Embed Size (px)
DESCRIPTION
nonlinear belt dynamics.
Citation preview

Belt Conveyor Design
Frictional and rolling losses along a running conveyor are dis-cussed due to their important influence on wave propaga-tion during starting and stopping. Hybrid friction models
allow belt rubber losses and material flexing to be included in the initial tension calculations prior to any dynamic analysis. Once running tensions are defined, a numerical integration method using non-linear stiffness gradients is used to generate transient forces during starting and stopping. A modified Euler integration technique is used to simulate the entire starting and stopping cycle in less than 0.1 seconds. The procedure enables a faster scrutiny of unforeseen conveyor design issues such as low belt tension zones and high forces at drives.
1. Introduction
Dynamic analysis of long conveyor belts with distributed mass and elasticity depends on initial conditions and the tension dis-tribution around the running belt. Conveyor belt tension is a complex function of friction and gravitational loads acting on every element of the belt. Transient behaviour of a belt occurs during the staring and stopping phase, leading to high and low
A. Harrison, USATransient conveyor belt behaviour if often the course of belt failure. Many belt tension calculation models used to avoid such failure are likely to result in an overestimate of belt running tension and, thus, in expensive over dimension-ing. The hybrid model presented in this paper provides a solution to this and several other belt conveyor design problems.
A Hybrid Model for Numerical Belt Conveyor Simulation
Non-linear Belt Transient Analysis
forces along the belt that may have deleterious affects on the belt and its structure.
As a first step in the analysis of dynamic forces, the steady state forces need to be quantified. Many methods exist for comput-ing the tension distribution along a running belt, however not all models will behave equivalently because the specification of rolling and indentation losses are often difficult to quantify in practice.
Basic methods for calculation belt tensions exist in the DIN Standards [1] and CEMA [2]. The CEMA method has advantages in analysis since idler rolling losses can be used as an input (the Kx factor) however the flexural and indentation losses at the idler interface (the Ky factor) is not always easy to predict. For a dy-namic analysis to properly describe the inertial fluctuations along a belt during the transient phase, the static tensions are a critical precursor to solving the problem.
241240 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 241240 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4

Belt Conveyor Design
Assuming that a static analysis model can provide a sufficient number of input variables
that define the losses, the initial conditions for a dynamic analysis can be set. Inertial fluctuations
on starting or stopping are compounded by the up-hill or downhill parts of the profile, as well as the addi-
tional non-linear wave dispersion affects caused by high belt sag at low tension areas. To make dynamic models tractable, the simplest solution is to ensure that belt sag is controlled to within a few percent. Such a condition can be ensured in the steady state but not always in the dynamic state.
A number of methods and techniques have been published that describe various aspects of dynamic analysis. The realization that starting dynamic effects could be minimized using an “S-curve” velocity history for starting was published as early as 1983 [3]. The solution applied a well known method in the Calculus of Variations to prove that a cycloid-shaped velocity curve will pro-duce smooth belt starting, free of sudden belt element displace-ments that lead to wave propagation. In this way, the dynamic starting problem becomes tractable and a wave-equation model [4] can be applied along with the convolution integral to predict the dynamic response of the starting motion.
Stopping and braking are more complex to analyze since this condition cannot be controlled in most cases. Pow-
ered stopping using a reverse “S-curve” can be ap-plied to smoothly bring a belt to a stop, however
this solution does not cater to power outages. Some aspects of the profile such as valleys
cause potential dynamic problems that can add to the impulse problem due to non-lin-ear effects similar to jamming. A conveyor having a significant material lift compo-nent or high rolling resistance, or both, will stop rapidly. The resulting impulse can be severe.
The impulse can be calculated as if the en-tire belt were inelastic without a distributed
mass, as defined in the 1980s [5]. In this refer-ence, criteria were established to inform the
belt designer when the conveyor would have a high stress condition on stopping. In that work, any
stopping time quicker than 5 wave cycles will present a high-stress problem.
Given that a static tension analysis can be achieved with some reliability, the addition of dynamic forces to the static conditions is still an ongoing part of international research. Many papers discuss alternatives to wave solutions, such as mass-spring mod-els [6] and more recently non-linear mass-spring models [7,8]. In the past, a closed-form wave solution was a convenient way of obtaining the modal oscillations in a belt, but the problem has always been that positional variations in damping and strain are very difficult to treat with mathematically-based solutions.
With modern computers, simulation of the dynamic behaviour of multi-element distributed mass systems can be rapid. Assum-ing a mass-spring model can be formulated to describe a damped belt element, there will be practical advantages over wave mod-els particularly in the way boundary conditions are mathemati-cally treated in areas such as take-ups and multiple drives.
2. HybridBeltFrictionModel
2.1 FrictionEquations
As suggested in the Introduction, running tensions form the ini-tial conditions for a dynamic simulation. To accommodate re-cent developments in low indentation-loss rubber materials, a hybrid friction model [9] is developed to combine the basic me-chanics of motion with new methods utilizing rubber properties. For a hybrid friction model, length segment L has a tension change Fj defined by Eq. (1):
Fj = L · g [R + (BI + BF) + MF,z + V] + Q · v + P + O (1)
with:
V = m• · H __ L
PQ = vb − vl
where:
L length of conveyor [m]
R Rotating resistance of all idlers [kg/m]
g gravitational acceleration, g = 9.81 [m/s2]
BI Belt indentation [kg/m]
BF belt flexure [kg/m]
MF,z Material flexure resistance [kg/m] (z = c or z = r carry and return runs)
m mass to be lifted [kg/m]
H lifting height, H can be negative [m]
PQ force to accelerate material [N]
Q mass flow [kg/s]
vb belt speed [m/s]
vl loading speed [m/s]
P force to rotate all pulleys [N]
O Forces for all other accessories, scrapers and [N] special losses (eg. turnovers)
With respect to each element j, it is:
R(j) = Kta · [ Ks(j) + Az(j) · ( v _ 2 ) b · e −c · T ____ Sz(j)
] where a, b, c are fractions.
BI(j) = d · tanδ · ve ________
g · f(di,z) · [ g · [ Mb + Mm,z(j) ] · Sz(j) ] 1.33
where d, e are fractions, and
tanδ rubber loss (T) = f(v,Sz(j),t) + f(T) as functions.
241240 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 241240 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4

Belt Conveyor Design
t viscoelastic time constant of rubber cover at a [Hz] frequency; t = v/Sz
f(di,z) a function of idler diameter di,z, f(di,z) = k1. di,z + k2 (z = c or z = r carry and return runs)
S idler spacing [m]
A idler drag [kg]
v speed [m/s]
T temperature [°C]
BF(j) = m* · Kta · (Mb + Mm,z) · Sz(j)n
____ L(j)
where m*, n are fractions.
For material on the carrying side it is:
MF(j) = [p + q · v] · [ 1.66 · Sc(j)
___ Sr(j)
] s with:
(0.003 < m < 0.008), (n =3/2), (0.2 < p < 3), (0.02 < q < 0.6), (1 < s < 3) is a real value
2.2 Application
In the above equations, Mb and Mm represent belt and material mass in kilogram per meter, respectively. To determine the driv-ing power Pe and maximum belt tension I1 in relation to slack side tension, a summation of each element of force Fj around the belt results in:
Pe = v · Te = v · (T1 – T2)
excluding the drive efficiency.
One way of demonstrating how a hybrid tension model com-pares with results of other more common methods such as DIN22101 and CEMA is to display an example of the hybrid model output. Conveyor program BeltVS9C is a design program
written in-house that produces graphical solutions for DIN, CEMA, CMod (modified CEMA), ViscoAH and Non-Lin, which are individually resident codes embedded in the single program for belt analysis. Program outputs include profiles, curves and belt tensions for a large variety of inputs such as belt type, rubber type, idler type, material type and drive types. The ”Non-Lin” hybrid model uses the results of tests and measurements over many years, as indicated by the above equations.
Fig. 1 shows the graphical profile of a 16.8 km long belt with a low angle slope. Using the rubber type characteristics for the belt, and the predictive equations for belt and material flexure, the results for the “Non-Lin” model are shown separated on the profile graph.
It is not necessary to show belt tensions around the conveyor profile, since they are somewhat obvious from Fig. 1. However, a display of power as a function of temperature for various model types is instructive. Fig. 2 shows the relationship between power (effective tension) and temperature for the hybrid model in rela-tion to the other models used for comparison. On examination of the analysis for the particular example, one notes that:
a) CEMA and ViscoAH methods over estimate the power by a significant amount. A design based on CEMA would result in large expensive drives and the belt cost would be substantial. The consequence would be a larger than required starting impulse, which would substantially increase starting ten-sions, further impacting pulley loads, splice loads and the development of more severe take-up oscillations.
b) The Non-Lin solution is similar to a DIN solution when the DIN input frictions are set to Fc = 0.01 and Fr = 0.008. In fact, site measurements of this conveyor yields a DIN ff = 0.0075.
c) When empty, a Non-Lin model requires less power than DIN would predict. This finding may explain some unpredictable, almost chaotic low tensions and dynamic slack at the tail un-der certain operating conditions. Low tail-zone tension will cause non-linear dynamic effects that stem from wave dis-persion in this zone of the conveyor.
Fig.1: Profileofalongbeltwithtensionsdeterminedusingthenon-linearhybridmodel.
Fig.2: Comparisonofpowerconsumptionofa5 %slopeconveyor,usingvariousmodels,includingCEMA,DINandnon-lin.
243242 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 243242 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4

Belt Conveyor Design
Some of the computed variables related to Non-Lin are shown in the right window of Fig. 2. Specifically, computed values of BI, BF, MF and idler drag Az are shown, together with the known DIN factors used as an input to show the similarity between Non-Lin graphs and field results.
3. DynamicSimulation
One way of conducting a transient analysis is to superimpose transient wave model solutions on the static tension analysis [10], treating a belt as a continuum. Applying the superposition principle to add modal vibrations to static conditions during transient phases can be mathematically problematical when there is a mismatch of wave velocities near zero of the impulse function. Wave energy that remains active after the belt mass comes to rest during starting or stopping has to be properly treated otherwise the predicted belt dynamic force histories may be incorrectly modeled.
On the other hand, finite element models used to simulate the dynamic motion of a belt require the addition of boundary conditions that have to be tracked and maintained throughout the calculations. Cumulative errors in velocities or displace-ments at element boundaries can result in erroneous dynamic solutions.
Continuous simulation during the entire process of starting and stopping uses numerical integration with a small time step. The modeling presented here uses time steps of between 0.001 s to 0.01 s. In the past, slower computers meant that longer time steps were required so that modeling time was manageable. In that situation, well known 5th–order Runge-Kutta approxima-tions were devised to reduce “look-forward” error in the simu-lated displacements and velocities.
Modern computers are now significantly faster and higher preci-sion processors reduce computational truncation. In effect, these combinations of technological development enable much small-er time steps in numerical integration, reducing the need for er-ror correction. Simpler and faster Euler-type numerical integra-tors now work as well, if not better, than approximating methods of the past.
3.1 ElementalForces
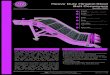
Euler-X is the term used to define an integration engine devel-oped for the purpose of high-speed simulation of the entire starting and stopping process of a conveyor belt. To begin, Fig. 3 shows a typical element of the simulation, in which body and external forces are accommodated.
Long belts can be divided into “j” distributed mass-elastic seg-ments, where j > 6. Each segment “j” is defined in terms of its mechanical characteristics such as mass Mj, positional depend-ent non-linear stiffness Kj connecting elements relative to posi-tion Uj, body forces Wj, external time-dependent forces Fj(t) ap-plied to mass Mj, velocity damping Cj between masses and rolling force Rj for each mass, with:
Rj = f(R(j), BI(j), BF(j), MF(j))
Each element of a belt loop is analyzed by summing the inertial, body, restoring, damping and externally imposed forces. The so-lution contains a diagonal mass matrix [M], non-linear stiffness and damping matrices [K] and [C] respectively, as well as a col-umn matrix array for external and body forces [F + W + R]. Col-umn arrays for all elements of the problem include the accelera-tion [a], velocity [V] and displacement [U]. Note that the accel-eration for each element is aj = Üj.
Two approaches are available to simulate belt running with in-cluded dynamic oscillations of all elements. In a relative motion solution, a driving force Fj(t) is applied to one of the masses in the F matrix (the drive):
[M] [a] + [C] [V] + [K] [U] = [F + W + R] (2)
Alternatively, the belt loop motion can be simulated using a moving support where applied motion is independent of the ele-ment motion (wave action). Support displacement (of selected masses) is defined by a new array [𝛙]. Derivatives of [𝛙] form the support velocity array [𝛟]. Absolute element motion is the re-sult:
[M] [a] + [C] [V] + [K] [U] = [C] [𝛟] + [K] [𝛙] + [W + R] (3)
3.2 SimulatingtheDynamicMotion
To simulate the motion of each element j along a belt by the relative motion method, Eq. (2) is used. Each element’s displace-ment Uj and velocity Vj is computed in a program loop by incre-menting variable s:
f(Uj(s)) = 2 Uj(s) – Uj-1(s) – Uj+1(s) (4a)
f(Vj(s)) = 2 Vj(s) – Vj-1(s) – Vj+1(s) (4b)
aj(s) = Wj + Rj – Kj f(Uj(s)) – Cj f(Vj(s)) + Fj(t)
_________________________ Mj (4c)
Vj(s + h/ts) = Vj(s) + aj(s) ts : Uj(s + h __ ts ) = Uj(s) + Vj(s) ts (4d)
Initial conditions on U(s) and V(s) are required before aj is calcu-lated. Each calculation is separated by a unit time step ts with a perturbation h (a variable). When Eq. (3) is used, support dis-placement ψ(t) in the [𝛙] array is required. For a linear velocity ramp or constant acceleration on starting and stopping, the function takes the form ψ(t) = f(a·t, b·t2), a and b are constants. Each element may have different mass, stiffness and damping
Fig.3: Modelofasimulationelementj.
243242 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 243242 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4

Belt Conveyor Design
values. When stiffness is auto-adjusted to accommodate small changes in element sag length over a fixed span, wave dispersion may result as noted elsewhere [8]. A wavelength change in low tension elements may occur when belt sag exceeds about 3 %, caused by a locally lower Kj value.
3.3 ExampleResults
Simulation of a 12 element belt model is shown in Fig. 4, which emulates the complete dynamics, running resistance and body forces in a single “click” operation of the belt program. Fig. 4 is shown to demonstrate the method rather than the details of the belt. Using 8 elements per strand produces frequencies and wave propagation delays without the need to input separate wave speed calculations [11].
Suffice to say that the simulation is for a fabric-type belt with a 1 km length and an initial slope of 8 degrees for half the length, and a reduced slope to the tail where a gravity take-up exists. For this design, normalized carry mass elements are approxi-mately 8 times larger as the return mass elements, and the stiff-
ness-to-mass ratio is normalized to the belt stiffness. Normali-zations result in computed values that are scalable to actual values after the simulation is completed. On the graph, the highest tensions represent T1, and the lowest tensions occur at the tail. The group of tensions between extremities represent the T2 and return tensions. Only 8 traces are shown to simplify presentation.
From Fig. 4, the reader will observe some particular characteris-tics of the design, such as slight run-back at the tail area on initial starting, and a starting velocity surge on starting. The take-up has been set to ensure that low tensions do not occur at the tail. Belt tensions start and end at their stopped (steady-state) values. Potentially problematical conditions can be reviewed, allowing modifications to be easily re-simulated.
Fig. 5 shows a simulation of stopping a downhill steel cord belt. Details of the belt and masses are not essential since the intent is to show result of simulation. For example, on power off, the belt is initially regenerative, followed by a 20 s brake force to stop the mass. This type of modeling is used to size brakes and ensure that low tensions do not occur at the discharge (head) of the down-hill conveyor.
4. Conclusions
Transient behaviour in conveyor belts is often the cause of belt failure. Transient analysis during starting and stopping is most realistic when the actual static background tensions are well de-fined. The problem with many belt tension calculation methods, such as CEMA, is that an over estimate of belt running tension is likely. As a result, larger equipment is specified which in turn may negatively affect dynamic belt forces.
In many other situations, running tension models generally will not predict low-tension operation with reliability, since the mod-els themselves do not treat issues such as sag gradients along a belt line. The hybrid model used in the paper discusses the mechanisms behind non-linear models for predicting running friction, and in some cases the belt tension predicted by the hy-brid method is lower than would be the case with other models. When low tensions occur at a particular part of a conveyor, even though standard friction models do not predict such conditions, actual transient behaviour can be problematical if unsuspected in a design. In addition, any wave action that disperses in low tension zones further complicates the stability of the belt.
With some effort, transient simulation using a modified Euler al-gorithm produces a fast convergent solution for a multi-element belt. Any error in defining the mechanical equations of motion will cause simulation crash: the simulation is very sensitive to the mathematical precision of the model. Each belt segment allows the addition of non-linear influences caused by low belt tension and wave dispersion. When a complete dynamic simulation is con-ducted in a single sweep, as shown in Fig. 4, all tension and velocity curves are produced that contain both the static and dynamic so-lutions. By this approach, superposition methods of solutions are not required, reducing the chance of incorrectly adding wave solu-tions to the static conditions. Furthermore, non-linear effects can-not generally be mathematically determined in a closed-form ana-lytical wave equation solution, and so a simulation that handles these effects is superior for design evaluation. n
Fig.4: Examplesimulation,showingacompletestartandstopsequenceforaunitlength,lightlyloaded1kmelasticbelt.
Fig.5: Expandedviewofdynamicoscillationsonstopping,brakeddownhillbelt.
245244 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 245244 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4

Belt Conveyor Design
References
[1] DIN 22101: Stetigförderer - Gurtförderer für Schüttgüter (Continuous Conveyors - Belt Conveyors for Bulk Materials; in German). Deutsches Institut für Normung, August (2002).
[2] Conveyor Equipment Manufacture’s Association: Belt Conveyors for Bulk Materials. Ed. 6, (2005).
[3] Harrison, A.: Criteria for Minimizing Transient Stress in Conveyor Belts. Trans. Inst. Eng. Aust. Vol. ME8: pp. 129-34, (1983) and Beltcon 2, South Africa (1983).
[4] Harrison, A., Hayes, J.W. and Roberts, A.W.: The Feasibil-ity of High-speed Narrow Belt Conveyors for Bulk Solids Handling. Transactions. Inst. Eng. Aust. Vol. ME7, pp. 190-200, (1982).
[5] Funke, H.: Zum Dynamischen Verhalten von Förderban-danlagen beim Anfahren und Stillsetzen (About the Dy-namic Behaviour of Belt Conveyor Systems during Starting and Stopping; in German). TU Hannover, Dissertation (1973).
[6] Nordel, L.K. and Ciozda, Z.P.: Transient Belt Stresses dur-ing Starting and Stopping: Elastic Response Simulated by Finite Element Methods. bulk solids handling, Vol. 4 (1984) No. 1, p. 93-98.
[7] Beavers, D., Morrison, D. and Rea, D.: Non-Linear Model for Dynamic Analysis of Conveyors. 9th ICBMH 2007, New-castle, Australia, Oct. 9 - 11 (2007).
[8] Li, G.: Belt Conveyor Dynamic Behaviour and Associated Problems. bulk solids handling, Vol. 23 (2003) No. 5, pp. 322-327.
[9] Harrison, A.: A Comparison of Friction Models for Con-veyor Design. 9th Int. Conf. on Bulk Material Handling. Oct. 9-11, Newcastle NSW Australia (2007).
Dr. A. Harrison, USA
Dr. Alex Harrison, CPEng, FIEAust., has a BA(Hons) in Mathematics and Physics (Maqu), a BEng in Electrical Egineering and a PhD in Mechanical Engineering from Newcastle Univer-sity Australia in 1984, on the subject of conveyor dy-namic analysis. Formerly Professor of Mechanical Engi-neering and the Merz-Tunra Chair in Bulk Solids Han-dling and Conveying at Newcastle, NSW, Australia. Pres-ently, the author consults widely to the international mining industry, and manages computer-based remote non-destructive testing of belts form international loca-tions. He is the president of Scientific Solutions, Inc. and Manager of Conveyor Technologies Ltd., a subsidiary of Scientific Solutions Inc. Dr. Harrison has published over 100 papers on conveyor related topics and is an Edito-rial Advisory Member on Bulk Solids Handling.
Contact: Scientific Solutions, Inc. 200 Chambers Road, Bldg. J., Aurora, CO 80011, USA Tel.: +1 303 344 9024 Fax: +1 303 344 9102 E-Mail: [email protected]
About the Author
[10] Harrison, A. and Roberts, A.W.: Future Design of Belt Conveyors using Dynamic Analysis. Proc. Transport. Conf. I.E.(Aust), Perth, Oct. 30 - Nov. 1, pp. 47-51, (1984).
[11] Harrison, A.: Stress Front Velocity in Elastomer Belts with Bonded Steel Cable Reinforcement. bulk solids handling, Vol. 6 (1986) No. 1, pp. 27-31.
245244 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4 245244 bulk solids handling · Vol. 28 · 2008 · No. 4 bulk solids handling · Vol. 28 · 2008 · No. 4