Embed Size (px)
Citation preview
OBRADA ALATIMA NEDEFINISANE GEOMETRIJE
Obrada alatima nedefinisane geometrije
SADRŽAJ :
1
Obrada alatima nedefinisane geometrije
UVOD………………………………………………………….... 2.1. BRUŠENJE……………………………………………………... 3.
1.1. ELEMENTI REŽIMA OBRADE BRUŠENJEM……………..... 4.1.1.1. Dodatak za obradu i dubinu rezanja................................ 4.1.1.2. Brzina rezanja................................................................... 6.1.1.3. Brzina predmeta obrade................................................... 8.1.1.4. Korak................................................................................
.10.
1.2. OTPORI REZANJA I SNAGA MAŠINE..................................... 13.1.3. PROIZVEDNE OPERACIJE OBRADOM BRUŠENJEM........... 15.
1.3.1. Kružno brušenje............................................................... 16.1.3.2. Ravno brušenje................................................................ 19.1.3.3. Brušenje složenih površina (specijalno).......................... 21.1.3.4. Brušenje bez šiljaka.......................................................... 23.
1.4. KARAKTERISTIKA ALATA U OBRADI BRUŠENJEM.......... 24.1.4.1. Obliik i dimenzija alata u obradi brušenjem.................... 25.1.4.2. Vrsta vezivnog i brusnog materijala kod tocila................ 31.
1.4.2.1. Brusni materijali............................................... 31.1.4.2.2. Vezivni materijali.............................................. 33.
1.4.3. Krupnoća materijala......................................................... 34.1.4.4. Tvrdoća i struktura tocila................................................. 35.
1.5. OZNAČAVANJE TOCILA........................................................... 37.1.6. MONTAŽA, URAVNOTEŽENJE I ZAŠTITA TOCILA............. 38.1.7. HABANJE TOCILA...................................................................... 41.
1.7.1. Kriva habanja tocila......................................................... 42.1.8. PORAVNANJE I PROFILISANJE TOCILA................................ 43.1.9. MAŠINE ZA BRUŠENJE.............................................................. 45.
1.9.1. Brusilice za okruglo spoljašnje i unutrašnje brušenje...... 47.1.9.2. Brusilice za ravno brušenje.............................................. 50.1.9.3. Brusilica za oštrenje alata – specijalne brusilice............. 52.
2. METODE NAJFINIJE OBRADE.................................................. 53.2.1. GLAČANJE................................................................................... 53.
2.1.1. Spoljašnje glačanje – lepovanje....................................... 53.2.1.2. Unutrašnje glačanje – honovanje..................................... 56.
2.2. SUPER FINIŠ................................................................................. 52.2.3. POLIRANJE................................................................................... 59.
3. Hrapavost obrađene površine......................................................... 60.4. Zaključak. ...................................................................................... 62.5. Literatura........................................................................................ 63.
2
Obrada alatima nedefinisane geometrije
UVOD
Prerada sirovina i poluproizvoda u cilju dobijanja gotovih delova može se izvesti na razne načine. Koji metod je pravi zavisi od čitavog niza faktotra. Danas je na raspolaganju veliki broj različitih načina obrade i oblikovanja i oni se svrstavaju u nekoliko kategorija. Možemo ih podeliti u konvencionalne i nekonvencionalne metode.
Nekonvencionalne metode su rezultat naučno istraživačkog rada dvadesetprvog veka sa jedne strane, i sve većih zahteva u pogledu složenosti, tačnosti i kvaliteta proizvoda. Ova metoda se javlja kao dopuna klasičnim metodama. Jedna od važnih osobina ovih metoda je potpuno automatizovanje, a u nekim slučajevima i računsko regulisati i upravljati.
Konvencionalne ili klasične metode su one za koje se dugo zna , tj. one su u upotrebi dugi niz godina. Možemo ih razvrstati u dve velike podgrupe i to:
obrada rezanjem (obrada skidanjem strugotine) obrada bez rezanja
Rezanje je takav vid obrade kod koga različiti alati u neposrednom kontaktu sa radnom predmetom i pod dejstvom odgovarajućih sila odnase veliki deo materijala pretvarajući ga u strugotinu. Zbog toga se često koristi i termin obrada sa skidanjem strugotine. Strugotina je višak materijala u odnosu na željeni oblik i posle njenog formiranja i odvajanja predstavlja otpad.
Prema uslovima obrade i geometriji alata razlikuju se metode obrade sa alatom definisane geometrije (struganje, glodanje, bušenje, rendisanje, provlačenje i rezanje testerama) i sa alatima nedefinisane geometrije (brušenje, honovanje,lepovanje, super finiš i poliranje.
Metoda obrade sa alatom nedefinisane geometrije odlikuje se malim dubinama rezanja, odnosno malim elementom strugotine. Masa materijala koja je pretvorena u strugotinu je takođe mala, tako da polazna forma ne doživljava velike promene oblika i dimenzija.
Obrada brušenjem može se izvoditi i kao gruba obrada kada se vrši obrada odlivaka, otkovaka ili zavara. Posle operacija brušenja može se izvoditi obrada glačanjem i superfinišom.
U završne metode spada i poliranje i ono se može primenjivati u različitim fazama obrade i na rezličitim, vrstama pripremka.
U zavisnosti od željenog oblika koji želimo da dobijemo primenjujemo jednu ili više od navedenih obrada. Kao kriterijum za izbor obrade dela uzima se i željeni kvalitet površina mašinskog dela.
.
3
Obrada alatima nedefinisane geometrije
1. BRUŠENJE
Brušenje je jedna od najznačajnijih proizvodnih operacija završne obrade, jer obezbeđuje: visoku tačnost mera i visok kvalitet obradene površine.
Izvodi se nakon termičke obrade tako da se ostvaruje i uklanjanje grešaka nastalih usled toplotnih deformacija pri termičkoj obradi.
U novije vreme primenjuju se i postupci dubokog ili visokoproduktivnog brušenja. To su postupci grube - prethodne obrade brušenjem, čiji je prvenstveni cilj uklanjanje što veće količine materijala.
Sam proces brušenja karakteriše se time da pojedina zrna zadiru u materijal, ali i da veliki broj zrna zbog nedefinisane geometrije i nedefinisanog osnovnog položaja kliza po obratku ili je preko velike leđne površine u stalnom kontaktu sa njim. Kao posledica toga, ali i velikih radnih brzina javlja se visoka temperatura 1000 – 2000 ˚C. Ovako visoka temperatura je izuzetno štetna jer menja strukturu površinskog sloja materijala, bukvalno sagoreva deo materijala ili stvara naprsline na površini. Radi toga je neophodno primenjivati hlađenje.
Sredstvo za hlađenje uvodi se u zonu rezanja između alata i obratka pod određenim pritiskom i u određenom, relativno velikom protoku čime se postiže prihvat i odvođenje znatne količine toplote. Pored ovoga tečnost za hlađenje pozitivno utiče na proces odvođenja strugotine iz zone obrade, a isto tako i istrošenih čestica alata. Naime, usled opterećenja i naglih promena dubine rezenja po pojedinačnim zrnima, događa se da se zrna izvaljuju iz veziva, odnosno alata. Pored toga može doći i do loma – prskanja zrna gde takođe postoji deo koga treba odvesti iz zone rezanja. Inače lom i izvaljivanje zrna predstavljaju neku vrstu smooštrenja jer slomljeno zrno je sigurno sa oštrim ivicama, a izvaljeno zrno ustupa mesto novom.
S obzirom da u procesu rezanja učestvuje vrlo veliki broj zrnaca, koja pojedinačno skidaju sitnu strugotinu (debljine do nekoliko mikrometara), to se za tocilo, kao prvi glavni faktor obrade, posmatra ukupna sila rezanja o čemu će kasnije biti više reči.
4
Obrada alatima nedefinisane geometrije
1.1. ELEMENTI REŽIMA OBRADEBRUŠENJEM
Za izvođenje određenje operacije ili zahvata potrebno je definisati određene parametre režima a to su:
dodatak za obradu i dubinu rezanja brzina rezanja – obimna brzina tocila brzina predmeta obrade (brzina pomoćnog kretanja) korak
1.1.1 Dodatak za obradu i dubinu rezanja
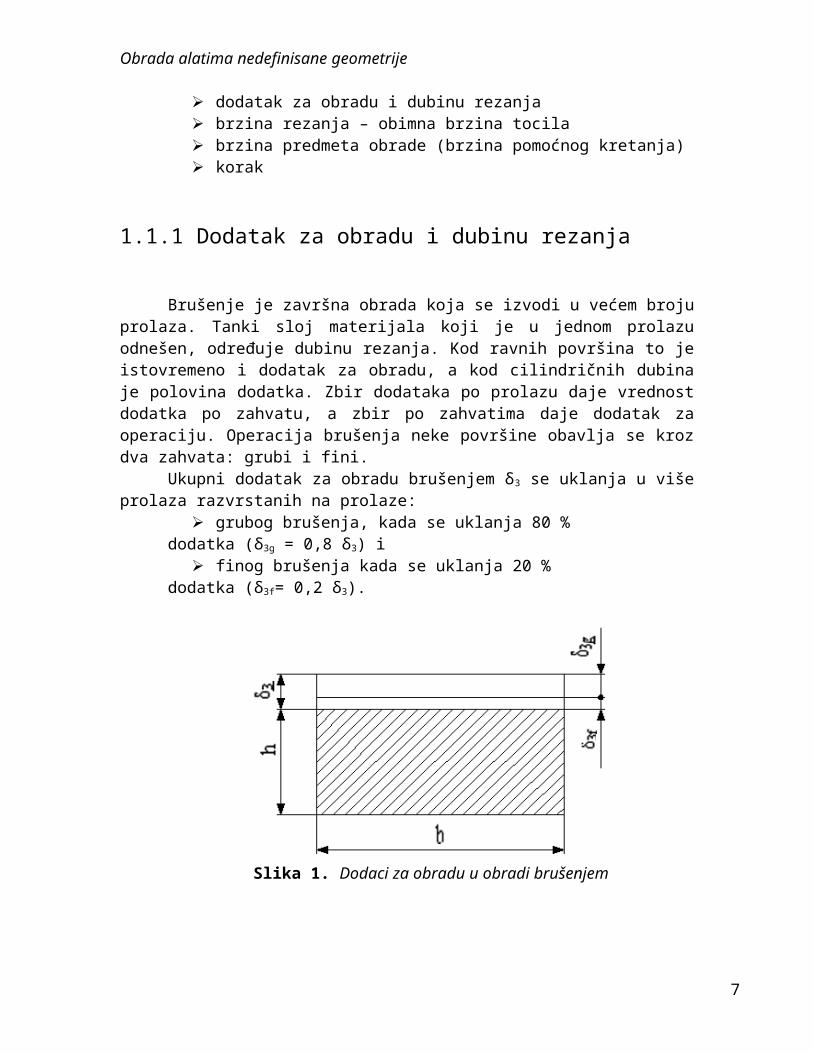
Brušenje je završna obrada koja se izvodi u većem broju prolaza. Tanki sloj materijala koji je u jednom prolazu odnešen, određuje dubinu rezanja. Kod ravnih površina to je istovremeno i dodatak za obradu, a kod cilindričnih dubina je polovina dodatka. Zbir dodataka po prolazu daje vrednost dodatka po zahvatu, a zbir po zahvatima daje dodatak za operaciju. Operacija brušenja neke površine obavlja se kroz dva zahvata: grubi i fini.
Ukupni dodatak za obradu brušenjem δ3 se uklanja u više prolaza razvrstanih na prolaze:
grubog brušenja, kada se uklanja 80 %dodatka (δ3g = 0,8 δ3) i
finog brušenja kada se uklanja 20 %dodatka (δ3f= 0,2 δ3).
Slika 1. Dodaci za obradu u obradi brušenjem
5
Obrada alatima nedefinisane geometrije
Veličina ukupnog dodatka za brušenje (δ3) zavisi od načina brušenja, dimenzije obratka i stanja površine. Dubine rezanja za grubo i fino brušenje i razne načine izvođenja obrade, kao i ukupni dodaci za obradu u formi preporuke date su tabelarno.
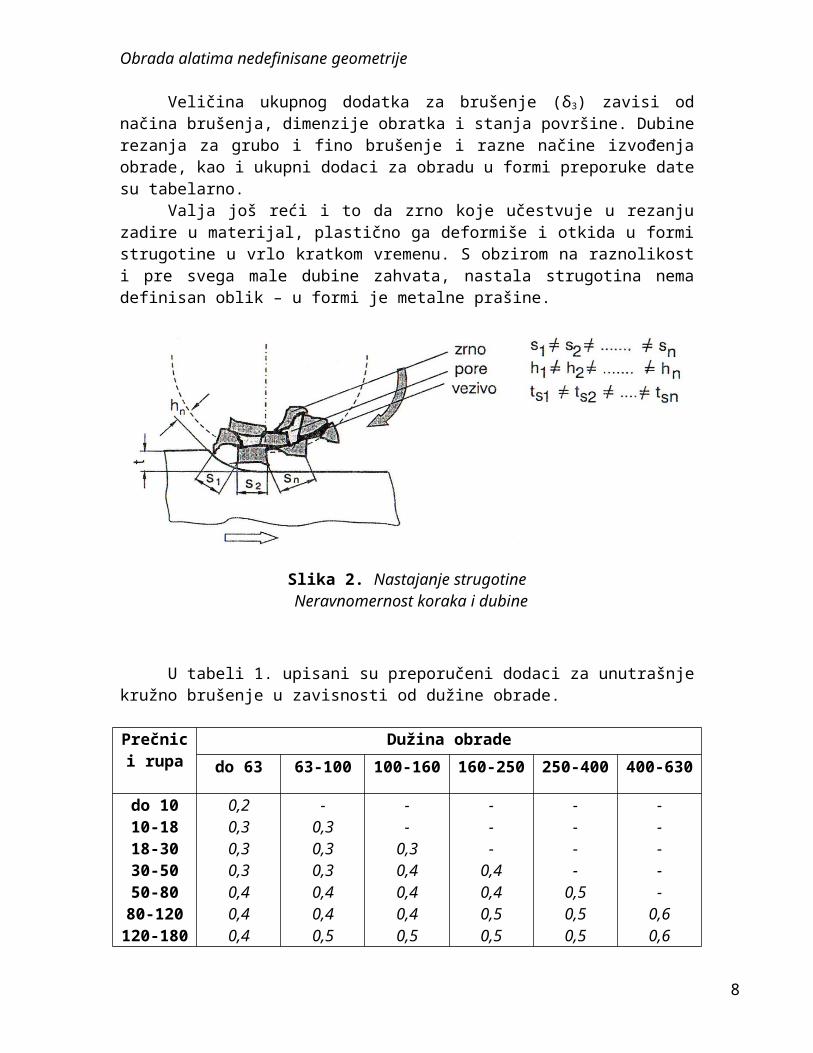
Valja još reći i to da zrno koje učestvuje u rezanju zadire u materijal, plastično ga deformiše i otkida u formi strugotine u vrlo kratkom vremenu. S obzirom na raznolikost i pre svega male dubine zahvata, nastala strugotina nema definisan oblik – u formi je metalne prašine.
Slika 2. Nastajanje strugotine Neravnomernost koraka i dubine
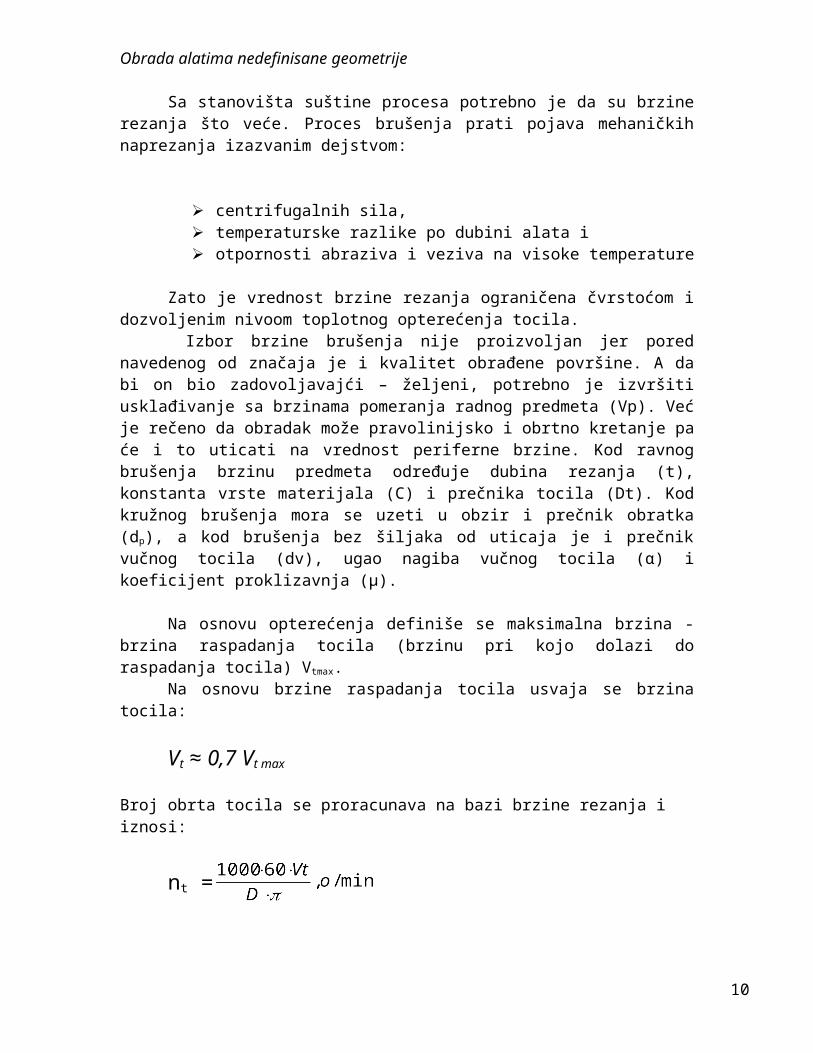
U tabeli 1. upisani su preporučeni dodaci za unutrašnje kružno brušenje u zavisnosti od dužine obrade.
Prečnici rupa
Dužina obrade
dо 63 63-100 100-160 160-250 250-400 400-630
dо 1010-1818-3030-5050-8080-120120-180180-200200-360360-500
0,20,30,30,30,40,40,40,50,50,6
-0,30,30,30,40,40,50,50,50,6
--
0,30,40,40,40,50,50,50,6
---
0,40,40,50,50,50,60,7
----
0,50,50,50,60,60,7
-----
0,60,60,60,70,8
Tabela 1. Dodaci za unutrašnje kružno brušenje
6
Obrada alatima nedefinisane geometrije
1.1.2. Brzina rezanja
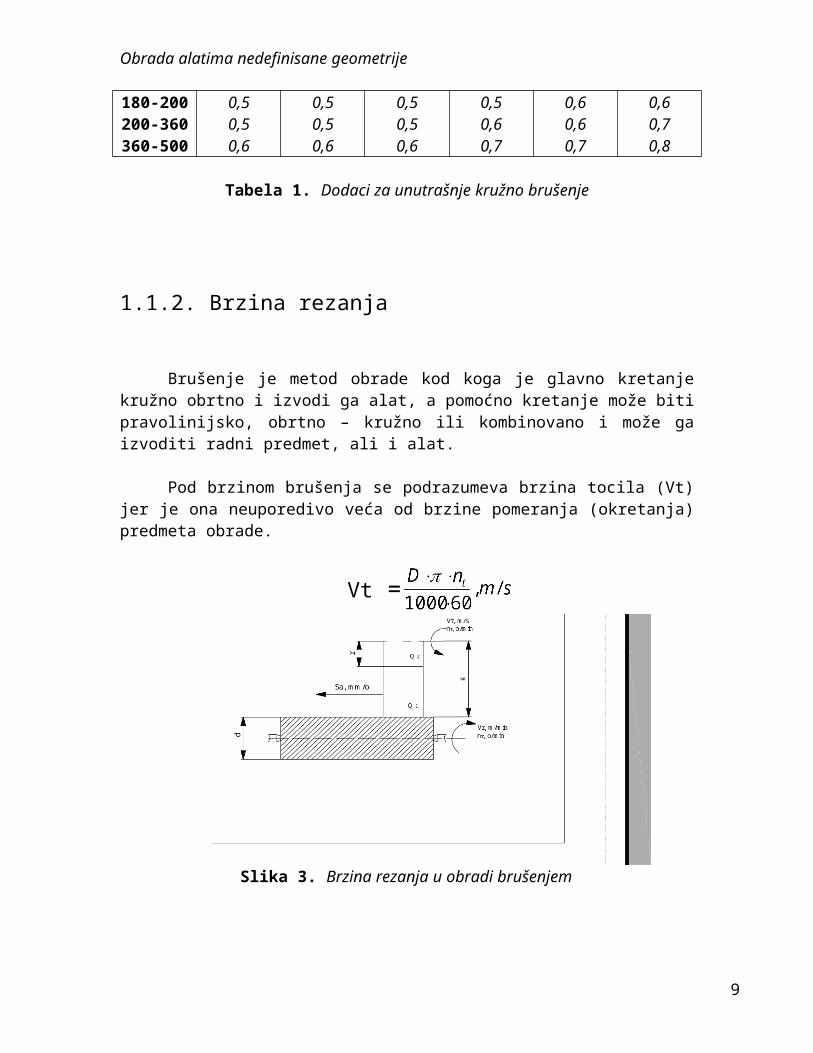
Brušenje je metod obrade kod koga je glavno kretanje kružno obrtno i izvodi ga alat, a pomoćno kretanje može biti pravolinijsko, obrtno – kružno ili kombinovano i može ga izvoditi radni predmet, ali i alat.
Pod brzinom brušenja se podrazumeva brzina tocila (Vt) jer je ona neuporedivo veća od brzine pomeranja (okretanja) predmeta obrade.
Vt =
Slika 3. Brzina rezanja u obradi brušenjem
Sa stanovišta suštine procesa potrebno je da su brzine rezanja što veće. Proces brušenja prati pojava mehaničkih naprezanja izazvanim dejstvom:
centrifugalnih sila, temperaturske razlike po dubini alata i otpornosti abraziva i veziva na visoke temperature
Zato je vrednost brzine rezanja ograničena čvrstoćom i dozvoljenim nivoom toplotnog opterećenja tocila.
Izbor brzine brušenja nije proizvoljan jer pored navedenog od značaja je i kvalitet obrađene površine. A da bi on bio zadovoljavajći – željeni, potrebno je izvršiti usklađivanje sa brzinama pomeranja radnog predmeta (Vp). Već je rečeno da obradak može pravolinijsko i obrtno kretanje pa će i to uticati na vrednost periferne brzine. Kod ravnog brušenja brzinu predmeta određuje dubina rezanja (t), konstanta vrste materijala (C) i prečnika tocila (Dt). Kod kružnog brušenja mora se uzeti u obzir i prečnik obratka
7
Obrada alatima nedefinisane geometrije
(dp), a kod brušenja bez šiljaka od uticaja je i prečnik vučnog tocila (dv), ugao nagiba vučnog tocila (α) i koeficijent proklizavnja (μ).
Na osnovu opterećenja definiše se maksimalna brzina -brzina raspadanja tocila (brzinu pri kojo dolazi do raspadanja tocila) Vtmax.
Na osnovu brzine raspadanja tocila usvaja se brzina tocila:
Vt ≈ 0,7 Vt max
Broj obrta tocila se proracunava na bazi brzine rezanja i iznosi:
nt =
Proračunati broj obrta tocila se prilagođava mašini tako što se bira prva manja vrednost koja se može ostvariti na mašini. Time je obezbeđeno da stvarna brzina rezanja ne pređe dozvoljenu vrednost odnosno da se ne približi brzini raspadanja tocila, ispunjenje uslova:
Vts =
8
Obrada alatima nedefinisane geometrije
1.1.3 Brzina predmeta obrade
Brzina predmeta obrade se može odrediti na osnovu:
preporuka i proverom (proračunom) preko:o proširenih izraza ilio maksimalne debljine strugotine
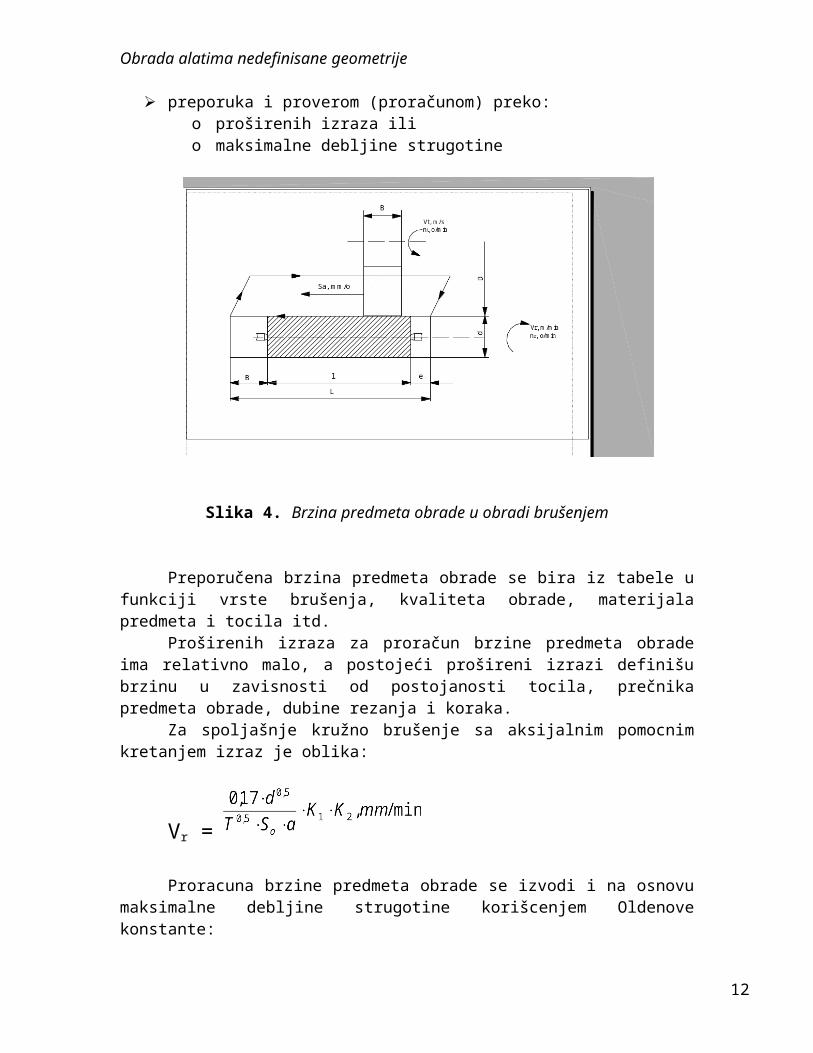
Slika 4. Brzina predmeta obrade u obradi brušenjem
Preporučena brzina predmeta obrade se bira iz tabele u funkciji vrste brušenja, kvaliteta obrade, materijala predmeta i tocila itd.
Proširenih izraza za proračun brzine predmeta obrade ima relativno malo, a postojeći prošireni izrazi definišu brzinu u zavisnosti od postojanosti tocila, prečnika predmeta obrade, dubine rezanja i koraka.
Za spoljašnje kružno brušenje sa aksijalnim pomocnim kretanjem izraz je oblika:
Vr =
Proracuna brzine predmeta obrade se izvodi i na osnovu maksimalne debljine strugotine korišcenjem Oldenove konstante:
za spoljašnje kružno brušenje
Vr = C ·
9
Obrada alatima nedefinisane geometrije
za unutrašnje brušenje
Vr = C ·
za ravno brušenje
Vr = C ·
Broj obrta predmeta obrade za proizvodne operacije kružnog brušenja se određuje na osnovu brzine predmeta obrade iz izraza oblika:
nr =
Broj hodova predmeta obrade kod proizvodnih operacija ravnog brušenja se određuje iz izraza oblika:
nL = Broj obrta i broj hodova predmeta obrade se prilagođava mašini izborom prve
manje standardne ili raspoložive vrednosti.
1.1.4. Korak
Korak kod brušenja razlikuje se u odnosu na osnovne vidove obrade rezanjem. Velike brzine rezanja i mnogosečen alat dozvoljavaju kontinualno pomoćno kretanje.
10
Obrada alatima nedefinisane geometrije
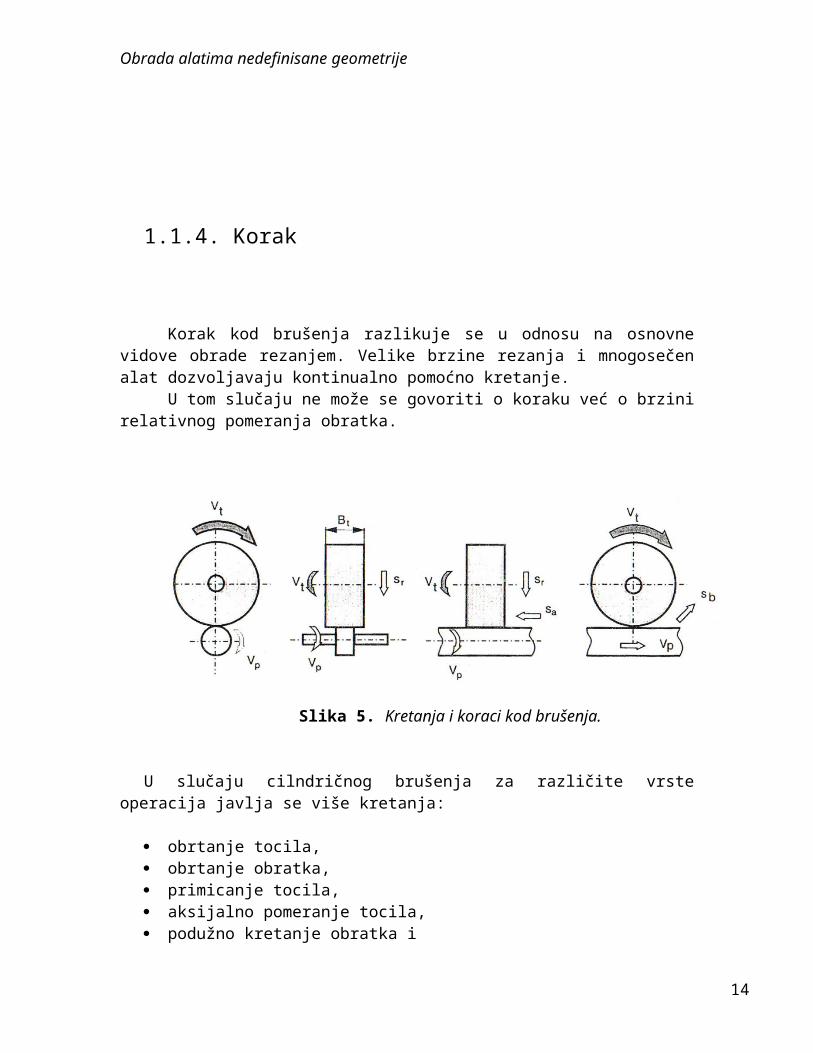
U tom slučaju ne može se govoriti o koraku već o brzini relativnog pomeranja obratka.
Slika 5. Kretanja i koraci kod brušenja.
U slučaju cilndričnog brušenja za različite vrste operacija javlja se više kretanja:
obrtanje tocila, obrtanje obratka, primicanje tocila, aksijalno pomeranje tocila, podužno kretanje obratka i poprečno kretanje obratka
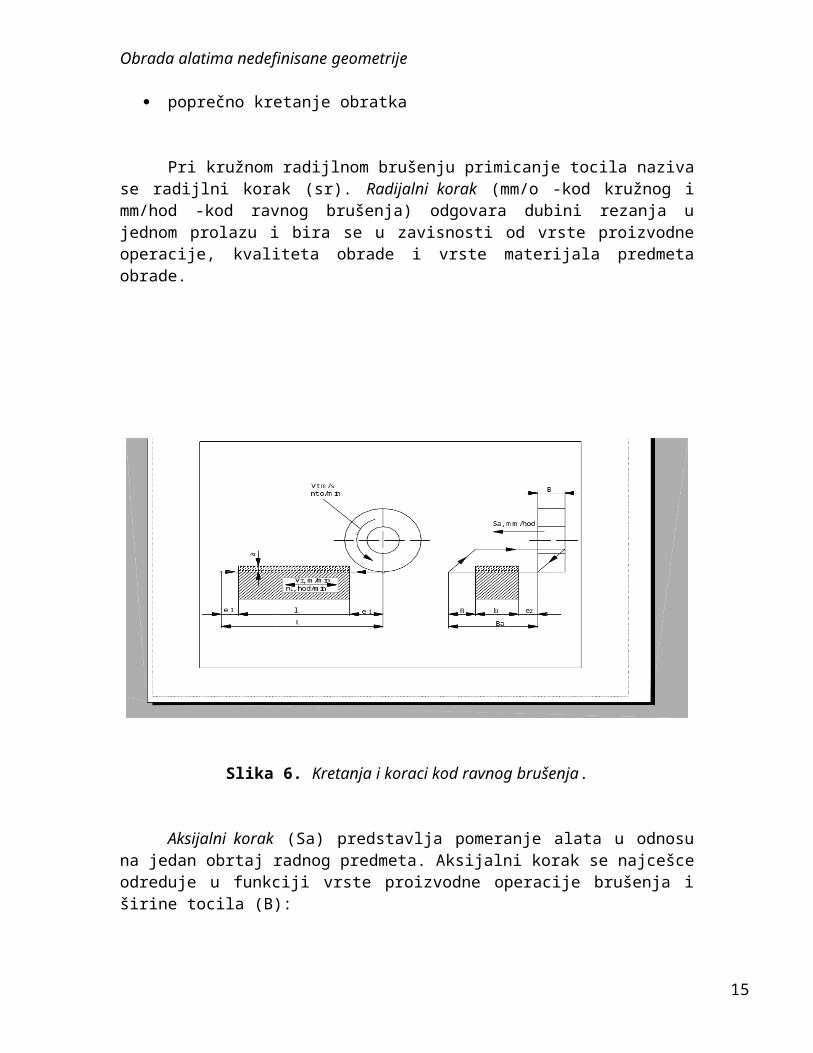
Pri kružnom radijlnom brušenju primicanje tocila naziva se radijlni korak (sr). Radijalni korak (mm/o -kod kružnog i mm/hod -kod ravnog brušenja) odgovara dubini rezanja u jednom prolazu i bira se u zavisnosti od vrste proizvodne operacije, kvaliteta obrade i vrste materijala predmeta obrade.
11
Obrada alatima nedefinisane geometrije
Slika 6. Kretanja i koraci kod ravnog brušenja.
Aksijalni korak (Sa) predstavlja pomeranje alata u odnosu na jedan obrtaj radnog predmeta. Aksijalni korak se najcešce odreduje u funkciji vrste proizvodne operacije brušenja i širine tocila (B):
Sa = f (B) mm/o ili mm/hod
Izabrana vrednost aksijalnog koraka se prilagođava mašini tako što se usvaja prva manja standardna vrednost koraka ili prva manja vrednost koraka koja se može ostvariti na raspoloživoj mašini. Izabrana vrednost aksijalnog koraka se može proveriti na bazi raspoložive snage mašine, jer iz izraza za snagu mašine proizilazi aksijalni korak:
Sa
Ravno brušenje površina koje su veće širine od širine tocila izvodi se sa bočnim pomeranjem (sb) radnog predmeta ili alata.
Korak zavisi od vrste materijala obratka, stanja površine, kvaliteta obrade i vrste operacije brušenja. Vrednost koraka, određene eksperimentalno, date su u formi preporuka u raznim tabelama.
12

Obrada alatima nedefinisane geometrije
Glavno vreme brušenja zavisi od oblika i veličine površine, načina brušenja i vrste zahvata.
Glavno vreme obrade za operacije kružnog brušenja je:
tg = i
k=1,2-1,7 – koeficijent trošenja tocila; i - broj prolaza i=ig+if
Glavno vreme obrade za operacije ravnog brušenja koturastim tocilom je:
Glavno vreme obrade za operacije ravnog brušenja lončastim tocilom je:
, min
1.2. OTPORI REZANJA I SNAGA MAŠINE
13
Obrada alatima nedefinisane geometrije
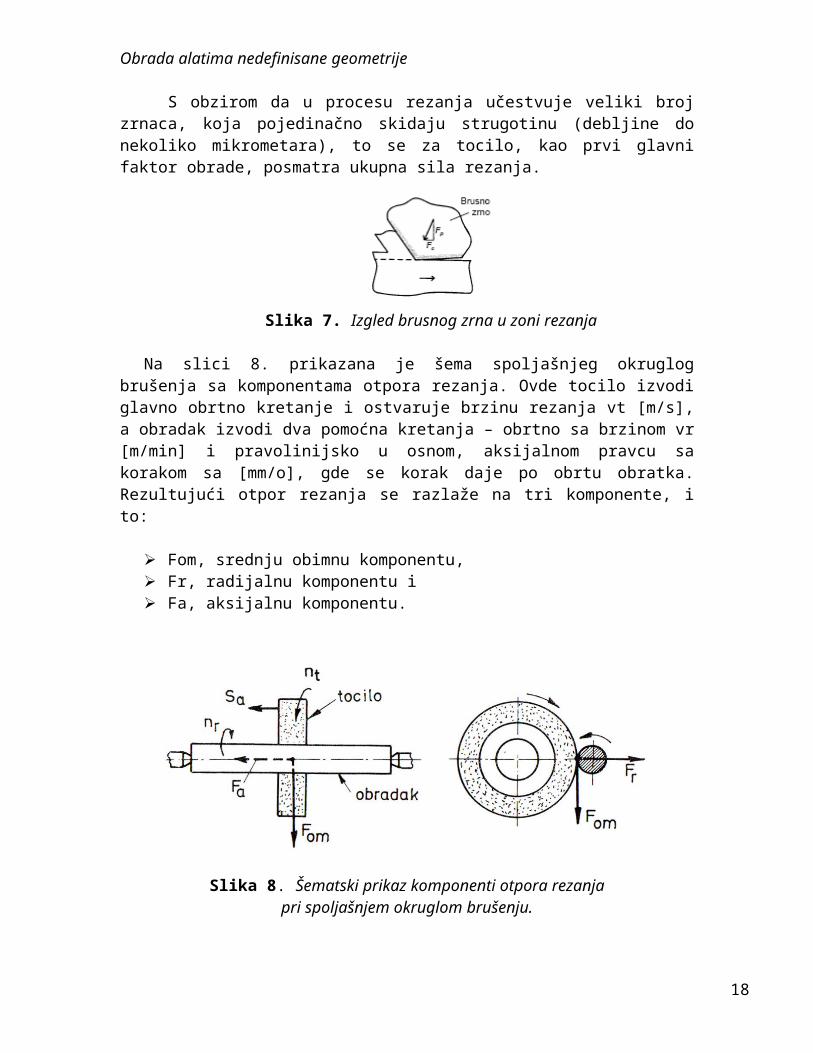
S obzirom da u procesu rezanja učestvuje veliki broj zrnaca, koja pojedinačno skidaju strugotinu (debljine do nekoliko mikrometara), to se za tocilo, kao prvi glavni faktor obrade, posmatra ukupna sila rezanja.
Slika 7. Izgled brusnog zrna u zoni rezanja
Na slici 8. prikazana je šema spoljašnjeg okruglog brušenja sa komponentama otpora rezanja. Ovde tocilo izvodi glavno obrtno kretanje i ostvaruje brzinu rezanja vt [m/s], a obradak izvodi dva pomoćna kretanja – obrtno sa brzinom vr [m/min] i pravolinijsko u osnom, aksijalnom pravcu sa korakom sa [mm/o], gde se korak daje po obrtu obratka. Rezultujući otpor rezanja se razlaže na tri komponente, i to:
Fom, srednju obimnu komponentu, Fr, radijalnu komponentu i Fa, aksijalnu komponentu.
Slika 8. Šematski prikaz komponenti otpora rezanja pri spoljašnjem okruglom brušenju.
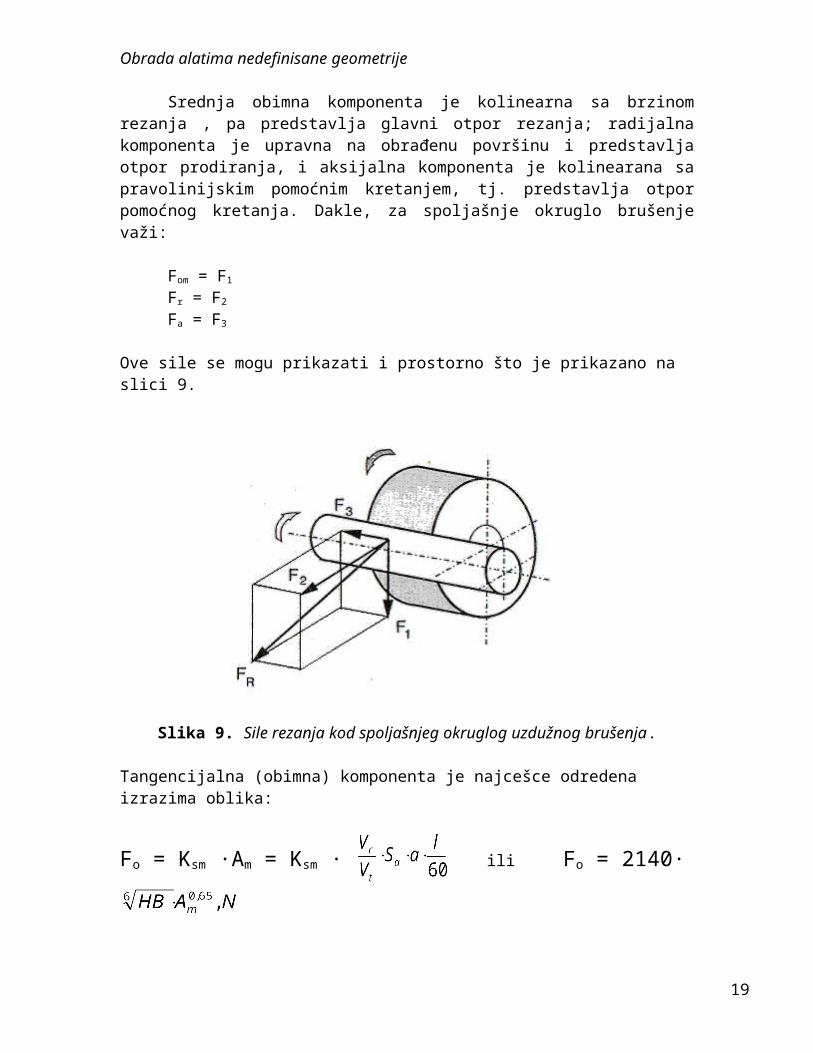
Srednja obimna komponenta je kolinearna sa brzinom rezanja , pa predstavlja glavni otpor rezanja; radijalna komponenta je upravna na obrađenu površinu i predstavlja otpor prodiranja, i aksijalna komponenta je kolinearana sa pravolinijskim pomoćnim kretanjem, tj. predstavlja otpor pomoćnog kretanja. Dakle, za spoljašnje okruglo brušenje važi:
Fom = F1 Fr = F2
14
Obrada alatima nedefinisane geometrije
Fa = F3
Ove sile se mogu prikazati i prostorno što je prikazano na slici 9.
Slika 9. Sile rezanja kod spoljašnjeg okruglog uzdužnog brušenja.
Tangencijalna (obimna) komponenta je najcešce odredena izrazima oblika:
Fo = Ksm ·Am = Ksm · ili Fo = 2140·
srednja površina strugotine Am =
Na osnovu srednje obimne sile određuje se i radijalna sila preko faktora odnosa obimne i radijalne sile:
f=Fo/Fr =1,5-2,12
I za brušenje se daju prošireni izrazi za otpore rezanja, ali, zbog različite prirode abrazivnih zrnaca, vezivnih sredstava, velikog broja zrnaca u zahvatu, nedefinisane geometrije i drugog, konstante i parametri obradljivosti za brušenje mogu dati samo vrlo orijentacione vrednosti za otpore rezanja.
Snaga mašine iznosi:
P =
1.3. PROIZVODNE OPERACIJE OBRADOM BRUŠENJEM
15
Obrada alatima nedefinisane geometrije
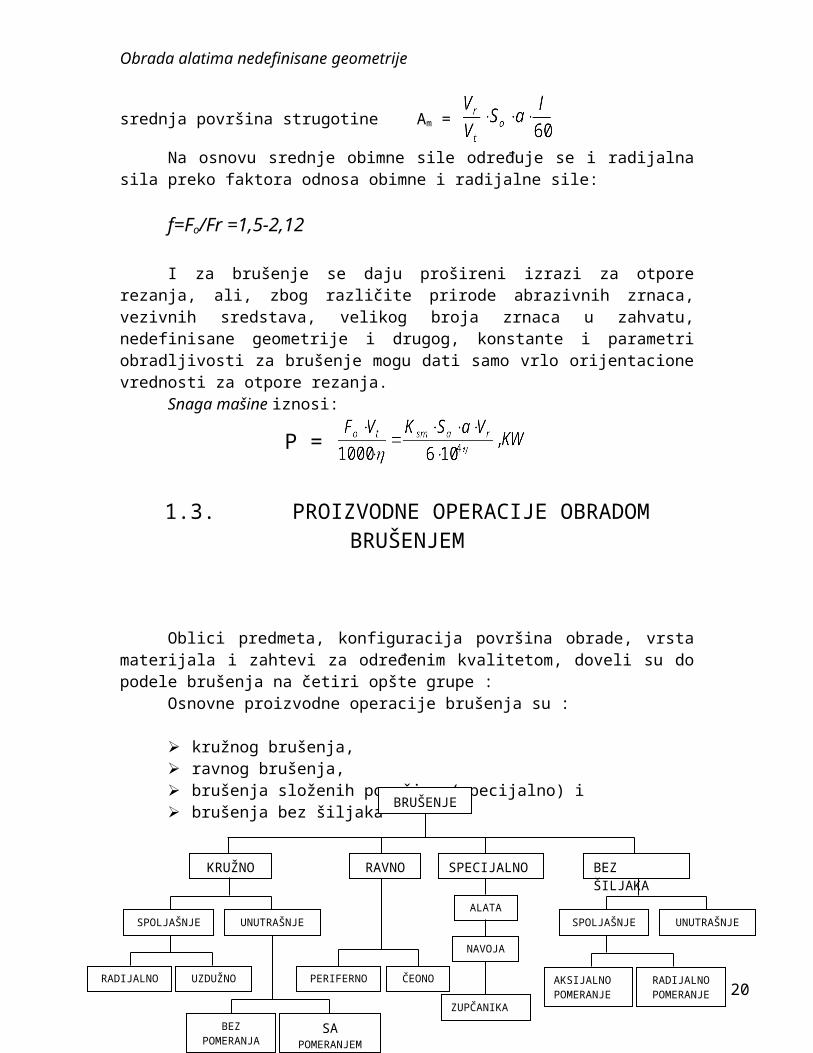
Oblici predmeta, konfiguracija površina obrade, vrsta materijala i zahtevi za određenim kvalitetom, doveli su do podele brušenja na četiri opšte grupe :
Osnovne proizvodne operacije brušenja su :
kružnog brušenja, ravnog brušenja, brušenja složenih površina (specijalno) i brušenja bez šiljaka
Slika 10. Vrste brušenja.
.
1.3.1. Kružno brušenje
16
BRUŠENJE
RAVNO SPECIJALNO BEZ ŠILJAKAKRUŽNO
SPOLJAŠNJE UNUTRAŠNJE
RADIJALNO UZDUŽNO
BEZ POMERANJA
SA POMERANJEM
PERIFERNO ČEONO
ALATA
NAVOJA
ZUPČANIKA
SPOLJAŠNJE UNUTRAŠNJE
AKSIJALNO POMERANJE
RADIJALNO POMERANJE
Obrada alatima nedefinisane geometrije
Kružno brušenje odnosi se na obradu cilindričnih i konusnih površina koje mogu da budu spoljašnje i unutrašnje.
Spoljašnje kružno brušenje primenjuje se kod obrade rukavaca, vratila, kolenastih vratila, osovina, čaura, trnova i sličnih radnih predmeta.
a) sa nepomičnim tocilom b) sa pomičnim tocilom
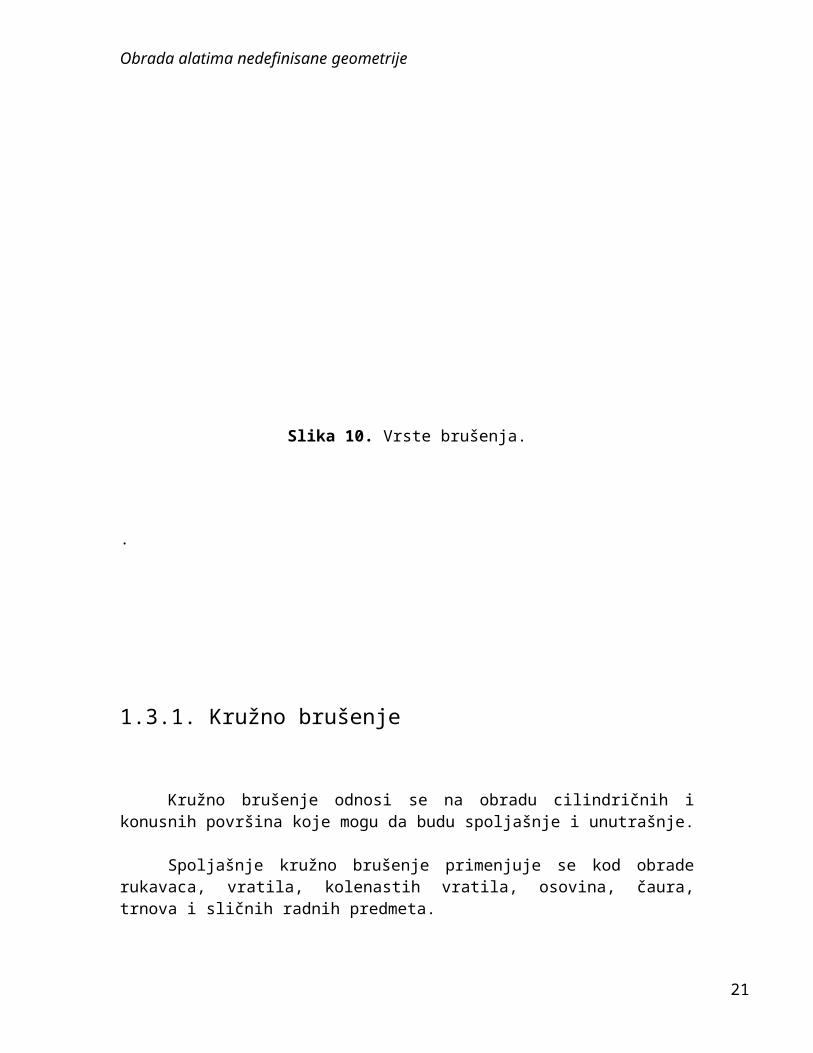
Slika 11. Spoljašnje kružno aksijalno brušenje
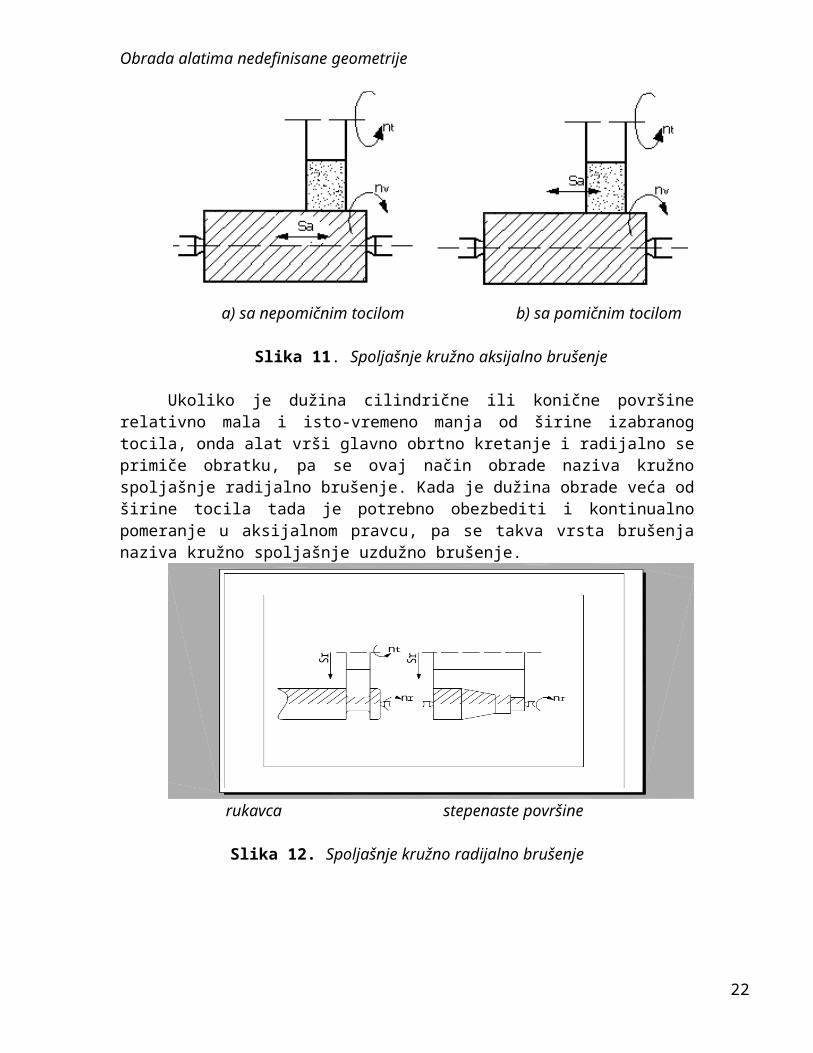
Ukoliko je dužina cilindrične ili konične površine relativno mala i isto-vremeno manja od širine izabranog tocila, onda alat vrši glavno obrtno kretanje i radijalno se primiče obratku, pa se ovaj način obrade naziva kružno spoljašnje radijalno brušenje. Kada je dužina obrade veća od širine tocila tada je potrebno obezbediti i kontinualno pomeranje u aksijalnom pravcu, pa se takva vrsta brušenja naziva kružno spoljašnje uzdužno brušenje.
rukavca stepenaste površine
Slika 12. Spoljašnje kružno radijalno brušenje
17
Obrada alatima nedefinisane geometrije
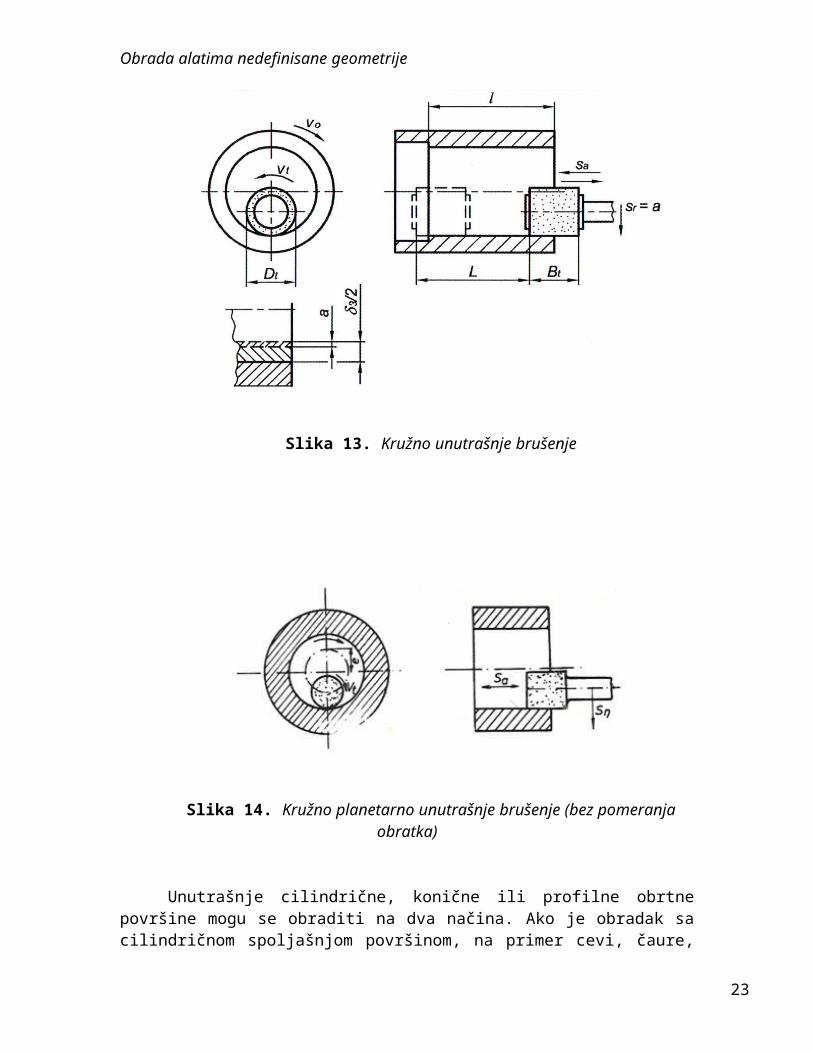
Slika 13. Kružno unutrašnje brušenje
Slika 14. Kružno planetarno unutrašnje brušenje (bez pomeranja obratka)
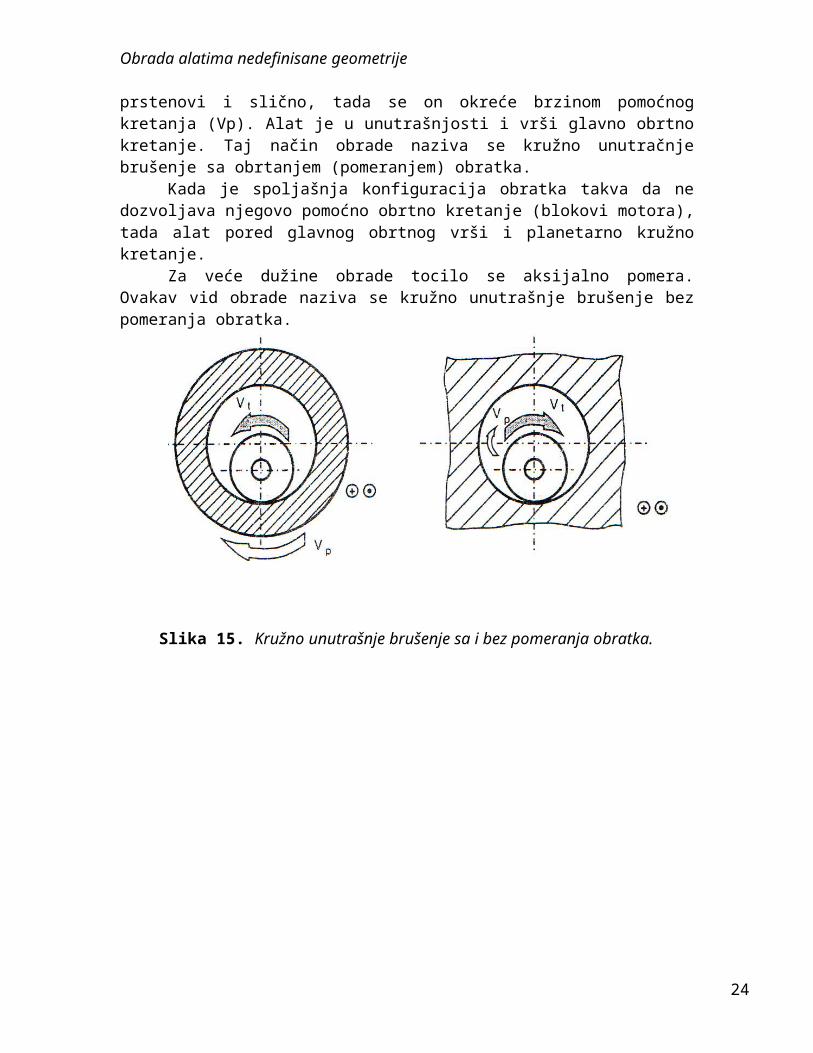
Unutrašnje cilindrične, konične ili profilne obrtne površine mogu se obraditi na dva načina. Ako je obradak sa cilindričnom spoljašnjom površinom, na primer cevi, čaure, prstenovi i slično, tada se on okreće brzinom pomoćnog kretanja (Vp). Alat je u unutrašnjosti i vrši glavno obrtno kretanje. Taj način obrade naziva se kružno unutračnje brušenje sa obrtanjem (pomeranjem) obratka.
Kada je spoljašnja konfiguracija obratka takva da ne dozvoljava njegovo pomoćno obrtno kretanje (blokovi motora), tada alat pored glavnog obrtnog vrši i planetarno kružno kretanje.
18
Obrada alatima nedefinisane geometrije
Za veće dužine obrade tocilo se aksijalno pomera. Ovakav vid obrade naziva se kružno unutrašnje brušenje bez pomeranja obratka.
Slika 15. Kružno unutrašnje brušenje sa i bez pomeranja obratka.
19
Obrada alatima nedefinisane geometrije
1.3.2. Ravno brušenje
pravougaona površina kružna površina
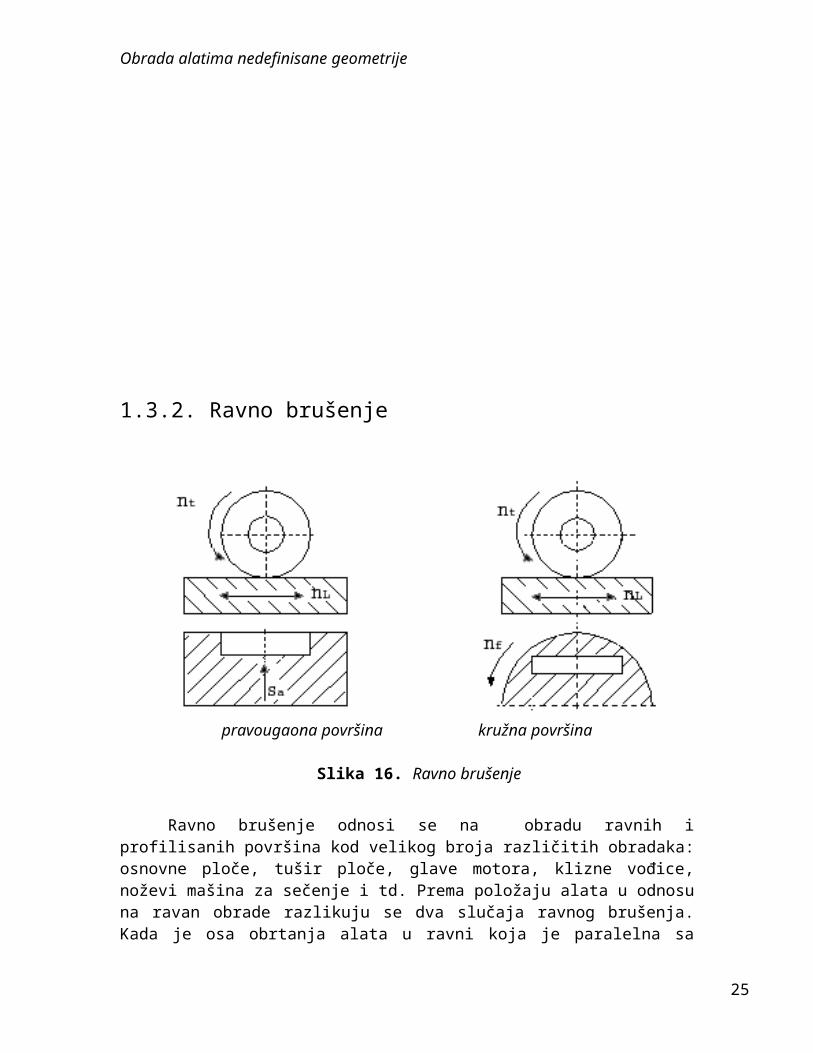
Slika 16. Ravno brušenje
Ravno brušenje odnosi se na obradu ravnih i profilisanih površina kod velikog broja različitih obradaka: osnovne ploče, tušir ploče, glave motora, klizne vođice, noževi mašina za sečenje i td. Prema položaju alata u odnosu na ravan obrade razlikuju se dva slučaja ravnog brušenja. Kada je osa obrtanja alata u ravni koja je paralelna sa površinom obrade radi se o ravnom perifernom – obimnom brušenju
.
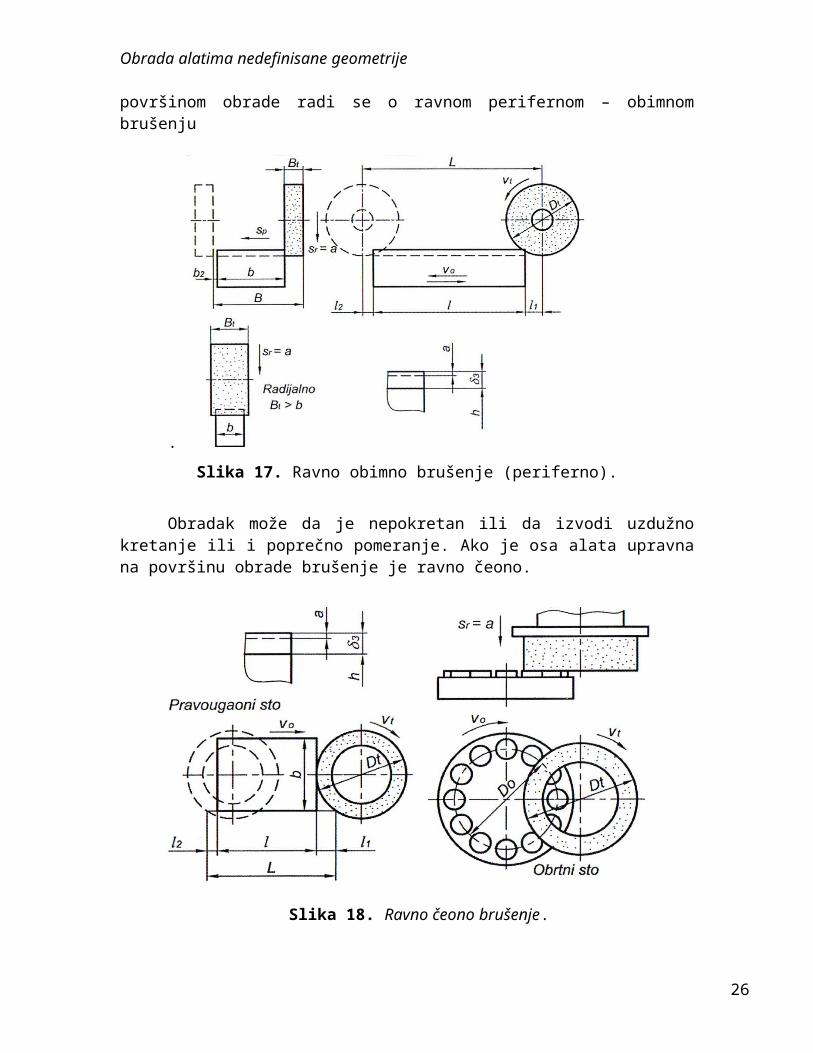
Slika 17. Ravno obimno brušenje (periferno).
20
Obrada alatima nedefinisane geometrije
Obradak može da je nepokretan ili da izvodi uzdužno kretanje ili i poprečno pomeranje. Ako je osa alata upravna na površinu obrade brušenje je ravno čeono.
Slika 18. Ravno čeono brušenje.
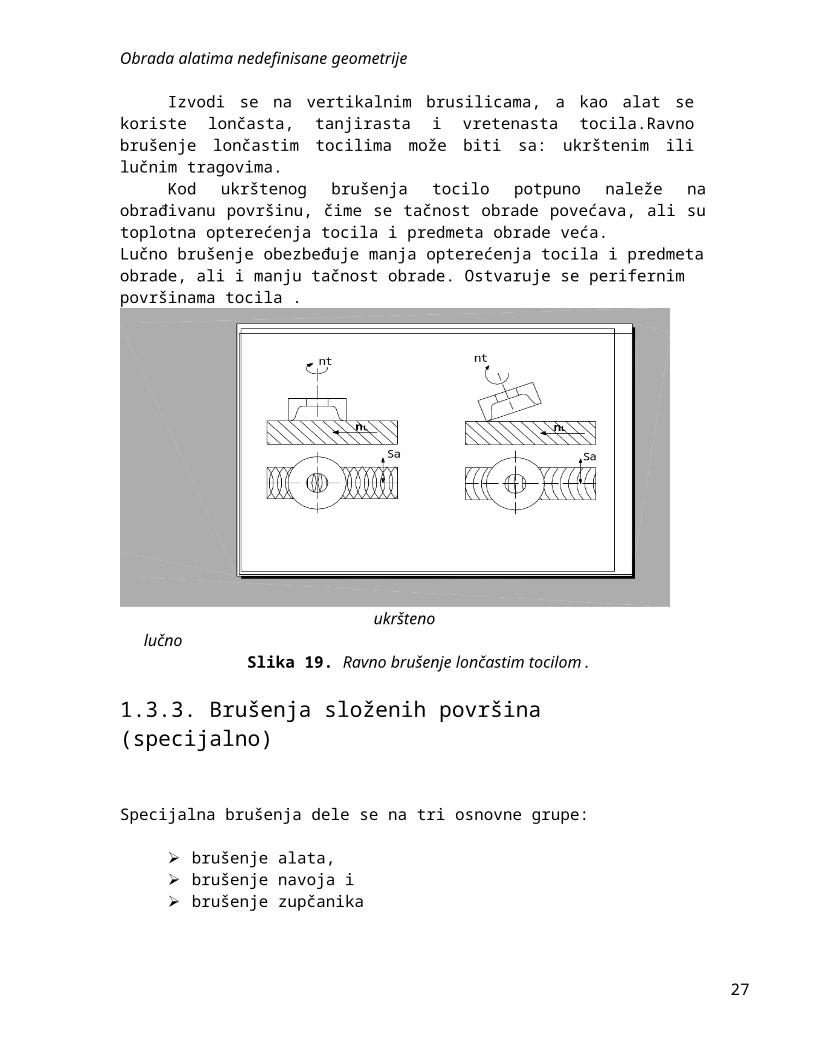
Izvodi se na vertikalnim brusilicama, a kao alat se koriste lončasta, tanjirasta i vretenasta tocila.Ravno brušenje lončastim tocilima može biti sa: ukrštenim ili lučnim tragovima.
Kod ukrštenog brušenja tocilo potpuno naleže na obrađivanu površinu, čime se tačnost obrade povećava, ali su toplotna opterećenja tocila i predmeta obrade veća. Lučno brušenje obezbeđuje manja opterećenja tocila i predmeta obrade, ali i manju tačnost obrade. Ostvaruje se perifernim površinama tocila .
ukršteno lučnoSlika 19. Ravno brušenje lončastim tocilom.
21
Obrada alatima nedefinisane geometrije
1.3.3. Brušenja složenih površina (specijalno)
Specijalna brušenja dele se na tri osnovne grupe:
brušenje alata, brušenje navoja i brušenje zupčanika
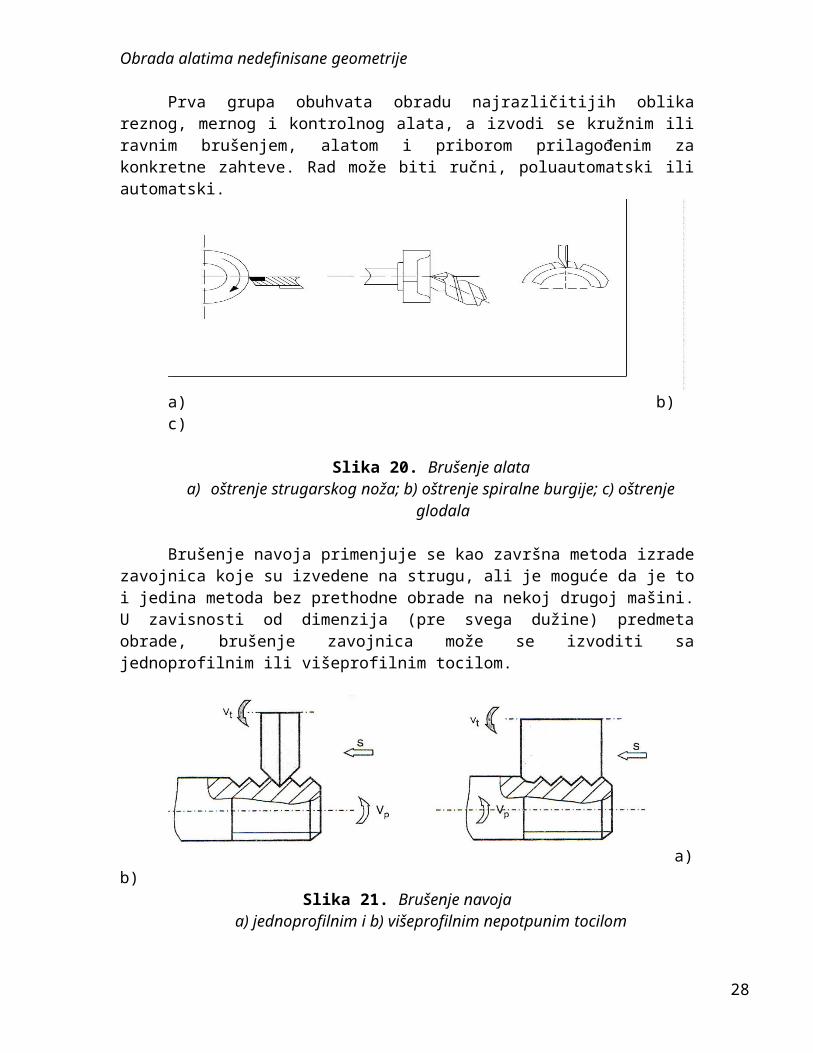
Prva grupa obuhvata obradu najrazličitijih oblika reznog, mernog i kontrolnog alata, a izvodi se kružnim ili ravnim brušenjem, alatom i priborom prilagođenim za konkretne zahteve. Rad može biti ručni, poluautomatski ili automatski.
a) b) c)
Slika 20. Brušenje alataa) oštrenje strugarskog noža; b) oštrenje spiralne burgije; c) oštrenje glodala
Brušenje navoja primenjuje se kao završna metoda izrade zavojnica koje su izvedene na strugu, ali je moguće da je to i jedina metoda bez prethodne obrade na nekoj drugoj mašini. U zavisnosti od dimenzija (pre svega dužine) predmeta obrade, brušenje zavojnica može se izvoditi sa jednoprofilnim ili višeprofilnim tocilom.
a) b)Slika 21. Brušenje navoja
a) jednoprofilnim i b) višeprofilnim nepotpunim tocilom
22
Obrada alatima nedefinisane geometrije
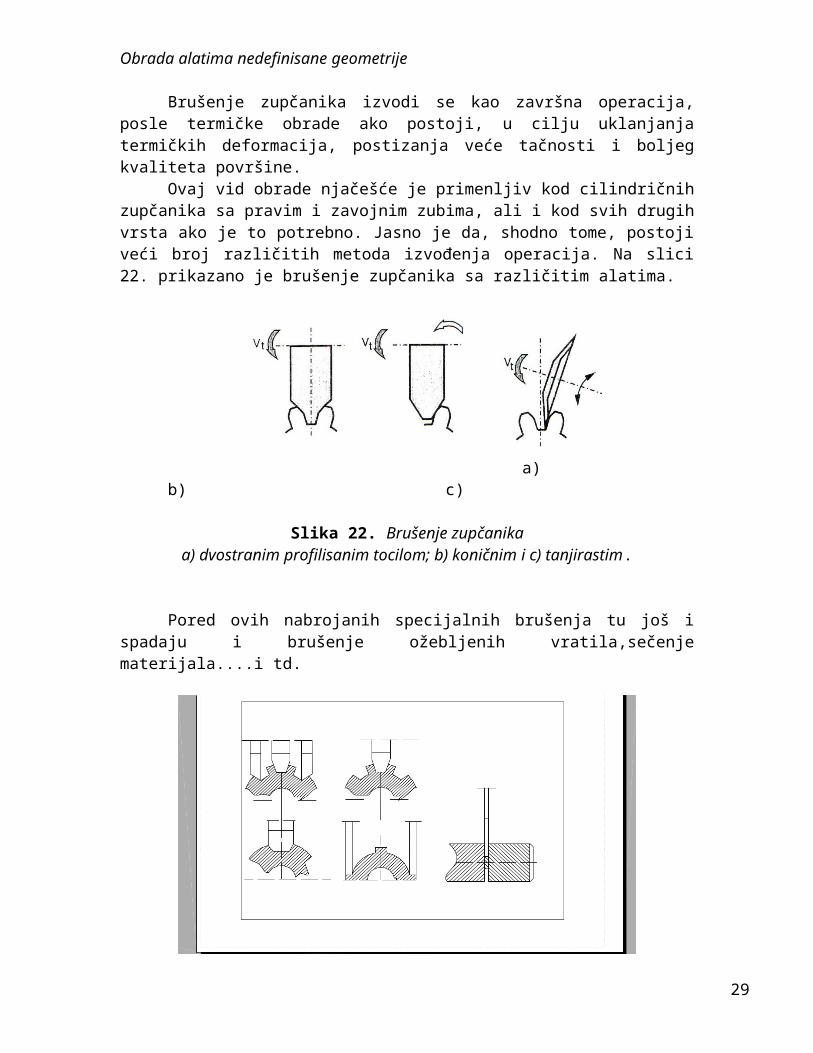
Brušenje zupčanika izvodi se kao završna operacija, posle termičke obrade ako postoji, u cilju uklanjanja termičkih deformacija, postizanja veće tačnosti i boljeg kvaliteta površine.
Ovaj vid obrade njačešće je primenljiv kod cilindričnih zupčanika sa pravim i zavojnim zubima, ali i kod svih drugih vrsta ako je to potrebno. Jasno je da, shodno tome, postoji veći broj različitih metoda izvođenja operacija. Na slici 22. prikazano je brušenje zupčanika sa različitim alatima.
a) b) c)
Slika 22. Brušenje zupčanika a) dvostranim profilisanim tocilom; b) koničnim i c) tanjirastim.
Pored ovih nabrojanih specijalnih brušenja tu još i spadaju i brušenje ožebljenih vratila,sečenje materijala....i td.
a) b)
Slika 23. Brušenje složenih površina a) brušenje ožebljenih vratila ;b) sečenje materijala
23
Obrada alatima nedefinisane geometrije
1.3.4. Brušenje bez šiljaka
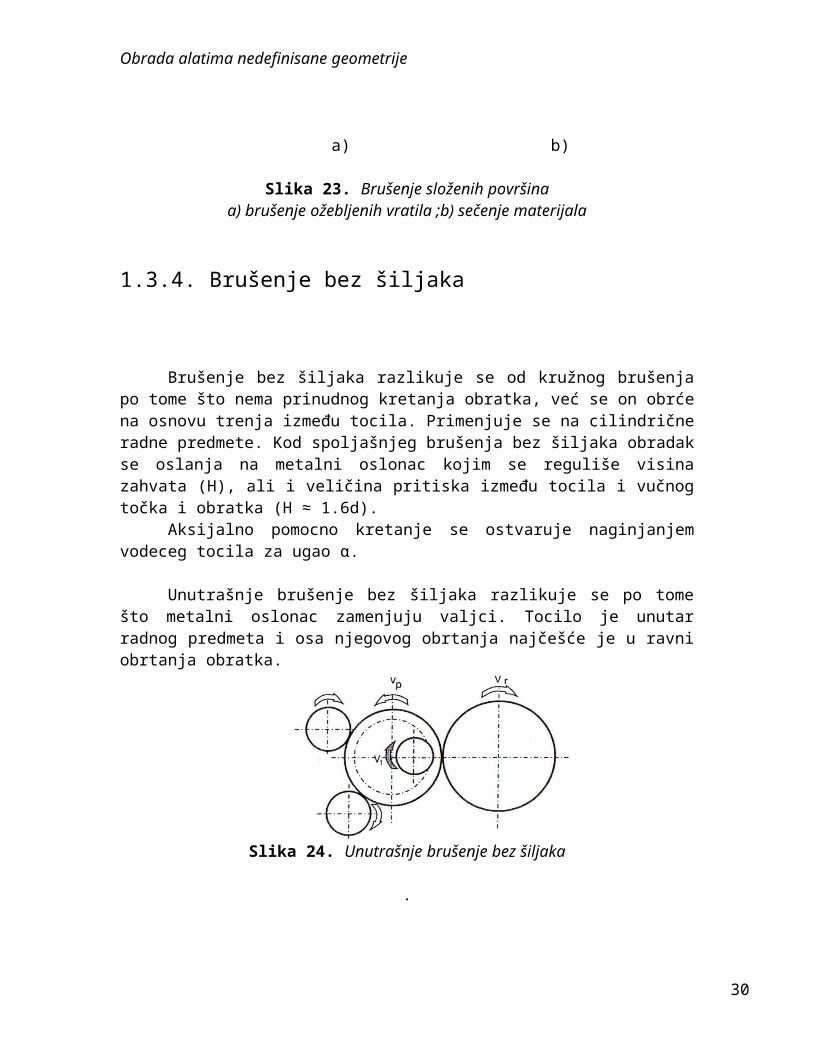
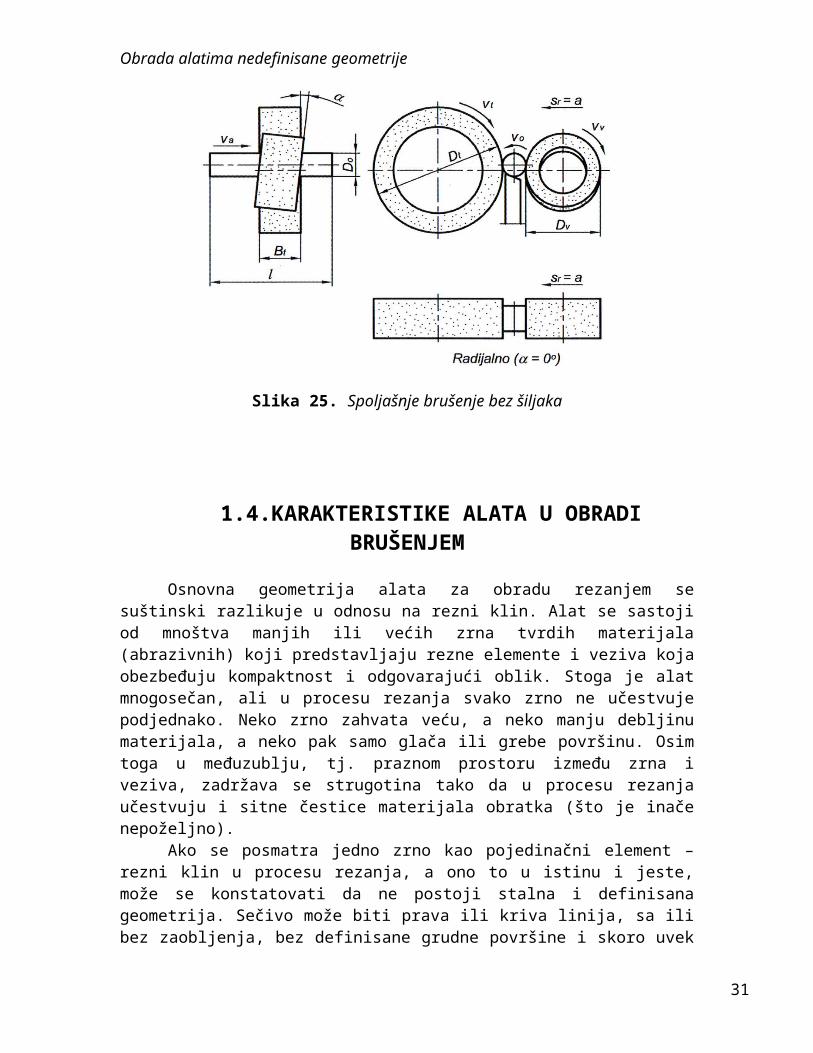
Brušenje bez šiljaka razlikuje se od kružnog brušenja po tome što nema prinudnog kretanja obratka, već se on obrće na osnovu trenja između tocila. Primenjuje se na cilindrične radne predmete. Kod spoljašnjeg brušenja bez šiljaka obradak se oslanja na metalni oslonac kojim se reguliše visina zahvata (H), ali i veličina pritiska između tocila i vučnog točka i obratka (H ≈ 1.6d).
Aksijalno pomocno kretanje se ostvaruje naginjanjem vodeceg tocila za ugao α.
Unutrašnje brušenje bez šiljaka razlikuje se po tome što metalni oslonac zamenjuju valjci. Tocilo je unutar radnog predmeta i osa njegovog obrtanja najčešće je u ravni obrtanja obratka.
Slika 24. Unutrašnje brušenje bez šiljaka
.
Slika 25. Spoljašnje brušenje bez šiljaka
24
Obrada alatima nedefinisane geometrije
1.4.KARAKTERISTIKE ALATA U OBRADI BRUŠENJEM
Osnovna geometrija alata za obradu rezanjem se suštinski razlikuje u odnosu na rezni klin. Alat se sastoji od mnoštva manjih ili većih zrna tvrdih materijala (abrazivnih) koji predstavljaju rezne elemente i veziva koja obezbeđuju kompaktnost i odgovarajući oblik. Stoga je alat mnogosečan, ali u procesu rezanja svako zrno ne učestvuje podjednako. Neko zrno zahvata veću, a neko manju debljinu materijala, a neko pak samo glača ili grebe površinu. Osim toga u međuzublju, tj. praznom prostoru između zrna i veziva, zadržava se strugotina tako da u procesu rezanja učestvuju i sitne čestice materijala obratka (što je inače nepoželjno).
Ako se posmatra jedno zrno kao pojedinačni element – rezni klin u procesu rezanja, a ono to u istinu i jeste, može se konstatovati da ne postoji stalna i definisana geometrija. Sečivo može biti prava ili kriva linija, sa ili bez zaobljenja, bez definisane grudne površine i skoro uvek sa negativnim grudnim uglom i znatnom slobodnom leđnom površinom. Osim toga zrna su neravnomerno raspoređena jedno u odnosu na drugo, tako da je razmak između dva susedna zrna uvek različit. A to opet znači, ako tražimo analogiju u zubima kog glodala, da ne postoji stalni korak po obimu alata. S obzirom da alat ima i poprečnu dimenziju i u tom pravcu postoje nepravilno raspoređena abrazivna zrna. Iz prethodnog sledi zaključak da ne postoji ni stalni obik ni stalni presek strugotine. Materijal obratka može biti zahvaćen u manjoj ili većoj dubini i sa manjom ili većom debljinom. Kod pojedinih metoda alat čak i nije kompaktan – određenog oblika, već je u formi paste ili rasutog praha.
Osnovne karakteristike tocila su:
oblik i dimenzije vrsta brusnog i vezivnog materijala finoća brusnog materijala tvrdoća i struktura tocila
25
Obrada alatima nedefinisane geometrije
1.4.1. Oblik i dimenzije alata u obradi brušenjem
Brušenje je takav vid obrade sa skidanjem strugotine kod koga postoji abrazivno delovanja alata. Alat se sastoji od odgovarajućeg abrazivnog sredstva koje je vezivom oblikovano u kompaktne oblike brusnih ploča - tocila
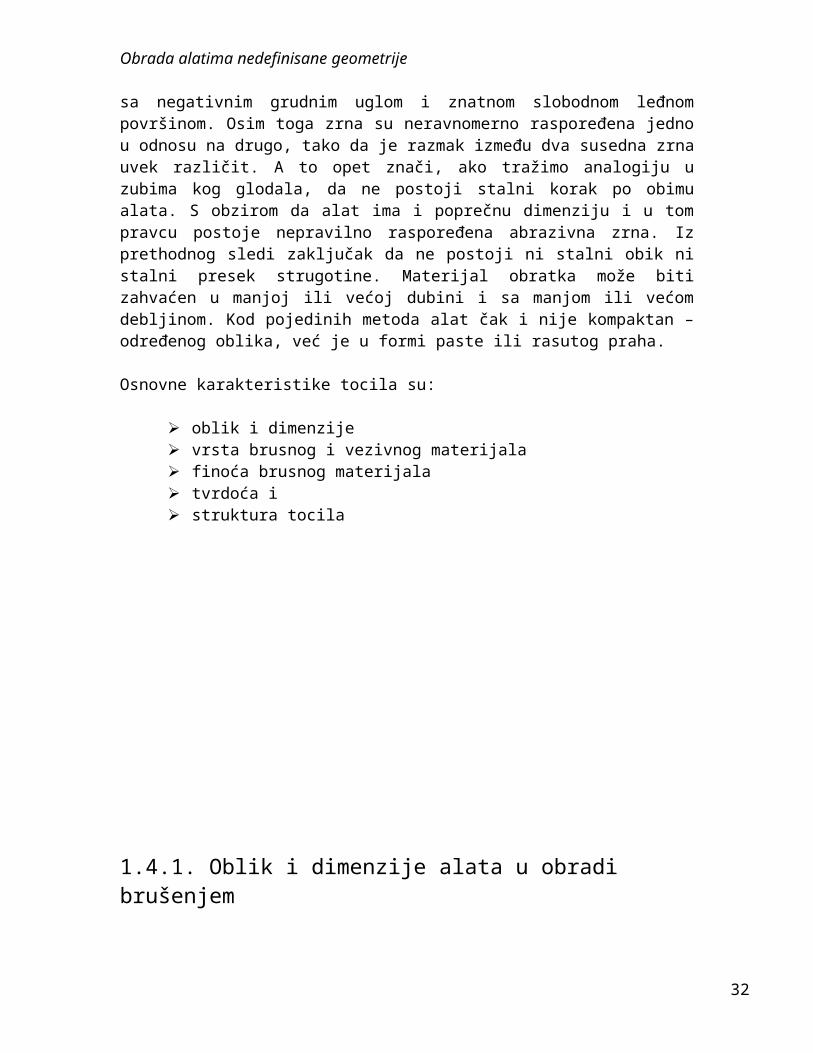
Prema obliku tocila se dele na:
koturasta, loncasta, konicna, tanjirasta, tocila sa drškom ili navrtkom i segmentna višedelna.
Slika 26. 1 – koturasto, 2 – prstenasto, 3 – konusno, 4 – koturasto sa jednostranim upustom, 5 – lončasto, 6 – koturasto sa dvostranim upustom, 7 – konično lončasto, 8 –
tanjirasto, 9 – tanjirasto profilno.
Prema nameni tocila se dele na tocila za: spoljašnje kružno brušenje (koturasta,lončasta i sl.), unutrašnje brušenje (nasadna ili sa drškom), ravno brušenje (koturasta ili lončasta), sečenje, oštrenje alata, brušenje glodala, brušenje navoja,brušenje zupčanika itd.
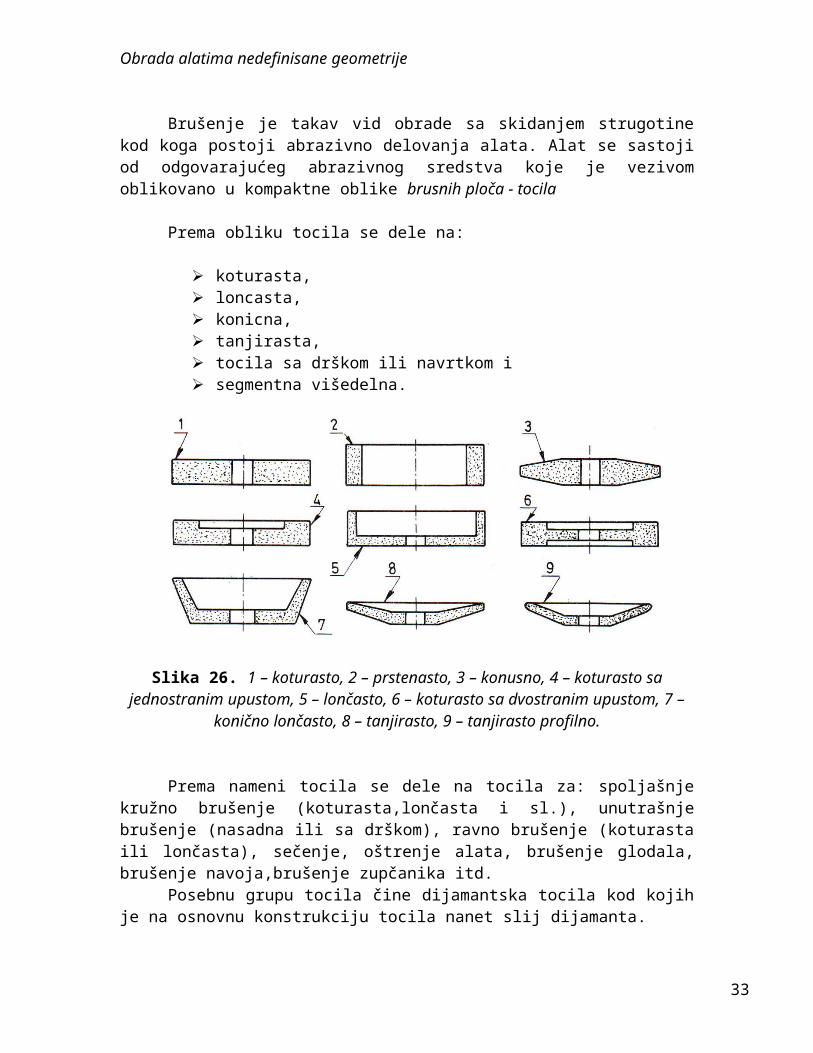
Posebnu grupu tocila čine dijamantska tocila kod kojih je na osnovnu konstrukciju tocila nanet slij dijamanta.
26
Obrada alatima nedefinisane geometrije
Slika 27. Dijamantska tocila
Na sledećim slikama biće date detaljne skice tocila sa osnovnim merama i njihove oznake prema JUS standardu.
Slika 28. Koturasto tocilo (oblik 1)(JUS K.F1.020).
Slika 29. Koturasto tocilo sa jednostranim upustom (oblik 5)(JUS K.F1.030).
27
Obrada alatima nedefinisane geometrije
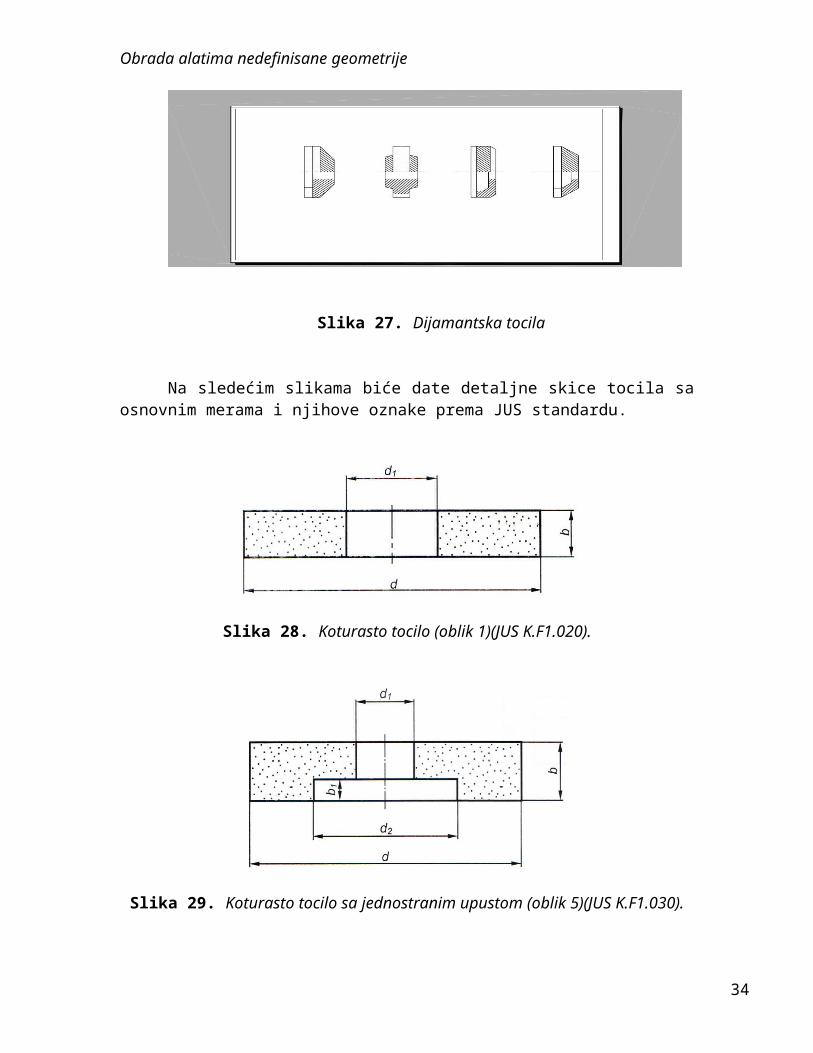
Slika 30. Lončasto tocilo (oblik 6)(JUS K.F1.042).
Slika 31. Tocilo za unutrašnje kružno brušenje (oblik 5A)(JUS K.F1.040).
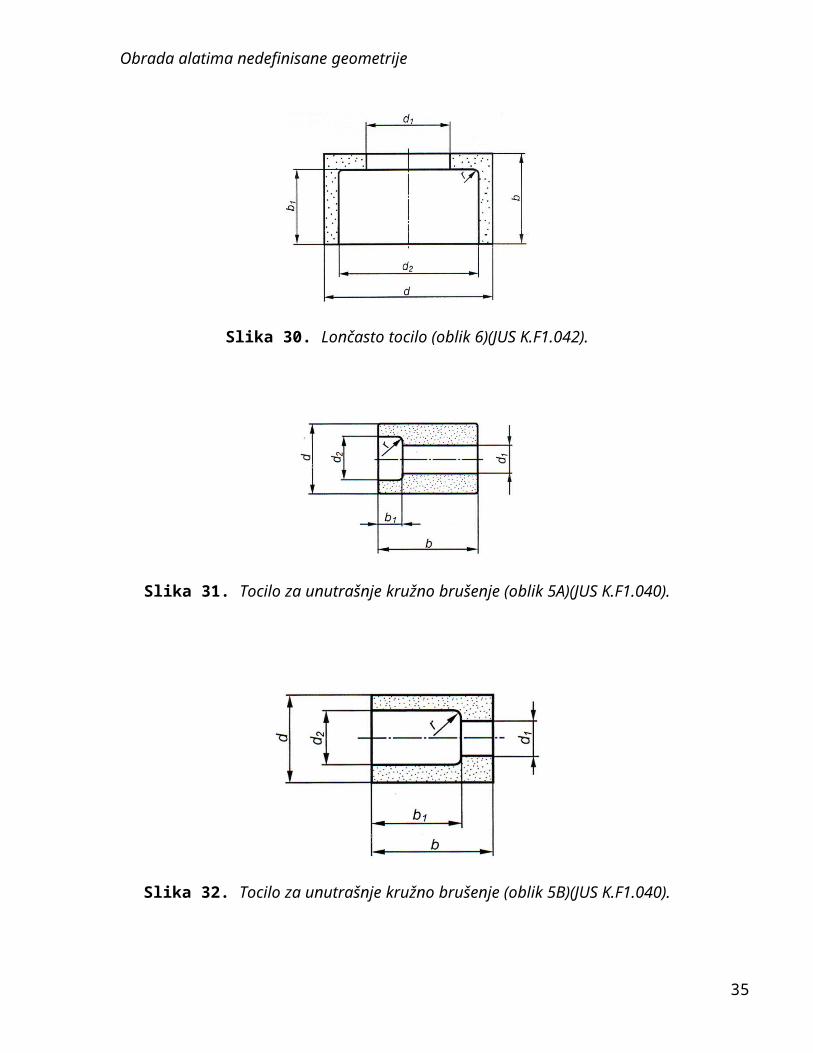
Slika 32. Tocilo za unutrašnje kružno brušenje (oblik 5B)(JUS K.F1.040).
28
Obrada alatima nedefinisane geometrije
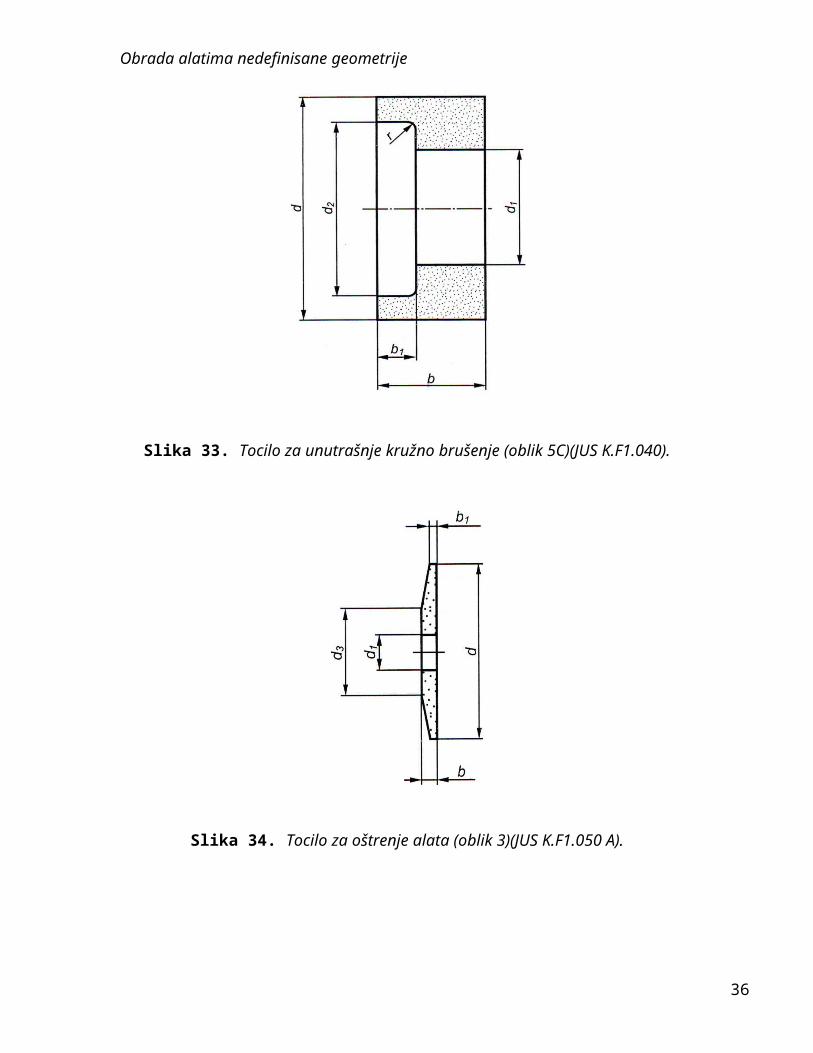
Slika 33. Tocilo za unutrašnje kružno brušenje (oblik 5C)(JUS K.F1.040).
Slika 34. Tocilo za oštrenje alata (oblik 3)(JUS K.F1.050 A).
29
Obrada alatima nedefinisane geometrije
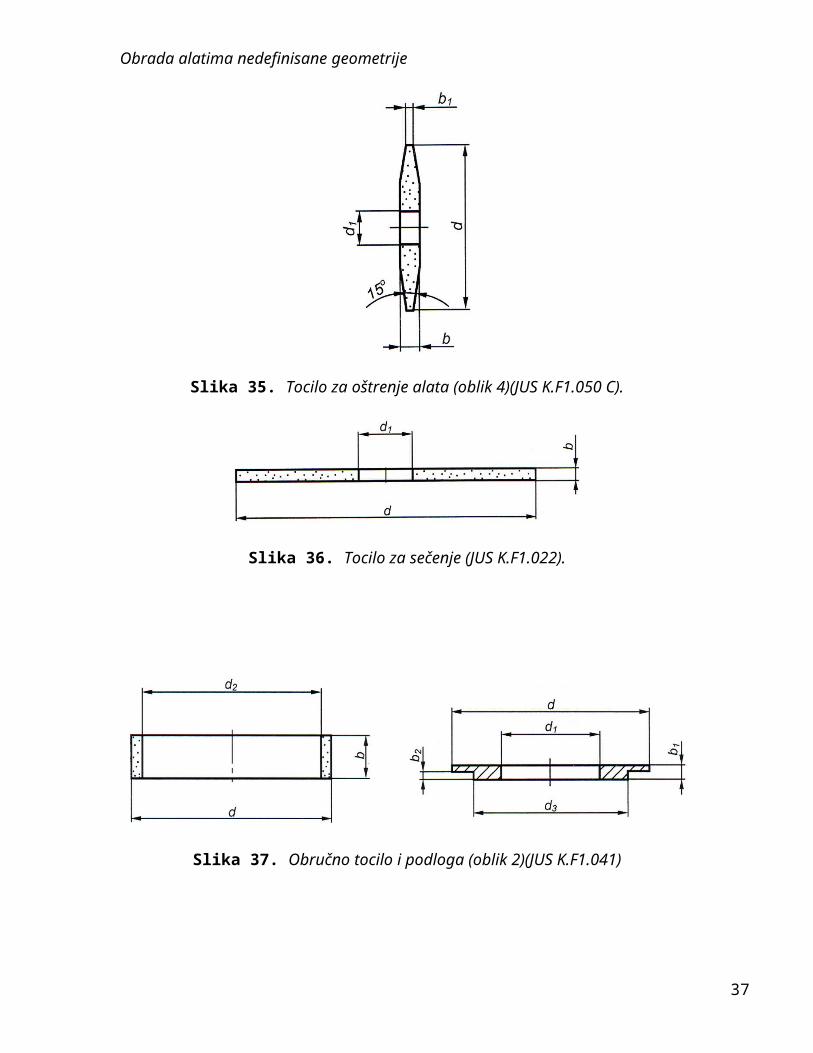
Slika 35. Tocilo za oštrenje alata (oblik 4)(JUS K.F1.050 C).
Slika 36. Tocilo za sečenje (JUS K.F1.022).
Slika 37. Obručno tocilo i podloga (oblik 2)(JUS K.F1.041)
30
Obrada alatima nedefinisane geometrije
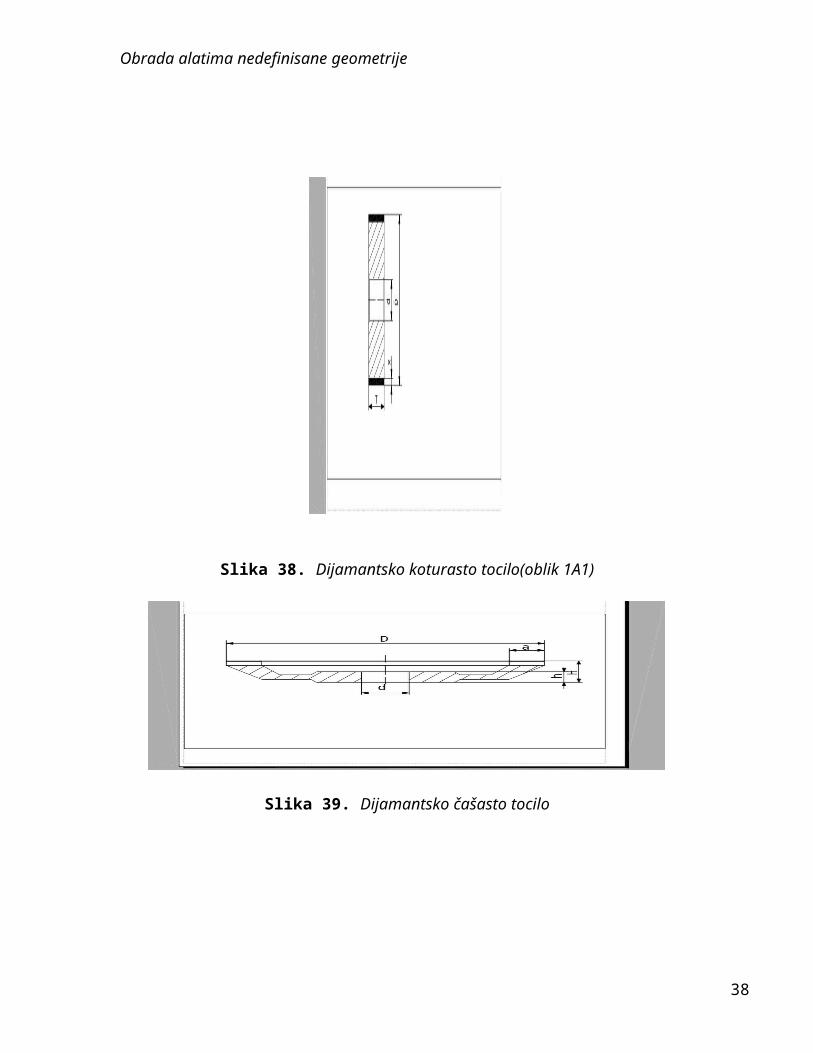
Slika 38. Dijamantsko koturasto tocilo(oblik 1A1)
Slika 39. Dijamantsko čašasto tocilo
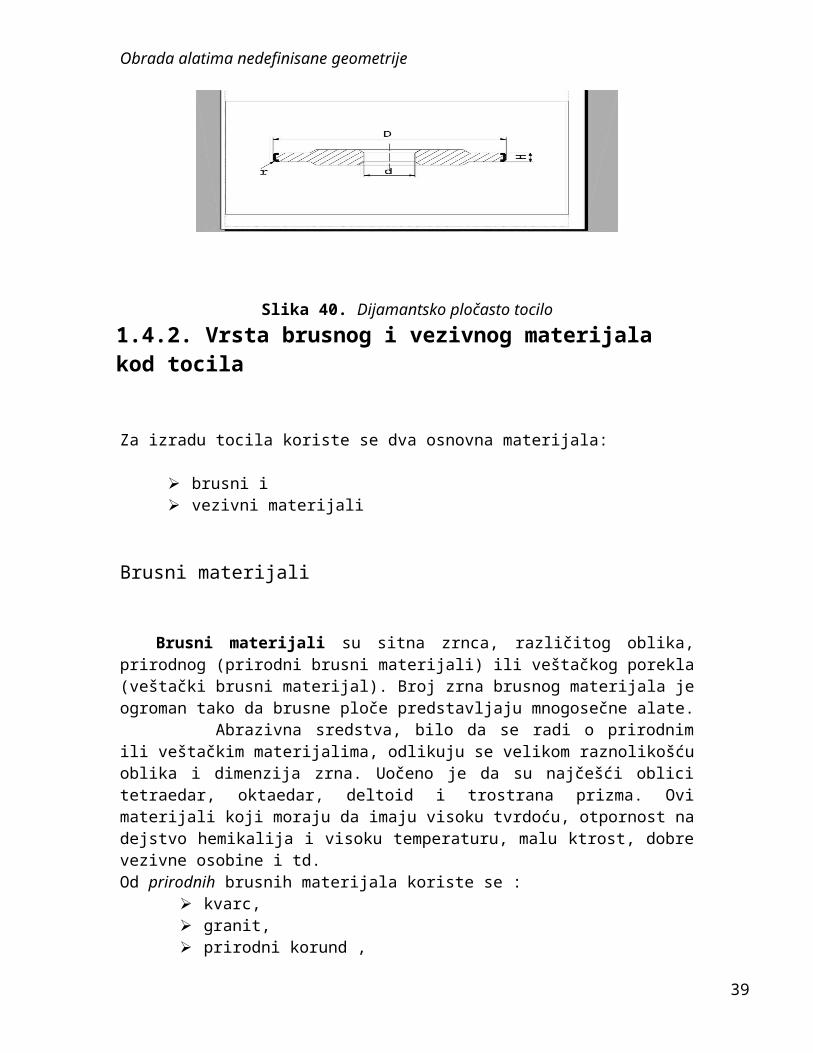
Slika 40. Dijamantsko pločasto tocilo
31
Obrada alatima nedefinisane geometrije
1.4.2. Vrsta brusnog i vezivnog materijala kod tocila
Za izradu tocila koriste se dva osnovna materijala:
brusni i vezivni materijali
Brusni materijali
Brusni materijali su sitna zrnca, različitog oblika, prirodnog (prirodni brusni materijali) ili veštačkog porekla (veštački brusni materijal). Broj zrna brusnog materijala je ogroman tako da brusne ploče predstavljaju mnogosečne alate.
Abrazivna sredstva, bilo da se radi o prirodnim ili veštačkim materijalima, odlikuju se velikom raznolikošću oblika i dimenzija zrna. Uočeno je da su najčešći oblici tetraedar, oktaedar, deltoid i trostrana prizma. Ovi materijali koji moraju da imaju visoku tvrdoću, otpornost na dejstvo hemikalija i visoku temperaturu, malu ktrost, dobre vezivne osobine i td. Od prirodnih brusnih materijala koriste se :
kvarc, granit, prirodni korund , šmirgla i dijamant.
Kvarc je najrasprostraniji mineral (SiO2). Koristi se u obliku peska za operacije brušenja i poliranja stakla kao i aza izradu brusnog paira.
Šmirgla je jedna od korundovih ruda, i sadrži do 60% oksida Al. Imaju primese koji mu smanjuju tvrdoću, te širu primenu ima za brušenje slobodnim zrnima i pri izradi tocila za poliranje
Granit je mineral (stena) koja se koristi za proizvodnju brusnog papira za brušenje drveta, plastičnih masa, gume i sl.
Prirodni korund, sadrži do 95% oksida aluminijuma (Al 2 O 3). Primanje se u obliku praha za operacije glačanja i poliranja, a od njega se izrađuju samo neka specijalna tocila za brušenje kuglica za ležajeve.
Dijamant je najtvrđi prirodni materijal. Po hemijskom sastavu to je čist ugljenik u kristalnom obliku, obično bezbojan ili u žuto sivoj boji. Odlikuje se dobrom toplotnom provodljivošću, malim koeficijentom toplotnog širenja i vrlo je malo krt. Ima veliku hemijsku ali malu toplotnu postojanost pa se na relativno niskim temperaturama (1073ºC) pretvara u grafit. Primenjuje se u obliku zrna i praha za brušenje i rezanja dijamantima, rubina, keramike, reznih elemenataalata i drugih tvrdih i teško obradivih materijala.
Veštački brusni materijal se najčešće koristi za izradu tocila. U ovu grupu spadaju elektrokorund, silicijum karbid, karbid bora, kubni nitrit bora, sintetički dijamant i sl.
Jus-om su standarizovane sledeće vrste osnovnih sirovina od kojih se izrađuju alati za brušenje
32
Obrada alatima nedefinisane geometrije
elektrokorund – A, (Al2 O3) specijalni elektrokorund – B, silicijum karbid – C, (SiC) sintetički dijamant – D (PCD)
Elektrokorund (veštački korund) sadrži 91% do 99% kristala oksida aluminijuma Al2 O 3
od čega mu i zavise boja, struktura i mehanička osobina.Tako postoje nekoliko vrsta elektrokorunda a to su:
A,3A – normalni korund; (obrada niskolegiranog čelika)7A – poluplemeniti korund; (obrada legiranih čelika)2A – beli plemeniti korund; (obrada visokolegiranih čelika)4A – rozi plemeniti korund; (obrada visokolegiranih čelika)6A – rubin plemeniti korund; (obrada visokolegiranih čelika)
Osnovna sirovina za dobijanje elktro korunda je bakelit. Elektrokorund se primenju je za izradu tocila z abrušenje čelika i njegovih legura koje se odlikuju velikom žilavošću.
Silicijum karbid (SiC) - je jedinjenje silicijuma i ugljenika, a proizvodi se kvarcita i to dve vrste – zeleni i crni.
C – zeleni silicijum karbid ; (obrada krtih materijala,obojenih metala, sivog liva, keramike, stakla)
9C – crni silicijum karbid; (obrada obojenih metala, sivog i temper liva, keramike, stakla)Sadrži 98 do 99 SiC a ostalo su primese. Po tvrdoći on nadmašuje sve vrste korunda, ali mu je žilavost mala pa krt i oštar. Zbog toga je vrlo pogodan za brušenje svih vrsta materijala osim čelika.
Karbid bora (B4C) po tvrdoći prelazilazi sve pomenute brusne materijale i približava se dijamantu po tvrdoći. Proizvodi se iz borne kiseline i upotrbljava za glačanje reznog alata od tvrdog materijala i minerala keramike.
Kubni nitrit bora (CBN) (elbor, kubanit, borozan) koristi se za brušenje visoko legiranih, kaljenih i vatrootpornih čelika.
Sintetički dijamant – proizvodi se procesom sinteze ugljenika na vrlo visokom pritisku i na vrlo visokim temperaturama. Primena mu je isto kao i kod prirodnog dijamanta.
33
Obrada alatima nedefinisane geometrije
1.4.2.2. Vezivni materijali
Vezivni materijal obezbeđuje povezivanje zrna brusnog materijala u jednu kompaktnu i funkcionalnu celinu – tocilo. Definiše čvrstoću i tvrdoću tocila, kao i oblast primene. Prema poreklu vezivni materijal se razvrstava na:
o organski (keramička, silikatna i magnezitna veziva),o neorganski (gumena veziva, kaučuk, prirodna smola itd.) io metalna (čelična i bronzana) – za dijamantska tocila.
Označavanje vezivnog materijala:
V – keramičkoB – smola (bakelitna)E – šelakovoO – magnezitno S – silikatnaR – gumenoM – metalnoBF – smolno ojačano sa vlaknimaRF – gumeno ojačano sa vlaknima
Keramička veziva se sastoji od gline, kvarca. Ona se više upotrebljava od svih drugih veziva vatrostalna je i ima relativno visoku čvrstoću na razaranje, pa je pogodna za izradu širokog asortimana alata za brušenje. Glavni nedostatak ovog veziva je da su neelastična, krsta, pa su osetljiva na udare i promenjiva opterećenja. Keramička veziva imaju oznaku V najviše se koristi za vezivanje elektrokorunda i silicijum karbida.
Smolno vezivo, to su tzv. bakelitna se sastoji iz fenol-formaldehida smole u tečnom stanju ili prahu. Brusni alat sa smolnim vezivom se izrađuje presovanjem u kalupu i termičkom obradom pa se odlikuje velikom čvrstoćom i elastičnošću. Smolno vezivo ima polirajuće svojstvo što poboljšava kvalitet obrađene površine. Loša osobina smolnog veziva je nedovoljna otpornost prema raslhladnim sredstvima i visokim temperaturama. Već na 470º d0 520ºC smanjuje se sposobnost vezivnog sredstva da zadrži abrazivna zrna. Brzo trošenje alata.Kada se želi visoki kvalitet obrađene površine smolnom vezivu se dodaje grafit. Proizvode se i tocila sa smolnim vezivom i ojačano vlaknima što omogućava brzinu rezanja 60 do 65 m/s pa čak i do 100 m/s.
Šelakovo vezivo koristi se umesto gumene veze tamo gde se traži elestičnost. Primena je vrlo mala ali se postiže vrlo čisto obrađena površina. Koristi se prirodni šelak.
Magnezitno vezivo je smeša magnezita i rastvora magnezijum hlorida koja na vazduhu otvrdnjava. Izrada alata za brušenje ovih veziva je jednostavna (nakon presovanja u kalupu vrši se sušenje). Ovi alati se primenjuju samo za ravno brušenje i oštrenje alata.
Silikatno vezivo se sastoji iz vodenog smola (silikat nitrita) sa dodatkom cink oksida, gline, krede itd. Brušenje tocila sa ovim vezivom se primenjuje za operacije gde nije dozvoljeno zagrevanje.
Metalno vezivo se koristi za izradu dijamantskih tocila i najčešće se koristi na bazi aluminijuma Al, ili bronze Cu.
34
Obrada alatima nedefinisane geometrije
1.4.3. Krupnoća zrna
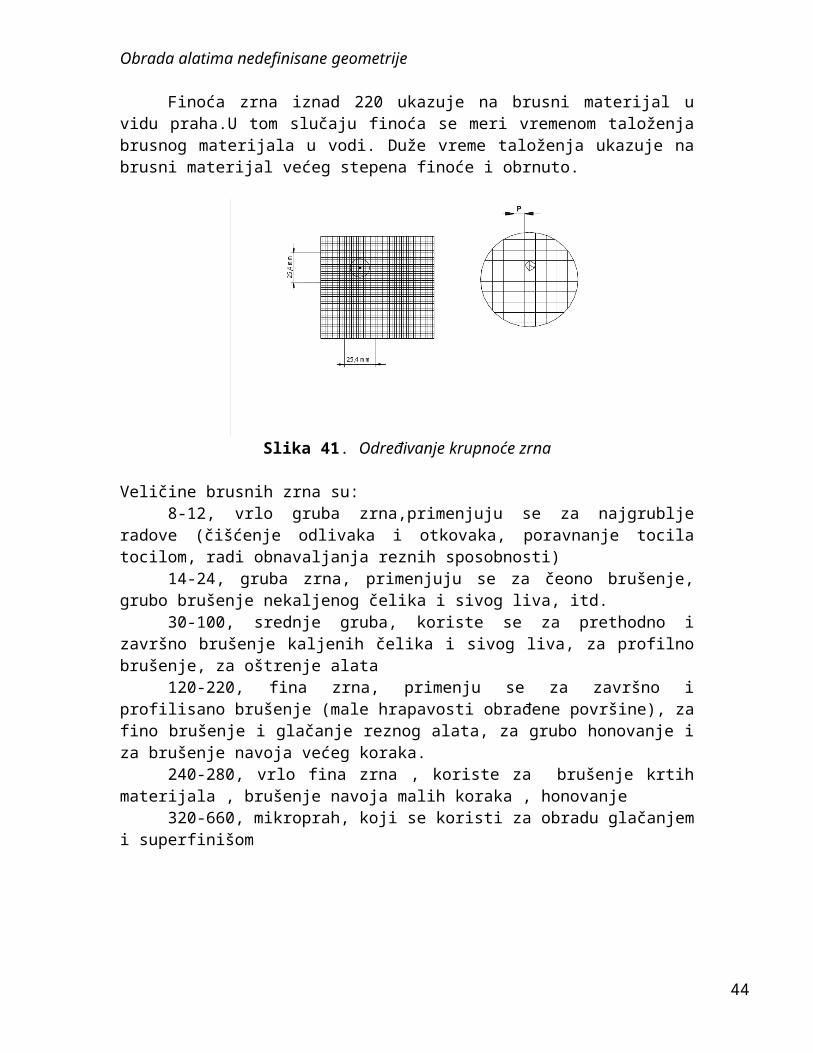
Krupnoća (granulacija) brusnog materijala je merilo veličine (dimenzija) zrna brusnog materijala. Meri se brojem otvora na dužini jednog cola (1 col = 25,4) sita kroz koje zrna brusnog materijala još uvek propadaju. Broj otvora sita, po pravilu 8 – 220, definiše i oznaku finoće.
Finoća zrna iznad 220 ukazuje na brusni materijal u vidu praha.U tom slučaju finoća se meri vremenom taloženja brusnog materijala u vodi. Duže vreme taloženja ukazuje na brusni materijal većeg stepena finoće i obrnuto.
Slika 41. Određivanje krupnoće zrna
Veličine brusnih zrna su:8-12, vrlo gruba zrna,primenjuju se za najgrublje radove (čišćenje odlivaka i
otkovaka, poravnanje tocila tocilom, radi obnavaljanja reznih sposobnosti)14-24, gruba zrna, primenjuju se za čeono brušenje, grubo brušenje nekaljenog
čelika i sivog liva, itd.30-100, srednje gruba, koriste se za prethodno i završno brušenje kaljenih čelika i
sivog liva, za profilno brušenje, za oštrenje alata120-220, fina zrna, primenju se za završno i profilisano brušenje (male hrapavosti
obrađene površine), za fino brušenje i glačanje reznog alata, za grubo honovanje i za brušenje navoja većeg koraka.
240-280, vrlo fina zrna , koriste za brušenje krtih materijala , brušenje navoja malih koraka , honovanje
320-660, mikroprah, koji se koristi za obradu glačanjem i superfinišom
35
Obrada alatima nedefinisane geometrije
1.4.4. Tvrdoća i struktura tocila
Tvrdoća tocila predstavlja otpor vezivnog materijala prema ispadanju zrna brusnog materijala pod dejstvom spoljašnjih sila pri brušenju. Definisan je kvalitetom vezivnog materijala. Preporučuje se da tvrdoća tocila bude u obrnutoj srazmeri sa tvrdoćom materijala koji se brusi.
Tvrdoća alata za brušenje nema ničeg zajedničkog sa tvrdoćom abrazivnih zrna. Alat za brušenje može biti proizveden od vrlo tvrdih abrazivnih zrna, a da, ipak, bude vrlo mekan. U praksi se za tocila manje tvrdoće primenjuju za brušenje tvrdih materijala, a tocila veće tvrdoće za brušenje mekših materijala.
Za tocilo kažemo da je suviše ˝tvrdo˝ ako zatupljenja zrna ne ispadaju iz veze već i dalje trljaju po materijalu koji se brusi.
Suviše ˝meko˝ je ono tocilo kod koga zrna ispadaju i pre zatupljenja što dovodi do brzog trošenja.
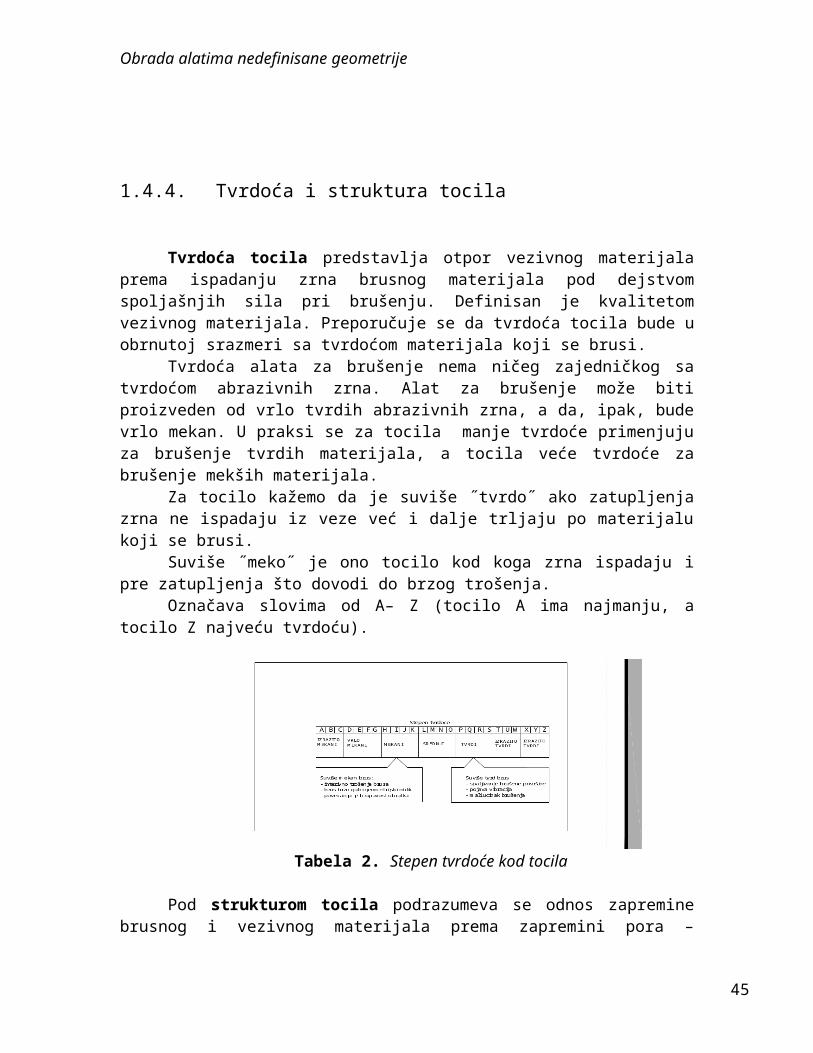
Označava slovima od A– Z (tocilo A ima najmanju, a tocilo Z najveću tvrdoću).
Tabela 2. Stepen tvrdoće kod tocila
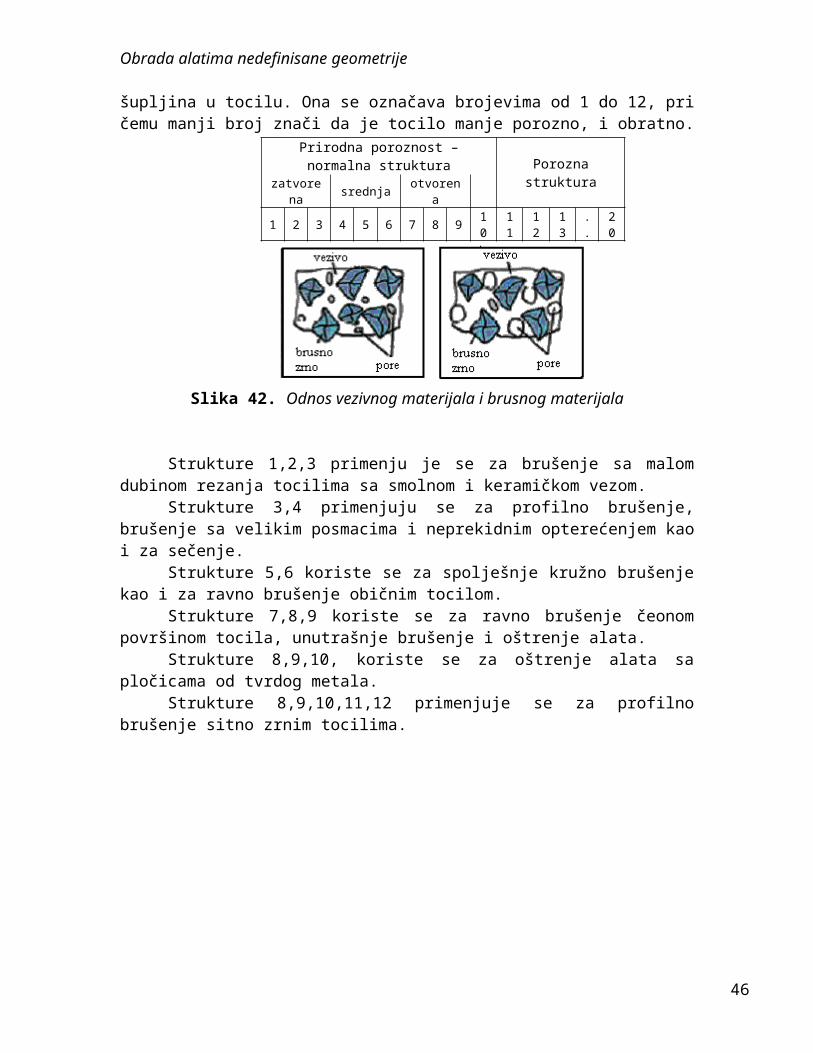
Pod strukturom tocila podrazumeva se odnos zapremine brusnog i vezivnog materijala prema zapremini pora – šupljina u tocilu. Ona se označava brojevima od 1 do 12, pri čemu manji broj znači da je tocilo manje porozno, i obratno.
Slika 42. Odnos vezivnog materijala i brusnog materijala
Prirodna poroznost – normalna strukturaPorozna struktura
zatvorena srednja otvorena
1 2 3 4 5 6 7 8 9 10 11 12 13 .. 20
36
Obrada alatima nedefinisane geometrije
Strukture 1,2,3 primenju je se za brušenje sa malom dubinom rezanja tocilima sa smolnom i keramičkom vezom.
Strukture 3,4 primenjuju se za profilno brušenje, brušenje sa velikim posmacima i neprekidnim opterećenjem kao i za sečenje.
Strukture 5,6 koriste se za spolješnje kružno brušenje kao i za ravno brušenje običnim tocilom.
Strukture 7,8,9 koriste se za ravno brušenje čeonom površinom tocila, unutrašnje brušenje i oštrenje alata.
Strukture 8,9,10, koriste se za oštrenje alata sa pločicama od tvrdog metala.Strukture 8,9,10,11,12 primenjuje se za profilno brušenje sitno zrnim tocilima.
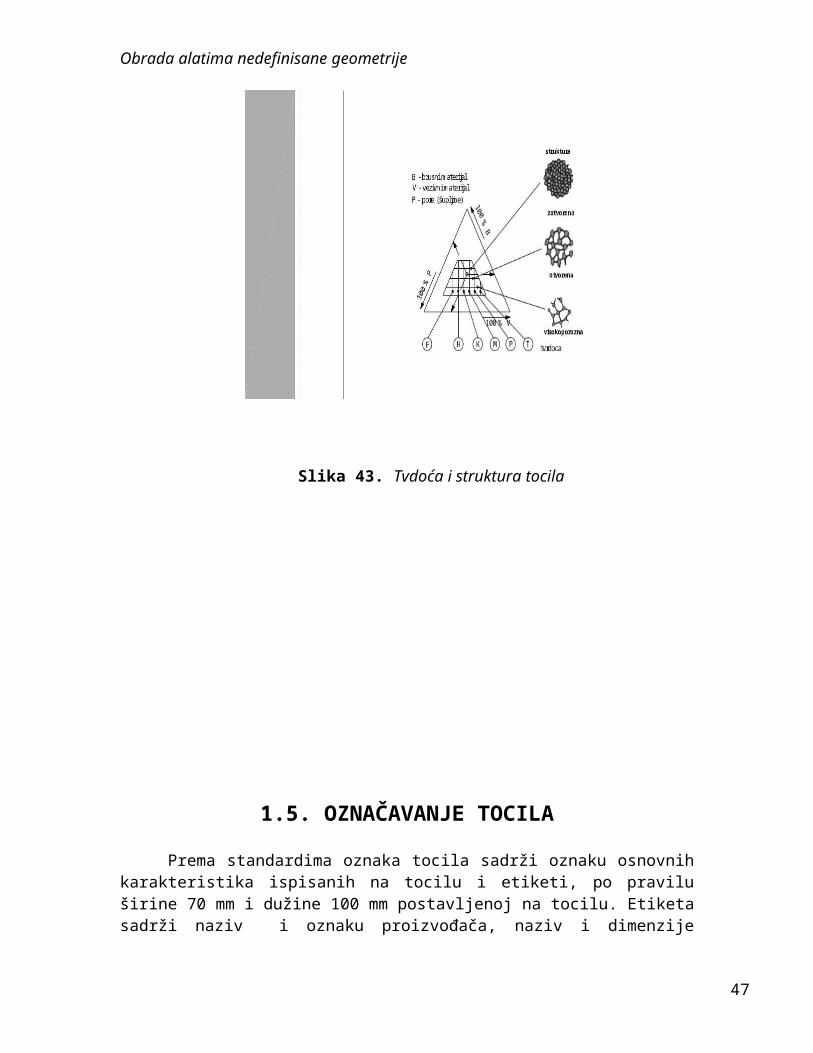
Slika 43. Tvdoća i struktura tocila
1.5. OZNAČAVANJE TOCILA
37
Obrada alatima nedefinisane geometrije
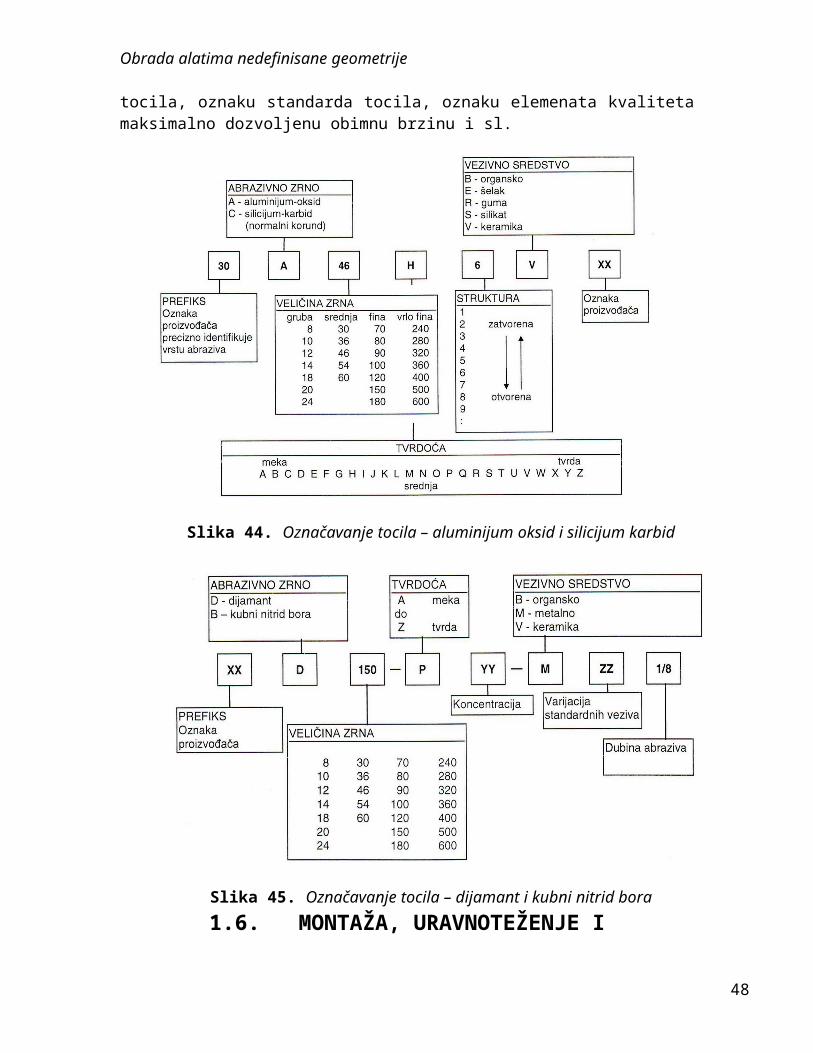
Prema standardima oznaka tocila sadrži oznaku osnovnih karakteristika ispisanih na tocilu i etiketi, po pravilu širine 70 mm i dužine 100 mm postavljenoj na tocilu. Etiketa sadrži naziv i oznaku proizvođača, naziv i dimenzije tocila, oznaku standarda tocila, oznaku elemenata kvaliteta maksimalno dozvoljenu obimnu brzinu i sl.
Slika 44. Označavanje tocila – aluminijum oksid i silicijum karbid
Slika 45. Označavanje tocila – dijamant i kubni nitrid bora
1.6. MONTAŽA, URAVNOTEŽENJE I
38
Obrada alatima nedefinisane geometrije
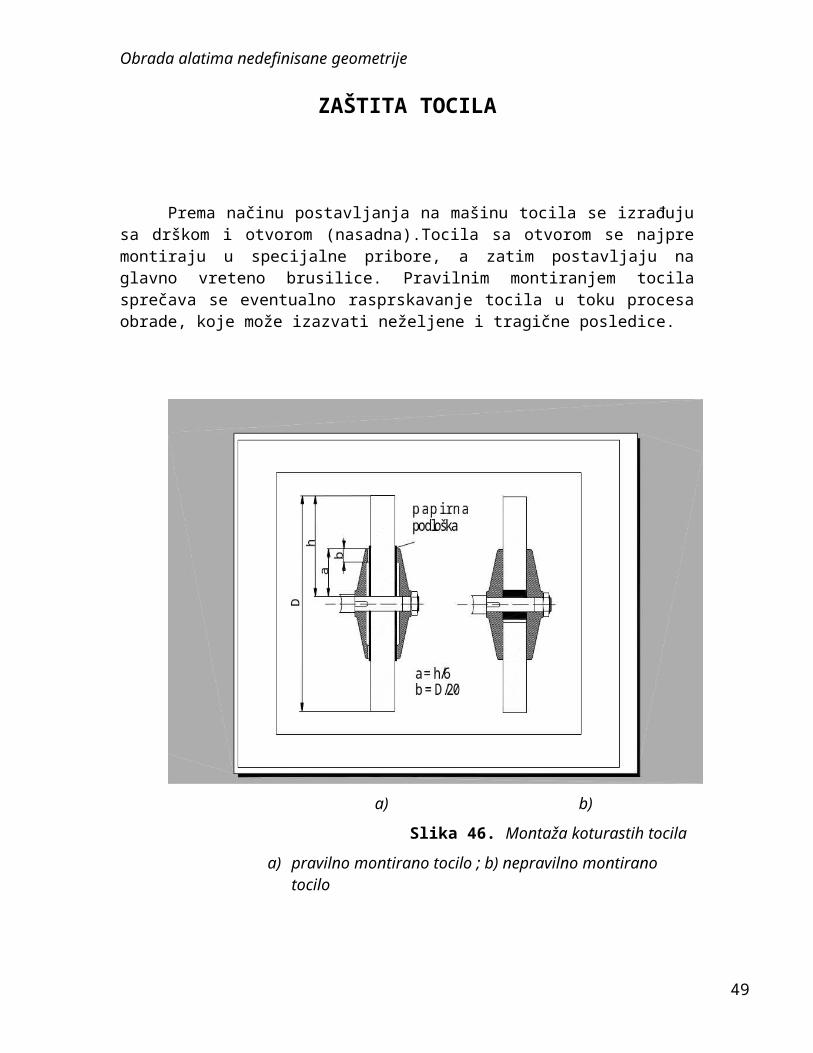
ZAŠTITA TOCILA
Prema načinu postavljanja na mašinu tocila se izrađuju sa drškom i otvorom (nasadna).Tocila sa otvorom se najpre montiraju u specijalne pribore, a zatim postavljaju na glavno vreteno brusilice. Pravilnim montiranjem tocila sprečava se eventualno rasprskavanje tocila u toku procesa obrade, koje može izazvati neželjene i tragične posledice.
a) b)
Slika 46. Montaža koturastih tocila
a) pravilno montirano tocilo ; b) nepravilno montirano tocilo
39
Obrada alatima nedefinisane geometrije
.
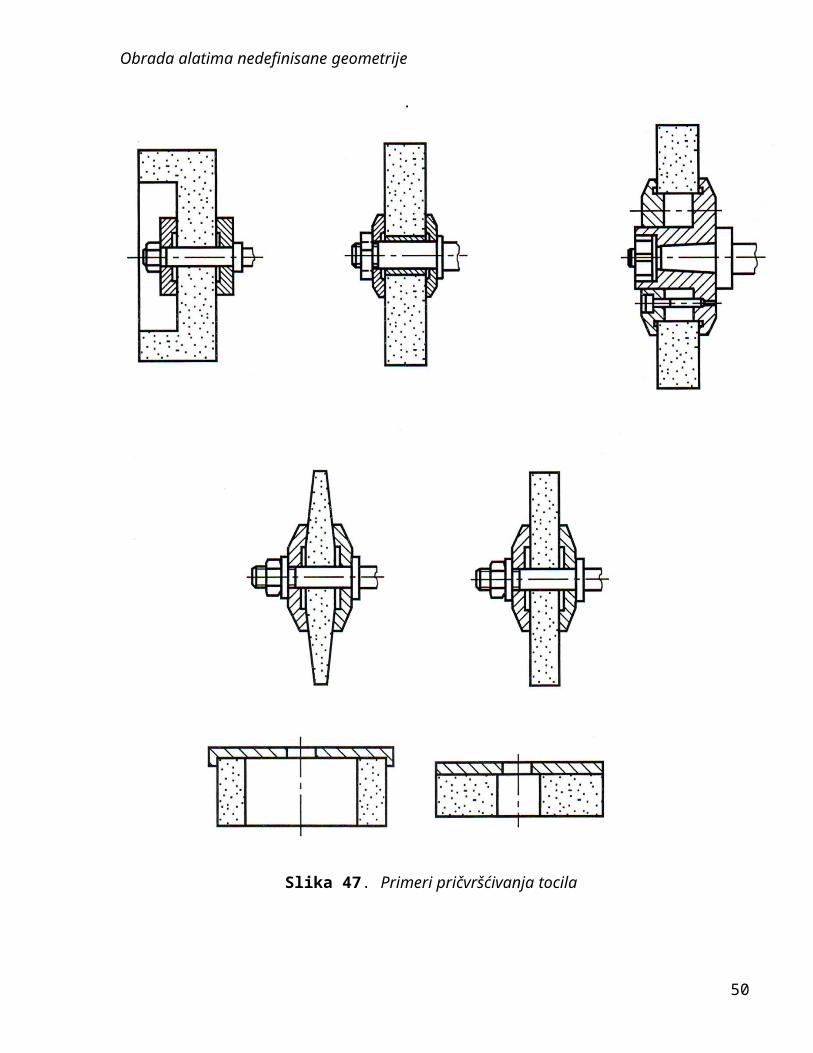
Slika 47. Primeri pričvršćivanja tocila
40
Obrada alatima nedefinisane geometrije
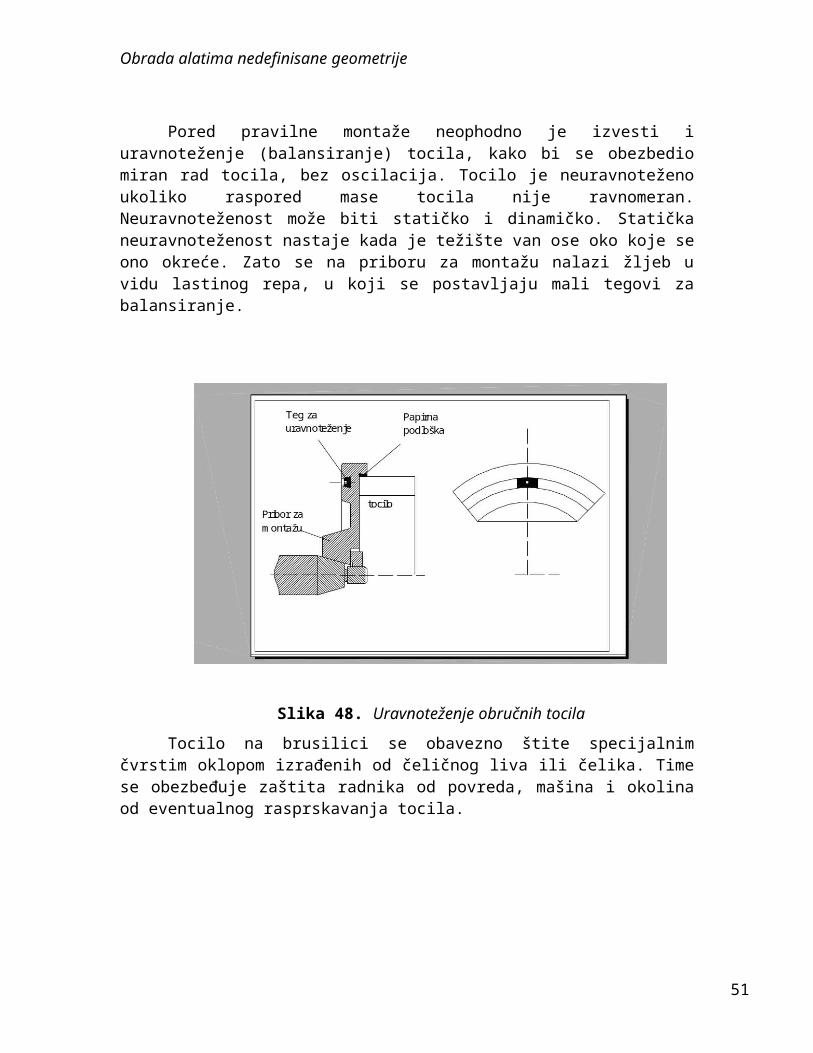
Pored pravilne montaže neophodno je izvesti i uravnoteženje (balansiranje) tocila, kako bi se obezbedio miran rad tocila, bez oscilacija. Tocilo je neuravnoteženo ukoliko raspored mase tocila nije ravnomeran. Neuravnoteženost može biti statičko i dinamičko. Statička neuravnoteženost nastaje kada je težište van ose oko koje se ono okreće. Zato se na priboru za montažu nalazi žljeb u vidu lastinog repa, u koji se postavljaju mali tegovi za balansiranje.
Slika 48. Uravnoteženje obručnih tocila
Tocilo na brusilici se obavezno štite specijalnim čvrstim oklopom izrađenih od čeličnog liva ili čelika. Time se obezbeđuje zaštita radnika od povreda, mašina i okolina od eventualnog rasprskavanja tocila.
brusilice za kružno brušenje brusilice za ravno brušenje
Slika 49. Zaštita tocila
41
Obrada alatima nedefinisane geometrije
1.7. HABANJE TOCILA
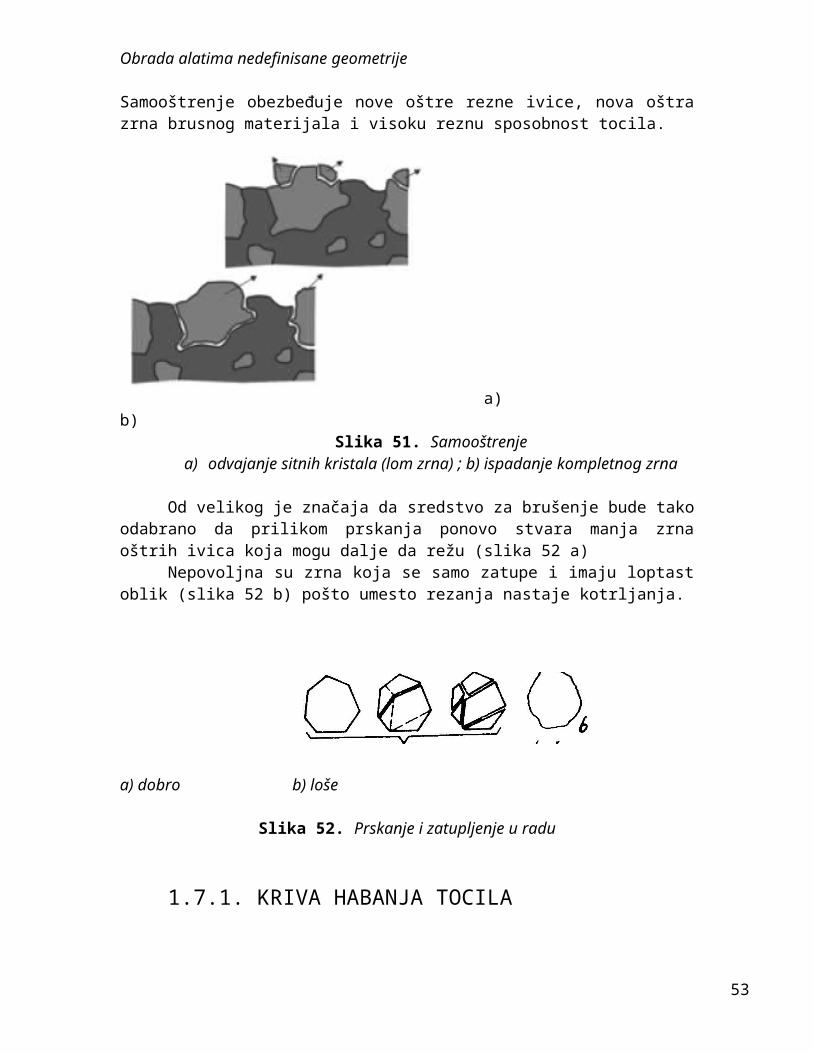
Kontakt tocila i predmeta obrade propraćen je veoma visokim specifičnim toplotnim i mehaničkim opterećenima reznih elemenata tocila. Rezultat takvog opterećenja je habanje tocila.
a) b)
Slika 50. Habanje zrna brusnog materijala (tocila) a)površina habanja (gnečenje zrna) ; b)makro i mikropukotine u zrnu (krzanje zrna)
Odvajenje sitnih kristala i ispadanje kompletnog zrna brusnog materijala dovodi do samooštrenja tocila. Samooštrenje obezbeđuje nove oštre rezne ivice, nova oštra zrna brusnog materijala i visoku reznu sposobnost tocila.
a) b)
Slika 51. Samooštrenjea) odvajanje sitnih kristala (lom zrna) ; b) ispadanje kompletnog zrna
Od velikog je značaja da sredstvo za brušenje bude tako odabrano da prilikom prskanja ponovo stvara manja zrna oštrih ivica koja mogu dalje da režu (slika 52 a)
Nepovoljna su zrna koja se samo zatupe i imaju loptast oblik (slika 52 b) pošto umesto rezanja nastaje kotrljanja.
a) dobro b) loše
Slika 52. Prskanje i zatupljenje u radu
42
Obrada alatima nedefinisane geometrije
1.7.1. KRIVA HABANJA TOCILA
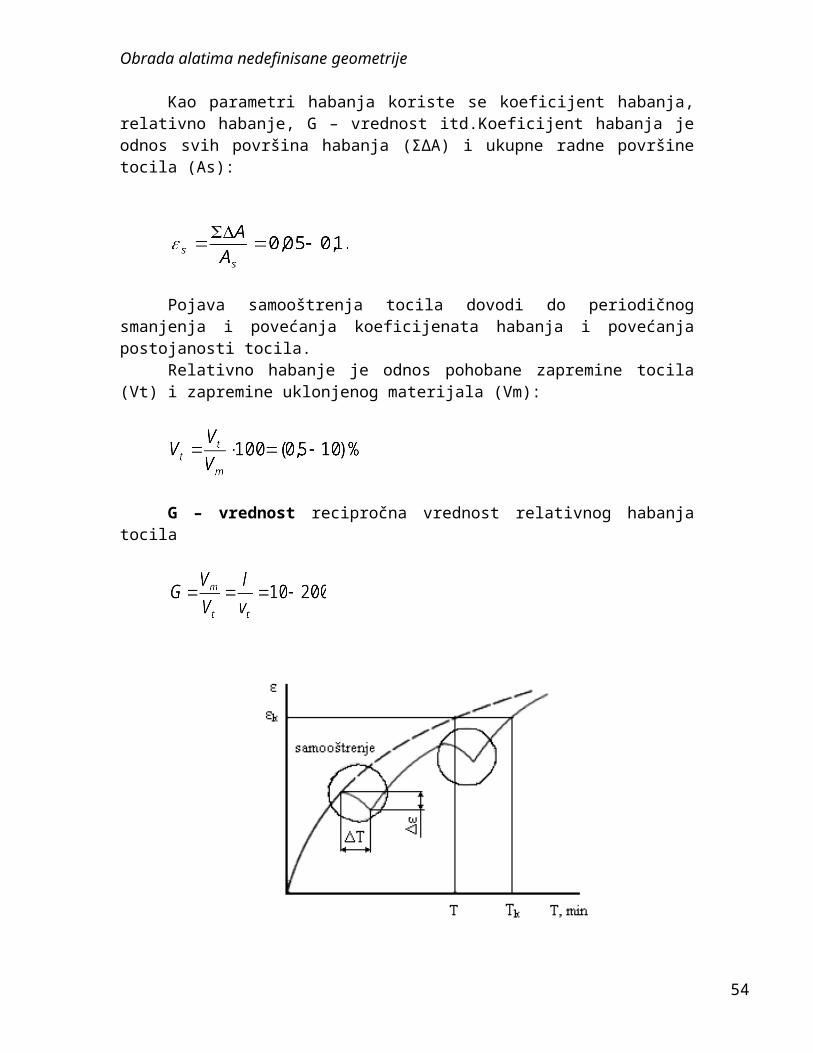
Kao parametri habanja koriste se koeficijent habanja, relativno habanje, G – vrednost itd.Koeficijent habanja je odnos svih površina habanja (ΣΔA) i ukupne radne površine tocila (As):
Pojava samooštrenja tocila dovodi do periodičnog smanjenja i povećanja koeficijenata habanja i povećanja postojanosti tocila.
Relativno habanje je odnos pohobane zapremine tocila (Vt) i zapremine uklonjenog materijala (Vm):
G – vrednost recipročna vrednost relativnog habanja tocila
Slika 53. Koeficijent habanja tocila
1.8. PORAVNANJE I PROFILISANJE TOCILA
43
Obrada alatima nedefinisane geometrije
Usled habanja abrazivnih zrna, lepljenja čestica strugotine, trošenje alata, dolazi do zatupljivanja i gubljenja profila odnosno gubljenja rezne sposobnosti alata.Da bi se povratila rezna sposobnost tocila vrši se poravnanje i profilisanje.
Poravnanjem se skida površinski sloj tocila sa zatupljenim abrazivnim zrnima i ispravlja se profil tocila. Skidanjem površinskog sloja sa tocila dolazi se do novih oštrih abrazivnih zrna, pa se možem govoriti i o oštrenju alata za brušenje
Oštrenje tocila se izvodi pri:
malim obimnim brzinama tocila ili brzinama rezanja tocila.
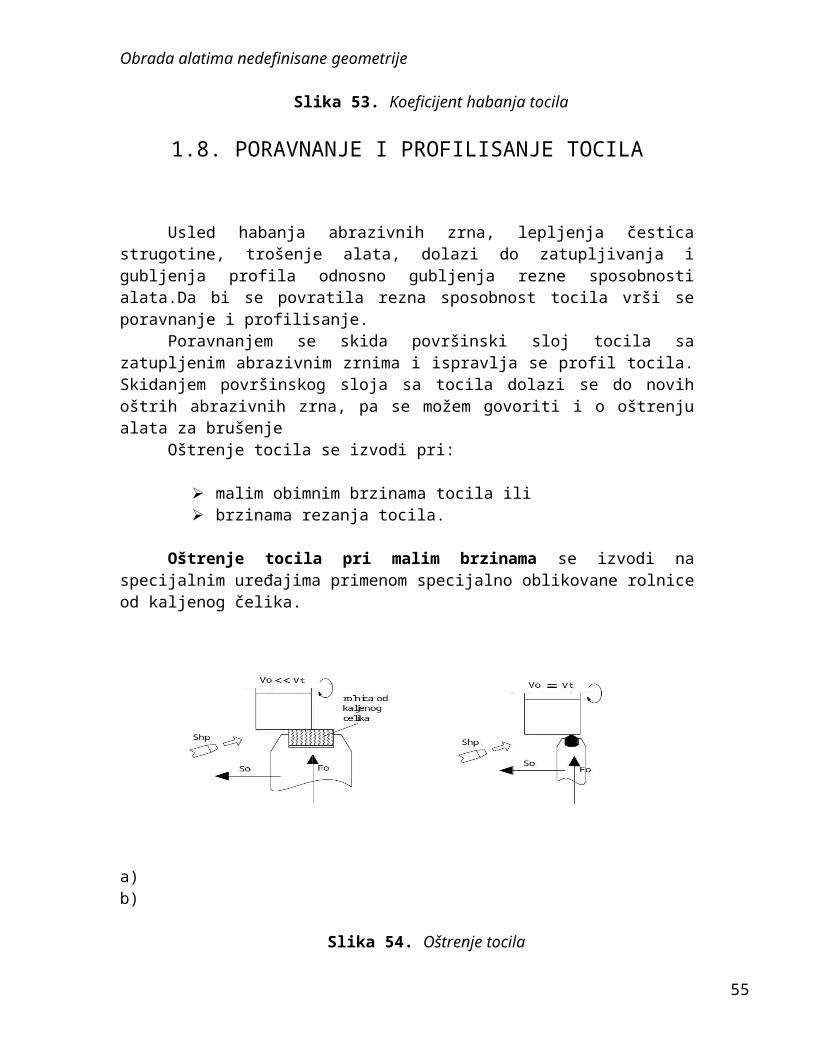
Oštrenje tocila pri malim brzinama se izvodi na specijalnim uređajima primenom specijalno oblikovane rolnice od kaljenog čelika.
a) b)
Slika 54. Oštrenje tocila a) malim obimnim brzinama tocila ; b) brzinama rezanja – na brusnici
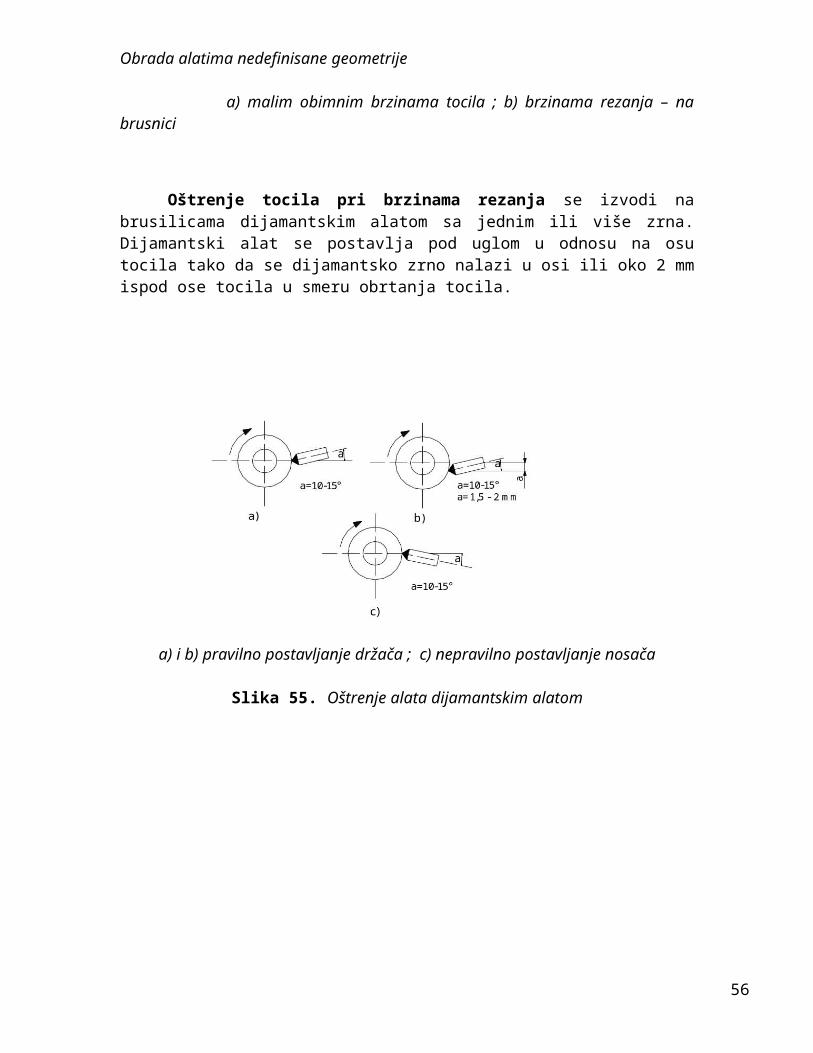
Oštrenje tocila pri brzinama rezanja se izvodi na brusilicama dijamantskim alatom sa jednim ili više zrna. Dijamantski alat se postavlja pod uglom u odnosu na osu tocila tako da se dijamantsko zrno nalazi u osi ili oko 2 mm ispod ose tocila u smeru obrtanja tocila.
44
Obrada alatima nedefinisane geometrije
a) i b) pravilno postavljanje držača ; c) nepravilno postavljanje nosača
Slika 55. Oštrenje alata dijamantskim alatom
45
Obrada alatima nedefinisane geometrije
1.9. MAŠINE ZA BRUŠENJE
Brusilice su mašine koje služe za obradu metala skidanjem strugotine, kada se zahtevaju veliki kvalitet obrađene površine, veća tačnost dimenzija i geometrijski oblik obratka.
Danas postoje različite vrste brusilica koje se mogu podeliti na više načina i to prema:
vrsti operacije brušenja konstrukciji položaju glavnog vretena kvalitetu obrade.
Prema vrsti operacije brušenja najčešća je podela na:
spoljašnje i unutrašnje kružno brušenje, ravno brušenje brušenje bez šiljaka i specijalna brušenja (oštrenje alata, brušenje navoja, brušenje zupčanika i sl.).
Prema konstrukciji mogu biti:
univerzalne, namenske – specijalizovane i NC (CNC) brusilice
Prema položaju radnog vretena brusilice se mogu podeliti na:
brusilice sa horizontalnim radnim vretenom brusilice sa vertikalnim radnim vretenom
Prema broju radnih vretena brusilice se dele na:
jednovretene viševretene (najčešće sa dva vretena)
Svaka od ovih vrsta mašina ima veći broj modaliteta i prilagođenja obratku, ali i prilagođenja različitim tehnološkim postupcima izvođenja operacija.
Osnovne eksploataciske karakteristike brusilice su:
o koeficijent preciznosti Cmp i tačnost mašine Cmpk
o pogonska snaga mašine i mehanički stepen iskorišćenja snage mašine ηo brojevi obrta tocila nt
o raspon aksijalnog ili radijalnog koraka Samin - Samax (Srmin - Srmax)
46
Obrada alatima nedefinisane geometrije
o raspon brojeva obrta (nrmin – nrmax) odnosno broja hodova predmeta obrade (nLmin – nLmax),
o gabariti predmeta obradeUniverzalna brusilica je po koncepciji noseće strukture slična vertikalnoj
glodalici. Glavno vreteno je upravno na radni sto i pored glavnog obrtnog izvodi i pomoćno pravolinijsko kretanje duž ose obrtanja. Pored toga specijalna konstrukcija glave mašine omogućava i lagano planetarno kretanje glavnog vretena. Radni sto je sa podužnim i poprečnim pomeranjem, a snabdeven je i sa obrtnim držačima i šiljcima. To daje mogućnost da se na univerzalnim brusilicama mogu obraditi različite cilindrične spoljašnje i unutrašnje površine, ravne horizontalne i bočne površine, kanali i td.
Uopšte, karakteristično za sve vrste brusilica je da imaju veći broj pogonskih agregata i odgovarajućih prenosnoka kretanja: za glavno vretano, prednji šiljak, radijalno i aksijalno pomeranje tocila, za radni sto. Za fero–magnetne materijale stezanje se obavlja elektromagnetima. Kada to nije moguće koristi se pogodni pomoćni pribor koji ne smeta prolasku alata. Prihvat cilindričnih obradaka je preko šiljaka, trnova ili steznih čaura. Svaka kvalitetnija mašina klasičnog izvođenja ima ugrađene merne instrumente koji direktno ili indirektno daju informaciju o dubini zahvata ili vrednost mere. NC i CNC mašine imaju zatvoreni krug kontrole i upravljanja procesom obrade sve do završetka unapred definisanog zahvata. Brusilice su obično snabdevene i uređajem za poravnanje tocila.
47
Obrada alatima nedefinisane geometrije
1.9.1. Brusilice za okruglo spoljašnje i unutrašnje brušenje
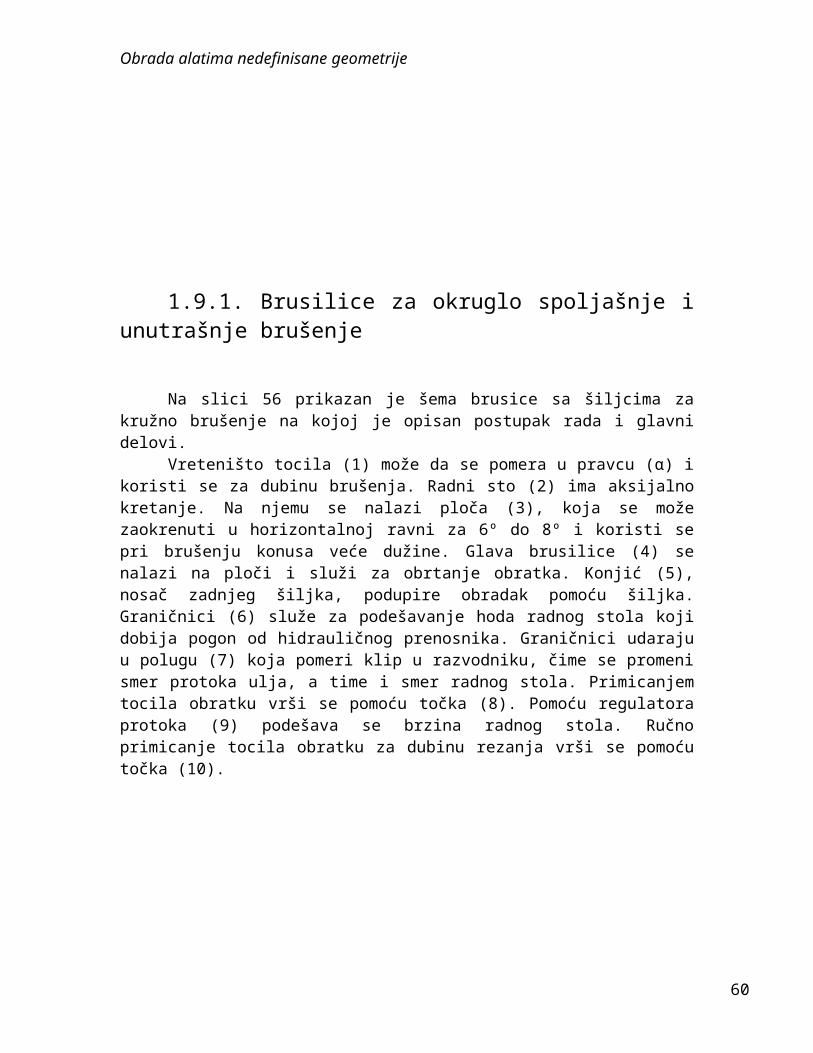
Na slici 56 prikazan je šema brusice sa šiljcima za kružno brušenje na kojoj je opisan postupak rada i glavni delovi.
Vreteništo tocila (1) može da se pomera u pravcu (α) i koristi se za dubinu brušenja. Radni sto (2) ima aksijalno kretanje. Na njemu se nalazi ploča (3), koja se može zaokrenuti u horizontalnoj ravni za 6º do 8º i koristi se pri brušenju konusa veće dužine. Glava brusilice (4) se nalazi na ploči i služi za obrtanje obratka. Konjić (5), nosač zadnjeg šiljka, podupire obradak pomoću šiljka. Graničnici (6) služe za podešavanje hoda radnog stola koji dobija pogon od hidrauličnog prenosnika. Graničnici udaraju u polugu (7) koja pomeri klip u razvodniku, čime se promeni smer protoka ulja, a time i smer radnog stola. Primicanjem tocila obratku vrši se pomoću točka (8). Pomoću regulatora protoka (9) podešava se brzina radnog stola. Ručno primicanje tocila obratku za dubinu rezanja vrši se pomoću točka (10).
Slika 56. Šematski prikaz brusilice sa šiljcima za kružno brušenje
48
Obrada alatima nedefinisane geometrije
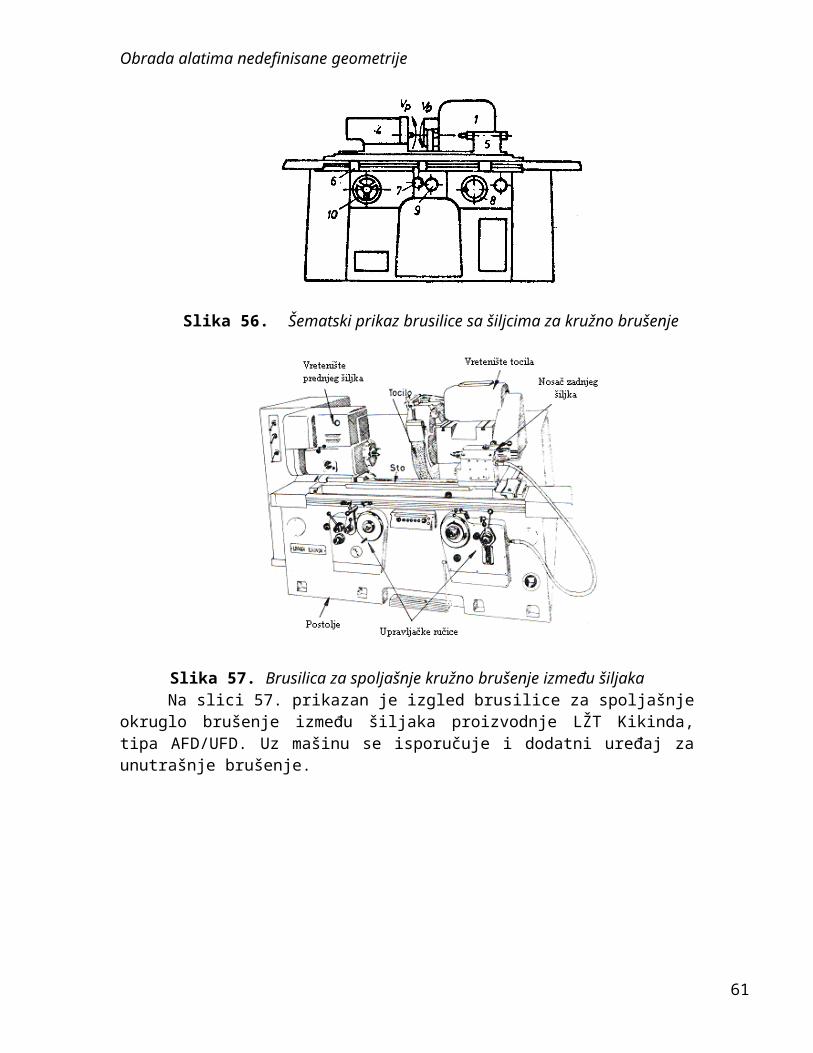
Slika 57. Brusilica za spoljašnje kružno brušenje između šiljakaNa slici 57. prikazan je izgled brusilice za spoljašnje okruglo brušenje između
šiljaka proizvodnje LŽT Kikinda, tipa AFD/UFD. Uz mašinu se isporučuje i dodatni uređaj za unutrašnje brušenje.
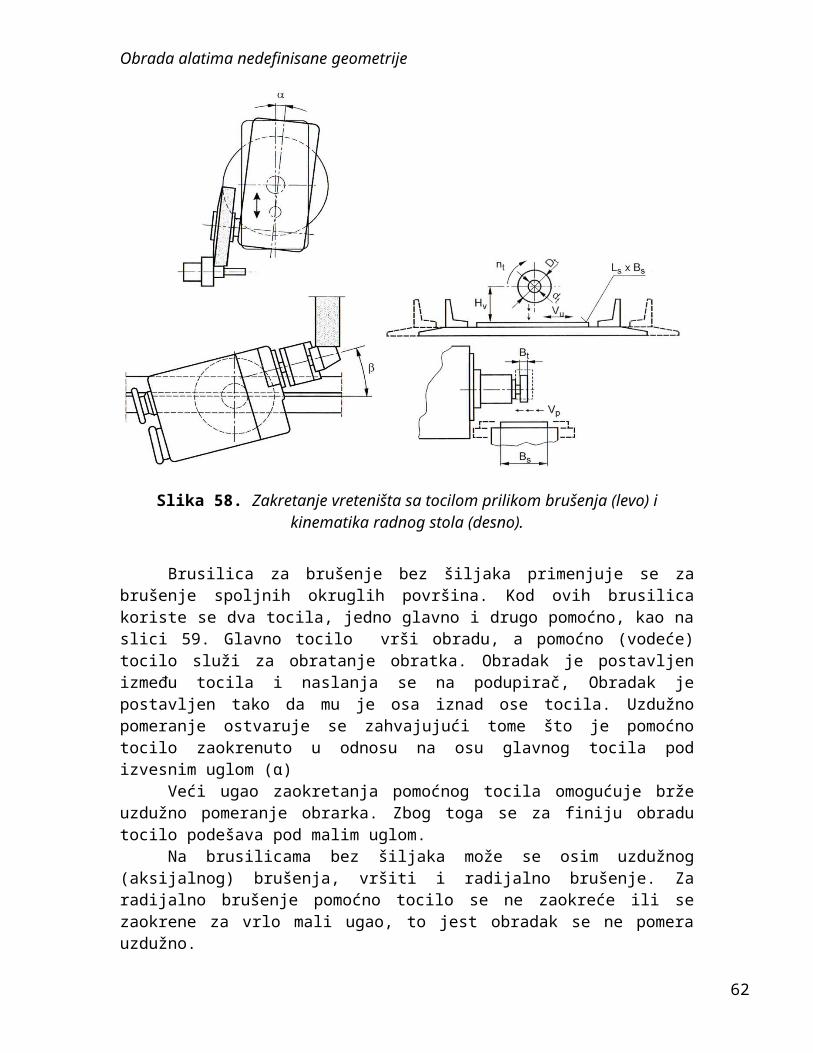
Slika 58. Zakretanje vreteništa sa tocilom prilikom brušenja (levo) i kinematika radnog stola (desno).
49
Obrada alatima nedefinisane geometrije
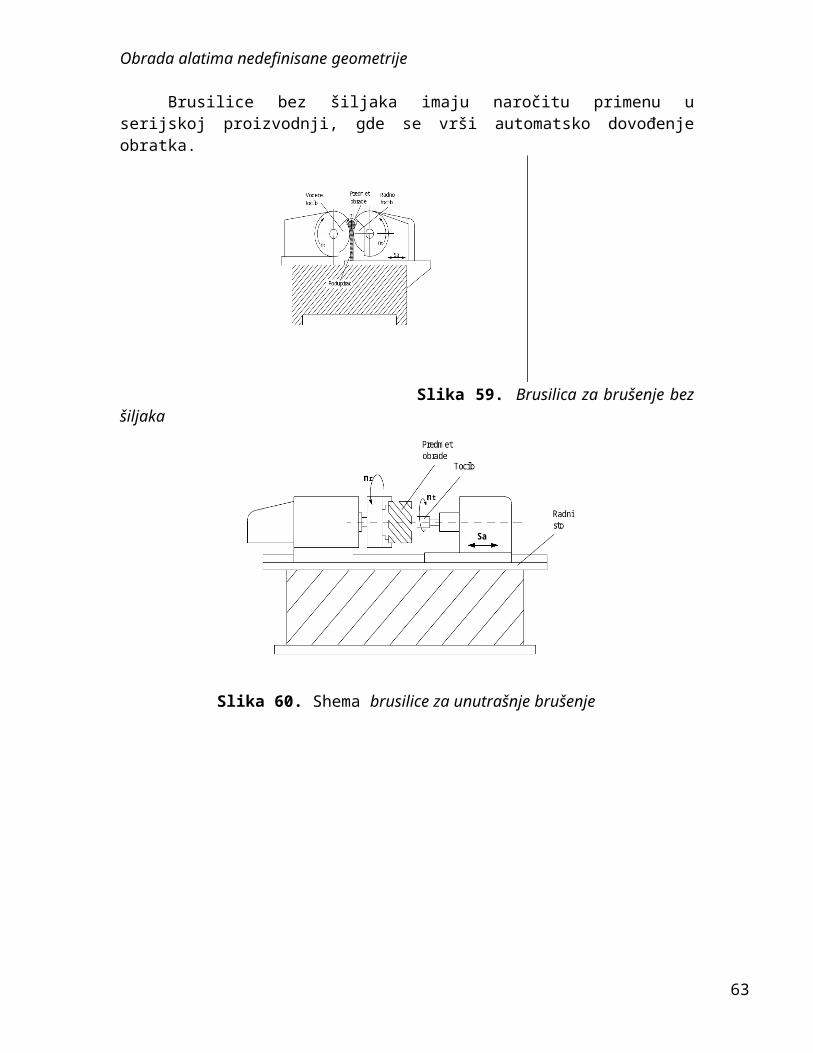
Brusilica za brušenje bez šiljaka primenjuje se za brušenje spoljnih okruglih površina. Kod ovih brusilica koriste se dva tocila, jedno glavno i drugo pomoćno, kao na slici 59. Glavno tocilo vrši obradu, a pomoćno (vodeće) tocilo služi za obratanje obratka. Obradak je postavljen između tocila i naslanja se na podupirač, Obradak je postavljen tako da mu je osa iznad ose tocila. Uzdužno pomeranje ostvaruje se zahvajujući tome što je pomoćno tocilo zaokrenuto u odnosu na osu glavnog tocila pod izvesnim uglom (α)
Veći ugao zaokretanja pomoćnog tocila omogućuje brže uzdužno pomeranje obrarka. Zbog toga se za finiju obradu tocilo podešava pod malim uglom.
Na brusilicama bez šiljaka može se osim uzdužnog (aksijalnog) brušenja, vršiti i radijalno brušenje. Za radijalno brušenje pomoćno tocilo se ne zaokreće ili se zaokrene za vrlo mali ugao, to jest obradak se ne pomera uzdužno.
Brusilice bez šiljaka imaju naročitu primenu u serijskoj proizvodnji, gde se vrši automatsko dovođenje obratka.
Slika 59. Brusilica za brušenje bez šiljaka
Slika 60. Shema brusilice za unutrašnje brušenje
50
Obrada alatima nedefinisane geometrije
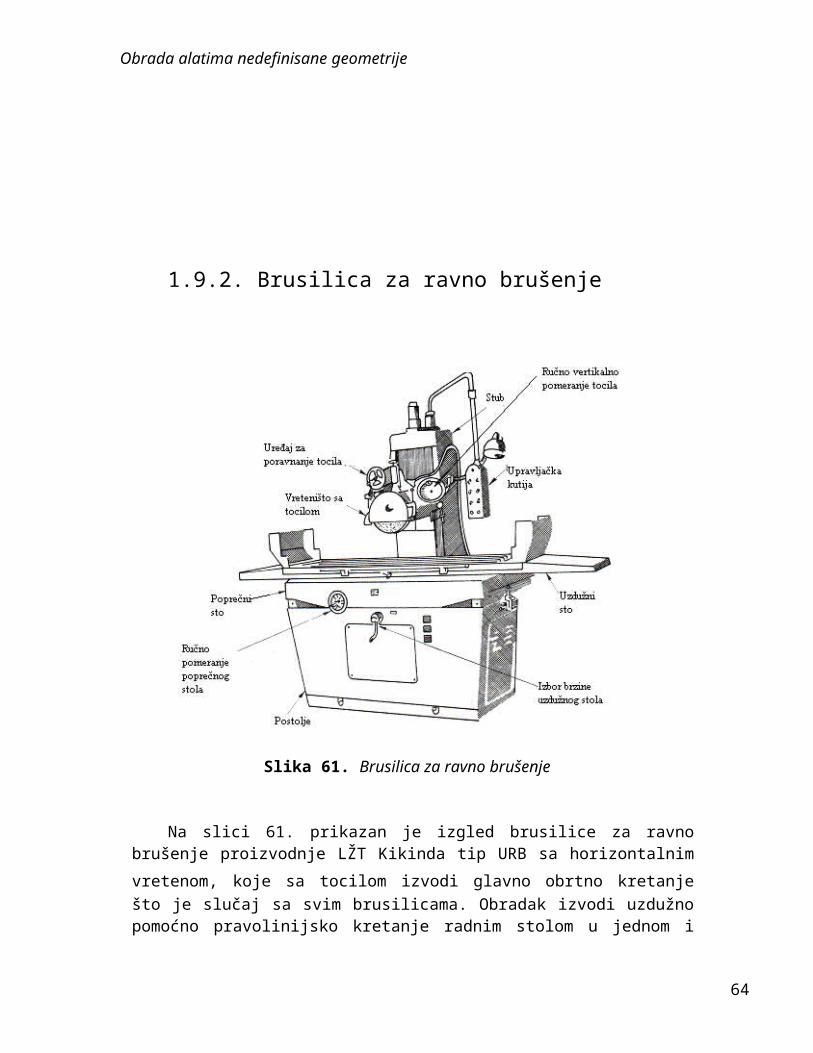
1.9.2. Brusilica za ravno brušenje
Slika 61. Brusilica za ravno brušenje
Na slici 61. prikazan je izgled brusilice za ravno brušenje proizvodnje LŽT Kikinda tip URB sa horizontalnim vretenom, koje sa tocilom izvodi glavno obrtno
kretanje što je slučaj sa svim brusilicama. Obradak izvodi uzdužno pomoćno pravolinijsko kretanje radnim stolom u jednom i drugom smeru, a nalazi se čvrsto priljubljen za sto mašine uz pomoć elektromagnetnog stezača.. Radni sto ima poprečno
51
Obrada alatima nedefinisane geometrije
pomoćno kretanje – koje je samo trenutno, izvodi se posle svake promene smera uzdužnog kretanja po postolju.Vretenište sa tocilom je vertikalno pomerljivo radi zauzimanja dubine brušenja. Uzdužni sto izvodi jedno pravolinijsko kretanje, dok poprečni sto izvodi drugo prvolinijsko prekidno pomoćno kretanje obezbeđujuči aksijalni korak pri brušenju. Strugotina i otpala zrna tocila se usisivačem odvode u vodeni taložnik. Štitnici se koriste da ne dođe do povrede udarom varnica pri suvom ili kapljica pri mokrom brusenju. Tocilo kod ove brusilice se može vertikalno podizati i spuštati. Pomeranjem alata vrši se podešavanje željenje dubine brušenja.
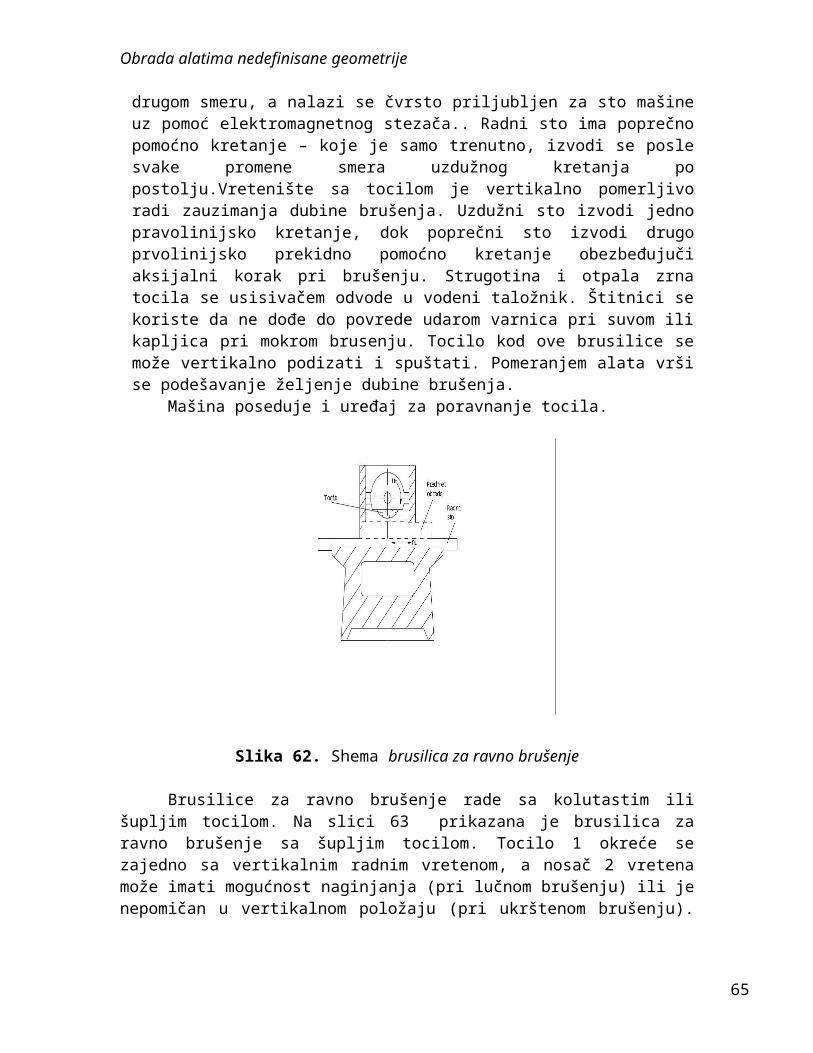
Mašina poseduje i uređaj za poravnanje tocila.
Slika 62. Shema brusilica za ravno brušenje
Brusilice za ravno brušenje rade sa kolutastim ili šupljim tocilom. Na slici 63 prikazana je brusilica za ravno brušenje sa šupljim tocilom. Tocilo 1 okreće se zajedno sa vertikalnim radnim vretenom, a nosač 2 vretena može imati mogućnost naginjanja (pri lučnom brušenju) ili je nepomičan u vertikalnom položaju (pri ukrštenom brušenju). Uzdužni klizač 3 izvodi uzdužno pomoćno kretanje pomoću hidrauličnog prenosnika.
Brusilica za ravno brušenje sa šušljm tocilom obično se koriste za teže radove i veće obratke.
52
Obrada alatima nedefinisane geometrije
Slika 63. Brusilica za ravno brušenje sa šupljim tocilom
1.9.3. Brusilica za oštrenje alata – specijalne brusilice
Brusilica za oštrenje alata , slika 64, predstavlja specijalnu brusilicu namenjenu brušenju novih kao i oštrenje istupelih alata za obradu rezanjem. Pošto se na ovoj brusilici uglavnom vrši oštrenje onih alata čiji su zubi izrađeni na univerzalnoj glodalici (zavojne burgije, valjkasta glodala i sl.) ova univerzalna brusilica za alat mora da ima mogućnost izvođenja onih kretanja koja se ostvaruju na univerzalnoj glodalici.
Tocilo (1) se nalazi na nosaču (2) obrtnom oko vertikalne ose, što omogućava postavljanje tocila u pravcu tangente na zavojni zub alata koji se oštri. Obradak – alat – steže se između šiljaka (3 i 4), pri čemu nosač (5) šiljka (3) može biti izveden i u vidu podeonog aparata koji omogućava lagano obrtno kretanje obratka u zavisnosti od njegovog aksijalnog kretanja, odnosno uzdužnog kretanja nosača (6). Istovremeno takav nosač šiljka omogućava i deljenje, odnosno okretanje obratka za po jedan zub (podelak) po završetku oštrenja prethodnog zuba.
Pored brusilica za ošternje alat postoje i druge specijalne brusilice, kao što su brusilice za profilisano brušenje (zavojnica, zupčanika i drugih posebnih profila).
53
Obrada alatima nedefinisane geometrije
.
Slika 64. Brusilica za oštrenje alata
2. METODE NAJFINIJE OBRADE
Osim obrade brušenjem, u primeni su i drugi postupci najfinije abarazivne obrade, kao što je glačanje (glačanje unutrašnjih površina, odnosno honovanje i glačanje spoljašnjih površina, odnosno lepovanje) superfiniš, poliranje.
glačanjeo spoljašnje glačanje – lepovanjeo unutrašnje glačanje – honovanje
super finiš i poliranje
2.1.Glačanje
Glačanje predstavlja vrstu najfinijeg brušenja, pri čemu se poboljšava kvalitet obrađene površine skidanjem sloja materijala pomoću alata – abraziva – u vidu vrlo sitnih zrnaca (praha), koji može biti u ˝nevezanom˝ stanju ( pasta, mešavina zrnaca abraziva i tečnosti) ili u ˝vezanom stanju˝ (brusne letvice).
54
Obrada alatima nedefinisane geometrije
Klasa hrapavosti je N1 (Ra = 0,025µm) do N3 (0,1 µm). U zavisnosti od karaktera površine razlikujemo dve metode glačanja:
o spoljašnje glačanje – lepovanjeo unutrašnje glačanje – honovanje
2.1.1. Spoljašnje glačanje - lepovanje
Spoljašnje glačanje – lepovanje može se izvoditi i na cilindričnim i na ravnim površinama. U ovom slučaju alat nije u obliku brusnih ploča, već se u cilju obrade koristi fini abrazivni prah unešen u zonu obrade izmešan sa petroleumom ili uljem.
Postupak obrade lepovanjem se izvodi tako što se gornji (1) i donji (2) disk,slika 64. obrću u suprotnim smerovima obimnim brzinama v1 i v2, pri čemu gornji disk pritiska naniže odrđenom silom. Između diskova su valjkasti obrasci (3) u kavezu – držaču (4). Na površine diskova se nanosi abrazivna pasta, koja pod pritiskom diskova skida materijal sa obradaka glačajući ih. Kao posrednik u izvođenju obrade koriste se čelične ploče, diskovi od aluminjuma, livenog gvožđa ili tvrdog drveta.
Relativna kretanja radnog predmeta i izvršnog organa su složena: kombinacija više obrtnih i više pravolinijskih kretanja. Umesto pomenutog sredstva za lepovanje mogu se koristiti i specijalne paste.
Slika 64. Šematski princip obrade lepovanjem
55
Obrada alatima nedefinisane geometrije
Slika 65. Lepovanje površina
Slika 66. Mašina za lepovanje.
Na slici 66 prikazana je šematski mašina za lepovanje, odnosno spoljašnje glačanje valjkastih obradaka.
Mašina se sastoji iz gornjeg (1) i donjeg (2) diska i kaveza (3) u kome su smešteni delovi koji se glačaju. Diskovi se obrću u suprotnim smerovima, a gornji disk se pritiska naniže pod određenom silom. Napovršini diskova se nanosi abrazivna pasta ili suspenzija abraziva i tečnosti (petroleum, ulje), koja pod pritiskom diskova skida materijal sa obradaka. Obrtanjem diskova obrću se i valjčići, a time se ostvaruje ravnomerna obrada po celoj površini obradaka. Brzina obrade, kao i efekat smanjenja hrapavosti obrađivanje površine povećavaju se pri skcentričnom postavljanju kaveza (držača obradka), jer tada obraci izvode složeno kretanje.
Lepovanjem i superfinišom se postiže najmanja hrapavost obrađene površine od svih postupaka obrade skidanjem stugotine (N1 i N2). Područje brzina za grubo lepovanje je 250-400 m/min, a za najfinije lepovanje 5-100 m/min i manje. Slobodna zrnca, naime, više skidaju materijal pri većim brzinama. Tečnost koja služi kao sredstvo za hlađenje i podmazivanje mora imati svojstvo da prenosi zrnca. Taj zahtev zadovoljava mešavina petroleja i lakog mašinskog ulja u odnosu 1:1.
56
Obrada alatima nedefinisane geometrije
Slika 67. a) Tanak sloj sredstva za lepovanje b ) Debeo sloj sredstva za lepovanje
Da bi se kretanje koje vrši alat prenelo na brusna zrna film treba da je dovoljno tanak (slika 67 a).
Uslučaju debljeg filma brzina kretanja alata prenosi se samo na gornji sloj zrnaca dok su ona koja naležu na deo skoro u potpunom miru pa je dejstvo neznatno. Kada zrno svojom oštrom ivicom zapara površinu predmeta teži da se usled nastalog otpora okrene.
U slučaju da je film dovoljno tanak zrno svojom drugom stranom naleže na alat za lepovanje pa ne može da se okrene već izvrši rezanje. Ako je sloj, sredstva za brušenje, debeo zrno se okreće pa i sa te strane efekat ostaje mali (slika 67 b).
Kao što se na slici 68. vidi zrna popunjavaju šupljine nastale prethodnom mehaničkom obradom pa ih u toku rada smanjuju i odstranjuju. Međutim istovremeno i zrna menjaju svoj oblik pa su na početku znatno veća (slika 68 a) nego posle izvesnog vremena (slika 68 b).
Slika 68. Zrno u toku rada
2.1.2. Unutrašnje glačanje – honovanje
Honovanje, odnosno unutrašnje glačanje, tj. najfinija obrada unutrašnjih površina, izvodi se na mašinama za honovanje koje imaju izgled bušilica, izvodi se pomoću specijalne glave koja nosi više umetnutih finih brusnih ploča – belegija.Mašine za honovanje mogu biti univerzalne ili specijalne i mogu biti sa glavnim vretenom u vertikalnom, horizontalnom i kosom položaju, sa jednim ili više radnih vretena. Na slici 69. prikazana je šema mašine za honovanje..
Alat –glačalo 1, ulazi u prethodno obrađenu šupljinu i pored glavnog kretanja izvodi i pomoćno kretanje u aksijalnom (vertikalnom) pravcu u dva smera tako da se izbegava mogućnost da se jedna brusna ploča ide po istoj ili bliskoj putanji
57
Obrada alatima nedefinisane geometrije
Slika 69. Šematski prikaz mašine za honovanje
Režim obrade treba odabrati prema preporukama proizvođača alata. Brzina rezanja pri honovanju sastavljena je od obimne brzine alata i brzine pomoćnog kretanja. Vrednosti tih brzina (koje zavise i od materijala obratka) biraju se tako da tragovi završnog honovanja na obrađenoj površini budu pod uglom od 45º, odnosno da tragovi grubog honovanja budu pod uglom od 60º. Brzine rezanja za honovanje sa alatom sa dijamntskim zrncima su dva ili više puta veće (od60-80 m/min), a broj hodova alata u minutu iznosi 15-100. Pri honovanju je potrebno obilno hlađenje i podmazivanje, koji odnosi abrazivna zrna i metalni prah iz zone obrade, specijalnim uljima ili mešavinom lakog ulja i petroleja. Gušće ulje se koristi za žilave i mekane materijale, aretko ulje za tvrde i krte materijale.
Za prethodno honovanje primenjuju se brusevi – belegije finoće zrna 80-150, a za završno honovanje150-500.
Klasa hrapavosti se kreće od N1 – N5, ovim postupkom se skidaju samo vrhovi neravnina na prethodno obrađenoj površini
Slika 70. Brusne ploče – belegije
.
58
Obrada alatima nedefinisane geometrije
Slika 71. Unutrašnje glačanje – honovanje
59
Obrada alatima nedefinisane geometrije
2.2.Superfiniš
Slika 72. Izgled površine obratka kod brušenja i kod obrade superfinišom
Superfinš predstavlja konačni nivo obrade u cilju dobijanja najvišeg kvaliteta površine, s obzirom da je u prethodnim fazama obezbeđena tačnost mera. Obrada se izvodi abrazivnim pločama – belegijama najviše finoće abrazivnog zrna. Obavezna je upotreba tečnosti za ispiranje i obrazovanje uljnog filma na kontaktnoj površini. Kretanja su složena, a sam proces je samoprekidan.
Glavno kretanje izvodi alat oscilacijama od 200 do 3000 duplih hodova/min. Pomoćno kretanje izvodi obradak brzinom Vo= 10....50 m/min.
U početku obrade postoje veliki specifični pritisci između mikro neravnina i belegija koji omogućavaju skidanje bregova. Njihovim nastajanjem kontaktna površina biva sve većam, čime je i proces obrade završen. Superfinišem se postižu najniže srednje hrapavosti Ra od 0,008 µm do 0,025 µm.
Slika 73. Spoljašnje glačanje – superfiniš obrada
Na slici 73. prikazan je princip rada superfiniš – mašine.Alat u obliku štapova (1) učvršćen je u naročitom držaču (2). Dok obradak (3)
izvodi obrtno kretanje, nosač sa brusnim štapovima izvodi oscilatorno pravolinijsko
60
Obrada alatima nedefinisane geometrije
kretanje (4) duž obratka. Broj duplih hodova nosača (2) kreće se od 25 do 1000o/min, dok se broj obrtaja obrataka bira tako da jedno isto zrnce brusnog štapa ne pređe dva puta isti put po njemu. Pri obradi superfinišom koristi se tečnost koja služi za ispiranje strugotine.
Slika 74. Superfiniš spoljašnje cilindrične površine
2.3. Poliranje
Poliranje je obrada koja ne obezbeđuje tačnost mera ni visoki kvalitet obrađene površine. Može se izvoditi posle brušenja ali i posle bilo koje obrade skidanjem strugotine. Njen cilj je postizanje visokog sjaja na radnom predmetu.
Slika 75. Poliranje
Kao alat za poliranje koristi se diskovi od filca, kože, svile, finog krzna i mekih sintetičkih vlakana (četke). Sredstvo za poliranje su paste koje se nanose ili na alat ili predmet obrade. Pri poliranju radi se velikim brzinama.
koncentrični paralelni spiralni
radijalni loptasti kombinovani
Slika 76. Oblici diskova za poliranje
61
Obrada alatima nedefinisane geometrije
3. HRAPAVOST OBRAĐENE POVRŠINE
. Prema osnovnom kriterijumu hrapavost se razvrstava u 12 klasa. U tablici3. date su klase hrapavosti sa vrednostima za Ra, Rz, i k, a prema standardu JUS M.A1.020.
Tabela 3. Klase hrapavosti.
Brušenje je jedan od najznačajnijih metoda izvođenja završne obrade kojom se dobija visoka tačnost oblika i dimenzija i visoki kvalitet obrađene površine. Klasa hrapavosti za brušenje je u oblasti N3 (Ra = 0.1 μm), N4 (Ra = 0.2 μm), N5 (Ra = 0.4 μm), N6 (Ra = 0.8 μm), pri čemu niža klasa hrapavosti važi kod fine, a viša klasa hrapavosti kod grube obrade brušenjem.
62
Obrada alatima nedefinisane geometrije
Tabela 4. Korelacija između klasa hrapavosti i metoda obrade.
63
Obrada alatima nedefinisane geometrije
4. ZAKLJUČAK
U ovom diplomskom radu obrađena je konvencionalne metoda mašinske obrade rezanjem sa alatima nedefinisane geometrije.Pod metodom obrade alatima nedefinisane geometrije podrazumevamo brušenje, glačanje unutrašnje i spoljašnje.Brušenje kao najviše korišćena metoda rezanja sa alatima nedefinisane geometrije ima veliku primenu u raznim sektorima industrije (fabrike motora, traktora, alata i sl.).No, nisu samo završne operacije predviđenje za obradu brušenjem. Danas se ono sa uspehom primenjuje i kod grube obrade tako da zamenjuje, struganje i druge operacije.
I dalji tehnološki razvoj doneće još veći značaj brušenja u tehnologiji obrade materijala.
64
Obrada alatima nedefinisane geometrije
5. LITERATURA
1. Belić Ilija, TEHNOLOGIJA OBRADE, Viša tehnička mašinska škola Beograd, 1997.
2. Babić Bojan, Kalajdžić Milisav, Tanović Ljubodrag, TEHNOLOGIJA OBRADE REZANJEM (priručnik), Mašinski fakultet Univerziteta u Beogradu, 1998.
3. Kalajdžić Milisav, TEHNOLOGIJA MAŠINOGRADNJE, Mašinski fakultet Univerziteta u Beogradu, 1998.4. Lazić Miodrag, PROIZVODNE TEHNOLOGIJE II Poglavlje 10 Obrada
brušenjem www.mfkg.kg.ac.yu5. Simić A. Stevan, Jovičić Jovica, TEHNOLOGIJA OBRADE za prvi
razred usmerenog obrazovanja mašinsko - energetske struke, Beograd 1987
6. Terzić Z., OBRADA METALA REZANJEM, Beograd 1988.7. Teslić Milorad, TEHNOLOGIJA OBRADE za II razred mašinske škole, Beograd 1992
65