Embed Size (px)
Citation preview
NRF-131-PEMEX-2013
COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
REVISIÓN: 0
25 de junio de 2013 SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS PAGINA 1 DE 64
COMPRESORES CENTRÍFUGOS (Esta Norma de Referencia cancela y sustituye a la NRF-131-PEMEX-2007 del 4 de
Septiembre de 2007 y a las Especificaciones ESP-A-1100 Turbocompresor a Gas (sección compresor centrífugo) y P.2.0333.01 Compresores centrífugos).
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 2 DE 64
Esta Norma de Referencia se aprobó en el Comité de Normalización de
Petróleos Mexicanos y Organismos Subsidiarios en la sesión ordinaria 92, celebrada el 4 de abril de 2012.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 3 DE 64
CONTENIDO CAPÍTULO PÁGINA
0. INTRODUCCIÓN ........................................................................................................................................ 4
1. OBJETIVO. ................................................................................................................................................. 4
2. ALCANCE. ................................................................................................................................................. 5
3. CAMPO DE APLICACIÓN ......................................................................................................................... 5
4. ACTUALIZACIÓN ...................................................................................................................................... 5
5. REFERENCIAS .......................................................................................................................................... 5
6. DEFINICIONES. ......................................................................................................................................... 8
7. ABREVIATURAS. ...................................................................................................................................... 9
8. REQUERIMIENTOS ................................................................................................................................... 9
8.1 Diseño ........................................................................................................................................................ 9
8.2 Materiales ................................................................................................................................................ 27
8.3 Fabricación .............................................................................................................................................. 29
8.4 Inspección y Pruebas ............................................................................................................................. 29
8.5 Embalaje, Transportación y Almacenaje .............................................................................................. 34
8.6 Documentación Requerida. ................................................................................................................... 35
9. RESPONSABILIDADES. ......................................................................................................................... 38
10. CONCORDANCIA CON NORMAS MEXICANAS Ó INTERNACIONALES. .......................................... 39
11. BIBLIOGRAFÍA. ....................................................................................................................................... 41
12. ANEXOS. .................................................................................................................................................. 43
12.1 Contenido de las Hojas de Datos / Hojas de Especificación (HD/HE) ............................................... 43
12.1.2 Formato de las HD/HE. ........................................................................................................................... 43
12.2 Lista de Partes de Repuesto .................................................................................................................. 57
12.3 Lista de Verificación del Inspector. ...................................................................................................... 58
12.4 Requerimientos de datos y Dibujos del Vendedor (RDDV): ............................................................... 61
12.5 Requisitos que debe cumplir un documento “equivalente” .............................................................. 63
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 4 DE 64
0. INTRODUCCIÓN
Dentro de las principales actividades que se desarrollan en Petróleos Mexicanos y sus Organismos Subsidiarios, se encuentra el diseño, construcción, operación y mantenimiento de las instalaciones para la extracción, recolección, almacenamiento, medición, transporte y procesamiento de hidrocarburos, así como la adquisición de materiales y equipos requeridos, que conllevan a cumplir con eficacia, eficiencia, calidad y seguridad los objetivos de la empresa.
Para lograr lo anterior dentro de los retos que diariamente enfrenta Petróleos Mexicanos, es necesario el contar con documentos Técnicos Normativos actualizados, que cumplan sus requerimientos.
Por tal razón, se emite esta norma con el objeto de que se utilice para especificar los materiales, el diseño y los requisitos técnicos que deben cumplir los compresores centrífugos que sean adquiridos por Petróleos Mexicanos y Organismos Subsidiarios.
Esta Norma de Referencia ha sido elaborada de acuerdo a las reglas de operación del CNPMOS, con la participación de:
PEMEX-Exploración y Producción.
PEMEX-Gas y Petroquímica Básica.
PEMEX-Refinación.
PEMEX-Petroquímica.
Petróleos Mexicanos.
Instituto Mexicano del Petróleo.
Ica Fluor
Ingersoll Rand
Jacobs Engineering de México S.A. C.V.
Swecomex
Elliott
General Electric
Solar Turbines
Este documento normativo se realizó en atención y cumplimiento a la Ley Federal sobre Metrología y Normalización, su Reglamento, la Ley de Petróleos Mexicanos, su reglamento, sus disposiciones y el Estatuto Orgánico de PEMEX; la que se debe actualizar y revisar al menos cada 5 años o antes, tomando como base las observaciones y comentarios que se deriven de su aplicación en Petróleos Mexicanos y Organismos Subsidiarios.
1. OBJETIVO.
Establecer los requisitos que se deben cumplir para la adquisición de los compresores centrífugos a utilizarse por Petróleos Mexicanos y sus Organismos Subsidiarios.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 5 DE 64
2. ALCANCE.
Esta Norma de Referencia establece los requerimientos técnicos y documentales para compresores centrífugos de rotor e impulsores montados entre chumaceras para aire o gases de proceso incluyendo sus sistemas de lubricación, de sellos, controles y equipo auxiliar.
Esta norma no es aplicable para:
a) Paquetes de compresión centrífugos con engrane integrado
b) Compresores de aire para servicios generales o instrumentos alcance de NRF-275-PEMEX-2011.
c) Sopladores.
Esta norma adopta la norma ISO 10439:2002 con excepción de los numerales que se indican en el Capítulo 10.
Esta norma de Referencia cancela y sustituye a la NRF-131-PEMEX-2007 del 4 de Septiembre de 2007 y las Especificaciones Técnicas ESP-A-1100 Turbocompresor a Gas (sección Compresor centrífugo) y P.2.0333.01 Compresores centrífugos.
3. CAMPO DE APLICACIÓN
Esta norma de referencia es de aplicación general y observancia obligatoria en la adquisición parcial o completa de compresores centrífugos alcance de la misma, que se lleven a cabo en los centros de trabajo de Petróleos Mexicanos y Organismos Subsidiarios, por lo que se debe incluir en los procedimientos de contratación: licitación pública, invitación a cuando menos tres personas, o adjudicación directa, como parte de los requisitos que debe cumplir el Proveedor, Contratista o Licitante.
4. ACTUALIZACIÓN
La revisión y actualización de la NRF debe ser dentro de los cinco años siguientes a su publicación de declaratoria de vigencia publicada en el Diario Oficial de la Federación, debiendo notificar a la Comisión Nacional de Normalización, la revisión o actualización, de no hacerse se ordenaría su cancelación.
Las observaciones y comentarios a esta Norma de Referencia se deben enviar al Comité de Normalización de Petróleos Mexicanos y Organismos en el formato CNPMOS-A-001 para analizar su procedencia y responder oficialmente a los mismos.
Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios Avenida Marina Nacional 329, Piso 35, Torre Ejecutiva Petróleos Mexicanos, C.P. 11311, México, D.F. Teléfono:(55)19 44 97 93 ó (55)19 44 25 00 Ext. 54781, Correo electrónico: [email protected].
5. REFERENCIAS
5.1 NOM-001-SEDE-2005 Instalaciones eléctricas (utilización).
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 6 DE 64
5.2 NOM-008-SCFI-2002 Sistema general de unidades de medida. Modificada 2009-11-24.
5.3 NOM-018-STPS-2000 Sistema para la identificación y comunicación de peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo.
5.4 ISO 261:1998 ISO General Purpose Metric Screw Threads / General Plan Second Edition (Cuerdas métricas de tornillos para propósito general – Plan general-Segunda Edición-1998).
5.5 ISO 262:1998 ISO General Purpose Metric Screw Threads / Selected Sizes for Screws, Bolts and Nuts Second Edition).(Cuerdas métricas de tornillos para propósito general – Tamaños seleccionados para tornillos, pernos y tuercas – Segunda Edición – 1998)
5.6 ISO 724:1993 ISO General/Purpose Metric ScrewThreads / Basic Dimensions Second Edition (Cuerdas métricas de tornillos para propósito general – Dimensiones básicas – Segunda Edición – 1993).
5.7 ISO 965-1:1998 con ISO-965-1: 1998/CORR1:2009 ISO General Purpose Metric Screw Threads – Tolerances–Part 1: Principles and Basic Data-Third Edition TECHNICALCORRIGENDUM 1(Cuerdas métricas de tornillos para propósito general – Tolerancias – Parte 1: Principios y datos básicos – Tercera Edición-Corrección Técnica).
5.8 ISO 3864-1:2011 / ISO 3864-2:2004 / ISO 3864-3:2012 / ISO 3864-4:2011 Graphical symbols - Safety colours and safety signs (Símbolos gráficos-Colores y señales de seguridad).
5.9 ISO 5389:2005 Turbocompressors – Performance Test Code. Second Edition (Turbocompresores – Código de prueba de funcionamiento. Segunda Edición).
5.10 ISO 7005-1:2011 Pipe flanges – Part 1: Steel flanges for industrial and general service piping systems, Second Edition. . (Bridas de tubería. Parte 1: Bridas de acero para sistemas de tubería para servicio industrial y general, Segunda Edición).
5.11 ISO 9001:2008 /Cor.1:2009 Quality management systems – Requirements-Corrigendum 1 (Sistemas gestión de calidad – Requerimientos-Corrección 1).
5.13 ISO 9712:2005 Non-destructive testing – Qualification and certification of personnel. (Pruebas no destructivas – Calificación y certificación de personal).
5.14 ISO 10438:2007 Petroleum, petrochemical and natural gas industries – Lubrication, shaft sealing and control oil systems and auxiliaries (All parts), Second Edition. (Industrias del Petróleo, petroquímica y de gas natural – Sistemas de lubricación, sellos en flechas y de aceite de control y auxiliares). Todas las partes, Segunda Edición.
5.15 ISO 10439:2002 Petroleum, chemical and gas service industries- Centrifugal Compressors. (Industria del Petróleo, química y servicio de gas – Compresores centrífugos).
5.16 ISO 10441:2007 Petroleum, petrochemical and natural gas industries – Flexible couplings for mechanical power transmission – Special purpose applications. 2da. Edición. (Industrias del petróleo, petroquímica y de gas natural –coples flexibles para transmisión de potencia mecánica – Aplicaciones de propósito especial – segunda edición).
5.17 ISO 15156 – 1:2009 Petroleum and natural gas industries — Materials for use in H2S-containing environments in oil and gas production — Part 1: General principles for selection of cracking-resistant materials - Second Edition (Industria del petróleo y gas natural - Materiales para usar en ambientes con contenido de
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 7 DE 64
acido sulfhídrico en la producción de petróleo y gas – Parte 1: Principios generales para la selección de materiales resistentes a la fractura– segunda edición).
5.18 ISO 15156 – 2:2009 Petroleum and natural gas industries — Materials for use in H2S -containing environments in oil and gas production — Part 2: Cracking-resistant carbon and low-alloy steels, and the use of cast irons - Second Edition. (Industria del petróleo, y gas natural - Materiales para usar en ambientes con contenido de acido sulfhídrico en la producción de petróleo y gas – Parte 2: Aceros al Carbono y de baja aleación resistentes a la fractura, y el uso de hierro fundido – segunda edición).
5.19 ISO 15156 – 3:2009 Petroleum and natural gas industries — Materials for use in H2S -containing environments in oil and gas production — Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys - Second Edition. (Industria del petróleo y gas natural - Materiales para usar en ambientes con contenido de acido sulfhídrico en la producción de petróleo y gas – Parte 3: Resistente a la fractura y otras aleaciones (aleaciones resistentes a la corrosión) – segunda edición).
5.20 NRF-009-PEMEX-2012 Identificación de Instalaciones fijas.
5.21 NRF-020-PEMEX-2012 Calificación y certificación de soldadores y soldadura.
5.22 NRF-027-PEMEX-2009 Espárragos y tornillos de acero de aleación y acero inoxidable para servicios de alta y baja temperatura.
5.23 NRF-028-PEMEX-2010 Diseño y construcción de recipientes a presión.
5.24 NRF-032-PEMEX-2012 Sistemas de tubería en plantas industriales - Diseño y especificaciones de materiales.
5.25 NRF-036-PEMEX-2010. Clasificación de áreas peligrosas y selección de equipo eléctrico.
5.26 NRF-048-PEMEX-2007. Diseño de instalaciones eléctricas.
5.27 NRF-049-PEMEX-2009 Inspección y supervisión de arrendamientos y servicios de bienes muebles.
5.28 NRF-053-PEMEX-2006 Sistemas de protección anticorrosiva a base de recubrimientos para instalaciones superficiales.
5.29 NRF-095-PEMEX-2013. Motores eléctricos.
5.30 NRF-100-PEMEX-2009. Turbinas de gas para accionamiento de equipo mecánico en instalaciones costa afuera.
5.31 NRF-111-PEMEX-2012 Equipos de medición y servicios de metrología.
5.32 NRF-170-PEMEX-2008 Turbinas de vapor para servicio especial.
5.33 NRF-265-PEMEX-2011 Sistema de control y protecciones de compresores centrífugos.
5.34 NRF-281-PEMEX-2012 Protección anticorrosiva a base de galvanizado por inmersión en caliente.
5.35 NMX-CC-9001-IMNC-2008. Sistemas de gestión de la calidad-requisitos.
5.36 NMX-EC-17020-IMNC-2000 Criterios generales para la operación de varios tipos de unidades que desarrollan la verificación.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 8 DE 64
5.37 NMX-J-300-ANCE-2004 Conductores – Cables control con aislamiento termoplástico o termo fijo, para tensiones de 600 V y 1 000 V, y temperatura de operación máximas en el conductor de 75 °C y 90 °C Especificaciones.
5.38 NMX-J-486-ANCE-2005 Conductores – Cables control y multiconductores de energía para baja tensión, no propagadores de incendio, de baja emisión de humos y sin contenido de halógenos 600 V 90 °C Especificaciones.
6. DEFINICIONES.
Para los efectos de esta norma de referencia, aplican las definiciones indicadas en el capítulo 3 de la ISO 10439:2002, además de las siguientes:
6.1 Atestiguado: Una inspección o una prueba donde se le notifica a PEMEX el programa bajo el cual se llevan a cabo y éstas se realizan solo hasta que PEMEX o su representante estén presentes.
6.2 Certificado: Documento emitido por un Organismo de certificación por el cual asegura que un producto, proceso, sistema o servicio se ajusta a las normas o lineamientos o recomendaciones de organismos nacionales o internacionales de normalización, en términos de la LFMN.
6.3 Condiciones estándar:
Presión: 1.033 Kg/cm2 absolutos
Temperatura 0°C
Humedad 0%
6.4 Equivalente: Como se estable en el Anexo 12.5, de esta Norma de Referencia.
6.5 Factor de compresibilidad (Z): Es un factor adimensional que corrige el comportamiento de gas ideal al del gas real, en cuanto a su compresibilidad.
6.6 Hoja de Datos / Hoja de Especificación: Es el formato en el cual se especifican una o varias condiciones de operación del equipo, alcance de suministro, así como otras características de diseño y construcción, que debe cumplir el equipo.
6.7 Inestabilidad “surge”: Es la capacidad bajo la cual la operación del compresor se torna fluctuante o inconsistente. Esto ocurre cuando el flujo se reduce y la contrapresión excede la presión desarrollada por el compresor, lo cual resulta en la interrupción del flujo.
6.8 Limite de choque “Stonewall”: Es el flujo máximo que una etapa puede manejar. A partir de ahí ocurre una caída drástica de presión.
6.9 Observado. Inspección o prueba donde se le notifica a PEMEX el programa bajo el cual se llevan a cabo y éstas se realizan según lo programado sin importar si PEMEX o su representante no están presentes.
6.10 Operación normal: Es el funcionamiento del compresor dentro de las variaciones previstas a las condiciones de operación, capacidad y eficiencia especificadas en las HD/HE y garantizadas por el Proveedor o Contratista.
6.11 Proveedor o Contratista: La persona que celebra con PEMEX contratos en cuyo alcance se incluye
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 9 DE 64
el suministro de los compresores centrífugos, y todos sus servicios y accesorios, y es responsable de hacer cumplir todas las obligaciones del fabricante.
6.12 Reporte de Pruebas de Materiales (RPM) [“Certified Material Test Report - CMTR” ó “Material Test Report - MTR”]: Registro de los resultados obtenidos de composición química, propiedades mecánicas y otros requerimientos solicitados por la Norma o Especificación de producción del material o producto, así como de los requerimientos suplementarios solicitados por el comprador, emitido por el fabricante del material o producto, con nombre y firma del responsable de calidad o representante legal, que avala que el reporte reproduce los resultados de los informes de resultados de pruebas, emitidos por el correspondiente Laboratorio acreditado en términos de la LFMN y que cumplen con los requerimientos de la Norma o Especificación, así como con los requerimientos suplementarios solicitados por el comprador.
6.13 Servicio continuo: Es la operación en condiciones normales, sin interrupción alguna, del compresor y equipo auxiliar a plena carga.
6.14 Velocidad crítica: Es toda velocidad de rotación que tiene la misma frecuencia que alguna frecuencia natural del sistema rotor-chumacera.
7. ABREVIATURAS.
dB (A) Decibeles en la escala de ponderación (A).
HD/HE Hojas de datos/Hojas de especificación.
LFMN Ley Federal de Metrología y Normalización y su Reglamento.
man Manométrica
PEMEX Petróleos Mexicanos y Organismos Subsidiarios.
PLC Programmable Logical Controller (Controlador Lógico Programable).
RPM Reporte de Pruebas de Materiales.
RTD Resistance Temperature Detector (Sensor de temperatura con principio de operación a base de
resistencia.
RDDV Requerimientos de datos y dibujos del Vendedor (“VDDR” por sus siglas en ingles “Vendor Drawing
and Data Requirements”)
SCPCC Sistemas de Control y Protecciones de Compresores Centrífugos.
Para las abreviaturas de las unidades y medidas, se debe cumplir con la NOM-008-SCFI-2002.
8. REQUERIMIENTOS
8.1 Diseño
8.1.1 Generalidades
8.1.1.1 Todos los Compresores centrífugos alcance de esta NRF incluyendo sus sistemas auxiliares deben cumplir con los requerimientos de esta Norma de Referencia, las correspondientes HD/HE e ISO 10439:2002.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 10 DE 64
8.1.1.2 El compresor y el equipo auxiliar, se deben diseñar y construir para una vida útil de 20 años y de al menos 5 años de servicio continuo considerando las inspecciones y mantenimientos establecidos en el manual del compresor sin paro del equipo.
8.1.1.3 El Fabricante del compresor es el responsable del compresor, accionador y de todos los sistemas y equipos auxiliares, integrados como un solo equipo alcance del contrato si no se especifica otra cosa en las correspondientes HD/HE.
8.1.1.4 El Fabricante del compresor debe hacer los análisis de vibración lateral y determinar las velocidades críticas del compresor; así como revisar el desbalanceo residual y realizar el análisis torsional de todo el tren cuando aplique. El fabricante del compresor debe realizar las modificaciones requeridas como resultado de los análisis y revisión citados, como parte de su alcance y responsabilidades.
8.1.1.5 El Proveedor o Contratista debe suministrar el equipo para cumplir con todas las condiciones de operación especificadas por PEMEX en las HD/HE.
8.1.1.6 El sistema de agua de enfriamiento del compresor se debe diseñar para los valores que se especifican en las HD/HE. Cuando no se especifiquen en las HD/HE, el sistema se debe diseñar con los valores de la Tabla 1 de la ISO 10439:2002, incluyendo una Presión Máxima Permitida de Trabajo (PMPT) de 7.0 Kg/cm2 man (100 psig) y una Presión de prueba hidrostática, ≥ 1.5 veces la Presión Máxima Permitida de Trabajo: 10.55 Kg/cm2 man (150 psig).
8.1.1.7 El Compresor y sistemas del equipo se deben poder ventear y drenar completamente. Los drenajes de la carcasa se deben extender hasta el límite de la placa base y terminar en una válvula bridada.
8.1.1.8 La curva característica “Carga-Capacidad” se debe incrementar continuamente desde el punto nominal hasta el punto de inestabilidad “surge” esperado.
8.1.1.9 El compresor, sin que actúe el sistema de recirculación debe poder operar de forma continúa a cualquier capacidad por arriba del 10 por ciento del punto de inestabilidad “surge” esperado; lo que se debe indicar en la curva de operación del compresor. Si algún punto de operación especificado en las HD/HE requiere recirculación, ésta debe ser aprobada por PEMEX.
La curva debe indicar la línea de “surge”, la línea de control de “surge” y la zona del “stonewall”.
8.1.1.10 El compresor, el accionador, todos los sistemas y equipo auxiliar deben operar en las condiciones ambientales del centro de trabajo; con las temperaturas máximas y mínimas, humedad, ambiente corrosivas o contaminante, registradas en el último quinquenio, a menos que PEMEX especifique en las HD/HE condiciones más severas.
8.1.1.11 El nivel de ruido máximo de los compresores, debe ser de 85 dB(A) medidos a 1.5 m de distancia. El Proveedor o Contratista debe suministrar los valores máximos esperados de nivel de presión y nivel de potencia sonora en bandas de octava, además debe indicar las medidas especiales de control de ruido que sean necesarias para cumplir con el nivel especificado.
8.1.1.12 Los compresores para manejo de gases que puedan formar polímeros o que contengan contaminantes que puedan crear depósitos en los impulsores ocasionando obstrucción o desbalanceo, se deben suministrar con una conexión ciega en la carcasa, para una boquilla de inyección de líquido (rocío), o cuando PEMEX lo especifique en las HD/HE. Para el caso el Fabricante del compresor debe especificar y entregar el cálculo del efecto de la inyección en el comportamiento del compresor en esta condición.
8.1.1.13 El Proveedor o Contratista debe entregar a PEMEX el equipo completo (compresor, accionador, base con tornillos horizontales de alineamiento, sistemas de enfriamiento o lubricación, cople completo con guardacople, equipo auxiliar, tubería auxiliar y todos los dispositivos requeridos) para la operación eficiente y
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 11 DE 64
segura del compresor, si PEMEX no especifica otra cosa en las HD/HE, el compresor y accionador deben estar contenidos y dentro de la base del compresor.
8.1.1.14 El Proveedor o Contratista debe suministrar las partes de repuesto para pruebas, arranque, y dos años de operación continua, recomendadas por ellos y las solicitadas por PEMEX, para el equipo principal y los sistemas y equipo auxiliar, como se especifique en las HD/HE o Contrato. Las partes de repuesto suministradas deben cumplir con los requisitos de esta norma.
8.1.1.15 A menos que PEMEX especifique otra cosa, para cada compresor centrífugo sin relevo debe suministrarse un rotor de repuesto; si existen dos o más compresores idénticos operando en paralelo, con un rotor de repuesto es suficiente.
8.1.1.16 Los motores eléctricos, y sus componentes eléctricos se deben suministrar aprobados para instalarse en la clasificación de área indicada por PEMEX en las HD/HE conforme lo establece la NRF-036-PEMEX-2010. La instalación debe cumplir con la NOM-001-SEDE-2005 y la NRF-048-PEMEX-2007.
8.1.1.17 Cuando en las HD/HE de los compresores se especifique un arranque de la unidad con aire u otro gas diferente al del proceso, el fabricante del compresor debe especificar las características de operación y la curva de comportamiento para esta condición, así como indicarle a PEMEX cualquier precaución requerida para el arranque.
8.1.1.18 El fabricante debe realizar el cálculo de la relación de calores específicos (factor “K”), factor de compresibilidad “Z” y obtener los datos de los valores de eficiencia politrópica para cada compresor, los que deben corresponder al análisis del gas especificado en las HD/HE.
8.1.1.19 El arreglo del equipo (compresor, accionador y sistemas auxiliares), arreglo de Tuberías y análisis de flexibilidad de tuberías, deben ser elaborados por el Proveedor o Contratista y entregados al fabricante del compresor para su revisión y aprobación. El arreglo del equipo y tuberías debe cumplir con las dimensiones necesarias para acceso seguro, operación y mantenimiento.
8.1.1.20 El arreglo del equipo y arreglo de tuberías no debe afectar el funcionamiento del equipo una vez instalado.El fabricante del compresor debe elaborar y entregar a PEMEX los requerimientos de cimentación y en su caso revisar y validar la ingeniería de la cimentación. Durante la instalación el fabricante debe:
a) Revisar el funcionamiento de la tubería separando las bridas (desembridando).
b) Revisar el alineamiento a la temperatura de operación.
c) Estar presente durante la revisión del alineamiento inicial.
8.1.1.21 El compresor, el accionador y en su caso caja de engranes o variador de velocidad del tren se deben montar en una base común (“base plate”) construida de una sola pieza. Excepcionalmente por la aplicación o por motivo de restricciones en el transporte y previa aprobación de PEMEX, la fabricación de la base puede ser en secciones, estas deben tener superficies empalmadas o acopladas, maquinadas y unidas con pernos que aseguren un ensamble exacto en el sitio. Se deben suministrar el número necesario de blancos ópticos para registrar y repetir su nivelación en campo.
8.1.1.22 Todas las partes en movimiento expuestas deben contar con guardas antichispas para protección al personal.
8.1.1.23 Las curvas de comportamiento deben prever las condiciones de operación del gas durante el arranque y en las condiciones de operación normal.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 12 DE 64
8.1.1.24 El diseño de los componentes sujetos a presión debe cumplir con el código ASME Secc. VIII Div. 1:2010 o equivalente y los recipientes a presión deben cumplir con la NRF-028-PEMEX-2010.
8.1.1.25 El arreglo del equipo, las tuberías y componentes de tuberías que forman parte del paquete del compresor, deben cumplir con la NRF-032-PEMEX-2012.
8.1.1.26 El montaje y la instalación del compresor debe cumplir con las recomendaciones del API RP 686:2009 o equivalente.
8.1.1.27 En instalaciones con mezanine, (con el compresor en la parte superior y los servicios auxiliares en la parte inferior), las conexiones de succión y descarga se deben localizar en la parte inferior del compresor a menos que se indique un arreglo diferente por PEMEX.
8.1.1.28 El compresor, tuberías y todo componente sujeto a presión o en contacto con el fluido se debe diseñar y seleccionar para la Temperatura Mínima de Diseño del Metal (TMDM), la que no debe ser más caliente que las siguientes entre otras:
a) La temperatura ambiente más baja registrada en el último decenio en el centro de trabajo donde se instala el compresor,
b) La más baja temperatura del gas a las correspondientes presiones en todo el intervalo de operación del compresor,
c) La temperatura del gas más baja que pueda alcanzar en caso de una perdida súbita de presión como el caso de la apertura de la(s) válvulas de relevo de presión, o tales como auto-refrigeración a presión reducida.
8.1.2 Carcasa.
8.1.2.1 La carcasa se debe diseñar con lo especificado ya sea en el párrafo 8.1.2.2 o en el 8.1.2.3 de esta NRF, y la unión con pernos debe cumplir con el párrafo 8.1.2.5 de esta NRF.
8.1.2.2 El esfuerzo a la tensión permisible utilizado en el diseño de la carcasa a presión (excluyendo los pernos) para cualquier material, no debe exceder 0.28 veces la resistencia última a la tensión del material a la temperatura máxima de operación especificada.
Para materiales de fundición, el esfuerzo a la tensión permisible se debe multiplicar por un factor apropiado de acuerdo al tipo de inspección o prueba no destructiva que se realice conforme a lo indicado en la Tabla 1.
Tipo de Prueba no destructiva. Factor de fundición
Visual, Partículas magnéticas, líquidos penetrantes. 0.8
Radiografía de punto 0.9
Ultrasonido 0.9
Radiografiado total 1.0
Tabla 1. – Factores de fundición (API STD 617 7ª ed Capitulo 1)
8.1.2.3 Los componentes a presión se pueden diseñar mediante un análisis de elemento finito, siempre y cuando los límites del diseño cumplan con la Sección VIII, División 2, del Código ASME: 2010 o equivalente, para la intensidad del esfuerzo modificado por la siguiente ecuación.
IEMP=IE (P / 150) ……………..…….……………………………………….(API STD 617 7ª ed Capitulo 1)
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 13 DE 64
Donde:
IEMP = Intensidad de esfuerzo máximo permisible en kg/cm2 (psi),
IE = intensidad de esfuerzo del código en kg/cm2 (psi),
P = Presión hidrostática del código (porcentaje de la presión máxima de trabajo permisible).
El fabricante del compresor debe indicar las propiedades de los materiales de acuerdo con ASME/ASTM o equivalente, así como indicar el factor de fundición aplicado de acuerdo al tipo de inspección o prueba no destructiva que se realiza.
8.1.2.4 Al espesor calculado de la carcasa, se le debe agregar como mínimo 3 mm por la corrosión permisible.
8.1.2.5 La resistencia a la tensión permisible de los pernos de unión de las carcasas, (determinado en 8.1.2.2) se debe utilizar para determinar el área total de los pernos para la carga hidrostática y en la precarga de los empaques según aplique. El esfuerzo de precarga no debe exceder 75 por ciento del límite elástico mínimo del material del perno.
Durante la prueba hidrostática el esfuerzo de la precarga en pernos no debe exceder el 90 por ciento del límite elástico mínimo del material del perno. Se debe medir la elongación (estiramiento) del perno.
La precarga del ensamble durante la prueba de fuga de gas no debe exceder el 75 por ciento del límite elástico mínimo del material del perno.
8.1.2.6 La máxima presión de trabajo permisible del compresor debe ser como mínimo igual al valor mayor de la o las presiones de calibración de las válvulas de alivio del sistema del compresor o 1.25 veces la máxima presión de descarga especificada del compresor, lo que sea mayor.
8.1.2.7 Las carcasas de corte horizontal se deben usar para: Presiones hasta de 49.2 kg/cm2 man (700 psig) o cuando se manejen gases con peso molecular mayor de 15. Las carcasas de corte radial (tipo barril) se deben usar para cualquiera de las siguientes condiciones: Si la presión parcial de hidrógeno (a la presión de trabajo máxima permisible) excede 14.1 kg/cm2 man (200 psig), para gases con pesos moleculares de 15 y menores, o cuando la presión de trabajo excede de 49.2 kg/cm2 man (700 psig).
8.1.2.8 La capacidad de la carcasa del compresor debe ser por lo menos el 10 por ciento mayor del flujo másico a las condiciones de presión y temperatura de operación del compresor. El Proveedor o Contratista debe entregar a PEMEX el informe de resultados de la prueba de funcionamiento en que se comprueba que la carcasa tiene al menos el 10 por ciento adicional de capacidad con respecto al flujo másico especificado para el servicio a las condiciones de presión y temperatura de operación del compresor.
8.1.2.9 La unión de las carcasas de corte axial, deben ser metal-metal, a menos que se especifique en las HD/HE la utilización de anillos O “O ring” con ranuras maquinadas en las caras.
8.1.2.10 Las perforaciones o conexiones en la carcasa deben tener una cantidad de metal alrededor y por debajo del fondo de barrenos o agujeros roscados, con espesor igual a la mitad del diámetro nominal del perno o a 15 mm (1/2 in), lo que sea mayor, además del espesor adicional por corrosión. La profundidad de los agujeros debe ser al menos 1.5 veces el diámetro del perno. Los agujeros o perforaciones roscadas en partes sujetas a presión de la carcasa debe ser el mínimo requerido.
8.1.2.11 Los pernos y tuercas deben cumplir con la NRF-027-PEMEX-2009 y lo siguiente:
a) Los detalles de las cuerdas deben cumplir con ISO 261:1998, ISO 262:1998, ISO 724:1993 e ISO 965-1:1998 o al ASME B1.1:2003 o equivalente según sea especificado por PEMEX.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 14 DE 64
b) Se deben suministrar espárragos en la junta principal de carcasas partidas axialmente y en las tapas de
los extremos en carcasas partidas radialmente.
c) Se deben utilizar espárragos en lugar de tornillos con cabeza, excepto cuando se necesiten para un ensamble especial y con la previa aprobación de PEMEX.
d) No se deben utilizar pernos con tuercas almenadas o pernos de cabeza hueca hexagonal a menos que PEMEX lo apruebe por escrito.
e) Se deben proveer holguras adecuadas en el arreglo de los pernos para permitir el uso de dados o llaves inglesas.
f) La especificación mínima del material de los pernos para juntas a presión en carcasas de acero al carbono deben ser ASTM A193/A193M-12a Grado B o equivalente con tuercas hexagonales serie pesada ASTM A194/A194M-12 Grado 2H o equivalente o ASTM A563-07 Grado A donde el espacio sea limitado.
8.1.3 Conexiones a la carcasa.
8.1.3.1 General Las conexiones principales del compresor (succión, interetapas y descarga) y las conexiones DN 50 (NPS 2) y mayores deben ser para interconectar las Tuberías mediante bridas ISO 7005-1:2011 serie A y ASME B16.5:2009 para DN hasta 600 (NPS 24) y ASME B16.47:2011 para DN 650 a 1500 (NPS 26 a 60) y los requerimientos, clase y tipo de cara de brida correspondiente a la Especificación de Materiales de Tubería (EMT) de la tubería. Si no se indica otra cosa el Proveedor o Contratista debe suministrar la contrabrida, el empaque, los espárragos y las tuercas para todo tipo de conexiones.
8.1.3.1.1 Las conexiones DN menor de 50 (NPS 2) pueden ser roscadas cuando la correspondiente EMT para el servicio de la NRF-032-PEMEX-2012 admita este tipo de conexiones.
8.1.3.1.2 Las aberturas en la carcasa para conexiones de tuberías deben ser como mínimo DN 20 (NPS ¾) y deben cumplir con la NRF-032-PEMEX-2012 incluyendo arreglo básico de nipleria.
8.1.3.2 Conexiones del proceso (succión, interetapas y descarga)
8.1.3.2.1 Las conexiones principales (succión, interetapas y descarga) del compresor deben ser bridadas, cumpliendo con lo especificado en el 8.1.3.1 de esta NRF y lo siguiente:
a) De una sola pieza (cuerpo-brida) integrales a la carcasa, fabricadas en la forja o fundición de la carcasa, o
b) Maquinadas en el cuerpo de la carcasa, con dimensiones ISO 7005-1:2011 serie A y ASME B16.5:2009 o ASME B16.47:2011 según corresponda, con cajas para tornillo no pasado, tope de cuerda sin llegar a toda la profundidad de la caja y cumpliendo con 8.1.2.11 de esta NRF.
8.1.3.2.2 La superficie de contacto de los empaques de las bridas no debe tener daño mecánico que penetre la raíz de las ranuras en una longitud radial más del 30% del ancho del empaque. No se admiten caras o cajas de bridas con daño mecánico.
8.1.3.3 Conexiones Auxiliares
8.1.3.3.1 Las conexiones auxiliares bridadas deben cumplir con lo especificado en el 8.1.3.1 de está NRF y lo siguiente:
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 15 DE 64
a) De una sola pieza (cuerpo-brida) integrales a la carcasa, fabricadas en la forja o fundición de la carcasa,
o
b) Brida tipo cuello soldable o bridas de cuello largo, soldadas a penetración completa y a través de todo el espesor de la carcasa, o
c) Maquinadas en el cuerpo de la carcasa, con dimensiones ISO 7005-1:2011 serie Clase ASME B16.5:2009 o Clase serie A de ASME B16.47:2011 como corresponda, con cajas para tornillo no pasado, tope de cuerda sin llegar a toda la profundidad de la caja y cumpliendo con 8.1.2.11 de esta NRF.
8.1.3.3.2 Las conexiones con cuello soldable, debe ser con cuello de tubo sin costura, cedula cédula 80 como mínimo y no menores al cálculo como boquilla lo que debe cumplir con NRF-028-PEMEX-2010.
8.1.3.3.3 Las conexiones para aceite de lubricación, aceite de sellos u operación de sellos secos de gas deben ser bridas de cuello soldado o bridas de cuello largo soldadas a penetración completa atreves de todo el espesor de la carcasa, o integrales a la carcasa fabricadas en la forja o fundición, en una sola pieza (cuerpo-brida). Las bridas deben cumplir con 8.1.3.1 de esta NRF.
8.1.3.3.4 El compresor no debe tener transiciones o dispositivos para el acoplamiento o conexión de la tubería con la carcasa. Las conexiones deben ser brida-brida cumpliendo con 8.1.3.2.1 de esta NRF.
8.1.3.4 Conexiones roscadas.
a) Las conexiones roscadas deben ser tipo NPT de acuerdo con ASME B1.20.1:1983 o equivalente.
b) Las conexiones roscadas deben ser Clase 3000 ó 6000. Los niples o Tubos de acero al carbono a unir deben ser cédula 160 para Clase 3000 y cédula XXS para Clase 6000, conforme a la Tabla 7 de ASME B16.11:2011 o equivalente.
c) Las conexiones sin servicio o tubería se deben cerrar con tapones. Los tapones deben ser tipo macho de barra sólida con cabeza hexagonal o redonda, conforme a ANSI/ASME B16.11:2011 o equivalente.
d) No se deben especificar tapones con cabeza cuadrada, reducciones tipo “bushing”, tuercas unión, ni tapones huecos.
e) Los tapones deben cumplir la especificación de materiales de la carcasa. No se permiten tapones de plástico.
f) Se debe utilizar un lubricante para las cuerdas de todas las conexiones roscadas, el lubricante debe ser compatible con el gas y la temperatura de proceso. No se debe utilizar cinta.
8.1.4 Estructura de soporte de la carcasa
8.1.4.1 Las superficies de montaje deben cumplir con los criterios siguientes:
a) Se deben maquinar como mínimo con un acabado de 3.2 a 6.4 micrómetros (125 a 250 micropulgadas) de rugosidad media aritmética (Ra) o mejor.
b) Se deben maquinar dentro de una planicidad de 43 (m) micrómetros por metro lineal (0.0005 pulgadas por pie lineal) de superficie de montaje.
c) Planos de montaje diferentes deben ser paralelos entre ellos, dentro de 50 (m) micrómetros (0.002 pulgadas).
d) La superficie maquinada de la caja que aloja la arandela debe ser paralela a la superficie de montaje.
e) Los agujeros para pernos de montaje deben ser taladrados perpendiculares a las patas de montaje del equipo y el barreno debe ser 13 mm (1/2 pulgadas) mayor en diámetro que el perno de fijación para que
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 16 DE 64
la arandela se pueda mover excéntricamente alrededor del perno para permitir la alineación final del equipo.
f) Las superficies de montaje deben llevar un acabado redondeado en los barrenos con un diámetro y profundidad suficiente para acomodar una arandela y permitir el alineamiento final.
8.1.4.2 Se deben suministrar las patas del equipo con tornillos verticales de ajuste y se deben taladrar agujeros piloto accesibles para utilizarse en el ensamble final.
8.1.4.3 Los soportes y pernos de alineación deben tener la rigidez suficiente (sin que se deformen) para permitir que la máquina sea movida mediante tornillos de nivelaciones laterales.
8.1.5 Diafragmas interetapas y álabes guías
8.1.5.1 Cuando se especifique, o cuando sea necesario (para accionadores de velocidad constante) y para cumplir con las condiciones de operación especificadas, se debe suministrar un sistema de control de capacidad del compresor por medio de álabes guías ajustables en la succión.
8.1.5.2 Cuando el proceso lo requiera, el alojamiento de los álabes guía debe incorporar una concha externa capaz de proporcionar una purga externa de aire filtrado o gas inerte.
8.1.5.3 Cuando se suministren álabes ajustables, el fabricante del compresor debe suministra los álabes al igual que los diafragmas interetapas y estos deben cumplir con todas las condiciones de operación especificadas (arranque, paro, disparo, presión de equilibrio “settling out pressure”, e inestabilidad “surge”). Cuando se tengan conexiones de proceso intermedias, es responsabilidad del Proveedor o Contratista confirmar las presiones máximas y mínimas de cada conexión y suministrar los diafragmas para la presión diferencial máxima.
8.1.5.4 El compresor deben tener sellos en todos los puntos internos de claros cerrados para reducir la recirculación interna. Los componentes del sello deben ser renovables o reemplazables para restituir los claros originales.
8.1.5.5 Los sellos deben ser de laberinto y deben ser estacionarios, a menos que se especifique otro tipo en las HD/HE.
8.1.5.6 Cuando sean usados álabes guías en la succión y se manejen gases tóxicos, inflamables o explosivos todos los pasajes a través de la carcasa se deben sellar para prevenir fugas.
8.1.5.7 Los álabes se deben diseñar para abrirse cuando se tenga pérdida de la señal de control.
8.1.6 Elementos rotatorios
8.1.6.1 Rotores
8.1.6.1.1 No se permite el uso de cuñas para acoplamientos en los rotores, por producir desbalanceo. En caso de que PEMEX apruebe por escrito su uso, éstas se deben colocar en posición simétrica.
8.1.6.1.2 Al realizar el balanceo dinámico del rotor y requerirse quitar peso, el peso se debe quitar de los impulsores, no se permite quitar peso en partes reemplazables, como son disco de chumaceras de empuje, pistón de balance, coples, tuercas y flechas entre otros, o por barrenado.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 17 DE 64
8.1.6.1.3 El elemento rotativo debe ser dinámicamente balanceado durante el ensamblaje de modo progresivo, corrigiendo el balanceo en la parte adicionada. Se debe balancear dinámicamente con el rotor totalmente ensamblado (sin cople y sin plato de empuje).
8.1.6.2 Impulsores
8.1.6.2.1 Si PEMEX no especifica otra cosa, los impulsores deben ser del tipo cerrado o semiabierto.
8.1.6.2.2 PEMEX no acepta impulsores remachados y es decisión de éste aceptar impulsores fundidos.
8.1.6.2.3 A menos que PEMEX especifique otra cosa, los impulsores deben ser del tipo soldado. Cada impulsor debe ser relevado de esfuerzos, balanceado dinámicamente y probado a sobrevelocidad antes de que sea montado en la flecha del compresor.
8.1.6.2.4 Cada impulsor se debe marcar con un número de identificación único.
8.1.6.2.5 La velocidad máxima periférica para impulsores soldados es de 305 m/s (1 000 pie/s). Si la velocidad periférica es mayor, el Proveedor o Contratista debe verificar los esfuerzos y factores de seguridad en el diseño del rotor, incluido el ajuste entre flecha e impulsores.
8.1.6.2.6 El Proveedor o Contratista debe describir y detallar el tipo de construcción de los impulsores, los materiales empleados, el nivel de esfuerzos, la temperatura de operación y el método de fijación, entre otros.
8.1.6.3 Chumaceras y cajas de chumaceras
8.1.6.3.1 Las chumaceras de empuje y las chumaceras radiales se deben suministrar con sensores de temperatura (RTD’s) para detectar temperaturas en la superficie (metal-chumacera) instalados cumpliendo con el API STD 670:2010 o equivalente.
8.1.6.3.2 Las temperaturas del metal de contacto de las chumaceras no deben ser mayores de 100 °C (212 °F) a las condiciones de operación especificadas con una temperatura de entrada de aceite máxima de 50 °C (122 °F). El incremento en temperatura del aceite a través de la chumacera no debe exceder de 28 °C (50 °F) bajo las condiciones de operación especificadas más adversas.
8.1.6.3.3 Las chumaceras hidrodinámicas deben contar con lubricación y estar alojadas en cajas de chumaceras no presurizadas. El tipo de chumacera hidrodinámica debe ser lubricada a presión y su arreglo debe evitar la producción de espuma.
8.1.6.3.4 El tipo de chumacera radial se debe seleccionar de acuerdo si el rotor, si es flexible o rígido, a la velocidad de inicio de inestabilidad hidrodinámica y al número de velocidades críticas que deban pasarse para llegar a la velocidad de operación.
8.1.6.3.5 El diseño de las chumaceras debe resistir las cargas, operar en condiciones de estabilidad hidrodinámica y ser compatibles con el rotor, para lograr una respuesta dinámica satisfactoria del sistema.
8.1.6.3.6 La caja de chumaceras debe estar separada de la carcasa.
8.1.6.3.7 Para el dimensionamiento de la chumacera de empuje en equipos con acoplamiento de elementos flexibles, la fuerza de empuje se debe calcular en base a 1.25 veces el valor de la deflexión máxima permitida por el fabricante del cople.
8.1.7 Sellos de la flecha
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 18 DE 64
8.1.7.1 Se debe suministrar un sistema de sello para la flecha del compresor, para restringir o prevenir fugas del gas de proceso a la atmósfera o fugas del fluido de sellado dentro del gas de proceso para todas las condiciones de operación especificadas en las HD/HE, incluyendo arranques y paros. Los sellos deben ser adecuados para las variaciones especificadas en las condiciones de operación que pueden ocurrir durante el arranque, paro o a la presión de equilibrio (settling out pressure), y durante cualquier otra condición de operación especificada. La máxima presión de sello debe ser al menos igual a la presión de equilibrio. Los sellos de la flecha y el sistema de sello se deben diseñar para permitir la presurización segura del compresor con el sistema de sello en operación antes del arranque del proceso.
8.1.7.2 Los sellos de la flecha deben ser accesibles para inspección y su reemplazo se debe poder realizar sin remover la cubierta superior de la carcasa de los compresores de corte horizontal, o las cabezas de un compresor de corte vertical.
8.1.7.3 El Proveedor o Contratista debe suministrar el compresor con un sistema de sello seco si no se especifica otro tipo de sello en las HD/HE. Los materiales de las partes componentes de los sellos deben ser compatibles con el gas manejado.
8.1.7.4 Cuando se especifiquen sellos de aceite, el sistema de aceite para sellos debe ser suministrado de acuerdo con ISO 10438:2007 Parte 1 y 2 y debe ser común con el sistema de aceite de lubricación.
8.1.7.5 El sistema de sello seco de gas, debe ser del tipo cartucho y configuración en tándem, de acuerdo a la figura 7 u 8 de la ISO 10439:2002 según el tipo de gas manejado y debe incluir un sello de separación para mantener el aceite de lubricación de las chumaceras fuera de la cara del sello. Estos sellos deben cumplir con los párrafos del 8.1.7.6 al 8.1.7.12 de esta NRF.
8.1.7.6 Si no se especifica otra cosa los sellos deben ser bidireccionales. Cuando sean especificados sellos unidireccionales, los cartuchos se deben diseñar para que la instalación incorrecta de ellos no permita el arranque del compresor.
8.1.7.7 Los sistemas de soporte del sello seco de gas se deben suministrar de acuerdo a ISO 10438:2007 Parte 1 y 4, y deben conformarse como mínimo de los siguientes accesorios los cuales deben ir montados en el tablero de control del sello:
a) Un prefiltro/separador de líquidos, incluyendo mirilla y drenado automático.
b) Un filtro dual coalescente, mirilla y válvula de aislamiento y válvula de dren.
c) Una válvula de control automática con una válvula de globo de derivación “by-pass”, para graduar el flujo de gas de sello.
d) Un transmisor de presión diferencial para controlar la válvula de suministro de sello primario.
e) Un indicador del transmisor de presión diferencial para monitoreo y alarma a falla de la válvula de control del sello de gas primario.
f) Dos transmisores de lectura de flujo al monitor del comportamiento del sello seco primario.
g) Manómetros para control y monitoreo del gas de sello.
h) Un transmisor indicador de presión diferencial para alarmar por alta presión diferencial.
i) Dos interruptores de alarma por baja presión en el gas de sello y alto flujo en el gas de sello primario.
j) Un arreglo para suministro de nitrógeno como gas de separación entre el sello de gas y la caja de chumacera.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 19 DE 64
8.1.7.7.1 Éste debe ser un paquete completo que contenga la tubería, el tubing, las válvulas y demás componentes e instrumentos necesarios. El material de la tubería debe ser en acero inoxidable AISI 316 o equivalente.
8.1.7.8 El Proveedor o Contratista debe suministrar los sistemas auxiliares para que el gas de sello tenga las características y condiciones de operación para la correcta operación de los sellos.
8.1.7.9 El sistema de sello debe incluir monitoreo de fugas (alarma y paro) por separado para cada sello (lado libre y lado cople).
8.1.7.10 Cuando se especifique en las HD/HE, un disparo por baja presión de gas “buffer”, o por alto flujo en el gas a quemador, se debe instalar un transmisor dedicado para este disparo.
8.1.7.11 El diseño de los sellos debe tener preparaciones para la inyección de un gas amortiguador “Buffer” con la composición del gas, presión, flujo y filtración que se especifique en las HD/HE. Si no se especifica otra cosa el Proveedor o Contratista debe suministrar el sistema completo de acondicionamiento y control del gas.
8.1.7.12 Cuando se utilice como gas de sello el gas de proceso de la descarga del compresor, el Proveedor o Contratista debe suministrar junto con los sellos un sistema de acondicionamiento y limpieza del gas con sistema de prefiltrado adicional al sistema de filtrado de los sellos. Para condiciones de arranque y paro el arreglo de los sellos debe tener una preparación para recibir una corriente de gas alterna o equipo para elevar la presión (Booster) del gas a las condiciones requeridas por el sello según sea especificado por PEMEX.
8.1.8 Dinámica
8.1.8.1 La rigidez efectiva de la estructura de soporte se debe considerar en el análisis de la dinámica del sistema rotor-chumacera-soporte. El soporte incluye la cimentación, la base, bastidor y alojamiento de chumaceras. El Proveedor o Contratista debe indicar los valores de rigidez del soporte, utilizados en el análisis y como se obtuvieron.
8.1.8.2 Las velocidades críticas y los factores de amplificación asociados a ellas se determinan mediante cálculos y deben ser confirmados en una prueba de respuesta al desbalanceo como parte de la prueba mecánica de giro, siendo éstos últimos valores los que se deben indicar en los datos de placa.
8.1.8.3 El Proveedor o Contratista debe verificar que las velocidades críticas laterales y torsionales del tren o las frecuencias naturales de los impulsores no sean excitadas. También debe determinar que el comportamiento del tren es adecuado para el intervalo de operación especificado. Debe comunicar la existencia de alguna velocidad no deseable en este intervalo. Además debe proporcionar una lista de velocidades no deseables desde cero hasta la velocidad de disparo e indicarlas en un diagrama de Campbell para su revisión por PEMEX y debe incluir la lista y el diagrama en el manual de usuario.
8.1.8.4 Análisis lateral
8.1.8.4.1 El fabricante del compresor debe hacer los análisis de velocidades críticas laterales del tren, cuando se utilizan coples con espaciador de longitud mayor o igual a 100 cm.
8.1.8.4.2 Cualquier velocidad crítica no debe ocurrir en el intervalo de 42 a 52 por ciento de las velocidades de operación especificadas.
8.1.8.4.3 El Proveedor o Contratista debe verificar el modelo analítico utilizado en el cálculo de velocidades críticas laterales con una prueba de respuesta al desbalanceo durante la prueba mecánica de giro.
8.1.8.4.4 Para rotores montados entre chumaceras, el desbalanceo se debe añadir en componentes mayores
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 20 DE 64
tales como: impulsores, tambor de balance y cople. El desbalanceo se debe localizar en o lo más cercano al centro de gravedad del componente y con la fase adecuada para crear una amplitud máxima de respuesta síncrona.
8.1.8.4.5 El Proveedor o Contratista debe llevar a cabo un análisis de velocidades críticas no amortiguadas para su identificación y determinar las formas modales, que se localicen en el intervalo desde 0 r/min hasta 125 por ciento de la velocidad de disparo. La presentación de resultados incluye:
a) Gráfica de formas modales.
b) Mapa de velocidades críticas no amortiguadas (rigidez de apoyos vs. velocidades críticas). Sobre el mapa se deben graficar las rigideces calculadas del sistema de soporte kyy (vertical) y kxx (horizontal).
8.1.8.4.6 Un análisis de estabilidad se debe realizar conforme al párrafo 2.6.5 del API STD 617:2009 o equivalente para determinar si el compresor es susceptible a vibración subsíncrona durante la operación normal.
8.1.8.5 Análisis torsional
8.1.8.5.1 En conjuntos accionados por motores y aquellos que utilicen cajas de engranes, el responsable del tren debe realizar un análisis de vibración torsional del tren completo y es el responsable de conducir las modificaciones necesarias para cumplir con los requisitos indicados en los párrafos 4.9.4.2 a 4.9.4.5 de la norma internacional ISO 10439:2002.
8.1.8.5.2 El análisis de vibración torsional transitoria, indicado en el punto 4.9.4.7 de la Norma ISO 10439:2002, debe generar el par máximo así como un historial par - tiempo para cada una de las flechas en el tren. El par máximo se utiliza para evaluar la capacidad de par-pico de los componentes de acoplamiento. El historial par - tiempo se utiliza para desarrollar un análisis de fatiga de los componentes del cople, flechas y cuñas.
8.1.8.5.3 En el caso de que alguna frecuencia torsional no cumpla con el margen de separación, el Proveedor o Contratista debe realizar un análisis de esfuerzos para demostrar que las resonancias no tienen efectos adversos sobre el tren completo. El criterio de aceptación de este análisis debe ser de común acuerdo entre PEMEX y el Proveedor o Contratista.
8.1.9 Sistema de aceite de lubricación.
8.1.9.1 El sistema de aceite debe ser común para lubricación, control y sellos, excepto cuando PEMEX especifique sellos secos de gas.
8.1.9.2 Las chumaceras y las cajas de chumaceras se deben arreglar para una lubricación con aceite de hidrocarburo (aceite mineral).
8.1.9.3 Todo el aceite lubricante debe ser de hidrocarburo (aceite mineral) con una viscosidad recomendada por el Fabricante, de acuerdo con la normatividad internacional y tener como sustituto un lubricante de PEMEX.
8.1.9.4 El sistema de lubricación debe ser presurizado y debe ser suministrado cumpliendo con los requerimientos de la norma internacional ISO 10438:2007 partes 1 y 2.
8.1.9.5 Las bombas de lubricación deben estar equipadas para un arranque automático en caso de falla de la bomba en operación.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 21 DE 64
8.1.9.6 Si no se especifica otra cosa, el sistema de lubricación debe estar integrado por una consola de lubricación en una base separada de la base del compresor. Los equipos que deben ir montados en la consola son: tanque acumulador de aceite de acero inoxidable tipo 316 para una capacidad mínima de 8 minutos de tiempo de retención, con conexiones bridadas, dos bombas de lubricación para el 100% de la capacidad requerida (una en operación y otra de relevo) el tipo de accionador debe ser indicado en las HD/HE, filtros dúplex y dos enfriadores.
En el caso de que el accionador principal sea turbina de gas, el sistema de lubricación debe ser común para la turbina y el compresor, aplicando la especificación de la turbina.
8.1.9.7 Los enfriadores deben ser dimensionados para la carga total de enfriamiento, tomando en cuenta la calidad y factor de ensuciamiento del agua de enfriamiento.
8.1.9.8 Cada uno de los filtros (envolvente y elemento filtrante) debe ser dimensionado para la capacidad total. El envolvente de los filtros debe ser fijo y los elementos filtrantes deben ser intercambiables.
8.1.9.9 Toda la tubería de lubricación debe ser fabricada de acero inoxidable.
8.1.9.10 Se debe proporcionar un tanque elevado o presurizado para paro de emergencia de los compresores.
8.1.9.11 Dentro del alcance del sistema de lubricación se debe incluir el suministro de un sistema de purificación de aceite que tenga la capacidad de separar sólidos, agua y vapores, si no se especifica otra cosa el sistema de purificación debe ser del tipo portátil a prueba de explosión, para que pueda ser usado en varias consolas de lubricación. Las consolas deben contar con las preparaciones para que la conexión sea rápida y segura.
8.1.10 Accionadores.
8.1.10.1 El compresor debe ser suministrado con su correspondiente accionador como se especifique en las HD/HE, y debe ser seleccionado por el fabricante del compresor para cubrir la condición máxima de operación especificada, incluyendo las pérdidas en el acoplamiento y en engranes externos cuando aplique, entre otros.
8.1.10.2 El accionador especificado debe cumplir con las siguientes normas, como corresponda:
a) NRF-170-PEMEX-2008 Turbinas de vapor para servicio especial.
b) NRF-100-PEMEX-2009 Turbinas de gas para accionamiento de equipo mecánico en instalaciones costa afuera.
c) NRF-095-PEMEX-2013 Motores eléctricos.
d) API STD 546:2008 o equivalente, Motores síncronos.
e) API STD 616:2011 o equivalente, Turbinas de Gas.
8.1.10.3 Los accionadores se deben suministrar aprobados para instalarse en la clasificación de áreas peligrosas especificada en las HD/HE, conforme con lo que establece la NRF-036-PEMEX-2010.
8.1.10.4 Todas las variaciones del proceso que puedan afectar la potencia de los accionadores como son cambios en la presión, temperatura, propiedades del fluido manejado así como condiciones de arranque especiales de la planta, entre otras se deben analizar y aplicar por el fabricante del compresor para la selección del accionador.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 22 DE 64
8.1.10.5 Si no se especifica de otra manera en las HD/HE, el arranque de los motores eléctricos principales debe ser a voltaje reducido (80 por ciento del voltaje normal) y un tiempo de aceleración a velocidad plena menor de 30 s.
8.1.11 Coples y Guardacoples
8.1.11.1 El Proveedor o Contratista del compresor debe suministrar los coples y sus guardacoples para la conexión de la flecha del compresor con el accionador.
8.1.11.2 Los coples deben cumplir con ISO 10441:2007 y ser del tipo flexible con espaciador y el guardacople debe ser de material antichispa.
8.1.11.3 Los compresores con accionador de motor eléctrico deben estar provistos de las preparaciones para la instalación de un sensor de torsión en el cople.
8.1.11.4 El cople se debe suministrar con calibradores de diámetro interno y externo tipo anillo y tapón “ring and plug gauges” cumpliendo con 11.5 de ISO 10441:2007.
8.1.12 Placas de Montaje
8.1.12.1 La base común (placa base) se debe suministrar con apoyos niveladores, accesibles para nivelación en el sitio después de la instalación con el equipo montado y la base en la cimentación.
8.1.12.2 La base debe tener las dimensiones para que el equipo completo este comprendido por adentro de la base, y tener charola para que contenga toda fuga dentro de la base.
8.1.12.3 Todas las uniones o conexiones de la tubería del compresor, incluyendo boquillas del compresor y conexiones del sistemas de lubricación, purgas y drenes entre otras, deben estar dentro de la base y en el área de la charola de escurrimientos.
8.1.12.4 Las placas de montaje se deben suministrar con tornillos de nivelación horizontales para alineación axial y lateral. Los soportes de estos tornillos deben localizarse sobre la placa de montaje y no interferir con la instalación del equipo, de los tornillos o calzas (lainas).
8.1.12.5 Los tornillos de nivelación para alineación deben ser recubiertos con un material resistente a la corrosión.
8.1.12.6 Las lainas para alineación deben cumplir con el capítulo 7 del API RP 686:2009 (párrafo 5.4.2) o equivalente y rodear los pernos de montaje y los tornillos de elevación o de nivelación y extenderse al menos 6 mm (0.25 in) por fuera de los bordes externos de las patas del equipo.
8.1.12.7 Cuando se especifique montaje en columnas, la placa base debe tener una rigidez que permita ser soportada en puntos específicos, el diseño debe ser entregado a PEMEX para su revisión y comentarios.
8.1.12.8 Las esquinas exteriores de la placa base debe tener al menos 50 mm (2 pulgadas) de radio (visto en planta).
8.1.12.9 El fondo de la placa base entre los elementos estructurales debe estar abierto si la base se diseña para ser instalada y lechareada en una cimentación de concreto. Se debe proveer accesibilidad para la lechada en la parte inferior de los elementos de carga.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 23 DE 64
8.1.12.10 Las superficies de montaje que sobre la placa de montaje se deben maquinar con caras planas y paralelas a el plano o planos axiales de las patas de montaje del equipo después de la fabricación y se deben extender al menos 25 mm (1 pulgada) por fuera de los tres lados externos de las patas del equipo.
8.1.12.11 Las superficies de montaje deben cumplir con lo siguiente:
a) Se deben maquinar con un terminado de 6 m (250 micropulgadas) de rugosidad media aritmética (Ra) o mejor.
b) Para prevenir el pie suave, cuando la máquina está instalada en la placa de montaje, todas las superficies deben estar en el mismo plano horizontal dentro de 25 m (0.001 pulgadas).
c) Se deben maquinar dentro de una planicidad de 43 (m) micrómetros por metro lineal (0.0005 pulgadas por pie lineal) de superficie de montaje.
d) Planos de montajes diferentes deben ser paralelos entre ellos dentro de 50 m (0.002 pulgadas).
e) Los agujeros para los pernos de montaje deben ser taladrados perpendiculares a la superficie de montaje, maquinados o redondeados a un diámetro suficiente para que la arandela se pueda mover excéntricamente alrededor del agujero y permitir el alineamiento final. Los agujeros deben ser 15 mm (0.5 pulgadas) mayores en diámetro que el perno.
f) Los pernos de anclaje de la base y los de fijación del equipo se deben suministrar por el Proveedor o Contratista.
8.1.13 Instrumentación y Control.
8.1.13.1 Generalidades
8.1.13.1.1 El Proveedor o Contratista debe suministrar, diseñar e instalar todos los instrumentos y el SCPCC del equipo, necesarios para el arranque, operación, paro y prevención del punto de inestabilidad “surge” lo que debe cumplir con las correspondientes HD/HE y esta NRF.
8.1.13.2 Sistema de Control y Protecciones de Compresores Centrífugos (SCPCC).
8.1.13.2.1 El Proveedor o Contratista debe suministrar la Instrumentación y el SCPCC del equipo el que debe cumplir con la NRF-265-PEMEX-2011 como PEMEX lo especifique en las HD/HE del compresor y las correspondientes hojas de especificación del SCPCC de la NRF-265-PEMEX-2011.
8.1.13.2.2 El Proveedor o Contratista debe suministrar el sistema “anti-surge” con los instrumentos y componentes del equipo, el que debe cumplir con la NRF-265-PEMEX-2011 como PEMEX lo especifique en las HD/HE del compresor y la correspondiente especificación del sistema de control y monitoreo del equipo.
8.1.13.2.3 Para accionadores de velocidad variable la señal de control debe actuar para reajustar el sistema de gobierno de velocidad del accionador. Si no se especifica otra cosa, el intervalo de control de velocidad debe ser del 70 al 105 por ciento de la velocidad máxima continua.
8.1.13.3 Tablero.
8.1.13.3.1 El Proveedor o Contratista debe suministrar el tablero del equipo el que debe cumplir con la NRF-265-PEMEX-2011, como PEMEX lo especifique en las HD/HE del compresor y las correspondientes hojas de especificación del SCPCC de la NRF-265-PEMEX-2011.
8.1.13.3.2 Los cables de control y multiconductores deben cumplir con la NMX-J-300-ANCE-2004 o NMX-J-486-ANCE-2005 como corresponda.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 24 DE 64
8.1.13.3.3 Los Tableros deben estar identificados con las señales de seguridad e higiene lo que debe cumplir con ISO 3864-1:2011 / ISO 3864-2:2004 / ISO 3864-3:2012 / ISO 3864-4:2011.
8.1.13.4 Instrumentación.
8.1.13.4.1 El Proveedor o Contratista del compresor debe suministrar todos los instrumentos requeridos para la operación y control del equipo. Los instrumentos deben cumplir con la correspondiente NRF del instrumento cuando aplique y se deben suministrar los informes de calibración vigente en cumplimiento con la LFMN y la NRF-111-PEMEX-2012.
8.1.13.4.2 La instrumentación mínima del compresor y consola de lubricación que el Proveedor o Contratistas debe suministrar e instalar es la siguiente, si PEMEX no especifica otra cosa.
a) Compresor:
Indicador de presión a la descarga del compresor
Indicador de temperatura a la descarga del compresor
Indicador de presión del lubricante a la entrada de las chumaceras
Indicador de temperatura del aceite a la entrada de las chumaceras
Indicador de temperatura del aceite a la descarga de las chumaceras
Indicador de flujo del aceite a la descarga de las chumaceras
Indicadores de temperatura (RTD´s) en todas las chumaceras
Indicadores de vibración en las chumaceras (dos transductores de no contacto instalados a 90° entre ellos en cada chumacera radial)
Indicadores de posición axial (Dos transductores de no contacto observando la chumacera de empuje).
Indicador de presión diferencial del Gas buffer
Indicador de presión diferencial del Gas de sellos cuando aplique.
b) Consola de Lubricación:
Nivel del lubricante en el tanque.
Indicador de temperatura del lubricante en el tanque.
Indicadores de presión a las descargas de las bombas de aceite.
Válvulas de relevo en cada bomba.
Indicador de presión diferencial de los filtros.
Indicador de presión de aceite a la descarga de los filtros.
Indicador de temperatura del aceite a la entrada de los enfriadores.
Indicador de temperatura a la salida de los enfriadores.
Válvulas de regulación de presión a chumaceras.
Válvulas de regulación de temperatura en los enfriadores.
Control de aceite de lubricación.
c) Sistema de Control “Antisurge”:
Indicación de posición de la válvula de control de recirculación.
Indicador de parámetro de desviación del punto de operación a la línea de control “antisurge”.
Indicación del flujo de operación.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 25 DE 64
Velocidad del compresor.
Indicación de presión (succión/descarga).
Indicación de temperatura (succión/descarga).
Densidad absoluta del gas manejado (succión).
Indicación de presión diferencial (succión/descarga).
8.1.14 Alarmas y disparos
8.1.14.1 Las alarmas y disparos del compresor mínimas, que el Proveedor o Contratistas debe suministrar e instalar son las siguientes, si PEMEX no especifica otra cosa.
a) Alarmas
Baja presión aire de purga en el tablero de control.
Alta temperatura a la descarga del compresor.
Alta vibración en chumaceras del compresor.
Alto desplazamiento axial en chumaceras de empuje del compresor.
Alta temperatura en chumaceras axial y radial del compresor.
Bajo flujo a la descarga del compresor.
Alta velocidad de operación.
Operación de la bomba de lubricación.
Falla de la bomba principal de lubricación.
Baja presión de aceite de lubricación en chumaceras.
Arranque de la bomba auxiliar por falla de la bomba principal.
Bajo nivel de aceite en el tanque.
Operación bomba auxiliar de aceite.
Falla bomba auxiliar de aceite.
Alta temperatura de aceite a la salida de enfriadores.
Baja presión diferencial del aceite de sello y del gas de proceso.
b) Disparos
Baja presión de aceite.
Disparo manual por el operador (local - remoto).
Alta temperatura a la descarga del compresor.
Alta vibración en las chumaceras del compresor.
Alto desplazamiento axial en las chumaceras de empuje del compresor.
Alta temperatura en las chumaceras axial y radial del compresor.
Alta velocidad de operación.
Bajo nivel en el tanque de succión.
Baja presión diferencial de gas de sello, cuando se indique.
8.1.15 Sistemas eléctricos
8.1.15.1 El Proveedor o Contratista debe apegarse a las características del suministro eléctrico especificado por PEMEX en las HD/HE, para alimentación de los motores, calentadores e instrumentación. Una luz piloto se
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 26 DE 64
debe suministrar en la entrada de cada circuito de alimentación para indicar que el circuito está energizado. La luz piloto se debe instalar en el tablero de control.
8.1.15.2 Los instrumentos y sus componentes eléctricos deben estar aprobados para instalarse en las clasificaciones de áreas indicadas por PEMEX en las HD/HE, conforme lo establece la NRF-036-PEMEX-2010 y deben cumplir con los requerimientos para su instalación conforme lo especifica la NOM-001-SEDE-2005 y la NRF-048-PEMEX-2007.
8.1.15.3 Los Sistemas eléctricos se deben suministrar cumpliendo con la ISO 10438:2007 partes 1 y 2.
8.1.16 Detectores de vibración, de posición y de temperatura en chumaceras
8.1.16.1 Los transductores de vibración radial, posición axial y sensores de temperatura en chumaceras deben ser suministrados, instalados y calibrados conforme lo establece el API STD 670:2010 o equivalente.
8.1.16.2 Los monitores de vibración radial y posición axial se deben suministrar conforme lo establece el API STD 670:2010 o equivalente. No se deben admitir transmisores.
8.1.16.3 Los detectores de temperatura se deben suministrar del tipo RTD, de platino 100 ohms a 0°C.
8.1.16.4 Los monitores de temperatura deben ser suministrados y calibrados conforme lo establece el API STD 670:2010 o equivalente.
8.1.16.5 Los transductores de vibración en carcasa deben ser suministrados, instalados y calibrados conforme lo establece el API STD 670:2010 o equivalente.
8.1.16.6 Los monitores de vibración en carcasa deben suministrarse conforme lo establece el API STD 670:2010 o equivalente. No se deben admitir transmisores.
8.1.17 Tubería auxiliar
8.1.17.1 El Proveedor o Contratista debe suministrar los sistemas de tuberías de interconexión, incluyendo los accesorios montados en los límites de la base del equipo y sus sistemas. La tubería debe terminar con conexión bridada en el extremo de la base.
8.1.17.2 Cuando se especifique el suministro de un distribuidor de inyección de líquido se debe incluir en cada punto de inyección: una válvula de estrangulación, un medidor de flujo blindado, una válvula de retención (check), un indicador de presión y una válvula de bloqueo.
8.1.17.3 Cuando se use gas amortiguador “buffer”, el Proveedor o Contratista debe suministrar los accesorios requeridos tales como válvulas, medidores de flujo, válvulas de retención, válvulas de estrangulación, indicadores de presión y presión diferencial, controladores, válvulas de control y filtros.
8.1.18 Herramientas especiales
8.1.18.1 El Proveedor o Contratista debe suministrar a PEMEX un juego de todas las herramientas especiales para ensamblar y desensamblar el compresor y equipos auxiliares, por unidad o grupo de unidades idénticas.
8.1.19 Placa de datos
8.1.19.1 La placa de datos debe incluir la información siguiente:
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 27 DE 64
a) Clave del compresor.
b) Nombre del fabricante del compresor y del Proveedor o Contratista.
c) Número de serie.
d) Tamaño, tipo y modelo de máquina.
e) Límites permisibles de diseño máximos y mínimos.
f) Datos nominales (Capacidad, velocidad y potencia).
g) Presiones y temperaturas máximas permisibles de trabajo.
h) Presión de prueba hidrostática.
i) Velocidades de: operación, máxima continua y disparo.
j) Velocidades Críticas.
k) Servicio.
l) Denominación de origen o en su caso símbolo de Hecho en México.
8.1.19.2 Las velocidades críticas determinadas en la prueba mecánica de giro se deben indicar en la placa seguidas de la palabra “prueba”. Las velocidades críticas determinadas por cálculo, incluyendo aquellas arriba de la velocidad de disparo y las no identificables en la prueba mecánica de giro, se deben indicar en la placa seguidas de la palabra “valor calculado”.
8.2 Materiales
8.2.1 Generalidades
8.2.1.1 Todos los materiales que integran el equipo (compresor, y todos los sistemas auxiliares), incluyendo forja, fundiciones, tuberías, accesorios de tuberías, flechas, partes sujetas a presión o en contacto con el fluido entre otras, deben ser nuevos, suministrados por el Fabricante, de conformidad con esta NRF y las HD/HE del compresor, con su correspondiente RPM, los que se deben conservar para la inspección, e integrar el expediente del Equipo. Los RPM deben tener los datos químicos y propiedades mecánicas de los materiales.
8.2.1.2 Todos los materiales, componentes, entre otros que integran el equipo deben ser rastreables durante todo el proceso de construcción y aun después de construidos con respecto a su RPM.
8.2.1.3 Los materiales de construcción deben ser compatibles con el gas manejado y las condiciones de operación especificadas en las HD/HE del compresor. Cuando los materiales no sean especificados por PEMEX, el fabricante debe seleccionarlos y notificar la correspondiente especificación de materiales para su revisión y comentarios por PEMEX. No se deben utilizar los materiales prohibidos en esta NRF y en la ISO 10439:2002 o contaminantes al ambiente laboral.
8.2.1.4 Los compresores en servicio con gases con contenidos de: H2S, CO2 y N2, deben ser fabricados de materiales resistentes al ataque y corrosión de estos a las condiciones de diseño y operación especificados. El fabricante del compresor debe entregar los registros del comportamiento de los materiales seleccionados en aplicaciones similares y con contenidos de H2S, CO2 y N2 en el gas, las cuales se deben aprobar por PEMEX.
8.2.1.5 Los materiales indicados en la Tabla B.1 de la ISO 10439:2002 son aceptados con los tratamientos térmicos o pruebas requeridas de acuerdo al servicio.
8.2.1.6 Los materiales de construcción se deben identificar por el fabricante del compresor con la especificación y designación ASME/ASTM o equivalente, incluyendo el grado del material y en su caso requerimientos suplementarios.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 28 DE 64
8.2.1.7 Sólo se aceptan aceros calmados y normalizados con grano fino. Se prohíbe el uso de aceros austeniticos de grano grueso (por ejemplo ASTM A-515) o equivalentes.
8.2.1.8 Los materiales en contacto con sustancias amargas o ácido sulfhídrico deben cumplir con ISO 15156-1/-2/-3:2009, o NACE MR0103:2010 o su equivalente, según corresponda.
8.2.1.9 Para gases amargos saturados con humedad el material de los impulsores debe ser como mínimo un acero inoxidable con 12 por ciento de cromo (tipo 410) que cumplan con los requerimientos de resistencia y dureza solicitados por ISO 15156-1/-2/-3:2009.
8.2.1.10 No se debe usar cobre ni aleaciones de cobre, (exceptuando monel y “babbit” en chumaceras) para partes del compresor y auxiliares en contacto con gases corrosivos o con gases capaces de formar compuestos de cobre explosivos.
8.2.1.11 Los materiales en contacto con el fluido deben resistir la presencia de agentes corrosivos en el fluido y en el ambiente, incluyendo trazas que pueden causar agrietamiento, erosión y corrosión.
8.2.1.12 Carcasas y elementos rotatorios para servicios de bajas temperaturas se deben diseñar con materiales que cumplan con los requerimientos de 2.2.1.15 del capítulo 1 del API STD 617:2009.
8.2.1.13 El máximo esfuerzo aplicado en un impulsor en cualquier dirección al 100 por ciento de velocidad no debe ser más del 60 por ciento del límite elástico del material del impulsor a la correspondiente temperatura.
8.2.1.14 Los componentes rotatorios con recubrimiento se deben balancear antes y después de la aplicación del recubrimiento.
8.2.1.15 Las conexiones para venteo, drenaje, tubería para igualación de presión, tubería de drenaje, incluyendo válvulas suministradas con el compresor, deben ser de material resistente al servicio y condiciones de operación a que estarán sometidas, conforme a lo especificado en la NRF-032-PEMEX-2012.
8.2.1.16 Las fundiciones deben estar libres de suciedad, arenas o residuos, se deben limpiar superficialmente.
8.2.1.17 Soldaduras, en placas base, canalizaciones no sujetas a presión, recubrimientos, y tableros de control, deben realizarse de acuerdo con AWS D1.1, ASME Sección IX: 2010 o equivalentes.
8.2.1.18 El Proveedor debe especificar las pruebas y los procedimientos opcionales de inspección necesarios para asegurar que los materiales son satisfactorios para el servicio especificado. Cada prueba e inspección se debe indicar en la propuesta. PEMEX debe considerar si especifica pruebas e inspecciones adicionales, especialmente para materiales empleados en componentes críticos.
8.2.2 Carcasa
8.2.2.1 No se aceptan carcasas de fierro fundido.
8.2.2.2 Los materiales, factores de fundición y la calidad de cualquier soldadura, deben ser iguales a los requeridos por el código ASME Sección VIII, División 1:2010 o equivalente. Para requerimientos de bajas temperaturas ver los requerimientos de 2.2.1.15 del capítulo 1 del API STD 617:2009.
8.2.2.3 Soldaduras para tuberías, partes sujetas a presión, así como soldadura de materiales disímiles, se deben realizar e inspeccionar por personal y procedimientos calificados de acuerdo con el código ASME sección VIII, división 1 y sección IX:2010 o equivalentes.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 29 DE 64
8.2.2.4 Carcasas hechas de materiales de forja o combinaciones de materiales de forja y fundición deben cumplir lo siguiente:
a) Bordes de placa se deben inspeccionar por partículas magnéticas o líquidos penetrantes como se especifica en el código ASME sección VIII, División 1, UG-93(d) (3):2010 o equivalente.
b) Superficies accesibles de soldaduras se deben inspeccionar por partículas magnéticas o líquidos penetrantes después de esmerilar o cortar y otra vez después del tratamiento térmico realizado al término de la soldadura. El control de calidad de soldaduras inaccesibles es responsabilidad del Fabricante, Proveedor o Contratista.
c) Soldaduras de partes a presión deben ser de penetración total.
d) Carcasas y piezas fabricadas que necesiten maquinado para dar las dimensiones y tolerancias precisas para asegurar un buen ensamble se les debe dar un tratamiento térmico sin importar su espesor.
e) Todas las soldaduras de partes a presión se deben examinar como lo indica ASME Sección VIII División 1:2010 o equivalente. Requerimientos para inspección adicional se deben acordar entre PEMEX y el Proveedor o Contratista. Los procedimientos y criterios de aceptación deben ser de acuerdo a 8.4.2.3 de esta NRF.
8.3 Fabricación
8.3.1 Los compresores se deben fabrican cumpliendo con ISO 10439:2002.
8.3.2 Los compresores, sus materiales, partes, componentes y sistemas deben ser nuevos no se aceptan reutilizados, reparados o modificados.
8.3.3 La superficie expuesta de acero al carbono, media y baja aleación deben tener sistema de recubrimiento anticorrosivo, el que debe cumplir con la NRF-053-PEMEX-2006 o NRF-281-PEMEX-2012 como correspondo con color de acabado e identificación lo que debe cumplir con la NRF-009-PEMEX-2012.
8.3.4 Las soldaduras deben producirse con procedimiento de soldadura calificados. Las soldaduras y los procedimientos de soldadura deben cumplir con la NRF-020-PEMEX-2012.
8.4 Inspección y Pruebas
8.4.1 Generalidades
8.4.1.1 El Proveedor o Contratista, en todo momento debe prestar y facilitar el libre acceso a PEMEX o su Inspector, a las instalaciones donde se diseñe, fabrique y pruebe el bien o servicio contratado, así como suministrar toda documentación relacionada con el Equipo.
8.4.1.2 Los Compresores y sus sistemas se debe inspeccionar por el responsable de aseguramiento de Calidad e Inspección del Contratista o Proveedor, cumpliendo con el plan de inspección aprobado por el personal autorizado de PEMEX, el que debe ser elaborado por el Proveedor o Contratista en conjunto con el fabricante del compresor, en apego a las pruebas e inspección obligatorias de esta NRF, ISO 10439:2002 y las adicionales que se especifiquen en las HD/HE o la lista de verificación, identificando los eventos como punto de inspección de verificación, observación o atestiguada como corresponda, cumpliendo con esta NRF, los Anexos12.1 y 12.3 de esta NRF y lo siguiente:
a) Es responsabilidad del Proveedor o Contratista en conjunto con el fabricante del compresor obtener la aprobación del plan de inspección y fechas de inspección o pruebas, así como la coordinación de las visitas de PEMEX.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 30 DE 64
b) Entregar a PEMEX el plan de inspecciones y pruebas aprobado por el personal autorizado de PEMEX,
incluyendo fechas programadas, con antelación al primer punto de inspección programado.
c) Entregar con el plan de inspección los procedimientos detallados y los criterios de aceptación para todos los parámetros de las pruebas.
8.4.1.3 El Contratista o Proveedor debe entregar a PEMEX con antelación a la(s) fechas de inspección o prueba, los documentos requeridos para las inspecciones y pruebas, los que en su caso deben estar previamente revisados, aprobados y avalados por el Ingeniero responsable del Contratista o Proveedor y él responsable de aseguramiento de calidad del fabricante del compresor, en apego con lo especificado en el RDDV (“VDDR”), así como confirmar por escrito la fecha de la inspección o pruebas observadas o atestiguadas, con suficiente antelación como se indique en el contrato.
8.4.1.4 En el caso de puntos de inspección a ser observados o atestiguados por PEMEX; su representante o inspector, debe firmar el informe de resultados en el acto con su nombre y número de ficha o en su caso con número de cédula profesional, como testimonio de que observó o atestiguo el evento.
8.4.1.5 El Personal y procedimiento del fabricante deben estar certificados y calificados según corresponda, para el método y técnica a emplear, de acuerdo con ISO 9712:2005, o NMX-EC-17020-IMNC-2000 en términos de LFMN.
8.4.1.6 Aparatos, equipo e instrumentos, usados en pruebas deben tener informes de calibración vigentes en términos de LFMN y cumplir con NRF-111-PEMEX-2012.
8.4.1.7 Las pruebas, se deben realizar por Laboratorios o Personas acreditadas en el método de prueba en particular; y los informes de los resultados deben ser firmados por la persona facultada para hacerlo; en términos de LFMN.
8.4.1.8 La inspección de PEMEX o su omisión, no libera al Proveedor o Contratista del cumplimiento con esta NRF. La inspección debe ser al menos para un nivel II en lo que se refiere a fabricación y nivel IV para servicios relacionados, de acuerdo con la NRF-049-PEMEX-2009.
8.4.1.9 Adicional a las pruebas de taller realizadas por el Fabricante, se deben realizar las pruebas de campo bajo las condiciones de operación especificadas en las HD/HE.
8.4.1.10 Para toda actividad o punto de inspección, se debe generar y registrar la “Conformidad” o “No Conformidad” como evidencia documental, conservando la evidencia física que corresponda. Registrando todos los hallazgos, en el plan de inspección y anexando en el expediente del Equipo, tanto registro de conformidad o no conformidad, como la evidencia física.
8.4.1.11 Todas las soldaduras, deben ser desarrolladas e inspeccionadas por operadores y procedimientos calificados en cumplimiento con la NRF-020-PEMEX-2012 y ASME Sección VIII Div. 1 o 2 y Sección IX: 2010 o equivalentes.
8.4.1.12 El Proveedor o Contratista es el responsable de las revisiones y reparaciones de todas las soldaduras, asegurando que los tratamientos térmicos y los exámenes no destructivos cumplan con los procedimientos de calidad especificados. Las reparaciones se deben probar no destructivamente con el mismo método con el que fue detectado el defecto original, sin embargo el mínimo nivel de inspección después de la reparación debe ser de partículas magnéticas para materiales magnéticos y líquidos penetrantes para materiales no magnéticos.
8.4.1.13 El Proveedor o Contratista debe cumplir con la lista de Verificación del inspector del Anexo 12.3 de esta NRF.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 31 DE 64
8.4.2 Inspección.
8.4.2.1 Las inspecciones superficiales y sub superficiales por métodos no destructivos (líquidos penetrantes, radiografiado, partículas magnéticas o ultrasonido) y su tipo y extensión se deben efectuar de común acuerdo entre el Proveedor o Fabricante y PEMEX realizando como mínimo lo siguiente:
a) Flechas – Ultrasonido 100 %.
b) Impulsores - Ultrasonido 100 % en partes forjadas. Líquidos penetrantes y partículas magnéticas 100 % en soldaduras antes y después de la prueba de sobrevelocidad.
c) Carcasas fundidas – Partículas magnéticas 100 % en la fundición, Radiografía 100 % en soldaduras.
d) Carcasas forjadas o fabricadas.- Radiografía 100 %, Partículas magnéticas 100 %, en soldaduras.
8.4.2.2 Los impulsores de fundición deben inspeccionarse por medios radiográficos o ultrasónicos previo al maquinado final. Los detalles de las técnicas de inspección y los criterios de aceptación deben ser acordados en cada caso.
8.4.2.3 Inspección de material de partes a presión
Cuando se requiera o especifique inspección de materiales o soldaduras por radiografía, ultrasonido, partículas magnéticas o líquidos penetrantes deben aplicarse los siguientes requerimientos y criterios de aceptación, a menos que se especifiquen otros procedimientos y criterios de aceptación.
a) El examen radiográfico debe ser de acuerdo a ASME Sección VIII División 1:2010, UW-51 (100%) y UW-52 (radiografía de puntos) o equivalente. La radiografía de punto “spot” debe consistir de un mínimo de una radiografía de 150 mm (6 in) por cada 7.6 metros (25 pies) de soldadura en cada carcasa. Como mínimo, una radiografía de punto “spot” se requiere por cada procedimiento de soldadura y por cada soldador.
b) La inspección ultrasónica debe ser de acuerdo con ASME Sección VIII División 1:2010, UW-53 y Apéndice 12 o equivalente.
c) La inspección por partículas magnéticas deben estar de acuerdo con ASME Sección VIII División 1, Apéndice 6:2010 y ASTM E709-08 o equivalente. Indicaciones lineales se deben considerar como relevantes si la dimensión principal excede 1.5mm (1/16 in).
d) La inspección por líquidos penetrantes debe ser de acuerdo con ASME Sección VIII División 1, Apéndice 8:2010.
8.4.3 Pruebas
8.4.3.1 Todas las pruebas deben ser documentadas. El Proveedor o Contratista debe suministrar la documentación de las pruebas realizadas, incluyendo:
a) Balanceo dinámico del rotor y cople.
b) Pruebas de análisis de los materiales, análisis químico, esfuerzo a la tensión y dureza para impulsores, flecha y carcasa.
8.4.3.2 Cada impulsor se debe sujetar a pruebas de sobrevelocidad de 115 por ciento de la velocidad máxima continua.
8.4.3.3 Después de la prueba de sobrevelocidad de impulsores, cada impulsor debe ser examinado por medio de partículas magnéticas o líquidos penetrantes para determinar que no tengan fisuras u otro tipo de
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 32 DE 64
defecto. Los impulsores aceptados deben marcarse en forma indeleble con el número de serie y los datos de la prueba de sobrevelocidad.
8.4.3.4 Al menos seis semanas antes de la fecha de la prueba mecánica de giro, el Proveedor o Contratista debe enviar a PEMEX para su revisión y comentarios, el procedimiento detallado de la prueba, descripción de la instrumentación y los criterios de aceptación para todos los parámetros monitoreados.
8.4.3.5 Prueba mecánica de giro
8.4.3.5.1 Antes de iniciar la prueba mecánica de giro, se debe verificar la correcta calibración de los sensores y monitores de vibración cumpliendo con lo establecido por API STD 670:2010 o equivalente, entregando a PEMEX el informe de calibración vigente con la incertidumbre y exactitud de su equipo de adquisición de datos.
8.4.3.5.2 La instalación donde se realice la prueba debe tener la capacidad para monitorear, desplegar registrar e imprimir en forma continua la información de los sensores de vibración instalados. Debe tener la capacidad de dar seguimiento a todas las señales de vibración en un analizador de espectros en tiempo real y un osciloscopio. La información de la vibración debe incluir pero no estar limitada a: espectros de vibración, frecuencia, amplitud, fase, diagramas de Bode y polares, espectros cascada, órbitas de la flecha, entre otros.
8.4.3.5.3 La prueba mecánica de giro se debe realizar de acuerdo a la siguiente secuencia:
a) Girar a baja velocidad (300 a 600 r/min) para medir el mal acabado “runout” mecánico y eléctrico.
b) Subir la velocidad con incrementos aproximados de 10 por ciento desde baja velocidad hasta la velocidad máxima continua.
c) Se debe mantener la operación a la velocidad máxima continua hasta que las temperaturas en metal de chumaceras y aceite de lubricación, y las vibraciones de la flecha se hayan estabilizado. Una vez estabilizadas las temperaturas y la vibración, se debe incrementar la velocidad hasta la velocidad de disparo y operar por 15 minutos.
d) Reducir la velocidad hasta la velocidad máxima continua y girar durante cuatro horas.
e) Llevar el equipo a la velocidad normal de operación y operar por 15 minutos.
f) Llevar el equipo a la velocidad nominal de operación y operar por 15 minutos.
g) Incrementar la velocidad hasta la velocidad de disparo y mantener un período mínimo de 15 minutos.
h) Si se requiere probar el gobernador se debe efectuar un disparo en forma automática, en seguida un disparo manual y finalmente efectuar el disparo automático y llevar el equipo hasta una baja velocidad.
8.4.3.5.4 Durante la prueba mecánica de giro (en el intervalo de cuatro horas a velocidad máxima continua) se deben variar las condiciones de suministro del aceite de lubricación (presión y temperatura) a los valores máximos y mínimos permitidos en el manual de operación del compresor. Durante las condiciones máximas y mínimas de temperatura se debe registrar la vibración en la flecha.
8.4.3.5.5 Durante la prueba mecánica de giro se debe:
a) Hacer la sustracción vectorial del vector de mal acabado (runout) eléctrico y mecánico obtenido a velocidad baja (300-600 r/min) para determinar la amplitud de vibración y fase real durante la prueba. También se debe realizar sustracción vectorial del vector de movimiento del alojamiento de la chumacera. Este dato se debe utilizar para compensar las lecturas de vibración filtradas a la velocidad de giro.
b) Obtener gráficas espectrales en las condiciones de velocidades: normal, nominal, máxima continua y de disparo, cubriendo un intervalo de frecuencia de 0.2 a 8 veces la frecuencia de giro respectiva. Si la amplitud de cualquier frecuencia diferente a la de giro excede el 20% de la vibración total (sin filtrar)
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 33 DE 64
medida durante la prueba, PEMEX y el Contratista deben acordar los requerimientos para una nueva prueba y la aceptación del equipo.
c) Obtener órbitas en el estado estable a las velocidades normal, nominal, máxima continua y de disparo.
d) Obtener valores de entrehierro (gap) para cada sensor de no contacto al inicio de la prueba (sin girar el equipo) a las velocidades normal, nominal, máxima continua y de disparo y al término de la prueba.
e) Durante el aumento de velocidad (arranque) y en la disminución de velocidad (disparo) se deben realizar gráficos de Bode y gráficos polares de la amplitud de vibración filtrada a la frecuencia de giro y sin filtrar, así como gráficos de cascada de la amplitud de vibración sin filtrar.
f) La señal de vibración registrada durante la prueba mecánica de giro, debe ser grabada en cinta magnética o similar que reproduzca las señales de forma continua (no interrumpida) y de alta fidelidad. La cinta magnética o similar grabada con la señal de vibración se debe entregar a PEMEX.
g) Medir para cada sello lo siguiente según corresponda:
La fuga interna de aceite contaminado, cada hora, para sellos de aceite.
El flujo en la línea de venteo para cada sello de gas secos.
Medir el flujo en la línea de venteo del sello primario y del secundario de cada sello de gas secos en tándem.
El flujo total de cada sello doble.
Los flujos en los venteos de los sellos simples o en tándem, incluyendo gas Buffer o gas de separación en adición a la fuga del sello.
8.4.3.5.6 Después de la prueba se deben remover las chumaceras hidrodinámicas para su inspección y reensamble posterior. Si durante la prueba se detecta alguna fuga o contaminación de aceite de sellos se deben remover los sellos de aceite de la flecha para su inspección.
8.4.3.5.7 El reemplazo o modificación de chumaceras o sellos o el desmantelamiento de la carcasa para reemplazar o modificar alguna otra parte que permita corregir el funcionamiento o problemas mecánicos inválida la prueba mecánica de giro, la cual se debe volver a realizar después que se realicen las correcciones o reemplazos.
8.4.3.5.8 Reparaciones superficiales debidas a marcas y rayones mínimos en chumaceras o superficies de sellos de gas de proceso, no son causa de volver a realizar la prueba. Los rozamientos en chumaceras o sellos de flecha que resulten en cambio medible de dimensión, transferencia de metal, sobrecalentamiento o desgaste requieren el reemplazo de estas partes. Se debe investigar y eliminar la causa del defecto y la prueba mecánica se debe repetir.
8.4.3.5.9 Después de la prueba, se debe realizar una prueba de fuga de gas a la carcasa del compresor para evaluar las juntas y los sellos. El compresor ensamblado (con los sellos instalados) se debe presurizar con gas inerte a la máxima presión de operación por un mínimo de 30 minutos y buscar alguna fuga mediante aplicación de jabonadura o por un método alternativo. El peso molecular del gas inerte debe ser menor que el peso molecular del gas del proceso. Se puede considerar Helio para gases de proceso de peso molecular bajo y nitrógeno o gas refrigerante para gases de proceso de peso molecular alto.
8.4.3.5.10 Si los resultados de la prueba indican o dan lugar a dudas con respecto al estado o funcionamiento de los sellos secos o de laberintos internos se debe desmantelar el compresor para su inspección. Si este trabajo involucra desmantelar partes a presión, la prueba de fuga indicada en el párrafo 8.4.3.5.9 de esta NRF debe realizarse después del reensamble.
8.4.3.6 Prueba del sello seco de gas (seco).
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 34 DE 64
8.4.3.6.1 La prueba de funcionamiento del sello se debe realizar en el taller del fabricante del sello y deben cumplir con lo indicado en el Anexo 1D del capítulo 1 del API STD 617:2009 o equivalente.
8.4.3.7 Prueba Mecánica de conjunto (Compresor-accionador).
8.4.3.7.1 Cuando el accionador sea turbina de vapor se debe realizar una Prueba Mecánica de conjunto, la cual debe ser en vacio y se debe realizar en el taller del fabricante, cumpliendo con todo lo indicado en el párrafo 3.4.3.5 de esta NRF.
8.4.3.8 .Pruebas opcionales.
8.4.3.8.1 Las pruebas opcionales deben ser especificadas por PEMEX en las HD/HE.
8.4.3.8.2 Prueba de Funcionamiento.
8.4.3.8.2.1 Cuando PEMEX indique en las HD/HE una Prueba de Funcionamiento, ésta se debe desarrollar en el taller del fabricante, se deben usar los sellos del contrato. La prueba debe ser realizada conforme la norma internacional ISO 5389:2005.
Cuando sean usados sellos secos, los siguientes parámetros deben ser medidos para cada sello del extremo de la flecha:
a) Fuga del sello dinámico durante la prueba.
b) Flujo del gas de sello y gas amortiguador “Buffer”, durante la prueba.
c) Fuga estática después de la prueba.
d) Fugas del sello dinámico y estático con el sello parado.
8.4.3.8.2.2 Cuando PEMEX especifique la prueba de funcionamiento en campo, el Proveedor o Contratista debe cotizarla en el sitio de operación con la cimentación definitiva y todo el equipo principal y auxiliar del contrato, la prueba debe ser a las condiciones reales de operación establecidas en las HD/HE del compresor. La metodología de prueba y los criterios de aceptación deben ser acordados entre PEMEX y el Proveedor o Contratista.
8.4.3.8.3 Pruebas a partes de repuesto.
8.4.3.8.3.1 Las partes de repuesto como coples, engranes, diafragmas, chumaceras, sellos deben someterse a pruebas de calidad como sea especificado en las HD/HE. Para el caso de rotores completos, barriles internos ensamblados o conjunto barril/cartucho reemplazable “cartridge bundle assembly” se les debe hacer la misma prueba que al rotor principal, de acuerdo con lo especificado en el numeral 8.4.3.5.3 de esta NRF.
8.4.3.8.4 Prueba de fuga de gas en sitio.
8.4.3.8.4.1 Cuando sea especificado por PEMEX en las HD/HE se debe realizar una prueba de fuga de gas a la máquina después de que ésta sea instalada en el sitio, para verificar la integridad de la máquina.
8.5 Embalaje, Transportación y Almacenaje
8.5.1 La preparación para el embarque, transporte y almacenamiento debe estar de acuerdo con el inciso 6.4 del ISO 10439:2002, y lo siguiente:
8.5.2 El embalaje debe ser el requerido para su transporte y manejo desde el punto de origen del Proveedor hasta el centro de trabajo de PEMEX donde se instala el equipo. Cuando sea necesario se debe
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 35 DE 64
bloquear el rotor. Todo rotor bloqueado debe ser identificado por medio de etiquetas resistentes a la corrosión atadas con alambre de acero inoxidable.
8.5.3 La preparación y embalaje debe ser para el tiempo de almacenamiento a la intemperie que PEMEX indique, o para al menos 6 meses el equipo y 2 años las partes de repuesto. El tipo de embalaje no debe requerir desensamblar el equipo antes de operar, únicamente para la inspección de sellos y chumaceras.
8.5.4 El Proveedor o Contratista es el único responsable por la adecuada preparación y previsiones para el embarque, así como por la entrega del equipo de acuerdo al programa contratado. Los procedimientos de embarque se deben enviar a PEMEX y ser mutuamente acordados.
8.5.5 El Proveedor o Contratista debe suministrar las instrucciones necesarias para preservar la integridad del embalaje y la preparación del equipo después de que llegue al sitio de instalación y hasta antes del arranque.
8.5.6 Cuando sean requeridos sellos de gas secos, éstos deben ser removidos para su embarque.
8.5.7 Cuando se compre un rotor de repuesto, éste se debe preparar para almacenamiento interno sin calefacción, por un periodo de al menos tres años. El rotor se debe tratar con un antioxidante y debe estar cubierto con una envoltura con barrera de vapor con baja liberación de inhibidor de corrosión volátil. El rotor debe ser embalado para envío nacional o exportación según se especifique. Una cubierta de protección de al menos 3 mm (1/8 in) de espesor o un equivalente aprobado por PEMEX se debe utilizar entre el rotor y el embalaje en las aéreas de soporte. El rotor no se debe soportar en los muñones.
8.5.8 Cuando se especifique, el ajuste y el ensamble de la tubería de los interenfriadores y separadores, entre otros, montada en la máquina, se debe completar en las instalaciones del vendedor antes de su envío.
8.5.9 Junto con el equipo se deben empacar dos juegos de los manuales de instalación, operación y mantenimiento, así como de las instrucciones de izaje, en embalajes herméticos.
8.5.10 Las chumaceras y arreglos de sellos deben ser completamente protegidos contra la corrosión y entrada de humedad. Cristales absorbentes de humedad deben colocarse adecuadamente empacados, en cavidades grandes, tales como boquillas de entrada y salida y cajas de chumaceras.
8.6 Documentación Requerida.
8.6.1 Generalidades.
8.6.1.1 El Proveedor o Contratista debe proporcionar a PEMEX, toda la documentación de compra, ingeniería, fabricación, inspección y pruebas, cumpliendo con esta NRF, las HD/HE del compresor, Contrato e incisos 7 y Anexo “C” de ISO 10439:2002 incluyendo el Manual de datos técnicos de acuerdo a lo indicado en el 7.6.3.4 del ISO 10439:2002, toda la documentación se debe suministrar en papel y en forma electrónica.
8.6.1.2 El Proveedor o Contratista debe entregar a PEMEX para cada compresor el cálculo de la relación de calores específicos (factor “K”), del factor de compresibilidad “Z” y los datos de los valores de eficiencia politrópica, los que deben corresponder al análisis del gas especificado en las HD/HE.
8.6.1.3 El Proveedor o Contratista del compresor debe entregar los análisis y estudios de vibración torsional y lateral, así como los valores de velocidad crítica, y desbalanceo residual de todo el tren.
8.6.1.4 La información sobre los valores de esfuerzos inducidos en impulsores, así como la posibilidad de inestabilidad “surge” de tipo friccional se deben suministrar a PEMEX durante el desarrollo del proyecto.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 36 DE 64
8.6.1.5 El Proveedor o Contratista debe suministrar totalmente llenas las hojas de datos del Anexo A de la norma ISO 10438:2007 partes 1, 2 y cuando aplique la parte 4.
8.6.1.6 El Proveedor o Contratista del compresor debe proporcionar manuales de operación, mantenimiento y catálogo de partes, impresos en español e inglés y dos copias electrónicas que incluya la información completa referente a los límites de operación de éste, así como la herramienta especial, las instrucciones para armar y desarmar el compresor.
8.6.1.7 La revisión, verificación o la omisión de estas por PEMEX a los documentos del equipo, no libera al Proveedor o Contratista de su responsabilidad de cumplir con esta NRF, especificación técnica del compresor y contrato, quedando obligados a subsanar a satisfacción de PEMEX, cualquier desviación, omisión, error, mala interpretación, defecto, o vicio oculto, entre otros en que incurra.
8.6.1.8 Los documentos deben estar en idioma español y en el sistema General de unidades de medida internacional, cumpliendo con la NOM-008-SCFI-2002.
a) Excepcionalmente los Fabricantes extranjeros podrán emplear su sistema de unidades de medidas entre paréntesis, anteponiendo su equivalencia con el sistema Internacional, que es base para la aceptación y lo que se desprenda en términos de Ley, garantías o reclamaciones, entre otros.
b) Excepcionalmente los Fabricantes extranjeros podrán emplear su Idioma de origen entre paréntesis, anteponiendo la correspondiente traducción al Idioma Español, que es base para la aceptación y lo que se desprenda en términos de Ley, garantías o reclamaciones, entre otros.
c) Los RPM, Catálogos, Reporte de resultados de software, e Informes de resultados de pruebas de origen extranjero, pueden ser en Idioma inglés o español.
8.6.1.9 Los documentos en adición a los datos del Proveedor o Contratistas y Fabricante del compresor deben incluir la siguiente información:
a) Nombre del organismo de PEMEX que solicita el equipo.
b) Nombre y número del proyecto de PEMEX.
c) Centro de trabajo para el que está dispuesto el equipo.
d) Número de requisición / Número de la orden de compra.
e) Nombre del servicio y clave del equipo.
f) Orden de fabricación y número de serie.
g) Nombre, firma y cédula profesional del ingeniero responsable del Proveedor o Contratista que aprueba el documento y avala el cumplimiento con esta NRF.
8.6.1.10 Presentar para revisión y conocimiento de PEMEX, los procedimientos de empaque, identificación, embalaje, transportación, aseguramiento, manejo, almacenaje y montaje, de los compresores centrífugos.
8.6.1.11 Informar a PEMEX el tiempo máximo de almacenamiento de los equipos y materiales, sin degradación de los mismos. Enlistar, recibir, inspeccionar, almacenar y manejar los equipos y materiales, con el cuidado suficiente para asegurar su totalidad y prevenirlos de daños ó efectos del clima.
8.6.2 Hojas de datos / hojas de especificaciones (HD/HE).
8.6.2.1 El Proveedor o Contratista debe entregar a PEMEX las HD/HE del compresor y sistemas auxiliares completamente llenas indicadas en el Anexo 12.1 de esta NRF, primero como se compró y después como se construyó.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 37 DE 64
8.6.3 Curvas de Operación.
8.6.3.1 Todas las curvas de operación suministradas deben mostrar la línea de inestabilidad “surge” la línea de control de “surge” y la zona del “stonewall”.
8.6.4 Dibujos.
8.6.4.1 El Proveedor o Contratista debe entregar a PEMEX un croquis o dibujo donde se muestre el método de levantamiento de la máquina o de las máquinas montadas, de los paquetes así como los componentes importantes y de los auxiliares.
8.6.5 Partes de repuesto.
8.6.5.1 El Proveedor o Contratista debe suministrar las partes de repuesto necesarias para el arranque. Debe proporcionar una lista completa de la cantidad de partes de repuesto que recomienda para mantenimiento, para todo el equipo y accesorios. Esta lista debe incluir recomendaciones de partes y refacciones de sub Proveedores que no fueron incluidas en su propuesta original.
8.6.6 Manual de datos técnicos.
8.6.6.1 El Proveedor o Contratista debe suministrar a PEMEX el “Manual de datos técnicos” en un plazo de 30 días después de realizadas las pruebas de taller, el manual debe incluir la siguiente información:
a) RPM.
b) Especificaciones de compra para todos los ítems de la lista de materiales.
c) Datos de prueba para verificar que los requerimientos de las especificaciones han sido cumplidos.
d) Registros de tratamientos térmicos.
e) Resultados de pruebas e inspecciones de calidad.
f) Registros de datos de la prueba mecánica de giro.
g) Claros de ensamble final de mantenimiento y operación.
8.6.7 Expediente.
8.6.7.1 El expediente debe contener toda la información requerida en el RDDV del compresor y listada en el Anexo 12.4 de esta NRF. Entendiendo por "Certified drawing” o documento similar “Certified” en lo general, indicado en ISO 10439:2002, “avalado” por el Ingeniero responsable del contratista y del responsable de aseguramiento de calidad del fabricante, que avalan que el contenido del documento es veraz y cumple los requerimientos especificados. Lo que aplica a todo documento técnico que se integra en el expediente del compresor y se entrega a PEMEX. En resumen se debe sustituir el término “Certificado” por el de “Avalado” seguido de las correspondientes rúbricas, nombre y cédulas profesionales o equivalentes internacionales extranjero.
8.6.7.2 El Proveedor o Contratista debe entregar a PEMEX el original y tantas copias como se indique en el contrato del expediente de los compresores, así como conservar por lo menos durante 10 años después de finiquitado y cerrado el contrato, copia digital completa del expediente el que debe estar a disponible para su copia y reproducción por PEMEX.
8.6.7.3 El expediente debe contener toda la información especificada en el párrafo 8.6.1.1 de esta NRF y lo siguiente:
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 38 DE 64
a) Listas y RPM de todos los materiales.
b) Curvas de comportamiento pronosticadas y las curvas de Prueba (cuando se realice la prueba de funcionamiento) incluyendo:
1) Sumario de datos de prueba.
2) Puntos de inestabilidad “surge”.
3) Línea de control del sistema “Antisurge”.
c) Dibujos dimensionales de arreglo general, de ensamble y seccionales de detalle Como se construyó “As-built”.
d) Dibujo mostrando el levantamiento de la máquina ensamblada y componentes mayores y auxiliares.
e) Mapa de soldadura con identificaciones y rastreabilidad a los procedimientos de soldadura e informes de resultados de las pruebas.
f) Plan de inspección y lista de verificación.
g) Informes de resultados de pruebas, incluyendo balanceos estáticos y dinámicos.
h) Hoja de datos de seguridad de la sustancia manejada.
i) Lista de partes de repuesto, que incluya dibujos ilustrativos seccionales y número de parte con su material de fabricación.
9. RESPONSABILIDADES.
9.1 PEMEX.
Vigilar el cumplimiento de esta NRF.
9.2 Proveedores o Contratistas.
9.2.1 Cumplir con los requerimientos de esta Norma de Referencia,
9.2.2 Proporcionar los informes de resultados de las pruebas realizadas a todos y cada uno de los componentes del compresor centrífugo, así como responder plenamente ante la ocurrencia de fallas en la operación del compresor mencionado, que se originen por no aplicar lo indicado en esta Norma de Referencia.
9.2.3 Tener procedimientos de aseguramiento de calidad con certificación vigente en términos de la LFMN y NMX-CC-9001-IMNC-2008 o ISO 9001:2008/Cor.1:2009.
9.2.4 Contar con un Ingeniero Responsable, con conocimiento, experiencia y criterios técnicos que avale el cumplimiento con esta Norma de Referencia.
9.2.5 Estar acreditado y contar con el personal calificado para las pruebas e inspección en la materia, o en su caso contratar o subcontratar a una persona acreditada en la materia, que emita los informes de resultados de pruebas correspondientes, a las pruebas e inspección, requerida por esta Norma de Referencia.
9.2.6 Contar o Disponer del Equipo, Instrumentación e Infraestructura suficiente y apropiada para el cumplimiento de las actividades y obligaciones derivadas de esta Norma de Referencia.
9.2.7 Garantizar el compresor centrifugo, accionador, equipo auxiliar y componentes suministrados por al
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 39 DE 64
menos 12 meses después de su puesta en operación o 18 meses después de la recepción por PEMEX, lo que ocurra primero, contra material defectuoso, mano de obra defectuosa, mal diseño y fallas bajo condiciones normales de operación.
9.2.8 Reparar, modificar o reemplazar a su costo, el compresor centrífugo, accionador, equipo auxiliar y componentes suministrados en el centro de trabajo, hasta cumplir con los requerimientos de esta norma.
9.2.9 Solicitar por escrito a PEMEX, cualquier aclaración, omisión, o discrepancia durante la etapa de licitación/concurso o juntas de aclaraciones, con relación a esta NRF, las HD/HE y Contrato, incluyendo lo puntos indicado en el párrafo 7.1.3 de ISO 10439:2002, antes de la firma del contrato e iniciar sus trabajos, actividades o servicios.
10. CONCORDANCIA CON NORMAS MEXICANAS Ó INTERNACIONALES.
Esta norma concuerda parcialmente con la Norma internacional ISO 10439:2002 y difiere en los numerales indicados en la Tabla 2.
ISO 10439:2002 NRF-131-PEMEX-2012
4.Diseño básico 8.1
4.1.2 8.1.1.2
4.1.3 8.1.1.3
4.1.5 8.1.1.8 / 8.1.1.9
4.1.6 8.1.1.6
4.1.7 8.1.1.19
4.1.10 8.1.1.10
4.1.11 8.1.1.11
4.1.12 8.1.1.12
4.1.15 8.1.1.20
4.1.16 8.1.1.16
4.1.18 8.1.1.17
4.1.20 8.1.1.24
4.2.4 8.1.2.6
4.2.9 8.1.2.7
4.2.12 8.1.2.10
4.2.16 8.1.2.11
4.3.1 8.1.5.3
4.3.3 8.1.5.4 / 8.1.5.5
Tabla 2. – Diferencias entre la ISO 10439:2002 y la norma NRF-131-PEMEX-2012
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 40 DE 64
ISO 10439:2002 NRF-131-PEMEX-2012
4.4.2.1 8.1.1.27
4.4.2.2 8.1.3.1
4.4.3.7 8.1.3.4
4.7.1.2 8.1.6.3.1
4.7.3.5 8.1.6.3.7
4.8.1.1 8.1.7.1
4.8.1.2 8.1.7.2
4.8.1.3 8.1.7.3
4.8.3.4 8.1.7.11
4.9.1.7 8.1.8.3
4.9.2.4 e) 8.1.8.4.5
4.9.3.1 8.1.8.4.3
4.9.4.6 8.1.8.5.1
4.10.3 8.1.9.1
4.10.4 8.1.9.3
4.10.5 8.1.9.4
4.11.1.2 8.2.1.6
4.11.1.3 8.2.1.10
4.11.1.4 8.2.1.18
4.11.1.8 8.2.1.11
4.11.2.2 8.2.2.3
4.11.2.11 8.2.2.4
4.11.3 8.2.1.12
4.11.4.2 8.4.2.3
4.12.3 8.1.19.1
5.1.1 8.1.10.1 / 8.1.10.2
5.1.2 8.1.10.4
5.1.6 8.1.10.5
5.2.2 8.1.11.2
5.2.5 8.1.11.4
5.3.1.1 8.1.1.21
Tabla 2. – Diferencias entre la ISO 10439:2002 y la norma NRF-131-PEMEX-2012 (continuación).
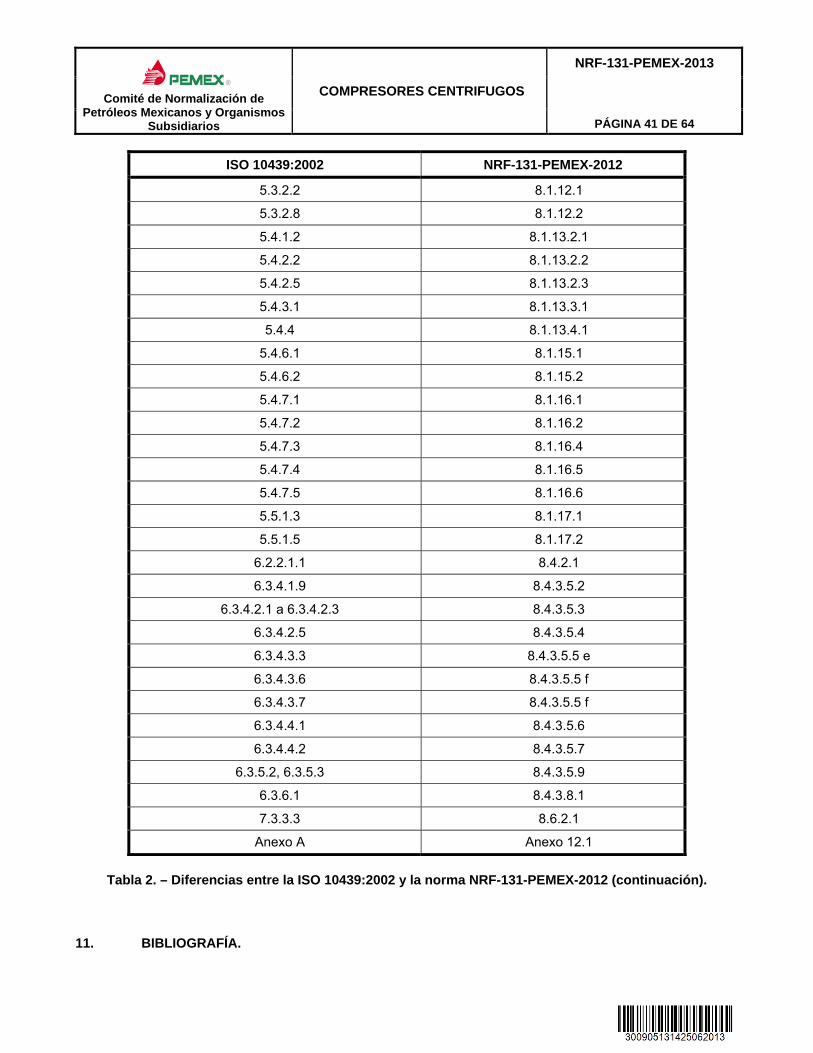
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 41 DE 64
ISO 10439:2002 NRF-131-PEMEX-2012
5.3.2.2 8.1.12.1
5.3.2.8 8.1.12.2
5.4.1.2 8.1.13.2.1
5.4.2.2 8.1.13.2.2
5.4.2.5 8.1.13.2.3
5.4.3.1 8.1.13.3.1
5.4.4 8.1.13.4.1
5.4.6.1 8.1.15.1
5.4.6.2 8.1.15.2
5.4.7.1 8.1.16.1
5.4.7.2 8.1.16.2
5.4.7.3 8.1.16.4
5.4.7.4 8.1.16.5
5.4.7.5 8.1.16.6
5.5.1.3 8.1.17.1
5.5.1.5 8.1.17.2
6.2.2.1.1 8.4.2.1
6.3.4.1.9 8.4.3.5.2
6.3.4.2.1 a 6.3.4.2.3 8.4.3.5.3
6.3.4.2.5 8.4.3.5.4
6.3.4.3.3 8.4.3.5.5 e
6.3.4.3.6 8.4.3.5.5 f
6.3.4.3.7 8.4.3.5.5 f
6.3.4.4.1 8.4.3.5.6
6.3.4.4.2 8.4.3.5.7
6.3.5.2, 6.3.5.3 8.4.3.5.9
6.3.6.1 8.4.3.8.1
7.3.3.3 8.6.2.1
Anexo A Anexo 12.1
Tabla 2. – Diferencias entre la ISO 10439:2002 y la norma NRF-131-PEMEX-2012 (continuación).
11. BIBLIOGRAFÍA.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 42 DE 64
11.1 ASME SECC. VIII DIV. 1:2010, adenda 2011, errata 2012. Rules for construction of pressure vessels. (Reglas para construcción de recipientes a presión).
11.2 API RP 686:2009 Recommended Practice for Machinery Installation and Installation Design - Second Edition. (Práctica recomendada para la instalación y diseño de instalación de maquinaria). 2a Edición
11.3 ASME SECC. VIII DIV. 2: 2010, adenda 2011, errata 2012. Alternative rules. Rules for construction of pressure vessels – includes 2009 addenda. (Reglas alternativas. Reglas para construcción de recipientes a presión incluye adenda 2009).
11.4 ASME B1.1:2003 Unified Inch Screw Threads (UN and UNR Thread Form). [(Roscas de tornillos unificadas en pulgadas) (Roscas de forma UN y UNR)].
11.5 ASTM A 193/A193M-12a Standard Specification for Alloy-Steel and Stainless Steel Bolting for High Temperature or High Pressure Service and Other Special Purpose Applications. (Especificación normalizada para pernos de aleación de acero y de acero inoxidable para el servicio de alta temperatura o de alta presión y otras aplicaciones de propósito especial).
11.6 ASTM A194/A194M-12 Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both. (Especificación normalizada para pernos de Aleación de acero y acero inoxidable para el servicio de alta temperatura o de alta presión y otros usos de propósito especial).
11.7 ASTM A563M-07 Standard Specification for Carbon and Alloy Steel Nuts (Metric). [Especificación estándar para tuercas de acero al carbón o y aleaciones (Métrico)].
11.8 ASTM E709-08 Standard Guide for Magnetic Particle Testing. (Guía estándar para examen por partículas magnéticas)
11.9 ANSI/ASME B16.5:2009 Pipe flanges and flangedfittings NPS 1/2 through NPS 24 metric/inch standard (Estándar de bridas de tubería y accesorios de bridas de tubería de ½ NPS hasta 24 NPS
11.10 ANSI/ASME B16.47:2011 Large Diameter Steel Flanges (NPS 26 Through NPS 60 Metric/Inch Standard). (Bridas de acero de gran diámetro desde 26 hasta 60 in de diámetro nominal)
11.11 ANSI/ASME B1.20.1:1983 Pipe Threads, General Purpose (Inch). (Cuerdas en tubería, propósito general (pulgadas)).
11.12 ASME B16.11:2011 Forged Steel Fittings Socket-Welding and Threaded. (Accesorios de acero forjado de caja soldable y roscados.)
11.13 API STD 670:2000 (R-2010) Machinery protection systems (Sistemas para protección de maquinaria). REAFFIRMED, NOVEMBER 2010.
11.14 API STD 617:2002 (R2009) Axial and Centrifugal Compressors and Expander-compressors for Petroleum, Chemical and Gas Industry Services (Compresores Centrífugos y axiales y Expansores-compresores para servicios en la industria del petróleo, química y gas).
Chapter 1.- General requirements (Capítulo 1.- Requerimientos generales).
Chapter 2.-Centrifugal and axial compressors (Capítulo 2.- Compresores centrífugos y axiales).
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 43 DE 64
11.15 API STD 546:2008 Brushless Synchronous Machines / 500 kVA and Larger. - Third Edition. Máquinas síncronas sin escobillas / 500 kVA y mayores – tercera edición.
11.16 API STD 616:2011 Gas Turbines for the Petroleum, Chemical, and Gas Industry Services (Turbinas de gas para servicios a la industria del petróleo, química y de gas) Fifth Edition.
11.17 ASTM A 515/A 515 M: 2010 Standard Specification for Pressure Vessel Plates, Carbon Steel, for Intermediate- and Higher-Temperature Service. (Especificación normalizada para placas de recipientes a presión, de acero al carbono, para el servicio de temperatura intermedia y de alta).
11.18 NACE MR0103:2010 Materials Resistant to Sulfide Stress Cracking in Corrosive Petroleum Refining Environments - Item No. 21305. (Materiales resistentes a agrietarse por esfuerzos debido al sulfuro en ambientes corrosivos de refinerías petroquímicas).
11.19 ASME SECC. IX: 2010, adenda 2011, errata 2012. Welding and Brazing Qualifications Non-Interfiled (Boiler and Pressure Vessel Codes). (Calificaciones de soldadura eléctrica y autógena) (Códigos de calderas y recipientes a presión).
12. ANEXOS.
12.1 Contenido de las Hojas de Datos / Hojas de Especificación (HD/HE)
12.1.1 Generales
12.1.1.1 Las HD/HE debe contener la información necesaria para la selección, adquisición, fabricación y pruebas del Equipo.
12.1.1.2 El Licenciador o Contratista que desarrolla la ingeniería básica o especificación o PEMEX debe elaborar las HD/HE del Equipo, quienes en conjunto deben describir e indicar todos los requisitos y características que deben tener en cumplimiento con esta NRF y de la ISO 10439:2002, siendo obligación del Proveedor o Contratista que suministra el Equipo, revisar y solicitar por escrito a PEMEX la falta de información o inconsistencia en las HD/HE durante la etapa de licitación y antes de iniciar sus actividades o servicios, ya que de no presentar dicha solicitud, acepta y reconoce la claridad en los requerimientos que debe cumplir.
12.1.1.3 Se debe indicar en las HD/HE del equipo, las condiciones de operación, las propiedades del gas, condiciones del sitio y características de los servicios.
12.1.1.4 Se debe adjunta a las HD/HE del compresor el RDDV (Anexo 12.4 de esta NRF) y la lista de verificación del inspector (Anexo 12.3 de esta NRF), para ser llenados con los datos y fechas del Proveedor o Contratista
12.1.1.5 Se debe adjuntar a las HD/HE del equipo la hoja de datos de seguridad del gas manejado cumpliendo con la NOM-018-STPS-2000.
12.1.1.6 Se debe adjuntar a las HD/HE del equipo, la especificación particular del sistema de control del equipo cumpliendo con la NRF-265-PEMEX-2011.
12.1.2 Formato de las HD/HE.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 44 DE 64
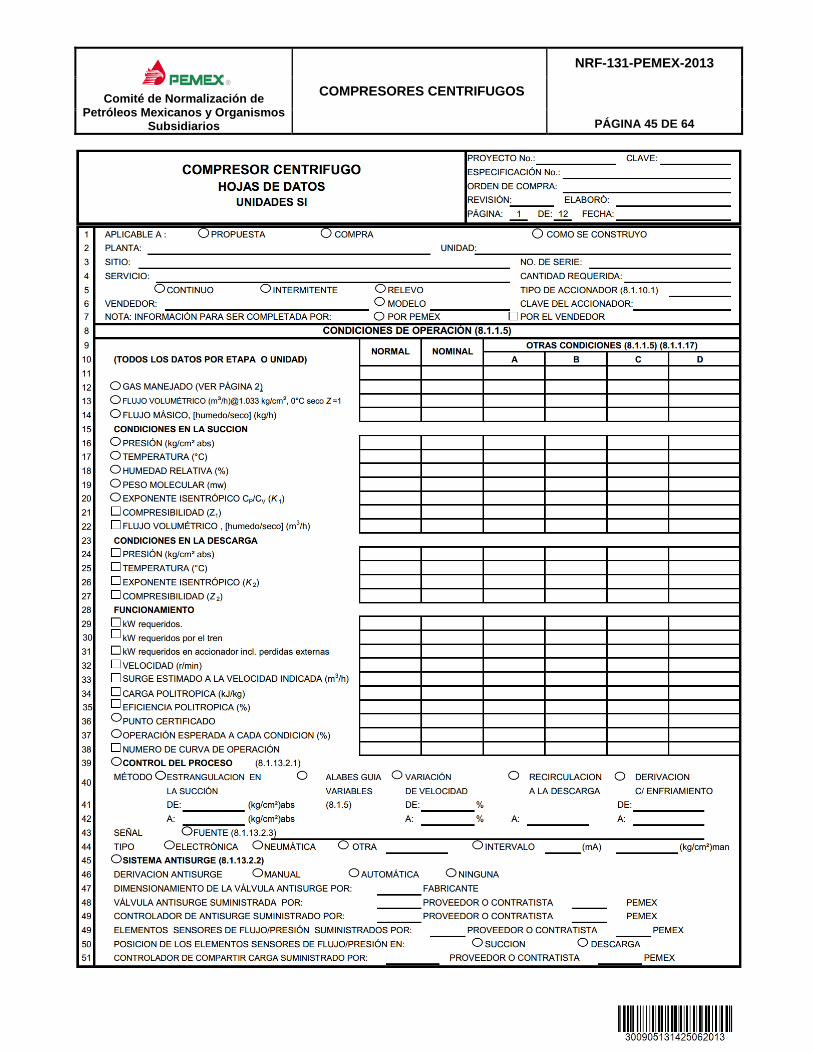
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 45 DE 64
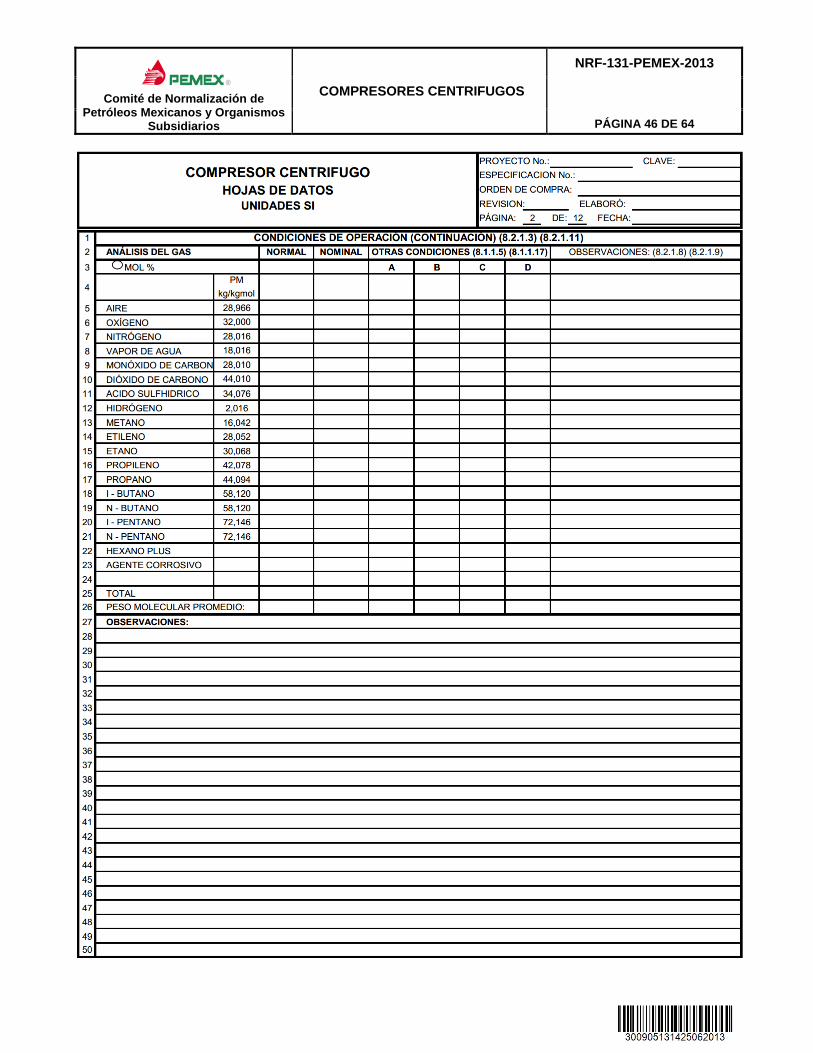
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 46 DE 64
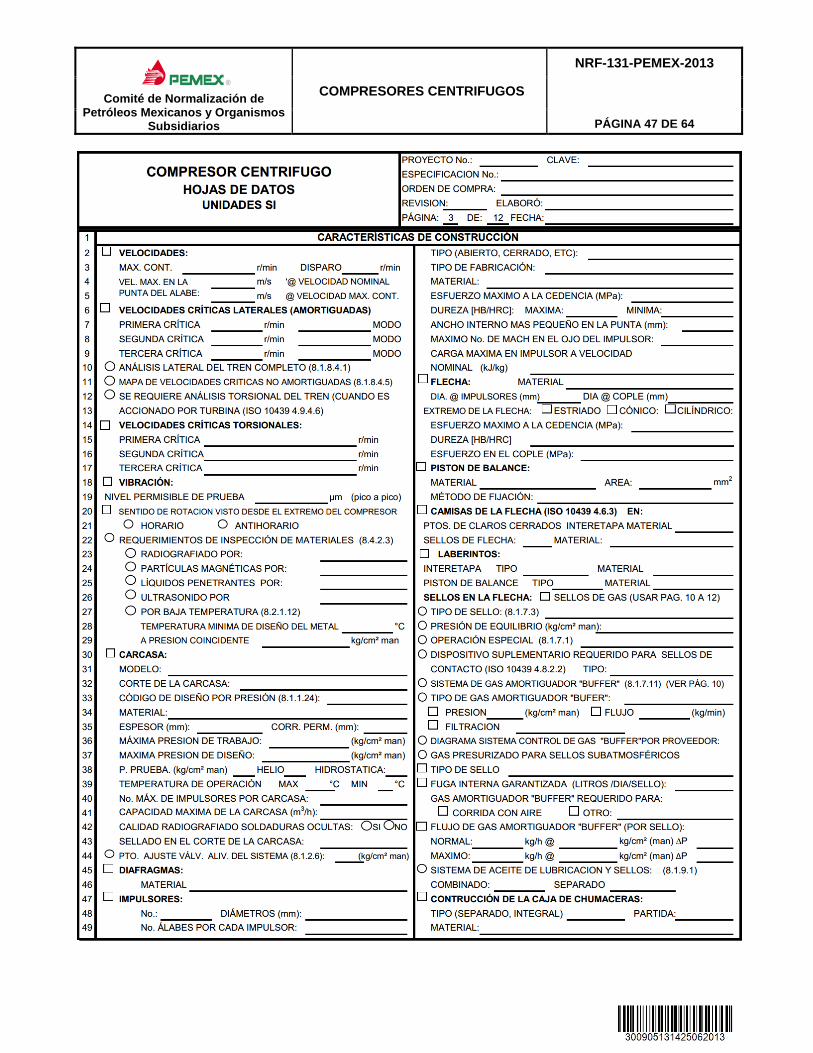
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 47 DE 64
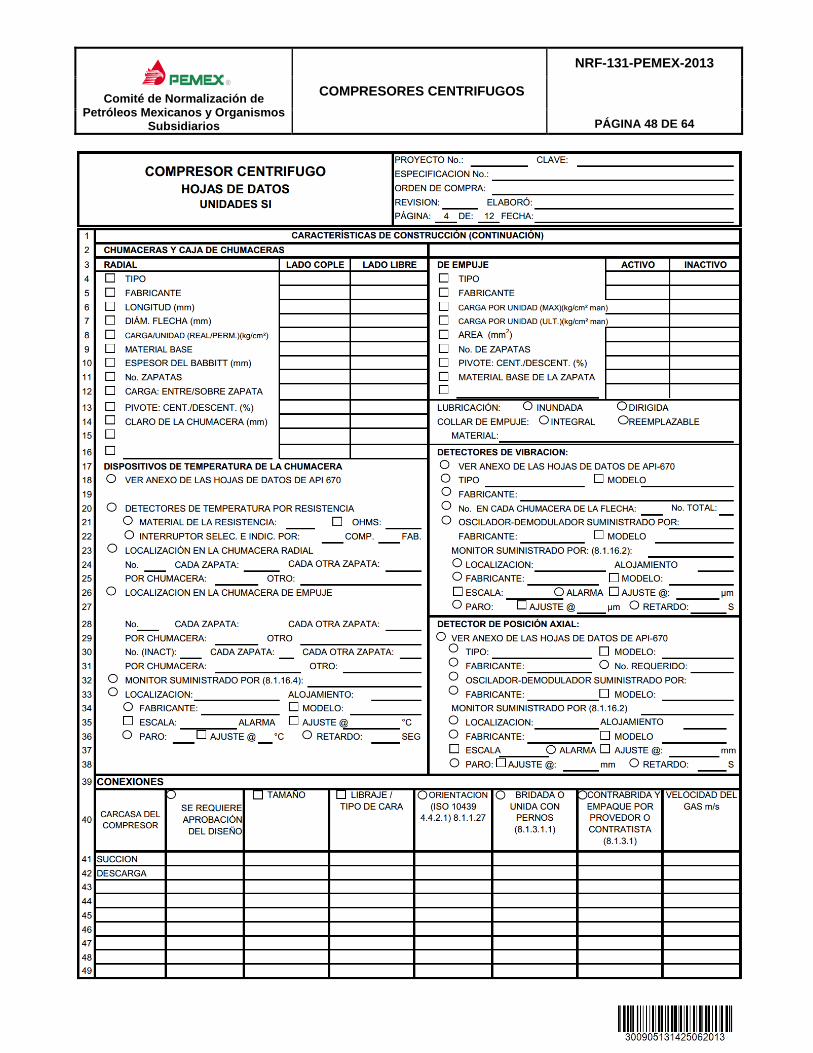
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 48 DE 64
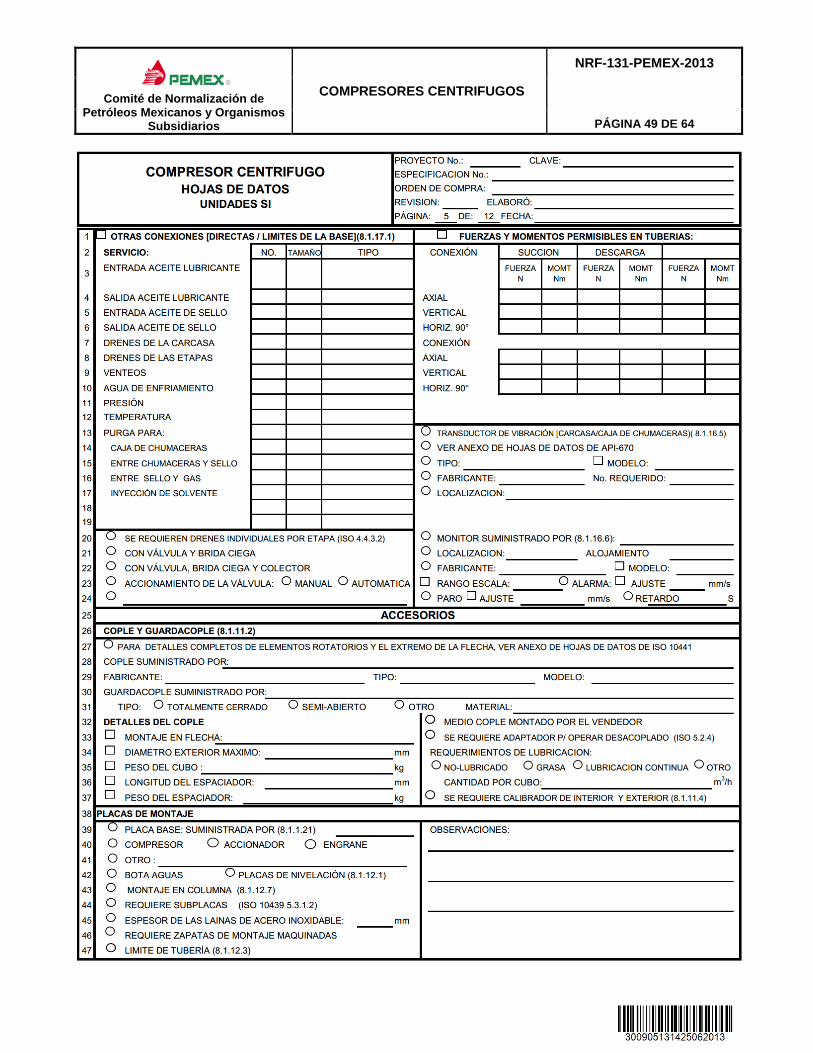
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 49 DE 64
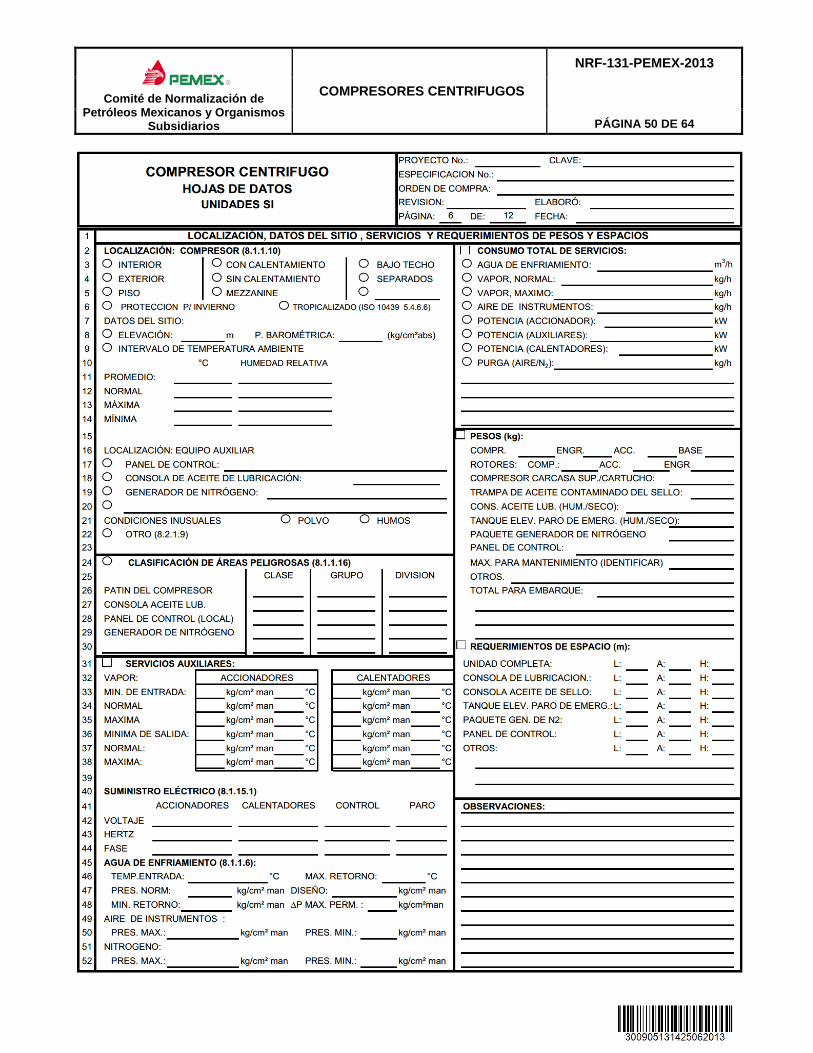
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 50 DE 64
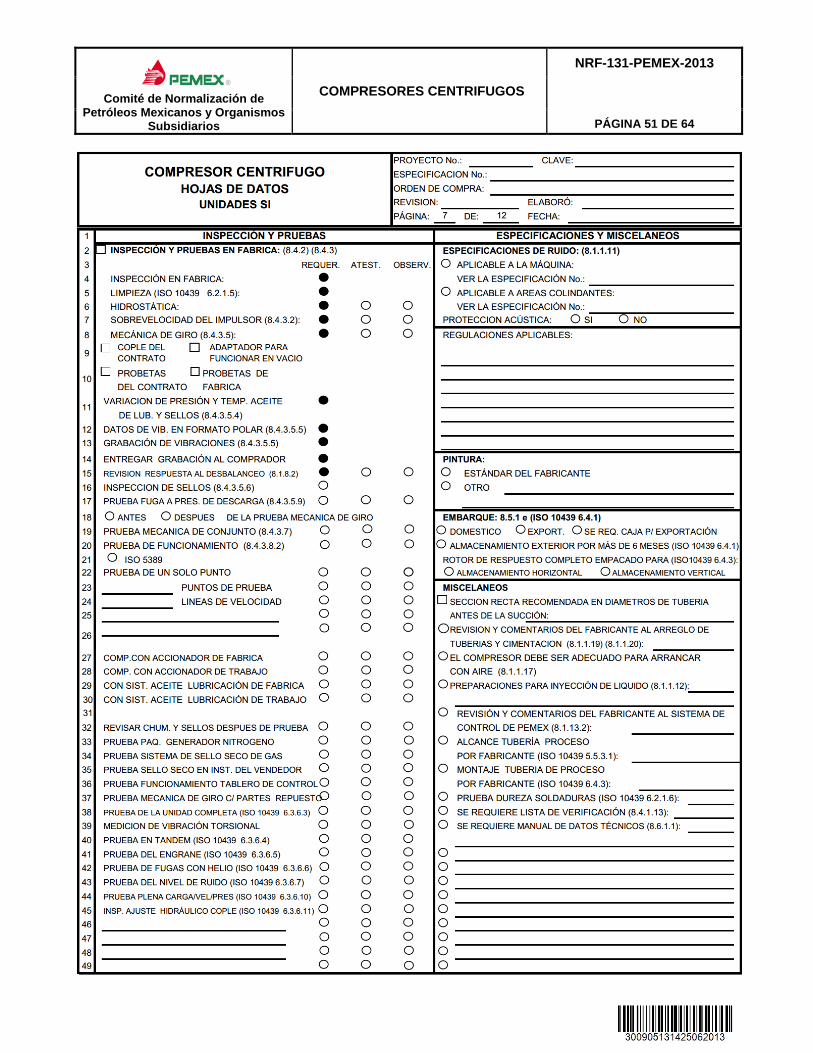
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 51 DE 64
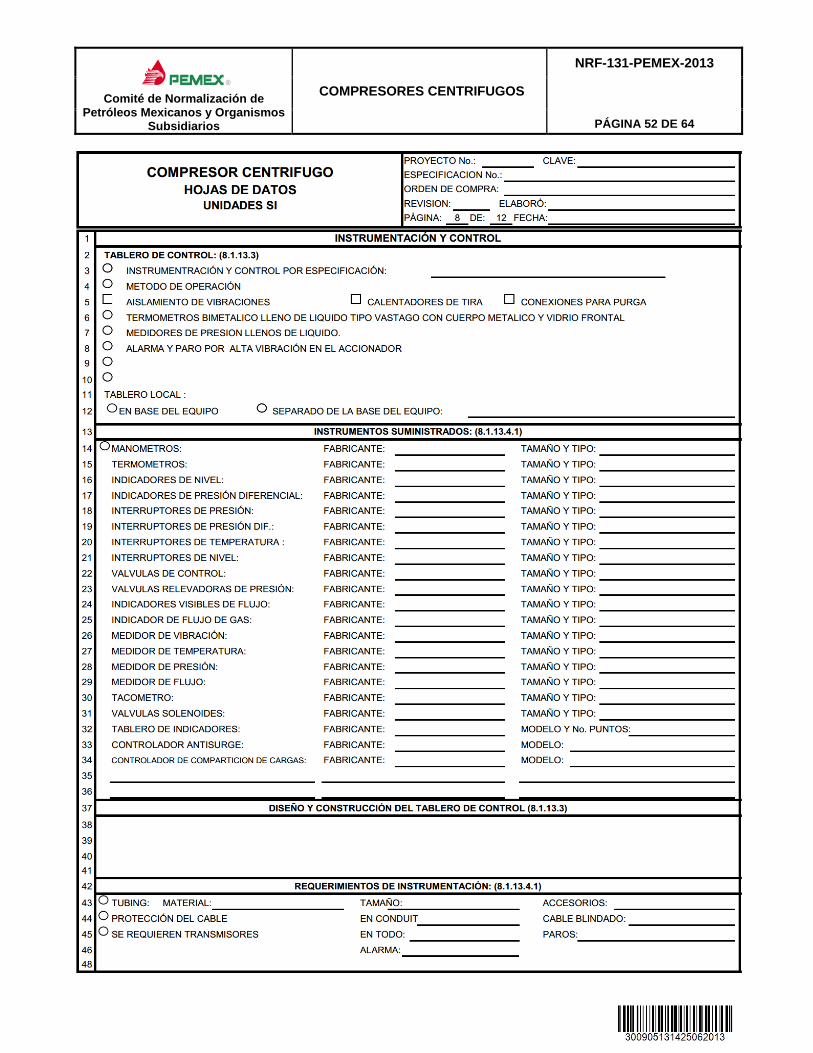
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 52 DE 64
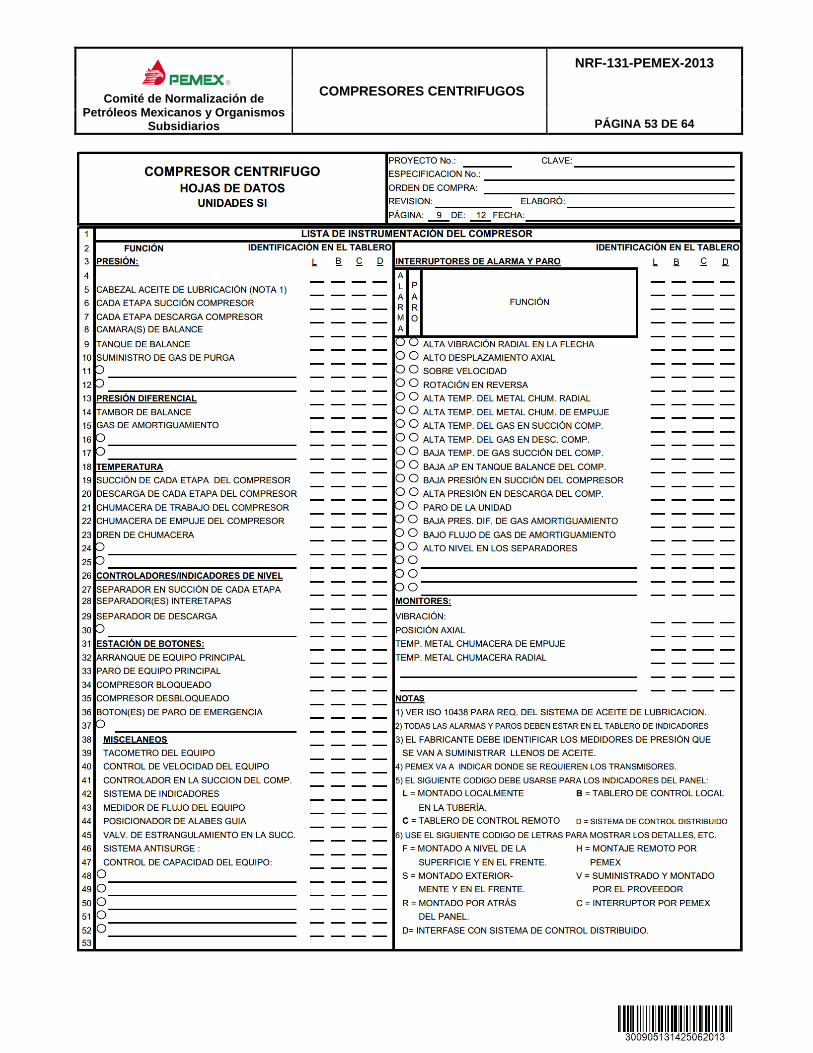
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 53 DE 64
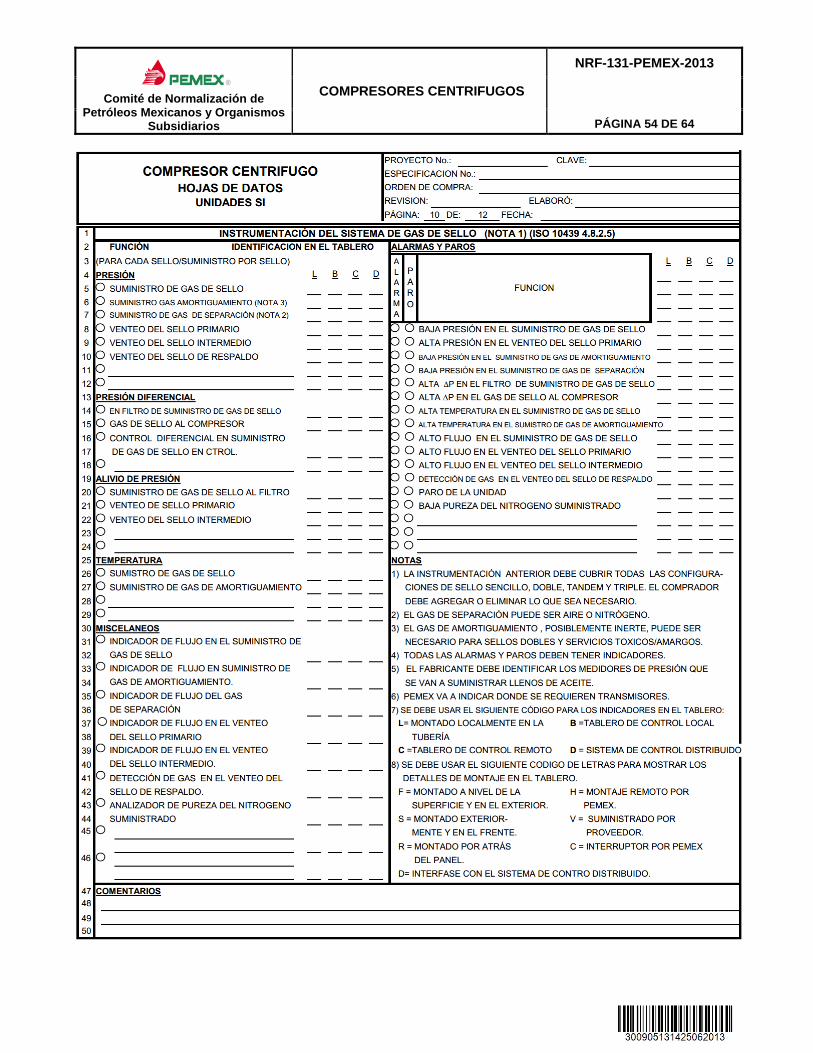
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 54 DE 64
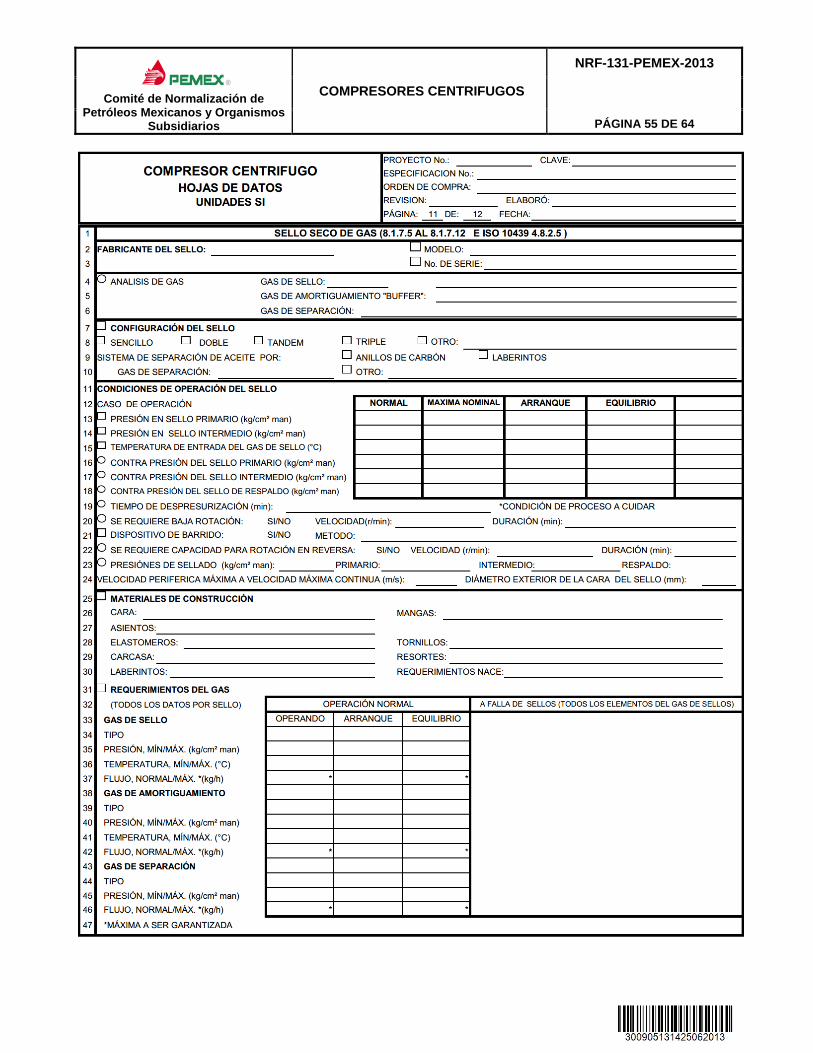
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 55 DE 64
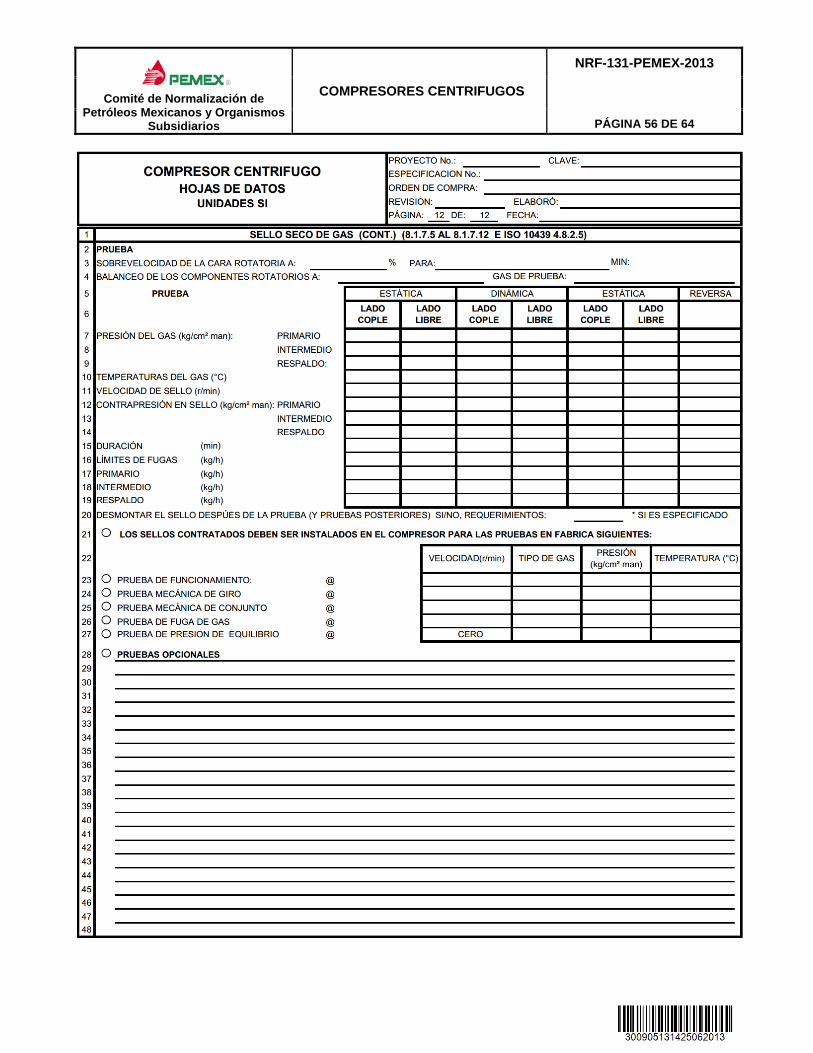
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 56 DE 64
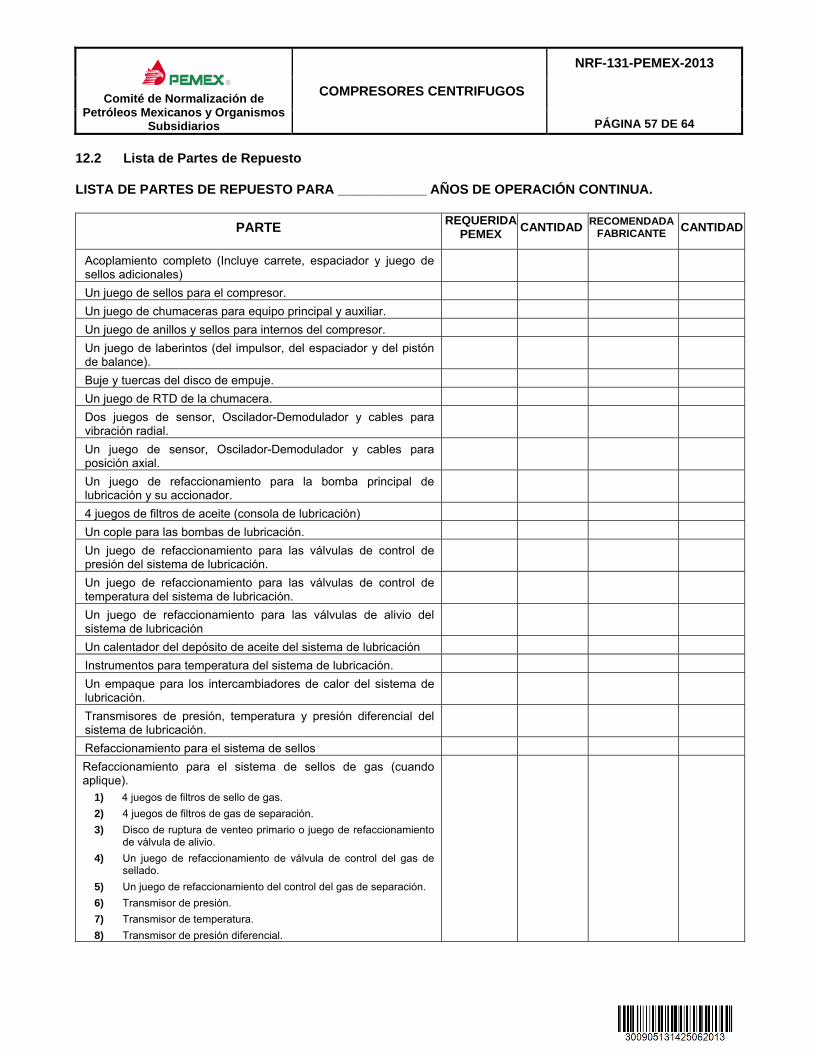
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 57 DE 64
12.2 Lista de Partes de Repuesto
LISTA DE PARTES DE REPUESTO PARA ____________ AÑOS DE OPERACIÓN CONTINUA.
PARTE REQUERIDA
PEMEX CANTIDAD RECOMENDADA
FABRICANTE CANTIDAD
Acoplamiento completo (Incluye carrete, espaciador y juego de sellos adicionales)
Un juego de sellos para el compresor.
Un juego de chumaceras para equipo principal y auxiliar.
Un juego de anillos y sellos para internos del compresor.
Un juego de laberintos (del impulsor, del espaciador y del pistón de balance).
Buje y tuercas del disco de empuje.
Un juego de RTD de la chumacera.
Dos juegos de sensor, Oscilador-Demodulador y cables para vibración radial.
Un juego de sensor, Oscilador-Demodulador y cables para posición axial.
Un juego de refaccionamiento para la bomba principal de lubricación y su accionador.
4 juegos de filtros de aceite (consola de lubricación)
Un cople para las bombas de lubricación.
Un juego de refaccionamiento para las válvulas de control de presión del sistema de lubricación.
Un juego de refaccionamiento para las válvulas de control de temperatura del sistema de lubricación.
Un juego de refaccionamiento para las válvulas de alivio del sistema de lubricación
Un calentador del depósito de aceite del sistema de lubricación
Instrumentos para temperatura del sistema de lubricación.
Un empaque para los intercambiadores de calor del sistema de lubricación.
Transmisores de presión, temperatura y presión diferencial del sistema de lubricación.
Refaccionamiento para el sistema de sellos
Refaccionamiento para el sistema de sellos de gas (cuando aplique).
1) 4 juegos de filtros de sello de gas.
2) 4 juegos de filtros de gas de separación.
3) Disco de ruptura de venteo primario o juego de refaccionamiento de válvula de alivio.
4) Un juego de refaccionamiento de válvula de control del gas de sellado.
5) Un juego de refaccionamiento del control del gas de separación.
6) Transmisor de presión.
7) Transmisor de temperatura.
8) Transmisor de presión diferencial.
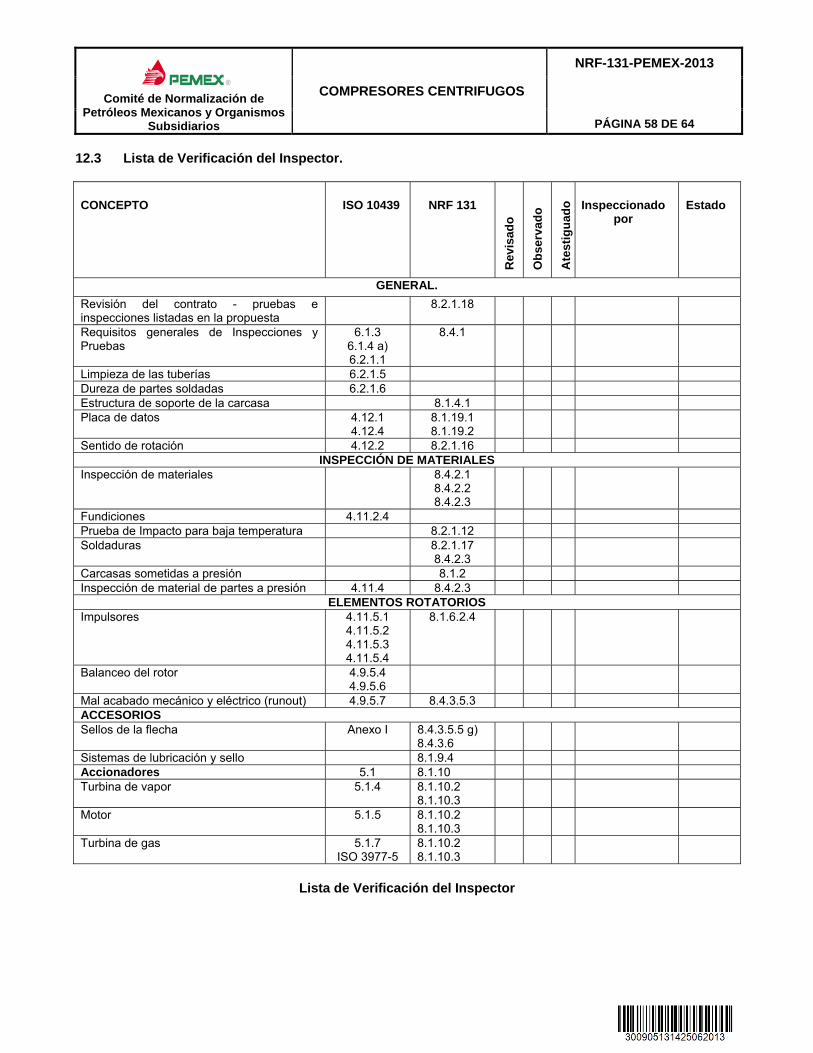
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 58 DE 64
12.3 Lista de Verificación del Inspector.
CONCEPTO ISO 10439 NRF 131
Rev
isad
o
Ob
serv
ado
Ate
stig
uad
o
Inspeccionado por
Estado
GENERAL.
Revisión del contrato - pruebas e inspecciones listadas en la propuesta
8.2.1.18
Requisitos generales de Inspecciones y Pruebas
6.1.3 6.1.4 a) 6.2.1.1
8.4.1
Limpieza de las tuberías 6.2.1.5 Dureza de partes soldadas 6.2.1.6 Estructura de soporte de la carcasa 8.1.4.1 Placa de datos 4.12.1
4.12.4 8.1.19.1 8.1.19.2
Sentido de rotación 4.12.2 8.2.1.16 INSPECCIÓN DE MATERIALES
Inspección de materiales 8.4.2.1 8.4.2.2 8.4.2.3
Fundiciones 4.11.2.4 Prueba de Impacto para baja temperatura 8.2.1.12 Soldaduras 8.2.1.17
8.4.2.3
Carcasas sometidas a presión 8.1.2 Inspección de material de partes a presión 4.11.4 8.4.2.3
ELEMENTOS ROTATORIOSImpulsores 4.11.5.1
4.11.5.2 4.11.5.3 4.11.5.4
8.1.6.2.4
Balanceo del rotor 4.9.5.4 4.9.5.6
Mal acabado mecánico y eléctrico (runout) 4.9.5.7 8.4.3.5.3 ACCESORIOS Sellos de la flecha Anexo I 8.4.3.5.5 g)
8.4.3.6
Sistemas de lubricación y sello 8.1.9.4 Accionadores 5.1 8.1.10 Turbina de vapor 5.1.4
8.1.10.2 8.1.10.3
Motor 5.1.5
8.1.10.2 8.1.10.3
Turbina de gas 5.1.7 ISO 3977-5
8.1.10.2 8.1.10.3
Lista de Verificación del Inspector
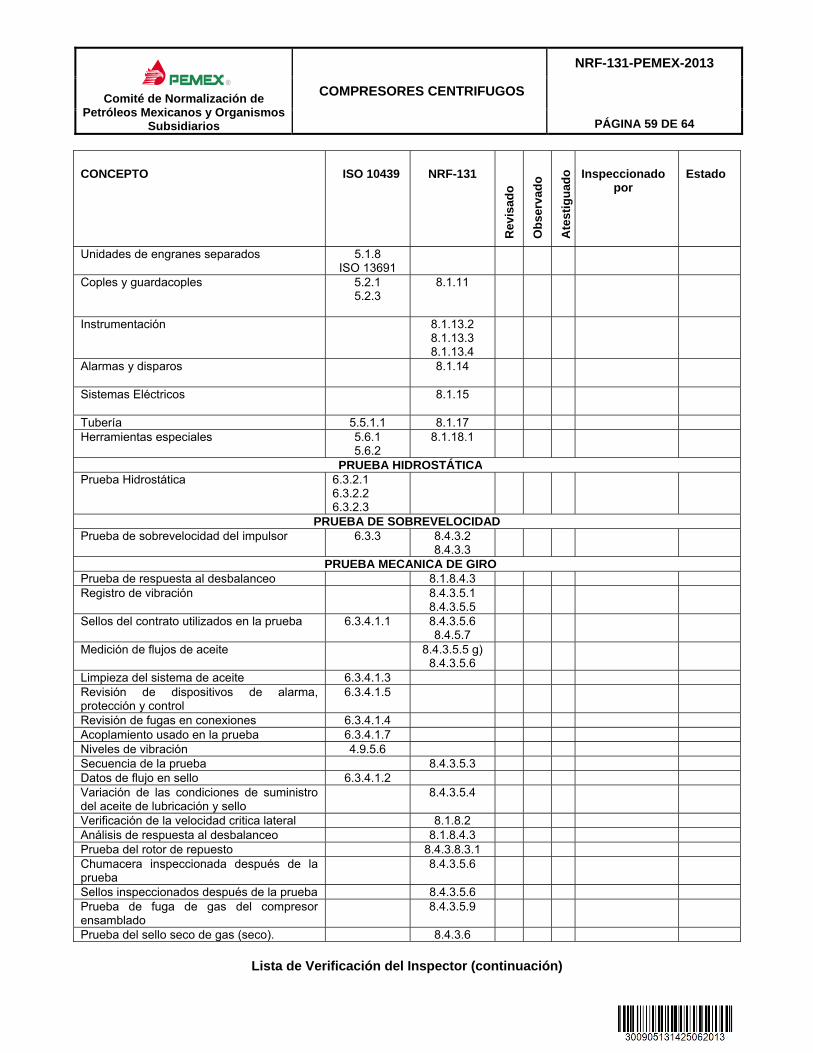
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 59 DE 64
CONCEPTO ISO 10439 NRF-131
Rev
isad
o
Ob
serv
ado
Ate
stig
uad
o
Inspeccionado por
Estado
Unidades de engranes separados 5.1.8 ISO 13691
Coples y guardacoples 5.2.1 5.2.3
8.1.11
Instrumentación 8.1.13.2 8.1.13.3 8.1.13.4
Alarmas y disparos 8.1.14
Sistemas Eléctricos 8.1.15
Tubería 5.5.1.1 8.1.17 Herramientas especiales 5.6.1
5.6.2 8.1.18.1
PRUEBA HIDROSTÁTICAPrueba Hidrostática 6.3.2.1
6.3.2.2 6.3.2.3
PRUEBA DE SOBREVELOCIDADPrueba de sobrevelocidad del impulsor 6.3.3 8.4.3.2
8.4.3.3
PRUEBA MECANICA DE GIROPrueba de respuesta al desbalanceo 8.1.8.4.3 Registro de vibración 8.4.3.5.1
8.4.3.5.5
Sellos del contrato utilizados en la prueba 6.3.4.1.1
8.4.3.5.6 8.4.5.7
Medición de flujos de aceite 8.4.3.5.5 g) 8.4.3.5.6
Limpieza del sistema de aceite 6.3.4.1.3 Revisión de dispositivos de alarma, protección y control
6.3.4.1.5
Revisión de fugas en conexiones 6.3.4.1.4 Acoplamiento usado en la prueba 6.3.4.1.7 Niveles de vibración 4.9.5.6 Secuencia de la prueba 8.4.3.5.3 Datos de flujo en sello 6.3.4.1.2 Variación de las condiciones de suministro del aceite de lubricación y sello
8.4.3.5.4
Verificación de la velocidad critica lateral 8.1.8.2 Análisis de respuesta al desbalanceo 8.1.8.4.3 Prueba del rotor de repuesto 8.4.3.8.3.1 Chumacera inspeccionada después de la prueba
8.4.3.5.6
Sellos inspeccionados después de la prueba 8.4.3.5.6 Prueba de fuga de gas del compresor ensamblado
8.4.3.5.9
Prueba del sello seco de gas (seco). 8.4.3.6
Lista de Verificación del Inspector (continuación)
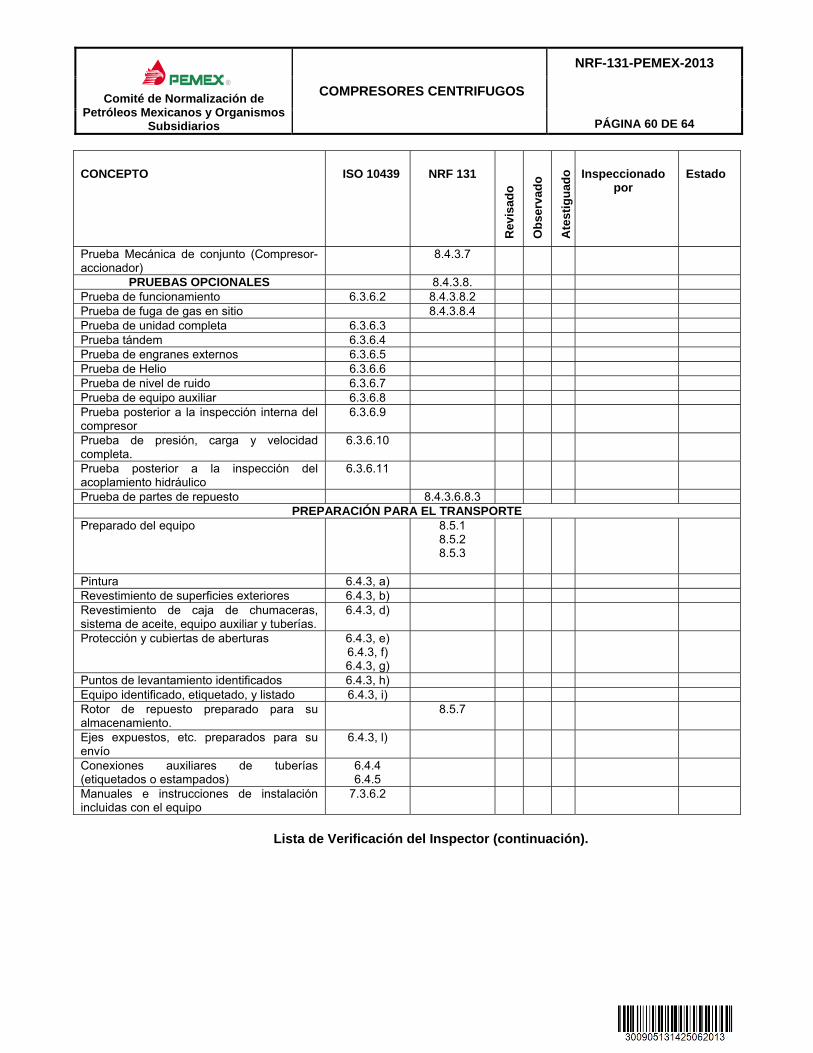
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 60 DE 64
CONCEPTO ISO 10439 NRF 131
Rev
isad
o
Ob
serv
ado
Ate
stig
uad
o
Inspeccionado por
Estado
Prueba Mecánica de conjunto (Compresor-accionador)
8.4.3.7
PRUEBAS OPCIONALES 8.4.3.8. Prueba de funcionamiento 6.3.6.2 8.4.3.8.2 Prueba de fuga de gas en sitio 8.4.3.8.4 Prueba de unidad completa 6.3.6.3 Prueba tándem 6.3.6.4 Prueba de engranes externos 6.3.6.5 Prueba de Helio 6.3.6.6 Prueba de nivel de ruido 6.3.6.7 Prueba de equipo auxiliar 6.3.6.8 Prueba posterior a la inspección interna del compresor
6.3.6.9
Prueba de presión, carga y velocidad completa.
6.3.6.10
Prueba posterior a la inspección del acoplamiento hidráulico
6.3.6.11
Prueba de partes de repuesto 8.4.3.6.8.3 PREPARACIÓN PARA EL TRANSPORTE
Preparado del equipo 8.5.1 8.5.2 8.5.3
Pintura 6.4.3, a) Revestimiento de superficies exteriores 6.4.3, b) Revestimiento de caja de chumaceras, sistema de aceite, equipo auxiliar y tuberías.
6.4.3, d)
Protección y cubiertas de aberturas 6.4.3, e) 6.4.3, f) 6.4.3, g)
Puntos de levantamiento identificados 6.4.3, h) Equipo identificado, etiquetado, y listado 6.4.3, i) Rotor de repuesto preparado para su almacenamiento.
8.5.7
Ejes expuestos, etc. preparados para su envío
6.4.3, l)
Conexiones auxiliares de tuberías (etiquetados o estampados)
6.4.4 6.4.5
Manuales e instrucciones de instalación incluidas con el equipo
7.3.6.2
Lista de Verificación del Inspector (continuación).
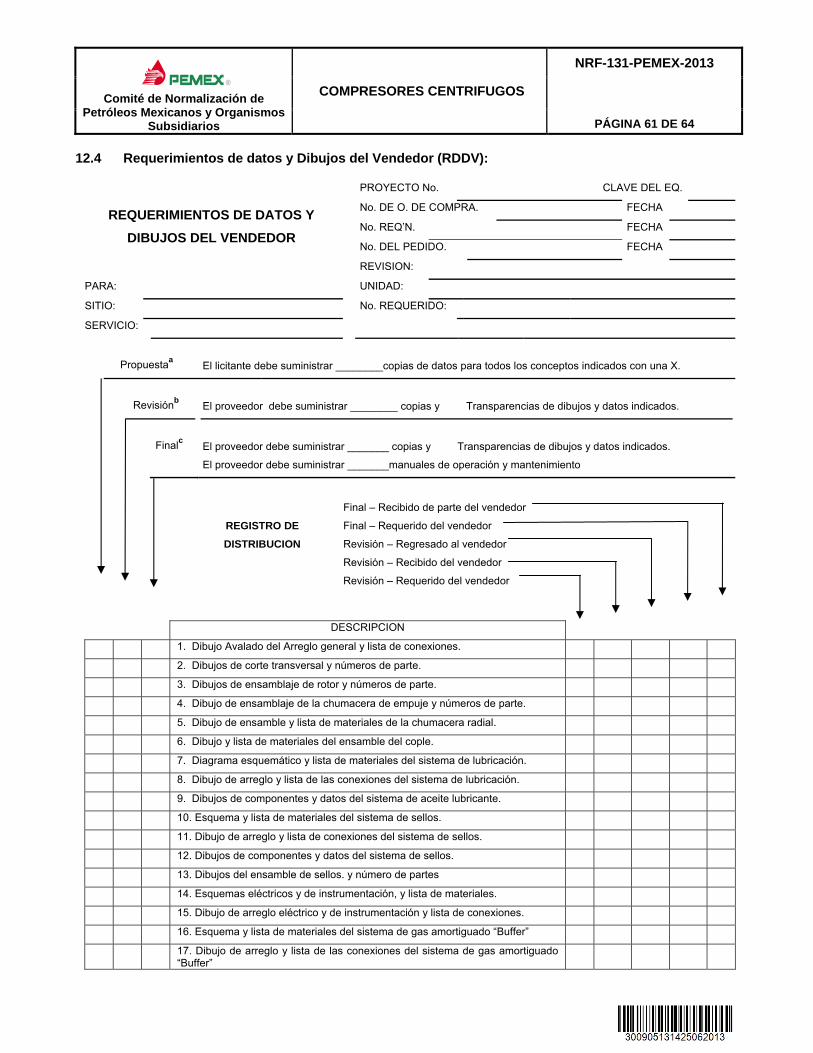
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 61 DE 64
12.4 Requerimientos de datos y Dibujos del Vendedor (RDDV):
REQUERIMIENTOS DE DATOS Y
DIBUJOS DEL VENDEDOR
PROYECTO No. CLAVE DEL EQ.
No. DE O. DE COMPRA. FECHA
No. REQ’N. FECHA
No. DEL PEDIDO. FECHA
REVISION:
PARA: UNIDAD:
SITIO: No. REQUERIDO:
SERVICIO:
Propuestaa
El licitante debe suministrar ________copias de datos para todos los conceptos indicados con una X.
Revisiónb
El proveedor debe suministrar ________ copias y Transparencias de dibujos y datos indicados.
Finalc
El proveedor debe suministrar _______ copias y Transparencias de dibujos y datos indicados.
El proveedor debe suministrar _______manuales de operación y mantenimiento
REGISTRO DE
DISTRIBUCION
Final – Recibido de parte del vendedor
Final – Requerido del vendedor
Revisión – Regresado al vendedor
Revisión – Recibido del vendedor
Revisión – Requerido del vendedor
DESCRIPCION
1. Dibujo Avalado del Arreglo general y lista de conexiones.
2. Dibujos de corte transversal y números de parte.
3. Dibujos de ensamblaje de rotor y números de parte.
4. Dibujo de ensamblaje de la chumacera de empuje y números de parte.
5. Dibujo de ensamble y lista de materiales de la chumacera radial.
6. Dibujo y lista de materiales del ensamble del cople.
7. Diagrama esquemático y lista de materiales del sistema de lubricación.
8. Dibujo de arreglo y lista de las conexiones del sistema de lubricación.
9. Dibujos de componentes y datos del sistema de aceite lubricante.
10. Esquema y lista de materiales del sistema de sellos.
11. Dibujo de arreglo y lista de conexiones del sistema de sellos.
12. Dibujos de componentes y datos del sistema de sellos.
13. Dibujos del ensamble de sellos. y número de partes
14. Esquemas eléctricos y de instrumentación, y lista de materiales.
15. Dibujo de arreglo eléctrico y de instrumentación y lista de conexiones.
16. Esquema y lista de materiales del sistema de gas amortiguado “Buffer”
17. Dibujo de arreglo y lista de las conexiones del sistema de gas amortiguado “Buffer”
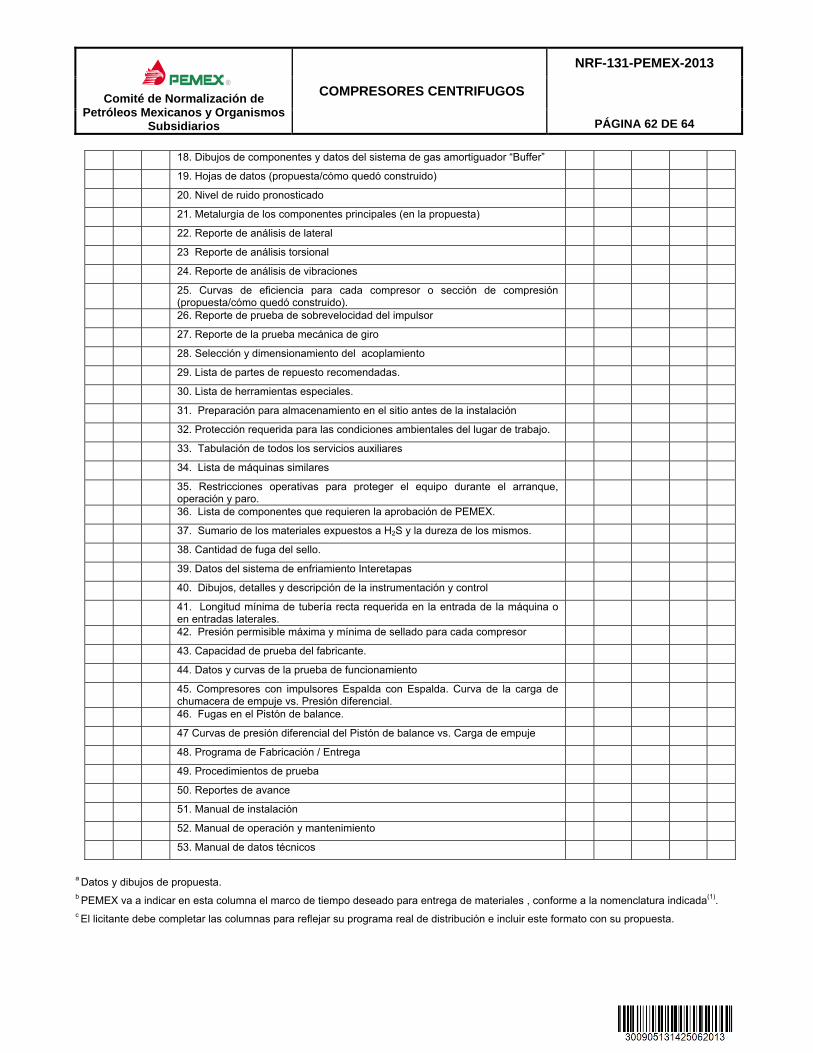
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 62 DE 64
18. Dibujos de componentes y datos del sistema de gas amortiguador “Buffer”
19. Hojas de datos (propuesta/cómo quedó construido)
20. Nivel de ruido pronosticado
21. Metalurgia de los componentes principales (en la propuesta)
22. Reporte de análisis de lateral
23 Reporte de análisis torsional
24. Reporte de análisis de vibraciones
25. Curvas de eficiencia para cada compresor o sección de compresión (propuesta/cómo quedó construido).
26. Reporte de prueba de sobrevelocidad del impulsor
27. Reporte de la prueba mecánica de giro
28. Selección y dimensionamiento del acoplamiento
29. Lista de partes de repuesto recomendadas.
30. Lista de herramientas especiales.
31. Preparación para almacenamiento en el sitio antes de la instalación
32. Protección requerida para las condiciones ambientales del lugar de trabajo.
33. Tabulación de todos los servicios auxiliares
34. Lista de máquinas similares
35. Restricciones operativas para proteger el equipo durante el arranque, operación y paro.
36. Lista de componentes que requieren la aprobación de PEMEX.
37. Sumario de los materiales expuestos a H2S y la dureza de los mismos.
38. Cantidad de fuga del sello.
39. Datos del sistema de enfriamiento Interetapas
40. Dibujos, detalles y descripción de la instrumentación y control
41. Longitud mínima de tubería recta requerida en la entrada de la máquina o en entradas laterales.
42. Presión permisible máxima y mínima de sellado para cada compresor
43. Capacidad de prueba del fabricante.
44. Datos y curvas de la prueba de funcionamiento
45. Compresores con impulsores Espalda con Espalda. Curva de la carga de chumacera de empuje vs. Presión diferencial.
46. Fugas en el Pistón de balance.
47 Curvas de presión diferencial del Pistón de balance vs. Carga de empuje
48. Programa de Fabricación / Entrega
49. Procedimientos de prueba
50. Reportes de avance
51. Manual de instalación
52. Manual de operación y mantenimiento
53. Manual de datos técnicos
a Datos y dibujos de propuesta. b PEMEX va a indicar en esta columna el marco de tiempo deseado para entrega de materiales , conforme a la nomenclatura indicada(1). c El licitante debe completar las columnas para reflejar su programa real de distribución e incluir este formato con su propuesta.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 63 DE 64
Notas:
1. Los documento solicitados en este RDDV deben cumplir con el Anexo C de la ISO 10439:2002.
2. Cuando sea necesario, para cumplir con la fecha de envío prevista, el proveedor o contratista deber proceder a la fabricación de la orden y sin la aprobación de PEMEX de los dibujos.
3. El proveedor o contratista deberá enviar todos los dibujo y datos a
4. Los dibujos y datos deben mostrar número de proyecto, orden de compra y clave, localización de la planta y unidad. Un juego de dibujos e instrucciones necesarias para la instalación en campo, adicionales al número de copias especificadas, se debe enviar con el embarque.
5. Ver descripción de los artículos requeridos que siguen.
6. Toda la información indicada en el programa de distribución debe recibirse antes de realizar el último pago.
7. Si se utilizan en la propuesta dibujos, esquemáticos, listas de material típicos, esto debe ser indicado en ellos.
Proveedor o contratista:
Fecha: Referencia del proveedor o contratista:
Firma
(Firma de reconocimiento de recibo de todas las instrucciones)
12.5 Requisitos que debe cumplir un documento “equivalente”
12.5.1 La indicación “o equivalente”, que se menciona en esta NRF, después de los Documentos extranjeros, significa lo siguiente:
12.5.2 Documento normativo que indica las características, reglas, especificaciones, requerimientos, atributos, directrices, o prescripciones aplicables a un Bien, Proceso, Actividad, Servicio o Método, y las que se refieran a su cumplimento o aplicación, en nivel cuantitativo, cualitativo, igual al propuesto en esta NRF.
12.5.2.1 Los Documentos extranjeros, “equivalentes”, deben cumplir con lo indicado o exigido por el Documento extranjero referido por esta NRF.
12.5.2.2 No se aceptan como equivalentes documentos Normativos o Lineamientos Nacionales, Internacionales, Industriales o Extranjeros, que tengan requerimientos, especificaciones o exigencias menores a los referidos o solicitados por PEMEX, (por ejemplo: menores espesores, menores factores de seguridad, menores presiones o temperaturas, menores niveles de aislamiento eléctrico, menores propiedades a la temperatura, mayor emisión de humos y características constructivas de los conductores eléctricos, menores capacidades, eficiencias, características operativas, propiedades físicas, químicas y mecánicas, entro otros).
12.5.3. Lo anterior también es aplicable a los requerimientos señalados en los Documentos Técnicos de los Paquetes de Ingeniería Básica de los Licenciadores o Tecnólogos.
12.5.4. En todos los casos, las características, especificaciones, requerimientos o obligaciones indicados en esta Norma de Referencia, Especificación Técnica, y los que de esta se desprenden, son de cumplimiento obligatorio por Licitantes, Contratistas o Proveedores de Bienes o Servicios.
Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios
COMPRESORES CENTRIFUGOS
NRF-131-PEMEX-2013
PÁGINA 64 DE 64
12.5.5. El Licitante, Contratista o Proveedor, que considere que un documento es equivalente al Documento extranjero indicados en esta Norma de Referencia o ET, debe solicitar por escrito a PEMEX la autorización para su uso, anexando los antecedentes y argumentación que justifique su solicitud, así como una comparativa, concepto por concepto, demostrando que el documento que propone, es igual que el indicado o referido en esta NRF o ET., a lo que PEMEX debe responder de forma explícita.
12.5.6. Cuando los documentos señalados en el párrafo anterior, no son de origen Nacional, deben estar legalizados ante cónsul mexicano o, cuando resulte aplicable, apostillados de conformidad con el “Decreto de Promulgación de la Convención por la que se suprime el requisito de Legalización de los Documentos Públicos Extranjeros”, publicado en el Diario Oficial de la Federación del 14 de agosto de 1995.
12.5.7. Los documentos que se presenten en un idioma distinto al español deben acompañarse de una traducción de dicho idioma al español, por un perito traductor certificado, considerando la conversión de unidades conforme a la NOM-008-SCFI-2002. La traducción debe ostentar la siguiente leyenda que debe estar signada por el representante legal del Licitante, Contratista o Proveedor, que propone el documento equivalente.
“Esta traducción refleja fielmente el contenido e interpretación del documento original en su idioma de origen, para los efectos de la Licitación o, Contrato, y efectos Legales, a que den lugar”
12.5.8 La respuesta de PEMEX al uso de un documento equivalente debe por escrito, indicando si es o no autorizado el documento propuesto como equivalente, en el caso de que no se autorice el uso del documento equivalente, el Licitante, Contratista, o Proveedor, está obligado a cumplir con el Documento extranjero establecido en la NRF o ET.





























