these materials get hit by things that are designed to explode and cause fires? Explosive weapons cause fires in the ships they hit; that is a given. Even for steel ships fire is perhaps the deadliest danger they face - how much more so for a ship whose very hull can be burned to the waterline? Perhaps the loss of the Orkla is a salutary lesson that will come in time to save other navies from exposing themselves to the risk of such losses. PAPER and ALUMINUM HONEYCOMBS Even though paper honeycombs are widely used in composites industry, mainly due to its cost, the author of this manual does not be-lieve it is practical to use material so easy to
degrade with coincidental damages in marine or outdoor environment. Paper honeycombs are better left to the packaging industry, especially in untreated form. Aluminum honeycombs are unsuitable in most marine related industries due to its processing costs and materials used. Another problem is that aluminum honeycomb bond line is limited to a small area-the thin cell wall. A small resin ring has to form around each cell to “grab” the core, so cre-ating the bond. This is achieved with adhesive films in aerospace industry. In the aircraft industry, alu-minum honeycombs are used extensively, mainly due to the reason that there are no foams that can withstand the extreme process tempera-tures required to produce parts for the aero-space industry. POLYPROPYLENE STRUCTURAL HONEY-COMB (RIGID-ELASTIC TECHNOLOGY) Polypropylene material is noted for its inherent toughness, extreme chemical resistance and elongation. Polypropylene honeycomb (like Nida Core PP) is based on the design principle that, in bending, the largest part of the load is carried near the extreme fibers of the beam, and very small bending stresses are developed near the neutral axis. This principle is best illustrated by an analogy with the I-BEAM theory: The facing or skin material of a sandwich panel acts as the flanges of an I-BEAM and the core is equivalent to the web. Therefore, extremely strong lightweight panels can be made by using high strength materials as fac-ings (like fiberglass) and lightweight low cost HON-EYCOMB as the core. As with I-BEAMS, the thicker the core (web), the greater the resistance to bending and the longer the distance that the beam or panel can span Some honeycombs have dif-ferent mechanical properties values for length and width direction due to the fact that core is weaker against or parallel to the glue line. Ex-truded (like Nida-Core PP) honeycombs are equal in both direction since they are not glued like traditional honeycombs. Manufacturers of core materials make many claims and counterclaims about which product has the better properties. The structural properties that you actually achieve are also very dependant on the manu-facturing process. You must design structures with physical properties based on real values that the shop can pro-
14
WWW.NIDA-CORE.COM
duce consistently. With elongation exceeding that of any other type of core material, poly-propylene honeycomb is the most resilient, toughest core available. Not affected by wa-ter, chemical agents used in composites in-dustry, and due to its thermo fused (not glued) scrim with its but remains intact and unlike foams stress cracks do not travel, but remain localized for easy repair. Polypropylene honey-combs can easily be thermoformed or vac-uum-bagged in place without the need for scoring in many instances, unlike foams. Poly-propylene honeycombs remain a viable core of choice for superstructures, floors, bulk-heads, stringers and hull sides as well as nu-merous small composite parts and structures. It is difficult to compare core materials using the mechanical data only. Many other proper-ties are necessary to properly evaluate the overall situation. The following table was cre-ated to show that a core material for use in composites construction must be evaluated using a multitude of properties. While some core materials have certain properties that are exemplary, one shouldn’t look at these properties alone without taking the other as-pects into account.
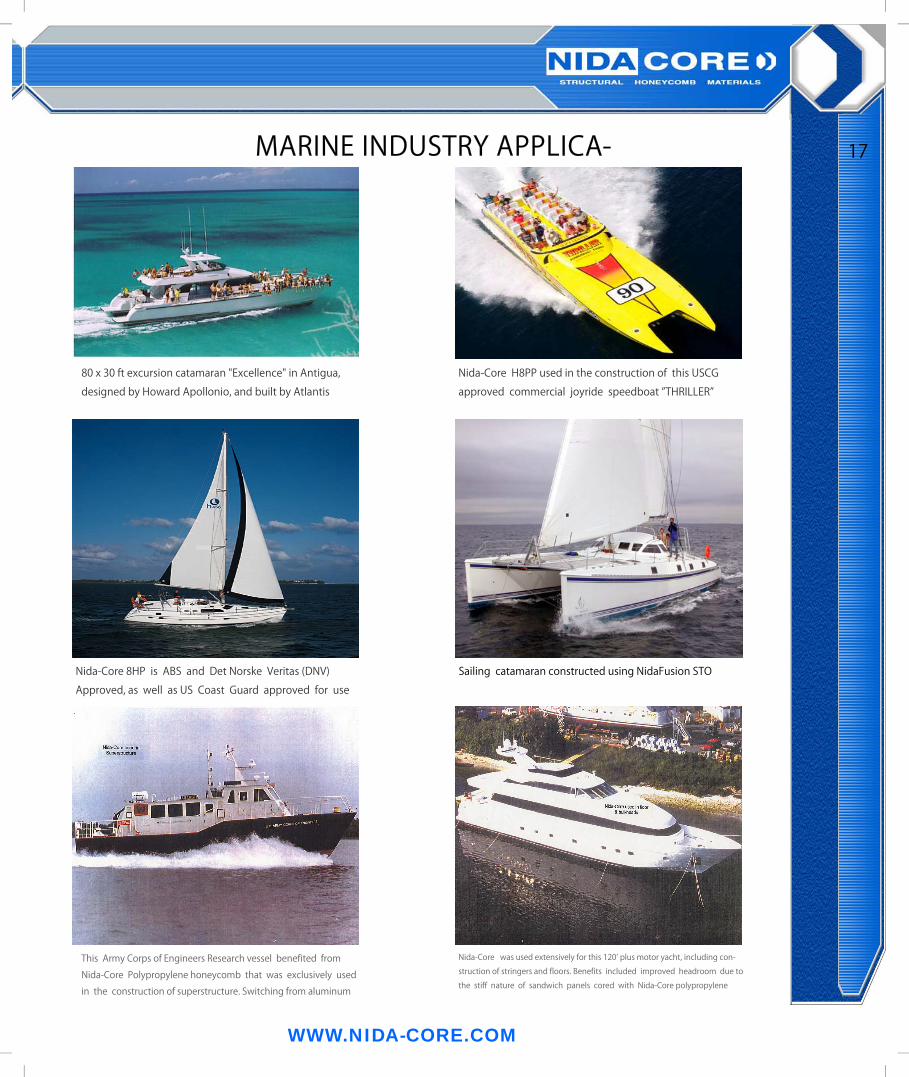
Kraft paper honeycomb+18 oz WR at same point
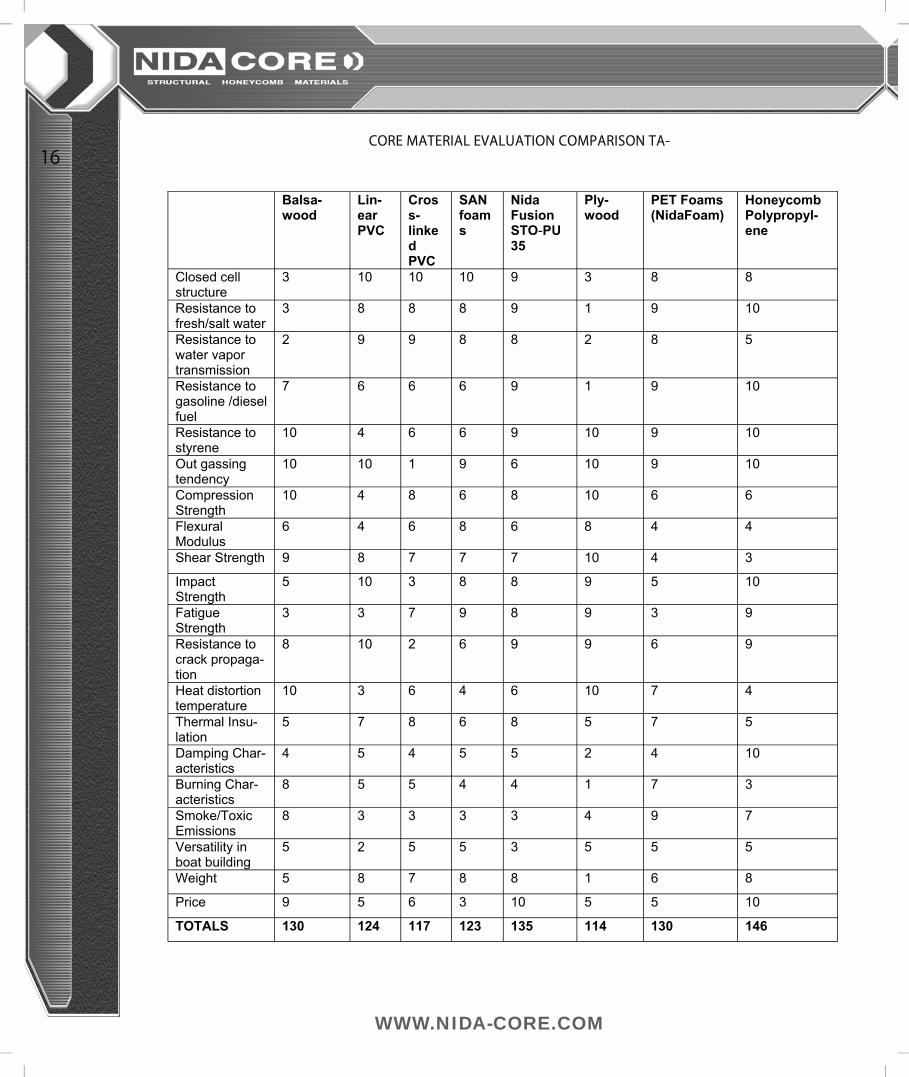
Nida-Core H8PP 20 mm +18 oz WR panel shows
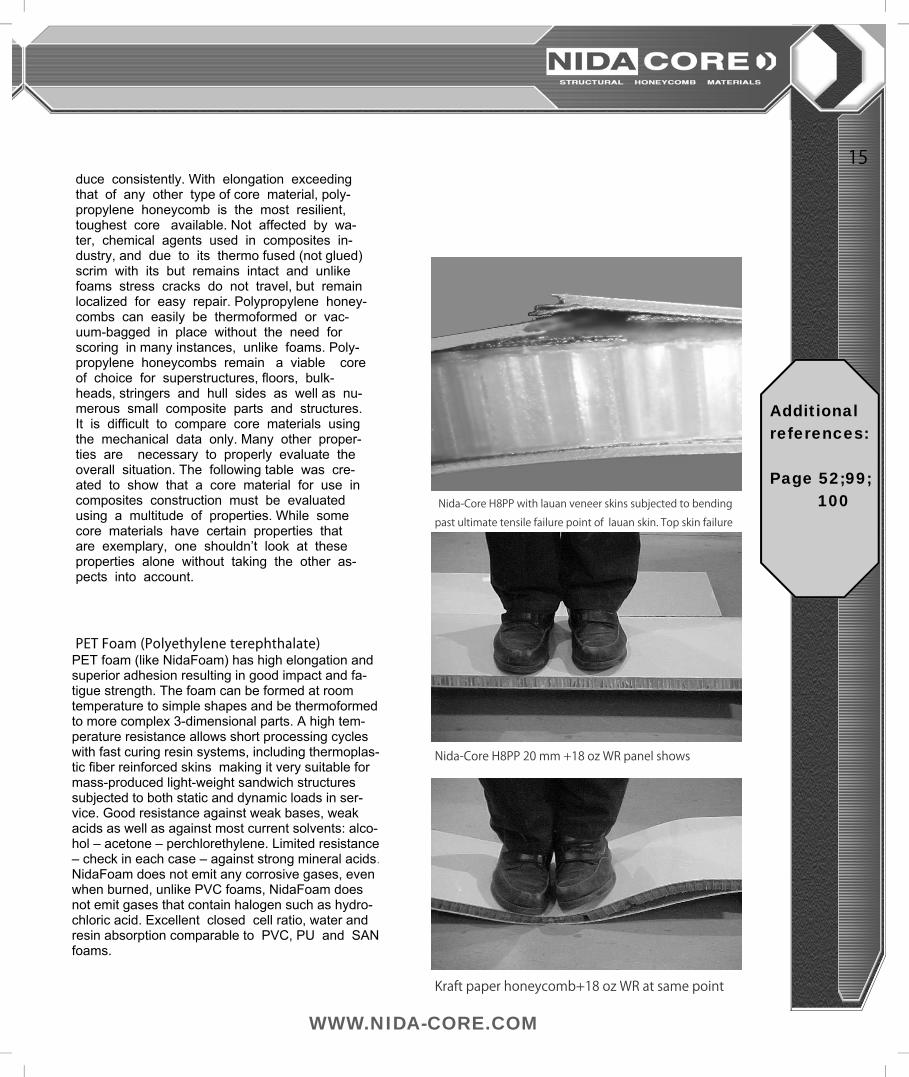
Nida-Core H8PP with lauan veneer skins subjected to bending
past ultimate tensile failure point of lauan skin. Top skin failure
Additional references: Page 52;99; 100
15
PET Foam (Polyethylene terephthalate) PET foam (like NidaFoam) has high elongation and superior adhesion resulting in good impact and fa-tigue strength. The foam can be formed at room temperature to simple shapes and be thermoformed to more complex 3-dimensional parts. A high tem-perature resistance allows short processing cycles with fast curing resin systems, including thermoplas-tic fiber reinforced skins making it very suitable for mass-produced light-weight sandwich structures subjected to both static and dynamic loads in ser-vice. Good resistance against weak bases, weak acids as well as against most current solvents: alco-hol – acetone – perchlorethylene. Limited resistance – check in each case – against strong mineral acids. NidaFoam does not emit any corrosive gases, even when burned, unlike PVC foams, NidaFoam does not emit gases that contain halogen such as hydro-chloric acid. Excellent closed cell ratio, water and resin absorption comparable to PVC, PU and SAN foams.
WWW.NIDA-CORE.COM
Balsa-wood
Lin-ear PVC
Cross-linked PVC
SAN foams
Nida Fusion STO-PU 35
Ply-wood
PET Foams(NidaFoam)
Closed cell structure
3 10 10 10 9 3 8
Resistance to fresh/salt water
3 8 8 8 9 1 9
Resistance to water vapor transmission
2 9 9 8 8 2 8
Resistance to gasoline /diesel fuel
7 6 6 6 9 1 9
Resistance to styrene
10 4 6 6 9 10 9
Out gassing tendency
10 10 1 9 6 10 9
Compression Strength
10 4 8 6 8 10 6
Flexural Modulus
6 4 6 8 6 8 4
Shear Strength 9 8 7 7 7 10 4
Impact Strength
5 10 3 8 8 9 5
Fatigue Strength
3 3 7 9 8 9 3
Resistance to crack propaga-tion
8 10 2 6 9 9 6
Heat distortion temperature
10 3 6 4 6 10 7
Thermal Insu-lation
5 7 8 6 8 5 7
Damping Char-acteristics
4 5 4 5 5 2 4
Burning Char-acteristics
8 5 5 4 4 1 7
Smoke/Toxic Emissions
8 3 3 3 3 4 9
Versatility in boat building
5 2 5 5 3 5 5
Weight 5 8 7 8 8 1 6
Price 9 5 6 3 10 5 5
TOTALS 130 124 117 123 135 114 130
Honeycomb Polypropyl-ene
8
10
5
10
10
10
6
4
3
10
9
9
4
5
10
3
7
5
8
10
146
CORE MATERIAL EVALUATION COMPARISON TA-16
WWW.NIDA-CORE.COM
MARINE INDUSTRY APPLICA-
Nida-Core H8PP used in the construction of this USCG
approved commercial joyride speedboat ”THRILLER”
This Army Corps of Engineers Research vessel benefited from
Nida-Core Polypropylene honeycomb that was exclusively used
in the construction of superstructure. Switching from aluminum
Nida-Core was used extensively for this 120’ plus motor yacht, including con-
struction of stringers and floors. Benefits included improved headroom due to
the stiff nature of sandwich panels cored with Nida-Core polypropylene
80 x 30 ft excursion catamaran "Excellence" in Antigua,
designed by Howard Apollonio, and built by Atlantis
Nida-Core 8HP is ABS and Det Norske Veritas (DNV)
Approved, as well as US Coast Guard approved for use
Sailing catamaran constructed using NidaFusion STO
17
WWW.NIDA-CORE.COM
Nida-Core Structural Polypropylene honeycomb is used ex-
tensively in this Club Med Resorts catamaran dive boat in the
Caribbean Islands, from the hull to superstructure. Again, the
vessel benefits from Nida-Core exceptional sound dampen-
ing properties, making the day trips enjoyable in this quiet
boat. Additionally, the weight savings resulting from the
Every offshore salt water fisherman’s dream ‒Marlago 35 by Jefferson’s Yachts,
is cored with resilient Nida-Core Structural Polypropylene honeycomb, enabling the
vessel to withstand the extreme stresses experienced by the structure ,while
pounding waves at more than 50 miles per hour. Honeycomb sandwich structure
MARINE INDUSTRY APPLICATIONS
Here is a fine example of a 120’ Mega-yacht hull tooling, built by
master mold makers Vectorworks in Titusville, FL, fully vacuum
bag cored with Nida-Core Structural polypropylene honeycomb
(38 mm or 1.5” thickness). Result is increased stiffness, reduced
High speed passenger ferry constructed in China utilizing
Hovercraft club of Michigan sent us this gorgeous picture of
their newest hovercraft, constructed with Nida-Core H8PP
Nida-Core Structural Honeycomb’s impact resistance and
18
Patrick Haworth of Montreal, Canada, a 2003 hydroplane
class champion found it necessary to use Nida-Core H8PP
Structural Honeycomb in the hull (including bottom), deck,
bulkheads, stringers for a good reason; few other core
materials would be able to withstand the stresses result-
ing from racing the 5’ offshore waves at more than 100
WWW.NIDA-CORE.COM
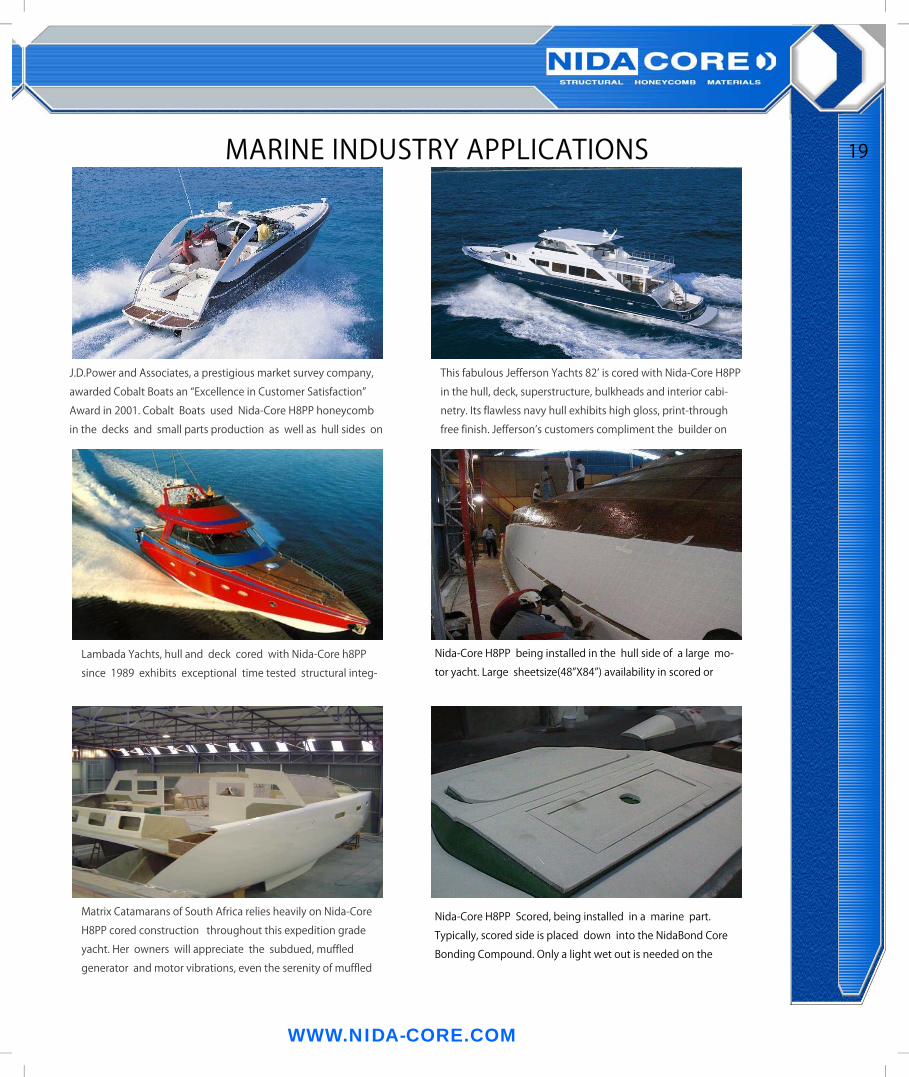
J.D.Power and Associates, a prestigious market survey company,
awarded Cobalt Boats an “Excellence in Customer Satisfaction”
Award in 2001. Cobalt Boats used Nida-Core H8PP honeycomb
in the decks and small parts production as well as hull sides on
This fabulous Jefferson Yachts 82’ is cored with Nida-Core H8PP
in the hull, deck, superstructure, bulkheads and interior cabi-
netry. Its flawless navy hull exhibits high gloss, print-through
free finish. Jefferson’s customers compliment the builder on
Lambada Yachts, hull and deck cored with Nida-Core h8PP
since 1989 exhibits exceptional time tested structural integ-
Matrix Catamarans of South Africa relies heavily on Nida-Core
H8PP cored construction throughout this expedition grade
yacht. Her owners will appreciate the subdued, muffled
generator and motor vibrations, even the serenity of muffled
MARINE INDUSTRY APPLICATIONS
Nida-Core H8PP being installed in the hull side of a large mo-
tor yacht. Large sheetsize(48”X84”) availability in scored or
Nida-Core H8PP Scored, being installed in a marine part.
Typically, scored side is placed down into the NidaBond Core
Bonding Compound. Only a light wet out is needed on the
19
WWW.NIDA-CORE.COM
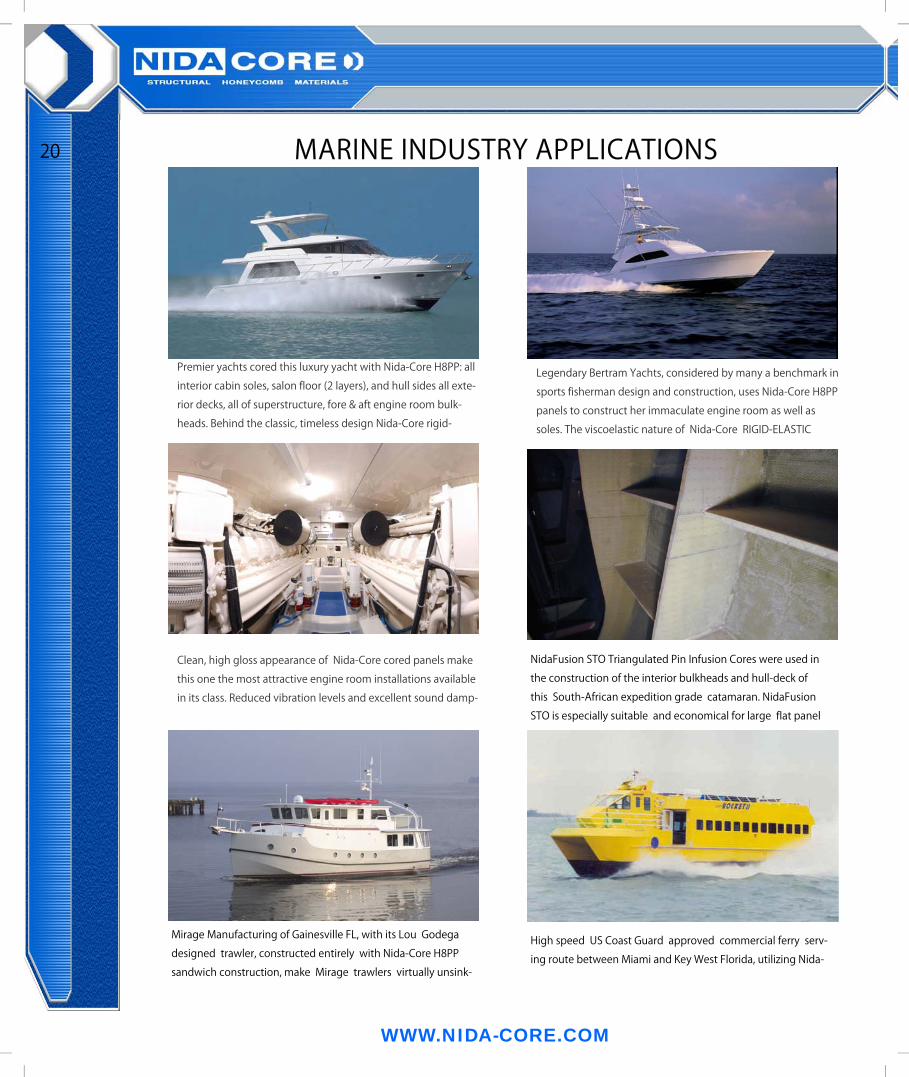
Premier yachts cored this luxury yacht with Nida-Core H8PP: all
interior cabin soles, salon floor (2 layers), and hull sides all exte-
rior decks, all of superstructure, fore & aft engine room bulk-
heads. Behind the classic, timeless design Nida-Core rigid-
Legendary Bertram Yachts, considered by many a benchmark in
sports fisherman design and construction, uses Nida-Core H8PP
panels to construct her immaculate engine room as well as
soles. The viscoelastic nature of Nida-Core RIGID-ELASTIC
Clean, high gloss appearance of Nida-Core cored panels make
this one the most attractive engine room installations available
in its class. Reduced vibration levels and excellent sound damp-
MARINE INDUSTRY APPLICATIONS
NidaFusion STO Triangulated Pin Infusion Cores were used in
the construction of the interior bulkheads and hull-deck of
this South-African expedition grade catamaran. NidaFusion
STO is especially suitable and economical for large flat panel
Mirage Manufacturing of Gainesville FL, with its Lou Godega
designed trawler, constructed entirely with Nida-Core H8PP
sandwich construction, make Mirage trawlers virtually unsink-
High speed US Coast Guard approved commercial ferry serv-
ing route between Miami and Key West Florida, utilizing Nida-
20
WWW.NIDA-CORE.COM
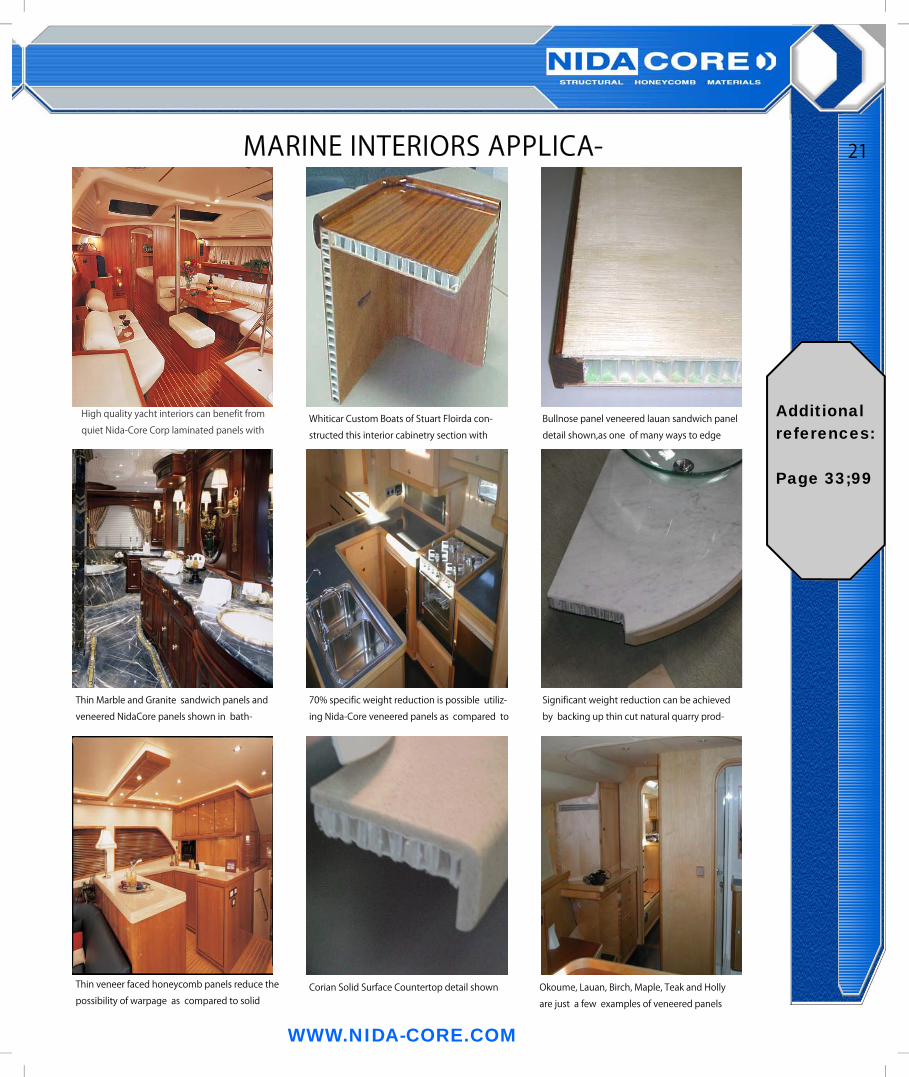
High quality yacht interiors can benefit from
quiet Nida-Core Corp laminated panels with
MARINE INTERIORS APPLICA-
Whiticar Custom Boats of Stuart Floirda con-
structed this interior cabinetry section with
Bullnose panel veneered lauan sandwich panel
detail shown,as one of many ways to edge
Thin Marble and Granite sandwich panels and
veneered NidaCore panels shown in bath-
70% specific weight reduction is possible utiliz-
ing Nida-Core veneered panels as compared to
Significant weight reduction can be achieved
by backing up thin cut natural quarry prod-
Corian Solid Surface Countertop detail shown Thin veneer faced honeycomb panels reduce the
possibility of warpage as compared to solid Okoume, Lauan, Birch, Maple, Teak and Holly
are just a few examples of veneered panels
Additional references: Page 33;99
21
WWW.NIDA-CORE.COM
ARCHITECTURAL INDUSTRY APPLICA-
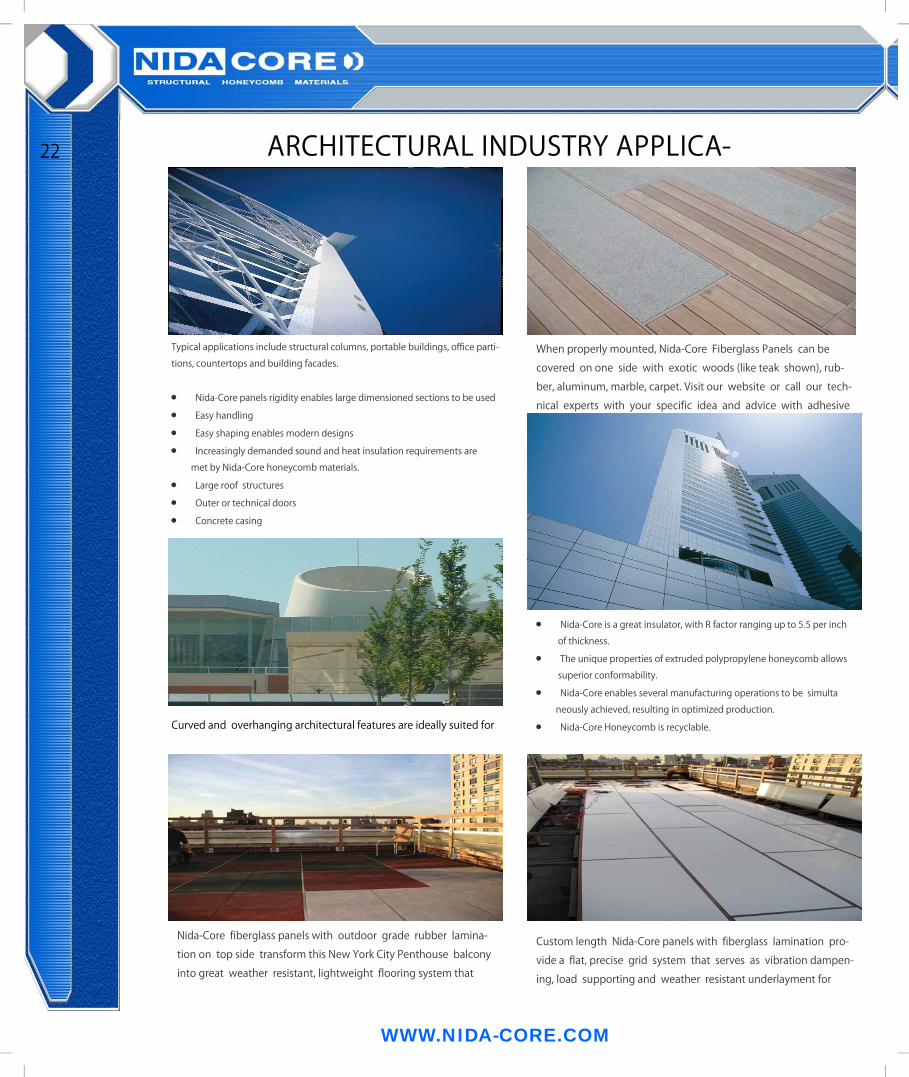
Typical applications include structural columns, portable buildings, office parti-
tions, countertops and building facades.
• Nida-Core panels rigidity enables large dimensioned sections to be used
• Easy handling
• Easy shaping enables modern designs
• Increasingly demanded sound and heat insulation requirements are
met by Nida-Core honeycomb materials.
• Large roof structures
• Outer or technical doors
• Concrete casing
• Nida-Core is a great insulator, with R factor ranging up to 5.5 per inch
of thickness.
• The unique properties of extruded polypropylene honeycomb allows
superior conformability.
• Nida-Core enables several manufacturing operations to be simulta
neously achieved, resulting in optimized production.
• Nida-Core Honeycomb is recyclable.
Nida-Core fiberglass panels with outdoor grade rubber lamina-
tion on top side transform this New York City Penthouse balcony
into great weather resistant, lightweight flooring system that
Custom length Nida-Core panels with fiberglass lamination pro-
vide a flat, precise grid system that serves as vibration dampen-
ing, load supporting and weather resistant underlayment for
When properly mounted, Nida-Core Fiberglass Panels can be
covered on one side with exotic woods (like teak shown), rub-
ber, aluminum, marble, carpet. Visit our website or call our tech-
nical experts with your specific idea and advice with adhesive
Curved and overhanging architectural features are ideally suited for
22
WWW.NIDA-CORE.COM
ARCHITECTURAL INDUSTRY APPLICA-
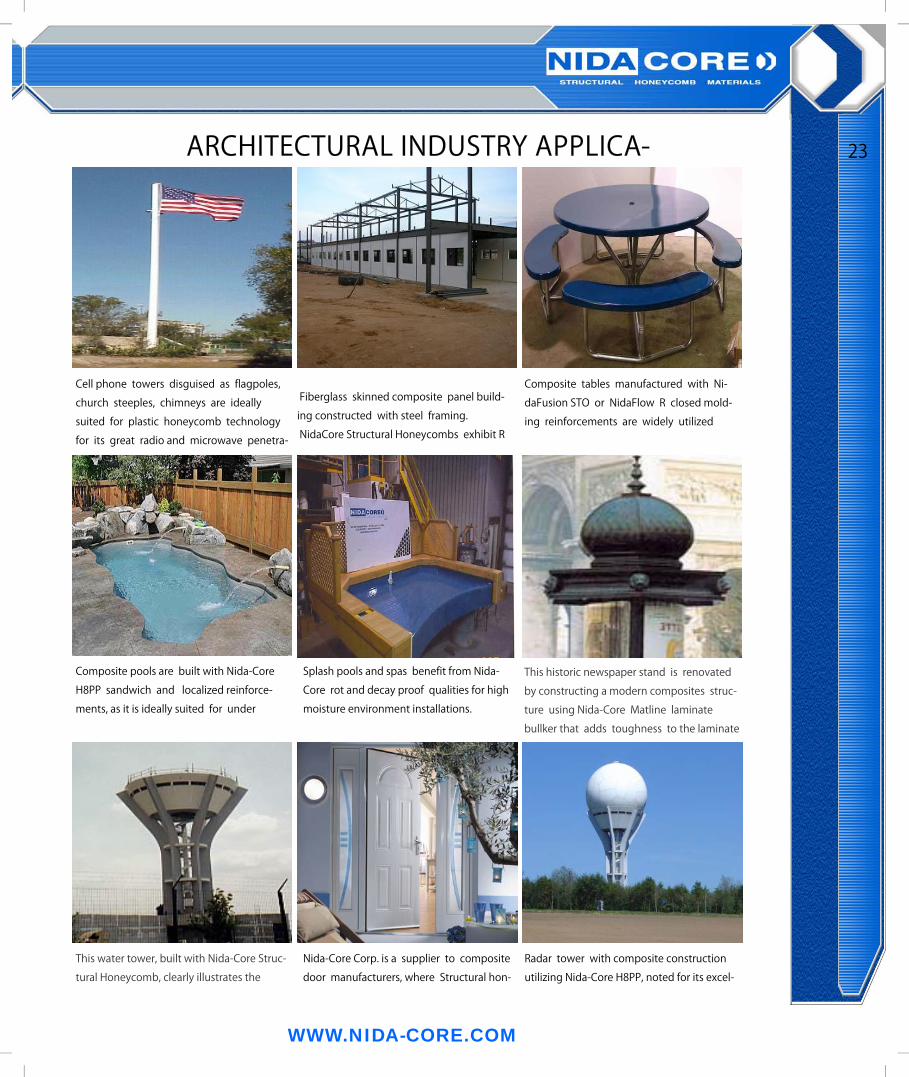
Fiberglass skinned composite panel build-
ing constructed with steel framing.
NidaCore Structural Honeycombs exhibit R
Composite pools are built with Nida-Core
H8PP sandwich and localized reinforce-
ments, as it is ideally suited for under
Splash pools and spas benefit from Nida-
Core rot and decay proof qualities for high
moisture environment installations.
This water tower, built with Nida-Core Struc-
tural Honeycomb, clearly illustrates the
Nida-Core Corp. is a supplier to composite
door manufacturers, where Structural hon-
Radar tower with composite construction
utilizing Nida-Core H8PP, noted for its excel-
23
Cell phone towers disguised as flagpoles,
church steeples, chimneys are ideally
suited for plastic honeycomb technology
for its great radio and microwave penetra-
Composite tables manufactured with Ni-
daFusion STO or NidaFlow R closed mold-
ing reinforcements are widely utilized
This historic newspaper stand is renovated
by constructing a modern composites struc-
ture using Nida-Core Matline laminate
bullker that adds toughness to the laminate
WWW.NIDA-CORE.COM
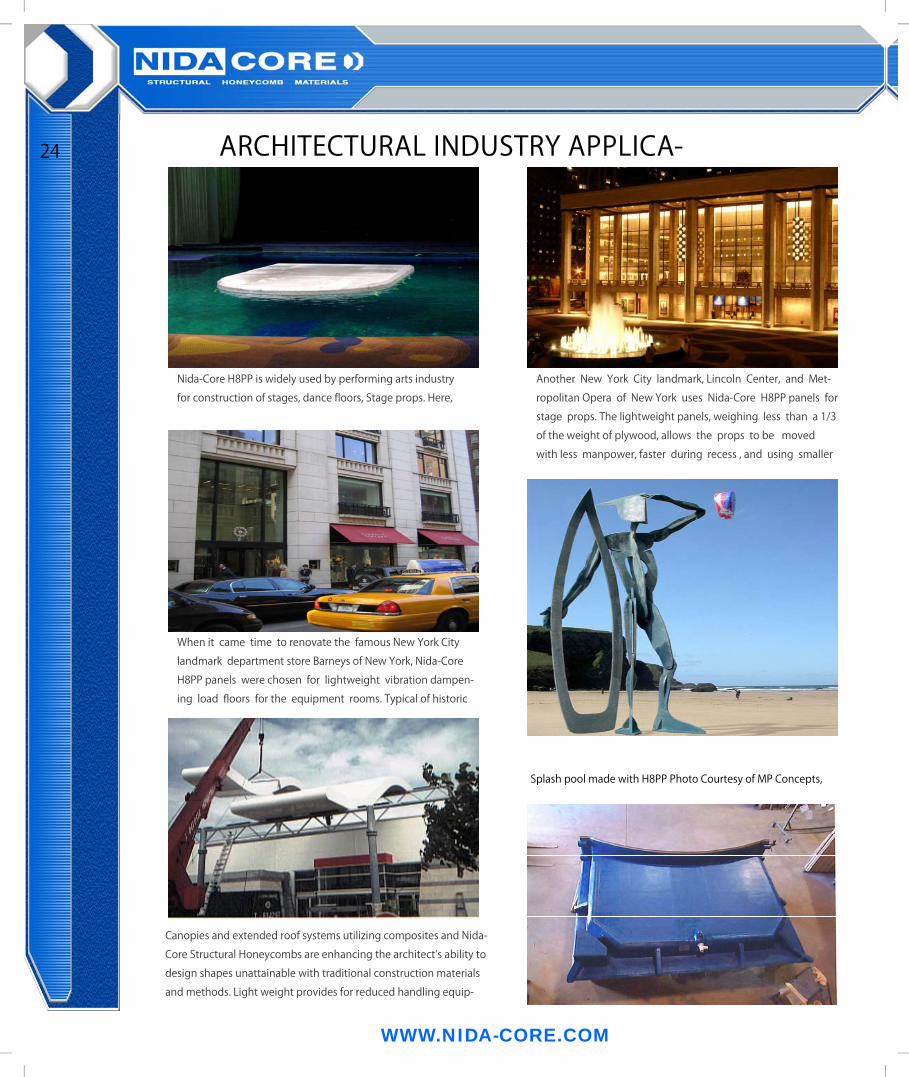
Nida-Core H8PP is widely used by performing arts industry
for construction of stages, dance floors, Stage props. Here,
When it came time to renovate the famous New York City
landmark department store Barneys of New York, Nida-Core
H8PP panels were chosen for lightweight vibration dampen-
ing load floors for the equipment rooms. Typical of historic
Another New York City landmark, Lincoln Center, and Met-
ropolitan Opera of New York uses Nida-Core H8PP panels for
stage props. The lightweight panels, weighing less than a 1/3
of the weight of plywood, allows the props to be moved
with less manpower, faster during recess , and using smaller
Canopies and extended roof systems utilizing composites and Nida-
Core Structural Honeycombs are enhancing the architect’s ability to
design shapes unattainable with traditional construction materials
and methods. Light weight provides for reduced handling equip-
ARCHITECTURAL INDUSTRY APPLICA-24
Splash pool made with H8PP Photo Courtesy of MP Concepts,
WWW.NIDA-CORE.COM
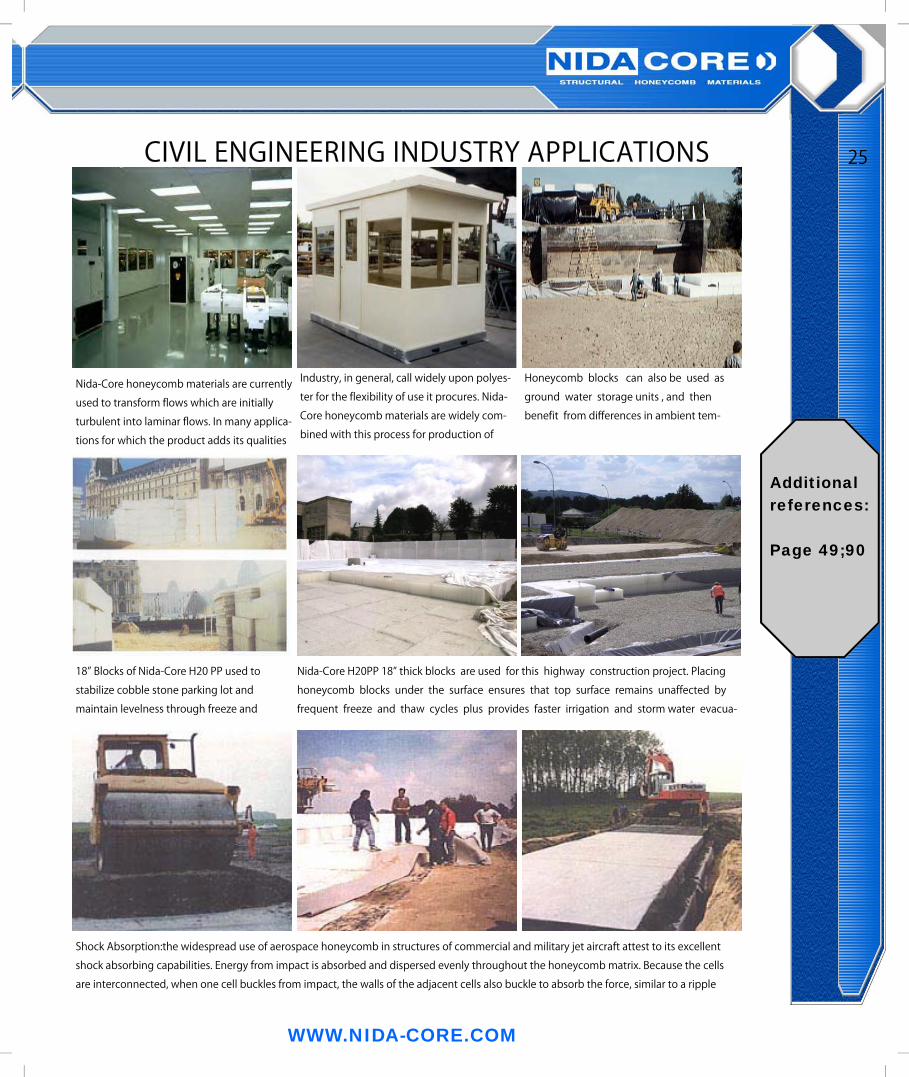
Nida-Core H20PP 18” thick blocks are used for this highway construction project. Placing
honeycomb blocks under the surface ensures that top surface remains unaffected by
frequent freeze and thaw cycles plus provides faster irrigation and storm water evacua-
Honeycomb blocks can also be used as
ground water storage units , and then
benefit from differences in ambient tem-
18” Blocks of Nida-Core H20 PP used to
stabilize cobble stone parking lot and
maintain levelness through freeze and
Nida-Core honeycomb materials are currently
used to transform flows which are initially
turbulent into laminar flows. In many applica-
tions for which the product adds its qualities
Industry, in general, call widely upon polyes-
ter for the flexibility of use it procures. Nida-
Core honeycomb materials are widely com-
bined with this process for production of
Shock Absorption:the widespread use of aerospace honeycomb in structures of commercial and military jet aircraft attest to its excellent
shock absorbing capabilities. Energy from impact is absorbed and dispersed evenly throughout the honeycomb matrix. Because the cells
are interconnected, when one cell buckles from impact, the walls of the adjacent cells also buckle to absorb the force, similar to a ripple
CIVIL ENGINEERING INDUSTRY APPLICATIONS
Additional references: Page 49;90
25
WWW.NIDA-CORE.COM
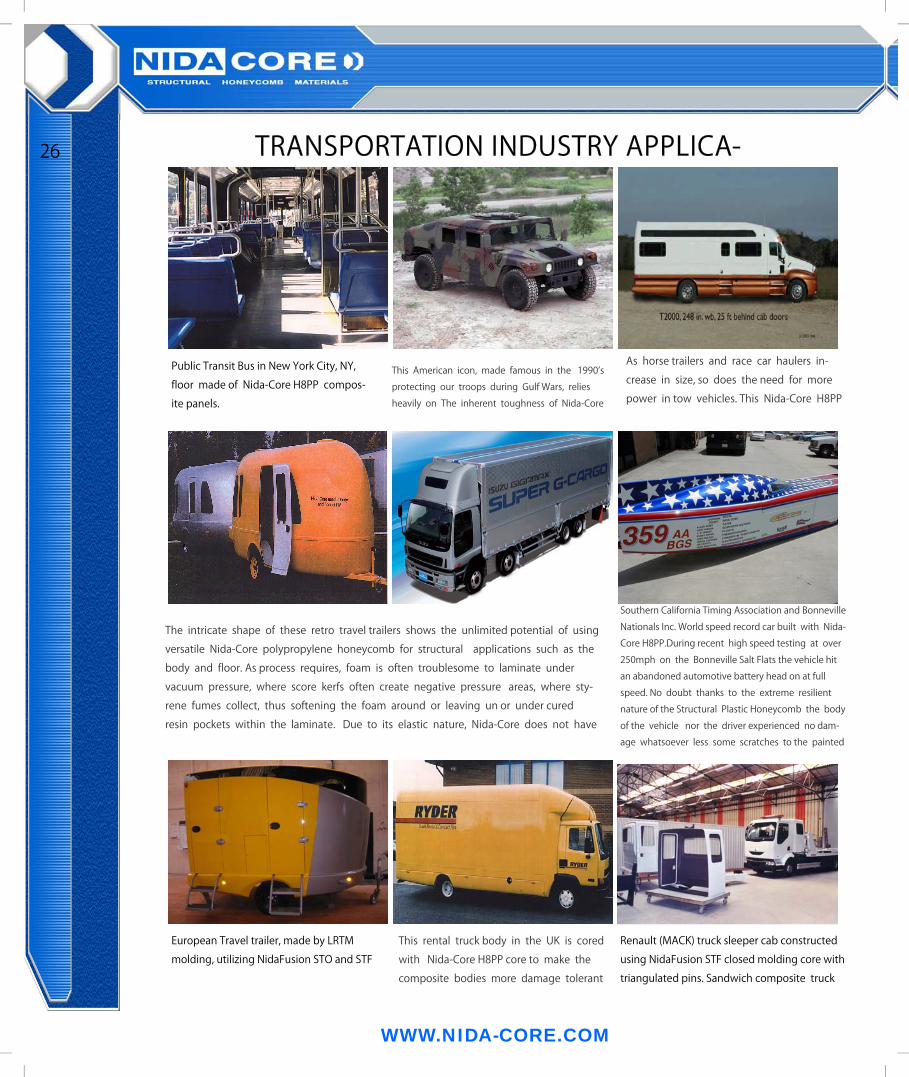
This American icon, made famous in the 1990’s
protecting our troops during Gulf Wars, relies
heavily on The inherent toughness of Nida-Core
The intricate shape of these retro travel trailers shows the unlimited potential of using
versatile Nida-Core polypropylene honeycomb for structural applications such as the
body and floor. As process requires, foam is often troublesome to laminate under
vacuum pressure, where score kerfs often create negative pressure areas, where sty-
rene fumes collect, thus softening the foam around or leaving un or under cured
resin pockets within the laminate. Due to its elastic nature, Nida-Core does not have
As horse trailers and race car haulers in-
crease in size, so does the need for more
power in tow vehicles. This Nida-Core H8PP
This rental truck body in the UK is cored
with Nida-Core H8PP core to make the
composite bodies more damage tolerant
Renault (MACK) truck sleeper cab constructed
using NidaFusion STF closed molding core with
triangulated pins. Sandwich composite truck
Public Transit Bus in New York City, NY,
floor made of Nida-Core H8PP compos-
ite panels.
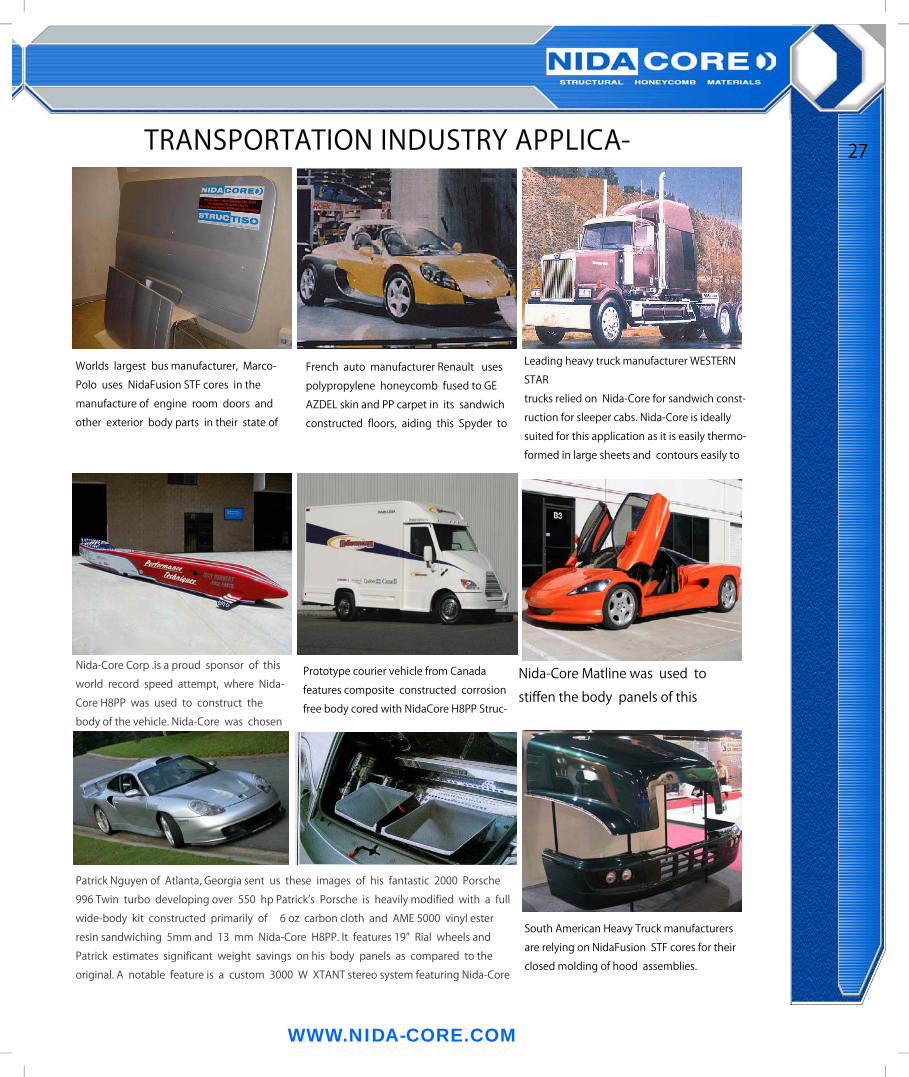
TRANSPORTATION INDUSTRY APPLICA-
Southern California Timing Association and Bonneville
Nationals Inc. World speed record car built with Nida-
Core H8PP.During recent high speed testing at over
250mph on the Bonneville Salt Flats the vehicle hit
an abandoned automotive battery head on at full
speed. No doubt thanks to the extreme resilient
nature of the Structural Plastic Honeycomb the body
of the vehicle nor the driver experienced no dam-
age whatsoever less some scratches to the painted
26
European Travel trailer, made by LRTM
molding, utilizing NidaFusion STO and STF
WWW.NIDA-CORE.COM
French auto manufacturer Renault uses
polypropylene honeycomb fused to GE
AZDEL skin and PP carpet in its sandwich
constructed floors, aiding this Spyder to
Leading heavy truck manufacturer WESTERN
STAR
trucks relied on Nida-Core for sandwich const-
ruction for sleeper cabs. Nida-Core is ideally
suited for this application as it is easily thermo-
formed in large sheets and contours easily to
TRANSPORTATION INDUSTRY APPLICA-
South American Heavy Truck manufacturers
are relying on NidaFusion STF cores for their
closed molding of hood assemblies.
Worlds largest bus manufacturer, Marco-
Polo uses NidaFusion STF cores in the
manufacture of engine room doors and
other exterior body parts in their state of
Prototype courier vehicle from Canada
features composite constructed corrosion
free body cored with NidaCore H8PP Struc-
27
Patrick Nguyen of Atlanta, Georgia sent us these images of his fantastic 2000 Porsche
996 Twin turbo developing over 550 hp Patrick’s Porsche is heavily modified with a full
wide-body kit constructed primarily of 6 oz carbon cloth and AME 5000 vinyl ester
resin sandwiching 5mm and 13 mm Nida-Core H8PP. It features 19” Rial wheels and
Patrick estimates significant weight savings on his body panels as compared to the
original. A notable feature is a custom 3000 W XTANT stereo system featuring Nida-Core
Nida-Core Matline was used to
stiffen the body panels of this
Nida-Core Corp .is a proud sponsor of this
world record speed attempt, where Nida-
Core H8PP was used to construct the
body of the vehicle. Nida-Core was chosen
WWW.NIDA-CORE.COM
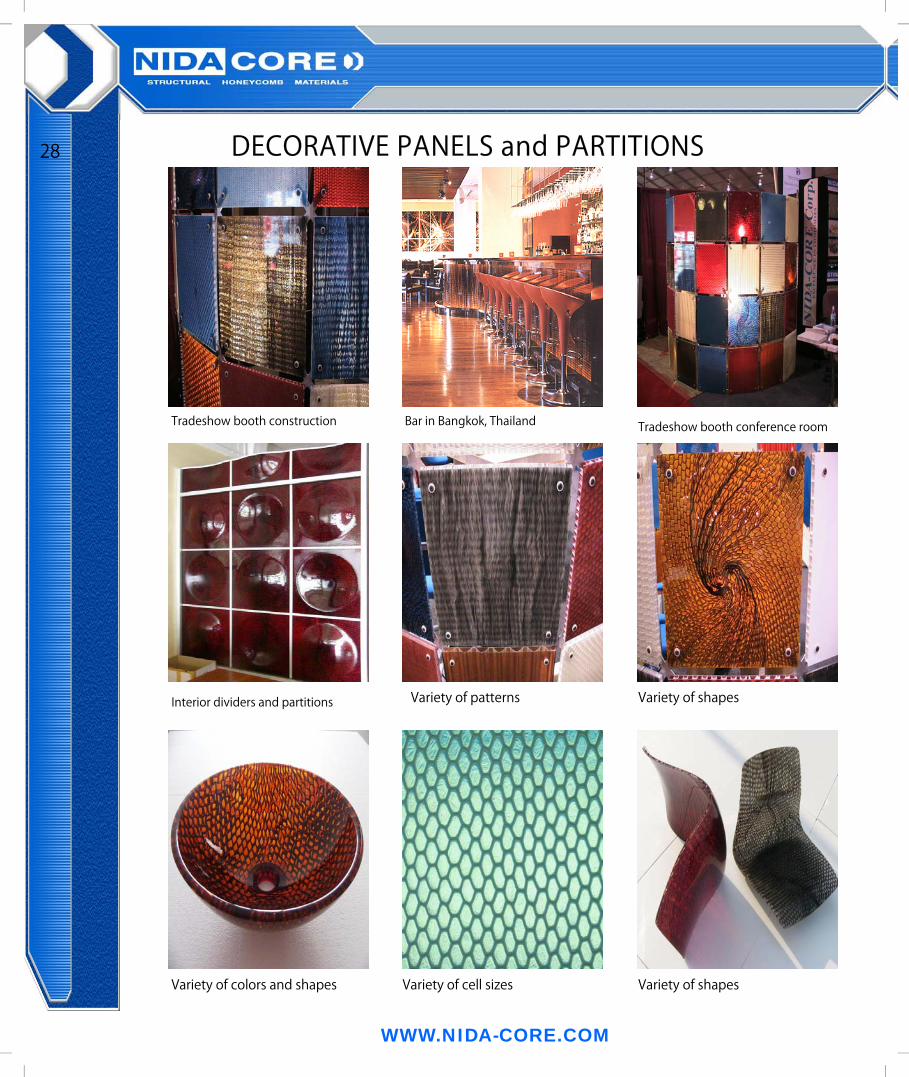
DECORATIVE PANELS and PARTITIONS
Tradeshow booth construction Bar in Bangkok, Thailand Tradeshow booth conference room
Interior dividers and partitions
28
Variety of patterns Variety of shapes
Variety of colors and shapes Variety of cell sizes Variety of shapes
WWW.NIDA-CORE.COM
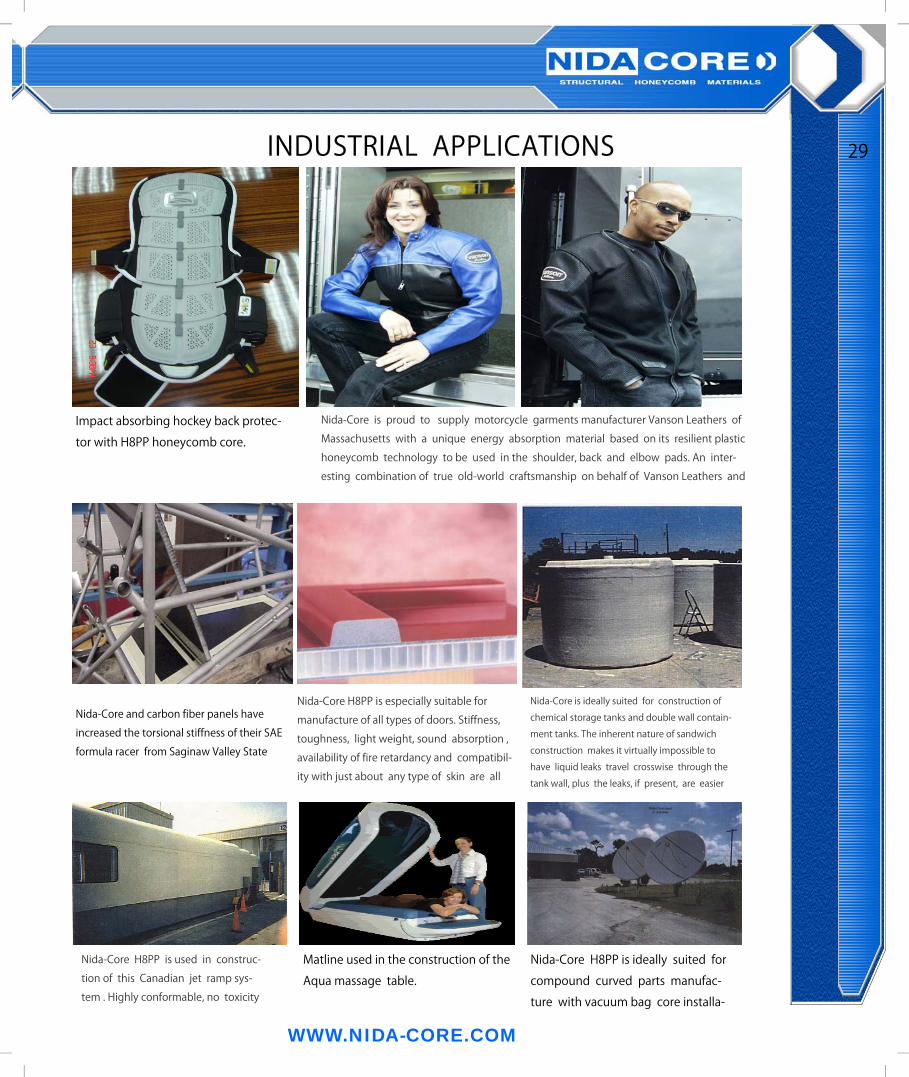
INDUSTRIAL APPLICATIONS
Nida-Core is proud to supply motorcycle garments manufacturer Vanson Leathers of
Massachusetts with a unique energy absorption material based on its resilient plastic
honeycomb technology to be used in the shoulder, back and elbow pads. An inter-
esting combination of true old-world craftsmanship on behalf of Vanson Leathers and
Nida-Core H8PP is especially suitable for
manufacture of all types of doors. Stiffness,
toughness, light weight, sound absorption ,
availability of fire retardancy and compatibil-
ity with just about any type of skin are all
Nida-Core is ideally suited for construction of
chemical storage tanks and double wall contain-
ment tanks. The inherent nature of sandwich
construction makes it virtually impossible to
have liquid leaks travel crosswise through the
tank wall, plus the leaks, if present, are easier
29
Nida-Core and carbon fiber panels have
increased the torsional stiffness of their SAE
formula racer from Saginaw Valley State
Impact absorbing hockey back protec-
tor with H8PP honeycomb core.
Nida-Core H8PP is used in construc-
tion of this Canadian jet ramp sys-
tem . Highly conformable, no toxicity
Nida-Core H8PP is ideally suited for
compound curved parts manufac-
ture with vacuum bag core installa-
Matline used in the construction of the
Aqua massage table.
WWW.NIDA-CORE.COM
Nida-Core, Foamline, Balsalite and NidaFoam can be supplied in CNC precut
Kits. Nida-Core’s kit department uses state‒of‒the‒art manufacturing technol-
ogy to provide the most accurate, best fitting core kits for your application. Nida-
Core kits reduce labor costs, reduce inventory space, eliminate waste and speed
up production. All kits are manufactured in-house to your specifications,
packaged in sequential order and numbered for ease of installation and in-
clude an easy to understand schematic for reduced employee training
Nida-Core Corp. uses state of the art equipment to digitize customer’s core kits at customers location
or our facility. Our Coordinate Measuring Machine capability assures 0.0017” accuracy in all measurements.
Foamline lightweight transoms blend our polyurethane
high density technology with our kit cutting depart-
ment. Foamline transoms are made from High density
Foamline Polyurethane Foam, are available with pre-
drilled inserts, beveled edges and bleeder holes for
optimum laminate bond strength. Our Foamline tran-
soms offer one of the lowest water absorption rates
Quality Control System
Nida-Core’s unwavering commitment to quality
begins at the design phase. Core products are
carefully engineered to ensure the highest qual-
ity product all raw materials are carefully se-
lected from qualified suppliers. Before any mate-
rials are released to the manufacturing floor,
they are thoroughly inspected and tested to en-
CNC KIT CUT-
One of several CNC multihead mills at Nida-
Core Technology Center, manufacturing
Waterjet and reciprocating saw
blade cutters can be used for
Additional references: Page 38;40
30
WWW.NIDA-CORE.COM
WIND EN-
rows of towers, sometimes 90 meters high,
equipped with giant wind turbines for pro-
ducing electricity. Commercial wind farms
have also been established in Germany, Den-
mark, the United States, Spain and India. Den-
mark and Germany have pioneered the devel-
opment of commercial wind power, one of
their fastest-growing industries. Wind energy
is Denmarks fastest-growing new energy
source.. Nida-Core Corp has several materials
and processes available for composite wind-
mill blade and turbine housing manufacture.
From NidaCore-Plastech LRTM equipment,
Balsalite, Nida-Core Structural Honeycomb,
Commercial wind energy is one of the most
economical sources of new electricity avail-
able today. Wind turbines can be set up
quickly and cheaply compared with building
new coal-fired generating stations or hydroe-
lectric facilities. Modern wind generating
equipment is efficient, highly reliable, and be-
coming cheaper to purchase. The environ-
mental impact of large wind turbines is negli-
gible compared with an open pit coal mine or
a reservoir, and during their operation pro-
duce no air pollution. Because of these factors,
wind energy is recognized as the world's fast-
est growing new energy source. Small, highly
efficient wind turbines are becoming popular
as a source of electricity for rural homes. The
cost of installing one comes close to that of
putting up poles, overhead power lines and
other equipment necessary to connect to the
electrical grid. The advantage is that the
homeowner owns the generating equipment
and is freed from paying monthly electrical
bills! Electricity is now being generated on a
commercial scale at large installations called
"wind farms" in several places around the
world. Wind farms consist of
31
Additional references: Page 51;86
WWW.NIDA-CORE.COM
TUB and SHOWER Nida-Core Corporation supplies an extensive
range of core materials for the tub and
shower industry around the world. We con-
tinue to develop specialty structural honey-
comb cores that include CNC machined rein-
forcements for soaker tubs, shower walls, tub
Nida-Core HC is especially suitable for tub bottom coring. CNC
cut kits from Balsalite or Honeycomb speed up production Shower stall walls benefit from the specially scored
NidaBond Radius Filleting Compound are used
to get uncured laminate stick to tight radii.
32
WWW.NIDA-CORE.COM
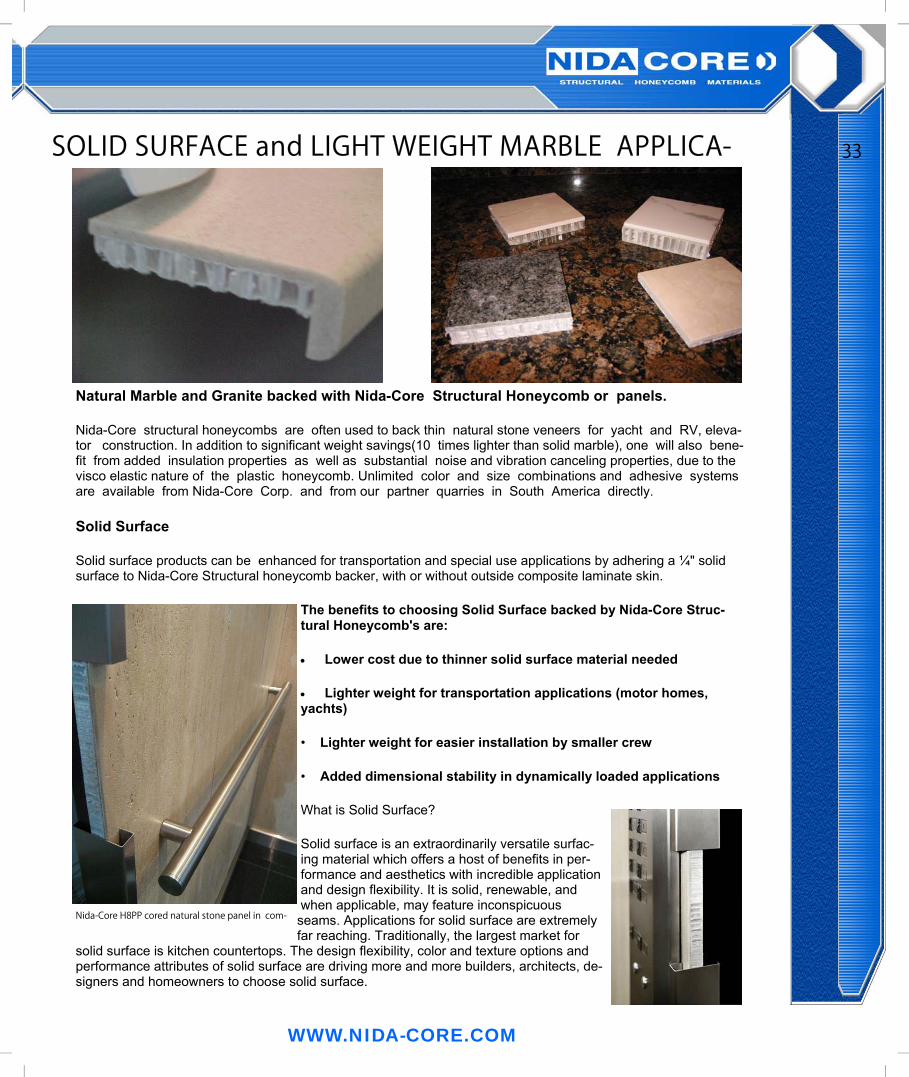
Natural Marble and Granite backed with Nida-Core Structural Honeycomb or panels.
Nida-Core structural honeycombs are often used to back thin natural stone veneers for yacht and RV, eleva-tor construction. In addition to significant weight savings(10 times lighter than solid marble), one will also bene-fit from added insulation properties as well as substantial noise and vibration canceling properties, due to the visco elastic nature of the plastic honeycomb. Unlimited color and size combinations and adhesive systems are available from Nida-Core Corp. and from our partner quarries in South America directly.
Solid Surface
Solid surface products can be enhanced for transportation and special use applications by adhering a ¼" solid surface to Nida-Core Structural honeycomb backer, with or without outside composite laminate skin.
The benefits to choosing Solid Surface backed by Nida-Core Struc-tural Honeycomb's are:
• Lower cost due to thinner solid surface material needed
• Lighter weight for transportation applications (motor homes, yachts)
• Lighter weight for easier installation by smaller crew
• Added dimensional stability in dynamically loaded applications
What is Solid Surface?
Solid surface is an extraordinarily versatile surfac-ing material which offers a host of benefits in per-formance and aesthetics with incredible application and design flexibility. It is solid, renewable, and when applicable, may feature inconspicuous seams. Applications for solid surface are extremely far reaching. Traditionally, the largest market for
solid surface is kitchen countertops. The design flexibility, color and texture options and performance attributes of solid surface are driving more and more builders, architects, de-signers and homeowners to choose solid surface.
SOLID SURFACE and LIGHT WEIGHT MARBLE APPLICA- 33
Nida-Core H8PP cored natural stone panel in com-
WWW.NIDA-CORE.COM
How is Solid Surface Made?
Thermoset-based solid surface is produced or cast by combining unsaturated polyester resin with a combination of fillers, pigments and catalysts This combined mix is then poured or "cast" into molds which form the matrix into either flat panels or customized shapes. Designers appreciate the flexibility of solid surface because the material can be machined like wood, using special equipment and fabrication procedures. Solid surface can be precisely cut and bonded to fit nearly any surface shape. It can also be routed for decorative edging which can be applied with specially formulated adhesives. Since the material color is consistent throughout the product, scratches, chips and stains can be sanded out "refreshed" when they occur.
Cultured Marble Industry
By blending a premium resin with the finest engineered particulate systems available, cultured marble products manufacturers are able to create products of uncompromising quality. By choosing from a full product line of ba-sins, countertops, shower pans, tubs, wall panels, accessories and moldings, you will be able to create the bath of your dreams, that is also a dream to maintain! Cultured marble, cultured onyx and cast granite are durable cousins that lend themselves naturally to the bath environment. These cast polymer products offer clean lines, harmonious styling and a nonporous surface that resists mildew and staining and wipes clean with minimal effort. Cultured marble replicates the luster of it natural namesake, while the translucent appearance of cultured onyx imparts depth and sheen. The softly speckled texture of cast granite adds a definite element of luxury to any bath. Versatile enough to complement an ever widening range of architectural and decorating styles, from traditional designs to the most contemporary, all three materials are available in an ever changing palette of colors. Due to the escalating cost of resins, manufacturers now have a choice to displace some of the solid castings with light-weight inexpensive NidaCore Structural honeycomb, with or without the composite outside backing. Contact your area sales representative for methods of installing the core into the casting. The benefits to choosing Nida-Core Structural Honeycomb's for Cultured Marble Applications are:
• Lower cost due to thinner material needed
• Lighter weight for transportation applications (motorhomes, yachts)
• Lighter weight for easier installation by smaller crew
• Added dimensional stability in dynamically loaded applications
Why Choose Solid Surface?
Attributes of Solid Surface:
• Non porous - resists bacterial and fungal growth • Non porous - Easy to clean and "refresh" • Strong & tough to resist heat, stain and impact • Easily cleaned and maintained • Class I fire rating • NSF approvable for Food Contact (must specify) • FDA approvable for Food Contact (must specify) • Easily shaped by woodworking tools • Inlays and thermoforming are possible • Unlimited Design Potential
34
Elevator wall cladding with thin natural
marble and granite with H8PP honey-
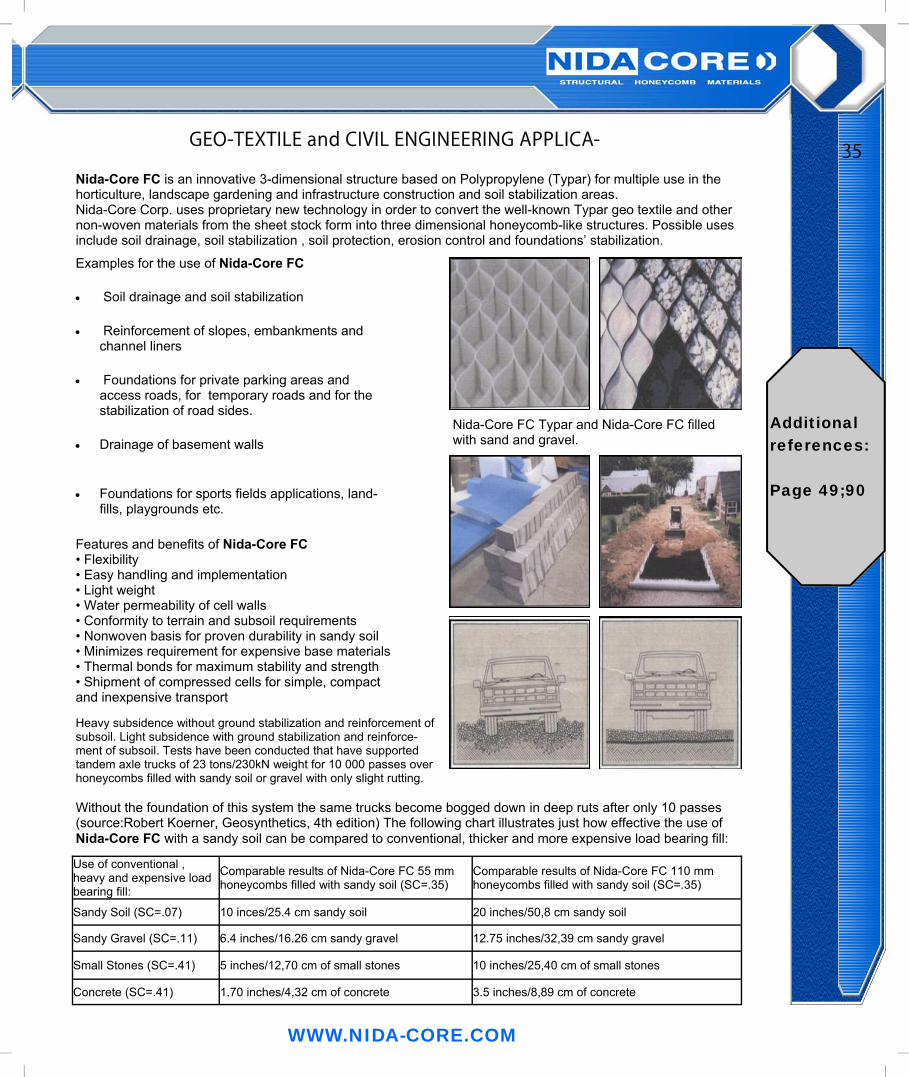
WWW.NIDA-CORE.COM
Nida-Core FC is an innovative 3-dimensional structure based on Polypropylene (Typar) for multiple use in the horticulture, landscape gardening and infrastructure construction and soil stabilization areas. Nida-Core Corp. uses proprietary new technology in order to convert the well-known Typar geo textile and other non-woven materials from the sheet stock form into three dimensional honeycomb-like structures. Possible uses include soil drainage, soil stabilization , soil protection, erosion control and foundations’ stabilization.
Features and benefits of Nida-Core FC • Flexibility • Easy handling and implementation • Light weight • Water permeability of cell walls • Conformity to terrain and subsoil requirements • Nonwoven basis for proven durability in sandy soil • Minimizes requirement for expensive base materials • Thermal bonds for maximum stability and strength • Shipment of compressed cells for simple, compact and inexpensive transport
Without the foundation of this system the same trucks become bogged down in deep ruts after only 10 passes (source:Robert Koerner, Geosynthetics, 4th edition) The following chart illustrates just how effective the use of Nida-Core FC with a sandy soil can be compared to conventional, thicker and more expensive load bearing fill:
Use of conventional , heavy and expensive load bearing fill:
Comparable results of Nida-Core FC 55 mm honeycombs filled with sandy soil (SC=.35)
Comparable results of Nida-Core FC 110 mm honeycombs filled with sandy soil (SC=.35)
Sandy Soil (SC=.07) 10 inces/25.4 cm sandy soil 20 inches/50,8 cm sandy soil
Sandy Gravel (SC=.11) 6.4 inches/16.26 cm sandy gravel 12.75 inches/32,39 cm sandy gravel
Small Stones (SC=.41) 5 inches/12,70 cm of small stones 10 inches/25,40 cm of small stones
Concrete (SC=.41) 1.70 inches/4,32 cm of concrete 3.5 inches/8,89 cm of concrete
GEO-TEXTILE and CIVIL ENGINEERING APPLICA-
Examples for the use of Nida-Core FC
• Soil drainage and soil stabilization
• Reinforcement of slopes, embankments and channel liners
• Foundations for private parking areas and access roads, for temporary roads and for the stabilization of road sides.
• Drainage of basement walls
• Foundations for sports fields applications, land-fills, playgrounds etc.
Nida-Core FC Typar and Nida-Core FC filled with sand and gravel.
Heavy subsidence without ground stabilization and reinforcement of subsoil. Light subsidence with ground stabilization and reinforce-ment of subsoil. Tests have been conducted that have supported tandem axle trucks of 23 tons/230kN weight for 10 000 passes over honeycombs filled with sandy soil or gravel with only slight rutting.
35
Additional references: Page 49;90
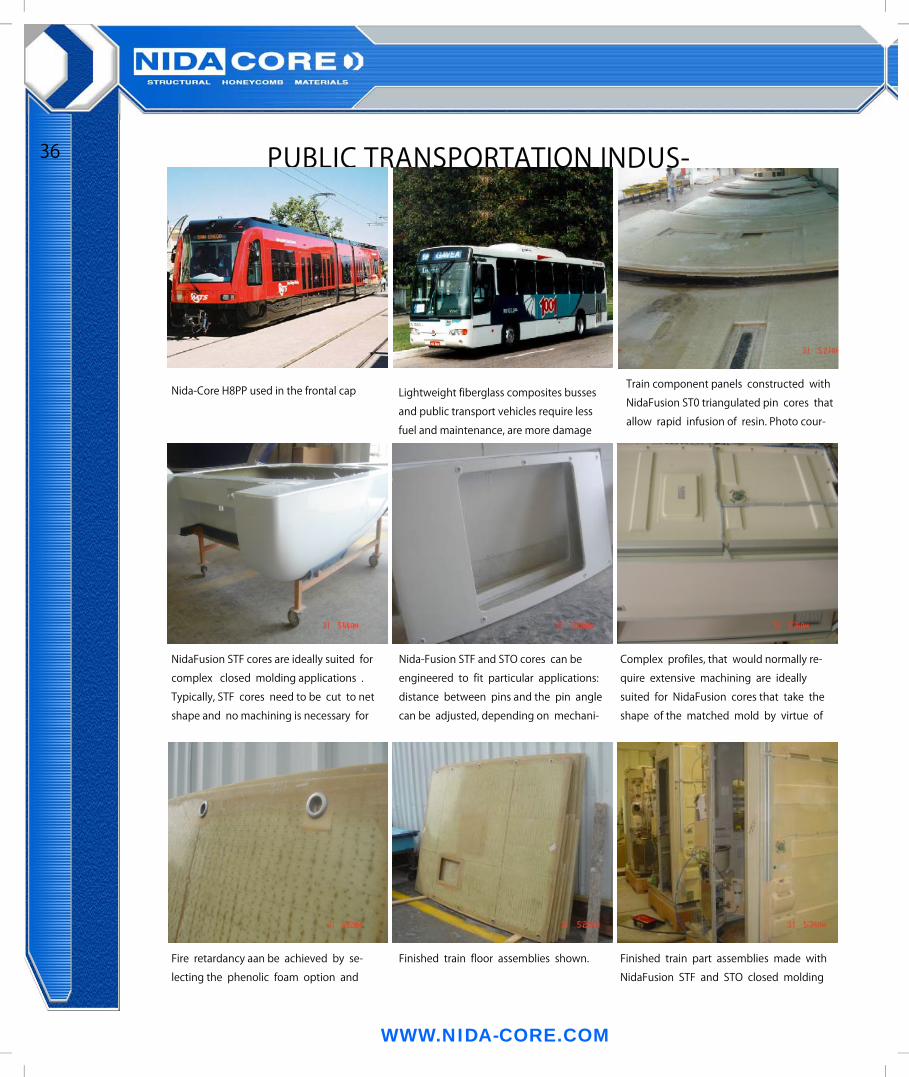
WWW.NIDA-CORE.COM
36 PUBLIC TRANSPORTATION INDUS-
Nida-Core H8PP used in the frontal cap Lightweight fiberglass composites busses
and public transport vehicles require less
fuel and maintenance, are more damage
Train component panels constructed with
NidaFusion ST0 triangulated pin cores that
allow rapid infusion of resin. Photo cour-
NidaFusion STF cores are ideally suited for
complex closed molding applications .
Typically, STF cores need to be cut to net
shape and no machining is necessary for
Nida-Fusion STF and STO cores can be
engineered to fit particular applications:
distance between pins and the pin angle
can be adjusted, depending on mechani-
Complex profiles, that would normally re-
quire extensive machining are ideally
suited for NidaFusion cores that take the
shape of the matched mold by virtue of
Fire retardancy aan be achieved by se-
lecting the phenolic foam option and
Finished train floor assemblies shown. Finished train part assemblies made with
NidaFusion STF and STO closed molding
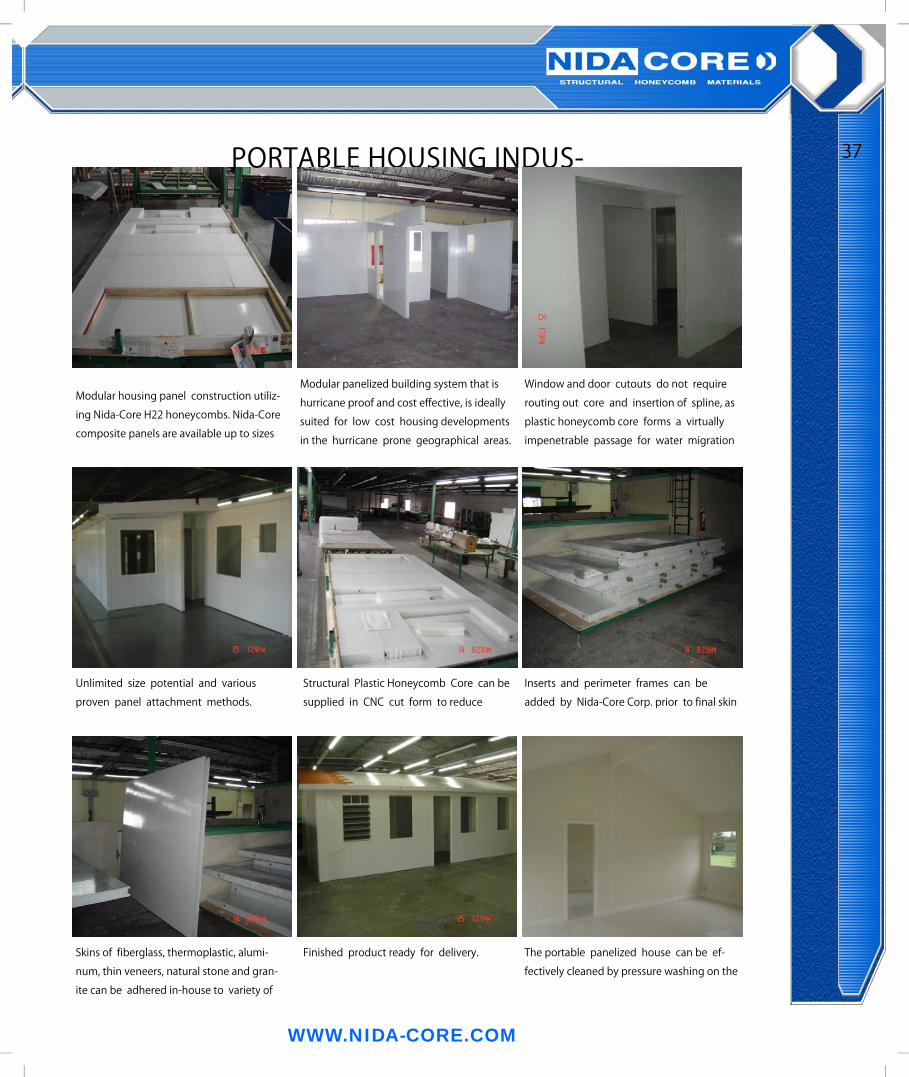
WWW.NIDA-CORE.COM
Modular panelized building system that is
hurricane proof and cost effective, is ideally
suited for low cost housing developments
in the hurricane prone geographical areas.
Modular housing panel construction utiliz-
ing Nida-Core H22 honeycombs. Nida-Core
composite panels are available up to sizes
37 PORTABLE HOUSING INDUS-
Window and door cutouts do not require
routing out core and insertion of spline, as
plastic honeycomb core forms a virtually
impenetrable passage for water migration
Unlimited size potential and various
proven panel attachment methods.
Structural Plastic Honeycomb Core can be
supplied in CNC cut form to reduce
Inserts and perimeter frames can be
added by Nida-Core Corp. prior to final skin
Skins of fiberglass, thermoplastic, alumi-
num, thin veneers, natural stone and gran-
ite can be adhered in-house to variety of
Finished product ready for delivery. The portable panelized house can be ef-
fectively cleaned by pressure washing on the
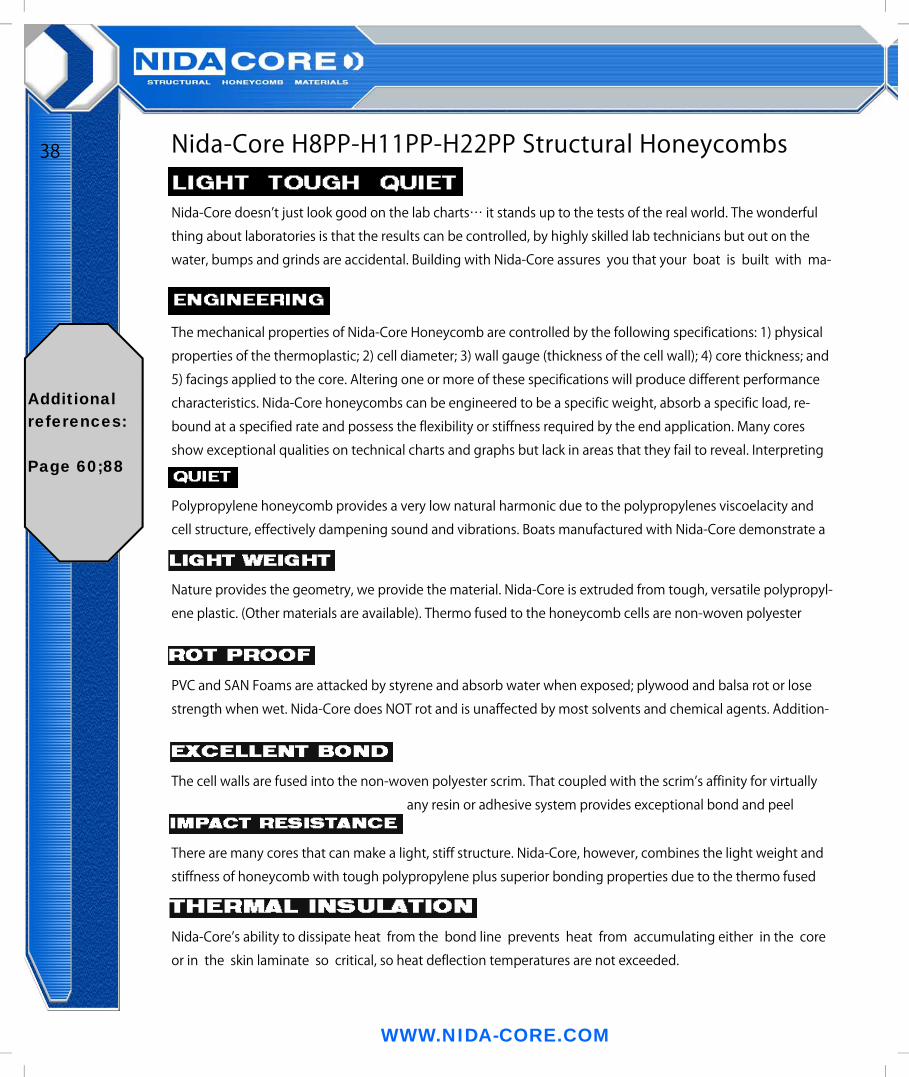
WWW.NIDA-CORE.COM
Nida-Core H8PP-H11PP-H22PP Structural Honeycombs
Nida-Core doesn’t just look good on the lab charts… it stands up to the tests of the real world. The wonderful
thing about laboratories is that the results can be controlled, by highly skilled lab technicians but out on the
water, bumps and grinds are accidental. Building with Nida-Core assures you that your boat is built with ma-
The mechanical properties of Nida-Core Honeycomb are controlled by the following specifications: 1) physical
properties of the thermoplastic; 2) cell diameter; 3) wall gauge (thickness of the cell wall); 4) core thickness; and
5) facings applied to the core. Altering one or more of these specifications will produce different performance
characteristics. Nida-Core honeycombs can be engineered to be a specific weight, absorb a specific load, re-
bound at a specified rate and possess the flexibility or stiffness required by the end application. Many cores
show exceptional qualities on technical charts and graphs but lack in areas that they fail to reveal. Interpreting
Polypropylene honeycomb provides a very low natural harmonic due to the polypropylenes viscoelacity and
cell structure, effectively dampening sound and vibrations. Boats manufactured with Nida-Core demonstrate a
Nature provides the geometry, we provide the material. Nida-Core is extruded from tough, versatile polypropyl-
ene plastic. (Other materials are available). Thermo fused to the honeycomb cells are non-woven polyester
PVC and SAN Foams are attacked by styrene and absorb water when exposed; plywood and balsa rot or lose
strength when wet. Nida-Core does NOT rot and is unaffected by most solvents and chemical agents. Addition-
The cell walls are fused into the non-woven polyester scrim. That coupled with the scrim’s affinity for virtually
any resin or adhesive system provides exceptional bond and peel
There are many cores that can make a light, stiff structure. Nida-Core, however, combines the light weight and
stiffness of honeycomb with tough polypropylene plus superior bonding properties due to the thermo fused
Nida-Core’s ability to dissipate heat from the bond line prevents heat from accumulating either in the core
or in the skin laminate so critical, so heat deflection temperatures are not exceeded.
38
Additional references: Page 60;88
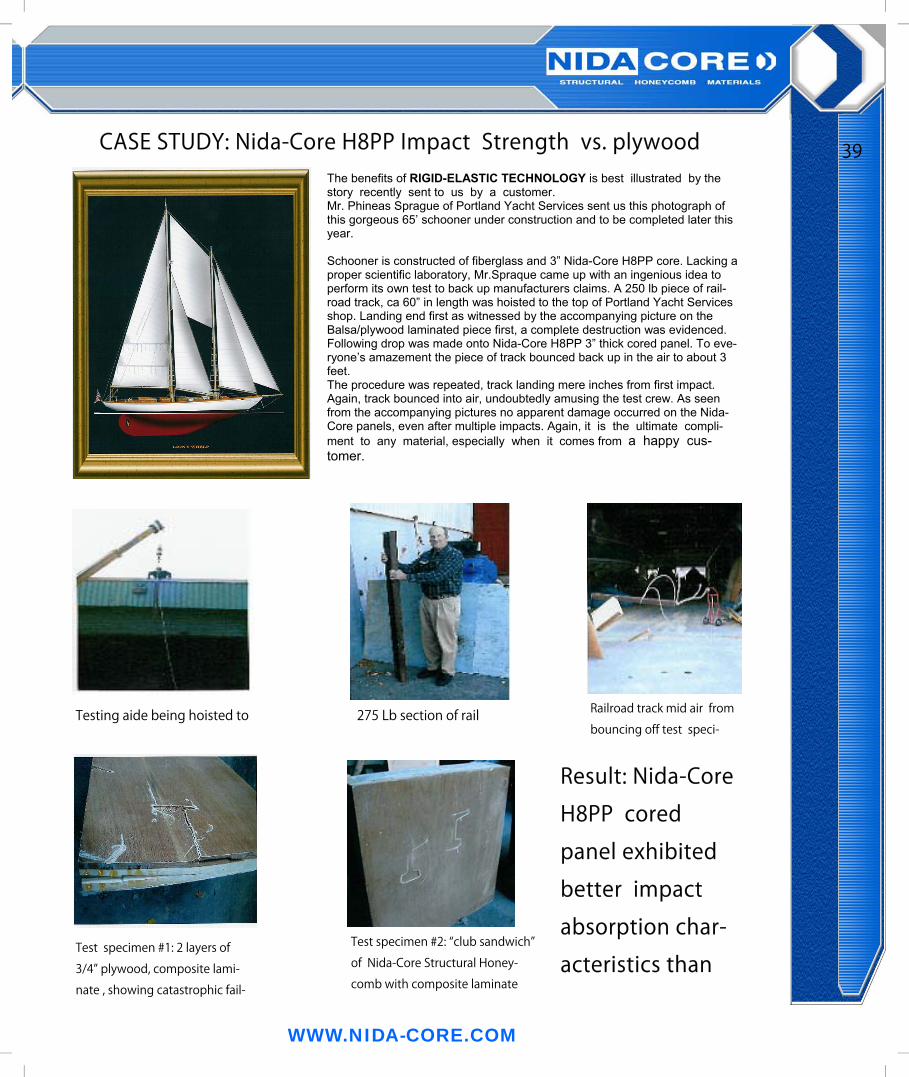
WWW.NIDA-CORE.COM
The benefits of RIGID-ELASTIC TECHNOLOGY is best illustrated by the story recently sent to us by a customer. Mr. Phineas Sprague of Portland Yacht Services sent us this photograph of this gorgeous 65’ schooner under construction and to be completed later this year. Schooner is constructed of fiberglass and 3” Nida-Core H8PP core. Lacking a proper scientific laboratory, Mr.Spraque came up with an ingenious idea to perform its own test to back up manufacturers claims. A 250 lb piece of rail-road track, ca 60” in length was hoisted to the top of Portland Yacht Services shop. Landing end first as witnessed by the accompanying picture on the Balsa/plywood laminated piece first, a complete destruction was evidenced. Following drop was made onto Nida-Core H8PP 3” thick cored panel. To eve-ryone’s amazement the piece of track bounced back up in the air to about 3 feet. The procedure was repeated, track landing mere inches from first impact. Again, track bounced into air, undoubtedly amusing the test crew. As seen from the accompanying pictures no apparent damage occurred on the Nida-Core panels, even after multiple impacts. Again, it is the ultimate compli-ment to any material, especially when it comes from a happy cus-tomer.
CASE STUDY: Nida-Core H8PP Impact Strength vs. plywood
Testing aide being hoisted to 275 Lb section of rail Railroad track mid air from
bouncing off test speci-
Test specimen #1: 2 layers of
3/4” plywood, composite lami-
nate , showing catastrophic fail-
Test specimen #2: “club sandwich”
of Nida-Core Structural Honey-
comb with composite laminate
Result: Nida-Core
H8PP cored
panel exhibited
better impact
absorption char-
acteristics than
39
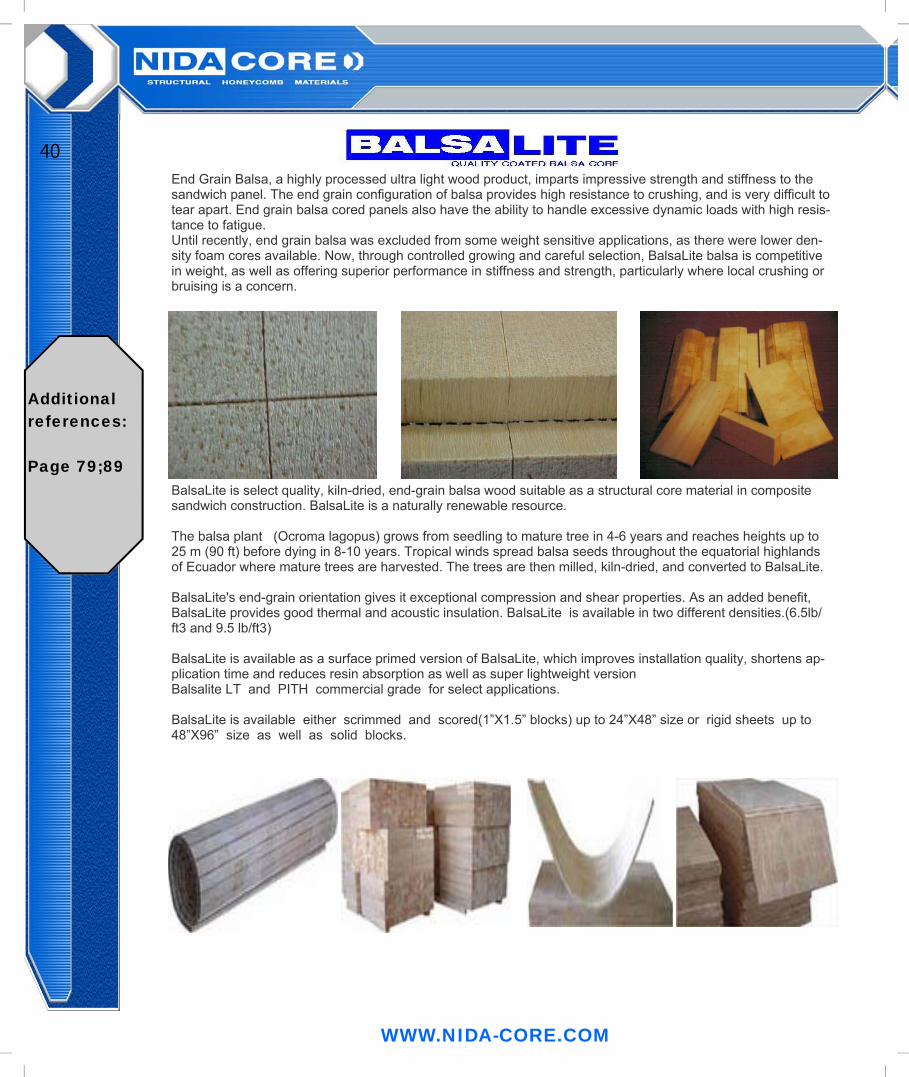
WWW.NIDA-CORE.COM
End Grain Balsa, a highly processed ultra light wood product, imparts impressive strength and stiffness to the sandwich panel. The end grain configuration of balsa provides high resistance to crushing, and is very difficult to tear apart. End grain balsa cored panels also have the ability to handle excessive dynamic loads with high resis-tance to fatigue. Until recently, end grain balsa was excluded from some weight sensitive applications, as there were lower den-sity foam cores available. Now, through controlled growing and careful selection, BalsaLite balsa is competitive in weight, as well as offering superior performance in stiffness and strength, particularly where local crushing or bruising is a concern.
BalsaLite is select quality, kiln-dried, end-grain balsa wood suitable as a structural core material in composite sandwich construction. BalsaLite is a naturally renewable resource. The balsa plant (Ocroma lagopus) grows from seedling to mature tree in 4-6 years and reaches heights up to 25 m (90 ft) before dying in 8-10 years. Tropical winds spread balsa seeds throughout the equatorial highlands of Ecuador where mature trees are harvested. The trees are then milled, kiln-dried, and converted to BalsaLite. BalsaLite's end-grain orientation gives it exceptional compression and shear properties. As an added benefit, BalsaLite provides good thermal and acoustic insulation. BalsaLite is available in two different densities.(6.5lb/ft3 and 9.5 lb/ft3) BalsaLite is available as a surface primed version of BalsaLite, which improves installation quality, shortens ap-plication time and reduces resin absorption as well as super lightweight version Balsalite LT and PITH commercial grade for select applications. BalsaLite is available either scrimmed and scored(1”X1.5” blocks) up to 24”X48” size or rigid sheets up to 48”X96” size as well as solid blocks.
40
Additional references: Page 79;89
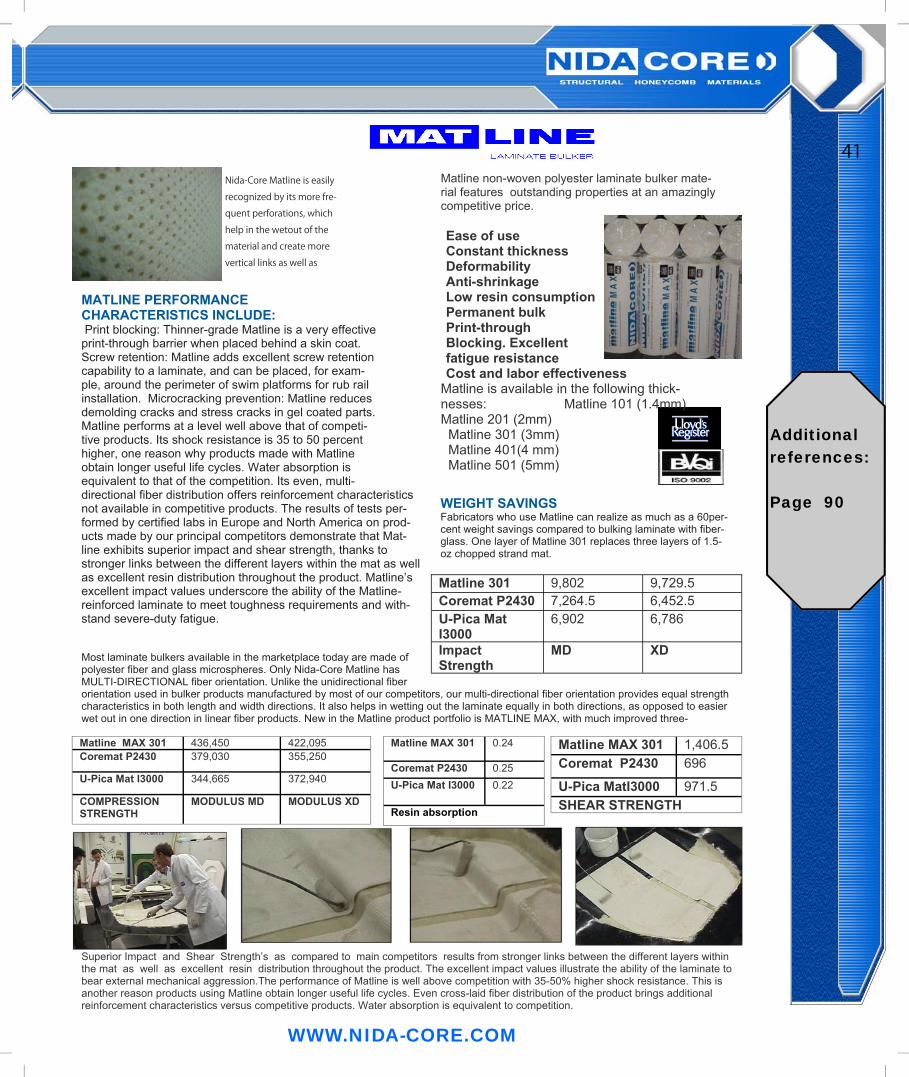
WWW.NIDA-CORE.COM
Most laminate bulkers available in the marketplace today are made of polyester fiber and glass microspheres. Only Nida-Core Matline has MULTI-DIRECTIONAL fiber orientation. Unlike the unidirectional fiber orientation used in bulker products manufactured by most of our competitors, our multi-directional fiber orientation provides equal strength characteristics in both length and width directions. It also helps in wetting out the laminate equally in both directions, as opposed to easier wet out in one direction in linear fiber products. New in the Matline product portfolio is MATLINE MAX, with much improved three-
MATLINE PERFORMANCE CHARACTERISTICS INCLUDE: Print blocking: Thinner-grade Matline is a very effective print-through barrier when placed behind a skin coat. Screw retention: Matline adds excellent screw retention capability to a laminate, and can be placed, for exam-ple, around the perimeter of swim platforms for rub rail installation. Microcracking prevention: Matline reduces demolding cracks and stress cracks in gel coated parts. Matline performs at a level well above that of competi-tive products. Its shock resistance is 35 to 50 percent higher, one reason why products made with Matline obtain longer useful life cycles. Water absorption is equivalent to that of the competition. Its even, multi-directional fiber distribution offers reinforcement characteristics not available in competitive products. The results of tests per-formed by certified labs in Europe and North America on prod-ucts made by our principal competitors demonstrate that Mat-line exhibits superior impact and shear strength, thanks to stronger links between the different layers within the mat as well as excellent resin distribution throughout the product. Matline’s excellent impact values underscore the ability of the Matline-reinforced laminate to meet toughness requirements and with-stand severe-duty fatigue.
Nida-Core Matline is easily
recognized by its more fre-
quent perforations, which
help in the wetout of the
material and create more
vertical links as well as
WEIGHT SAVINGS Fabricators who use Matline can realize as much as a 60per-cent weight savings compared to bulking laminate with fiber-glass. One layer of Matline 301 replaces three layers of 1.5-oz chopped strand mat.
Matline MAX 301 436,450 422,095 Coremat P2430 379,030 355,250
U-Pica Mat I3000 344,665 372,940
COMPRESSION STRENGTH
MODULUS MD MODULUS XD
Matline 301 9,802 9,729.5 Coremat P2430 7,264.5 6,452.5 U-Pica Mat I3000
6,902 6,786
Impact Strength
MD XD
Matline MAX 301 1,406.5 Coremat P2430 696
U-Pica MatI3000 971.5 SHEAR STRENGTH
Matline MAX 301 0.24
Coremat P2430 0.25 U-Pica Mat I3000 0.22
Resin absorption
Superior Impact and Shear Strength’s as compared to main competitors results from stronger links between the different layers within the mat as well as excellent resin distribution throughout the product. The excellent impact values illustrate the ability of the laminate to bear external mechanical aggression.The performance of Matline is well above competition with 35-50% higher shock resistance. This is another reason products using Matline obtain longer useful life cycles. Even cross-laid fiber distribution of the product brings additional reinforcement characteristics versus competitive products. Water absorption is equivalent to competition.
Matline non-woven polyester laminate bulker mate-rial features outstanding properties at an amazingly competitive price. Ease of use Constant thickness Deformability Anti-shrinkage Low resin consumption Permanent bulk Print-through Blocking. Excellent fatigue resistance Cost and labor effectiveness
Matline is available in the following thick-nesses: Matline 101 (1.4mm) Matline 201 (2mm)
Matline 301 (3mm) Matline 401(4 mm) Matline 501 (5mm)
Additional references: Page 90
41
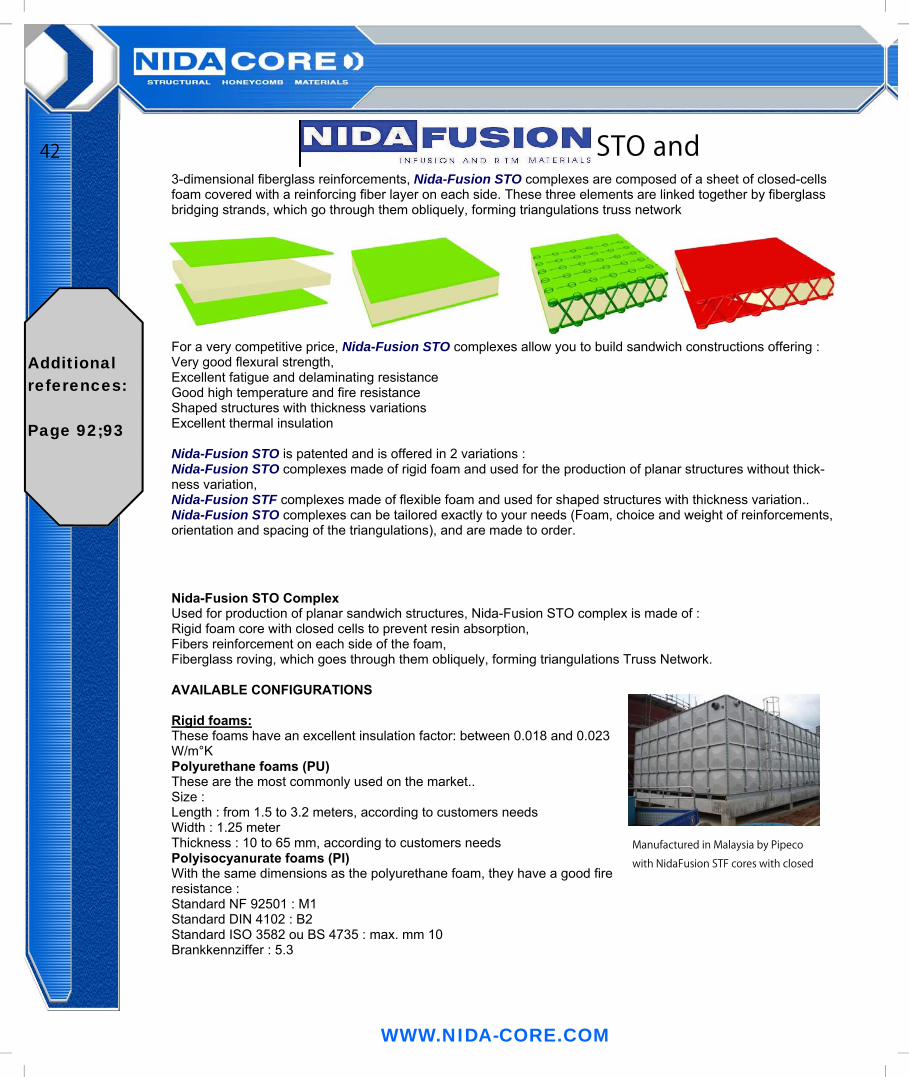
WWW.NIDA-CORE.COM
3-dimensional fiberglass reinforcements, Nida-Fusion STO complexes are composed of a sheet of closed-cells foam covered with a reinforcing fiber layer on each side. These three elements are linked together by fiberglass bridging strands, which go through them obliquely, forming triangulations truss network
For a very competitive price, Nida-Fusion STO complexes allow you to build sandwich constructions offering : Very good flexural strength, Excellent fatigue and delaminating resistance Good high temperature and fire resistance Shaped structures with thickness variations Excellent thermal insulation Nida-Fusion STO is patented and is offered in 2 variations : Nida-Fusion STO complexes made of rigid foam and used for the production of planar structures without thick-ness variation, Nida-Fusion STF complexes made of flexible foam and used for shaped structures with thickness variation.. Nida-Fusion STO complexes can be tailored exactly to your needs (Foam, choice and weight of reinforcements, orientation and spacing of the triangulations), and are made to order.
Nida-Fusion STO Complex Used for production of planar sandwich structures, Nida-Fusion STO complex is made of : Rigid foam core with closed cells to prevent resin absorption, Fibers reinforcement on each side of the foam, Fiberglass roving, which goes through them obliquely, forming triangulations Truss Network. AVAILABLE CONFIGURATIONS Rigid foams: These foams have an excellent insulation factor: between 0.018 and 0.023 W/m°K Polyurethane foams (PU) These are the most commonly used on the market.. Size : Length : from 1.5 to 3.2 meters, according to customers needs Width : 1.25 meter Thickness : 10 to 65 mm, according to customers needs Polyisocyanurate foams (PI) With the same dimensions as the polyurethane foam, they have a good fire resistance : Standard NF 92501 : M1 Standard DIN 4102 : B2 Standard ISO 3582 ou BS 4735 : max. mm 10 Brankkennziffer : 5.3
STO and 42
Additional references: Page 92;93
Manufactured in Malaysia by Pipeco
with NidaFusion STF cores with closed
WWW.NIDA-CORE.COM
Phenolic foams (PH) This kind of foam has a very high fire resistance without any toxic fumes. Standard NF 92501 : M1, (F : under approval) Standard DIN 4102 : B2 Standard ISO 3582 or BS 4735 : max mm 10 This type of foam is easily damaged and must be handled with care before impregnation. Size : Length : 1.00 meter Width : 1.25 meter Thickness : from 20 to 65 mm, according to customers needs Reinforcements : All the reinforcements available on the market can be used (fiberglass, aramid, carbon) : Woven fabrics, Non woven fabrics, Complexes. The Nida-Fusion STO complex is produced with only one layer of reinforcement on each side. Triangulations : The triangulations of the sandwich material are characterized by : The Spacing The spacing corresponds to the distance between two stitches that have the same orientation. It can vary from 10 to 60 mm. The closer the spacing between triangulations, the better the the mechanical properties. However, closer spacing will increase weight of the core.
The Orientation Two possibilities : Parallel Orientation All the stitching lines are parallel to the length of the sheet. Flexural strength is good in the length side of the sheet. Off Axis orientation All the stitching lines are oriented with a 30 degrees angle to the length of the sheet. This configuration gives good bending resistance across the width of the core as well as along the length. Nida-Fusion STF complex
Aimed at producing shaped structures with thickness variations, the Nida-Fusion STF complex is made of : Flexible foam core with closed cells to prevent resin absorption. Fiberglass reinforcement on each side of the foam. Fiberglass roving, which goes through them obliquely, forming triangulations Truss Network. AVAILABLE CONFIGURATIONS Flexible foams, for the Nida-Fusion STF complex Used for shaped structures with thickness variations, they are made of Polyethylene (PE) or of Polypropylene (PP). Various qualities are available and the choice will depend on the impregnation method and on the thick-ness variations to be absorbed.. Foams that can be easily compressed (PE 35kg/m3) They are used for structures with a high thickness variation. In that case, the injection pressure will be low, less than 1 kg/cm² and the moulds won't have a high deformation under vacuum effect.
43
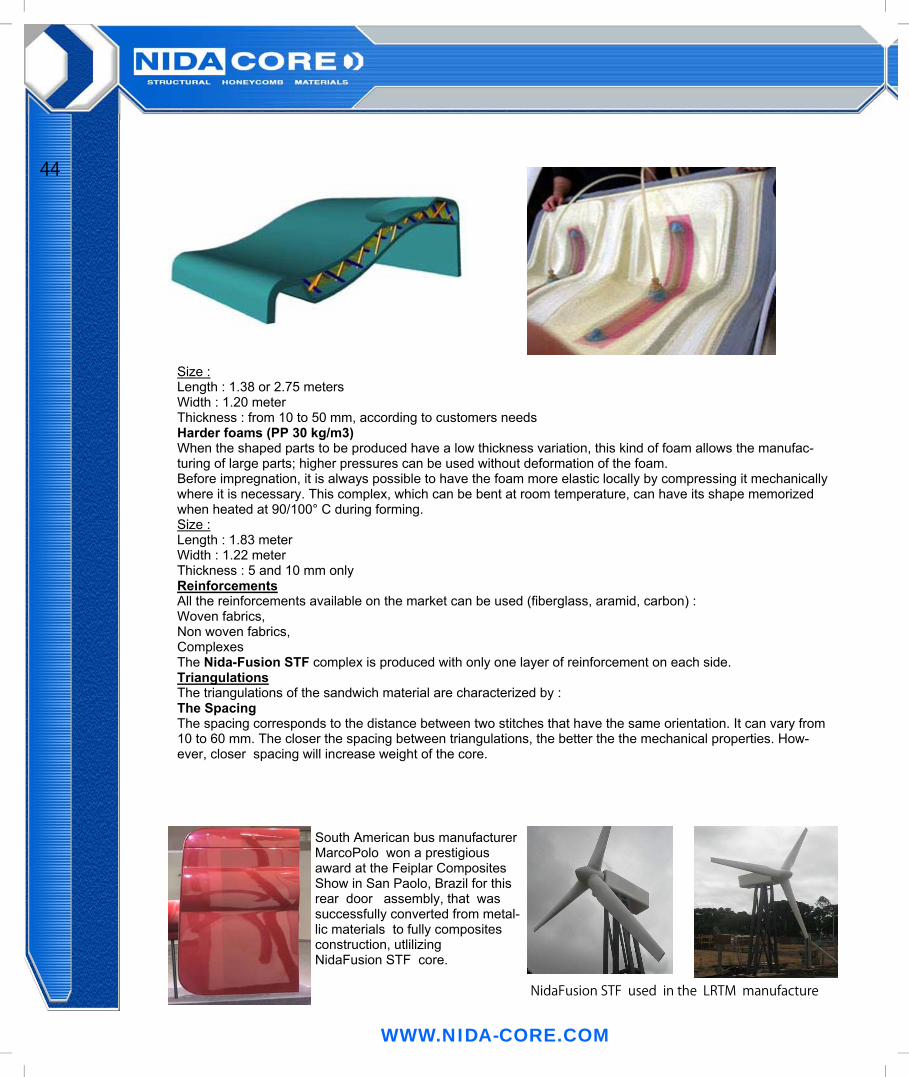
WWW.NIDA-CORE.COM
Size : Length : 1.38 or 2.75 meters Width : 1.20 meter Thickness : from 10 to 50 mm, according to customers needs Harder foams (PP 30 kg/m3) When the shaped parts to be produced have a low thickness variation, this kind of foam allows the manufac-turing of large parts; higher pressures can be used without deformation of the foam. Before impregnation, it is always possible to have the foam more elastic locally by compressing it mechanically where it is necessary. This complex, which can be bent at room temperature, can have its shape memorized when heated at 90/100° C during forming. Size : Length : 1.83 meter Width : 1.22 meter Thickness : 5 and 10 mm only Reinforcements All the reinforcements available on the market can be used (fiberglass, aramid, carbon) : Woven fabrics, Non woven fabrics, Complexes The Nida-Fusion STF complex is produced with only one layer of reinforcement on each side. Triangulations The triangulations of the sandwich material are characterized by : The Spacing The spacing corresponds to the distance between two stitches that have the same orientation. It can vary from 10 to 60 mm. The closer the spacing between triangulations, the better the the mechanical properties. How-ever, closer spacing will increase weight of the core.
South American bus manufacturer MarcoPolo won a prestigious award at the Feiplar Composites Show in San Paolo, Brazil for this rear door assembly, that was successfully converted from metal-lic materials to fully composites construction, utlilizing NidaFusion STF core.
44
NidaFusion STF used in the LRTM manufacture
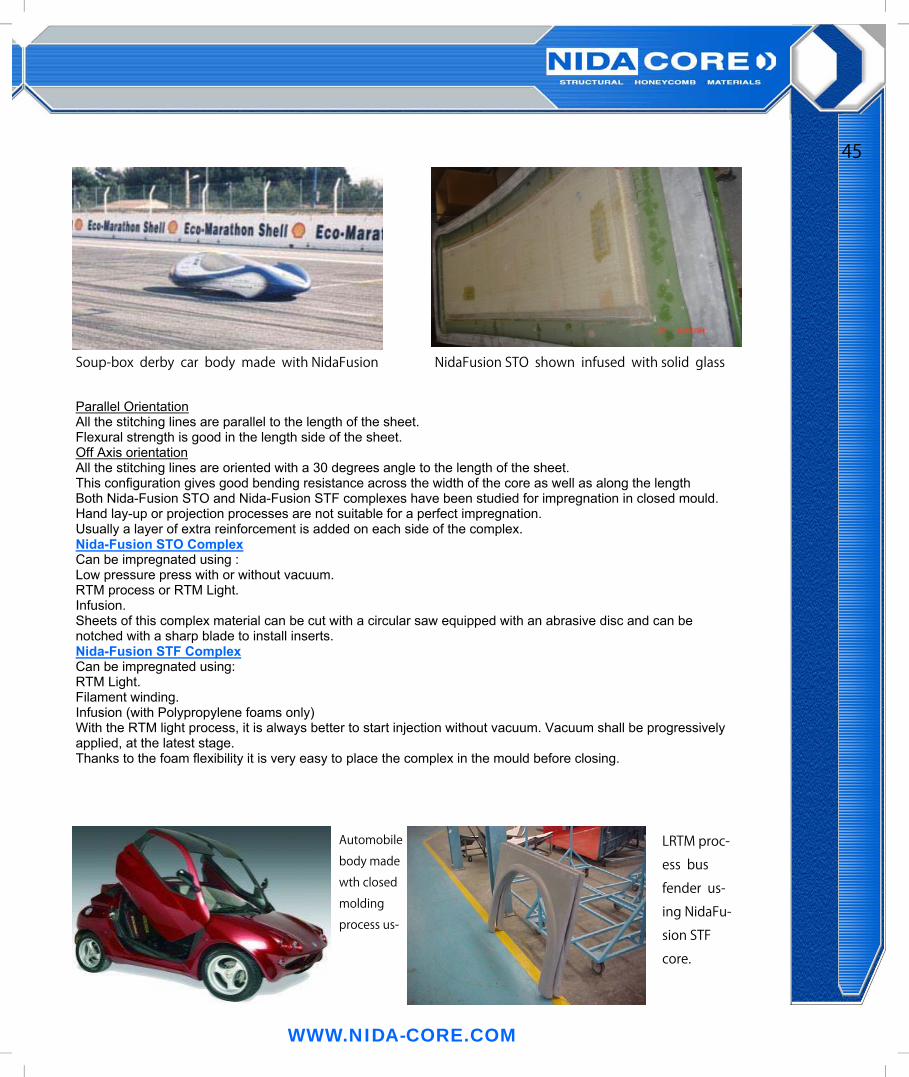
WWW.NIDA-CORE.COM
Parallel Orientation All the stitching lines are parallel to the length of the sheet. Flexural strength is good in the length side of the sheet. Off Axis orientation All the stitching lines are oriented with a 30 degrees angle to the length of the sheet. This configuration gives good bending resistance across the width of the core as well as along the length Both Nida-Fusion STO and Nida-Fusion STF complexes have been studied for impregnation in closed mould. Hand lay-up or projection processes are not suitable for a perfect impregnation. Usually a layer of extra reinforcement is added on each side of the complex. Nida-Fusion STO Complex Can be impregnated using : Low pressure press with or without vacuum. RTM process or RTM Light. Infusion. Sheets of this complex material can be cut with a circular saw equipped with an abrasive disc and can be notched with a sharp blade to install inserts. Nida-Fusion STF Complex Can be impregnated using: RTM Light. Filament winding. Infusion (with Polypropylene foams only) With the RTM light process, it is always better to start injection without vacuum. Vacuum shall be progressively applied, at the latest stage. Thanks to the foam flexibility it is very easy to place the complex in the mould before closing.
45
Soup-box derby car body made with NidaFusion NidaFusion STO shown infused with solid glass
Automobile
body made
wth closed
molding
process us-
LRTM proc-
ess bus
fender us-
ing NidaFu-
sion STF
core.

WWW.NIDA-CORE.COM
Nida-Bond is a specially formulated, polyester based core bedding compound developed by Nida-Core Corpora-tion for hand lay-up and vacuum bagging core installation. Use of premium resins results in high tensile and flex-ural strength. Its high adhesive strength provides an excellent bond between the core and the laminate. Its is suitable for most coring applications and is compatible with our Foamline, BalsaLite and Nida-Core, TecnoCore, PVC and SAN foam core materials. Characteristics include: lightweight, non-sagging, and long working time for coverage of large areas. Consult MSDS for additional handling, storing and safety information. NidaBond is available either Pumpable or Trowelable Normal application of Nida-Bond CBC on a flat, smooth surface would require about 1/16" per square foot although in certain gap filling applications can be used up to 1/4" thick. Be-low are coverage rates per gallon and weight per square foot at different thicknesses.
46
Additional references: Page 56;94, 95;96;97
CORE BONDING COMPOUND (CBC)
ALL-PURPOSE BONDING COM-
RADIUS FILLETING COMPOUND
TRANSOM POURABLE CERAMIC COMPOUND
NidaBond RFC is formulated especially for filling behind the gel coat of tight radii. In addition, NidaBond Brushable Radius Filleting Compound has excellent crack resistance for superior durability. An extended gel time version of this product is also available. Use of premium resins re-sults in high tensile and flexural strength. Consult MSDS for additional handling, storing and safety information.
Nida-Bond APC is a specially formulated, polyester based all purpose bonding compound developed by Nida-Core Corporation for general pur-pose filling and bonding. Use of premium resins results in high tensile and flexural strength. Its high adhesive strength provides an excellent bond between the bonded substrates. Consult MSDS for additional handling, storing and safety information. NidaBond APC is available either Pumpable or Trowelable. Catalyze with MEKP. Semi-flexible for exceptional crack resistance. • Formulated with premium resins • Low shrinkage and exotherm • Low styrene content • General purpose bonding • General purpose filler, filleting radii, excellent durability, filling small voids, bonding composites
Description: NIDA-CORE formulates its Ceramic Pourable Compound with premium polyester resins and high strength ceramic spheres resulting in high tensile and flexural strength. This lightweight compound is ideal for filling large volumes where strength and rigidity are major concerns. The NidaBond Ceramic Pourable Com-pound mixes and pours easily from the 5-gallon pail. Excellent rigidity and strength. Formulated with premium resins Low shrinkage and exotherm Low styrene con-tent Structural applications where high compressive strength is required 7 times better compression strength than plywood!

WWW.NIDA-CORE.COM
Nida-Core Corp. foam production facilities include the best fully automated computer numerically con-trolled equipment available with up to 150 lb/min capacity Cannon dispenser machine, several Femco and Edge-Sweets foam block machining units, 62” wide belt sander and associated support equip-ment for ultimate consistency and high quality foam product. Coupled with our heated 11’X21.5’ multi-stage 250 ton press and 3-axis CNC milling capability, Nida-Core Corp. is your source for all custom foam machining needs.
Foamline polyurethane foam is available in sheets from 3/16” to 8” (5mm-203 mm) thick blocks in den-sities from 2 lb/ft3 to 50 lb/ft3. Standard sheet size is 48” X96” or 1219mmX2438 mm All Foamline products can be supplied in customer specified CNC cut kit form. Closed cell content up to 99% Freeze and thaw cycle tested. Anti-static additives available for specific applications. Low-abrasion additives available for machining applications. Fire - retardant additives available. Custom pigmentation and customer branding available.
Additional references: Page 102
47
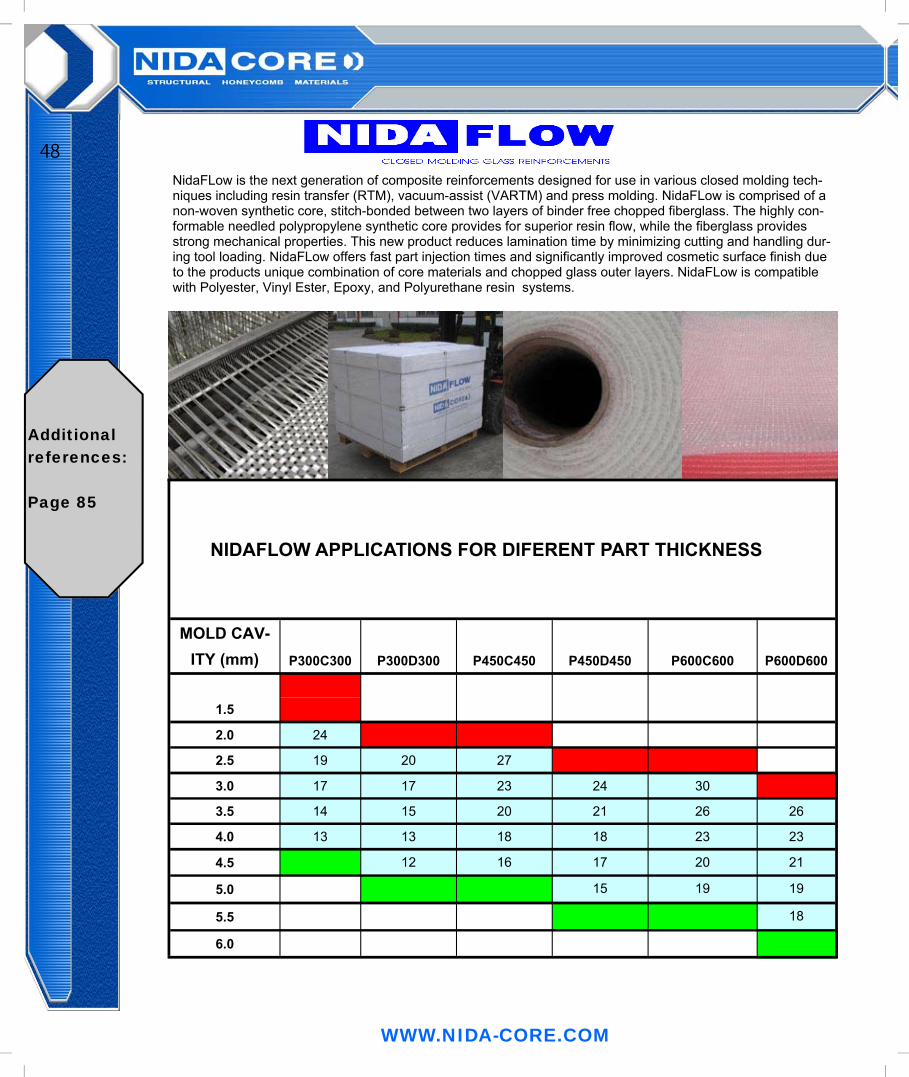
WWW.NIDA-CORE.COM
NidaFLow is the next generation of composite reinforcements designed for use in various closed molding tech-niques including resin transfer (RTM), vacuum-assist (VARTM) and press molding. NidaFLow is comprised of a non-woven synthetic core, stitch-bonded between two layers of binder free chopped fiberglass. The highly con-formable needled polypropylene synthetic core provides for superior resin flow, while the fiberglass provides strong mechanical properties. This new product reduces lamination time by minimizing cutting and handling dur-ing tool loading. NidaFLow offers fast part injection times and significantly improved cosmetic surface finish due to the products unique combination of core materials and chopped glass outer layers. NidaFLow is compatible with Polyester, Vinyl Ester, Epoxy, and Polyurethane resin systems.
NIDAFLOW APPLICATIONS FOR DIFERENT PART THICKNESS
MOLD CAV-
ITY (mm) P300C300 P300D300 P450C450 P450D450 P600C600 P600D600
1.5
2.0 24
2.5 19 20 27
3.0 17 17 23 24 30
3.5 14 15 20 21 26 26
4.0 13 13 18 18 23 23
4.5 12 16 17 20 21
5.0 15 19 19
5.5 18
6.0
48
Additional references: Page 85
WWW.NIDA-CORE.COM
NidaCore FC Nida-Core FC (for Flexible Core) is a flexible extra resilient continuous honeycomb product, able to be configured and engineered to suit the end user’s requirements. Nida-Core FC can be made from virtually any thermoplastic material-from polypropylene, polyethylene, polycarbonate to many others in nonwoven or film form. The FC is manufactured, using a patented 3D stacking system by means of thermal bonding, up to 100mm thick and up to 1250 mm in width, and as long as necessary. Thermal bonding means there are no glues or other additives in the process, making the product 100% recyclable and environmentally friendly.
Applications. In general, applications for this product fall into at least one or more of the following areas: structural, separation, fluid transport and energy absorption. It is possible for an application to require or use all of these functional areas while some may require only one. Since the nature of the nonwoven is drastically altered, i.e., it is in a third dimension, its intellectual property po-tential is also drastically altered as well, and many new defensible areas become available from the same starting material.
1. 11mm Nominal Cell 200 gsm Typar spun bonded Polypropylene (nonwoven) 40 kg/cubic meter (calculated) 58 psi average – compressive strength (ASTM C365) 45 psi – shear strength (ASTM C365)
2. 11mm Nominal Cell 10 mil thick PP film 45 kg/cubic meter (calculated) 68 psi average- compressive strength (ASTM C365) 48 psi – shear strength (ASTM C365)
APPLICATION Key Property
Fluid Movement
Separation, Fluid transport, Laminar flow
Panel Structural, Separation, Light weight
Gravel Replacement Ease of Use, Structural, Separation, Fluid transport
Flooring Nonabsorbent underlay, Energy absorption, Separa-tion
Erosion control Structural, Separation , Fluid transport
Protection (sports, industrial) Separation, Energy absorption
Seating Engineered resilience, Structural, Separation
Additional references: Page 25;35; 91
49
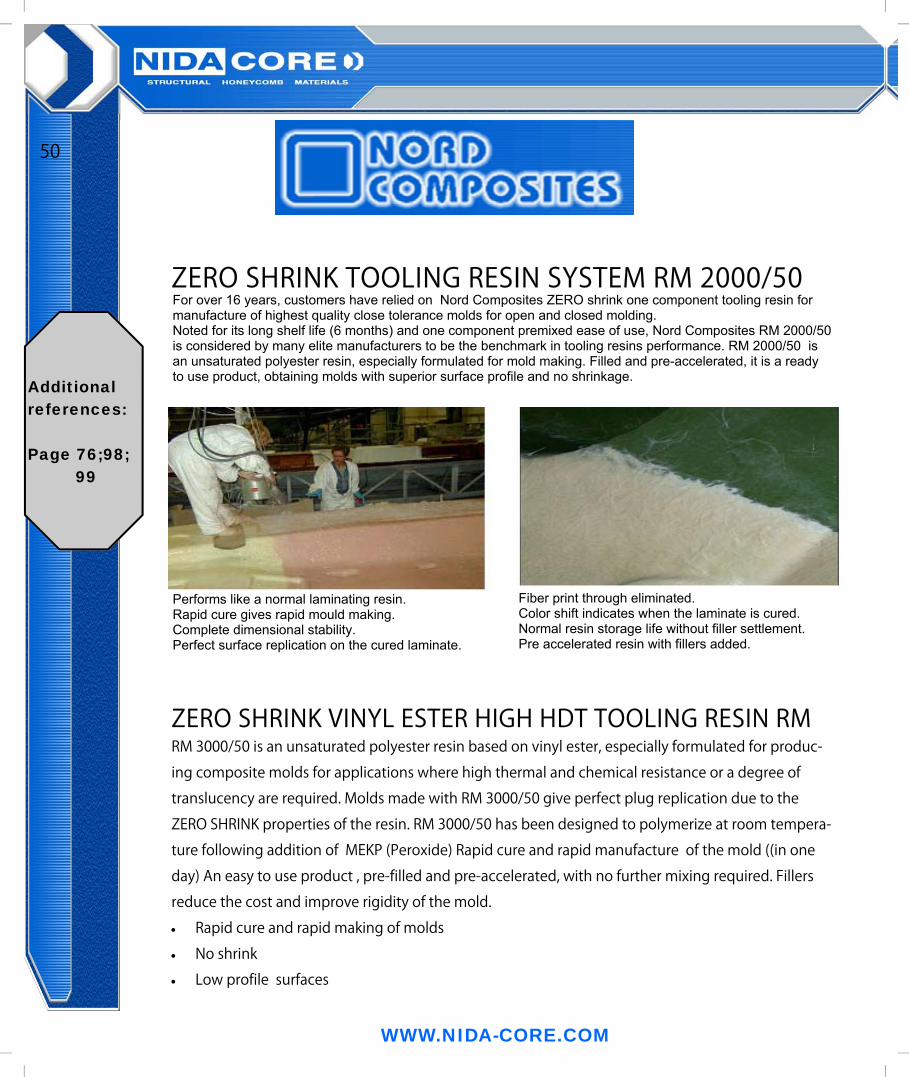
WWW.NIDA-CORE.COM
For over 16 years, customers have relied on Nord Composites ZERO shrink one component tooling resin for manufacture of highest quality close tolerance molds for open and closed molding. Noted for its long shelf life (6 months) and one component premixed ease of use, Nord Composites RM 2000/50 is considered by many elite manufacturers to be the benchmark in tooling resins performance. RM 2000/50 is an unsaturated polyester resin, especially formulated for mold making. Filled and pre-accelerated, it is a ready to use product, obtaining molds with superior surface profile and no shrinkage.
Performs like a normal laminating resin. Rapid cure gives rapid mould making. Complete dimensional stability. Perfect surface replication on the cured laminate.
Additional references: Page 76;98; 99
Fiber print through eliminated. Color shift indicates when the laminate is cured. Normal resin storage life without filler settlement. Pre accelerated resin with fillers added.
50
ZERO SHRINK TOOLING RESIN SYSTEM RM 2000/50
ZERO SHRINK VINYL ESTER HIGH HDT TOOLING RESIN RM RM 3000/50 is an unsaturated polyester resin based on vinyl ester, especially formulated for produc-
ing composite molds for applications where high thermal and chemical resistance or a degree of
translucency are required. Molds made with RM 3000/50 give perfect plug replication due to the
ZERO SHRINK properties of the resin. RM 3000/50 has been designed to polymerize at room tempera-
ture following addition of MEKP (Peroxide) Rapid cure and rapid manufacture of the mold ((in one
day) An easy to use product , pre-filled and pre-accelerated, with no further mixing required. Fillers
reduce the cost and improve rigidity of the mold.
• Rapid cure and rapid making of molds
• No shrink
• Low profile surfaces
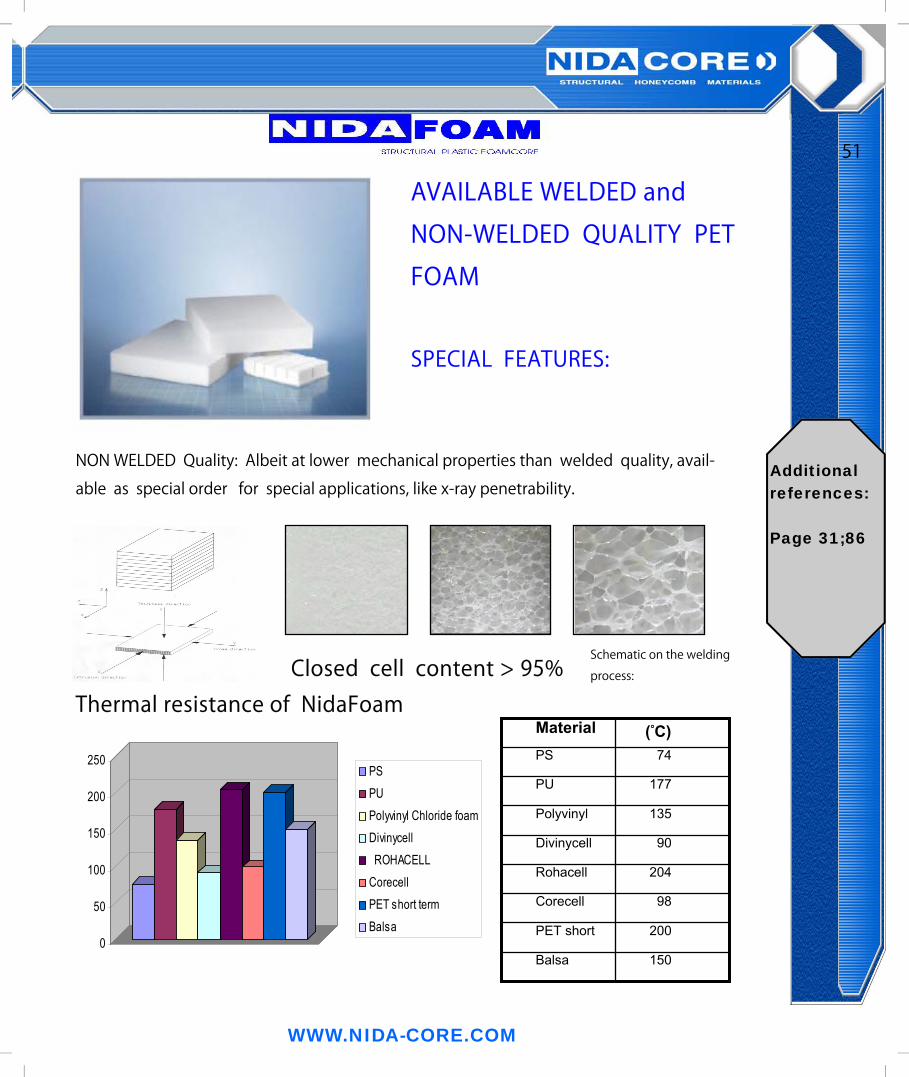
WWW.NIDA-CORE.COM
51
Additional references: Page 31;86
AVAILABLE WELDED and
NON-WELDED QUALITY PET
FOAM
SPECIAL FEATURES:
NON WELDED Quality: Albeit at lower mechanical properties than welded quality, avail-
able as special order for special applications, like x-ray penetrability.
Schematic on the welding
process: Closed cell content > 95%
0
50
100
150
200
250PS
PU
Polyvinyl Chloride foam
Divinycell
ROHACELL
Corecell
PET short term
Balsa
Thermal resistance of NidaFoam
200 PET short
98 Corecell
150 Balsa
204 Rohacell
90 Divinycell 135 Polyvinyl
177 PU 74 PS
(˚C) Material
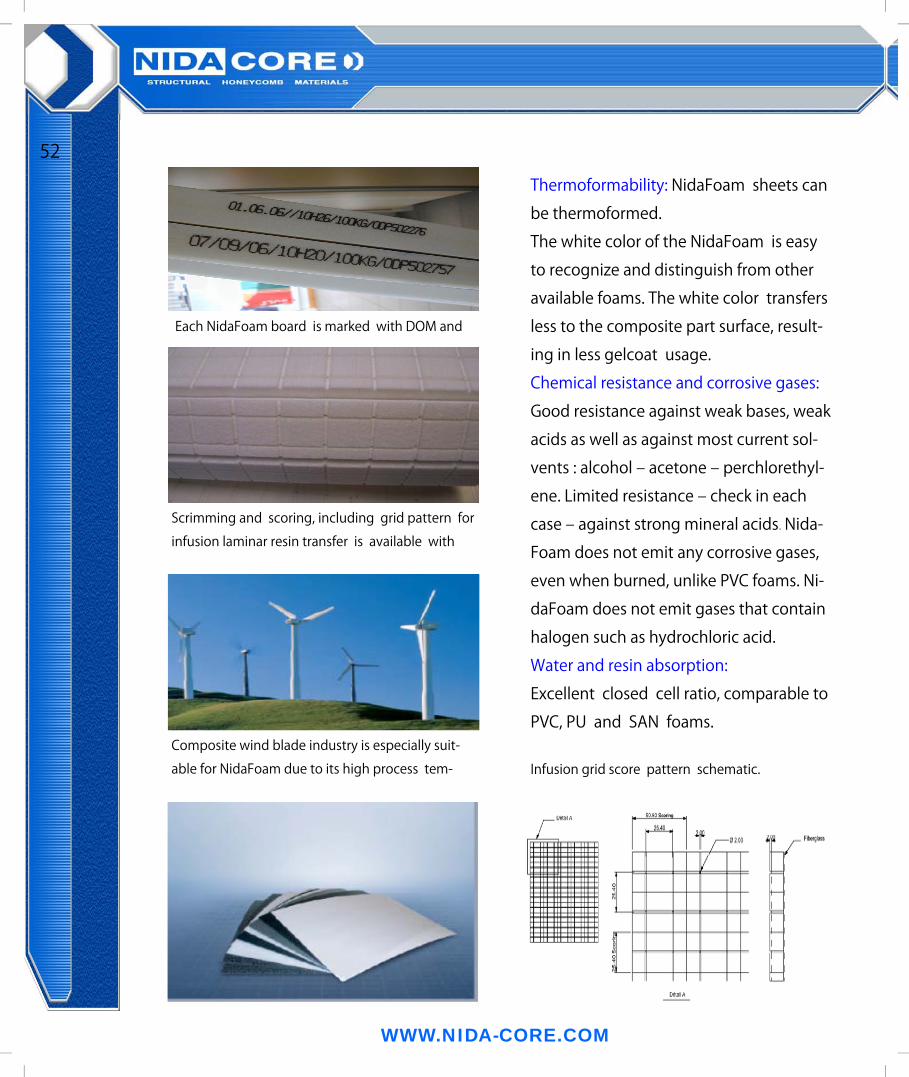
WWW.NIDA-CORE.COM
52
Thermoformability: NidaFoam sheets can
be thermoformed.
The white color of the NidaFoam is easy
to recognize and distinguish from other
available foams. The white color transfers
less to the composite part surface, result-
ing in less gelcoat usage.
Chemical resistance and corrosive gases:
Good resistance against weak bases, weak
acids as well as against most current sol-
vents : alcohol ‒ acetone ‒ perchlorethyl-
ene. Limited resistance ‒ check in each
case ‒ against strong mineral acids. Nida-
Foam does not emit any corrosive gases,
even when burned, unlike PVC foams. Ni-
daFoam does not emit gases that contain
halogen such as hydrochloric acid.
Water and resin absorption:
Excellent closed cell ratio, comparable to
PVC, PU and SAN foams.
Each NidaFoam board is marked with DOM and
Scrimming and scoring, including grid pattern for
infusion laminar resin transfer is available with
Composite wind blade industry is especially suit-
able for NidaFoam due to its high process tem- Infusion grid score pattern schematic.

WWW.NIDA-CORE.COM
Additional references: Page 87
Description: • Excellent mechanical properties – high shear and compression strength • Especially recommended for application with high temperatures • Excellent chemical resistance against dissolvent, benzene, light ac- ids under regular environmental circumstances • Closed cell structure indicated a low resin uptake • No water absorption • Good thermal insulation • Thermo formable • Available 5-24 mm ( 3/16”-1”) thicknesses, cell diameter 26mm(about 1”) • Sheet size 11”X47” (depending on precursor material) • Multiple layers can be stacked for greater thicknesses • Designed for infusion, can be hand laid with NidaBond Core Bedding com-
pound (CBC) with vacuum bagging the core or rolling the core into NidaBond.
• 10 mm cell side wall length 0.35 mm kerf width
• Available precursors include NidaFoam PET, Polyure-thane and Polyisocyanurate foams
3D

WWW.NIDA-CORE.COM
Hypaject Mark III
Using the pressure pot principle pre-mixed resin systems are drawn into the machine
under vacuum, actively degassed, then dispensed under pressure into the mold cav-
ity. Processing requirements of single part epoxy materials such as Hexcel's RTM6 and
Cytec Engineered Materials have led to heated systems complete with higher levels of
control and monitoring. The Hypaject RTM system is highly versatile Standard 6 liter
capacity homogenizers are complimented by 'special order' sizes, ranging from 0.3 to
30 liter.
Megaject RTM-PRO
By incorporating programmable logic controls in the fully automatic production system, the
Megaject RTM RTM-Pro offers many standard features unavailable on other models. Automatic
functions are stored and easily accessed through the touch-sensitive display, which provides
full control of the injection and flushing cycles. All of the machines operational features are
pre-programmable and monitored. The Megaject RTM RTM-Pro ensures accurate repeatability
Megaject MkV
The unit can be configured to suit Polyester/Vinylester, Phenolic or Epoxy filled or unfilled resin systems.
Variable ratio, infinite adjustment between 1:1 to 200:1, enabling the user to accurately match the resin
manufacturer's specified ratio. This is achieved using one of the 4 Standard pump sizes, 100cc, 50cc, 20cc
and 4.5cc.20cc pump available in 316 S/S for use with phenolic resin systems, giving catalyst ratio range of
3% to 20.8%Heavy duty ratio arms with precision roller bearing fulcrums in place of bushes. Precision de-
Megaject Sprinter SSB Basic/Automatic
The precision fluid pumps achieve a mix output from as low as 150g/min up to 4kg/min. Catalyst pump
ratios are adjustable from 0.5% to 3.0%.Instrumentation and control panel and pump guard housed in a
stainless steel cabinet. Precision fluid pumps guarantee accurate metering across the full output range.
Mould Pressure Guard (MPG). This constantly regulates the injection pressure to ensure a fast and safe
mould-fill. Catalyst over-pressurisation, provides an automatic machine safety-stop. Single pin Catalyst
ratio adjustment. Stainless steel ratio arms. Manual resin and catalyst recirculation valves at the mixing
head. Resin inlet hose with filter suitable for 200kg drum. 8 litre catalyst bottle with filtered line. Digital
stroke counter, counting every 100cc. Complete 2 stream mixing head with static mixer element and air/
Megaject RTM Sprint PDC
A pneumatically powered medium output machine, designed for the accurate mixing
and injection of resin. The precision fluid pumps achieve a mix output from as low as
150g/min up to 6kg/min. Standard features include: variable catalyst ratio, unique sol-
54
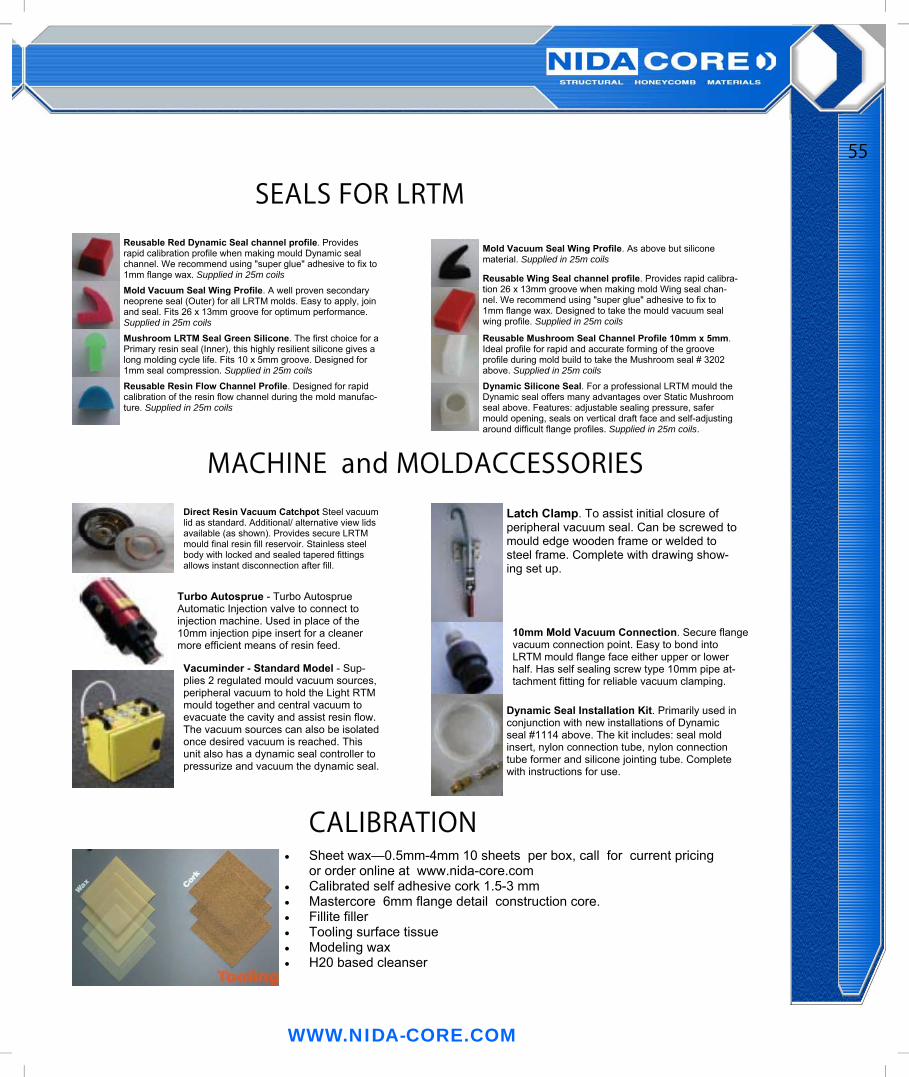
WWW.NIDA-CORE.COM
Reusable Red Dynamic Seal channel profile. Provides rapid calibration profile when making mould Dynamic seal channel. We recommend using "super glue" adhesive to fix to 1mm flange wax. Supplied in 25m coils
Mold Vacuum Seal Wing Profile. A well proven secondary neoprene seal (Outer) for all LRTM molds. Easy to apply, join and seal. Fits 26 x 13mm groove for optimum performance. Supplied in 25m coils
Mold Vacuum Seal Wing Profile. As above but silicone material. Supplied in 25m coils
Reusable Wing Seal channel profile. Provides rapid calibra-tion 26 x 13mm groove when making mold Wing seal chan-nel. We recommend using "super glue" adhesive to fix to 1mm flange wax. Designed to take the mould vacuum seal wing profile. Supplied in 25m coils
Mushroom LRTM Seal Green Silicone. The first choice for a Primary resin seal (Inner), this highly resilient silicone gives a long molding cycle life. Fits 10 x 5mm groove. Designed for 1mm seal compression. Supplied in 25m coils
Reusable Mushroom Seal Channel Profile 10mm x 5mm. Ideal profile for rapid and accurate forming of the groove profile during mold build to take the Mushroom seal # 3202 above. Supplied in 25m coils
Reusable Resin Flow Channel Profile. Designed for rapid calibration of the resin flow channel during the mold manufac-ture. Supplied in 25m coils
Dynamic Silicone Seal. For a professional LRTM mould the Dynamic seal offers many advantages over Static Mushroom seal above. Features: adjustable sealing pressure, safer mould opening, seals on vertical draft face and self-adjusting around difficult flange profiles. Supplied in 25m coils.
Direct Resin Vacuum Catchpot Steel vacuum lid as standard. Additional/ alternative view lids available (as shown). Provides secure LRTM mould final resin fill reservoir. Stainless steel body with locked and sealed tapered fittings allows instant disconnection after fill.
55
SEALS FOR LRTM
MACHINE and MOLDACCESSORIES
Dynamic Seal Installation Kit. Primarily used in conjunction with new installations of Dynamic seal #1114 above. The kit includes: seal mold insert, nylon connection tube, nylon connection tube former and silicone jointing tube. Complete with instructions for use.
Turbo Autosprue - Turbo Autosprue Automatic Injection valve to connect to injection machine. Used in place of the 10mm injection pipe insert for a cleaner more efficient means of resin feed.
Vacuminder - Standard Model - Sup-plies 2 regulated mould vacuum sources, peripheral vacuum to hold the Light RTM mould together and central vacuum to evacuate the cavity and assist resin flow. The vacuum sources can also be isolated once desired vacuum is reached. This unit also has a dynamic seal controller to pressurize and vacuum the dynamic seal.
Latch Clamp. To assist initial closure of peripheral vacuum seal. Can be screwed to mould edge wooden frame or welded to steel frame. Complete with drawing show-ing set up.
10mm Mold Vacuum Connection. Secure flange vacuum connection point. Easy to bond into LRTM mould flange face either upper or lower half. Has self sealing screw type 10mm pipe at-tachment fitting for reliable vacuum clamping.
CALIBRATION • Sheet wax—0.5mm-4mm 10 sheets per box, call for current pricing
or order online at www.nida-core.com • Calibrated self adhesive cork 1.5-3 mm • Mastercore 6mm flange detail construction core. • Fillite filler • Tooling surface tissue • Modeling wax • H20 based cleanser
WWW.NIDA-CORE.COM
HOW TO USE NIDABOND POURABLE TRANSOM COM-NIDA-BOND POURABLE TRANSOM COM-
POUND is ceramic filled polyester exhibit-
ing exceptional physical properties. In par-
ticular, the compressive strength has been
documented by an independent testing
laboratory to be 3,895 psi (ASTM 695). This
is several times that of plywood and 8 to
10 times that of PVC foam. In addition, the
failure mode shows elastic yielding before
failure. This makes the NIDA-BOND
POURABLE TRANSOM COMPOUND ma-
terial an excellent choice for critical appli-
cations such as coring transoms on power
boat hulls. There are three methods of
employing the NIDA-BOND POURABLE
TRANSOM COMPOUND material as a
transom core
A. Specially Designed Hull Liner
By appropriately designing the hull liner at
the transom, a gap can be created into
which the Nida-Bond Pourable Transom
Compound can be poured or pumped.
Special consideration needs to be given to
the details of bonding the liner to the hull
so that a minimum of added time and ma-
terial is required to seal the cavity.
The advantages are:
able transom jigs, although other material
will work also. After the hull is laminated,
the jig is set in place and taped all around.
The Nida-Bond Pourable Transom Com-
pound material is poured into the gap.
After it has gelled, the jigs can be re-
moved. Depending on the choice of mate-
rial and release system employed, some
surface preparation may be required in
order to ensure adequate bonding of the
subsequent laminate. An alternative to
the above method involves skinning out
the backside of the hull jig with 1 1/2
ounce mat prior to setting it in the boat.
This provides a superior core to laminate
bond. Next, a suitable laminate is added to
the backside of the core or the 1 1/2 once
mat. Because of the physical properties of
the Nida-Bond Pourable Transom Com-
pound, it may be possible to reduce the
laminate compared to that which is re-
quired for other cores. This should only be
done after appropriate testing is con-
ducted.
C. Filling the Cavity
Introducing the material into the cavity
can be done either manually or by using
dispensing equipment. It is critically im-
Additional references: Page 46;96
56
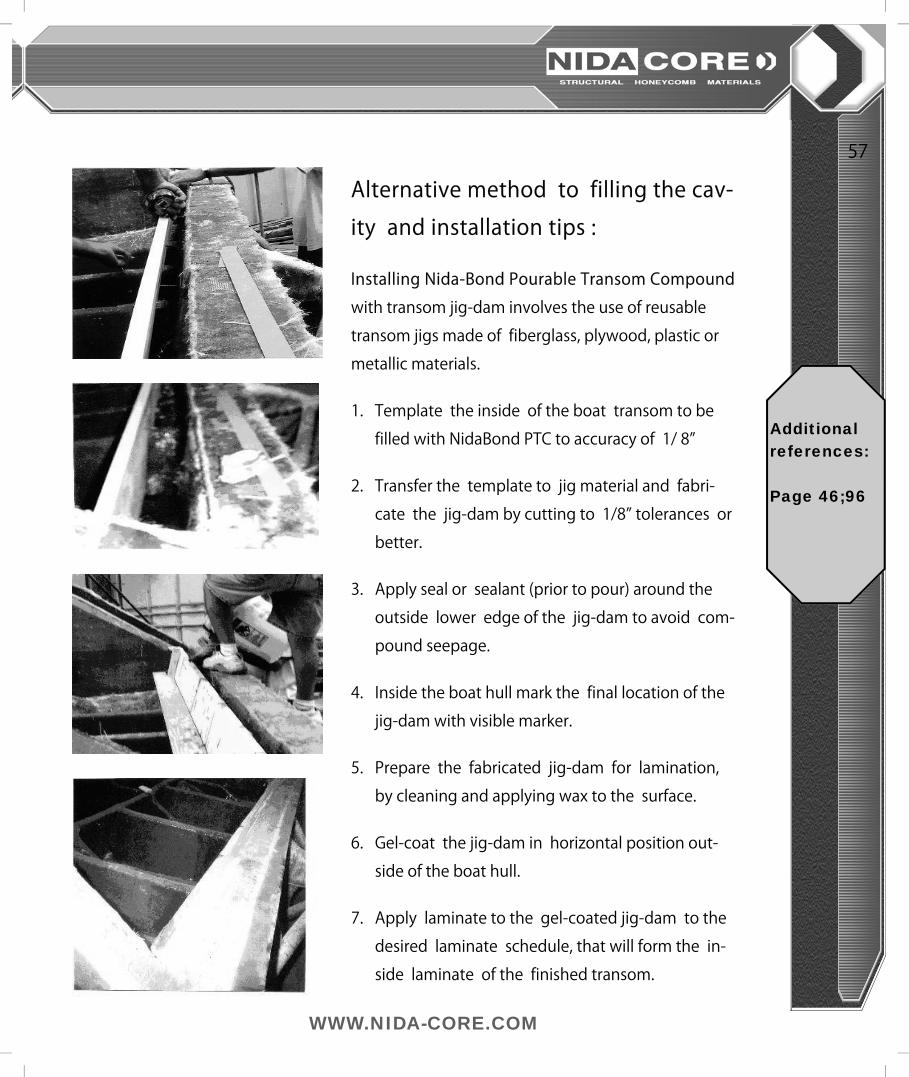
WWW.NIDA-CORE.COM
Additional references: Page 46;96
57
Alternative method to filling the cav-
ity and installation tips :
Installing Nida-Bond Pourable Transom Compound
with transom jig-dam involves the use of reusable
transom jigs made of fiberglass, plywood, plastic or
metallic materials.
1. Template the inside of the boat transom to be
filled with NidaBond PTC to accuracy of 1/ 8”
2. Transfer the template to jig material and fabri-
cate the jig-dam by cutting to 1/8” tolerances or
better.
3. Apply seal or sealant (prior to pour) around the
outside lower edge of the jig-dam to avoid com-
pound seepage.
4. Inside the boat hull mark the final location of the
jig-dam with visible marker.
5. Prepare the fabricated jig-dam for lamination,
by cleaning and applying wax to the surface.
6. Gel-coat the jig-dam in horizontal position out-
side of the boat hull.
7. Apply laminate to the gel-coated jig-dam to the
desired laminate schedule, that will form the in-
side laminate of the finished transom.
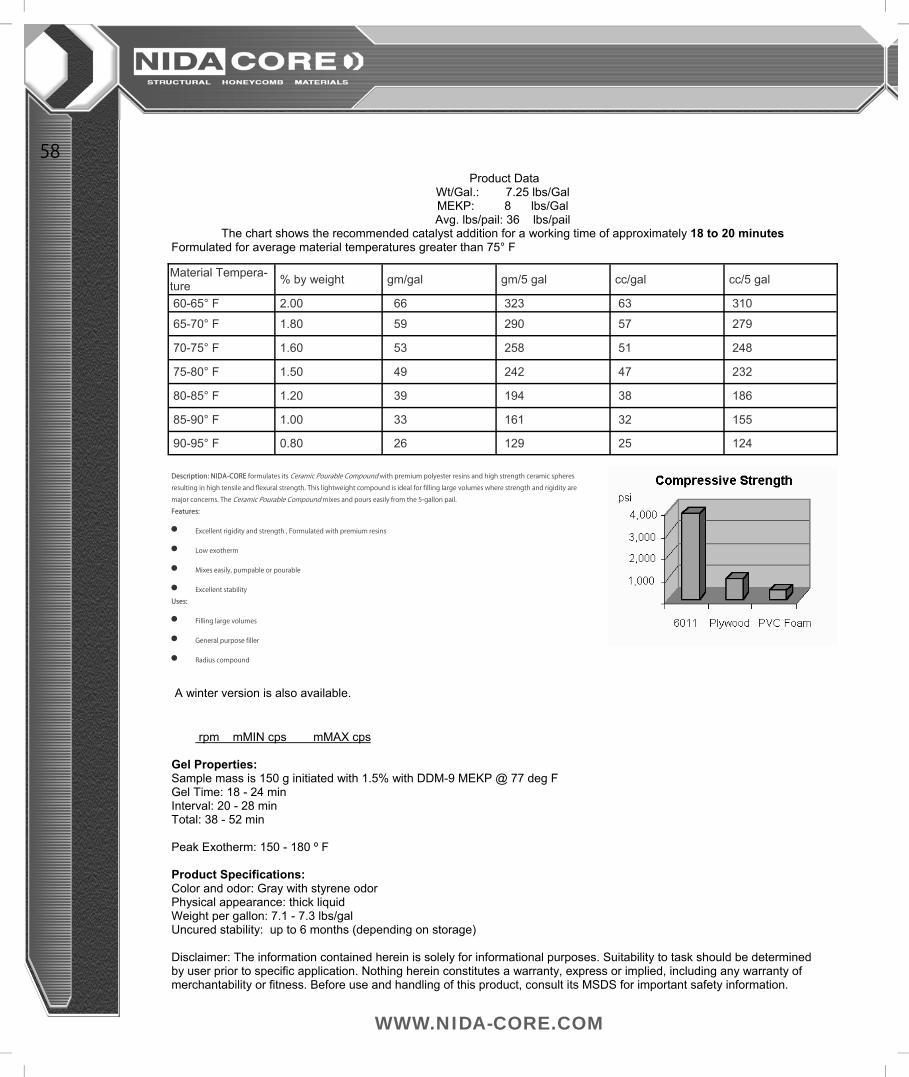
WWW.NIDA-CORE.COM
Product Data Wt/Gal.: 7.25 lbs/Gal MEKP: 8 lbs/Gal Avg. lbs/pail: 36 lbs/pail
The chart shows the recommended catalyst addition for a working time of approximately 18 to 20 minutes Formulated for average material temperatures greater than 75° F Material Tempera-ture % by weight gm/gal gm/5 gal cc/gal cc/5 gal
60-65° F 2.00 66 323 63 310 65-70° F 1.80 59 290 57 279
70-75° F 1.60 53 258 51 248
75-80° F 1.50 49 242 47 232
80-85° F 1.20 39 194 38 186
85-90° F 1.00 33 161 32 155
90-95° F 0.80 26 129 25 124
A winter version is also available. rpm mMIN cps mMAX cps Gel Properties: Sample mass is 150 g initiated with 1.5% with DDM-9 MEKP @ 77 deg F Gel Time: 18 - 24 min Interval: 20 - 28 min Total: 38 - 52 min Peak Exotherm: 150 - 180 º F Product Specifications: Color and odor: Gray with styrene odor Physical appearance: thick liquid Weight per gallon: 7.1 - 7.3 lbs/gal Uncured stability: up to 6 months (depending on storage) Disclaimer: The information contained herein is solely for informational purposes. Suitability to task should be determined by user prior to specific application. Nothing herein constitutes a warranty, express or implied, including any warranty of merchantability or fitness. Before use and handling of this product, consult its MSDS for important safety information.
Description: NIDA-CORE formulates its Ceramic Pourable Compound with premium polyester resins and high strength ceramic spheres
resulting in high tensile and flexural strength. This lightweight compound is ideal for filling large volumes where strength and rigidity are
major concerns. The Ceramic Pourable Compound mixes and pours easily from the 5-gallon pail.
Features:
• Excellent rigidity and strength , Formulated with premium resins
• Low exotherm
• Mixes easily, pumpable or pourable
• Excellent stability
Uses:
• Filling large volumes
• General purpose filler
• Radius compound
58
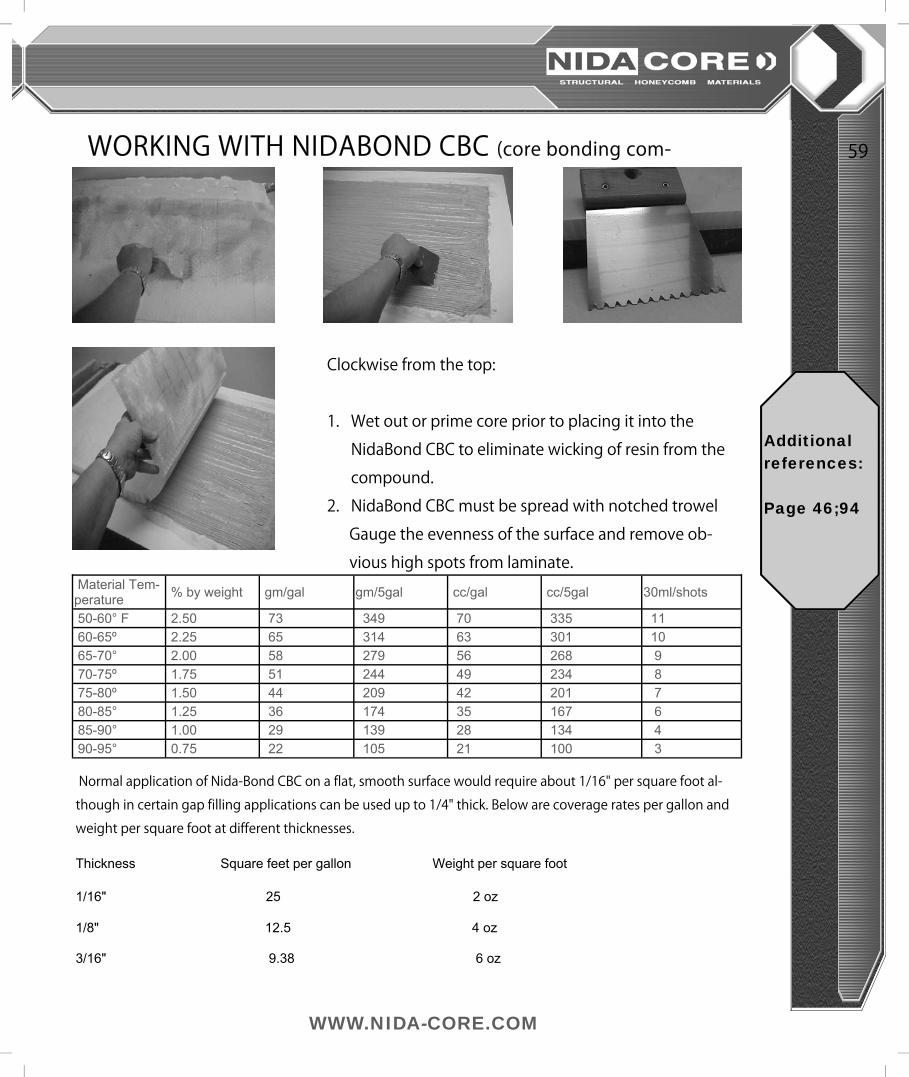
WWW.NIDA-CORE.COM
WORKING WITH NIDABOND CBC (core bonding com-
Material Tem-perature % by weight gm/gal gm/5gal cc/gal cc/5gal 30ml/shots
50-60° F 2.50 73 349 70 335 11 60-65º 2.25 65 314 63 301 10 65-70° 2.00 58 279 56 268 9 70-75º 1.75 51 244 49 234 8 75-80º 1.50 44 209 42 201 7 80-85° 1.25 36 174 35 167 6 85-90° 1.00 29 139 28 134 4 90-95° 0.75 22 105 21 100 3
Normal application of Nida-Bond CBC on a flat, smooth surface would require about 1/16" per square foot al-
though in certain gap filling applications can be used up to 1/4" thick. Below are coverage rates per gallon and
weight per square foot at different thicknesses. Thickness Square feet per gallon Weight per square foot 1/16" 25 2 oz 1/8" 12.5 4 oz 3/16" 9.38 6 oz
Additional references: Page 46;94
Clockwise from the top:
1. Wet out or prime core prior to placing it into the
NidaBond CBC to eliminate wicking of resin from the
compound.
2. NidaBond CBC must be spread with notched trowel
Gauge the evenness of the surface and remove ob-
vious high spots from laminate.
59
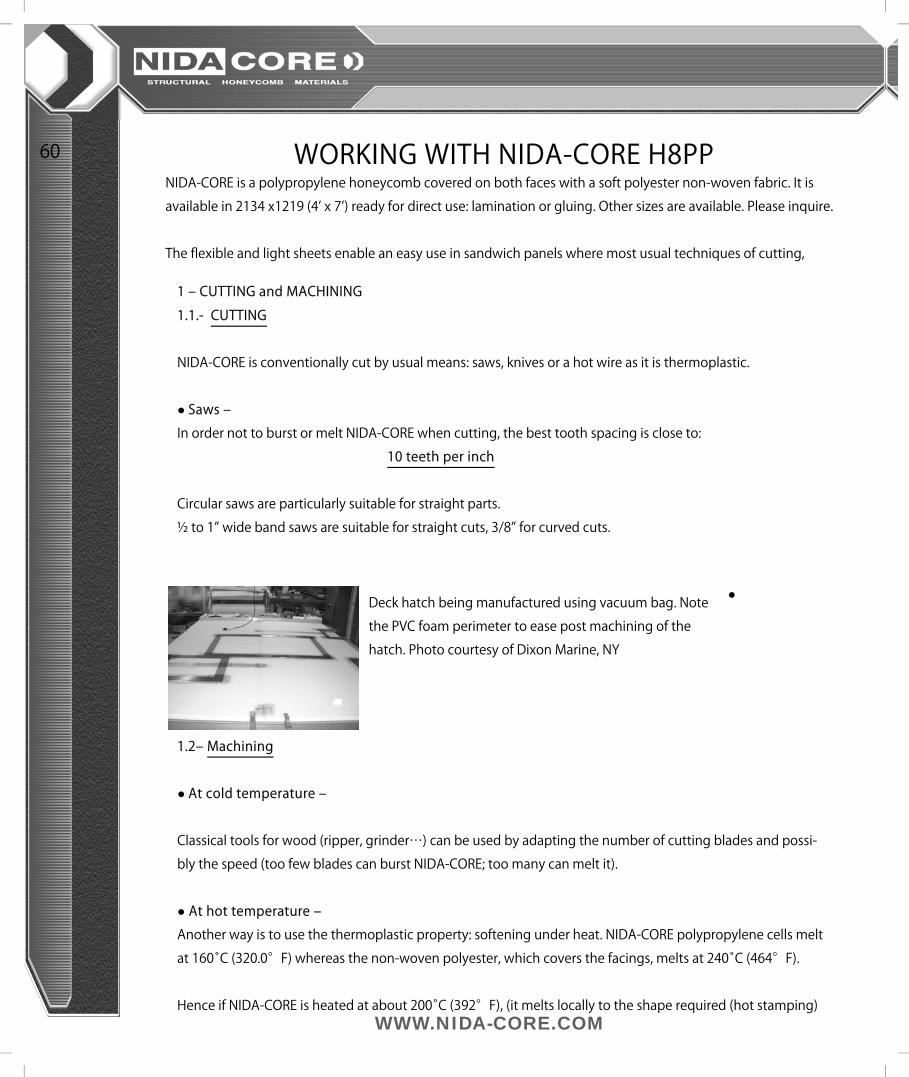
WWW.NIDA-CORE.COM
WORKING WITH NIDA-CORE H8PP NIDA-CORE is a polypropylene honeycomb covered on both faces with a soft polyester non-woven fabric. It is
available in 2134 x1219 (4’ x 7’) ready for direct use: lamination or gluing. Other sizes are available. Please inquire.
The flexible and light sheets enable an easy use in sandwich panels where most usual techniques of cutting,
1 ‒ CUTTING and MACHINING
1.1.- CUTTING
NIDA-CORE is conventionally cut by usual means: saws, knives or a hot wire as it is thermoplastic.
● Saws ‒
In order not to burst or melt NIDA-CORE when cutting, the best tooth spacing is close to:
10 teeth per inch
Circular saws are particularly suitable for straight parts.
½ to 1” wide band saws are suitable for straight cuts, 3/8” for curved cuts.
● Deck hatch being manufactured using vacuum bag. Note
the PVC foam perimeter to ease post machining of the
hatch. Photo courtesy of Dixon Marine, NY
1.2‒ Machining
● At cold temperature ‒
Classical tools for wood (ripper, grinder…) can be used by adapting the number of cutting blades and possi-
bly the speed (too few blades can burst NIDA-CORE; too many can melt it).
● At hot temperature ‒
Another way is to use the thermoplastic property: softening under heat. NIDA-CORE polypropylene cells melt
at 160̊C (320.0°F) whereas the non-woven polyester, which covers the facings, melts at 240̊C (464°F).
Hence if NIDA-CORE is heated at about 200̊C (392°F), (it melts locally to the shape required (hot stamping)
60
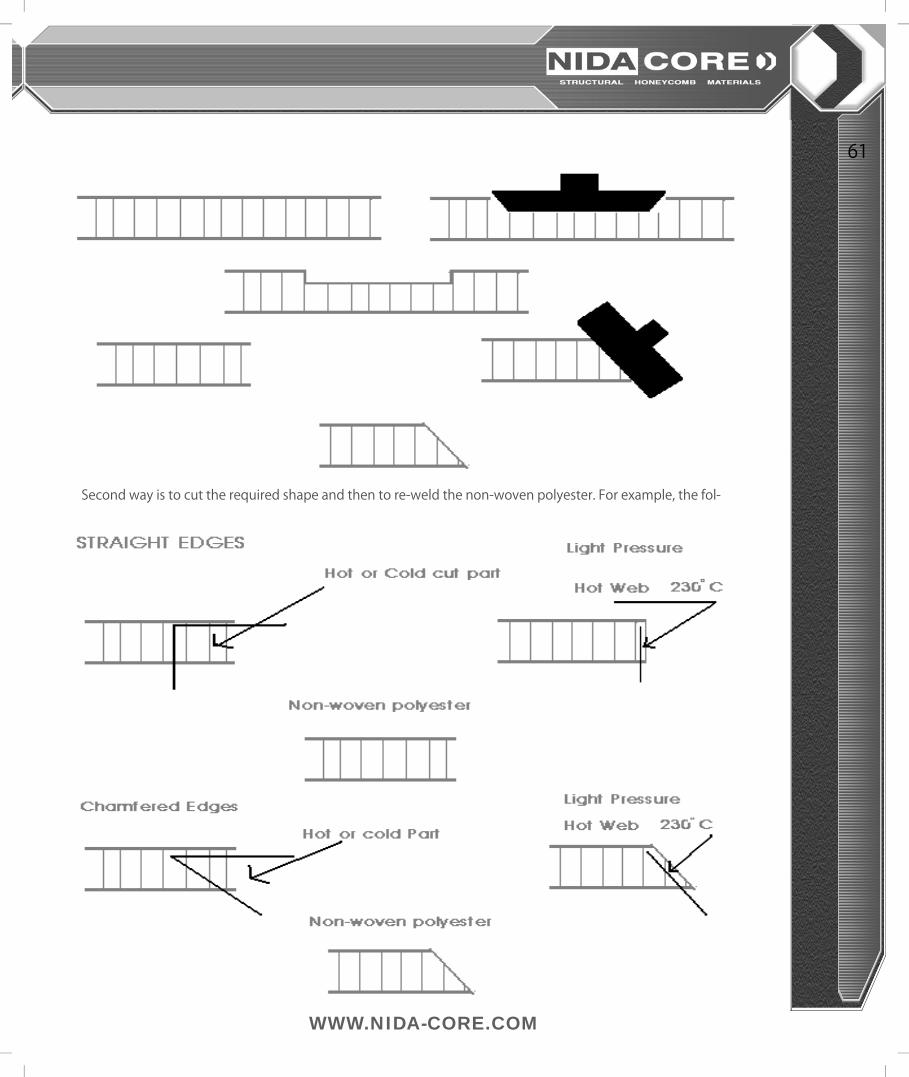
WWW.NIDA-CORE.COM
Second way is to cut the required shape and then to re-weld the non-woven polyester. For example, the fol-
61
WWW.NIDA-CORE.COM
2.1 ‒ COLD FORMING
The soft polyester non-woven scrim, which covers the large faces of NIDA-CORE, makes it formable by:
In the case of standard panels (3 psi to 12 psi) should be applied during curing time of polyester or
glue. This can be done on a mold with vacuum or a matched die mold and a press.
In the case of marine panels (scored 2” x 2” = 50mm x 50mm one side), a simple mold is sufficient
2.2 - HOT FORMING and PREFORMING
Again a thermoplastic product is easily thermoformed:
In an oven, in a mold, at less than 100°C (212°F), NIDA-CORE softens and under a very light pressure it very
easily takes the required shape.
NIDA-CORE can also be hot preformed. Two possible processes:
• Pre-heating in an oven between 140°C (284°F) and 150°C (302°F), then forming in a cold mold.
• Forming in a mold heated at 130°C (266°F) -140°C (284°F).
In both cases NIDA-CORE will keep its shape at cold temperature.
In all cases, temperatures, pressures and timings should be set up according to the shape of the part and to the
thickness of NIDA-CORE.
Sandwich panels with a NIDA-CORE core can be achieved either by direct laminations or by gluing a rigid skin.
3.1 - LAMINATION
3 - WORKING UP
2 - FORMING 62
WWW.NIDA-CORE.COM
The operating principle of sandwich panels is to have a perfect adherence between the core and the rigid skins.
Therefore when working up a panel, it is necessary to check:
- The good impregnation by resin to the core and skins.
- The good contact, e.g. through pressure, between the core and the skins.
• Manufacturing process of a laminated sandwich panel with a NIDA-CORE core:
a) Traditionally make the first skin of sandwich panel (gel coat on the mold, then required layers of glass-
resin).
b) Before the first skin has hardened, apply NIDA-CORE, interposing an extra ca 400-g/m² quantity of resin,
either applied on the skin or on NIDA-CORE when hand lay up laminating.
If necessary, in the manufacturing process or in case of a thin laminate and if a very high quality surface fin-
ishing is required, it is possible to let the gel coat and one of several layers of glass-resin polymerize. As
soon as polymerization is over, a last of glass-resin is spread in order to glue NIDA-CORE as explained earlier.
It is also possible to glue with low shrink polyester glue.
c) On NIDA-CORE, traditionally apply the required layers of glass-resin of the second skin, providing for and
extra ca 400- g/m2(11/2 fl. oz. /ft²) quantity of resin to impregnate NIDA-CORE and to ensure gluing with
the laminate.
If necessary or if a gel coat finishing is planned on both faces of the sandwich, either a mould or counter
mold are used, or the first layers of the laminate are made first and they are glued to NIDA-CORE as ex-
plained before.
Pouring resin in heaps on NIDA-CORE without spreading it immediately should be avoided in order to pre-
vent it from going through into the cells by gravity.
As NIDA-CORE is a heater insulator, using a resin with too much exothermic should be avoided since it
could damage the laminate or cause air bubbles.
A glass mat should be preferred to a fabric for direct contact with NIDA-CORE.
d) Once the part is achieved, it is advised to apply the most evenly distributed pressure on the whole
(vacuum, press, and weight…).
63
WWW.NIDA-CORE.COM
The glue to be used essentially depends upon the skin to be glued and on the physical
and mechanical strains applied to the finished sandwich panel. Numerous glues were al-
ready satisfactory tested on NIDA-CORE: polyurethane, epoxy, neoprene, vinyl, polyester,
and urea formaldehyde.
However, in all cases using glue, tests should ensure compatibility of the different materi-
als and the mechanical properties of the sandwich panel made. Polyurethane or epoxy bi-
component glues are the most often used thanks to their good mechanical characteris-
tics and their adherence on most materials.
• Gluing process of sandwich panel with a NIDA-CORE core:
According to the manufacture’s directions, evenly apply the required quantity of glue on
the rigid skin or on NIDA-CORE or both at the same time, if so required by the glue. For
polyurethane glue the quantity should be around 400 g/m2(11/2 fl. oz/ft.2)
In the same way apply glue on the second skin or on the face of NIDA-CORE.
On the panel made apply the pressure specified for the glue, minimum of 0.2 bars and
maximum of 1 (15 psi 29 in Hg.) bar is enough with regard to NIDA-CORE. Let the glue set
under the indicated conditions before handling or applying efforts on the panel.
Characteristics of the sandwich panels are mainly due to the good adherence between
the core and the skins, therefore a special care should be brought to gluing and the re-
sults obtained should be well checked.
Note: Cells may show through the glued skin if the latter is too thin or not rigid enough. Print through is made worse by an excessive gluing pressure and/or the glue shrinkage when drying. 3.3- WORKING UP PREPREGS
64
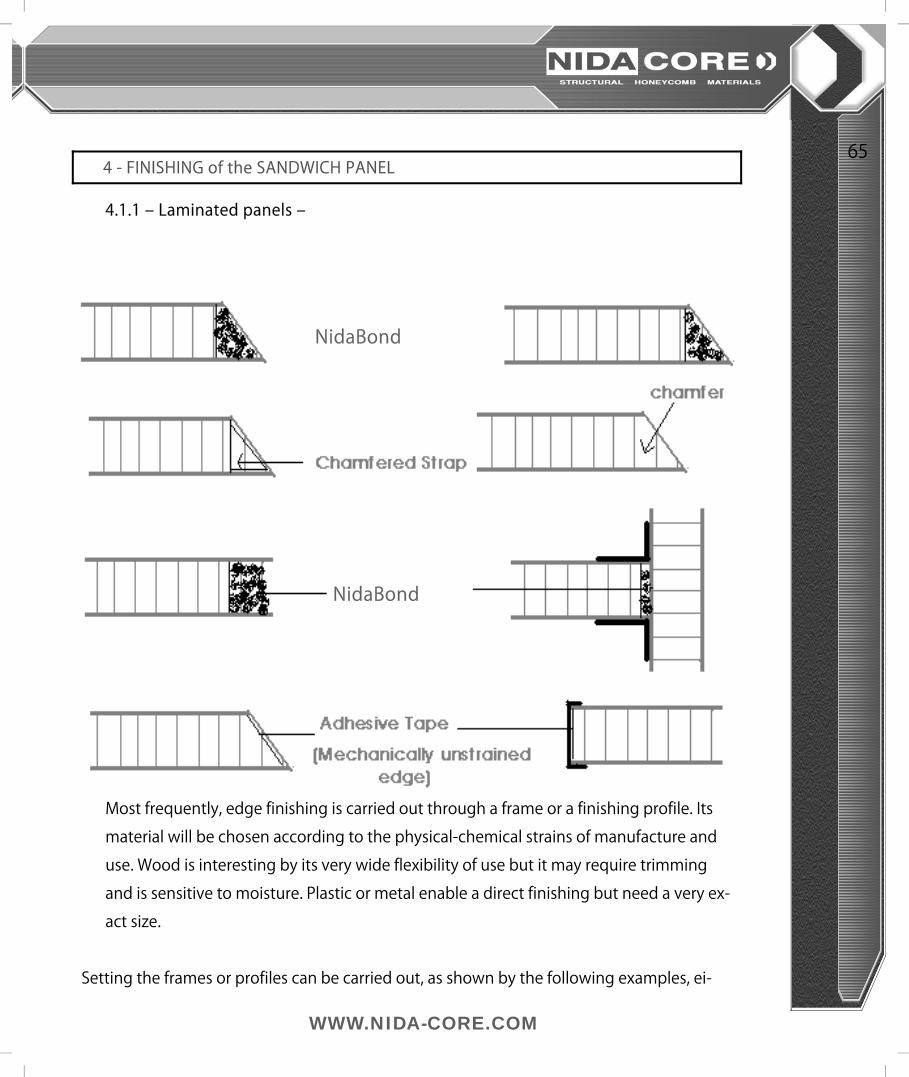
WWW.NIDA-CORE.COM
4 - FINISHING of the SANDWICH PANEL
4.1.1 ‒ Laminated panels ‒
Most frequently, edge finishing is carried out through a frame or a finishing profile. Its
material will be chosen according to the physical-chemical strains of manufacture and
use. Wood is interesting by its very wide flexibility of use but it may require trimming
and is sensitive to moisture. Plastic or metal enable a direct finishing but need a very ex-
act size.
Setting the frames or profiles can be carried out, as shown by the following examples, ei-
NidaBond
NidaBond
65
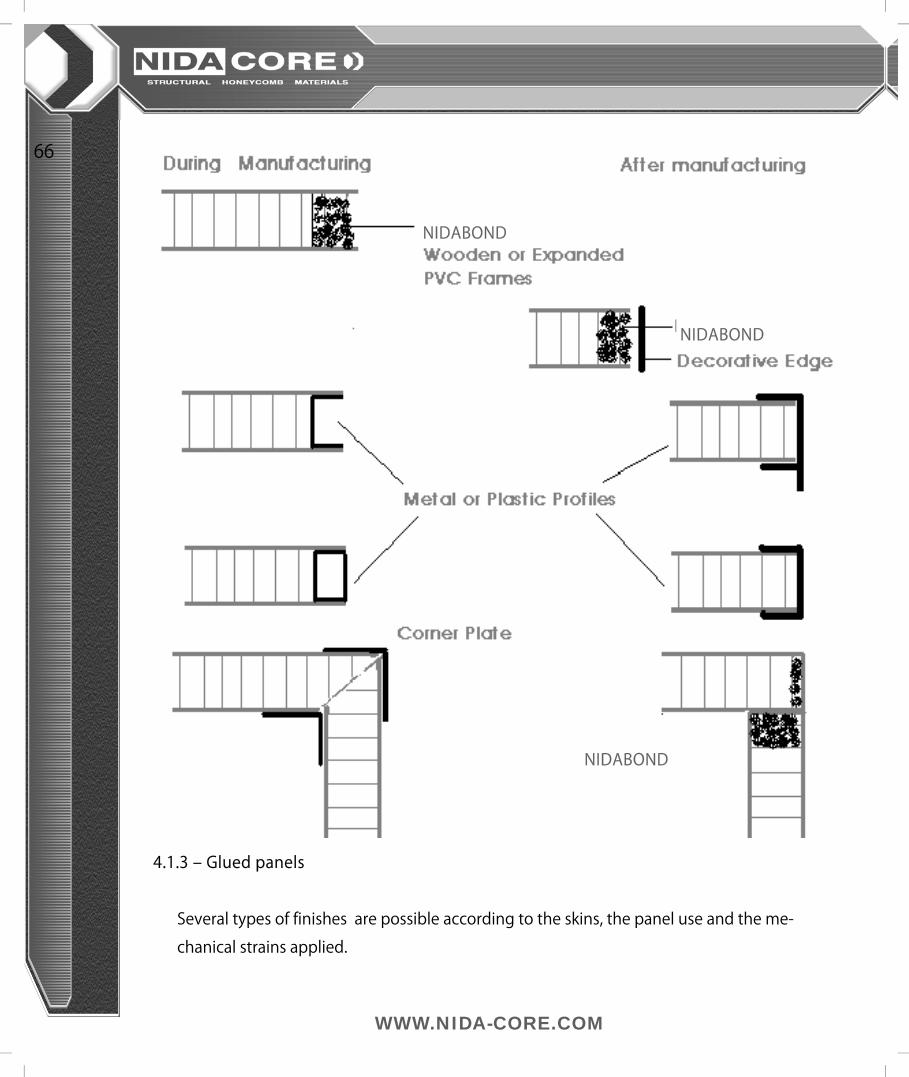
WWW.NIDA-CORE.COM
4.1.3 ‒ Glued panels
Several types of finishes are possible according to the skins, the panel use and the me-
chanical strains applied.
66
NIDABOND
NIDABOND
NIDABOND
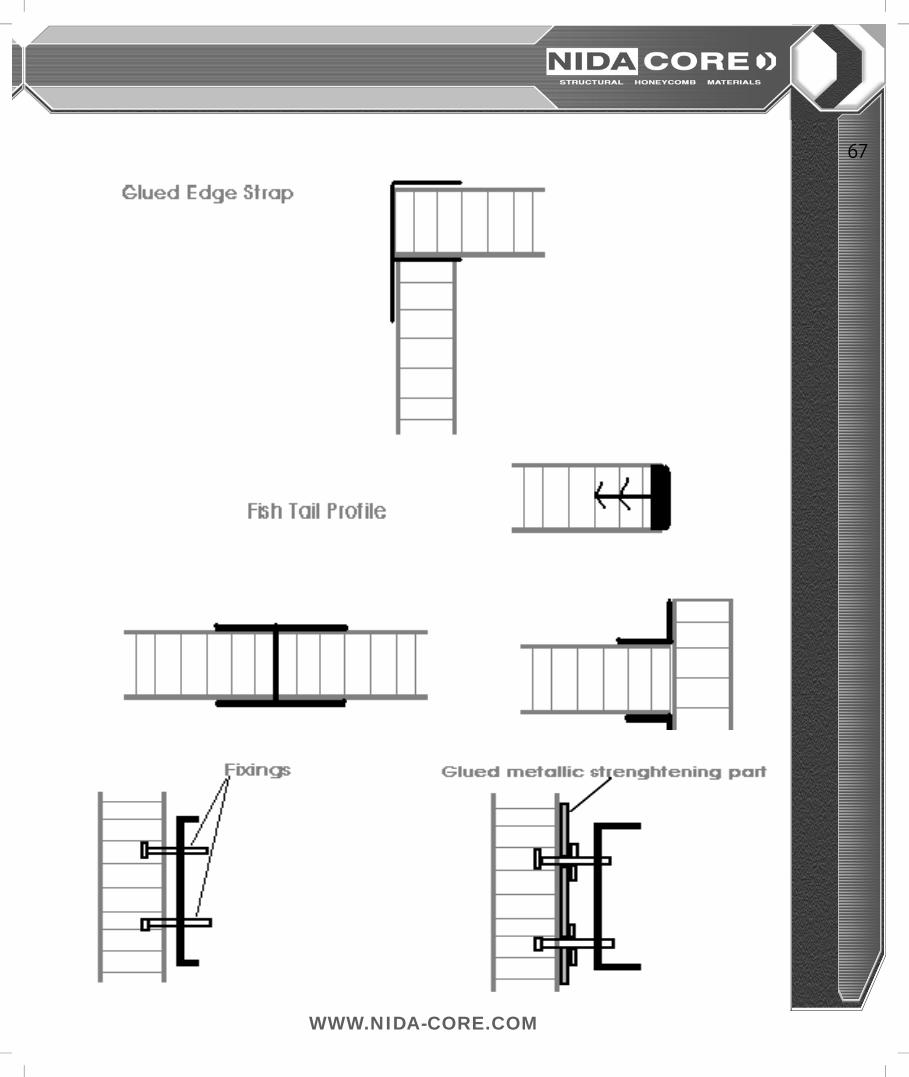
WWW.NIDA-CORE.COM
67
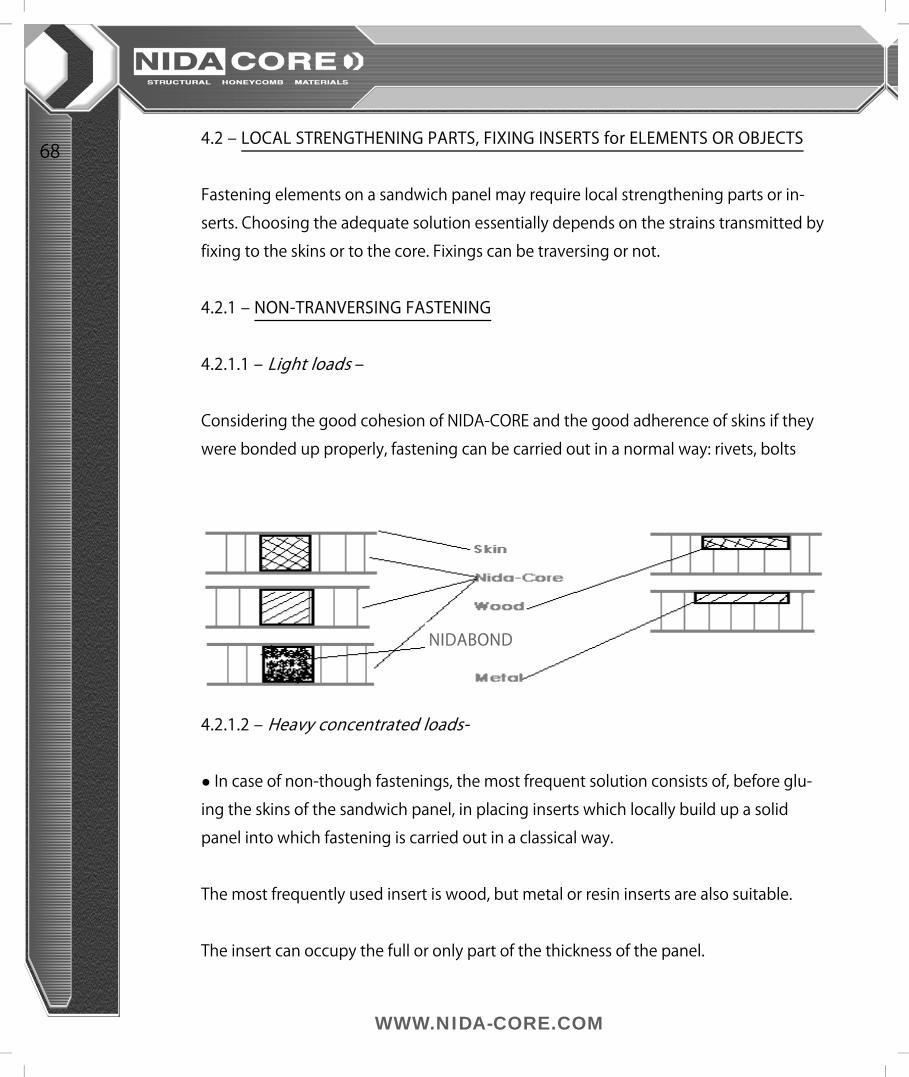
WWW.NIDA-CORE.COM
4.2 ‒ LOCAL STRENGTHENING PARTS, FIXING INSERTS for ELEMENTS OR OBJECTS
Fastening elements on a sandwich panel may require local strengthening parts or in-
serts. Choosing the adequate solution essentially depends on the strains transmitted by
fixing to the skins or to the core. Fixings can be traversing or not.
4.2.1 ‒ NON-TRANVERSING FASTENING
4.2.1.1 ‒ Light loads ‒
Considering the good cohesion of NIDA-CORE and the good adherence of skins if they
were bonded up properly, fastening can be carried out in a normal way: rivets, bolts
4.2.1.2 ‒ Heavy concentrated loads- ● In case of non-though fastenings, the most frequent solution consists of, before glu-
ing the skins of the sandwich panel, in placing inserts which locally build up a solid
panel into which fastening is carried out in a classical way.
The most frequently used insert is wood, but metal or resin inserts are also suitable.
The insert can occupy the full or only part of the thickness of the panel.
68
NIDABOND
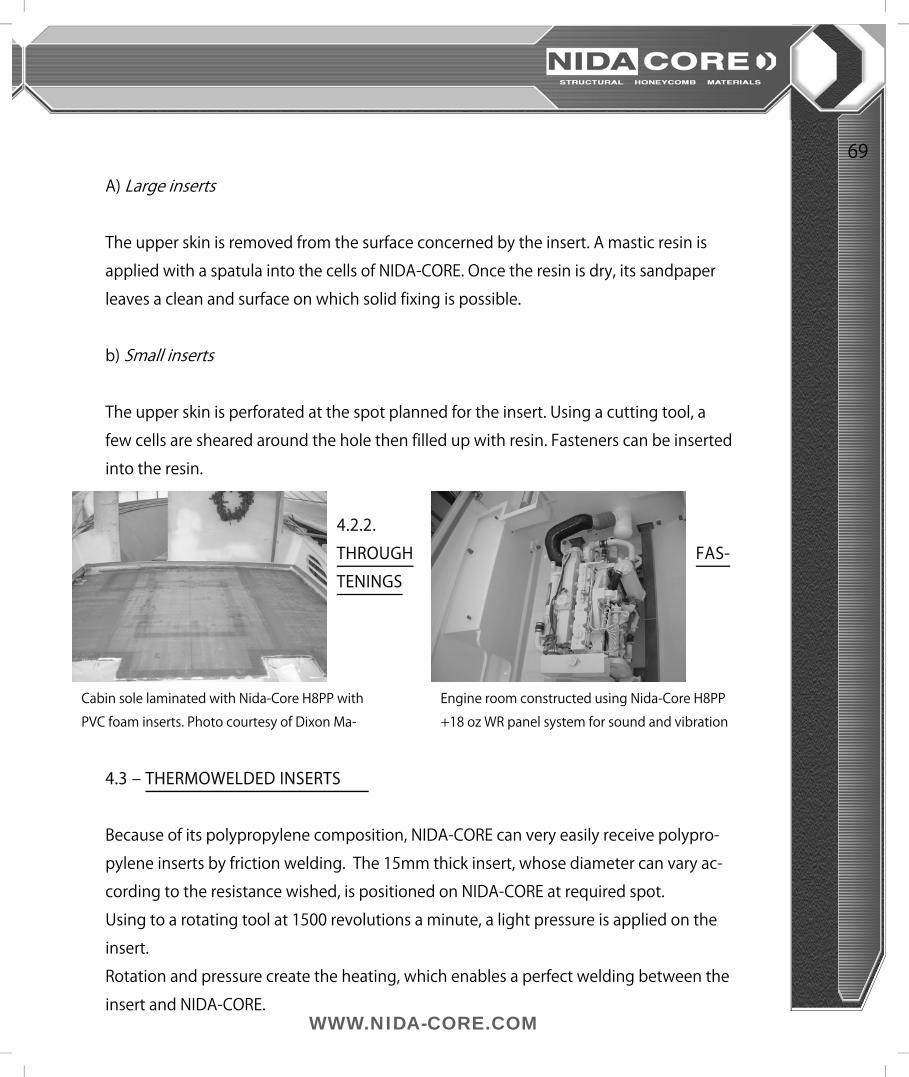
WWW.NIDA-CORE.COM
A) Large inserts The upper skin is removed from the surface concerned by the insert. A mastic resin is
applied with a spatula into the cells of NIDA-CORE. Once the resin is dry, its sandpaper
leaves a clean and surface on which solid fixing is possible.
b) Small inserts
The upper skin is perforated at the spot planned for the insert. Using a cutting tool, a
few cells are sheared around the hole then filled up with resin. Fasteners can be inserted
into the resin.
4.2.2.
THROUGH FAS-
TENINGS
Cabin sole laminated with Nida-Core H8PP with
PVC foam inserts. Photo courtesy of Dixon Ma-
Engine room constructed using Nida-Core H8PP
+18 oz WR panel system for sound and vibration
4.3 ‒ THERMOWELDED INSERTS
Because of its polypropylene composition, NIDA-CORE can very easily receive polypro-
pylene inserts by friction welding. The 15mm thick insert, whose diameter can vary ac-
cording to the resistance wished, is positioned on NIDA-CORE at required spot.
Using to a rotating tool at 1500 revolutions a minute, a light pressure is applied on the
insert.
Rotation and pressure create the heating, which enables a perfect welding between the
insert and NIDA-CORE.
69
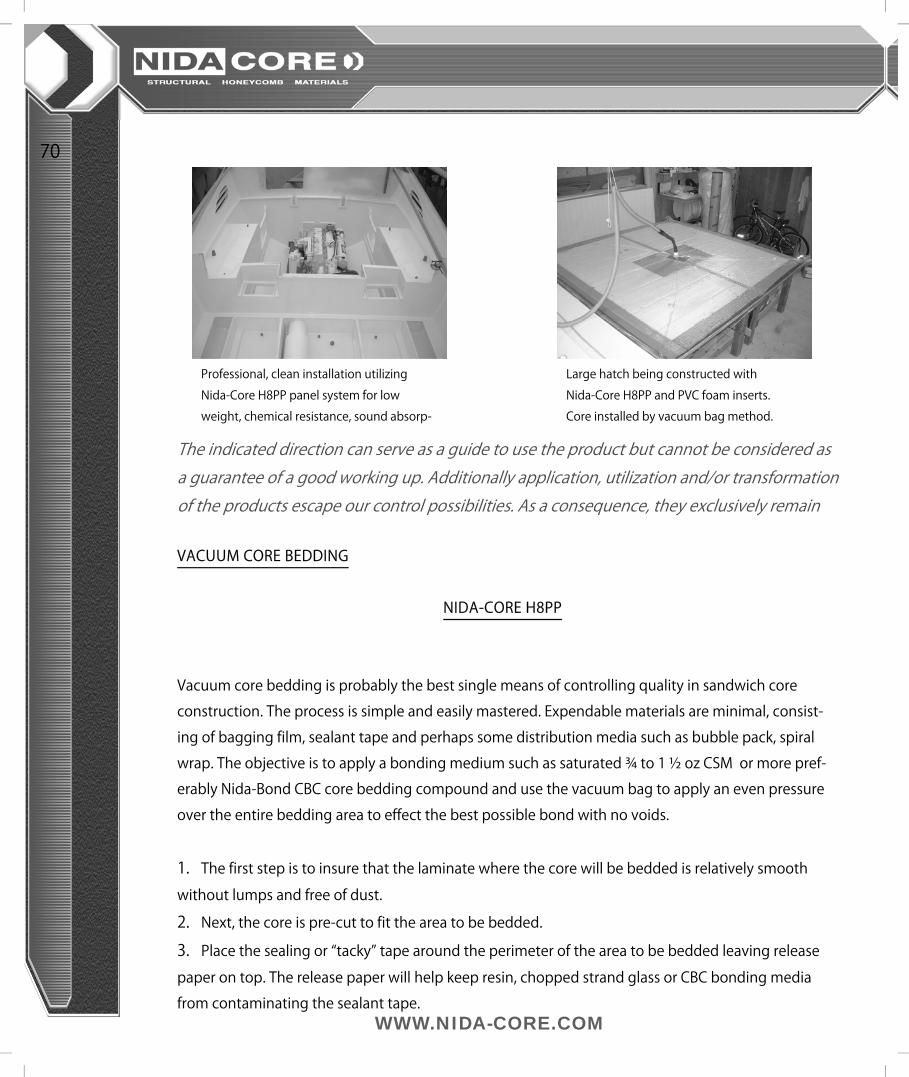
WWW.NIDA-CORE.COM
Professional, clean installation utilizing
Nida-Core H8PP panel system for low
weight, chemical resistance, sound absorp-
Large hatch being constructed with
Nida-Core H8PP and PVC foam inserts.
Core installed by vacuum bag method.
The indicated direction can serve as a guide to use the product but cannot be considered as a guarantee of a good working up. Additionally application, utilization and/or transformation of the products escape our control possibilities. As a consequence, they exclusively remain
VACUUM CORE BEDDING
NIDA-CORE H8PP
Vacuum core bedding is probably the best single means of controlling quality in sandwich core
construction. The process is simple and easily mastered. Expendable materials are minimal, consist-
ing of bagging film, sealant tape and perhaps some distribution media such as bubble pack, spiral
wrap. The objective is to apply a bonding medium such as saturated ¾ to 1 ½ oz CSM or more pref-
erably Nida-Bond CBC core bedding compound and use the vacuum bag to apply an even pressure
over the entire bedding area to effect the best possible bond with no voids.
1. The first step is to insure that the laminate where the core will be bedded is relatively smooth
without lumps and free of dust.
2. Next, the core is pre-cut to fit the area to be bedded.
3. Place the sealing or “tacky” tape around the perimeter of the area to be bedded leaving release
paper on top. The release paper will help keep resin, chopped strand glass or CBC bonding media
from contaminating the sealant tape.
70
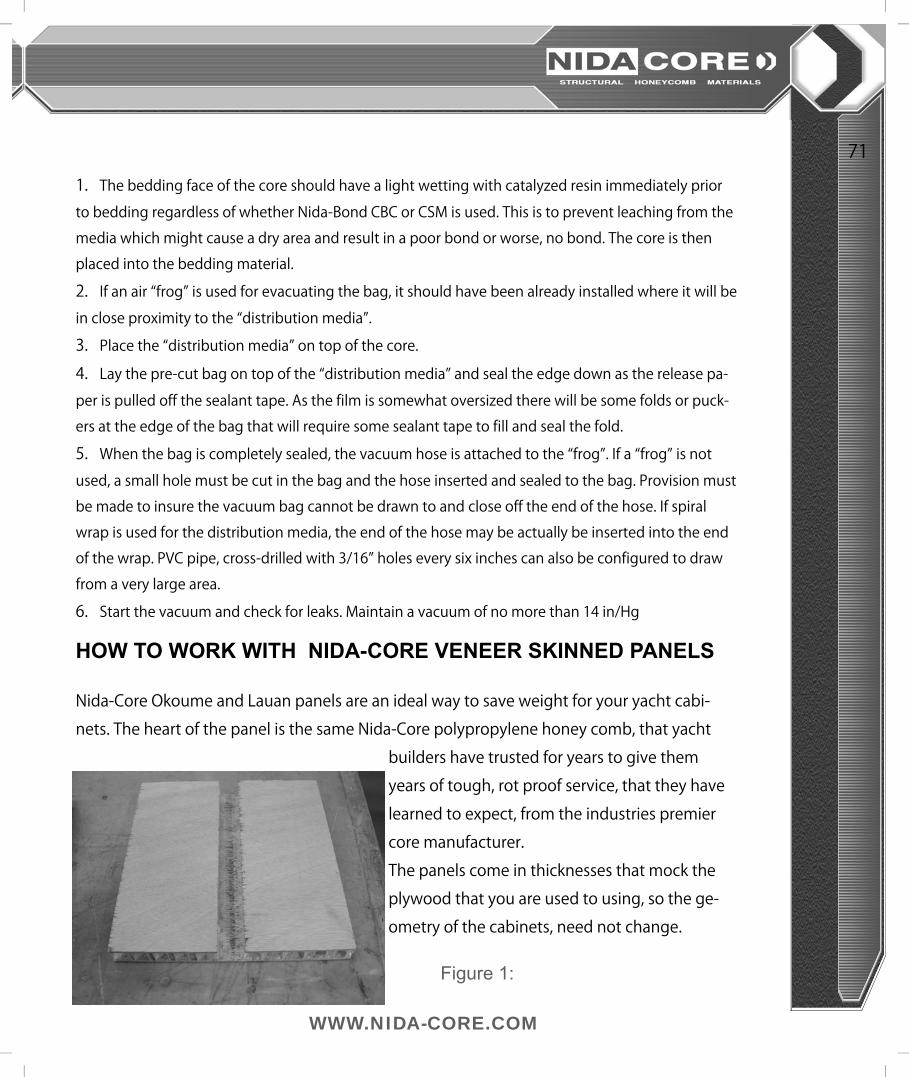
WWW.NIDA-CORE.COM
HOW TO WORK WITH NIDA-CORE VENEER SKINNED PANELS Nida-Core Okoume and Lauan panels are an ideal way to save weight for your yacht cabi-
nets. The heart of the panel is the same Nida-Core polypropylene honey comb, that yacht
builders have trusted for years to give them
years of tough, rot proof service, that they have
learned to expect, from the industries premier
core manufacturer.
The panels come in thicknesses that mock the
plywood that you are used to using, so the ge-
ometry of the cabinets, need not change.
Figure 1:
1. The bedding face of the core should have a light wetting with catalyzed resin immediately prior
to bedding regardless of whether Nida-Bond CBC or CSM is used. This is to prevent leaching from the
media which might cause a dry area and result in a poor bond or worse, no bond. The core is then
placed into the bedding material.
2. If an air “frog” is used for evacuating the bag, it should have been already installed where it will be
in close proximity to the “distribution media”.
3. Place the “distribution media” on top of the core.
4. Lay the pre-cut bag on top of the “distribution media” and seal the edge down as the release pa-
per is pulled off the sealant tape. As the film is somewhat oversized there will be some folds or puck-
ers at the edge of the bag that will require some sealant tape to fill and seal the fold.
5. When the bag is completely sealed, the vacuum hose is attached to the “frog”. If a “frog” is not
used, a small hole must be cut in the bag and the hose inserted and sealed to the bag. Provision must
be made to insure the vacuum bag cannot be drawn to and close off the end of the hose. If spiral
wrap is used for the distribution media, the end of the hose may be actually be inserted into the end
of the wrap. PVC pipe, cross-drilled with 3/16” holes every six inches can also be configured to draw
from a very large area.
6. Start the vacuum and check for leaks. Maintain a vacuum of no more than 14 in/Hg
71
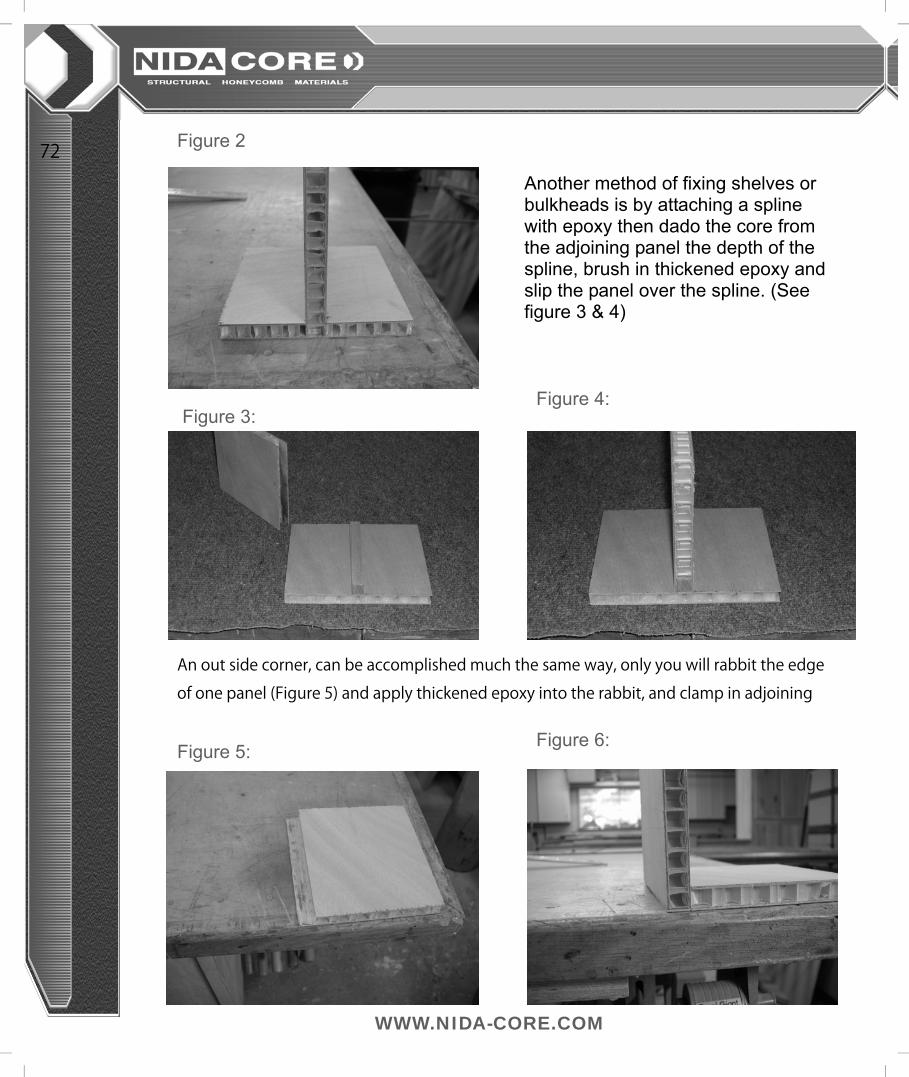
WWW.NIDA-CORE.COM
Figure 2
Another method of fixing shelves or bulkheads is by attaching a spline with epoxy then dado the core from the adjoining panel the depth of the spline, brush in thickened epoxy and slip the panel over the spline. (See figure 3 & 4)
Figure 3: Figure 4:
An out side corner, can be accomplished much the same way, only you will rabbit the edge
of one panel (Figure 5) and apply thickened epoxy into the rabbit, and clamp in adjoining
Figure 5: Figure 6:
72
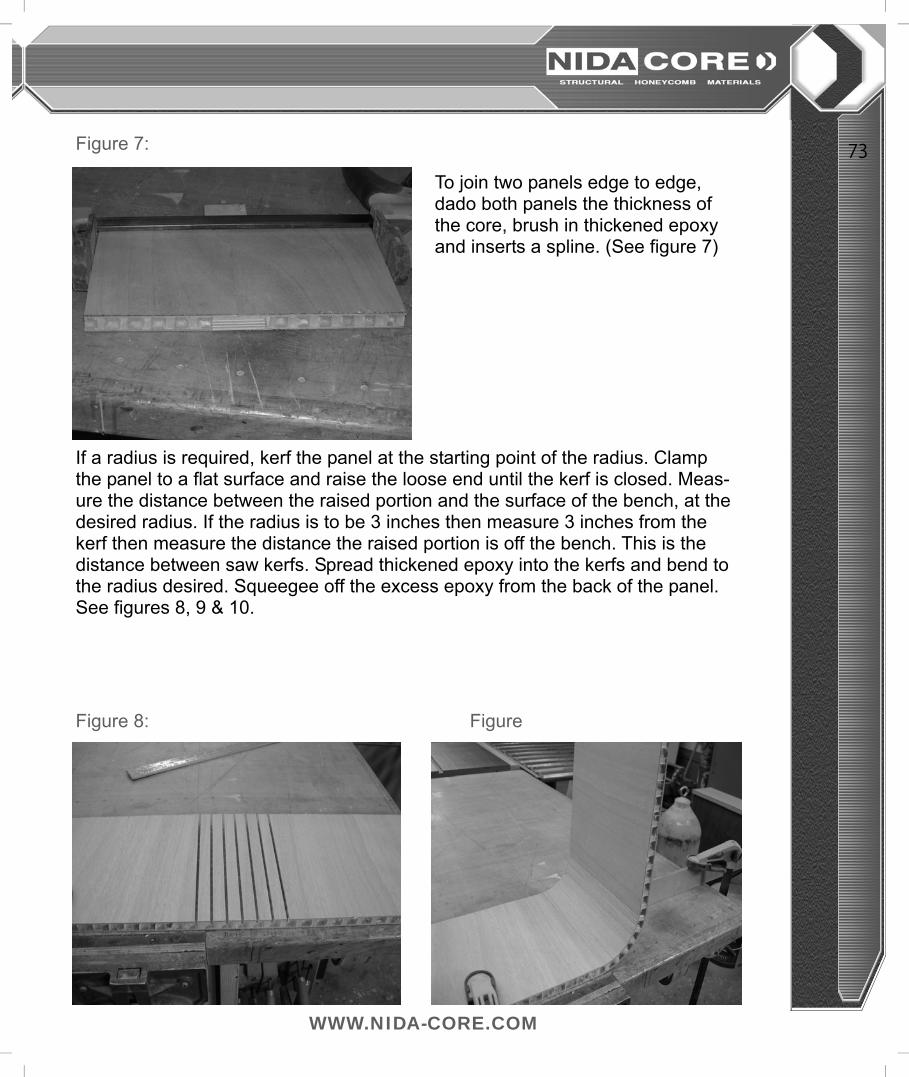
WWW.NIDA-CORE.COM
Figure 7:
To join two panels edge to edge, dado both panels the thickness of the core, brush in thickened epoxy and inserts a spline. (See figure 7)
If a radius is required, kerf the panel at the starting point of the radius. Clamp the panel to a flat surface and raise the loose end until the kerf is closed. Meas-ure the distance between the raised portion and the surface of the bench, at the desired radius. If the radius is to be 3 inches then measure 3 inches from the kerf then measure the distance the raised portion is off the bench. This is the distance between saw kerfs. Spread thickened epoxy into the kerfs and bend to the radius desired. Squeegee off the excess epoxy from the back of the panel. See figures 8, 9 & 10.
Figure 8: Figure
73
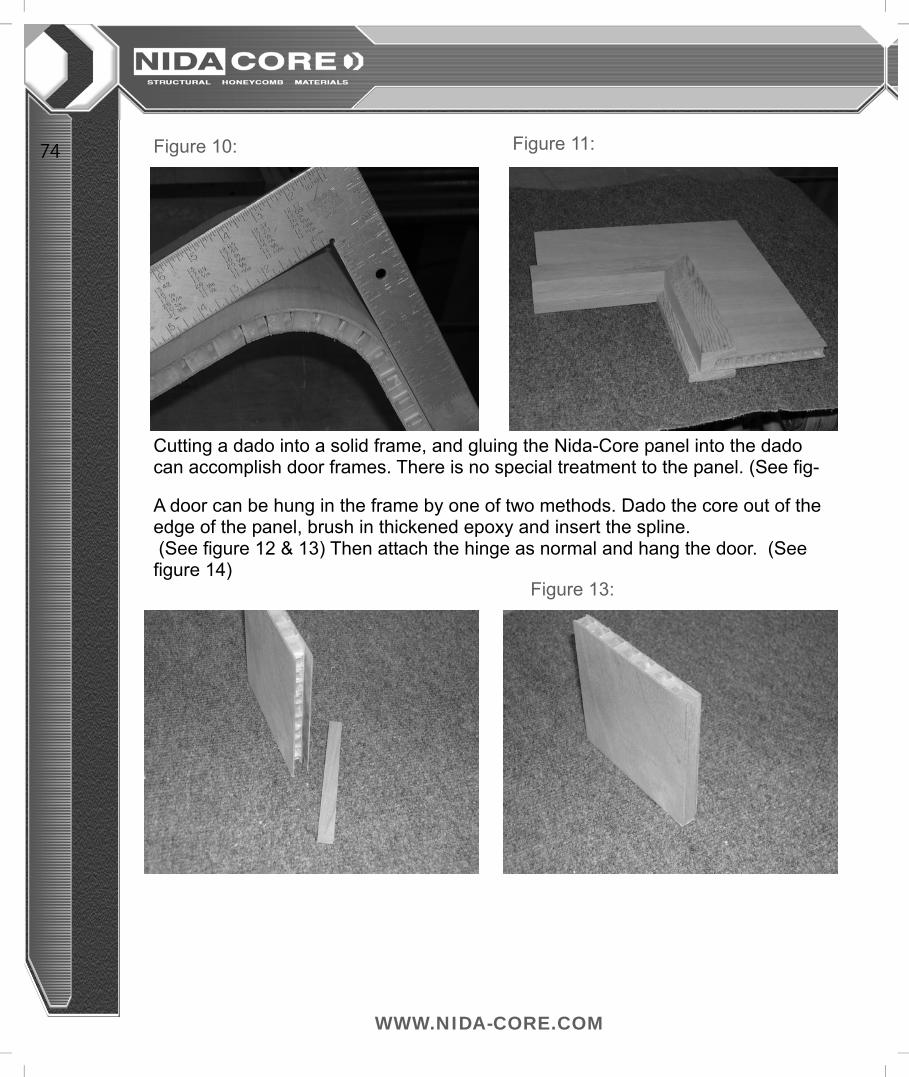
WWW.NIDA-CORE.COM
Figure 10: Figure 11:
Cutting a dado into a solid frame, and gluing the Nida-Core panel into the dado can accomplish door frames. There is no special treatment to the panel. (See fig-
A door can be hung in the frame by one of two methods. Dado the core out of the edge of the panel, brush in thickened epoxy and insert the spline. (See figure 12 & 13) Then attach the hinge as normal and hang the door. (See figure 14) Figure 13:
74
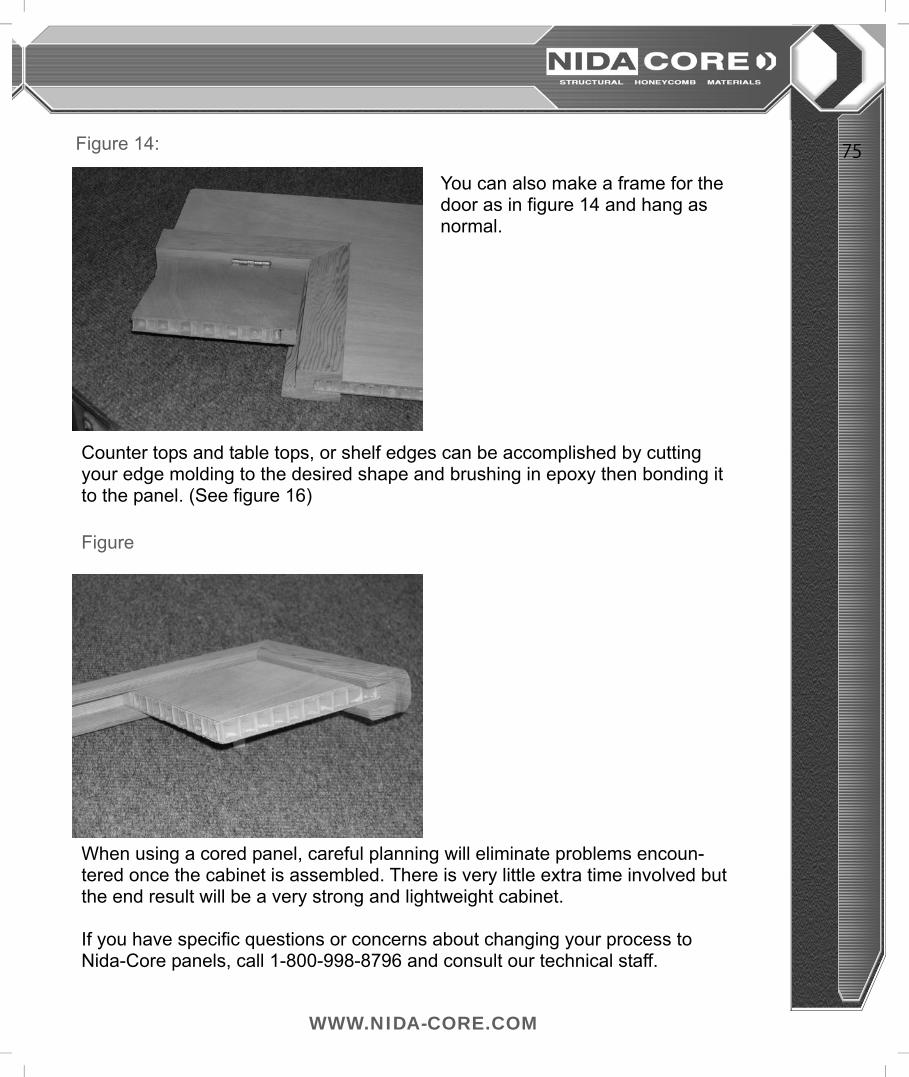
WWW.NIDA-CORE.COM
Figure 14:
You can also make a frame for the door as in figure 14 and hang as normal.
Counter tops and table tops, or shelf edges can be accomplished by cutting your edge molding to the desired shape and brushing in epoxy then bonding it to the panel. (See figure 16)
Figure
When using a cored panel, careful planning will eliminate problems encoun-tered once the cabinet is assembled. There is very little extra time involved but the end result will be a very strong and lightweight cabinet. If you have specific questions or concerns about changing your process to Nida-Core panels, call 1-800-998-8796 and consult our technical staff.
75
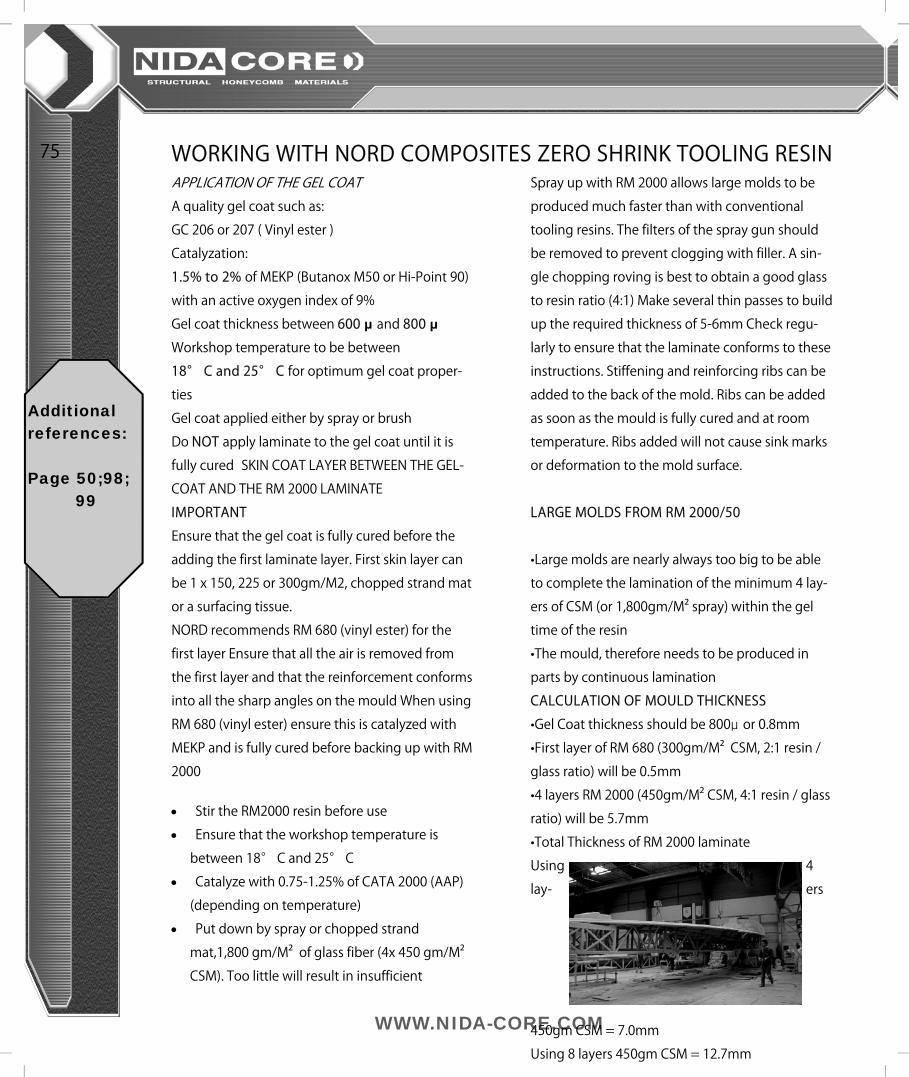
WWW.NIDA-CORE.COM
WORKING WITH NORD COMPOSITES ZERO SHRINK TOOLING RESIN APPLICATION OF THE GEL COAT A quality gel coat such as:
GC 206 or 207 ( Vinyl ester )
Catalyzation:
1.5% to 2% of MEKP (Butanox M50 or Hi-Point 90)
with an active oxygen index of 9%
Gel coat thickness between 600 μ and 800 μ
Workshop temperature to be between
18° C and 25° C for optimum gel coat proper-
ties
Gel coat applied either by spray or brush
Do NOT apply laminate to the gel coat until it is
fully cured SKIN COAT LAYER BETWEEN THE GEL-
COAT AND THE RM 2000 LAMINATE IMPORTANT
Ensure that the gel coat is fully cured before the
adding the first laminate layer. First skin layer can
be 1 x 150, 225 or 300gm/M2, chopped strand mat
or a surfacing tissue.
NORD recommends RM 680 (vinyl ester) for the
first layer Ensure that all the air is removed from
the first layer and that the reinforcement conforms
into all the sharp angles on the mould When using
RM 680 (vinyl ester) ensure this is catalyzed with
MEKP and is fully cured before backing up with RM
2000 • Stir the RM2000 resin before use
• Ensure that the workshop temperature is
between 18° C and 25° C
• Catalyze with 0.75-1.25% of CATA 2000 (AAP)
(depending on temperature)
• Put down by spray or chopped strand
mat,1,800 gm/M² of glass fiber (4x 450 gm/M²
CSM). Too little will result in insufficient
Spray up with RM 2000 allows large molds to be
produced much faster than with conventional
tooling resins. The filters of the spray gun should
be removed to prevent clogging with filler. A sin-
gle chopping roving is best to obtain a good glass
to resin ratio (4:1) Make several thin passes to build
up the required thickness of 5-6mm Check regu-
larly to ensure that the laminate conforms to these
instructions. Stiffening and reinforcing ribs can be
added to the back of the mold. Ribs can be added
as soon as the mould is fully cured and at room
temperature. Ribs added will not cause sink marks
or deformation to the mold surface.
LARGE MOLDS FROM RM 2000/50
•Large molds are nearly always too big to be able
to complete the lamination of the minimum 4 lay-
ers of CSM (or 1,800gm/M² spray) within the gel
time of the resin
•The mould, therefore needs to be produced in
parts by continuous lamination
CALCULATION OF MOULD THICKNESS
•Gel Coat thickness should be 800μ or 0.8mm
•First layer of RM 680 (300gm/M² CSM, 2:1 resin /
glass ratio) will be 0.5mm
•4 layers RM 2000 (450gm/M² CSM, 4:1 resin / glass
ratio) will be 5.7mm
•Total Thickness of RM 2000 laminate
Using 4
lay- ers
450gm CSM = 7.0mm
Using 8 layers 450gm CSM = 12.7mm
75
Additional references: Page 50;98; 99
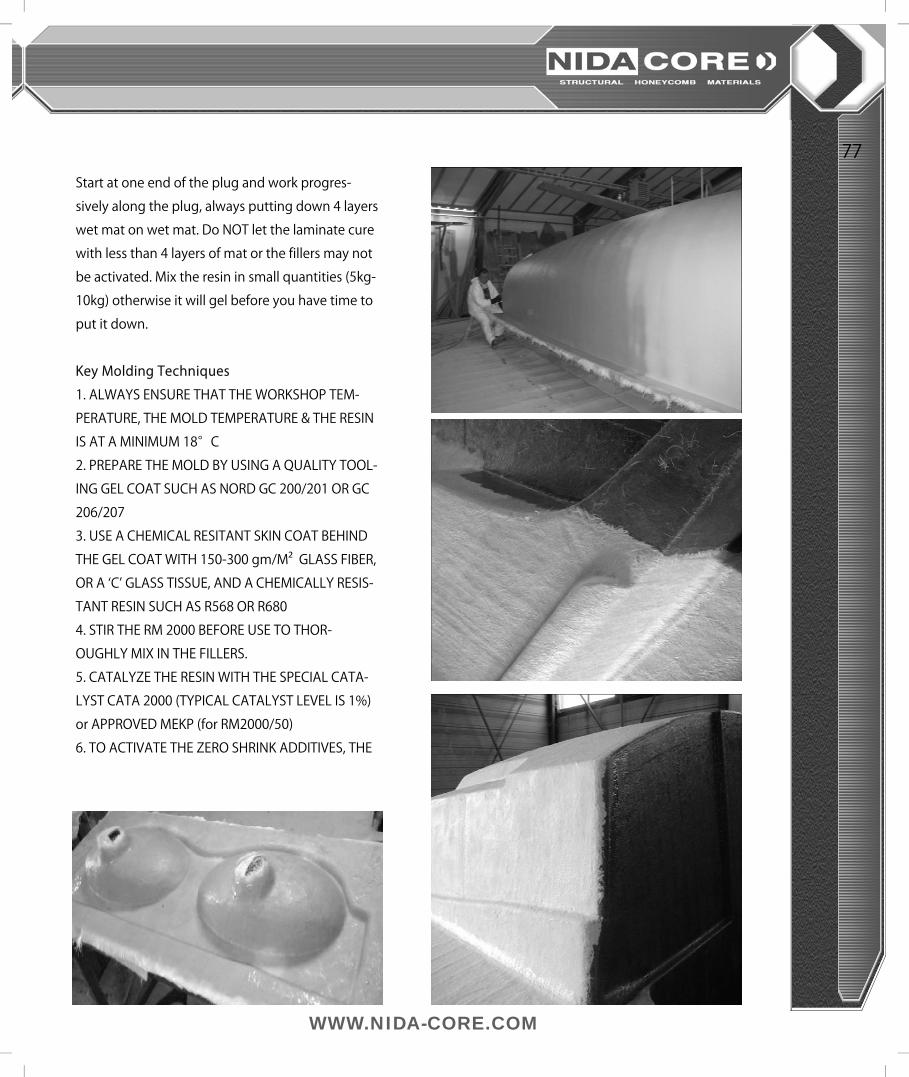
WWW.NIDA-CORE.COM
Start at one end of the plug and work progres-
sively along the plug, always putting down 4 layers
wet mat on wet mat. Do NOT let the laminate cure
with less than 4 layers of mat or the fillers may not
be activated. Mix the resin in small quantities (5kg-
10kg) otherwise it will gel before you have time to
put it down.
Key Molding Techniques
1. ALWAYS ENSURE THAT THE WORKSHOP TEM-
PERATURE, THE MOLD TEMPERATURE & THE RESIN
IS AT A MINIMUM 18°C
2. PREPARE THE MOLD BY USING A QUALITY TOOL-
ING GEL COAT SUCH AS NORD GC 200/201 OR GC
206/207
3. USE A CHEMICAL RESITANT SKIN COAT BEHIND
THE GEL COAT WITH 150-300 gm/M² GLASS FIBER,
OR A ‘C’ GLASS TISSUE, AND A CHEMICALLY RESIS-
TANT RESIN SUCH AS R568 OR R680
4. STIR THE RM 2000 BEFORE USE TO THOR-
OUGHLY MIX IN THE FILLERS.
5. CATALYZE THE RESIN WITH THE SPECIAL CATA-
LYST CATA 2000 (TYPICAL CATALYST LEVEL IS 1%)
or APPROVED MEKP (for RM2000/50)
6. TO ACTIVATE THE ZERO SHRINK ADDITIVES, THE
77
WWW.NIDA-CORE.COM
78
Area of mold 50 ft2 100 ft2 150 ft2 300 ft2
Gel Coat 800 microns
(0.8 mm) 10 lbs 20 lbs 30 lbs 61 lbs
Skin Coat 300 gm CSM
2;1 resin/glass 6 lbs 12.2 lbs 19 lbs 37 lbs
RM
2000/50
4X 1.5 oz CSM
4:1 resin/glass 74 lbs 148 lbs 222 lbs 444 lbs
RM
2000/50
8X1.5 oz CSM
4:1 resin /glass 148 lbs 296 lbs 444 lbs 881 lbs
RM
2000/50
12X1.5oz CSM
4:1 resin/glass 220 lbs 441 lbs 661 lbs 1323 lbs
Calculating resin usage (not including waste)
Calculating mold laminate thickness • Gel coat thickness should be 80 µ or 0.8 mm
• First layer of vinyl ester skincoat(1 oz CSM,2:1 resin/glass ratio) will be
0.5mm
• 4 layers of RM 2000/50(1.5 oz CSM, 4:1 resin/glass ratio) will be 5.7 mm
• Total thickness of RM 2000 /50 laminate
Industrial tanks made
in Malaysia with mate-
rials supplied by
Nida-Core Corp.’s
Nord Composites RM
3000 vinyl ester is
especially suitable for
WWW.NIDA-CORE.COM
Open or Contact Molding
Balsalite may be applied by either bedding into sufficient wet
laminate or into a bedding compound such as Nida-Bond CBC.
Whether bedding into CSM (Chopped Strand Mat) or into Nida-
Bond CBC certain procedures must be followed for successful
application. For many years, end-grain balsa has been used in
sandwich core composites. It’s high compressive and shear
strength and relative low cost have made it the core of choice
for many applications. Recently, much discussion has been
made over moisture intrusion after the structure is built and
what affect that moisture may have. What had not been ad-
dressed is the effect moisture has on the lamination process.
There has been a steady increase in incidents of de-lamination
and inhibited bond line resin cure over the last several years
and always appeared couple to increased relative humidity.
What we will examine here is: “What changed and how do we
cope with it?” More than forty years ago, the National Forest
Products Laboratory and others, determined that end-grain
balsa could be successfully used with polyester resin at mois-
ture contents as high as 16% and this standard is still offered by
them. Through testing conducted over the last couple of years
we have determined that the threshold where moisture con-
tent affects the cure and bonding characteristics is much lower
than that and problems can be observed as low as 9.5 or 10%.
The balsa hasn’t changed. In a natural product, as the humidity
increases so does the moisture content of the balsa, just as it
always has. During our course of testing we used sample lami-
nating resins from 5 sources and balsa from three manufactur-
ers. Tests were made with all combinations of resin and balsa at
specific moisture contents.8 to 9% - With all sample combina-
tions complete cures and excellent core to laminate bond was
observed. The resins we use have changed considerably, in
most cases, to meet mandated lower styrene monomer levels.
Some polyester resins in the past had styrene contents of 45 to
49%. They are now at 32 ‒35%. We believe the higher styrene
content made the resins more tolerant of moisture content,
either absorbing or displacing it. 9.5 to 10 % - scrimmed and
scored varieties displayed inhibited cures, particularly on the
scrim side. Some milky appearance in the scrim grids indicated
that the scrim itself had retained moisture.10.5 to 12% - As
much as 100% bond line inhibition was observed with outer
skins being completely cured and the skin/core interface with a
2. If Nida-Bond CBC is used, the Bond Line Gel Time
should be determined by catalyzing a small amount of the
Core Bedding Compound and spreading it on a flat surface
approximately 1 mm thick. CBC should be catalyzed at he
ratio prescribed for the expected ambient shop tempera-
ture. Prime six 2" x 2" blocks of sealed balsa with catalyzed
laminating resin and lightly press them into the CBC. Close
to the projected gel time (say 30 minutes) twist one of the
blocks slightly, then a subsequent block every 5 minutes
until it one doesn't move and note the gel time.
3. The core material should be precut and pre-fit before
bonding in place. This is particularly important when vac-
uum bedding the core. The sheets should fit together with
minimal gaps and all edges that don't butt into another
surface should be beveled with a slope length 3 times the
core thickness. Bevel strips may be used if the core cannot
be beveled so as to eliminate voids and fiber crimp that
occur when laminating around sharp corners.
4. Check the cured laminate surface that the core will be
bedded to for smoothness. There should be no ridges or
protrusions that may hold the core off the surface. It may
be necessary to sand the surface with 80 grit paper for
good adhesion depending on the resin system and length
of time it had cured. Remove any sanding dust prior to
core installation. If there is any uncertainty, follow the resin
supplier's guidelines and test the bond to a sample of the
laminate before installing the core.
5. Nida-Bond CBC should be brought to the ambient shop
temperature of 65 to 85 deg F (18 - 29 deg C) and me-
chanically mixed to a uniform consistency in the original
pail and working from the bottom up. Storing the pails
upside down will result in faster re-mixing.
6. Refer to the Nida-bond CBC Catalyzation Guide in the
Nida-Core Handbook and allow for the empty weight of
the 5 gallon pail. Blend the required amount of catalyst
and Nida-Bond CBC with a mechanical mixer until an even
pinkish color is obtained with no streaks. A clean blade or
stick should be used to scrape the sides and bottom of the
mixing pail.
7. When vacuum bagging or with larger applications, prim-
ing of the core and troweling of the Nida-Bond CBC should
occur concurrently to best use the available working time.
8. A flat trowel, held at 80 degrees to the surface, should be
used to apply the Nida-Bond to a thickness of .04" (1 mm)
WORKING WITH BALSALITE 79
Additional references: Page 40;89
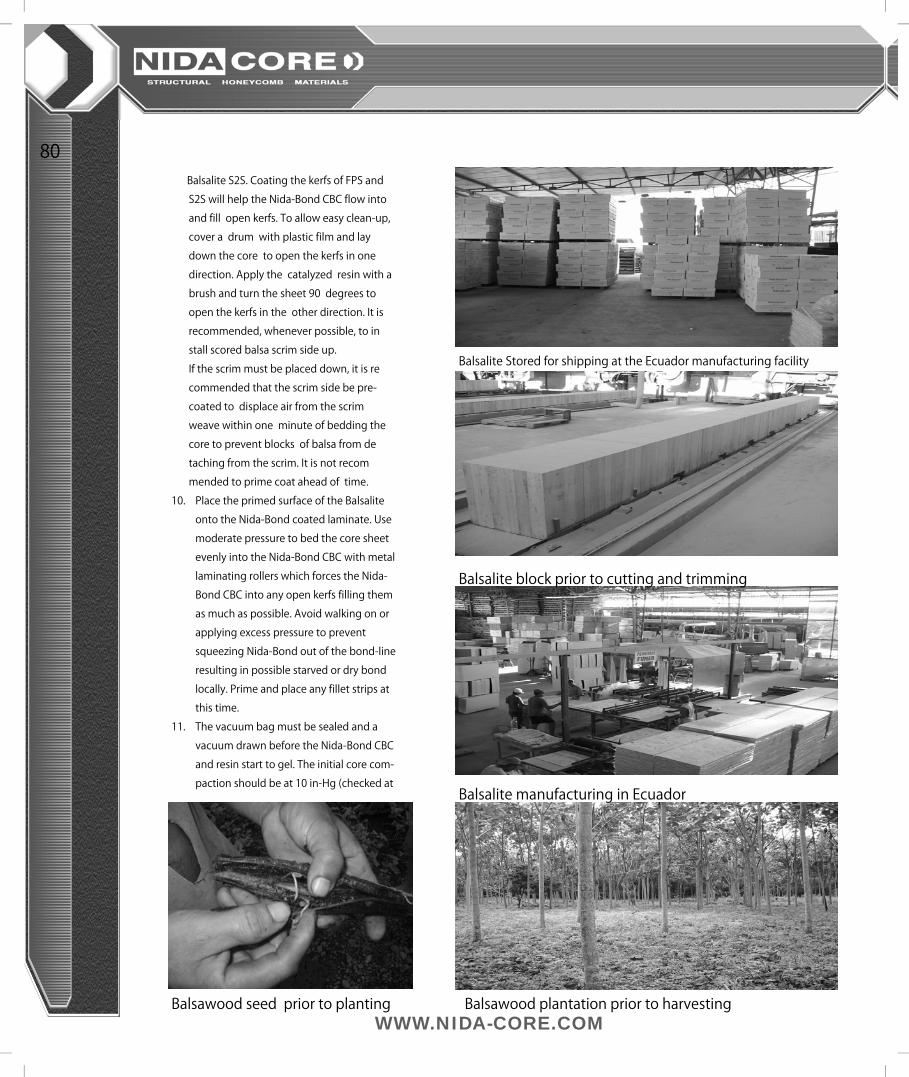
WWW.NIDA-CORE.COM
Balsalite S2S. Coating the kerfs of FPS and S2S will help the Nida-Bond CBC flow into
and fill open kerfs. To allow easy clean-up,
cover a drum with plastic film and lay
down the core to open the kerfs in one
direction. Apply the catalyzed resin with a
brush and turn the sheet 90 degrees to
open the kerfs in the other direction. It is
recommended, whenever possible, to in
stall scored balsa scrim side up.
If the scrim must be placed down, it is re
commended that the scrim side be pre-
coated to displace air from the scrim
weave within one minute of bedding the
core to prevent blocks of balsa from de
taching from the scrim. It is not recom
mended to prime coat ahead of time.
10. Place the primed surface of the Balsalite
onto the Nida-Bond coated laminate. Use
moderate pressure to bed the core sheet
evenly into the Nida-Bond CBC with metal
laminating rollers which forces the Nida-
Bond CBC into any open kerfs filling them
as much as possible. Avoid walking on or
applying excess pressure to prevent
squeezing Nida-Bond out of the bond-line
resulting in possible starved or dry bond
locally. Prime and place any fillet strips at
this time.
11. The vacuum bag must be sealed and a
vacuum drawn before the Nida-Bond CBC
and resin start to gel. The initial core com-
paction should be at 10 in-Hg (checked at
Balsalite Stored for shipping at the Ecuador manufacturing facility
Balsalite block prior to cutting and trimming
Balsalite manufacturing in Ecuador
Balsawood plantation prior to harvesting Balsawood seed prior to planting
80
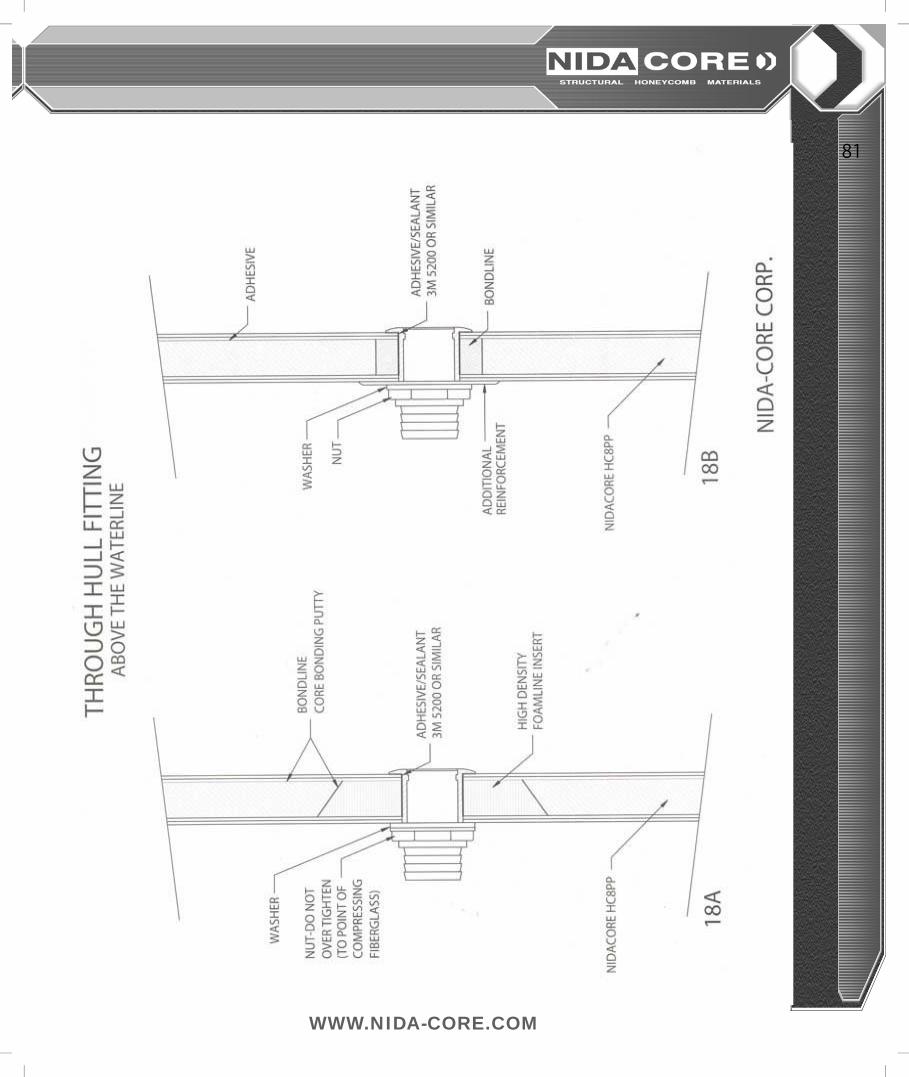
WWW.NIDA-CORE.COM
81
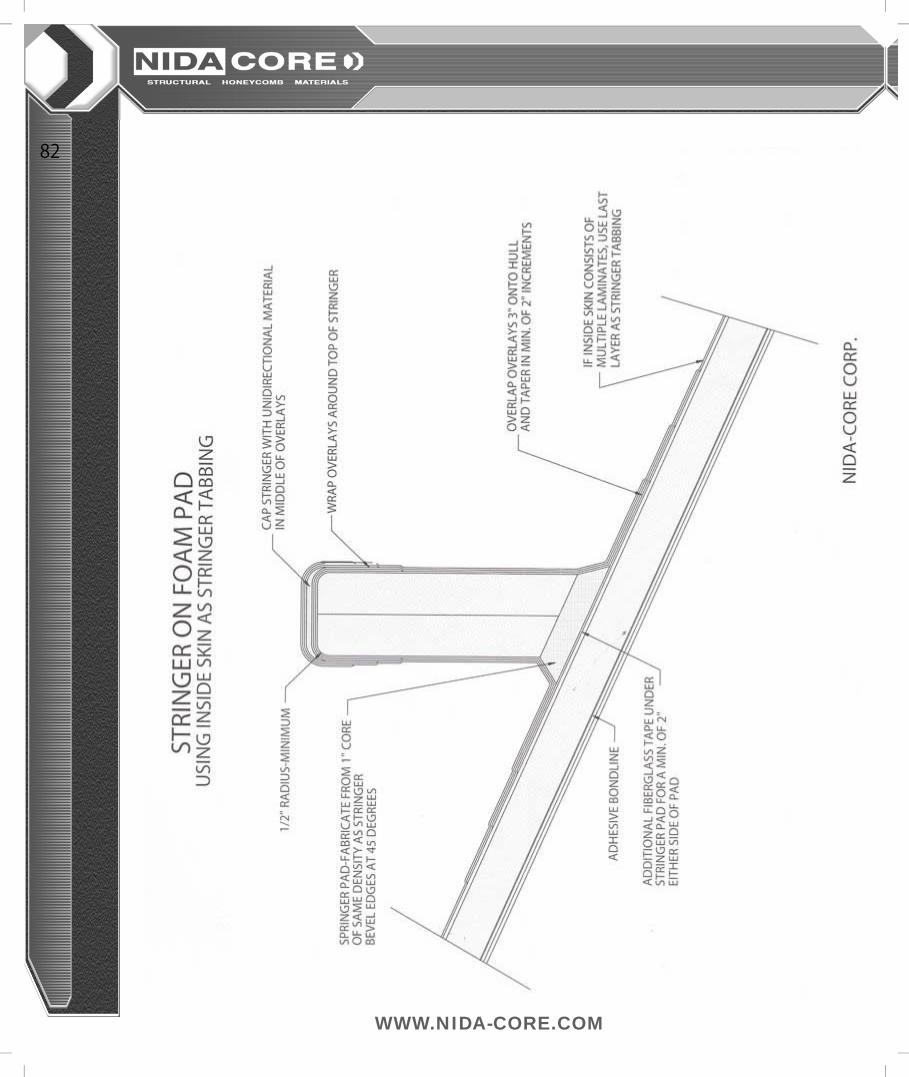
WWW.NIDA-CORE.COM
82
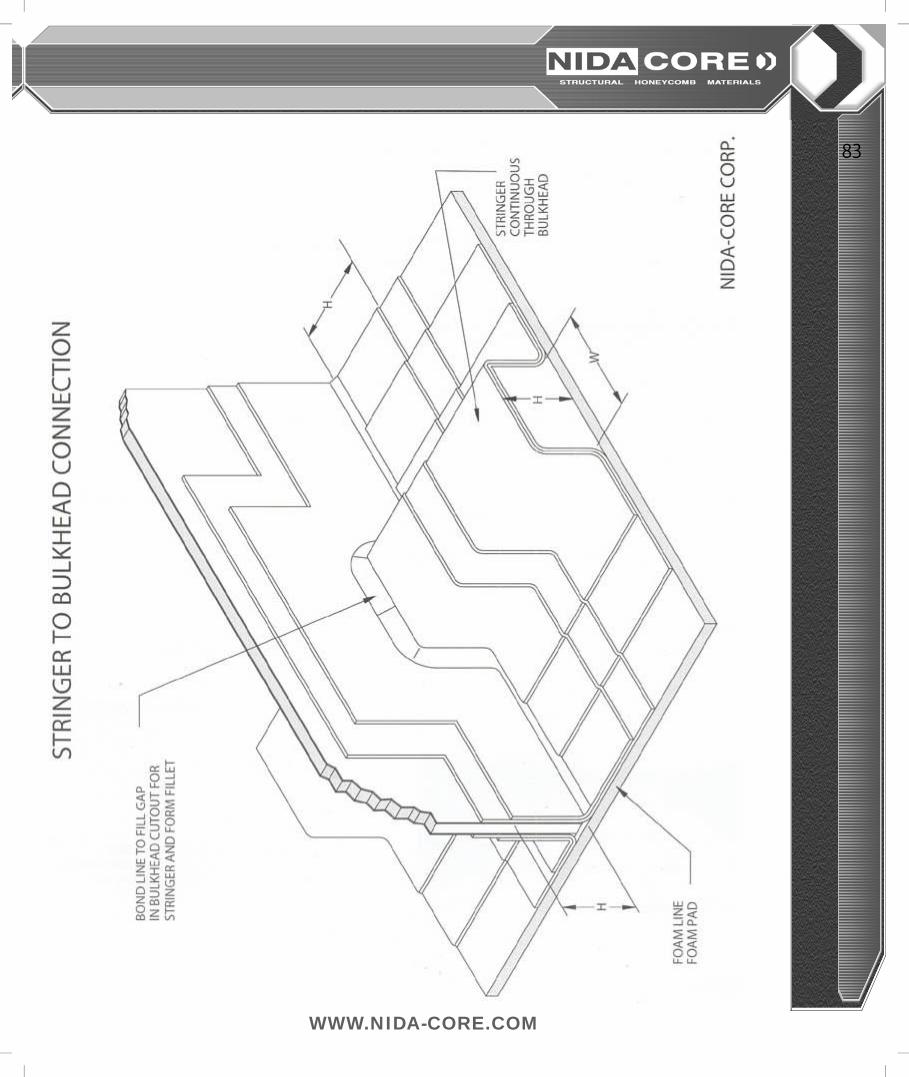
WWW.NIDA-CORE.COM
83
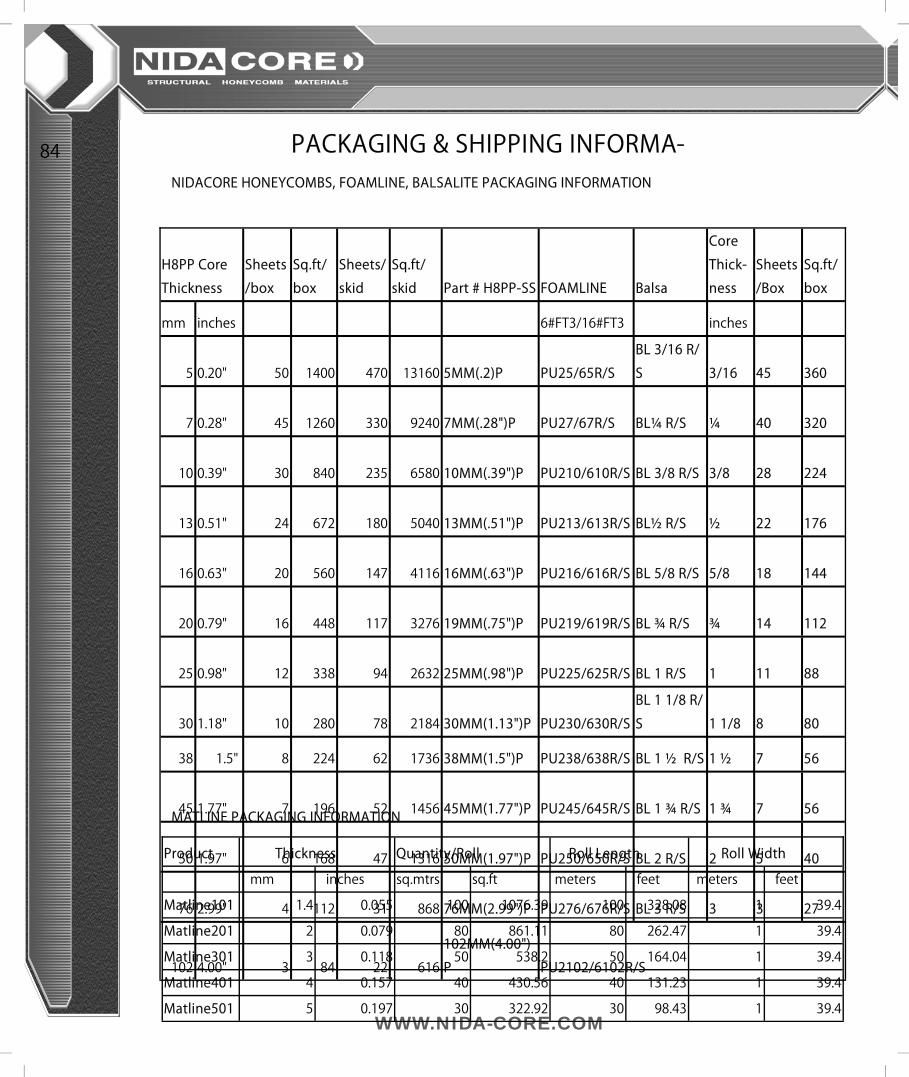
WWW.NIDA-CORE.COM
PACKAGING & SHIPPING INFORMA-
H8PP Core
Thickness
Sheets
/box
Sq.ft/
box
Sheets/
skid
Sq.ft/
skid Part # H8PP-SS FOAMLINE Balsa
Core
Thick-
ness
Sheets
/Box
Sq.ft/
box
mm inches 6#FT3/16#FT3 inches
5
0.20" 50 1400 470 13160 5MM(.2)P PU25/65R/S
BL 3/16 R/
S 3/16 45 360
7
0.28" 45 1260 330 9240 7MM(.28")P PU27/67R/S BL¼ R/S ¼ 40 320
10
0.39" 30 840 235 6580 10MM(.39")P PU210/610R/S BL 3/8 R/S 3/8 28 224
13
0.51" 24 672 180 5040 13MM(.51")P PU213/613R/S BL½ R/S ½ 22 176
16
0.63" 20 560 147 4116 16MM(.63")P PU216/616R/S BL 5/8 R/S 5/8 18 144
20
0.79" 16 448 117 3276 19MM(.75")P PU219/619R/S BL ¾ R/S ¾ 14 112
25
0.98" 12 338 94 2632 25MM(.98")P PU225/625R/S BL 1 R/S 1 11 88
30
1.18" 10 280 78 2184 30MM(1.13")P PU230/630R/S
BL 1 1/8 R/
S 1 1/8 8 80
38 1.5" 8 224 62 1736 38MM(1.5")P PU238/638R/S BL 1 ½ R/S 1 ½ 7 56
45
1.77" 7 196 52 1456 45MM(1.77")P PU245/645R/S BL 1 ¾ R/S 1 ¾ 7 56
50
1.97" 6 168 47 1316 50MM(1.97")P PU250/650R/S BL 2 R/S 2 5 40
76
2.99" 4 112 31 868 76MM(2.99")P PU276/676R/S BL 3 R/S 3 3 27
102
4.00" 3 84 22 616
102MM(4.00")
P PU2102/6102R/S
Product Thickness Quantity/Roll Roll Length Roll Width
mm inches sq.mtrs sq.ft meters feet meters feet
Matline101 1.4 0.055 100 1076.39 100 328.08 1 39.4
Matline201 2 0.079 80 861.11 80 262.47 1 39.4
Matline301 3 0.118 50 538.2 50 164.04 1 39.4
Matline401 4 0.157 40 430.56 40 131.23 1 39.4
Matline501 5 0.197 30 322.92 30 98.43 1 39.4
84
MATLINE PACKAGING INFORMATION
NIDACORE HONEYCOMBS, FOAMLINE, BALSALITE PACKAGING INFORMATION
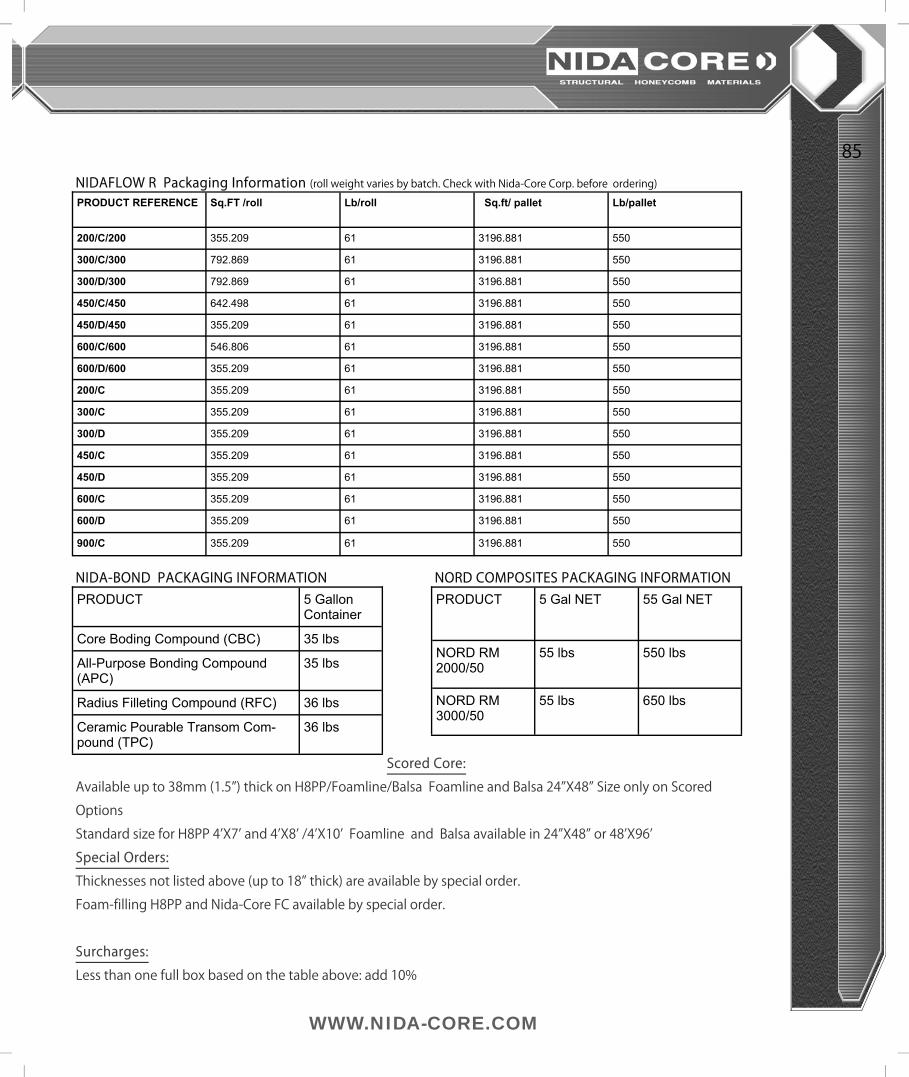
WWW.NIDA-CORE.COM
Scored Core:
Available up to 38mm (1.5”) thick on H8PP/Foamline/Balsa Foamline and Balsa 24”X48” Size only on Scored
Options
Standard size for H8PP 4’X7’ and 4’X8’ /4’X10’ Foamline and Balsa available in 24”X48” or 48’X96’
Special Orders:
Thicknesses not listed above (up to 18” thick) are available by special order.
Foam-filling H8PP and Nida-Core FC available by special order.
Surcharges:
Less than one full box based on the table above: add 10%
85
PRODUCT REFERENCE Sq.FT /roll Lb/roll Sq.ft/ pallet Lb/pallet
200/C/200 355.209 61 3196.881 550
300/C/300 792.869 61 3196.881 550
300/D/300 792.869 61 3196.881 550
450/C/450 642.498 61 3196.881 550
450/D/450 355.209 61 3196.881 550
600/C/600 546.806 61 3196.881 550
600/D/600 355.209 61 3196.881 550
200/C 355.209 61 3196.881 550
300/C 355.209 61 3196.881 550
300/D 355.209 61 3196.881 550
450/C 355.209 61 3196.881 550
450/D 355.209 61 3196.881 550
600/C 355.209 61 3196.881 550
600/D 355.209 61 3196.881 550
900/C 355.209 61 3196.881 550
NIDAFLOW R Packaging Information (roll weight varies by batch. Check with Nida-Core Corp. before ordering)
NIDA-BOND PACKAGING INFORMATION PRODUCT 5 Gallon
Container
Core Boding Compound (CBC) 35 lbs
All-Purpose Bonding Compound (APC)
35 lbs
Radius Filleting Compound (RFC) 36 lbs
Ceramic Pourable Transom Com-pound (TPC)
36 lbs
NORD COMPOSITES PACKAGING INFORMATION PRODUCT 5 Gal NET 55 Gal NET
NORD RM 2000/50
55 lbs 550 lbs
NORD RM 3000/50
55 lbs 650 lbs
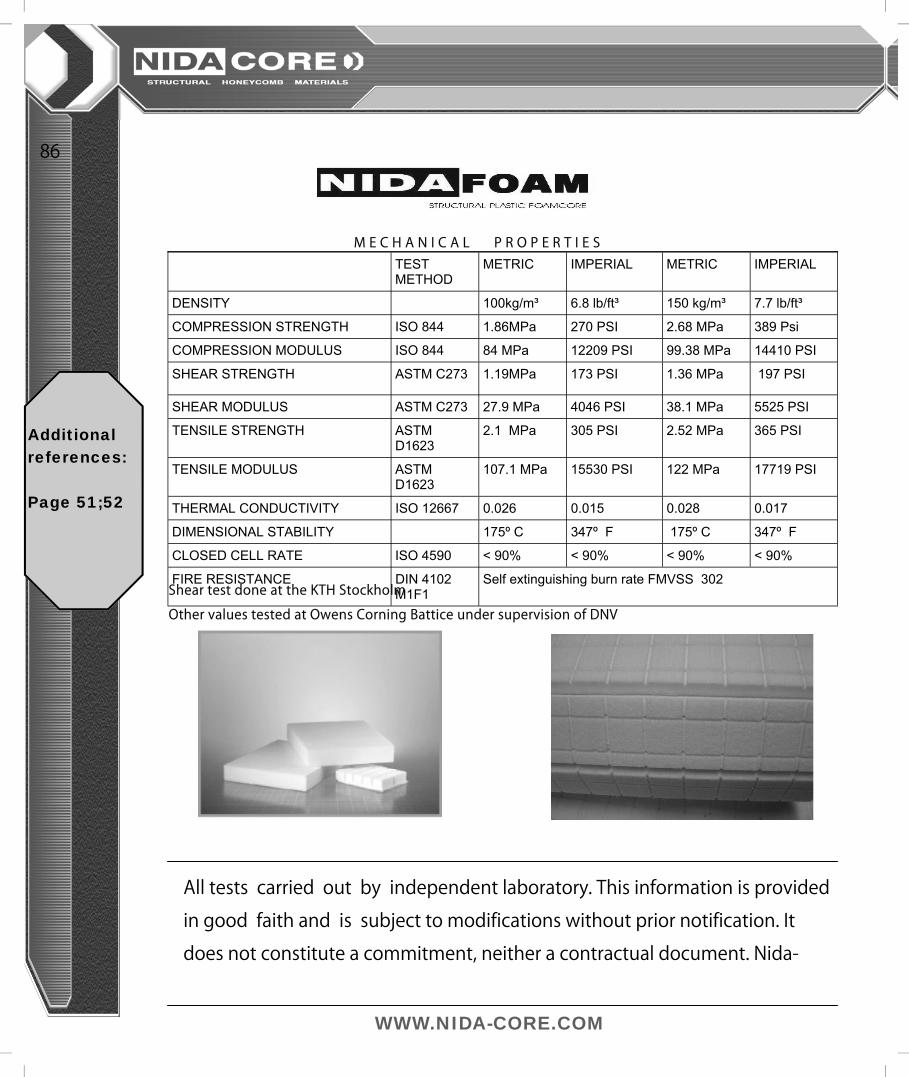
WWW.NIDA-CORE.COM
TEST METHOD
METRIC IMPERIAL METRIC IMPERIAL
DENSITY 100kg/m³ 6.8 lb/ft³ 150 kg/m³ 7.7 lb/ft³
COMPRESSION STRENGTH ISO 844 1.86MPa 270 PSI 2.68 MPa 389 Psi
COMPRESSION MODULUS ISO 844 84 MPa 12209 PSI 99.38 MPa 14410 PSI
SHEAR STRENGTH ASTM C273 1.19MPa 173 PSI 1.36 MPa 197 PSI
SHEAR MODULUS ASTM C273 27.9 MPa 4046 PSI 38.1 MPa 5525 PSI
TENSILE STRENGTH ASTM D1623
2.1 MPa 305 PSI 2.52 MPa 365 PSI
TENSILE MODULUS ASTM D1623
107.1 MPa 15530 PSI 122 MPa 17719 PSI
THERMAL CONDUCTIVITY ISO 12667 0.026 0.015 0.028 0.017
DIMENSIONAL STABILITY 175º C 347º F 175º C 347º F
CLOSED CELL RATE ISO 4590 < 90% < 90% < 90% < 90%
FIRE RESISTANCE DIN 4102 M1F1
Self extinguishing burn rate FMVSS 302
All tests carried out by independent laboratory. This information is provided
in good faith and is subject to modifications without prior notification. It
does not constitute a commitment, neither a contractual document. Nida-
M E C H A N I C A L P R O P E R T I E S
86
Shear test done at the KTH Stockholm
Other values tested at Owens Corning Battice under supervision of DNV
Additional references: Page 51;52
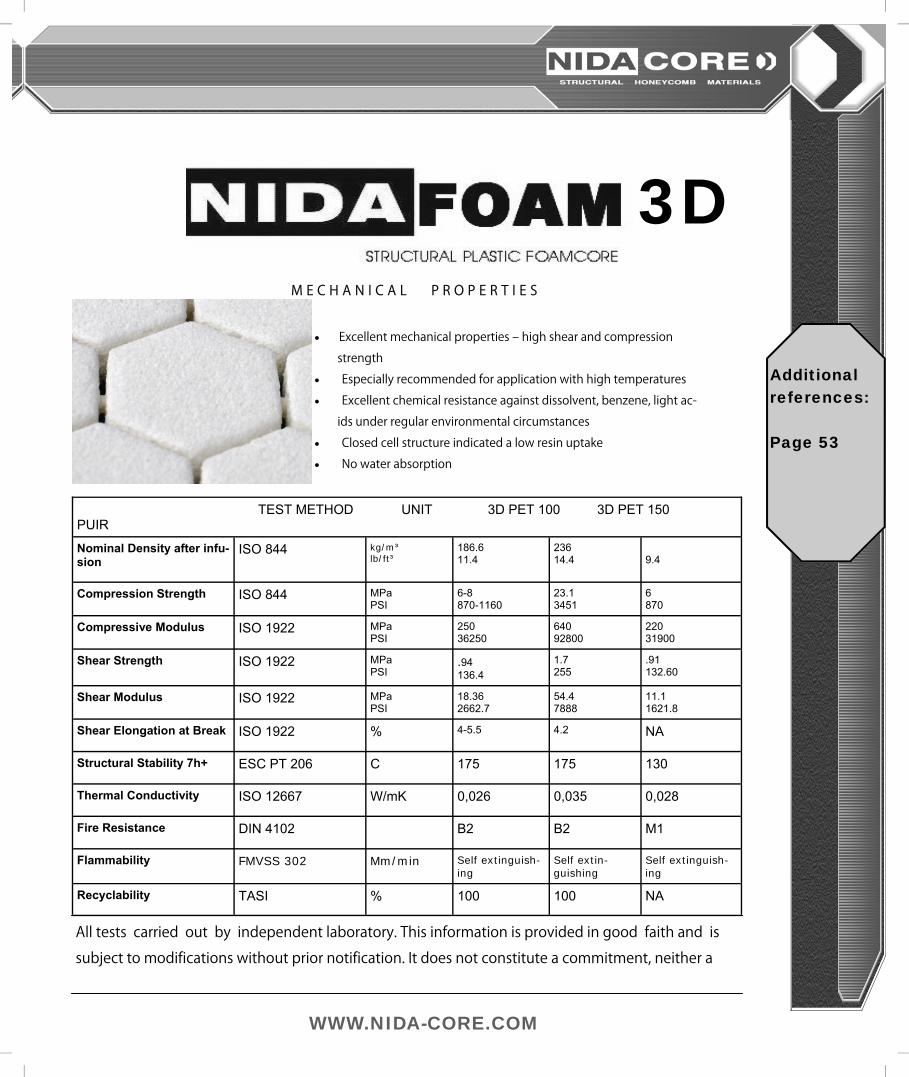
WWW.NIDA-CORE.COM
3D M E C H A N I C A L P R O P E R T I E S
All tests carried out by independent laboratory. This information is provided in good faith and is
subject to modifications without prior notification. It does not constitute a commitment, neither a
Nominal Density after infu-sion
ISO 844 kg/m³ lb/ft³
186.6 11.4
236 14.4
9.4
Compression Strength ISO 844 MPa PSI
6-8 870-1160
23.1 3451
6 870
Compressive Modulus ISO 1922 MPa PSI
250 36250
640 92800
220 31900
Shear Strength ISO 1922 MPa PSI
.94 136.4
1.7 255
.91 132.60
Shear Modulus ISO 1922 MPa PSI
18.36 2662.7
54.4 7888
11.1 1621.8
Shear Elongation at Break ISO 1922 % 4-5.5 4.2 NA
Structural Stability 7h+ ESC PT 206 C 175 175 130
Thermal Conductivity ISO 12667 W/mK 0,026 0,035 0,028
Fire Resistance DIN 4102 B2 B2 M1
Flammability FMVSS 302 Mm/min Self extinguish-ing
Self extin-guishing
Self extinguish-ing
Recyclability TASI % 100 100 NA
TEST METHOD UNIT 3D PET 100 3D PET 150 PUIR
• Excellent mechanical properties ‒ high shear and compression
strength
• Especially recommended for application with high temperatures
• Excellent chemical resistance against dissolvent, benzene, light ac-
ids under regular environmental circumstances
• Closed cell structure indicated a low resin uptake
• No water absorption
Additional references: Page 53
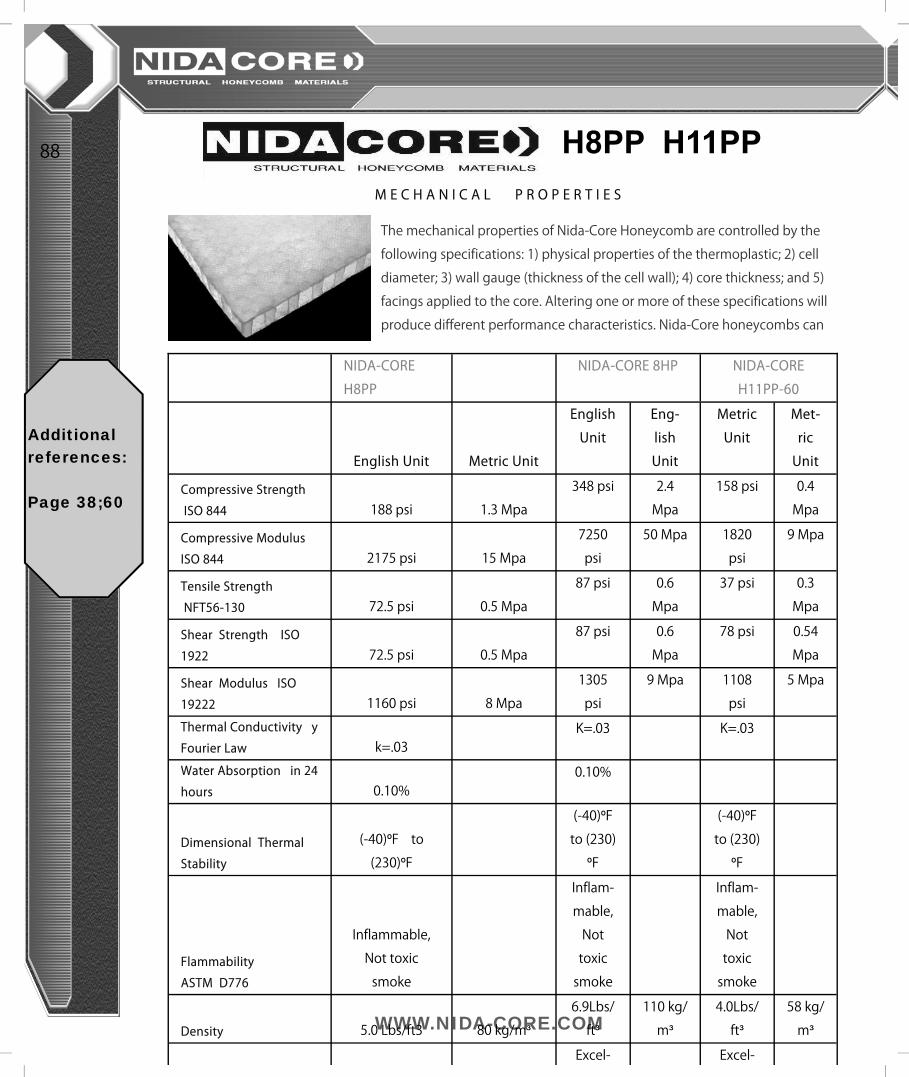
WWW.NIDA-CORE.COM
H8PP H11PP
The mechanical properties of Nida-Core Honeycomb are controlled by the
following specifications: 1) physical properties of the thermoplastic; 2) cell
diameter; 3) wall gauge (thickness of the cell wall); 4) core thickness; and 5)
facings applied to the core. Altering one or more of these specifications will
produce different performance characteristics. Nida-Core honeycombs can
NIDA-CORE
H8PP
NIDA-CORE 8HP NIDA-CORE
H11PP-60
English Unit Metric Unit
English
Unit
Eng-
lish
Unit
Metric
Unit
Met-
ric
Unit
Compressive Strength ISO 844 188 psi 1.3 Mpa
348 psi 2.4
Mpa
158 psi 0.4
Mpa
Compressive Modulus ISO 844 2175 psi 15 Mpa
7250
psi
50 Mpa 1820
psi
9 Mpa
Tensile Strength NFT56-130 72.5 psi 0.5 Mpa
87 psi 0.6
Mpa
37 psi 0.3
Mpa
Shear Strength ISO
1922 72.5 psi 0.5 Mpa
87 psi 0.6
Mpa
78 psi 0.54
Mpa
Shear Modulus ISO
19222 1160 psi 8 Mpa
1305
psi
9 Mpa 1108
psi
5 Mpa
Thermal Conductivity y
Fourier Law k=.03
K=.03 K=.03
Water Absorption in 24
hours 0.10%
0.10%
Dimensional Thermal
Stability
(-40)ºF to
(230)ºF
(-40)ºF
to (230)
ºF
(-40)ºF
to (230)
ºF
Flammability
ASTM D776
Inflammable,
Not toxic
smoke
Inflam-
mable,
Not
toxic
smoke
Inflam-
mable,
Not
toxic
smoke
Density 5.0 Lbs/ft3 80 kg/m³
6.9Lbs/
ft³
110 kg/
m³
4.0Lbs/
ft³
58 kg/
m³
Excel- Excel-
M E C H A N I C A L P R O P E R T I E S
88
Additional references: Page 38;60
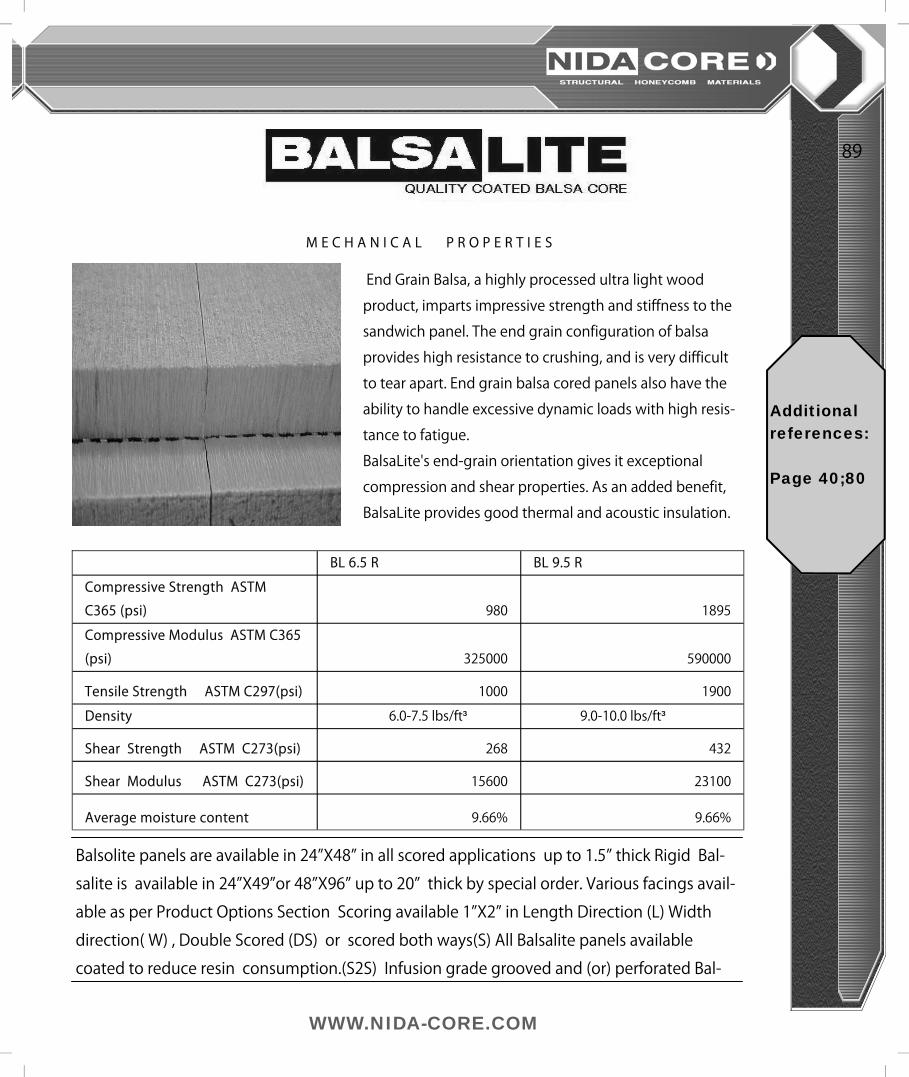
WWW.NIDA-CORE.COM
End Grain Balsa, a highly processed ultra light wood
product, imparts impressive strength and stiffness to the
sandwich panel. The end grain configuration of balsa
provides high resistance to crushing, and is very difficult
to tear apart. End grain balsa cored panels also have the
ability to handle excessive dynamic loads with high resis-
tance to fatigue.
BalsaLite's end-grain orientation gives it exceptional
compression and shear properties. As an added benefit,
BalsaLite provides good thermal and acoustic insulation.
BL 6.5 R BL 9.5 R
Compressive Strength ASTM
C365 (psi) 980 1895
Compressive Modulus ASTM C365
(psi) 325000 590000
Tensile Strength ASTM C297(psi) 1000 1900
Density 6.0-7.5 lbs/ft³ 9.0-10.0 lbs/ft³
Shear Strength ASTM C273(psi) 268 432
Shear Modulus ASTM C273(psi) 15600 23100
Average moisture content 9.66% 9.66%
Balsolite panels are available in 24”X48” in all scored applications up to 1.5” thick Rigid Bal-
salite is available in 24”X49”or 48”X96” up to 20” thick by special order. Various facings avail-
able as per Product Options Section Scoring available 1”X2” in Length Direction (L) Width
direction( W) , Double Scored (DS) or scored both ways(S) All Balsalite panels available
coated to reduce resin consumption.(S2S) Infusion grade grooved and (or) perforated Bal-
M E C H A N I C A L P R O P E R T I E S
89
Additional references: Page 40;80
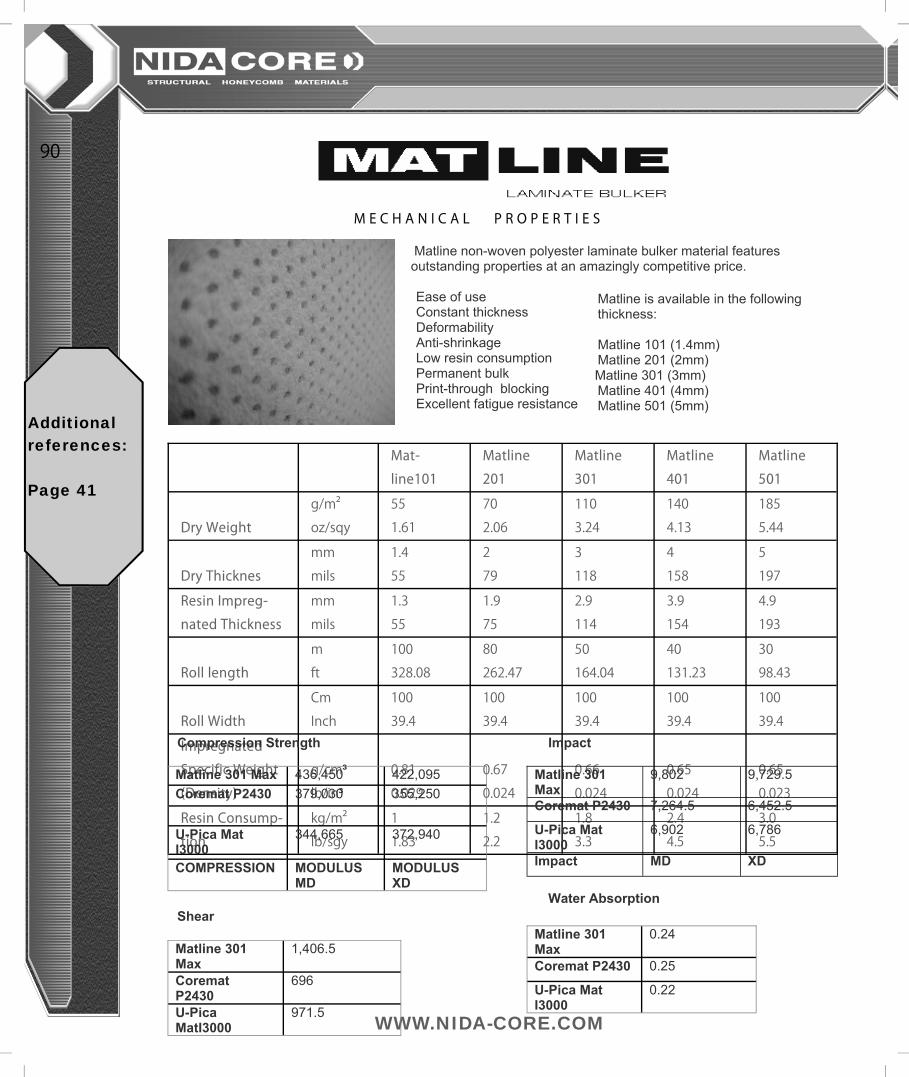
WWW.NIDA-CORE.COM
Matline non-woven polyester laminate bulker material features outstanding properties at an amazingly competitive price. Ease of use Constant thickness Deformability Anti-shrinkage Low resin consumption Permanent bulk Print-through blocking Excellent fatigue resistance
Matline is available in the following thickness: Matline 101 (1.4mm) Matline 201 (2mm) Matline 301 (3mm) Matline 401 (4mm) Matline 501 (5mm)
Mat-
line101
Matline
201
Matline
301
Matline
401
Matline
501
Dry Weight
g/m²
oz/sqy
55
1.61
70
2.06
110
3.24
140
4.13
185
5.44
Dry Thicknes
mm
mils
1.4
55
2
79
3
118
4
158
5
197
Resin Impreg-
nated Thickness
mm
mils
1.3
55
1.9
75
2.9
114
3.9
154
4.9
193
Roll length
m
ft
100
328.08
80
262.47
50
164.04
40
131.23
30
98.43
Roll Width
Cm
Inch
100
39.4
100
39.4
100
39.4
100
39.4
100
39.4
Impregnated
Specific Weight
(Density)
g/cm³
lb/in³
0.81
0.029
0.67
0.024
0.66
0.024
0.65
0.024
0.65
0.023
Resin Consump-
tion
kg/m²
lb/sgy
1
1.83
1.2
2.2
1.8
3.3
2.4
4.5
3.0
5.5
Compression Strength Impact
Matline 301 Max 436,450 422,095 Coremat P2430 379,030 355,250
U-Pica Mat I3000
344,665 372,940
COMPRESSION MODULUS MD
MODULUS XD
Matline 301 Max
9,802 9,729.5
Coremat P2430 7,264.5 6,452.5
U-Pica Mat I3000
6,902 6,786
Impact MD XD
Shear Water Absorption
Matline 301 Max
1,406.5
Coremat P2430
696
U-Pica MatI3000
971.5
Matline 301 Max
0.24
Coremat P2430 0.25
U-Pica Mat I3000
0.22
M E C H A N I C A L P R O P E R T I E S
90
Additional references: Page 41
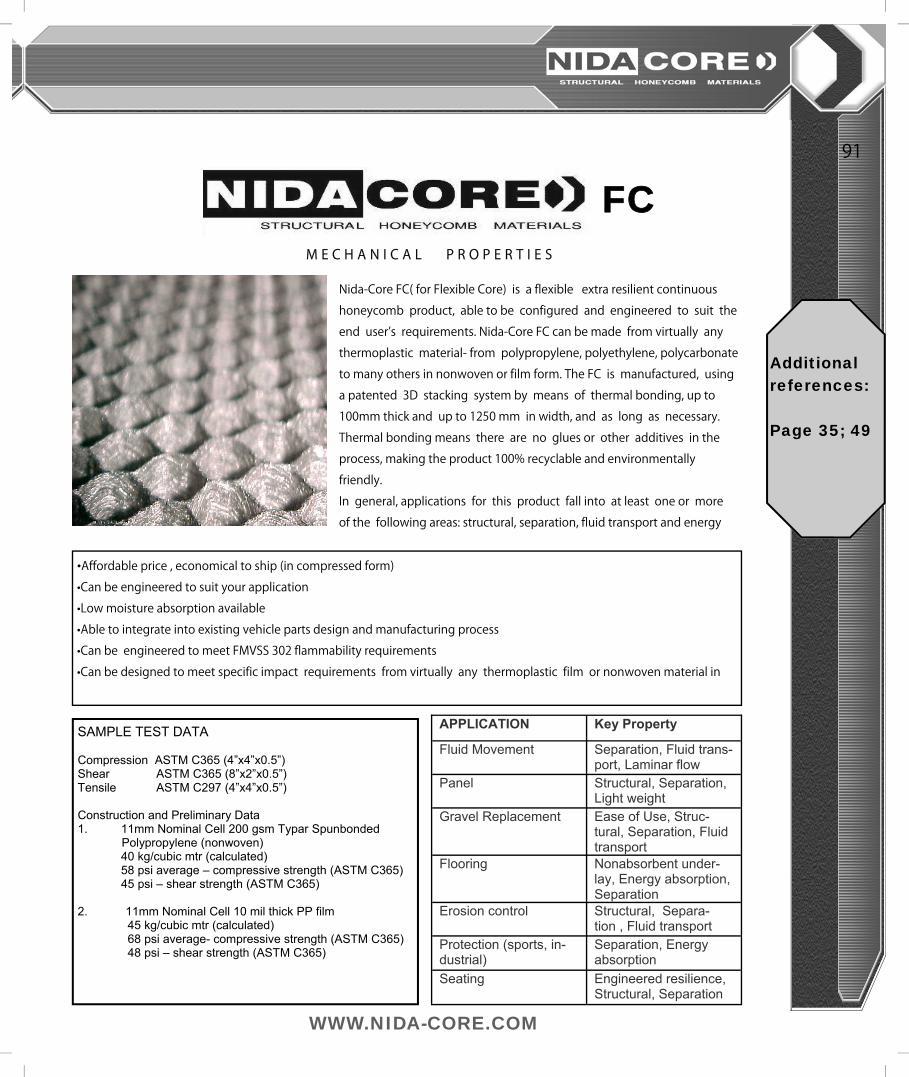
WWW.NIDA-CORE.COM
FC
Nida-Core FC( for Flexible Core) is a flexible extra resilient continuous
honeycomb product, able to be configured and engineered to suit the
end user’s requirements. Nida-Core FC can be made from virtually any
thermoplastic material- from polypropylene, polyethylene, polycarbonate
to many others in nonwoven or film form. The FC is manufactured, using
a patented 3D stacking system by means of thermal bonding, up to
100mm thick and up to 1250 mm in width, and as long as necessary.
Thermal bonding means there are no glues or other additives in the
process, making the product 100% recyclable and environmentally
friendly.
In general, applications for this product fall into at least one or more
of the following areas: structural, separation, fluid transport and energy
•Affordable price , economical to ship (in compressed form)
•Can be engineered to suit your application
•Low moisture absorption available
•Able to integrate into existing vehicle parts design and manufacturing process
•Can be engineered to meet FMVSS 302 flammability requirements
•Can be designed to meet specific impact requirements from virtually any thermoplastic film or nonwoven material in
SAMPLE TEST DATA Compression ASTM C365 (4”x4”x0.5”) Shear ASTM C365 (8”x2”x0.5”) Tensile ASTM C297 (4”x4”x0.5”) Construction and Preliminary Data 1. 11mm Nominal Cell 200 gsm Typar Spunbonded
Polypropylene (nonwoven) 40 kg/cubic mtr (calculated) 58 psi average – compressive strength (ASTM C365) 45 psi – shear strength (ASTM C365) 2. 11mm Nominal Cell 10 mil thick PP film 45 kg/cubic mtr (calculated) 68 psi average- compressive strength (ASTM C365) 48 psi – shear strength (ASTM C365)
APPLICATION Key Property
Fluid Movement
Separation, Fluid trans-port, Laminar flow
Panel Structural, Separation, Light weight
Gravel Replacement Ease of Use, Struc-tural, Separation, Fluid transport
Flooring Nonabsorbent under-lay, Energy absorption, Separation
Erosion control Structural, Separa-tion , Fluid transport
Protection (sports, in-dustrial)
Separation, Energy absorption
Seating Engineered resilience, Structural, Separation
M E C H A N I C A L P R O P E R T I E S
91
Additional references: Page 35; 49
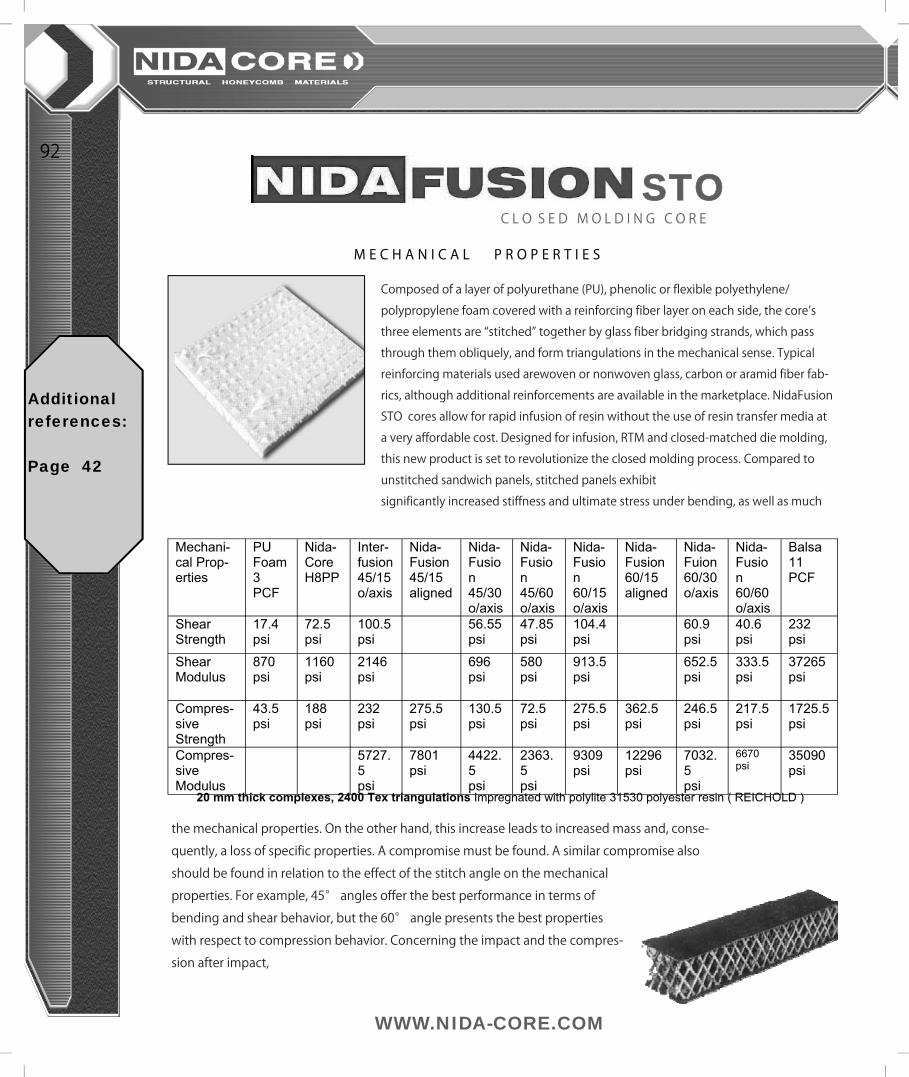
WWW.NIDA-CORE.COM
STO
C L O S E D M O L D I N G C O R E
Composed of a layer of polyurethane (PU), phenolic or flexible polyethylene/
polypropylene foam covered with a reinforcing fiber layer on each side, the core’s
three elements are “stitched” together by glass fiber bridging strands, which pass
through them obliquely, and form triangulations in the mechanical sense. Typical
reinforcing materials used arewoven or nonwoven glass, carbon or aramid fiber fab-
rics, although additional reinforcements are available in the marketplace. NidaFusion
STO cores allow for rapid infusion of resin without the use of resin transfer media at
a very affordable cost. Designed for infusion, RTM and closed-matched die molding,
this new product is set to revolutionize the closed molding process. Compared to
unstitched sandwich panels, stitched panels exhibit
significantly increased stiffness and ultimate stress under bending, as well as much
Mechani-cal Prop-erties
PU Foam 3 PCF
Nida- Core H8PP
Inter-fusion 45/15 o/axis
Nida-Fusion 45/15 aligned
Nida-Fusion 45/30 o/axis
Nida-Fusion 45/60 o/axis
Nida-Fusion 60/15 o/axis
Nida-Fusion 60/15 aligned
Nida-Fuion 60/30 o/axis
Nida-Fusion 60/60 o/axis
Balsa 11 PCF
Shear Strength
17.4 psi
72.5 psi
100.5 psi
56.55 psi
47.85 psi
104.4 psi
60.9 psi
40.6 psi
232 psi
Shear Modulus
870 psi
1160 psi
2146 psi
696 psi
580 psi
913.5 psi
652.5 psi
333.5 psi
37265 psi
Compres-sive Strength
43.5 psi
188 psi
232 psi
275.5 psi
130.5 psi
72.5 psi
275.5 psi
362.5 psi
246.5 psi
217.5 psi
1725.5 psi
Compres-sive Modulus
5727.5 psi
7801 psi
4422.5 psi
2363.5 psi
9309 psi
12296 psi
7032.5 psi
6670 psi
35090 psi
20 mm thick complexes, 2400 Tex triangulations Impregnated with polylite 31530 polyester resin ( REICHOLD )
the mechanical properties. On the other hand, this increase leads to increased mass and, conse-
quently, a loss of specific properties. A compromise must be found. A similar compromise also
should be found in relation to the effect of the stitch angle on the mechanical
properties. For example, 45° angles offer the best performance in terms of
bending and shear behavior, but the 60° angle presents the best properties
with respect to compression behavior. Concerning the impact and the compres-
sion after impact,
M E C H A N I C A L P R O P E R T I E S
92
Additional references: Page 42
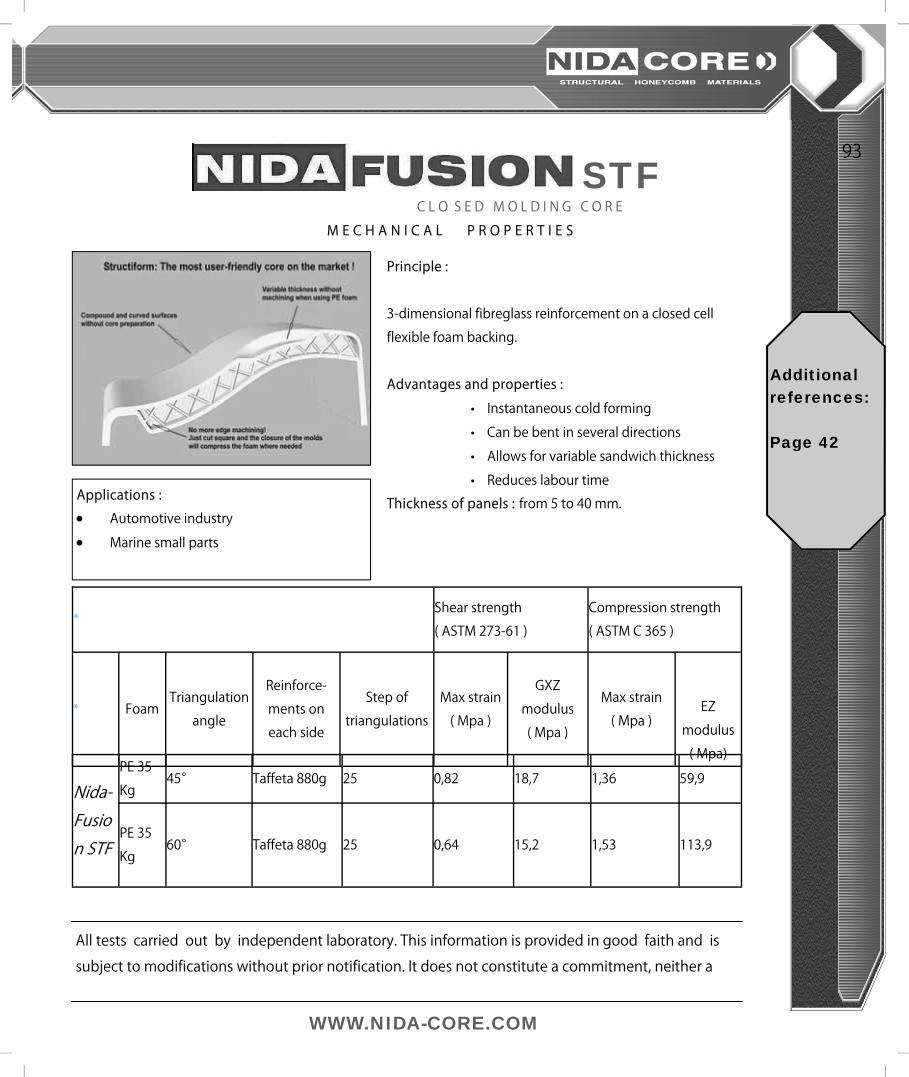
WWW.NIDA-CORE.COM
STF
C L O S E D M O L D I N G C O R E
Principle :
3-dimensional fibreglass reinforcement on a closed cell
flexible foam backing.
Advantages and properties :
• Instantaneous cold forming
• Can be bent in several directions
• Allows for variable sandwich thickness
• Reduces labour time
Thickness of panels : from 5 to 40 mm. Applications :
• Automotive industry
• Marine small parts
* Shear strength
( ASTM 273-61 )
Compression strength
( ASTM C 365 )
* Foam Triangulation
angle
Reinforce-
ments on
each side
Step of
triangulations
Max strain
( Mpa )
GXZ
modulus
( Mpa )
Max strain
( Mpa )
EZ
modulus
( Mpa)
Nida-Fusion STF
PE 35
Kg 45° Taffeta 880g 25 0,82 18,7 1,36 59,9
PE 35
Kg 60° Taffeta 880g 25 0,64 15,2 1,53 113,9
M E C H A N I C A L P R O P E R T I E S
All tests carried out by independent laboratory. This information is provided in good faith and is
subject to modifications without prior notification. It does not constitute a commitment, neither a
93
Additional references: Page 42
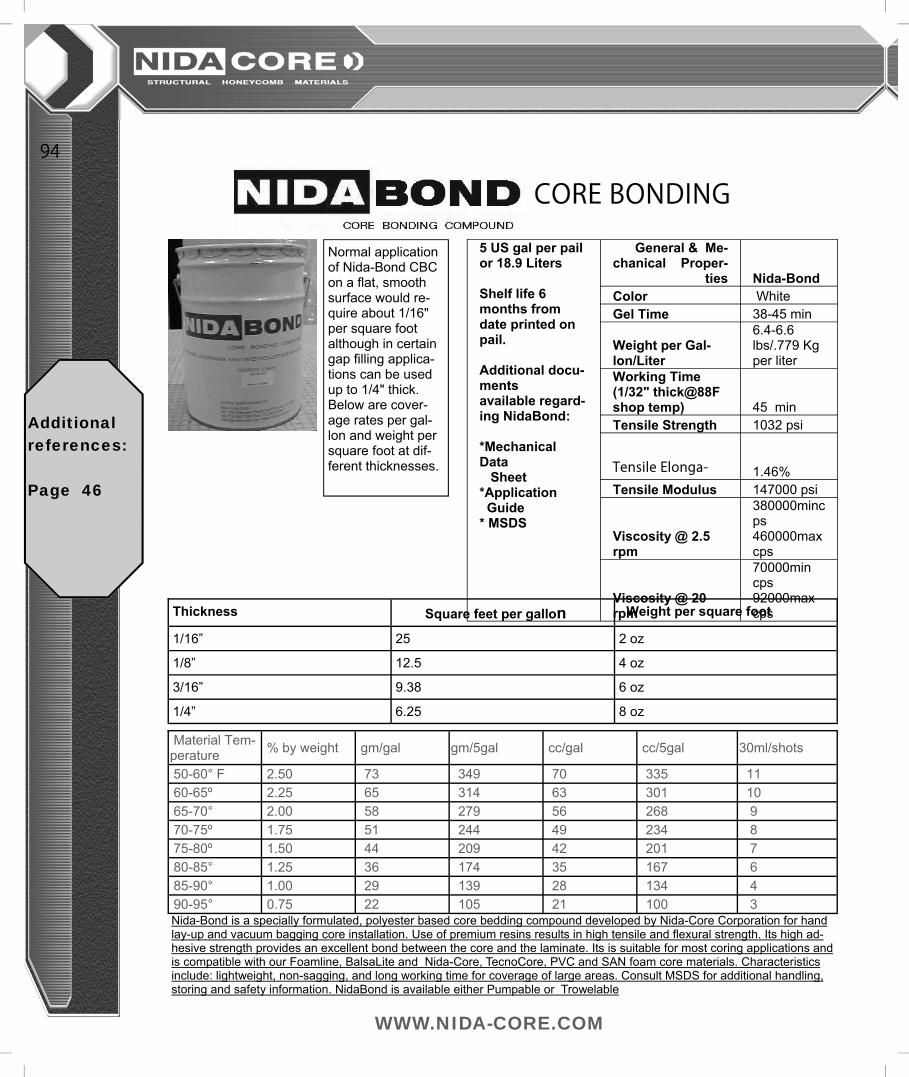
WWW.NIDA-CORE.COM
CORE BONDING
Normal application of Nida-Bond CBC on a flat, smooth surface would re-quire about 1/16" per square foot although in certain gap filling applica-tions can be used up to 1/4" thick. Below are cover-age rates per gal-lon and weight per square foot at dif-ferent thicknesses.
5 US gal per pail or 18.9 Liters Shelf life 6 months from date printed on pail. Additional docu-ments available regard-ing NidaBond: *Mechanical Data Sheet *Application Guide * MSDS
General & Me-chanical Proper-
ties Nida-Bond Color White Gel Time 38-45 min
Weight per Gal-lon/Liter
6.4-6.6 lbs/.779 Kg per liter
Working Time(1/32" thick@88F shop temp) 45 min Tensile Strength 1032 psi
Tensile Elonga- 1.46% Tensile Modulus 147000 psi
Viscosity @ 2.5 rpm
380000mincps 460000maxcps
Viscosity @ 20 rpm
70000min cps 92000max cps Thickness Square feet per gallon Weight per square foot
1/16” 25 2 oz
1/8” 12.5 4 oz
3/16” 9.38 6 oz
1/4” 6.25 8 oz
Material Tem-perature % by weight gm/gal gm/5gal cc/gal cc/5gal 30ml/shots
50-60° F 2.50 73 349 70 335 11 60-65º 2.25 65 314 63 301 10 65-70° 2.00 58 279 56 268 9 70-75º 1.75 51 244 49 234 8 75-80º 1.50 44 209 42 201 7 80-85° 1.25 36 174 35 167 6 85-90° 1.00 29 139 28 134 4 90-95° 0.75 22 105 21 100 3 Nida-Bond is a specially formulated, polyester based core bedding compound developed by Nida-Core Corporation for hand lay-up and vacuum bagging core installation. Use of premium resins results in high tensile and flexural strength. Its high ad-hesive strength provides an excellent bond between the core and the laminate. Its is suitable for most coring applications and is compatible with our Foamline, BalsaLite and Nida-Core, TecnoCore, PVC and SAN foam core materials. Characteristics include: lightweight, non-sagging, and long working time for coverage of large areas. Consult MSDS for additional handling, storing and safety information. NidaBond is available either Pumpable or Trowelable
94
Additional references: Page 46
WWW.NIDA-CORE.COM
ALL PURPOSE
• Semi-flexible for exceptional crack resis-tance
• Formulated with premium resins
• Low shrinkage and exotherm
• Low styrene content
• General pur-pose bonding
• General pur-pose filler
5 US gal per pail or 18.9 Liters Average pail weight 43 lbs Shelf life 6 months from date printed on pail. Catalyze with MEKP Additional docu-ments available regard-ing NidaBond APC: *MSDS
General & Me-chanical Proper-
ties Nida-Bond
Color White Gel Time 40-50 min
Weight per Gallon/Liter
8.5-8.7 lbs/gallon or 1.018 Kg per liter
Working Time(1/32" thick@88F shop temp) 35-40 min Peak exotherm 170-210F Tensile Elongation 1.46%
Tensile Modulus 147000 psi
Viscosity @ 2 rpm
900 000mincps 1 300 000maxcps
Viscosity @ 20 rpm
90000min cps 180000max cps
Thickness Square feet per gallon Weight per square foot 1/16” 25 2 oz
1/8” 12.5 4 oz
3/16” 9.38 6 oz
1/4” 6.25 8 oz
Material Tem-perature % by weight gm/gal gm/5gal cc/gal cc/5gal
60-65° 2.00 78 383 75 367
65-70° 1.80 70 344 67 331
70-75° 1.60 62 306 60 294
75-80° 1.50 59 287 56 275
80-85° 1.20 47 230 45 220
Nida-Bond APC is a specially formulated, polyester based all purpose bonding compound developed by Nida-Core Corpora-tion for general purpose filling and bonding Use of premium resins results in high tensile and flexural strength. Its high ad-hesive strength provides an excellent bond between the bonded substrates . Consult MSDS for additional handling, storing and safety information. NidaBond APC is available either Pumpable or Trowelable
95
Additional references: Page 46
WWW.NIDA-CORE.COM
TRANSOM CERAMIC
• Excellent rigidity and strength .
• Formulated with premium resins
• Low shrink-age and exo-therm
• Low styrene content
• Structural applications where high compressive strength is required
• 7 times bet-ter com-pression strength than ply-wood
5 US gal per pail or 18.9 Liters Average pail weight 36 lbs Shelf life 6 months from date printed on pail. Catalyze with MEKP Additional documents available re-garding NidaBond Tran-som Ceramic Pourable Com-pound: *MSDS
General & Me-chanical Proper-
ties Nida-Bond Color Grey Gel Time 18-24 min
Weight per Gallon/Liter
7.1-7.3 lbs/gallon or 0.85 kg/liter
Working Time(1" thick @88F shop temp) 38-52 min Peak exotherm 150-180F Tensile Elongation
(ASTM-638-82) 9.14 Tensile Strength 1594 psi
Viscosity @ 2.5 rpmViscosity Ranges: Viscosity (m) tests performed on Brookfield RVT (#7 spindle) at 77 deg F
85 000mincps 105 000maxcps
Viscosity @ 20 rpm
25000min cps 38000max cps
Description: NIDA-CORE formulates its Ceramic Pourable Compound with premium polyester resins and high strength ceramic spheres resulting in high tensile and flexural strength. This lightweight com-pound is ideal for filling large volumes where strength and rigidity are major concerns. The NidaBond Ceramic Pourable Compound mixes and pours easily from the 5-gallon pail.
Material Tempera-ture
% by weight gm/gal gm/5 gal cc/gal cc/5 gal
60-65° F 2.00 66 323 63 310
65-70° F 1.80 59 290 57 279
70-75° F 1.60 53 258 51 248
75-80° F 1.50 49 242 47 232
80-85° F 1.20 39 194 38 186
85-90° F 1.00 33 161 32 155
90-95° F 0.80 26 129 25 124
Nida-Bond TPC is a specially formulated, polyester based ceramic filled pourable compound developed by Nida-Core Cor-poration for manufacture of net shape transom coring in powerboat hulls and cavity filling where high compression values are needed. Use of premium resins results in high tensile and flexural strength. Its high adhesive strength provides an excel-lent bond between the bonded substrates . Consult MSDS for additional handling, storing and safety information. The ab-sence of wood in powerboat transoms is a marketing advantage .
96
Additional references: Page 46
WWW.NIDA-CORE.COM
• Formulated with premium resins
• Low exotherm and shrink
• Excellent durabil-ity
• Low styrene con-tent
• Filleting radii • Filling small voids
5 US gal per pail or 18.9 Litres Average pail 48 lbs Shelf life 90 days from date printed on pail. Additional docu-ments available regarding NidaBond BFC: Catalyze with MEKP *MSDS
General & Mechani-cal Properties Nida-Bond
Color Light Grey Fibrous Gel
Gel Time 18-24 min
Weight per Gallon/Liter
10.1-10.3 lbs/gallon or 1.018 Kg per liter
Working Time(1/32" thick@88F shop temp) 43-59 min Peak exotherm 220-270F Tensile Elongation 1.46% Tensile Modulus 147000 psi
Viscosity @ 2 rpm
620 000mincps 860 000maxcps
Viscosity @ 20 rpm 60000min cps 90000max cps
Material Tem-perature % by weight gm/gal gm/5gal cc/gal cc/5gal 30ml shots
50-60° F 2.50 115 550 110 528 17.6 60-65° 2.25 103 495 99 475 15.8 65-70° 2.00 92 440 88 423 14.1
70-75° 1.75 80 385 77 370 12.3
75-80° 1.50 69 330 66 317 10.6
80-85° 1.25 57 275 55 264 8.8
85-90° 1.00 46 220 44 211 7.0
90-95° 0.75 34 165 33 158 5.3
NidaBond BFC is formulated especially for filling behind the gel coat of tight radii. In addition, NidaBond Brushable Radius Compound has excellent crack resistance for superior durability. An extended gel time version of this product is also available. Use of premium resins results in high tensile and flexural strength. Consult MSDS for additional handling, storing and safety information. NidaBond APC is available either Pumpable or Trow-elable
BRUSHABLE RADIUS 97
Additional references: Page 46
WWW.NIDA-CORE.COM
RM 2000/50 Tooling resin
RM 2000/50 is an unsaturated polyester resin, especially formulated for mould
making. Filled and pre-accelerated, it is a ready to use product. Obtaining
moulds with superior surface profile and no shrinkage.
CHARACTERISTICS
¨ RM 2000/50 have been designed to polymerise at room temperature fol-
lowing addition of MEKP (Peroxide)
TYPICAL PROPERTIES OF LIQUID RM 2000/50 ¨ Maximum storage life 6 months (mix before use) ¨ Flammability flammable ¨ Specific gravity 1.45 ¨ Appearance beige liquid ¨ Gel time 35 – 45 minutes (20°C – 1% MEKP on 100 g) ¨ Peak exotherm 100 – 125°C (20°C – 1% MEKP on 100 g) ¨ Brookfield viscosity 100 rpm = 900 – 1150 mPa.s (20°C – sp4) ¨ Non volatile content 72 – 74% MECHANICAL PROPERTIES OF CAST RM 2000/50 ¨ Heat distortion of temperature 84°C (cast resin) ¨ Tensile strength* 84.4 MPa ¨ Elongation at break* 6.7% ¨ Flexural strength* 163 MPa *Tests performed on resin reinforced with glass fibre.
STORAGE CONDITIONS AND HANDLING
The tooling resin RM 2000/50 is subject to the Highly Flammable
Liquid Regulations. The product should be stored under cool condi-
tions in closed opaque containers at a temperature not exceeding
25°C. Avoid exposure to heat sources such as direct sunlight. RM
2000/50 is a ready to use product, filled and pre-accelerated. Espe-
cially formulated for mould making, with a good surface profile and
dimensional stability even in thick sections.
ADVANTAGES AND RECOMMENDATIONS
Manufacture of a mould in one day instead of one week using stan-
dard resin system.
Gel coat thickness must be between 600 and 800 microns.
APPLICATION OF TOOLING RESIN
RM2000/50 Before use, mix the resin well to achieve a homogeneous
product.
For optimum result of cure, don’t catalyst under 1% of MEKP
(Peroxide) (ask Nida-Core Corporation for gel time results with differ-
ent percentages of catalyst if required). To obtain optimum proper-
ties of the tooling resin, we advise to use RM 2000/50 at temperature
between 18 and 25°C. Low temperatures are not good for the low
shrink effect and high temperatures will give a short gel time.
HAND LAY-UP
When the gel coat becomes tacky, apply some catalysed resin to wet
the surface. This will aid the wetting out of the glass fibre. Apply a
layer of 100 g/m² (10 tex). Remove air voids with a roller. Apply then
6 layers of 300 g/m² or 4 layers of 450 g/m² (40 tex) to obtain a thick-
ness of 3 to 4 mm. Remove air voids with a roller between each layer.
The laminate will turn white when curing. Wait for the peak exo-
All tests carried out by independent laboratory. This information is provided in good faith
and is subject to modifications without prior notification. It does not constitute a commit-
ment, neither a contractual document. Nida-Core Corp will not assume any liability form
98
Additional references: Page:50;76; 99
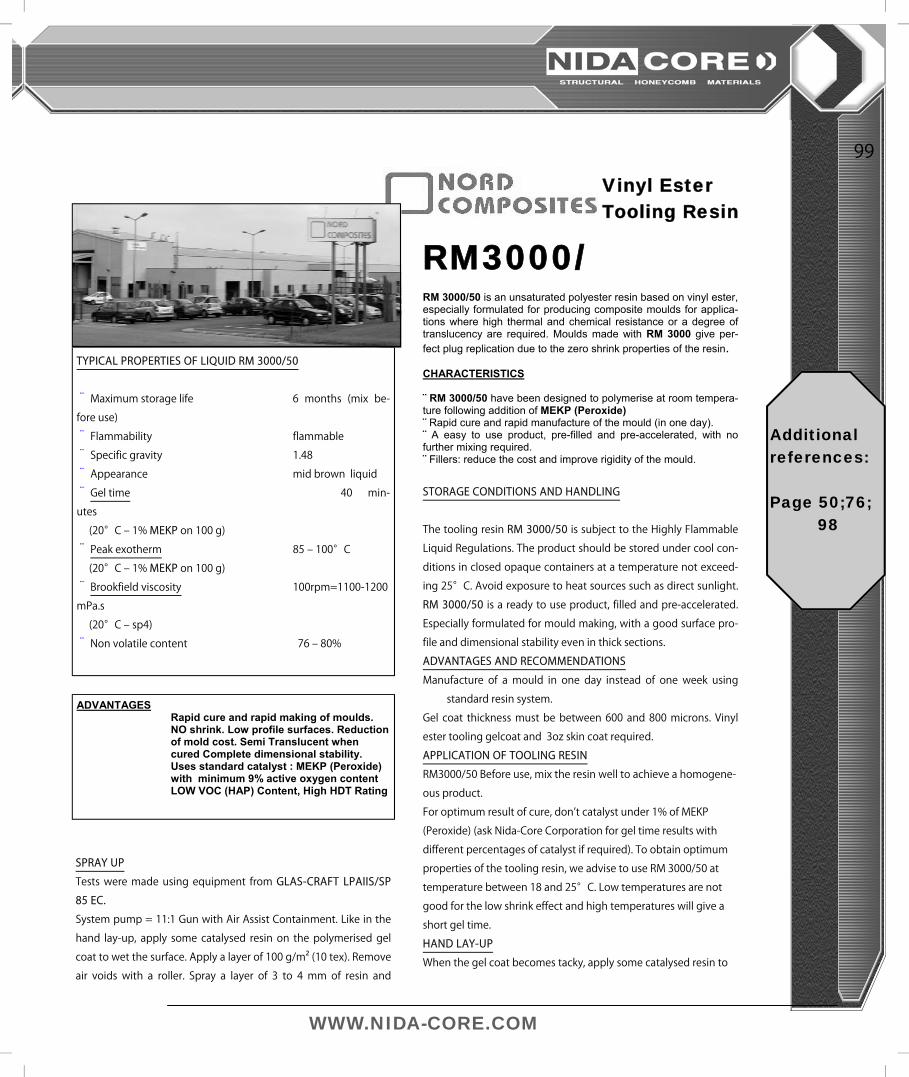
WWW.NIDA-CORE.COM
RM3000/
Vinyl Ester Tooling Resin
RM 3000/50 is an unsaturated polyester resin based on vinyl ester, especially formulated for producing composite moulds for applica-tions where high thermal and chemical resistance or a degree of translucency are required. Moulds made with RM 3000 give per-fect plug replication due to the zero shrink properties of the resin. CHARACTERISTICS ¨ RM 3000/50 have been designed to polymerise at room tempera-ture following addition of MEKP (Peroxide) ¨ Rapid cure and rapid manufacture of the mould (in one day). ¨ A easy to use product, pre-filled and pre-accelerated, with no further mixing required. ¨ Fillers: reduce the cost and improve rigidity of the mould.
TYPICAL PROPERTIES OF LIQUID RM 3000/50
¨ Maximum storage life 6 months (mix be-
fore use)
¨ Flammability flammable
¨ Specific gravity 1.48
¨ Appearance mid brown liquid
¨ Gel time 40 min-
utes
(20°C ‒ 1% MEKP on 100 g)
¨ Peak exotherm 85 ‒ 100°C
(20°C ‒ 1% MEKP on 100 g)
¨ Brookfield viscosity 100rpm=1100-1200
mPa.s
(20°C ‒ sp4)
¨ Non volatile content 76 ‒ 80%
STORAGE CONDITIONS AND HANDLING
The tooling resin RM 3000/50 is subject to the Highly Flammable
Liquid Regulations. The product should be stored under cool con-
ditions in closed opaque containers at a temperature not exceed-
ing 25°C. Avoid exposure to heat sources such as direct sunlight.
RM 3000/50 is a ready to use product, filled and pre-accelerated.
Especially formulated for mould making, with a good surface pro-
file and dimensional stability even in thick sections.
ADVANTAGES AND RECOMMENDATIONS
Manufacture of a mould in one day instead of one week using
standard resin system.
Gel coat thickness must be between 600 and 800 microns. Vinyl
ester tooling gelcoat and 3oz skin coat required.
APPLICATION OF TOOLING RESIN
RM3000/50 Before use, mix the resin well to achieve a homogene-
ous product.
For optimum result of cure, don’t catalyst under 1% of MEKP
(Peroxide) (ask Nida-Core Corporation for gel time results with
different percentages of catalyst if required). To obtain optimum
properties of the tooling resin, we advise to use RM 3000/50 at
temperature between 18 and 25°C. Low temperatures are not
good for the low shrink effect and high temperatures will give a
short gel time.
HAND LAY-UP
When the gel coat becomes tacky, apply some catalysed resin to
ADVANTAGES Rapid cure and rapid making of moulds. NO shrink. Low profile surfaces. Reduction of mold cost. Semi Translucent when cured Complete dimensional stability. Uses standard catalyst : MEKP (Peroxide) with minimum 9% active oxygen content LOW VOC (HAP) Content, High HDT Rating
SPRAY UP
Tests were made using equipment from GLAS-CRAFT LPAIIS/SP
85 EC.
System pump = 11:1 Gun with Air Assist Containment. Like in the
hand lay-up, apply some catalysed resin on the polymerised gel
coat to wet the surface. Apply a layer of 100 g/m² (10 tex). Remove
air voids with a roller. Spray a layer of 3 to 4 mm of resin and
99
Additional references: Page 50;76; 98
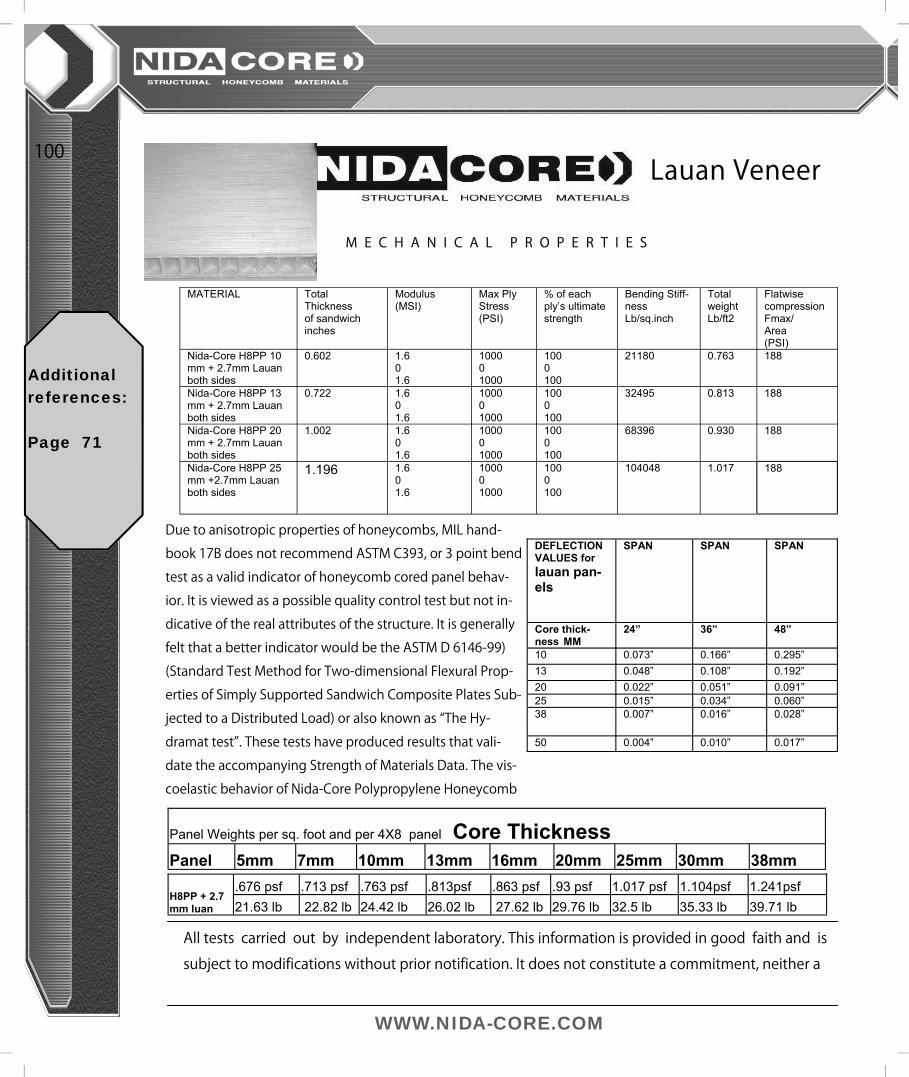
WWW.NIDA-CORE.COM
Lauan Veneer
MATERIAL Total Thickness of sandwich inches
Modulus (MSI)
Max Ply Stress (PSI)
% of each ply’s ultimate strength
Bending Stiff-ness Lb/sq.inch
Total weight Lb/ft2
Flatwise compression Fmax/ Area (PSI)
Nida-Core H8PP 10 mm + 2.7mm Lauan both sides
0.602 1.6 0 1.6
1000 0 1000
100 0 100
21180 0.763 188
Nida-Core H8PP 13 mm + 2.7mm Lauan both sides
0.722 1.6 0 1.6
1000 0 1000
100 0 100
32495 0.813 188
Nida-Core H8PP 20 mm + 2.7mm Lauan both sides
1.002 1.6 0 1.6
1000 0 1000
100 0 100
68396 0.930 188
Nida-Core H8PP 25 mm +2.7mm Lauan both sides
1.196 1.6 0 1.6
1000 0 1000
100 0 100
104048 1.017 188
Due to anisotropic properties of honeycombs, MIL hand-
book 17B does not recommend ASTM C393, or 3 point bend
test as a valid indicator of honeycomb cored panel behav-
ior. It is viewed as a possible quality control test but not in-
dicative of the real attributes of the structure. It is generally
felt that a better indicator would be the ASTM D 6146-99)
(Standard Test Method for Two-dimensional Flexural Prop-
erties of Simply Supported Sandwich Composite Plates Sub-
jected to a Distributed Load) or also known as “The Hy-
dramat test”. These tests have produced results that vali-
date the accompanying Strength of Materials Data. The vis-
coelastic behavior of Nida-Core Polypropylene Honeycomb
DEFLECTION VALUES for lauan pan-els
SPAN SPAN SPAN
Core thick-ness MM
24” 36” 48”
10 0.073” 0.166” 0.295” 13 0.048” 0.108” 0.192” 20 0.022” 0.051” 0.091” 25 0.015” 0.034” 0.060” 38
0.007” 0.016” 0.028”
50 0.004” 0.010” 0.017”
Panel Weights per sq. foot and per 4X8 panel Core Thickness Panel 5mm 7mm 10mm 13mm 16mm 20mm 25mm 30mm 38mm
.676 psf .713 psf .763 psf .813psf .863 psf .93 psf 1.017 psf 1.104psf 1.241psf 21.63 lb 22.82 lb 24.42 lb 26.02 lb 27.62 lb 29.76 lb 32.5 lb 35.33 lb 39.71 lb
H8PP + 2.7 mm luan
All tests carried out by independent laboratory. This information is provided in good faith and is
subject to modifications without prior notification. It does not constitute a commitment, neither a
M E C H A N I C A L P R O P E R T I E S
100
Additional references: Page 71
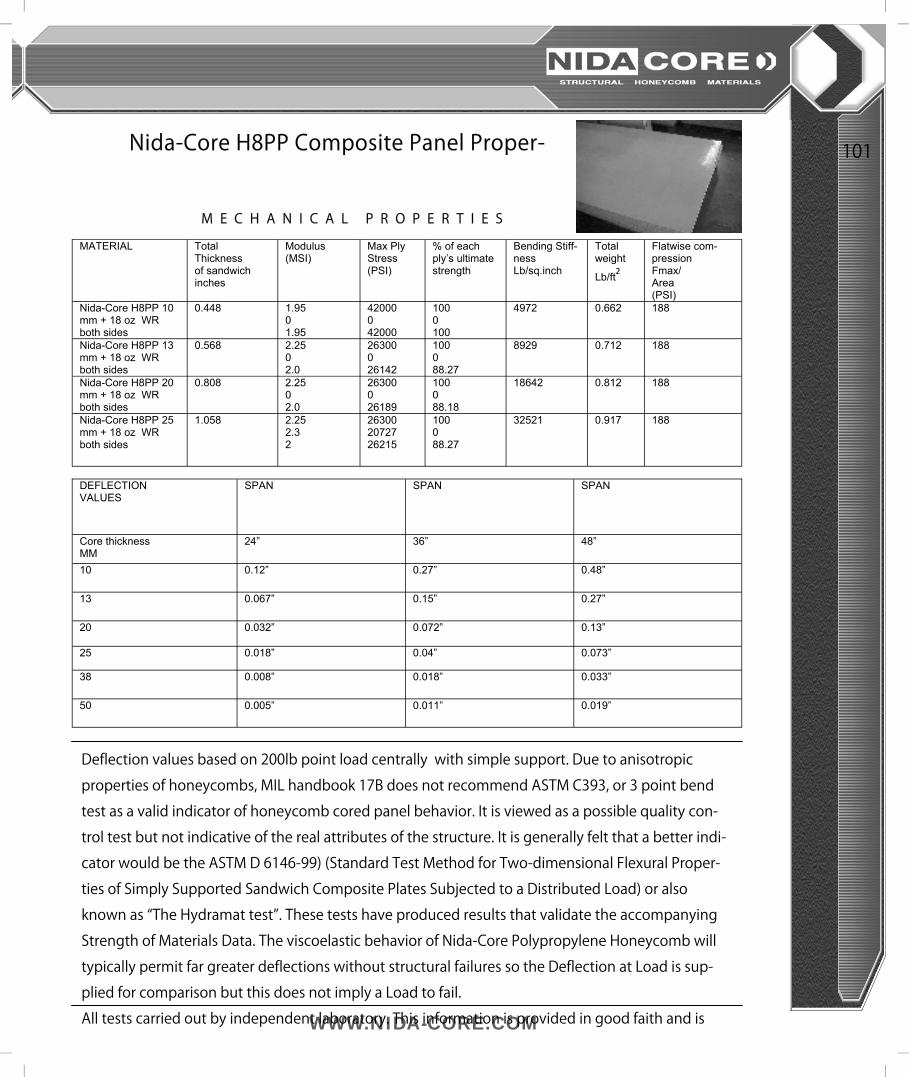
WWW.NIDA-CORE.COM
Nida-Core H8PP Composite Panel Proper-
MATERIAL Total Thickness of sandwich inches
Modulus (MSI)
Max Ply Stress (PSI)
% of each ply’s ultimate strength
Bending Stiff-ness Lb/sq.inch
Total weight Lb/ft²
Flatwise com-pression Fmax/ Area (PSI)
Nida-Core H8PP 10 mm + 18 oz WR both sides
0.448 1.95 0 1.95
42000 0 42000
100 0 100
4972 0.662 188
Nida-Core H8PP 13 mm + 18 oz WR both sides
0.568 2.25 0 2.0
26300 0 26142
100 0 88.27
8929 0.712 188
Nida-Core H8PP 20 mm + 18 oz WR both sides
0.808 2.25 0 2.0
26300 0 26189
100 0 88.18
18642 0.812 188
Nida-Core H8PP 25 mm + 18 oz WR both sides
1.058 2.25 2.3 2
26300 20727 26215
100 0 88.27
32521 0.917 188
Deflection values based on 200lb point load centrally with simple support. Due to anisotropic
properties of honeycombs, MIL handbook 17B does not recommend ASTM C393, or 3 point bend
test as a valid indicator of honeycomb cored panel behavior. It is viewed as a possible quality con-
trol test but not indicative of the real attributes of the structure. It is generally felt that a better indi-
cator would be the ASTM D 6146-99) (Standard Test Method for Two-dimensional Flexural Proper-
ties of Simply Supported Sandwich Composite Plates Subjected to a Distributed Load) or also
known as “The Hydramat test”. These tests have produced results that validate the accompanying
Strength of Materials Data. The viscoelastic behavior of Nida-Core Polypropylene Honeycomb will
typically permit far greater deflections without structural failures so the Deflection at Load is sup-
plied for comparison but this does not imply a Load to fail.
All tests carried out by independent laboratory. This information is provided in good faith and is
DEFLECTION VALUES
SPAN SPAN SPAN
Core thickness MM
24” 36” 48”
10 0.12” 0.27” 0.48”
13 0.067” 0.15” 0.27”
20 0.032” 0.072” 0.13”
25 0.018” 0.04” 0.073”
38
0.008” 0.018” 0.033”
50 0.005” 0.011” 0.019”
M E C H A N I C A L P R O P E R T I E S
101
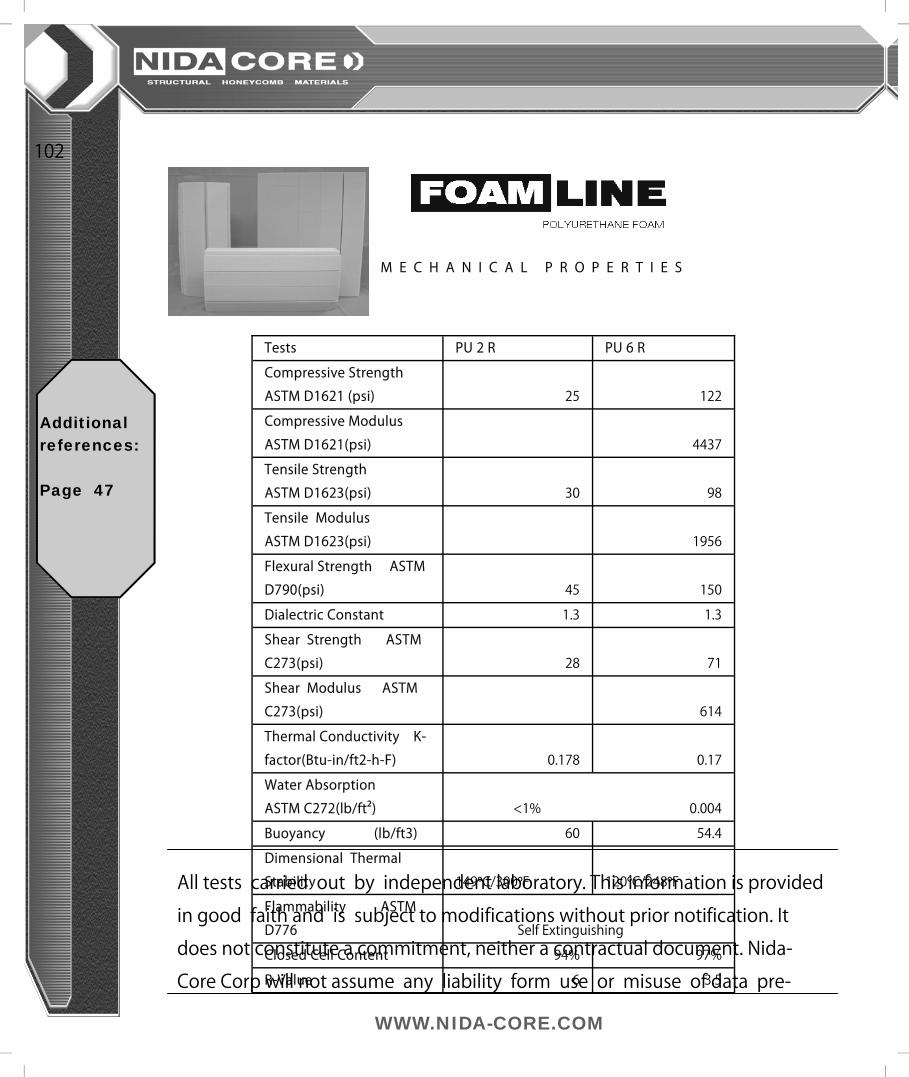
WWW.NIDA-CORE.COM
M E C H A N I C A L P R O P E R T I E S
Tests PU 2 R PU 6 R
Compressive Strength
ASTM D1621 (psi) 25 122
Compressive Modulus
ASTM D1621(psi) 4437
Tensile Strength
ASTM D1623(psi) 30 98
Tensile Modulus
ASTM D1623(psi) 1956
Flexural Strength ASTM
D790(psi) 45 150
Dialectric Constant 1.3 1.3
Shear Strength ASTM
C273(psi) 28 71
Shear Modulus ASTM
C273(psi) 614
Thermal Conductivity K-
factor(Btu-in/ft2-h-F) 0.178 0.17
Water Absorption
ASTM C272(lb/ft²) <1% 0.004
Buoyancy (lb/ft3) 60 54.4
Dimensional Thermal
Stability 149ºC/300ºF 120ºC/248ºF
Flammability ASTM
D776
Closed Cell Content 94% 97%
R-Value 6 3.5
Self Extinguishing
All tests carried out by independent laboratory. This information is provided
in good faith and is subject to modifications without prior notification. It
does not constitute a commitment, neither a contractual document. Nida-
Core Corp will not assume any liability form use or misuse of data pre-
102
Additional references: Page 47
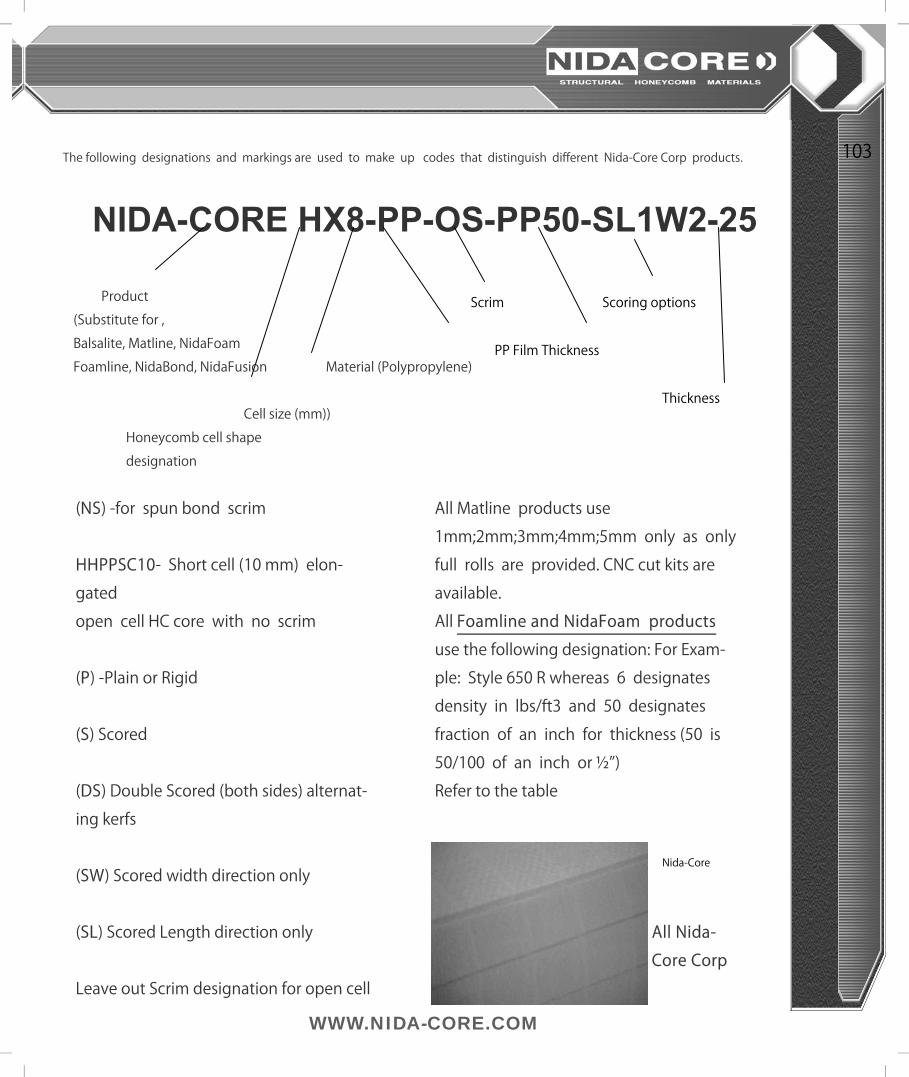
WWW.NIDA-CORE.COM
The following designations and markings are used to make up codes that distinguish different Nida-Core Corp products.
NIDA-CORE HX8-PP-OS-PP50-SL1W2-25 Product
(Substitute for ,
Balsalite, Matline, NidaFoam
Foamline, NidaBond, NidaFusion Material (Polypropylene)
Cell size (mm))
Honeycomb cell shape
designation
(NS) -for spun bond scrim
HHPPSC10- Short cell (10 mm) elon-
gated
open cell HC core with no scrim
(P) -Plain or Rigid
(S) Scored
(DS) Double Scored (both sides) alternat-
ing kerfs
(SW) Scored width direction only
(SL) Scored Length direction only
Leave out Scrim designation for open cell
All Matline products use
1mm;2mm;3mm;4mm;5mm only as only
full rolls are provided. CNC cut kits are
available.
All Foamline and NidaFoam products
use the following designation: For Exam-
ple: Style 650 R whereas 6 designates
density in lbs/ft3 and 50 designates
fraction of an inch for thickness (50 is
50/100 of an inch or ½”)
Refer to the table
All Nida-
Core Corp
Nida-Core
Scrim
PP Film Thickness
Scoring options
Thickness
103
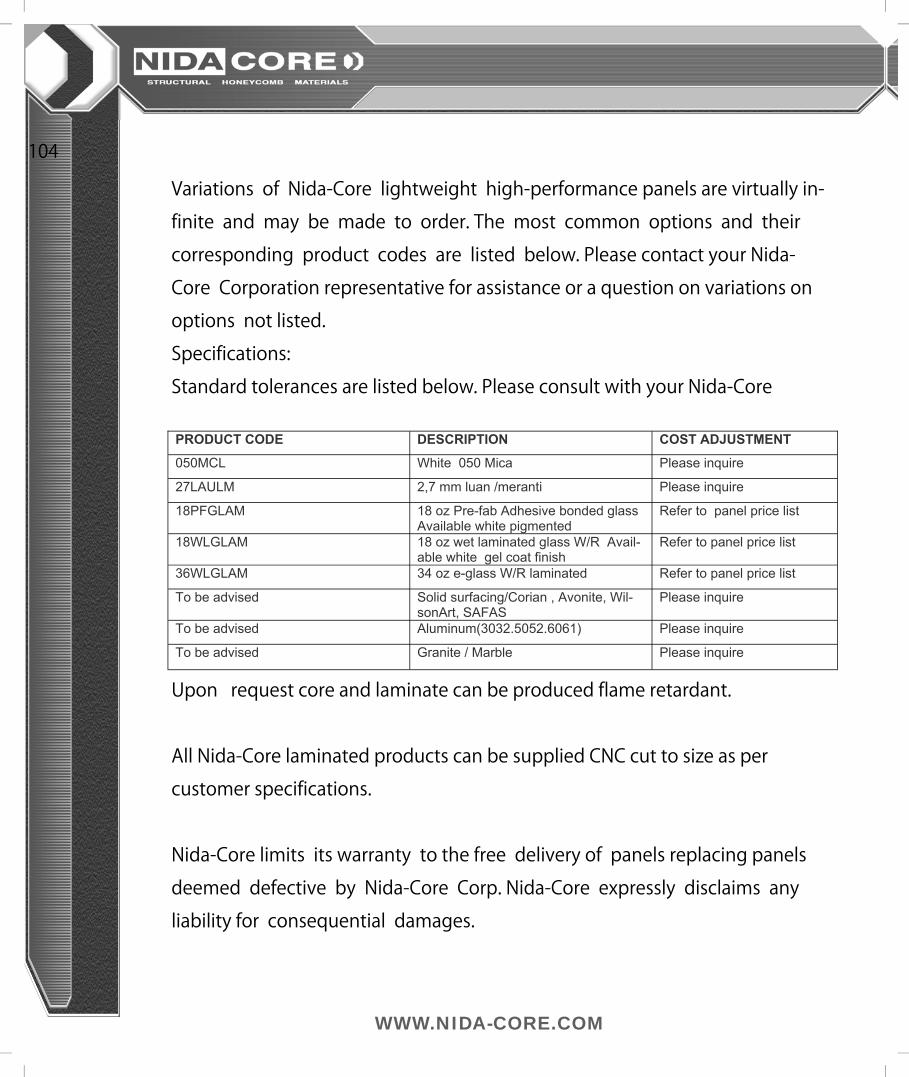
WWW.NIDA-CORE.COM
Variations of Nida-Core lightweight high-performance panels are virtually in-
finite and may be made to order. The most common options and their
corresponding product codes are listed below. Please contact your Nida-
Core Corporation representative for assistance or a question on variations on
options not listed.
Specifications:
Standard tolerances are listed below. Please consult with your Nida-Core
PRODUCT CODE DESCRIPTION COST ADJUSTMENT
050MCL White 050 Mica Please inquire
27LAULM 2,7 mm luan /meranti Please inquire
18PFGLAM 18 oz Pre-fab Adhesive bonded glass Available white pigmented
Refer to panel price list
18WLGLAM 18 oz wet laminated glass W/R Avail-able white gel coat finish
Refer to panel price list
36WLGLAM 34 oz e-glass W/R laminated Refer to panel price list
To be advised Solid surfacing/Corian , Avonite, Wil-sonArt, SAFAS
Please inquire
To be advised Aluminum(3032.5052.6061) Please inquire
To be advised Granite / Marble Please inquire
Upon request core and laminate can be produced flame retardant.
All Nida-Core laminated products can be supplied CNC cut to size as per
customer specifications.
Nida-Core limits its warranty to the free delivery of panels replacing panels
deemed defective by Nida-Core Corp. Nida-Core expressly disclaims any
liability for consequential damages.
104
WWW.NIDA-CORE.COM
Payment:
COD or Pre-approved account:
subject to credit approval. All late
invoices will incur a 1-1/2 % late
charge per month. Refer to credit
application for other terms and
conditions on open accounts
Additional 1% prepayment discount
available on all orders.
VISA, MasterCard, AMEX Accepted
FOB:
Plant-Port St. Lucie, FL
Freight:
All orders are shipped freight collect;
Carrier shall be determined by
customer. Shipments will be shipped
best way unless otherwise specified.
Lead Times:
Delivery on standard Nida-Core in
stock Products is normally within 1-2
weeks ARO All ship dates will be con-
firmed at time of order placement.
Nida-Core Corporation will not absorb
any losses for missed schedule dates
beyond our control.
Should the customer determine that
current or stated lead times are unac-
Return Policy:
Returns on standard Nida-Core products
will be subject to a 25% restocking
charge. Freight charges on all returned
products will be pre-paid by customer. A
Return Authorization Code (RAC) number
must be obtained from Nida-Core Corp.
in writing prior to any return arrange-
ments. The RAC number must be
reflected on all documentation and pack-
aging pertaining to product returned. No
returns after 90 days.
Warranty:
The product information presented
herein is believed to be reliable yet is not
to be construed as any type of warranty
or representation for which Nida-Core
Corporation assumes any legal responsi-
bility. All risk and liability arising from the
fabrication of any of the core related
systems shall rest with the buyer or user.
No warranty of fitness for a particular
purpose or process is made. Any and all
disputes including but not limited to
product liability must be adjudicated
in the Courts of the State of Florida
subject to the laws of Florida. Since
some information may have been
updated since the time of printing,
105
541 NW Interpark Place Port St.Lucie FL 34986 Tel:1-772-343-7300 Fax:1-772-343-9700
e-mail:[email protected] Nida-Core EXPRESS1-800-998-9796 WWW.NIDA-CORE.COM
Nida-Core Corp.’s state of the art 68 000 sq.ft Port St. Lucie, Florida Technology Center
Nida-Core Canada distribution center Nida-Core Structiso headquarters in France Nida-Core India Regional Office Building