Upload
kiran-duggaraju
View
61
Download
5
Embed Size (px)
DESCRIPTION
Non Chemical Descaling
Citation preview
Non-Chemical Technologies forScale and Hardness ControlTechnology for improving energy efficiency through the removal or prevention of scale.
FederalTechnology
AlertA publication series
designed to speed theadoption of energy-
efficient and renewabletechnologies in the
Federal sector
The U.S. Department of Energyrequests that no alterations bemade without permission in anyreproduction of this document.
The technology addressed in thisFederal Technology Alert (FTA) uses amagnetic or electrostatic field to alter thereaction between scale-forming ions inhard water. Hard water contains highlevels of calcium, magnesium, and otherdivalent cations. When subjected toheating, the divalent ions form insolublecompounds with anions such as carbon-ate. These insoluble compounds have amuch lower heat transfer capability thanheat transfer surfaces such as metal.They are insulators. Thus additional fuel consumption would be required totransfer an equivalent amount of energy.
The magnetic technology has beencited in the literature and investigatedsince the turn of the 19th century,when lodestones or naturally occurringmagnetic mineral formations were usedto decrease the formation of scale incooking and laundry applications.However, the availability of high-
power, rare-earth element magnets hasadvanced the technology to the pointwhere it is more reliable. Similaradvances in materials science, such asthe availability of ceramic electrodesand other durable dielectric materials,have led to the electrostatic technologybecoming more reliable.
Application DomainThe magnetic or electrostatic scale
control technologies can be used as a replacement for most water-softeningequipment. Specifically, chemical softening (lime or lime-soda softening),ion exchange, and reverse osmosis,when used for the control of hardness,could potentially be replaced by thenon-chemical water conditioning technology. This would include applications both to cooling water treatment and boiler water treatment inonce-through and recirculating systems.Other applications mentioned by themanufacturers include the use on petroleum pipelines as a means ofdecreasing fouling caused by wax build-up and the ability to inhibit biofouling and corrosion.
Energy-Savings MechanismThe primary energy savings from this
technology result from decrease in energy consumption in heating or cooling applications. This savings isassociated with the prevention orremoval of scale build-up on a heatexchange surface where even a thin film can increase energy consumptionby nearly 10%. Secondary energy savings can be attributed to reducing the pump load, or system pressure,required to move the water through ascale-free, unrestricted piping system.
DOE/EE-0162
Other BenefitsIn addition to energy savings, these
technologies offer other potential areasfor savings. First, the need for scale and hardness control chemicals can beeliminated or greatly reduced. In atypical plant this savings could be on the order of thousands of dollars eachyear, when the cost of chemicals, laborand equipment is factored in. Second,periodic descaling of the heat exchangeequipment is greatly reduced. Thusprocess downtime, chemical usage,and labor requirements are reduced.Third, potential savings may result from reductions in heat exchanger tubereplacement due to failure. Failure oftubes due to scale build-up, and theresultant temperature rise across the heat exchange surface, will be eliminated or greatly reduced in proportion to the reduction in scale formation if thecurrent scale control is not adequate.
Application ScreeningAs mentioned previously, the technol-
ogy can be applied wherever hard wateris found to cause scale. The magnetictechnology, being a physical process asopposed to chemical water softening, isexpected to perform best in locationswith harder water. Hard water containsa greater number of ions, thus increasingthe likelihood of beneficial collisions.The electrostatic technology will be mostbeneficial in waters of lower hardness.Here the number of ions is lower. Thusthe electrostatic field density per ion isgreater, which leads to a more rapid neutralization of the surface charge.
In general, there are only a few locations that do not require or wouldnot benefit from some type of hardnesscontrol. Hard water is one in which thehardness is greater than 60 mg/L (orppm) as calcium carbonate. This corresponds to approximately 3.5 grainsof hardness per U.S. gallon. The Pacific Northwest states, the NorthAtlantic coastal states, and the South-east states, excluding Florida, are locations where naturally occurring softwater is most likely to be found. Thebalance of the United States could benefitfrom some type of water treatment tocontrol scale formation, from either oneof the traditional technologies, such as
lime softening or ion exchange, or thenon-chemical technologies discussed inthis FTA.
CostsCost information was requested from
each manufacturer for three different-sized units: 1 gpm (gallons per minute),100 gpm, and 1,000 gpm flow rates. As is typical of process equipment, cost per unit of treatment decreases with increas-ing capacity. To treat 1 gpm a typical cost was on the order of $100, or about$100/gpm. To treat 1,000 gpm a typicalcost was on the order of $10,000, or about $10/gpm.
In general, the electronic units weremore costly than the magnetic units foran equivalent flow rate. Costs rangedconsiderably with unit size, with the 1-gpm units ranging in cost up to $500.For the 1,000-gpm units the range ofcosts was considerably greater, from$900 to over $1,000,000.
Life-Cycle CostThe technologies will have impacts
on four costs: energy costs, water consumption and discharge costs, mainte-nance costs, and water-softening system-operating costs. The most significantlife-cycle cost impact is with energycosts where both costs for water heatingand pumping will be reduced. Signifi-cant reductions in water-softening costsdue to reduction or elimination of chemical consumption will also be realized. Maintenance costs, in the form or reductions in the need for heatexchanger cleaning, are also reduced.Lastly, the water consumption and discharge costs may be reduced byallowing higher cycle of concentrationwithin the system, thus lower make-upwater and blowdown volumes.
The Technologys DevelopmentMagnetic and electrical effects on
water were first noted at the turn of the19th century, but the technologies werenot commercialized and were basicallynot heard of until the latter part of the 20th century. The Japanese are conducting considerable research onmagnetohydrodynamics as a means ofpropulsion, and similar research has beenconducted in the past in the United States
and other industrialized countries. Thisresearch has been facilitated by theadvent of rare earth magnets, solid stateelectronics, and advanced ceramic orpolymeric materials after World War II.Only after these advances has non-chemical water treatment shown promise and come into more wide-spread use.
Of the manufacturers listed in thisFTA, most have come into existencesince the advent of the environmentalmovement in the United States in theearly 1970s. Others have histories dating back to as far as just after WorldWar II. This can be attributed both tothe advent of cost-effective components(e.g., magnets, electronics) and to thepublic desire for more green or environmentally friendly alternatives to chemical treatment.
Relation to Other TechnologiesUse of the non-chemical technologies
does not prohibit the use of any othertechnology or equipment. As men-tioned previously, the change fromchemical to non-chemical scale controlmay warrant investigation of other meansof corrosion or biofouling control, asthese three chemical treatment or control applications are often balancedamongst each other.
Technology OutlookThere is no evidence to suggest that
the non-chemical scale control tech-nologies are going to disappear anytimesoon. Each has a historical basis of successful installations. Advances inmaterials science should only serve toimprove each of the technologies. Morepowerful magnets will allow the mag-netic devices to become smaller and/ormore efficacious. More durable elec-trodes and dielectric compounds willimprove the life of the electrostatic units.
Probably the most significant generaltrend in water treatment is the moveaway from chemical-based treatmenttechnologies. This trend has begun atthe consumer level, is becoming apparentat the corporate level, and will continue togrow. Increased availability of informa-tion on technologies, the environment,and human health will only serve to feed this trend.
1FederalTechnology
AlertAbstract
The magnetic technology has beencited in the literature and investigatedsince the turn of the 19th century, whenlodestones and naturally occurringmagnetic mineral formations wereused to decrease the formation of scale in cooking and laundry applica-tions. Today, advances in magneticand electrostatic scale control tech-nologies have led to their becomingreliable energy savers in certain applications.
For example, magnetic or electro-static scale control technologies can be used as a replacement for mostwater-softening equipment. Specifi-cally, chemical softening (lime or lime-soda softening), ion exchange,and reverse osmosis, when used for the control of hardness, could poten-tially be replaced by non-chemicalwater conditioning technology. Thiswould include applications both tocooling water treatment and boilerwater treatment in once-through andrecirculating systems.
The primary energy savings fromthis technology result from decrease inenergy consumption in heating or cooling applications. This savings isassociated with the prevention orremoval of scale build-up on a heat exchange surface, where even a thinfilm can increase energy consumptionby nearly 10%. Secondary energy
Non-Chemical Technologies for Scaleand Hardness ControlTechnology for improving energy efficiency through the removal or prevention of scale.
savings can be attributed to reducing thepump load, or system pressure, requiredto move the water through a scale-free,unrestricted piping system.
This Federal Technology Alertprovides information and proceduresthat a Federal energy manager needs to evaluate the cost-effectiveness of this technology. The process of magnetic or eletrostatic scale controland its energy savings and other benefits are explained. Guidelines areprovided for appropriate applicationand installation. In addition, a hypo-thetical case study is presented to givethe reader a sense of the actual costsand energy savings. A listing of current manufacturers and technologyusers is provided along with refer-ences for further reading.
2This page left blank intentionally
3ContentsAbstract .......................................................................................................... 1About the Technology .................................................................................... 5
Application Domain .................................................................................. 5Energy-Saving Mechanism ...................................................................... 6Other Benefits .......................................................................................... 7Variations .................................................................................................. 7Installation ................................................................................................ 7
Federal Sector Potential.................................................................................. 8Technology Screening Process.................................................................. 8Estimated Savings and Market Potentials ................................................ 8Laboratory Perspective.............................................................................. 9
Application .................................................................................................... 9Application Screening .............................................................................. 9Where to Apply ........................................................................................ 10What to Avoid .......................................................................................... 10Installation ................................................................................................ 10Maintenance Impact .................................................................................. 10Equipment Warranties .............................................................................. 11Codes and Standards ................................................................................ 11Costs.......................................................................................................... 11Utility Incentives and Support .................................................................. 11Additional Considerations ........................................................................ 11
Technology Performance ................................................................................ 12Field Experience........................................................................................ 12Energy Savings.......................................................................................... 12Maintenance .............................................................................................. 13Environmental Impacts.............................................................................. 13
Case Study ...................................................................................................... 13Facility Description .................................................................................. 13Existing Technology Description .............................................................. 13New Technology Equipment Selection .................................................... 14Savings Potential ...................................................................................... 14Life-Cycle Cost ........................................................................................ 14
The Technology in Perspective ...................................................................... 15The Technologys Development ................................................................ 15Relation to Other Technologies ................................................................ 15Technology Outlook .................................................................................. 15
Manufacturers ................................................................................................ 17Who is Using the Technology ........................................................................ 17
Federal Sites .............................................................................................. 17Non-Federal Sites...................................................................................... 18
For Further Information.................................................................................. 18Associations .............................................................................................. 18Consultants ................................................................................................ 18User and Third Party Field Test Reports .................................................. 18Design and Installation Guides ................................................................ 19
Appendixes .................................................................................................... 21Appendix A - Federal Life-Cycle Costing Procedures
and the BLCC Software ........................................................ 22Appendix B - Life-Cycle Cost Analysis Summary .................................. 23
4This page left blank intentionally
5About the TechnologyThe technology addressed in this
FTA uses a magnetic or electrostaticfield to alter the reaction betweenscale-forming ions in hard water. Hard water contains high levels of calcium, magnesium, and other divalent cations. When subjected toheating, the divalent ions form in-soluble compounds with anions suchas carbonate. These insoluble com-pounds have a much lower heat transfer capability than heat transfersurfaces such as metal. They are insulators. Thus additional fuel consumption would be required to transfer an equivalent amount ofenergy.
The magnetic technology has beencited in the literature and investigatedsince the turn of the 19th century,when lodestones or naturally occur-ring magnetic mineral formations were used to decrease the formation of scale in cooking and laundry applications. However, the availabil-ity of high-power, rare-earth elementmagnets has advanced the magnetictechnology to the point where it ismore reliable. Similar advances inmaterials science, such as the avail-ability of ceramic electrodes and other durable dielectric materials,have allowed the electrostatic technol-ogy to also become more reliable.
The general operating principle forthe magnetic technology is a result ofthe physics of interaction between amagnetic field and a moving electriccharge, in this case in the form of an ion. When ions pass through themagnetic field, a force is exerted oneach ion. The forces on ions of opposite charges are in opposite directions. The redirection of the particles tends to increase the
frequency with which ions of oppositecharge collide and combine to form a mineral precipitate, or insoluble compound. Since this reaction takesplace in a low-temperature region of a heat exchange system, the scaleformed is non-adherent. At the prevailing temperature conditions,this form is preferred over the adher-ent form, which attaches to heatexchange surfaces.
The operating principles for the electrostatic units are much different.Instead of causing the dissolved ions to come together and form non-adherent scale, a surface charge isimposed on the ions so that they repelinstead of attract each other. Thus the two ions (positive and negative,or cations and anions, respectively) of a kind needed to form scale arenever able to come close enoughtogether to initiate the scale-formingreaction. The end result for a user isthe same with either technology; scaleformation on heat exchange surfaces isgreatly reduced or eliminated.
Application DomainThese technologies can be used as a
replacement for most water-softeningequipment. Specifically, chemicalsoftening (lime or lime-soda soften-ing), ion exchange, and reverse osmosis (RO), when used for the
control of hardness, can be replaced by the non-chemical water condition-ing technology. This would includeapplications both to cooling watertreatment and boiler water treatment,in once-through and recirculating systems. Other applications men-tioned by the manufacturers includeuse on petroleum pipelines as a meansof decreasing fouling caused by waxbuild-up, and the ability to inhibit biofouling and corrosion.
The magnetic technology is gener-ally not applicable in situations wherethe hard water contains appreciableconcentrations of iron. In this FTA,appreciable means a concentration requiring iron treatment or removalprior to use, on the order of parts permillion or mg/L. The reason for thisprecaution is that the action of themagnetic field on the hardness-causing ions is very weak. Con-versely, the action of the magnetic field on the iron ions is very strong,which interferes with the water conditioning action.
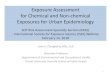
A search of the Thomas RegisterTMin conjunction with manufacturer contact yielded eleven manufacturersof magnetic, electromagnetic or electrostatic water conditioning equipment that fell within the scope of this investigation. The definedscope includes commercial- or
Figure 1. Diagram of General Magnetic Device Construction
6industrial-type magnetic, electromag-netic or electrostatic devices marketedfor scale control. Devices intended for home use, as well as other non-chemical means for scale control,such as reverse osmosis, are not within the extended scope of this FTA.
Exact numbers of units deployed by these manufacturers are virtuallyimpossible to compile, as some of themanufacturers had been selling thetechnology for up to 40 years. Onemanufacturer claims as many as1,000,000 units (estimated total of all manufacturers represented here) are installed in the field. Where notwithheld by the manufacturer becauseof business sensitivity reasons, cus-tomer lists included both Federal andnon-Federal installations. Those manufacturers who did withhold thecustomer list indicated a willingness to disclose customer contacts to legitimate prospective customers.
Literature provided by and discus-sions with manufacturers described atypical installation for a boiler watertreatment scheme as including thedevice installed upstream of the boiler.Manufacturers vary in their preferenceof whether the device should beinstalled close to the water inlet orclose to the boiler. Both locations have been documented as providingadequate performance. Generally, thepreferred installation location for usewith cooling towers or heat exchang-ers is upstream of the heat exchangelocation and upstream of the coolingtower. Downstream of the coolingtower but upstream of the heat sourcewas also mentioned as a possibleinstallation location, primarily for the use with chillers or other coolingequipment.
The primary caveat on installation of the magnetic technology is that high voltage (230V, 3-phase or above)power lines interfere with operation by
imposing a second magnetic field onthe water. (This is most noticeablewhen these electric power sources areinstalled within three feet of a mag-netic device.) This second magneticfield most likely will not be alignedwith the magnetic field of the device,thus introducing interference andreducing the effectiveness of the treatment. Installations near high voltage power lines are to be avoided if possible. Where avoidance is notpossible, the installation of shieldedequipment is recommended to achieveoptimum operation. Some manufac-turers also have limitations on direc-tion of installationvertical or horizontalbecause of internalmechanical construction.
Energy-Savings MechanismThe primary energy savings result
from a decrease in energy consumptionin heating or cooling applications.This savings is associated with the prevention or removal of scale build-upon a heat exchange surface where evena thin film (1/32" or 0.8 mm) can increase energy consumption by nearly 10%. Example savings resulting from the removal of calcium-magnesium scales are shown in Table 1. A secondary energy savingscan be attributed to reducing the pumpload, or system pressure, required tomove the water through a scale-free,unrestricted piping system.
Table 1. Example Increases inEnergy Consumption as a Function
of Scale Thickness
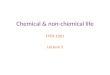
As was discussed above, magneticand electric fields interact with aresultant force generated in a directionperpendicular to the plane formed bythe magnetic and electric field vectors.(See Figure 2 for an illustration.) This force acts on the current carryingentity, the ion. Positively charged particles will move in a direction inaccord with the Right-hand Rule,where the electric and magnetic fieldsare represented by the fingers and theforce by the thumb. Negativelycharged particles will move in theopposite direction. This force is inaddition to any mixing in the fluid due to turbulence.
Figure 2. Diagram Showing Positioningof Fields and Force
The result of these forces on the ionsis that, in general, positive charged ions(calcium and magnesium, primarily)and negative charged ions (carbonateand sulfate, primarily) are directedtoward each other with increasedvelocity. The increased velocity shouldresult in an increase in the number ofcollisions between the particles, withthe result being formation of insolubleparticulate matter. Once a precipitateis formed, it serves as a foundation forfurther growth of the scale crystal.The treatment efficiency increases with increasing hardness since moreions are present in solution; thus each ion will need to travel a shorterdistance before encountering an ion of opposite charge.
Scale Thickness Increased Energy(inches Consumption (%)
1/32 8.51/16 12.41/8 25.01/4 40.0
7A similar reaction occurs at a heatexchange surface but the force on theions results from the heat input to thewater. Heat increases the motion ofthe water molecules, which in turnincreases the motion of the ions, whichthen collide. In addition, scale exhib-its an inverse solubility relationshipwith temperature, meaning that the solubility of the material decreases astemperature increases. Therefore, atthe hottest point in a heat exchanger,the heat exchange surface, the scale isleast soluble, and, furthermore due tothermally induced currents, the ionsare most likely to collide nearest thesurface. As above, the precipitateformed acts as a foundation for furthercrystal growth.
When the scale-forming reactiontakes place within a heat exchanger,the mineral form of the most commonscale is called calcite. Calcite is anadherent mineral that causes the build-up of scale on the heat exchange surface. When the reaction betweenpositively charged and negativelycharged ions occurs at low tempera-ture, relative to a heat exchange surface,the mineral form is usually aragonite.Aragonite is much less adherent toheat exchange surfaces, and tends toform smaller-grained or softer-scaledeposits, as opposed to the monolithicsheets of scale common on heatexchange surfaces.
These smaller-grained or softer-scale deposits are stable upon heatingand can be carried throughout a heatingor cooling system while causing little orno apparent damage. This transportproperty allows the mineral to bemoved through a system to a placewhere it is convenient to collect andremove the solid precipitate. This may include removal with the waste-water in a once-through system, withthe blowdown in a recirculating system,or from a device such as a filter, water/solids separator, sump or other devicespecifically introduced into the system
to capture the precipitate.Water savings are also possible in
recirculating systems through thereduction in blowdown necessary.Blowdown is used to reduce or balanceout the minerals and chemical concen-trations within the system. If thechemical consumption for scale control is reduced, it may be possibleto reduce blowdown also. However,the management of corrosion inhibitorand/or biocide build-up, and/or residual products or degradation by-products, may become the controllingfactor in determining blowdown frequency and volume.
Other BenefitsAside from the energy savings,
other potential areas for savings exist.The first is elimination or significantreduction in the need for scale andhardness control chemicals. In a typical plant, this savings could be onthe order of thousands of dollars eachyear when the cost of chemicals, laborand equipment is factored in. Second,periodic descaling of the heat ex-change equipment is virtually elimi-nated. Thus process downtime,chemical usage, and labor require-ments are eliminated. A third poten-tial savings is from reductions in heatexchanger tube replacement due tofailure. Failure of tubes due to scalebuild-up, and the resultant temperaturerise across the heat exchange surface,will be eliminated or greatly reducedin proportion to the reduction in scaleformation.
VariationsDevices are available in two instal-
lation variations and three operationalvariations. First to be discussed arethe two installation variations: inva-sive and non-invasive. Invasivedevices are those which have part orall of the operating equipment withinthe flow field. Therefore, thesedevices require the removal of a
section of the pipe for insertion of thedevice. This, of course, necessitates an amount of time for the pipe to beout of service. Non-invasive devicesare completely external to the pipe,and thus can be installed while thepipe is in operation. Figure 3 illus-trates the two installation variations.
The operational variations have been mentioned above; illustrations of the latter two types are shown inFigure 4:
Magnetic, more correctly a permanent magnet
Electromagnetic, where the magnetic field is generated via |electromagnets
Electrostatic, where an electric field is imposed on the water flow,which serves to attract or repel theions and, in addition, generates amagnetic field.
Electrostatic units are always invasive. The other two types can beeither invasive or non-invasive. Thedevices illustrated in Figure 3 areexamples of permanent magnetdevices.
InstallationMost of the devices are in-line
some invasive, some non-invasiveas opposed to side-stream. The invasive devices require a section ofpipe to be removed and replaced withthe device. Most of the invasivedevices are larger in diameter than thesection of pipe they replace. Theincreased diameter is partially a func-tion of the magnetic or electromag-netic elements, and also a function ofthe cross sectional flow area. The flow area through the devices is generally equivalent to the flow area of the section of pipe removed.
The non-invasive in-line devices aredesigned to be wrapped around the pipe.Thus downtime, or line out-of-servicetime, is minimized or eliminated.
8Federal SectorPotential
The potential cost-effective savingsachievable by this technology wereestimated as part of the technologyassessment process of the NewTechnology Demonstration Program(NTDP).
Technology Screening ProcessNew technologies were solicited
for NTDP participation through advertisements in the CommerceBusiness Daily and trade journals,and, primarily, through direct corre-spondence. Responses were obtainedfrom manufacturers, utilities, trade associations, research institutes,Federal sites and other interested parties. Based on these responses, thetechnologies were evaluated in termsof potential Federal-sector energy savings and procurement, installation,and maintenance costs. They werealso categorized as either just comingto market (unproven technologies) or as technologies for which field dataalready exist (proven technologies).
The energy savings and marketpotentials of each candidate technol-ogy were evaluated using a modifiedversion of the Facility Energy Deci-sions Screening (FEDS) softwaretool(a) (Dirks and Wrench, 1993).
Non-chemical water treatment technologies were judged life-cyclecost-effective (at one or more Federalsites) in terms of installation cost, netpresent value, and energy savings. Inaddition, significant environmentalsavings from the use of many of thesetechnologies are likely through reductions in CO2, NOx, and SOxemissions.
Estimated Savings and MarketPotential
As part of the NTDP selectionprocess, an initial technology screen-ing activity was performed to estimatethe potential market impact in the Federal sector. Two technologies wererun through the assessment methodol-ogy. The first technology was assessed assuming the technology was applied to the treatment of boilermake-up water. The second technol-ogy was assessed assuming the technology was applied to both thetreatment of boiler make-up water andcooling tower water treatment. Thetechnology screenings used the eco-nomic basis required by 10 CFR 436.The costs of the two technologies were different based on informationprovided by the manufacturers, thusleading to different results.
The technologies were ranked on atotal of ten criteria. Three of thesewere financial, including net presentvalue (NPV), installed cost, and present value of savings. One crite-rion was energy-related, annual siteenergy savings. The remaining criteriawere environmental and dealt withreductions in air emissions due to fuelor energy savings and included SO2,NOx, CO, CO2, particulate matter,and hydrocarbon emissions.
The ranking results from the screen-ing process for this technology areshown in Table 2. These values repre-sent the maximum benefit achieved byimplementation of the technology inevery Federal application where it isconsidered life-cycle cost-effective.The actual benefit will be lowerbecause full market penetration isunlikely to ever be achieved.
Figure 4. Illustration of Classes ofNon-Permanent Magnet Devices
Figure 3. Illustration of Classes ofMagnetic Devices by Installation
Location
(a) This software tool was developed for the Federal Energy Management Program (FEMP), Construction Engineering Research Laboratory (CERL), and the Naval Facilities Engineering Service Center (NFESC) by Pacific Northwest National Laboratory (PNNL).
9Laboratory PerspectiveThe primary question to be answered
is Does the technology work as advertised? The history of the tech-nologies, as illustrated through primarilyqualitativebut some quantitativeassessment in many case studies, hasshown that when properly installed, adecrease in or elimination of scale formation will be found. While theevidence supporting the technologiesmay be thought of as mainly anec-dotal, the fact remains that upon visual inspection after installation ofthese devices the formation of newscale deposits has been inhibited. Inaddition, in most cases, scale depositspresent within the system at the timeof installation have been removed.
The key here is properly installed.By this it is meant that a manufactureror their qualified representative isresponsible for equipment integration.Unlike many other technologies wheremuch of the knowledge has beenreduced to a quantitative model, thenon-chemical water treatment industrystill relies largely on experience as the
means of providing quality installation,service and, consequently, customersatisfaction.
Of particular interest to the manu-facturer would be physical parameterssuch as water flow rate, and waterquality parameters such as hardness,alkalinity, and iron concentration.These parameters will help determinethe optimum size and the extent oftreatment.
The manufacturer may also want toknow whether the installation is for use in conjunction with a boiler or acooling tower, and for once-through orrecirculating water systems. Theseparameters will help determine theoptimum location within the system.
Other factors of interest may includewhether the cooling or heating systemis sensitive to particulate matter, and ifso what particle sizes. The deviceworks by initiating the precipitation ofscale, thus particulate matter will bepresent in the treated water. If the system is sensitive to particulate matter there may be a need for a solidseparation device such as a filter, a
settling basin, a cyclone, or a sump tocollect solids and to allow for theireasy removal from the system.
ApplicationThis section addresses the technical
aspects of applying the technology.The range of applications and climatesin which the technology can be applied are addressed. The advan-tages, limitations, and benefits in eachapplication are enumerated. Designand integration considerations for thetechnology are discussed, includingequipment and installation costs,installation details, maintenanceimpacts, and relevant codes and standards. Utility incentives and support are also discussed.
Application ScreeningAs mentioned previously, the
technology can be applied whereverhard water is found to cause scale.Since the technology is a physicalprocess, as opposed to chemical watersoftening, it is expected to performbest in locations with harder water. Ingeneral, only a few locations do notrequire or would not benefit fromsome type of hardness control. Hardwater is one in which the hardness isgreater than 60 mg/L (or ppm) as calcium carbonate. This correspondsto approximately 3.5 grains of hard-ness per U.S. gallon. The PacificNorthwest states, the North Atlanticcoastal states, and the Southeast states,excluding Florida, are locations wherenaturally occurring soft water is mostlikely to be found. The balance of theUnited States could benefit from sometype of water treatment to control scale formation, using either one of the traditional technologies such aslime softening or ion exchange, or thenon-chemical technology discussed inthis FTA.
Table 2. Screening Criteria Results
ResultsScreen Criteria First Screen Second Screen
Net Present Value ($) 147,518,000. 158,228,000.Installed Cost ($) 52,819,000. 35,299,000.Present Value of Savings ($) 200,336,000. 193,527,000.Annual Site Energy Savings (Mbtu) 4,166,000. 3,761,000.SO2 Emissions Reduction (lb/yr) 3,292,000. 427,000.NOx Emissions Reduction (lb/yr) 1,028,000. 550,000.CO Emissions Reduction (lb/yr) 304,000. 128,000.CO2 Emissions Reduction (lb/yr) 303,000. 234,000Particulate Emissions Reduction (lb/yr) 60,000. 29,000.Hydrocarbon Emissions Reduction (lb/yr) 7,000. 3,000.
Note: First Screen: Boiler make-up water treatment.Second Screen: Cooling tower water treatment and boiler make-up watertreatment.
10
Where to ApplyNon-chemical scale control tech-
nologies can be used for either boilerscale control or cooling tower scalecontrol. Boiler scale control applica-tions are the majority of the installa-tions, but the control of silica scale incooling water applications is also possible. Experience has been citedwith both retrofit installations and innew installations (see References for abrief listing of applicable reports andpublications).
Non-chemical scale control tech-nologies are best applied:
When the use of chemicals forwater treatment is to be minimizedor eliminated. Lime, salt and acidfor cleaning can be reduced or eliminated.
When space requirements do notallow installation of lime softeningequipment or ion exchange equip-ment. The non-chemical technolo-gies are generally very space efficient.
When particulate matter in the water can be tolerated by theprocess; otherwise solids separationis required.
When frequent system shutdownsare required for descaling even witha diligent chemical scale controlprogram.
In remote locations where deliveryof chemicals and labor cost makesconventional water softening or scale control methods cost prohibitive.
What to AvoidThere are a few precautions to be
noted before selecting the technology:
This technology is littered with disreputable manufacturers or vendors, the actions of whom have
given the technology an undesirablehistory in the eyes of many. Workwith a reputable manufacturer (suchas those included herein) throughtheir engineering department ortheir designated installer. Thesepeople have much more experiencewith the technology than the typicalwater treatment engineering firm.
Be aware of process water require-ments since these requirements maydictate the need to install solids separation equipment or ironremoval equipment in order to maximize the performance of thetechnology.
Installation near high voltage electrical equipment or strong magnetic fields is to be avoidedsince these fields will interfere withthe performance of the technology.(Near is relative to the voltage; for208/220/240V it means within 36inches; for higher voltages it is proportionally more distant.) Also,check the pipeline for its use as anelectrical ground. Stray electricalcurrent in the pipe will have thesame effect as installation near astrong electrical or magnetic field.
InstallationInstallation issues with these
devices are few. The first issue iswhether a permanent magnet or one of the electronic devices is chosen.The latter needs a suitable supply ofelectricity.
The second issue is device capacity,which will dictate space requirementsand pipe size. The pipe size generallydetermines the fittings. Smallerdevices, up to approximately 2" pipesize, are available with solder or pipethread fittings. Larger devices mayhave flange fittings that would necessitate the installation of match-ing flanges in the current pipe arrangement.
The third issue is the potential fordowntime, which needs to be coordi-nated with other facility activities.However, this should not be a majorimpediment since downtime for cleaning and maintenance of coolingtowers, or boiler inspection is part ofthe regularly scheduled activities formost installations.
A fourth issue would arise with thecorrosion control chemistry, which will likely need some adjustment under a non-chemical scale controltechnology. In many cases the layer of scale on heat transfer surfaces isbeneficial from a corrosion controlstandpoint. With this layer not presentwhen using a non-chemical technol-ogy, the concentration of corrosioncontrol chemicals may need adjust-ment in order to provide the properprotection. On the reverse side, manyusers are claiming the presence of afine powdery film on the surfaces thetreated water contacts. This powderhas been attributed to serve as a corrosion inhibitor.
The most significant issue may bewhether a solids separation device isneeded to remove the particulatesformed. Filters, hydrocyclones, andsettling basins are all compatible withthe technology. The choice amongthese or other solids separation tech-nologies should be made in conjunctionwith the manufacturer who will havethe best idea of particle size distribu-tion, and thus the relative efficienciesof the separation technologies.
Maintenance ImpactThere is a significant, positive
impact on maintenance. Field appli-cations have shown the technology tobe capable of controlling scale forextended periods of time, months oryears, eliminating the periodic clean-ing or descaling of process equipmentthat is typical of conventional,
11
chemical-based scale control tech-nologies. The resourcestime,chemicals, and equipmentprevi-ously devoted to periodic scaleremoval from heat exchange surfaceswill be made available for other tasks.Note, however, the need for periodicinspection of the heat exchange surfaces is not reduced or eliminated.
The electrostatic devices also require periodic inspection of the electrodes. This scheduled mainte-nance activity can be performed inconjunction with the heat exchangesurface inspection and requires lessthan a person-day to disassemble andinspect the system.
Equipment WarrantiesAll of the manufacturers offer some
type of warranty on their respectivedevice. The range is from 90 days toas much as 10 years. Another per-spective is the potential impact uponwarranties for installed equipment. No information was uncovered as partof this effort to indicate any instancewhere a boiler or cooling tower equipment manufacturer voided a warranty for equipment. However, nospecific effort was made to contactmanufacturers of boilers and coolingtower equipment to assess specificwarranty conditions or policies.
Codes and StandardsOnly one code or standard specific
to the non-chemical technologies wasidentified in the course of preparingthis FTA: API 960, Evaluation of thePrinciples of Magnetic Water Treat-ment, 09/1985, 89 pages. Of course,all applicable plumbing, piping,mechanical, and/or electrical codes and standards would still apply.
CostsCost information was requested
from each manufacturer for three
different-size units, based on flow rate: 1 gpm (gallons per minute),100 gpm and 1,000 gpm. As is typicalof process equipment, cost per unit oftreatment decreases with increasingcapacity. To treat 1 gpm, a typical cost was on the order of $100, or about $100 per gpm. To treat 1,000 gpm a typical cost was on the order of $10,000, or about$10 per gpm.
In general, the electronic units weremore costly than the magnetic units for an equivalent flow rate. Costs alsoranged considerably with unit size,with the 1-gpm units ranging in costup to $500. For the 1,000-gpm unitsthe range of costs was considerablygreater, from $900 to over $1,000,000.
Installation costs also varied widely,in conjunction with equipment size.The lower flow rate units will matewith 3/4" to 1" pipe sizes with sol-dered, flanged or threaded (NPT) fittings. Installation time estimateswere on the order of one hour, withadditional parts costing less than $10.The larger-size units (1,000 gpm) were typically designed to mate with a12" to 18" pipe using a flange fitting.Estimated installation time rangedfrom one to four person-days, requir-ing less than $1,000 in additionalmaterials.
Weight was an important character-istic in the installation estimatebecause the permanent magnet unitsmay exceed 1,000 pounds. There is atrade-off between installing a heavierpermanent magnet unit requiring nooutside power versus a lighter elec-tronic unit for which an electrical connection needs to be made, and possibly electrical lines run to thepoint of installation. The net effect isexpected to be neutral with regard toinstallation time estimates.
Since these units are typically delivered in the sizes quoted off-the-
shelf, there is no design cost by themanufacturer. Facilities engineeringand design for calculations and updating plant drawings shouldamount to less than two person-daysfor the large units, and less than anhour for the small units.
Utility Incentives and SupportAlthough no specific incentive
programs were identified, the Depart-ment of Energy and the AdvancedResearch Projects Agency have funded research in this area. Someutility or trade associations have supported the electronic technologieswith funds and exposure. Forexample, the American Water WorksAssociation sponsored a conference todiscuss the non-traditional treatmenttechnologies. In addition, as Califor-nia municipalities face water short-ages, they have turned to a number ofmeasures to lower water consumptionand increase water quality. Many have prohibited the use of water softeners and may offer assistance in funding conversion to low/no saltwater conditioning technologies.
Additional ConsiderationsThere are additional considerations
to be taken into account. Primaryamong these is the reduction in chemical use at the facility for watersoftening. The chemical use reductionmay lead to reduced safety, trainingand reporting requirements.
Electricity consumption will also bereduced. The actual reduction is highly dependent upon the technologyemployed. Permanent magnets use noelectricity, so both the on-site electric-ity used for chemical treatment as wellas the off-site energy required to produce and transport the chemicalswill be eliminated. For the electronicunits, on-site energy requirements may vary from as little as 10% of the
12
chemical-based treatment system energy consumptiontypical, to 10 times the energy consumed by the chemical-based treatment system.
Energy consumption reductions willlead directly to reductions in air combustion emissions. There will also be additional indirect reductionsdue to decreased transportation of fuels and decreased fuel processing.The latter will also lead to reductionsin water use, water pollution, and solid wastes from mining and process-ing operations.
TechnologyPerformance
The information in this section wascompiled primarily from case studies,along with selected contact with usersand third party researchers. As mentioned previously, the use of magnetic or electric fields to treatwater had its origins near the turn ofthe 19th century. Commercializationof the technology began after WorldWar II, with the largest advances coming in the last 20 years with thedevelopment of rare earth magnets and inexpensive electronic controls.
There are records of installation ofthe technology in the United Statesfrom about 1950. Manufacturers claim to have installations operatingsatisfactorily for as long as 30 years.No good statistics were available onthe total number of installations overthis period. However, using the estimates of one manufacturer as abasis, there could be upwards of1,000,000 units installed in the UnitedStates in commercial or industrial facilities, inclusive of all units in-stalled by all manufacturers.
Field ExperienceAs has been alluded to above, user
experience has been positive. Two
experiences have been common. First, users have noted a dramaticreduction in scale formation to thepoint where the need for chemicalscale control is eliminated. Second,the prior build-up of scale on heatexchange surfaces has been removedover time. This last process has beennoted as taking from 30 days to over a year, depending upon the thicknessand composition of the scale.
This is not to say there have not been less than successful installationsor applications. The non-chemicaltechnologies may not be universallyapplicable for scale control, just as any technology may not be a univer-sally applicable solution to the prob-lem it was designed to solve.
The magnetic technologies are not as effective when silica is present inthe system. Nor do they work as efficiently when iron is present, as was mentioned above, or when othermagnetic minerals are present. Thehistory of the technology is also lit-tered with cases where the magnet fieldwas applied incorrectly or did not havesufficient strength to affect the reac-tion. This latter was especially trueearly in the life cycle of the technol-ogy when ferrous-based magnets werethe norm. High levels of particulatematter will also negatively influencethe efficiency of the technology byreducing the collision frequency of thedesirable reactions.
Energy SavingsEnergy savings result from both
reductions in pumping energy input to the system and reduction in fuel consumption. The first aspect has notbeen well quantified by the users or inany of the case studies. It is thought of as a secondary benefit.
Fuel consumption has been loweredin every situation. The exact savingsare a result of a number of factors:
How effective the chemical scalecontrol program may have been relative to the input water hardness
How often the heat exchange system was taken down for mainte-nance and cleaning.
On systems that were descaled frequently or had low scale formation,due to low hardness and/or an effec-tive chemical scale control program,the savings in fuel consumption waslower, often from a few percent to asmuch as 15%. The lower savings were at an installation using ionexchange softening of moderately hard water (less than 150 mg/L as calcium carbonate hardness). On systems where descaling was infre-quent or absent altogether, or wherethe chemical scale control programwas not as effective in controlling scale formation, fuel consumption savings ranged up to 30%. This wasfound to be the case in an installationusing very hard water (hardness inexcess of 300 mg/L as calcium carbonate), andd a chemical scale control program, with heat exchangertubes closing due to scale formationafter less than one year. In each casethe fuel consumption savings was proportional to the thickness of thescale layer removed.
One important note was that fuelconsumption savings often trailedinstallation of the technology by a sig-nificant period due to the fact that thesavings is driven by the amount of scale on the heat exchange surface.The accumulated scale will erode over time, resulting in fuel consump-tion reductions. For this reason, manyof the manufacturers recommend installing the technology only afterthe system has been descaled, thus savings in fuel consumption would be immediate.
13
MaintenanceAs mentioned above, maintenance
requirements typically are reducedupon implementation of the non-chemical technology. First, periodicmaintenance of the water-softeningequipment and chemicals is eliminated.Second, the periodic heat exchangerinspection and cleaning cycle is reducedto an inspection cycle. The handlingand storage requirements for the chemicalslime, soda ash, salt andacidhave been eliminated, as hastraining for their use, storage and handling. The reduction in these periodic activities frees up the previ-ously time allocated for application to other activities.
There are maintenance activitiesassociated with this technology. Forthe electromagnetic and electrostaticunits, a daily check that the power ison is necessary (a power on indica-tor light is included with most, if notall, units). The electrostatic units needto have the electrodes checked periodi-cally, semi-annually, and the electrodesreplaced when noticeably worn ordamaged, perhaps every five years.The reader should speak to the manu-facturer for details which may vary.
When solids or particulates accumu-late in the system, they will need to beremoved. Automatic blowdown of thesystem should control the daily accumulation. If the system is notcleaned prior to installation of the non-chemical technology, the scale inthe system will detach and its removalwill be necessary. Filters, sumps andhydrocyclones are all effective meansof capturing the solids, but each willrequire periodic cleaning.
Environmental ImpactsThere are areas where the technol-
ogy mitigates environmental impacts.The first is air quality due to emissionsreduction associated with decreases in
fuel consumption. The second is acorresponding decrease in solid wastes,ash and other fuel combustion residuesto be disposed. Of course, this willonly be applicable in the situation inwhich an end user combusts fuels on-site for the production of power. Athird area is the reduction in release,or potential for release, of water treatment chemicals stored at a facility.Since chemical consumption willdecrease, emissions from storage willalso decrease. The wastes associatedwith disposal and management of usedchemical containers will also bereduced.
Case StudyFor the case study, a hypothetical
facility is used and the application of apermanent magnet device is described.The conditions are based on informa-tion gathered during the user inter-views and reading of published andunpublished case studies. The pur-pose is to illustrate the types of datarequired to prepare a site-specific costanalysis, not to illustrate what any particular user might experience in theway of cost savings.
Facility DescriptionThe facility currently uses ex-
tremely hard water (hardness of 350 mg/L as calcium carbonate) andemploys lime softening. The processwater is used in a recirculating boilerwater system with flow of 1,000 gpmor 1.4 MGD (million gallons per day).Makeup and blowdown were esti-mated at 10% of the flow, or 140,000gallons per day. The water-softeningprocess removes a significant fractionof the hardness, but not all, leading tosemiannual inspections and annualcleaning of the heat exchanger. Thisfrequency is thought to be fairly typical.
Cost for the lime used in the processis estimated at $10/ton delivered. Cost for natural gas is $5.80/1000 ft3.Acetic acid, used for cleaning, costs $2 per gallon.
Existing Technology DescriptionThe current system is a conventional
lime softening plant consisting of limestorage facilities, a slaker where thepowered lime is mixed with water, amixing basin for adding controlledamounts of the lime solution to thewater, and a settling basin where theprecipitated solids are removed.Downstream of the water treatmentfacilities is a conventional shell-and-tube heat exchanger used to heat thewater for both building heat andprocess water.
Lime consumption for softening is48 tons/year. In this case, alkalinity issufficient so as to not require the addition of soda ash during the soften-ing process. Natural gas consumptionfor process water heating is 400,000MBtu/year. Electricity consumptionfor the softening process was esti-mated at 3,100 kWh per year. Aceticacid is used during cleaning, approxi-mately 100 gallons per cleaning.Production losses due to system downtime are not being included in this analysis.
(If the system had instead used ionexchange softening, the applicablechemical use information would havebeen the regenerant, typically salt butpossibly acid, and the consumption ofion exchange resin. This last item iscalculated as the mass replaced divided by the total volume of water treated.)
Data on lime consumption can typically be found in purchasingrecords, or also in a water treatmentsystem operators log. The latter
14
would be more accurate since it wouldmore closely reflect lime used forwater softening, whereas the formerwould list only lime purchases includ-ing those for water softening, pHadjustment and other uses.
Natural gas consumption, or otherfuel consumption data, can be takenfrom accounting records, if the onlyuse of natural gas is for process water,or from operation data, (e.g., firing rate data), or calculated from an energy balance for a portion of the production system. The firing ratedata or other operation data would bethe most accurate but might not always be available.
Electricity consumption informationcan be calculated from nameplatecapacity of the mixing and pumpingequipment involved. For this report, itwas derived from information com-piled by the Electric Power ResearchInstitute. In some cases there may beenergy or monitoring data available for the process that would be availableas part of the water treatment systemoperators records.
New Technology Equipment Selection
A magnetic scale control device will be investigated as an alternative to chemical scale control. The firststep was consultation with the manu-facturer, including submitting wateranalysis data and a schematic of thecurrent system showing the proposedlocation of the equipment to facilitatemanufacturer selection and equipmentsizing. (A magnetic device was chosen because the preferred installa-tion location was remote, with electri-cal power not readily available.)
For the proposed location andrequired flow rate, a unit was identi-fied that would fit the current pipingconfiguration without a need for
adapters. The unit cost is $10,000including shipping. The estimate bythe in-house facilities engineering staffcalls for three days to install the system, one-half day each for set-upand clean-up, one day to remove a section of pipe to make space for thedevice (including installing flanges),and one day for installation and leaktesting. Three people are required, aswell as a device capable of lifting1,000 pounds in order to position thedevice and facilitate removal of the old section of pipe.
One of the key elements to sizingthese devices is the water velocitythrough the device. Manufacturers recommend, typically, at least a 7 feetper second water velocity. If the watervelocity through a section of pipe istoo low, it will be necessary to useadapters to decrease the size of thepipe through the device, thus increas-ing the velocity. Water velocity in feetper second can be calculated as follows, where Diameter is in feet:
0.535 * GPM * Diameter2
Savings are expected to result fromdiscontinuance of chemical consump-tion and decreased energy consump-tion (10% of process energy and all ofthe water treatment energy). Inspec-tion will still occur.
Savings PotentialEnergy savings can result from two
areas. First is the reduction in fuelused in generating heat. Methods forcalculating the fuel consumption werediscussed above in the technologydescriptions. The fuel consumptionsavings is simply the net difference, inthis case estimated equal to 10% of thebaseline fuel consumption. (This estimated savings was used to illus-trate a case where there was a fairly
uniform 1/16" thick layer of scaleacross a heat exchanger surface. Ofcourse, it is realized that the scalelayer, and therefore energy consump-tion, builds over time and is not aninstantaneous effect.) This savings isalso equal to the loss in heat transferefficiency due to scale formation onthe heat exchange surface.
Second is the energy savings resulting from decreased pressure drop within the heat exchanger. Thisis not quantified here, but could bequantified if the pressure drop throughthe current system was known, alongwith the energy characteristics of thepump so that reductions in pressurecould be related to energy consump-tion.
Cost savings also result from reduc-tions in chemical use. Chemical softening will be reduced, and likelyeliminated, by the use of non-chemicaltreatment technologies. There willalso be a corresponding energy de-crease from the shutdown of chemicalmixing equipment and water treatmentequipment used in the softening pro-cess. The estimated chemical savingshere was 480 tons per year and thecorresponding electricity savings was31,000 kWh per year.
Table 3 illustrates typical consump-tion data for the baseline and alterna-tive and the potential annual costs savings. Not shown are water con-sumption and water discharge, whichdo not change between the alterna-tives. Capital cost for the alternativetreatment system, estimated at $10,000at the beginning of the 15-year analy-sis period, is not shown either. Fifteenyears was chosen because it was typical of the life of field units.
Life-Cycle CostThe full results of the BLCC compu-
tations are shown in Appendix B. Adiscussion of the BLCC software is
U =
15
given in Appendix A. The BLCCComparative Economic Analysis isshown in Figure 5. Installation costfor the magnetic treatment device is estimated at $10,360, calculated as$10,000 for the device and $360 fordesign and installation labor. Operat-ing costs for the technology are esti-mated at $2,088,000 per year versuscosts of $2,320,635 per year for theconventional lime-softening technol-ogy, both exclusive of water consump-tion and discharge. Life-cycle costsfor each of the technologies as calcu-lated by the BLCC software are$27,524,500 for the magnetic technol-ogy versus $30,283,500 for the conven-tional technology. (This includes thecost of water and wastewater disposalof $2,605,292.) This represents a life-cycle cost savings of $2,759,000. TheSimple Payback from BLCC is lessthan one year, and the AdjustedInternal Rate of Return is 50.66%.
The Technology inPerspective
The future of non-chemical watertreatment technologies is promising.As public awareness of the environ-mental effects of chemicals increasesthere will be an increasing demand todeploy alternative, more environmen-tally beneficial technologies. As ameans of reducing energy consump-tion and stretching the available personnel resources in the days of
ever-shrinking budgets, non-chemicaltechnologies make sense as both costeffective and having demonstrated performance.
The Technologys DevelopmentMagnetic and electrical effects on
water were first noticed prior to theturn of the 20th century. Considerableresearch is being conducted on magnetohydrodynamics by the Japaneseas a means of propulsion, and similarresearch has been conducted in thepast in the United States and otherindustrialized countries. This researchhas been facilitated by the advent ofrare earth magnets, solid state elec-tronics, and advanced ceramic or polymeric materials after World War II.Only after these advances has non-chemical water treatment shown promise and come into more wide-spread use.
Of the manufacturers listed in thisFTA most have come into existencesince the advent of the environmentalmovement in the United States in theearly 1970s. This can be attributedboth to the advent of cost-effectivecomponents (e.g., magnets, electron-ics) and to the public desire for moregreen or environmentally friendlyalternatives to chemical treatment.
Relation to Other TechnologiesThe use of the non-chemical tech-
nologies does not prohibit the use of
any other technology or equipment.As was mentioned previously, thechange from chemical to non-chemicalscale control may warrant investiga-tion of other means of corrosion orbiofouling control, as these threechemical scale treatment or controlstrategies or applications are often balanced amongst each other.
An increase in cycles of concentra-tion was also noted by one user asanother water saving measure that was employed. The ability to increasethe cycles of concentration was attributed to the stability of scale-forming ions or scale particles in suspension. Water consumption washalved in this multi-pass system.
Technology OutlookThere is no basis to assume that the
technologies are going to disappearanytime soon. Each has a historicalbasis of successful installations.Advances in materials science shouldonly serve to improve each of the technologies. More powerful magnetswill allow the magnetic devices tobecome smaller and/or more effica-cious. More durable electrodes anddielectric compounds will improve the life of the electrostatic units.
Probably the most significant trendis the move away from chemical treatment technologies. This trend has begun at the consumer level, isbecoming apparent at the corporatelevel, and will continue to grow.
Table 3. Annual Costs and Savings
Baseline Lime Softening Alternative Magnetic TreatmentCosts Annual Annual Cost Annual Annual Annual Costs
Item $/unit Consumption $/year Consumption Cost $/year Savings
Electricity 0.05/kWh 3,100 155 0 0 155Natural Gas 5.80/MBtu 400,000 2,320,000 360,000 2,088,000 232,000Chemicals 10/ton 48 480 0 0 480
Total 2,320,635 2,088,000 232,635
16
************************************************************************************************************ * N I S T B L C C: COMPARATIVE ECONOMIC ANALYSIS (ver. 4.4-97 ) *
************************************************************************************************************Project: Non-Chemical Scale Control FTABase Case: Lime Soft.Alternative: MagneticPrincipal Study Parameters:Analysis Type: Federal AnalysisEnergy Conservation ProjectsStudy Period: 15.00 Years (NOV 1997 through OCT 2012)Discount Rate: 3.8% Real (exclusive of general inflation)Base Case LCC File: SOFTEN.LCCAlternative LCC File: MAGNETIC.LCC
Comparison of Present-Value CostsBase Case: Alternative: SavingsLime Soft. Magnetic from Alt.
Initial Investment item(s):Capital Requirements as of Serv. Date $0 $10,360 -$10,360
Subtotal $0 $10,360 -$10,360Future Cost Items:
Energy-related Costs $27,678,200 $24,908,850 $2,769,350Water Costs $2,605,292 $2,605,292 $0
Subtotal $30,283,500 $27,514,140 $2,769,360Total P.V. Life-Cycle Cost $30,283,500 $27,524,500 $2,759,000
Net Savings from Alternative Magnetic compared to Base Case Lime Soft.Net Savings = P.V. of Non-Investment Savings $2,769,360
- Increased Total Investment $10,360Net savings: $2,759,000
Note: the SIR and AIRR computations include differential initial costs, capital replacement costs, and residual value (if any) as invest-ment costs, per NIST Handbook 135 (Federal and MILCON analyses only).
Savings-to-Investment Ratio (SIR)For Alternative Magnetic compared to Base Case Lime Soft.
P.V. of non-investment savingsSIR = = 267.31Increased total investment
Adjusted Internal Rate of Return (AIRR)For Alternative Magnetic compared to Base Case Lime Soft.
(Reinvestment Rate = 3.80%; Study Period = 15 years)AIRR = 50.66%
Estimated Years to PaybackSimple Payback occurs in year 1
Discounted Payback occurs in year 1ENERGY SAVINGS SUMMARY
Energy Average Annual Consumption Life-Cycletype Units Base Case Alternative Savings Savings
Electricity kWh 3,100.0 0.0 3,100.0 46,500.0Natural Gas MBtu 400,000.0 360,000.0 40,000.0 600,000.0
EMISSIONS REDUCTION SUMMARYEnergy Average Annual Emissions Life-Cycletype Base Case Alternative Reduction ReductionElectricity:
CO2 (Kg): 3,005.0 0.0 3,005.0 45,075.1SO2 (Kg): 10.9 0.0 10.9 163.6NOx (Kg): 9.1 0.0 9.1 135.8
Natural Gas:CO2 (Mg): 21,125.3 0.0 21,125.3 316,879.9SO2 (Kg): 84.0 0.0 84.0 1,260.0NOx (Kg): 16,460.0 0.0 16,460.0 246,900.0
Total:CO2 (Mg): 21,128.3 0.0 21,128.3 316,925.0SO2 (Kg): 94.9 0.0 94.9 1,423.6NOx (Kg): 16,469.1 0.0 16,469.1 247,035.8
Figure 5. Comparative BLCC Analysis
17
Increased availability of informationon the technologies, the environment,and human health will only serve tofeed this trend.
ManufacturersThe following is a listing of manu-
facturers of these technologies com-piled from the Thomas Register andthose who have contacted FEMPdirectly. It has been limited to U.S.manufacturers; foreign manufacturersor U.S. affiliates of foreign manufac-turers were not included. No effortwas made to locate and include manufacturers not listed in the ThomasRegister. This listing does not purportto be complete, to indicate the right topractice the technology, or to reflectfuture market conditions.
Advanced Environmental Products9450 Schulman #113Dallas, TX 75243214/340-1435Fax: 214/344-2134
Aqua-Floe Inc.Department T-946244 Frankford AvenueBaltimore, MD 21206800/368-2513410/485-7600Fax: 410/488-2030
Aqua Magnetics International, Inc.915-B Harbor Lake DriveSafety Harbor, FL 34695813/447-2575Fax: 813/726-8888
Conservonics30555 Southfield Road #420Southfield, MI 48076801/540-3634Fax: 810/716-7508
Descal-A-Matic Corp.4855-T Brookside Ct. Suite A
Norfolk, VA 23502757-858-5593Fax: 757/853-3321
Electrostatic Technologies Inc.2223 Guinotte AvenueKansas City, MO 64120816/842-0616Fax: 816/842-9756
Enecon Corp.125 Bayliss Road Suite 190Mellville, NY 11747-3800800/854-1374
Enertec Inc.Department TR306 Railroad StreetP.O. Box 85Union City, MI 49094517/741-5015Fax: 517/741-3474
Hydrodynamics Corp.1615 W. Abram Street #110Arlington, TX 76013817/277-6700Fax: 817/277-2197
Magnatech Corp.Superior Manufacturing Division2015 S. Calhoun StreetP.O. Box 13543Fort Wayne, IN 46868800/692-1123219/456-3596Fax: 219/456-3598
Progressive Equipment Corp.419 East 9th StreetErie, PA 16503814/452-4363800/728-6395Fax: 814/459-3094
Quantum Magnetic Systems Inc.5224 Blanche Ave.Cleveland, OH 44127216/441-9670Fax: 216/441-9677
Zeta Hydrometals Corporation4565 S. Palo Verde Road, Suite 213Tucson, AZ 85714520/747-4550888/785-9660Fax: 520/747-4454
Who is Using theTechnologyFederal Sites
Included here are but a few of theinstallations provided by the manufac-turers. For a full listing the reader isadvised to contact a manufacturerdirectly. Some manufacturers ex-pressed concern about printing customer names in a public list such as this Federal Technology Alert butindicated they could provide such customer references to interestedpotential buyers. Most manufacturersspecify having hundreds to almost10,000 installations. Not all of thesesites were contacted during the courseof preparing this FTA.
GSA, Suitland, MD. National Aeronautics and Space
Administration, multiple locations United States Coast Guard, mul-
tiple locations United States Air Force, Luke AFB,
Phoenix, AZ United States Army Corps of
Engineers, Sacramento District,Sacramento, CA
United States EnvironmentalProtection Agency, Andrew W.Breidenbach EnvironmentalResearch Center, Cincinnati, OH(Rich Koch and Bob Banner,Cleveland TelecommunicationsCorporation)
United States Postal Service,multiple locations
18
Non-Federal Sites Arnold Printing, Cincinnati, OH
(Hank Majeushi, 513/533-9600) Bethlehem Steel, multiple locations Chrysler, multiple locations Ford Motor Company, multiple
locations General Electric, multiple facilities General Motors, multiple facilities Getty Center, Los Angeles, CA Inland Steel, 200 locations House of the Future, Ahwatukee,
AZ (Arnold Roy, The Frank LloydWright Foundation, 602/948-6400)
John Deere, multiple locations John Hancock Center, Chicago, IL LTV Steel, multiple locations Protective Coatings Inc.
(Bob Bernadin and Ron Byers,219/456-3596)
National Steel, over 100 installa-tions
USX, multiple locations United States Playing Card
Company, Cincinnati, OH (TomBerens, 513/396-5700)
For FurtherInformationAssociations
No trade associations exist that arespecific to the non-chemical watertreatment technology manufacturers.The following associations are generalwater quality associations.
American Water Works Association6666 West Quincy AveDenver, CO 80235303/794-7711
Cooling Tower InstituteP.O. Box 73383Houston, TX 77273713/583-4087
Water Quality Association4151 Naperville Road Lisle, IL 60532708/505-0160
ConsultantsRobert A. Marth340 Central AvenueSunnyvale, CA 94086408/746-0964Fax: 408-737-0291
T. Craig MoldenWater Service Technology/NWIP.O. Box 545Michigan City, IN 46361219/879-8425Fax: 219/879-8852
User and Third Party Field TestReports
The following references representonly a small sample of the publishedwork on these technologies. The references here are intended to give the reader an indication of the historyof scientific research on the topic aswell as the sponsoring agencies andinterested audiences.
Alleman, J. 1985. QuantitativeAssessment of the Effectiveness ofPermanent Magnet Water Condition-ing Devices. Purdue University.Sponsored by and protocol by WaterQuality Association.
American Petroleum Institute. 1985. Evaluation of the Principles of Magnetic Water Treatment,Publication 960.
Baker, J.S., and S.J. Judd. 1996.Magnetic Amelioration of ScaleFormation. Water Research,30(2):247-260.
Benson, R.F., B.B. Martin, and D.F.Martin. 1994. Management of ScaleDeposits by Diamagnetism. A Work-ing Hypothesis. Journal Environ-mental Science and Health,A29(8):1553-1564.
Busch, K. W., M. A. Busch, D. H.Parker, R. E. Darling, and J. L.McAtee, Jr. 1986. Studies of a WaterTreatment Device That Uses MagneticFields, In Proceedings Corrosion/85,Boston MA.
Dirks, J.A., and L.E. Wrench. 1993.Facility Energy Decision Screening(FEDS) Software System.PNL-SA-22780. In Proceedings of the Energy and Environmental Congress. Minneapolis, Minnesota,August 4-5, 1993.
Fryer, L. 1995. Magnetic WaterTreatment A Coming Attraction?E-Source, TU-95-7
Gruber and Carda. 1981. Perfor-mance Analysis of Permanent MagnetType Water Treatment Devices. SouthDakota School of Mines and Technol-ogy. Sponsored by and protocol byWater Quality Association.
Hibben, S.G. 1973. Magnetic Treat-ment of Water. Advanced ResearchProjects Agency of the Department ofDefense.
Marth, R.A. 1997. A ScientificDefinition of the Magnetic Treatmentof Water: Its Subsequent Use inPreventing Scale Formation andRemoving Scale. Research Conductedfor Descal-A-Matic Corporation.
19
Parsons, S.A., Bao-Lung Wang, S.J.Judd, and T. Stephenson. 1997.Magnetic Treatment of CalciumCarbonate Scale Effect of pHControl. Water Research, 31(2):339-342.
Quinn, C.J., T.C. Molden, and C.W.Sanderson. 1996. NonchemicalApproach to Hard Water Scale,Corrosion and White Rust Control.In Proceedings Iron and Steel Engi-neer, Chicago IL, September 30, 1996.
Reimers, R.S., P. S. DeKernion, and D.B. Leftwich. 1979. Sonics andElectrostatics - An Innovative Ap-proach to Water and Waste Treat-ment. In Proceedings Water ReuseSymposium, Volume 2. AmericanWater Works Research AssociationResearch Evaluation, Denver, CO.
Rubin, A.J. 1973. To Determine ifMagnetic Water Treatment is Effectivein Preventing Scale. The Ohio StateUniversity, Columbus, OH.
Schmutzer, M. A., and G. W. Hull.1969. Examination to Determine thePhysical or Chemical DifferencesBetween Untreated and MagneticallyTreated Water. United States TestingCenter, Inc. Hoboken, NJ.
Simpson. L. G. 1980. Control Scaleand Save Energy. The Coast GuardEngineers Digest, Volume 20, Num-ber 205, pp. 32-35.
Design and Installation GuidesMany of the manufacturers have
guides for internal use or use by theirrecommended installer or sales agent.Contained in these guides are listingsof customers, design and installationnotes, warranty information, andanswers to many user questions. Mostor all of this information may not beavailable to customers. However, themanufactures do make available salesbrochures and summaries of specificapplications or case studies. Alsoincluded with the units will be ownersmanuals and other end user installationand maintenance documentation.
20
This page left blank intentionally
21
AppendixesAppendix A: Federal Life-Cycle Costing Procedures and the BLCC Software
Appendix B: Life-Cycle Cost Analysis Summary
BLCC Input Data Listing: Lime SofteningBLCC Detailed LCC Analysis: Lime SofteningBLCC Input Data Listing: Magnetic Water ConditioningBLCC Detailed LCC Analsis: Magnetic Water ConditioningComparative Present-Value Costs of Alternative ProjectsBLCC: Comparative Economic Analysis
22
Appendix AFederal Life-Cycle Costing Procedures and the BLCC SoftwareFederal agencies are required to evaluate energy-related investments on the basis of minimum life-cycle costs (10 CFR Part
436). A life-cycle cost evaluation computes the total long-run costs of a number of potential actions, and selects the action thatminimizes the long-run costs. When considering retrofits, sticking with the existing equipment is one potential action, often calledthe baseline condition. The life-cycle cost (LCC) of a potential investment is the present value of all of the costs associated withthe investment over time.
The first step in calculating the LCC is the identification of the costs. Installed Cost includes cost of materials purchased andthe labor required to install them (for example, the price of an energy-efficient lighting fixture, plus cost of labor to install it).Energy Cost includes annual expenditures on energy to operate equipment. (For example, a lighting fixture that draws 100 wattsand operates 2,000 hours annually requires 200,000 watt-hours (200 kWh) annually. At an electricity price of $0.10 per kWh, thisfixture has an annual energy cost of $20.) Nonfuel Operations and Maintenance includes annual expenditures on parts and activi-ties required to operate equipment (for example, replacing burned out light bulbs). Replacement Costs include expenditures toreplace equipment upon failure (for example, replacing an oil furnace when it is no longer usable).
Because LCC includes the cost of money, periodic and aperiodic maintenance (O&M) and equipment replacement costs,energy escalation rates, and salvage value, it is usually expressed as a present value, which is evaluated by
LCC = PV(IC) + PV(EC) + PV(OM) + PV(REP)
where PV(x) denotes present value of cost stream x,IC is the installed cost,EC is the annual energy cost,OM is the annual nonenergy O&M cost, andREP is the future replacement cost.
Net present value (NPV) is the difference between the LCCs of two investment alternatives, e.g., the LCC of an energy-savingor energy-cost-reducing alternative and the LCC of the existing, or baseline, equipment. If the alternatives LCC is less than thebaselines LCC, the alternative is said to have a positive NPV, i.e., it is cost-effective. NPV is thus given by
NPV = PV(EC0) PV(EC1)) + PV(OM0) PV(OM1)) + PV(REP0) PV(REP1)) PV(IC)or
NPV = PV(ECS) + PV(OMS) + PV(REPS) PV(IC)
where subscript 0 denotes the existing or baseline condition,subscript 1 denotes the energy cost saving measure,IC is the installation cost of the alternative (note that the IC of the baseline is assumed zero),ECS is the annual energy cost savings,OMS is the annual nonenergy O&M savings, andREPS is the future replacement savings.
Levelized energy cost (LEC) is the breakeven energy price (blended) at which a conservation, efficiency, renewable, or fuel-switching measure becomes cost-effective (NPV >= 0). Thus, a projects LEC is given by
PV(LEC*EUS) = PV(OMS) + PV(REPS) PV(IC)
where EUS is the annual energy use savings (energy units/yr). Savings-to-investment ratio (SIR) is the total (PV) savings of ameasure divided by its installation cost:
SIR = (PV(ECS) + PV(OMS) + PV(REPS))/PV(IC).
Some of the tedious effort of life-cycle cost calculations can be avoided by using the Building Life-Cycle Cost software, BLCC,developed by NIST. For copies of BLCC, call the FEMP Help Desk at (800) 363-3732.
23
Appendix BLife-Cycle Cost Analysis Summary
**************************************************************************************************************** N I S T B L C C: I N P U T D A T A L I S T I N G (ver. 4.5-97 ) *
***************************************************************************************************************FILE NAME: SOFTENFILE LAST MODIFIED ON 10-31-1997/13:34:12PROJECT NAME: Non-Chemical Scale Control FTAPROJECT ALTERNATIVE: Lime Soft.COMMENT: Baseline cost calculationsGENERAL DATA:
ANALYSIS TYPE: Federal AnalysisEnergy Conservation ProjectsBASE DATE FOR LCC ANALYSIS: NOV 1997STUDY PERIOD: 15 YEARS, 0 MONTHSSERVICE DATE: NOV 1997DISCOUNT AND INTEREST RATES ARE Real (exclusive of general inflation)DISCOUNT RATE: 3.8%Mid-year discounting conventionEscalation rates do not include general inflationCAPITAL ASSET COST DATA:
INITIAL COST (BASE YEAR $) 0EXPECTED ASSET LIFE (YRS/MTHS) 15/0RESALE VALUE FACTOR 0.00%AVG PRICE ESC RATE(SERVICE PD.) 0.00%NUMBER OF REPLACEMENTS 0NO REPLACEMENTSOPERATING, MAINTENANCE, AND REPAIR COST DATA:
ANNUAL RECUR OM&R COST ($): 0ESCALATION RATE FOR OM&R: 2.00%No non-annually-recurring OM&R costs reported.ENERGY-RELATED DATA:
NUMBER OF ENERGY TYPES = 2DOE energy price escalation rates filename: ENCOST7ADOE region (state code): 2 (OH)DOE rate schedule type: Industrial Underlying gen. inflation rate used with DOE rates: 0.00%
(A) (B)ENERGY TYPE: Electricity Natural Gas BASE ANNUAL CONSUMPTION: 3100 400000 UNITS: kWh MBtu PRICE PER UNIT ($): 0.050 5.800ANNUAL DEMAND CHARGE ($): 0.00 0.00 ESCALATION RATE METHOD: DOE rates DOE rates
1997 0.31 1.121998 -0.47 -0.741999 -0.55 0.002000 -0.63 0.742001 -0.47 1.482002 -0.63 1.092003 -1.04 0.722004 -0.89 0.712005 -0.33 0.712006 -0.25 0.702007 -0.49 0.702008 -0.99 0.352009 -2.16 0.692010 -2.64 0.342011 -2.18 1.032012 0.18 1.02
24
WATER-RELATED DATA:UNITS: 1000 gallons
ANNUAL WATER USAGE ANNUAL WATER DISPOSALUnits/Yr Price/Unit Units/Yr Price/Unit
@Summer Rates 52560 3.000 5256 5.000@Winter Rates 0 0.000 0 0.000WATER PRICE ESCALATION RATES &:
Water Usage Water DisposalYear Rate(%) Rate(%)1997 3.00 3.001998 3.00 3.001999 3.00 3.002000 3.00 3.002001 3.00 3.002002 3.00 3.002003 3.00 3.002004 3.00 3.002005 3.00 3.002006 3.00 3.002007 3.00 3.002008 3.00 3.002009 3.00 3.002010 3.00 3.002011 3.00 3.002012 3.00 3.00
**************************************************************************************************************** N I S T B L C C: I N P U T D A T A L I S T I N G (ver. 4.5-97 ) *
***************************************************************************************************************FILE NAME: MAGNETICFILE LAST MODIFIED ON 10-31-1997/13:36:02PROJECT NAME: Non-Chemical Scale Control FTAPROJECT ALTERNATIVE: MagneticCOMMENT: Alternativ cost calculationsGENERAL DATA:
ANALYSIS TYPE: Federal AnalysisEnergy Conservation ProjectsBASE DATE FOR LCC ANALYSIS: NOV 1997STUDY PERIOD: 15 YEARS, 0 MONTHSSERVICE DATE: NOV 1997DISCOUNT AND INTEREST RATES ARE Real (exclusive of general inflation)DISCOUNT RATE: 3.8%Mid-year discounting conventionEscalation rates do not include general inflationCAPITAL ASSET COST DATA:
INITIAL COST (BASE YEAR $) 10360EXPECTED ASSET LIFE (YRS/MTHS) 15/0RESALE VALUE FACTOR 0.00%AVG PRICE ESC RATE(SERVICE PD.) 0.00%NUMBER OF REPLACEMENTS 0NO REPLACEMENTSOPERATING, MAINTENANCE, AND REPAIR COST DATA:
ANNUAL RECUR OM&R COST ($): 0ESCALATION RATE FOR OM&R: 0.00%No non-annually-recurring OM&R costs reported.ENERGY-RELATED DATA:
NUMBER OF ENERGY TYPES = 2 DOE energy price escalation rates filename: ENCOST7ADOE region (state code): 2 (OH)DOE rate schedule type: Industrial Underlying gen. inflation rate used with DOE rates: 0.00%
25
(A) (B) ENERGY TYPE: Electricity Natural Gas BASE ANNUAL CONSUMPTION: 0 360000 UNITS: kWh MBtu PRICE PER UNIT ($): .050 5.800ANNUAL DEMAND CHARGE ($): 0.00 0.00 ESCALATION RATE METHOD: DOE rates DOE rates
1997 0.31 1.121998 -0.47 -0.741999 -0.55 0.002000 -0.63 0.742001 -0.47 1.482002 -0.63 1.092003 -1.04 0.722004 -0.89 0.712005 -0.33 0.712006 -0.25 0.702007 -0.49 0.702008 -0.99 0.352009 -2.16 0.692010 -2.64 0.342011 -2.18 1.032012 0.18 1.02
WATER-RELATED DATA:UNITS: 1000 gallons
ANNUAL WATER USAGE ANNUAL WATER DISPOSALUnits/Yr Price/Unit Units/Yr Price/Unit
@Summer Rates 52560 3.000 5256 5.000@Winter Rates 0 0.000 0 0.000WATER PRICE ESCALATION RATES &:
Water Usage Water DisposalYear Rate(%) Rate(%)1997 3.00 3.001998 3.00 3.001999 3.00 3.002000 3.00 3.002001 3.00 3.002002 3.00 3.002003 3.00 3.002004 3.00 3.002005 3.00 3.002006 3.00 3.002007 3.00 3.002008 3.00 3.002009 3.00 3.002010 3.00 3.002011 3.00 3.002012 3.00 3.00
**************************************************************************************************************** N I S T B L C C: D E T A I L E D L C C A N A L Y S I S (ver. 4.5-97 ) *
***************************************************************************************************************
PART I - INITIAL ASSUMPTIONS AND COST DATA
Project Name: Non-Chemical Scale Control FTAProject Alternative: Lime Soft.Run date: 10-31-1997 13:37:02Run type: Federal AnalysisEnergy Conservation ProjectsComment: Baseline cost calculationsInput data file: SOFTEN.DAT, last modified: 10-31-1997/13:34:12LCC output file: SOFTEN.LCC, created: 10-31-1997/13:34:19Base Date of Study: NOV 1997Service Date: NOV 1997Study period: 15.00 years (NOV 1997 through OCT 2012)Discount rate: 3.8% Real (exclusive of general inflation) Mid-year discounting convention
Note: This BLCC report satisfies the economic evaluation criteria of FEMP requirements forfederal energy studies.
26
Initial Capital Asset Costs (not discounted)
Total Cost
Total Initial Capital Asset Costs $0Energy-Related Costs
Energy Avg Annual Price+ Avg Annual Cost+ Total Type Units Usage ($/Unit) Energy Demand P.V. Cost
Electricity kWh 3,100 $0.050 $155 $0 $1,707Natural Gas MBtu 400,000 $5.800 $2,320,000 $0 $27,676,500+Energy price as of base date (not adjusted for price escalation)
* * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * ** * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
PART II - LIFE-CYCLE COST ANALYSISDiscount Rate = 3.8% Real (exclusive of general inflation)
Project Alternative: Lime Soft. Run Date: 10-31-1997/13:37:02Present Value Annual Value(1998 Dollars) (1998 Dollars)
Capital Requirements