Embed Size (px)
Citation preview
STUDIJNÍ MATERIÁLY
„Obrábění CNC“ Autor: Ing. Miroslav Dýčka
Seminář je realizován v rámci projektu „Správná praxe ve strojírenské výrobě“, registrační číslo CZ.1.07/3.2.05/05.0011
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
2/48
Vzdělávací modul:
Obráběč ve strojírenské výrobě
Školení:
Obrábění - CNC
Obsah:
1. Popis frézovacího výukového CNC obráběcího centra EMCO Concept Mill 55 (CM55) . 3
2. Vytvoření programu pro úchytku v dialogu Sinumerik OperateM.................................... 7
3. Popis výukového CNC soustruhu EMCO Concept Turn 105 (CT105) ...........................16
4. Vytvoření programu pro osku v dialogu Sinumerik Operáte T .......................................20
5. Klávesnice řídicího systému WinNC pro Sinumerik Operate Turn .................................38
SEZNAM OBRÁZKŮ ............................................................................................................43
POUŽITÉ ZDROJE A DOPORUČENÁ LITERATURA ..........................................................48
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
3/48
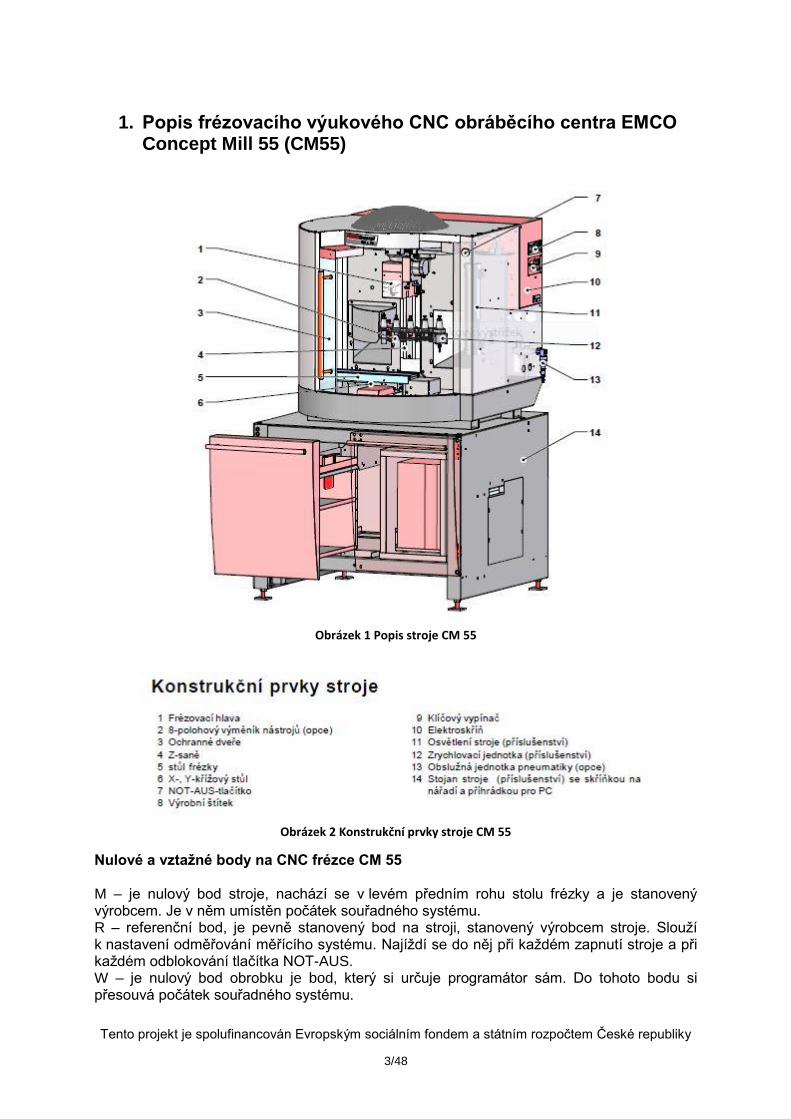
1. Popis frézovacího výukového CNC obráběcího centra EMCO Concept Mill 55 (CM55)
Obrázek 1 Popis stroje CM 55
Obrázek 2 Konstrukční prvky stroje CM 55
Nulové a vztažné body na CNC frézce CM 55 M – je nulový bod stroje, nachází se v levém předním rohu stolu frézky a je stanovený výrobcem. Je v něm umístěn počátek souřadného systému. R – referenční bod, je pevně stanovený bod na stroji, stanovený výrobcem stroje. Slouží k nastavení odměřování měřícího systému. Najíždí se do něj při každém zapnutí stroje a při každém odblokování tlačítka NOT-AUS. W – je nulový bod obrobku je bod, který si určuje programátor sám. Do tohoto bodu si přesouvá počátek souřadného systému.
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
4/48
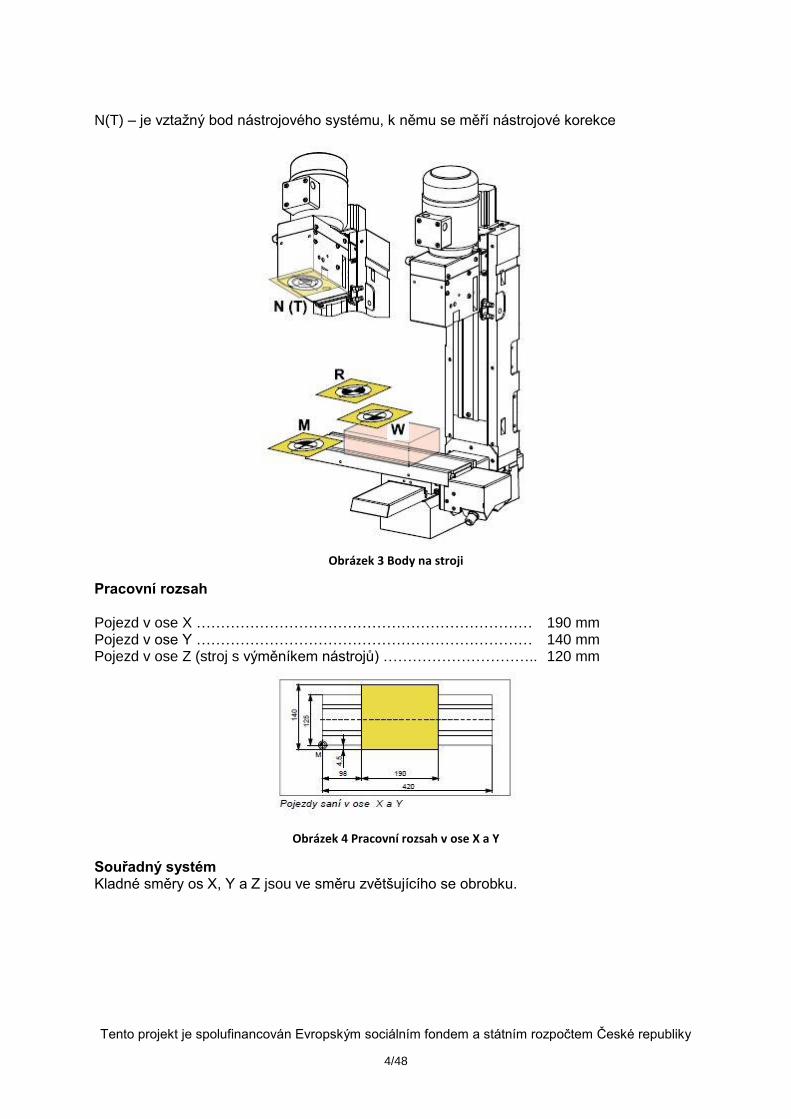
N(T) – je vztažný bod nástrojového systému, k němu se měří nástrojové korekce
Obrázek 3 Body na stroji
Pracovní rozsah Pojezd v ose X …………………………………………………………… 190 mm Pojezd v ose Y …………………………………………………………… 140 mm Pojezd v ose Z (stroj s výměníkem nástrojů) ………………………….. 120 mm
Obrázek 4 Pracovní rozsah v ose X a Y
Souřadný systém Kladné směry os X, Y a Z jsou ve směru zvětšujícího se obrobku.
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
5/48
Obrázek 5 Souřadný systém
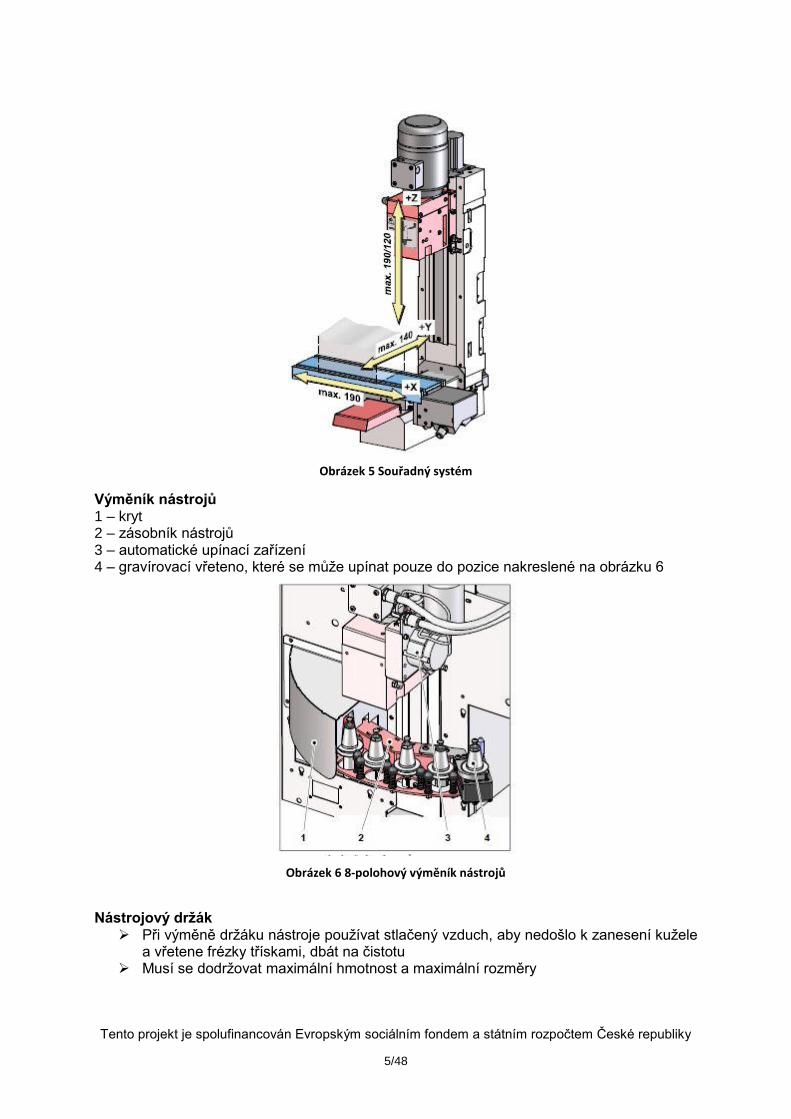
Výměník nástrojů 1 – kryt 2 – zásobník nástrojů 3 – automatické upínací zařízení 4 – gravírovací vřeteno, které se může upínat pouze do pozice nakreslené na obrázku 6
Obrázek 6 8-polohový výměník nástrojů
Nástrojový držák
Při výměně držáku nástroje používat stlačený vzduch, aby nedošlo k zanesení kužele a vřetene frézky třískami, dbát na čistotu
Musí se dodržovat maximální hmotnost a maximální rozměry
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
6/48
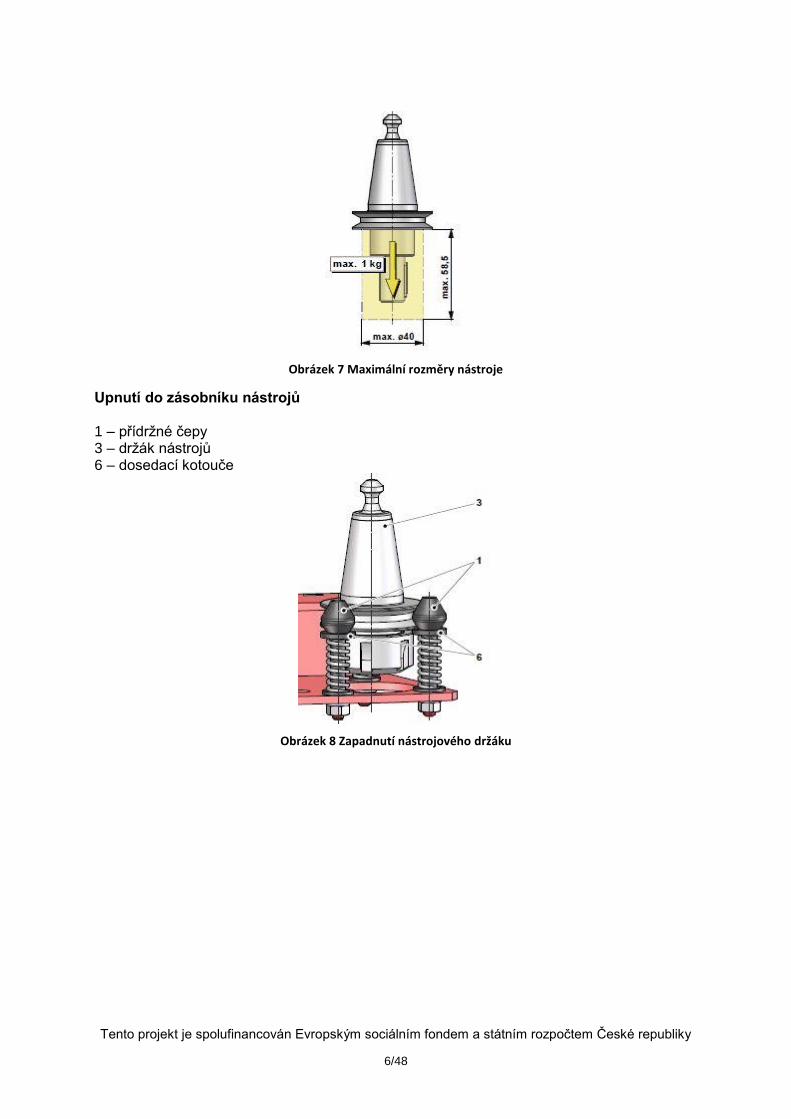
Obrázek 7 Maximální rozměry nástroje
Upnutí do zásobníku nástrojů 1 – přídržné čepy 3 – držák nástrojů 6 – dosedací kotouče
Obrázek 8 Zapadnutí nástrojového držáku
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
7/48
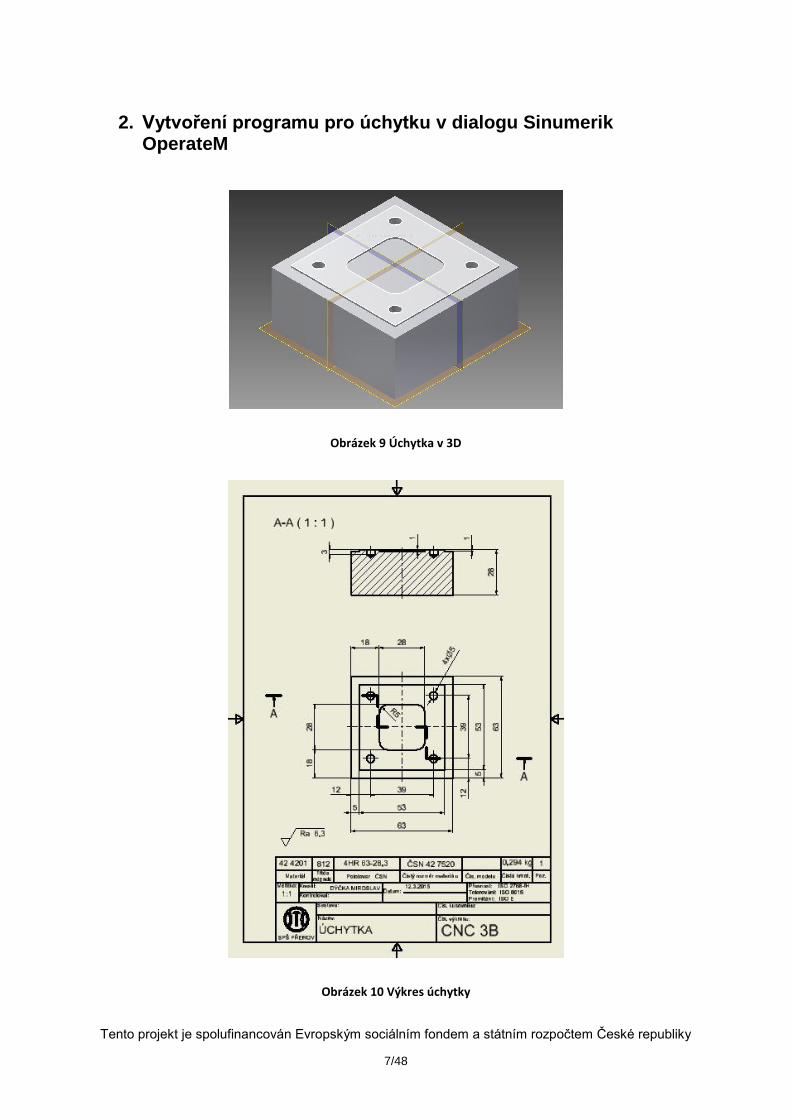
2. Vytvoření programu pro úchytku v dialogu Sinumerik OperateM
Obrázek 9 Úchytka v 3D
Obrázek 10 Výkres úchytky
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
8/48
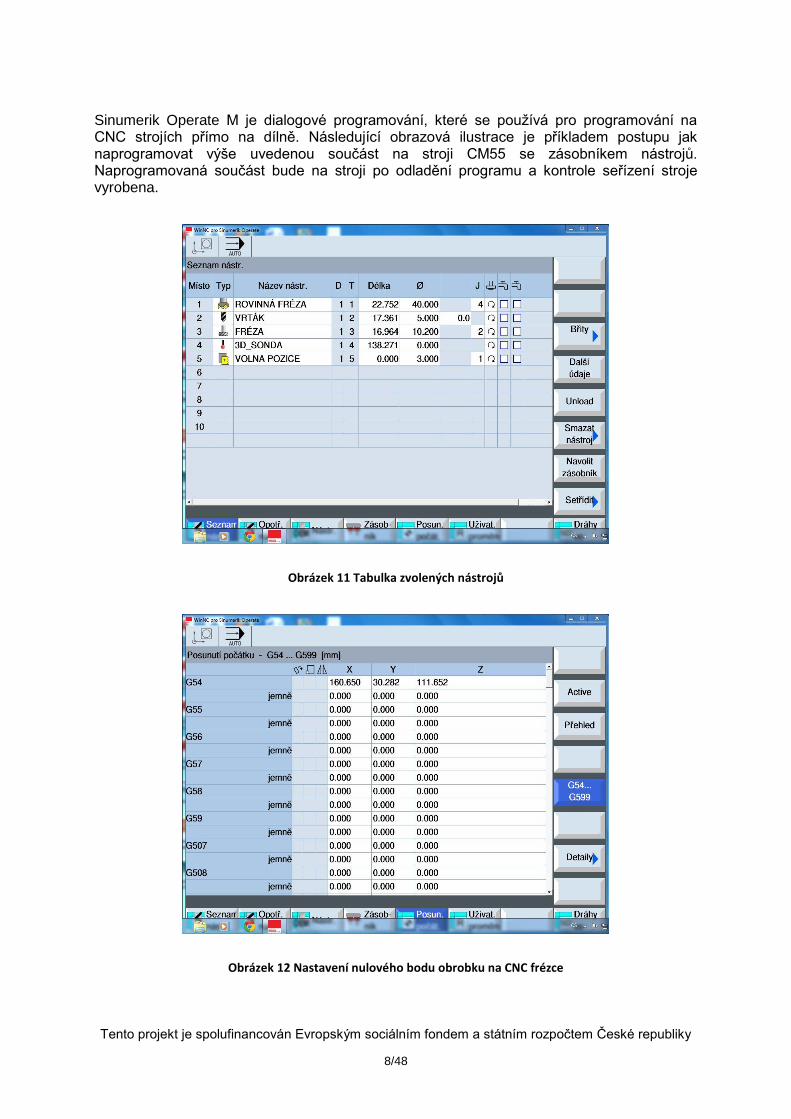
Sinumerik Operate M je dialogové programování, které se používá pro programování na CNC strojích přímo na dílně. Následující obrazová ilustrace je příkladem postupu jak naprogramovat výše uvedenou součást na stroji CM55 se zásobníkem nástrojů. Naprogramovaná součást bude na stroji po odladění programu a kontrole seřízení stroje vyrobena.
Obrázek 11 Tabulka zvolených nástrojů
Obrázek 12 Nastavení nulového bodu obrobku na CNC frézce
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
9/48
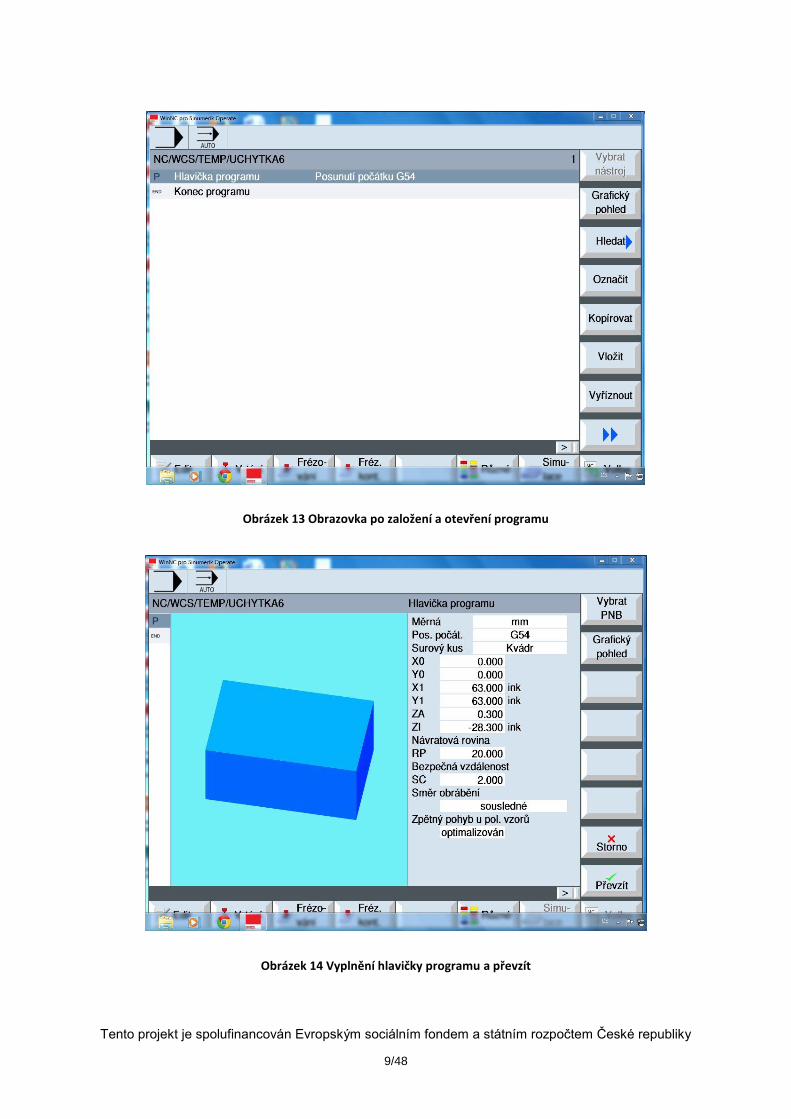
Obrázek 13 Obrazovka po založení a otevření programu
Obrázek 14 Vyplnění hlavičky programu a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
10/48
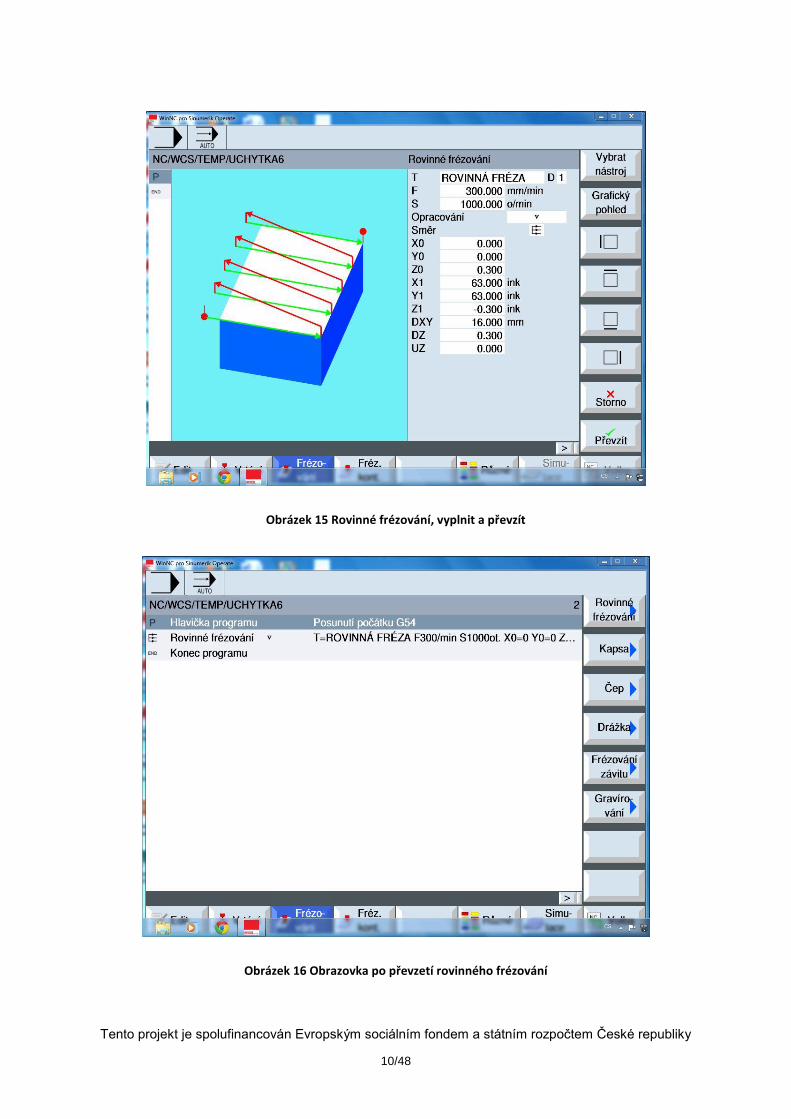
Obrázek 15 Rovinné frézování, vyplnit a převzít
Obrázek 16 Obrazovka po převzetí rovinného frézování
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
11/48
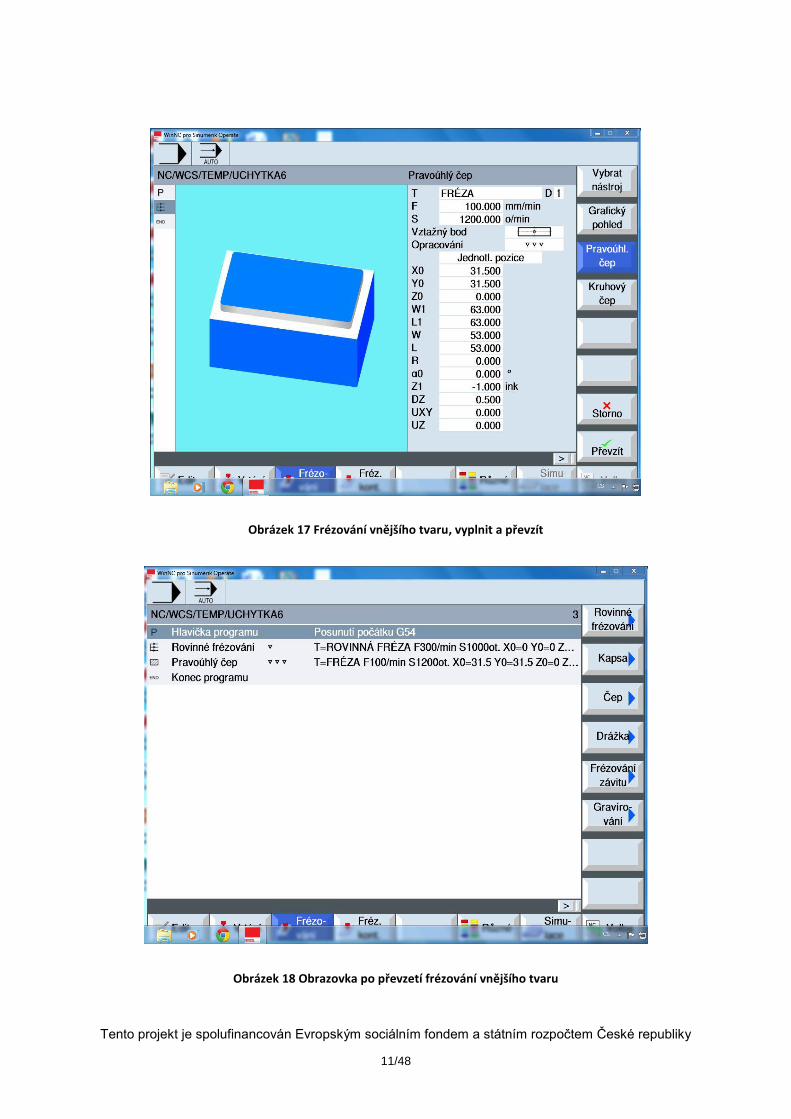
Obrázek 17 Frézování vnějšího tvaru, vyplnit a převzít
Obrázek 18 Obrazovka po převzetí frézování vnějšího tvaru
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
12/48
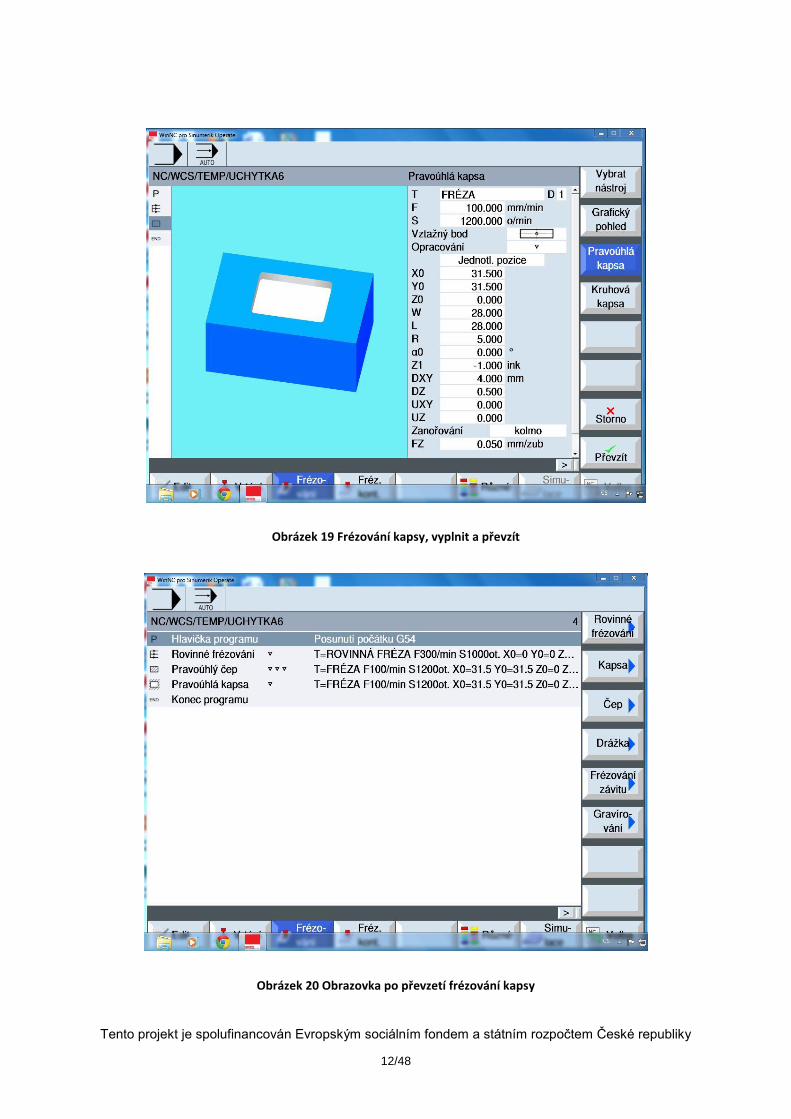
Obrázek 19 Frézování kapsy, vyplnit a převzít
Obrázek 20 Obrazovka po převzetí frézování kapsy
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
13/48
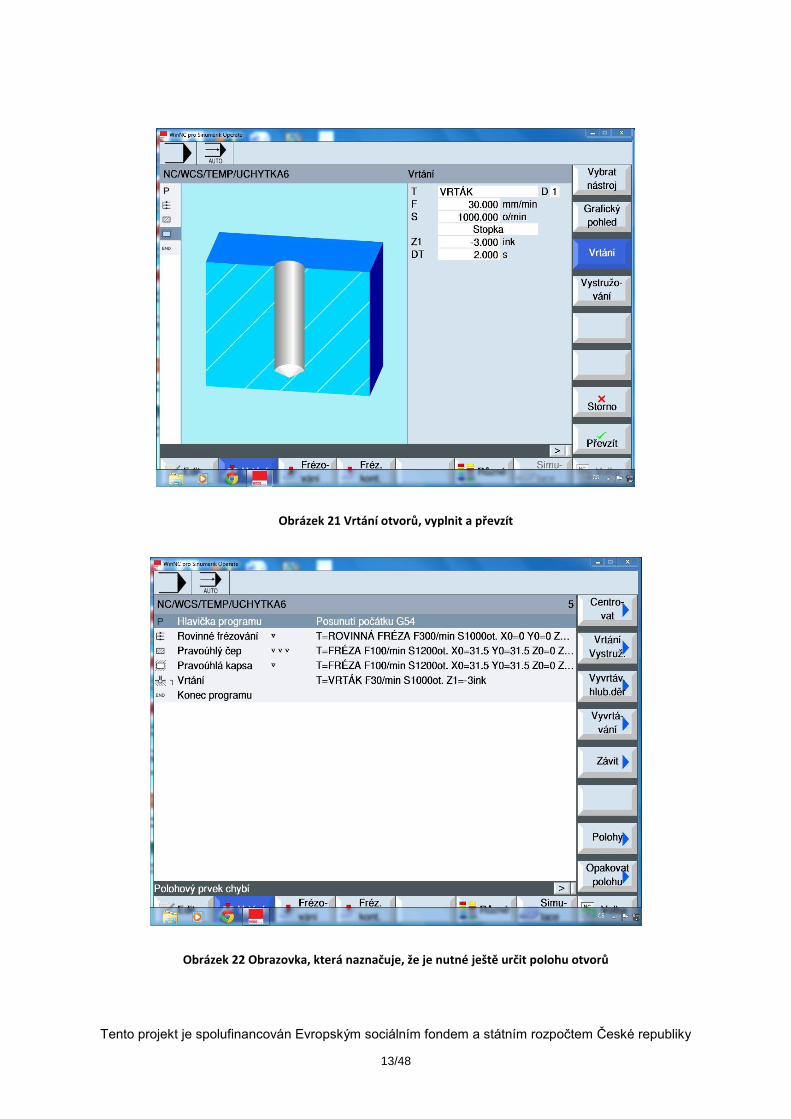
Obrázek 21 Vrtání otvorů, vyplnit a převzít
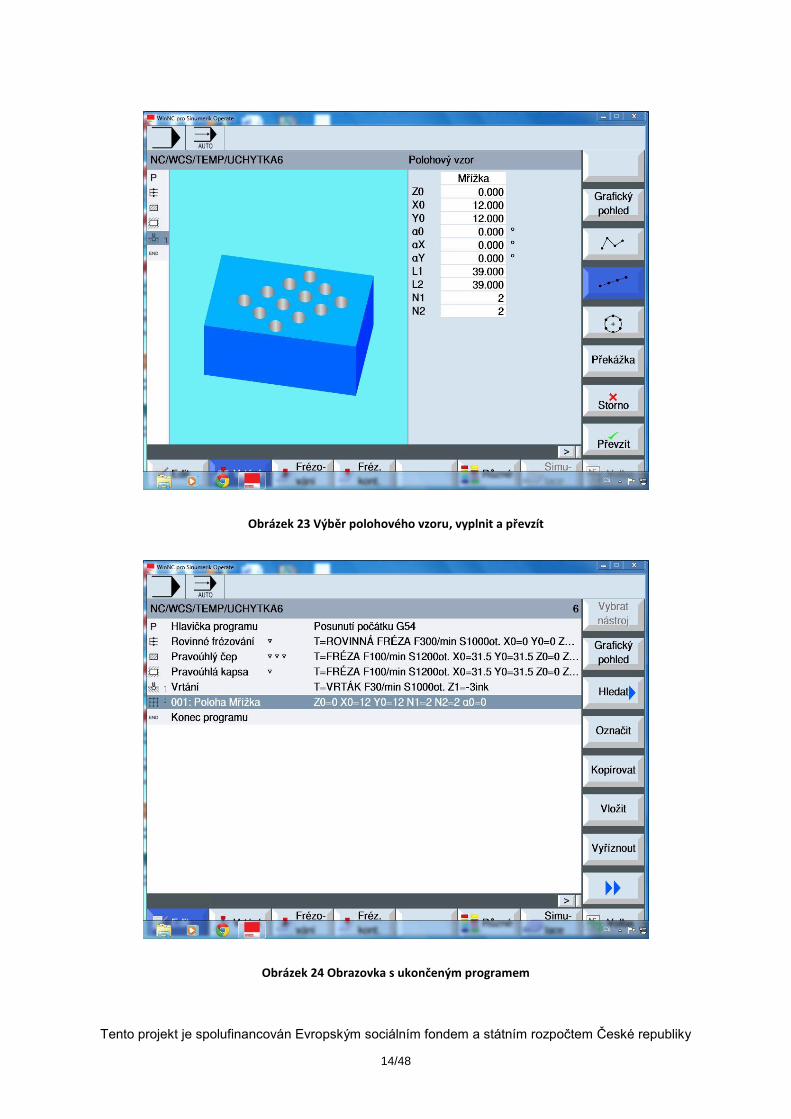
Obrázek 22 Obrazovka, která naznačuje, že je nutné ještě určit polohu otvorů
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
14/48
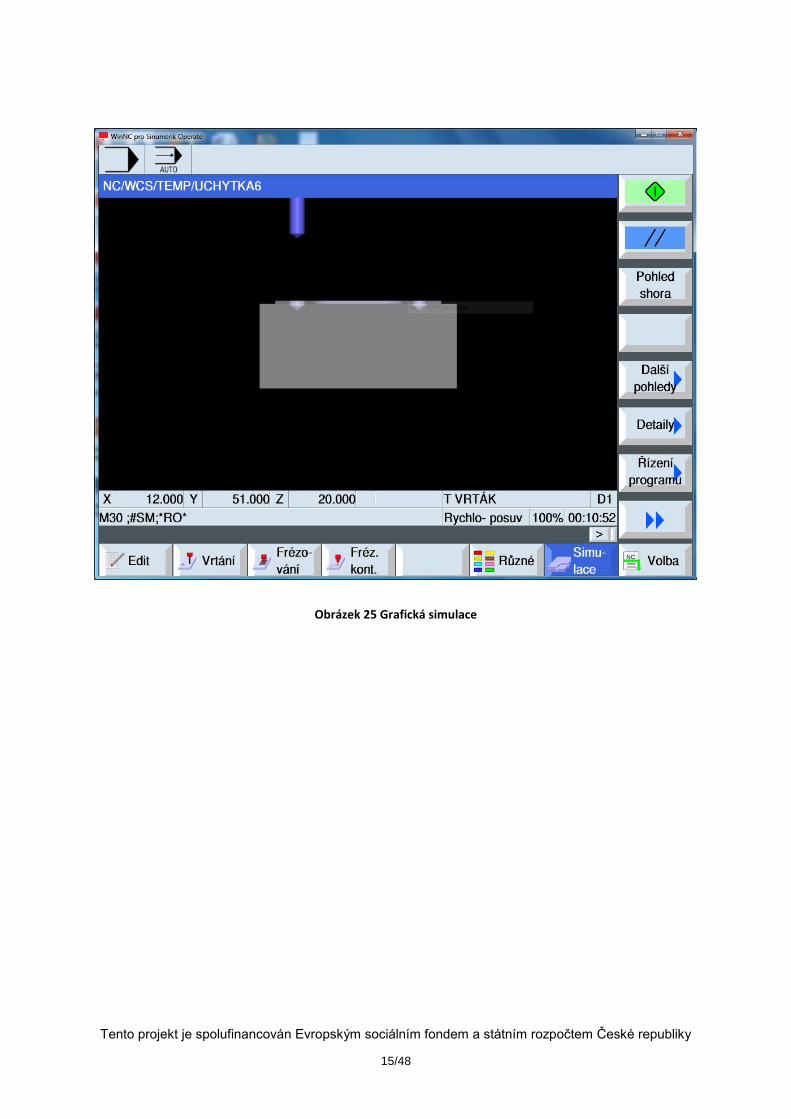
Obrázek 23 Výběr polohového vzoru, vyplnit a převzít
Obrázek 24 Obrazovka s ukončeným programem
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
15/48
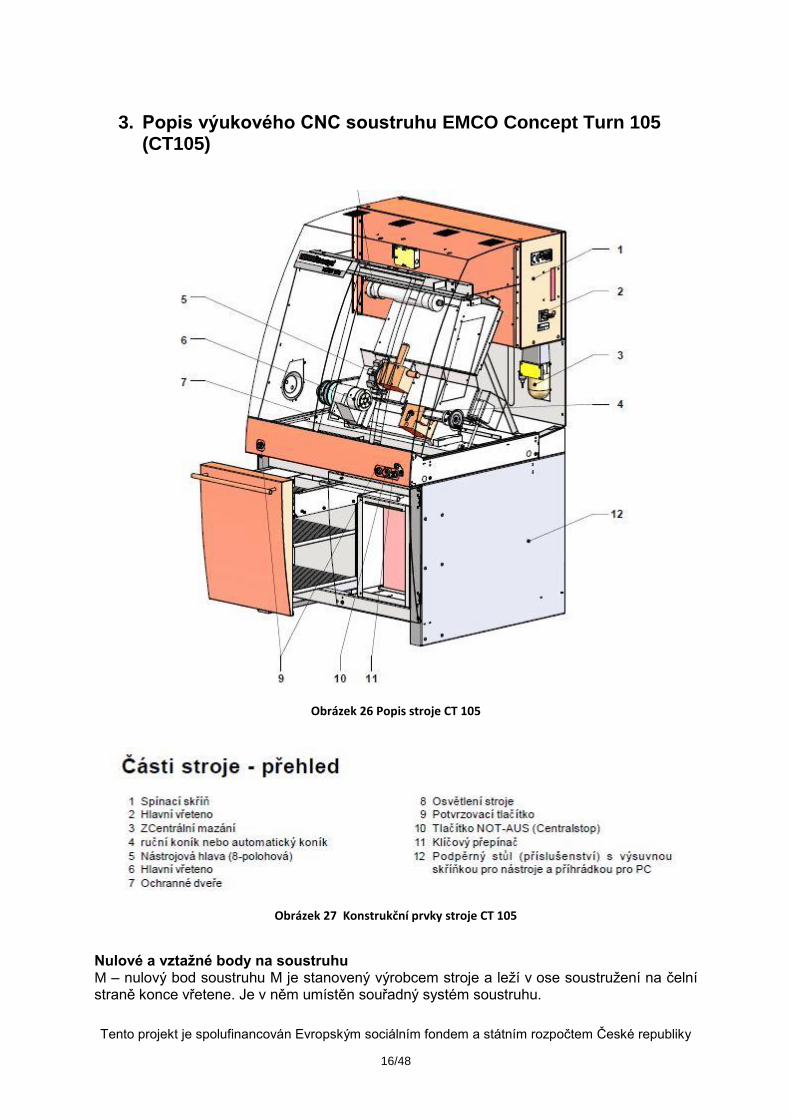
Obrázek 25 Grafická simulace
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
16/48
3. Popis výukového CNC soustruhu EMCO Concept Turn 105 (CT105)
Obrázek 26 Popis stroje CT 105
Obrázek 27 Konstrukční prvky stroje CT 105
Nulové a vztažné body na soustruhu M – nulový bod soustruhu M je stanovený výrobcem stroje a leží v ose soustružení na čelní straně konce vřetene. Je v něm umístěn souřadný systém soustruhu.
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
17/48
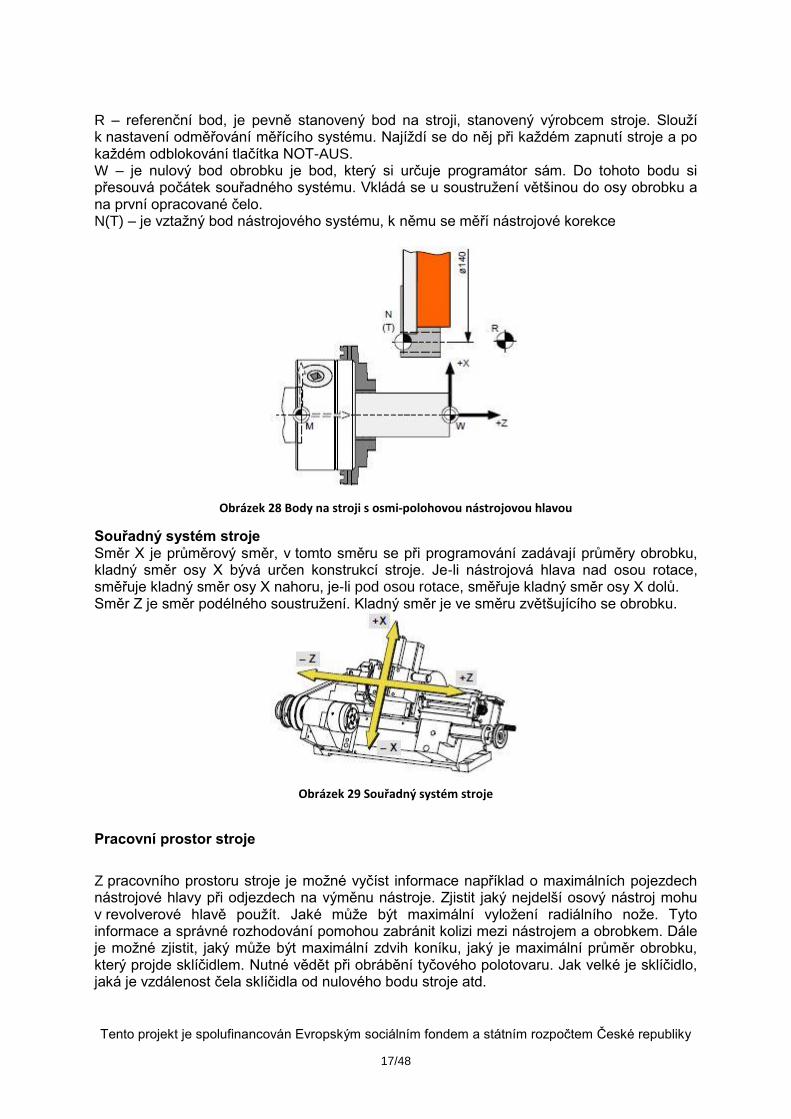
R – referenční bod, je pevně stanovený bod na stroji, stanovený výrobcem stroje. Slouží k nastavení odměřování měřícího systému. Najíždí se do něj při každém zapnutí stroje a po každém odblokování tlačítka NOT-AUS. W – je nulový bod obrobku je bod, který si určuje programátor sám. Do tohoto bodu si přesouvá počátek souřadného systému. Vkládá se u soustružení většinou do osy obrobku a na první opracované čelo. N(T) – je vztažný bod nástrojového systému, k němu se měří nástrojové korekce
Obrázek 28 Body na stroji s osmi-polohovou nástrojovou hlavou
Souřadný systém stroje Směr X je průměrový směr, v tomto směru se při programování zadávají průměry obrobku, kladný směr osy X bývá určen konstrukcí stroje. Je-li nástrojová hlava nad osou rotace, směřuje kladný směr osy X nahoru, je-li pod osou rotace, směřuje kladný směr osy X dolů. Směr Z je směr podélného soustružení. Kladný směr je ve směru zvětšujícího se obrobku.
Obrázek 29 Souřadný systém stroje
Pracovní prostor stroje
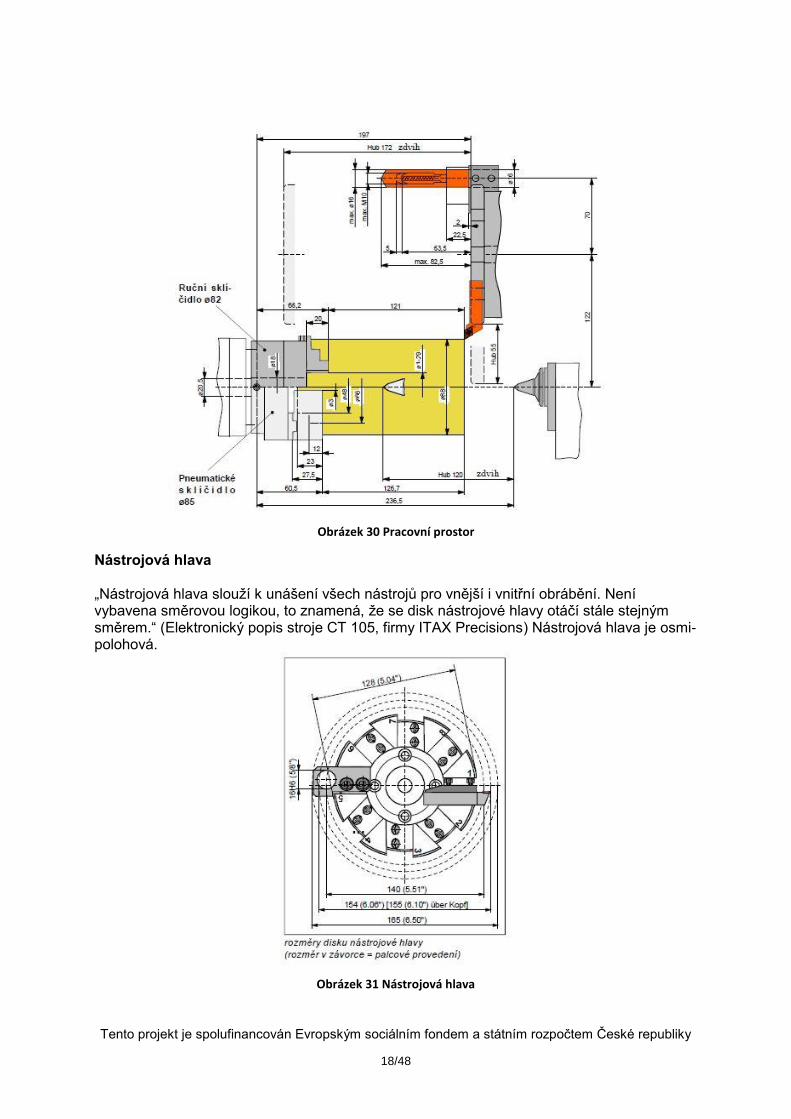
Z pracovního prostoru stroje je možné vyčíst informace například o maximálních pojezdech nástrojové hlavy při odjezdech na výměnu nástroje. Zjistit jaký nejdelší osový nástroj mohu v revolverové hlavě použít. Jaké může být maximální vyložení radiálního nože. Tyto informace a správné rozhodování pomohou zabránit kolizi mezi nástrojem a obrobkem. Dále je možné zjistit, jaký může být maximální zdvih koníku, jaký je maximální průměr obrobku, který projde sklíčidlem. Nutné vědět při obrábění tyčového polotovaru. Jak velké je sklíčidlo, jaká je vzdálenost čela sklíčidla od nulového bodu stroje atd.
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
18/48
Obrázek 30 Pracovní prostor
Nástrojová hlava „Nástrojová hlava slouží k unášení všech nástrojů pro vnější i vnitřní obrábění. Není vybavena směrovou logikou, to znamená, že se disk nástrojové hlavy otáčí stále stejným směrem.“ (Elektronický popis stroje CT 105, firmy ITAX Precisions) Nástrojová hlava je osmi-polohová.
Obrázek 31 Nástrojová hlava
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
19/48
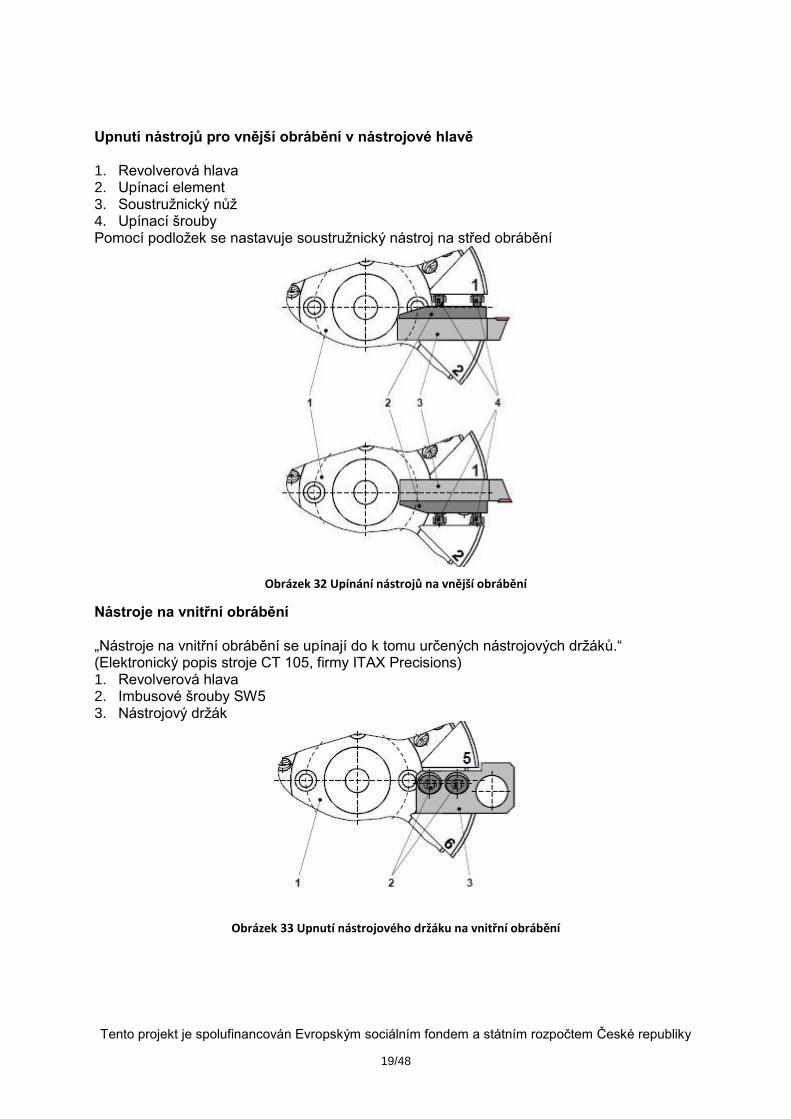
Upnutí nástrojů pro vnější obrábění v nástrojové hlavě 1. Revolverová hlava 2. Upínací element 3. Soustružnický nůž 4. Upínací šrouby Pomocí podložek se nastavuje soustružnický nástroj na střed obrábění
Obrázek 32 Upínání nástrojů na vnější obrábění
Nástroje na vnitřní obrábění „Nástroje na vnitřní obrábění se upínají do k tomu určených nástrojových držáků.“ (Elektronický popis stroje CT 105, firmy ITAX Precisions) 1. Revolverová hlava 2. Imbusové šrouby SW5 3. Nástrojový držák
Obrázek 33 Upnutí nástrojového držáku na vnitřní obrábění
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
20/48
4. Vytvoření programu pro osku v dialogu Sinumerik Operáte T
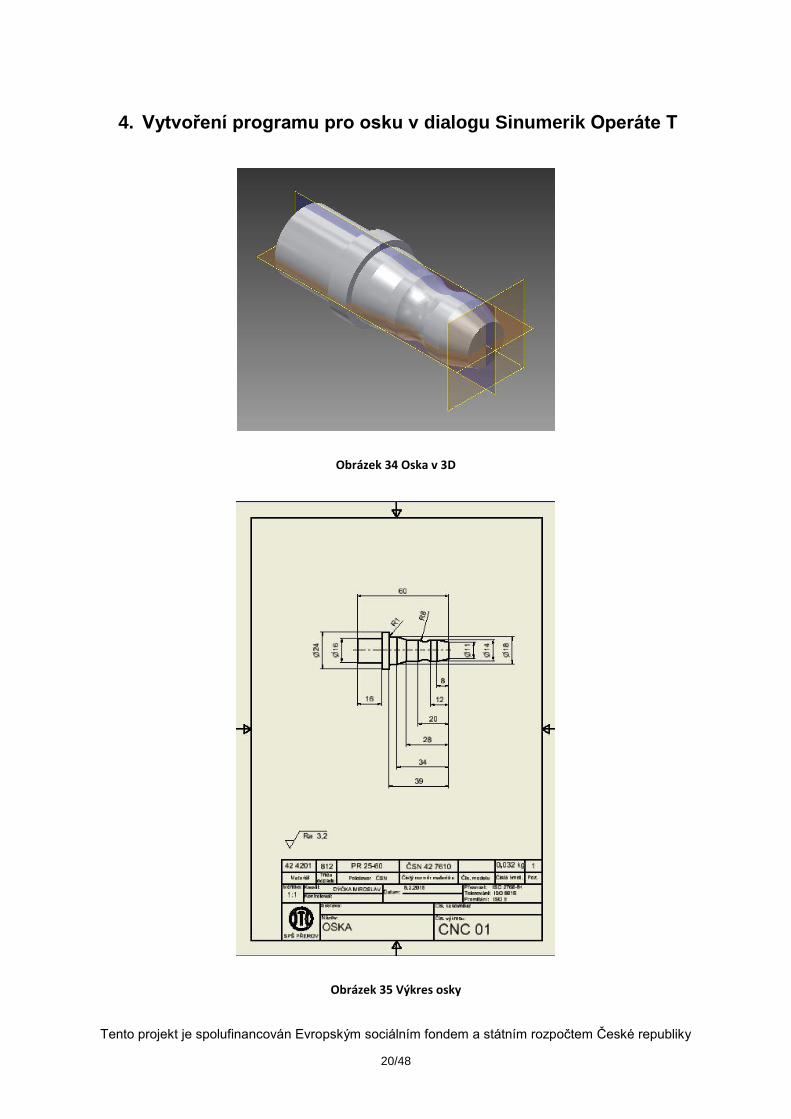
Obrázek 34 Oska v 3D
Obrázek 35 Výkres osky
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
21/48
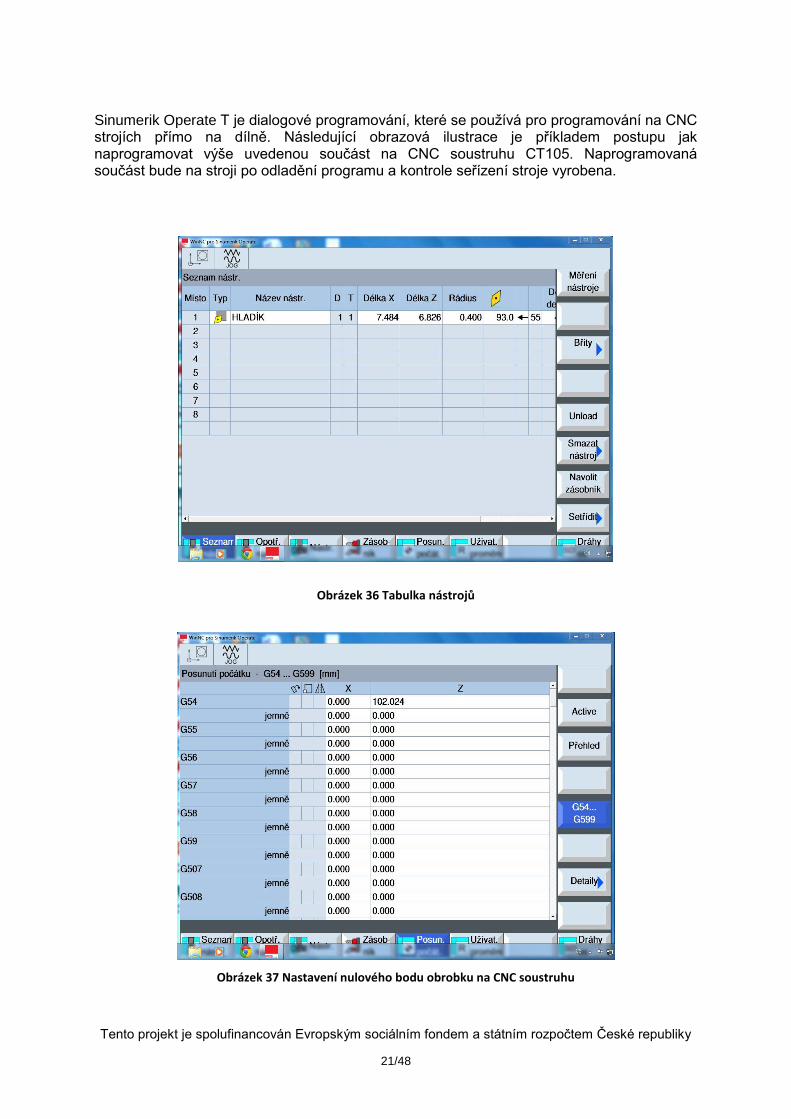
Sinumerik Operate T je dialogové programování, které se používá pro programování na CNC strojích přímo na dílně. Následující obrazová ilustrace je příkladem postupu jak naprogramovat výše uvedenou součást na CNC soustruhu CT105. Naprogramovaná součást bude na stroji po odladění programu a kontrole seřízení stroje vyrobena.
Obrázek 36 Tabulka nástrojů
Obrázek 37 Nastavení nulového bodu obrobku na CNC soustruhu
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
22/48
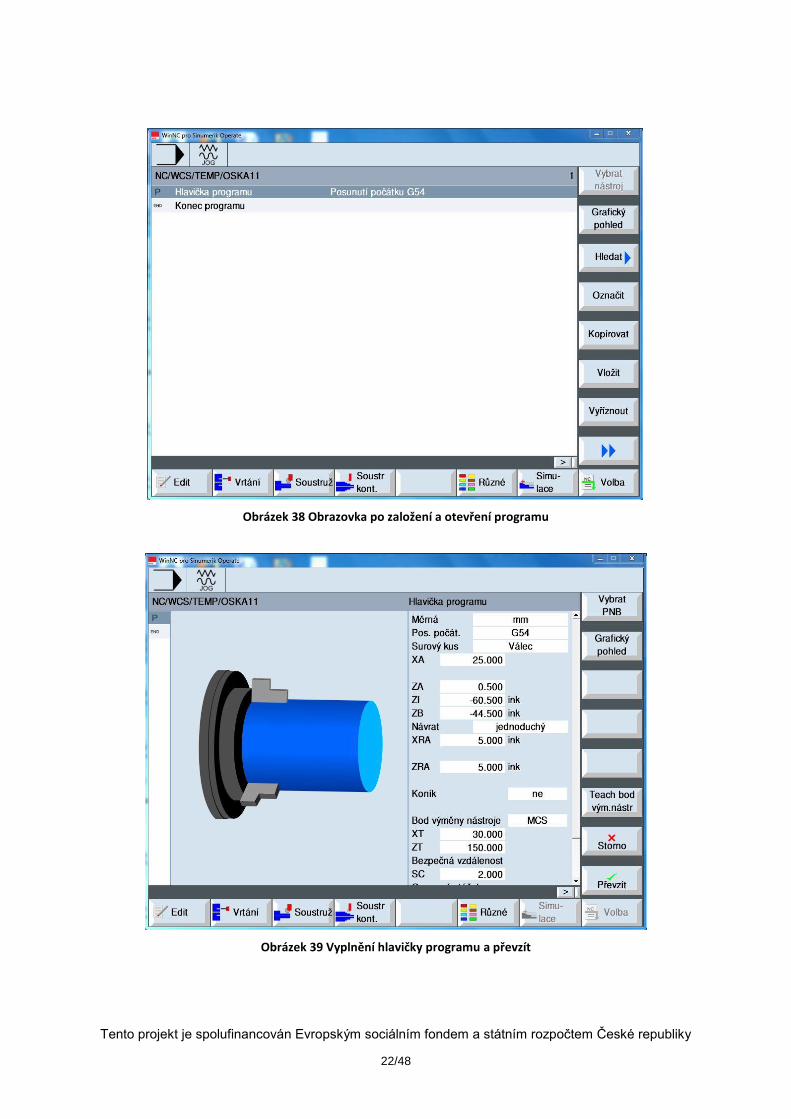
Obrázek 38 Obrazovka po založení a otevření programu
Obrázek 39 Vyplnění hlavičky programu a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
23/48
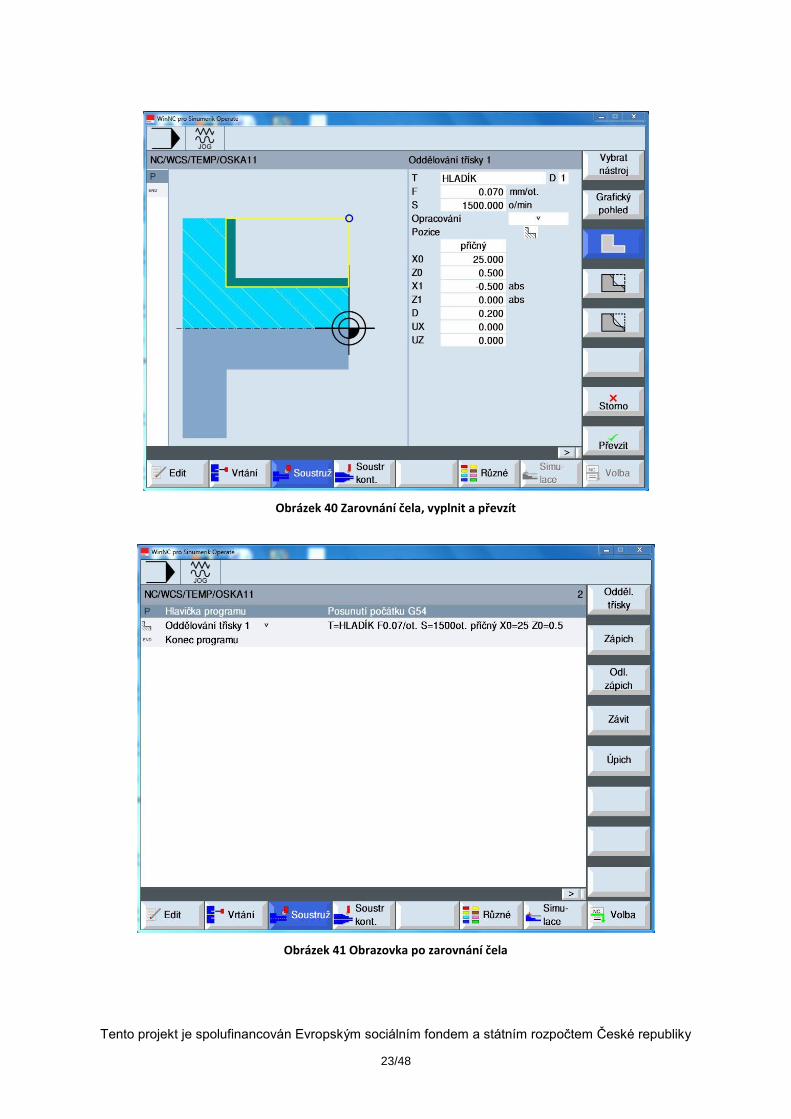
Obrázek 40 Zarovnání čela, vyplnit a převzít
Obrázek 41 Obrazovka po zarovnání čela
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
24/48
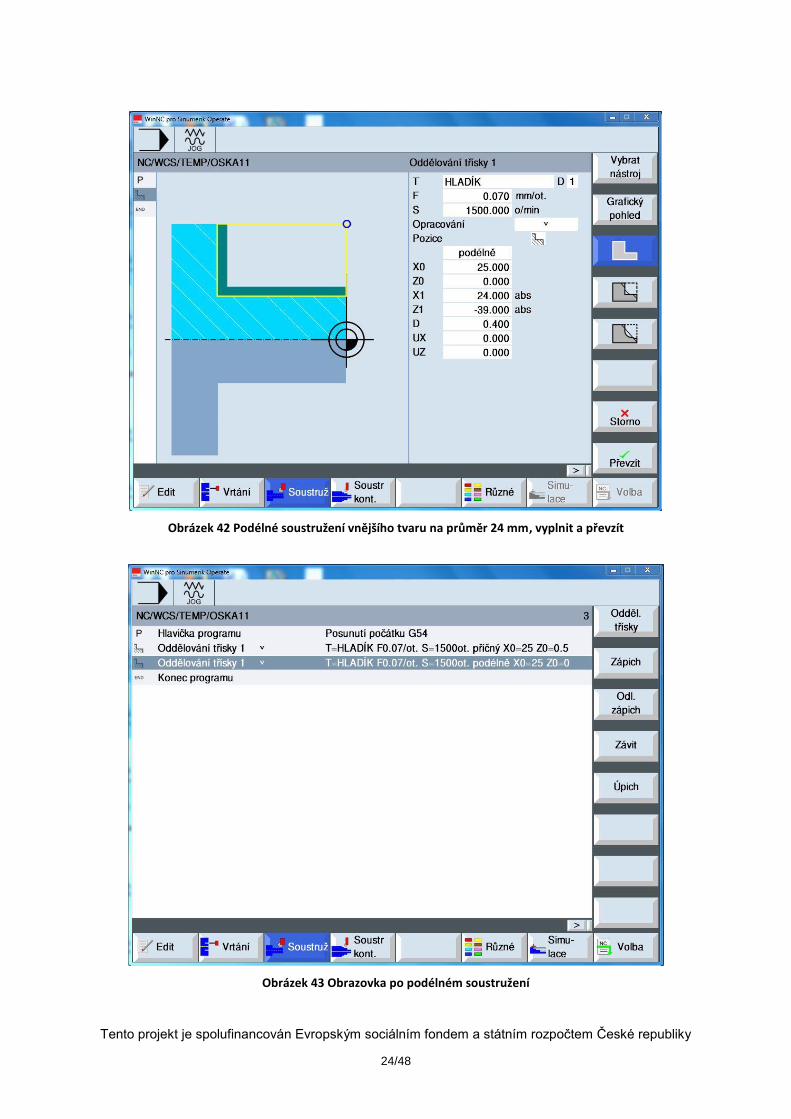
Obrázek 42 Podélné soustružení vnějšího tvaru na průměr 24 mm, vyplnit a převzít
Obrázek 43 Obrazovka po podélném soustružení
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
25/48
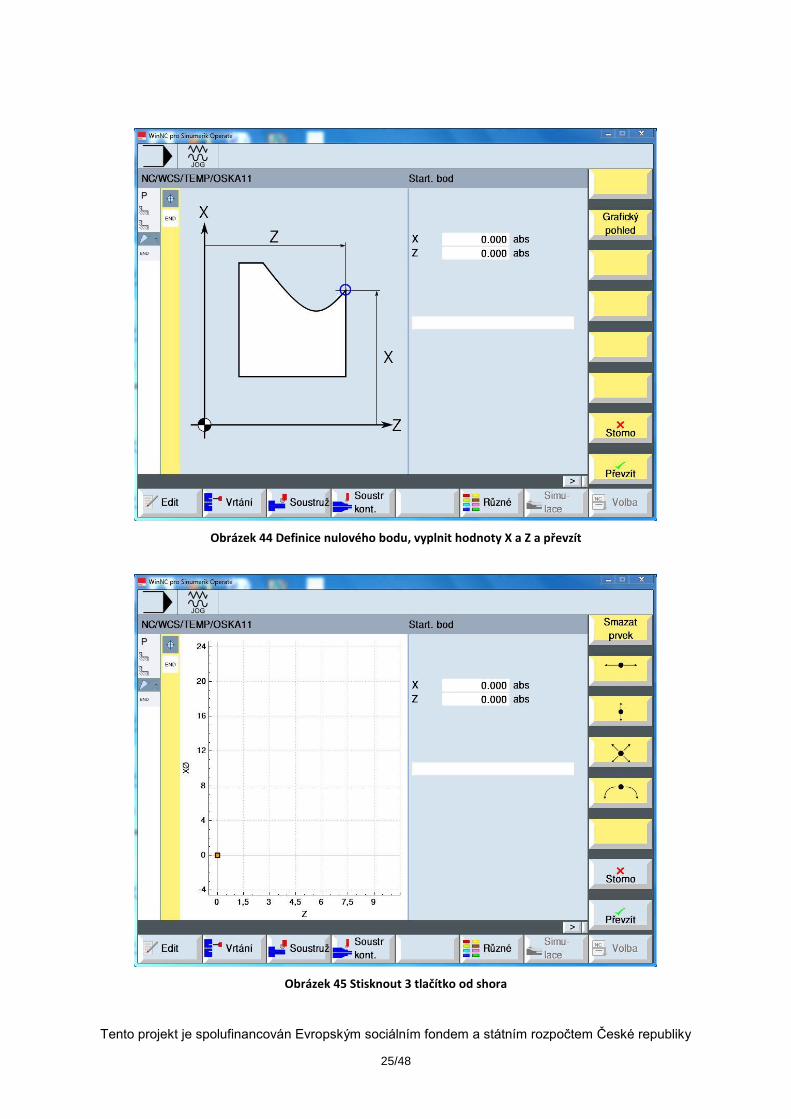
Obrázek 44 Definice nulového bodu, vyplnit hodnoty X a Z a převzít
Obrázek 45 Stisknout 3 tlačítko od shora
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
26/48
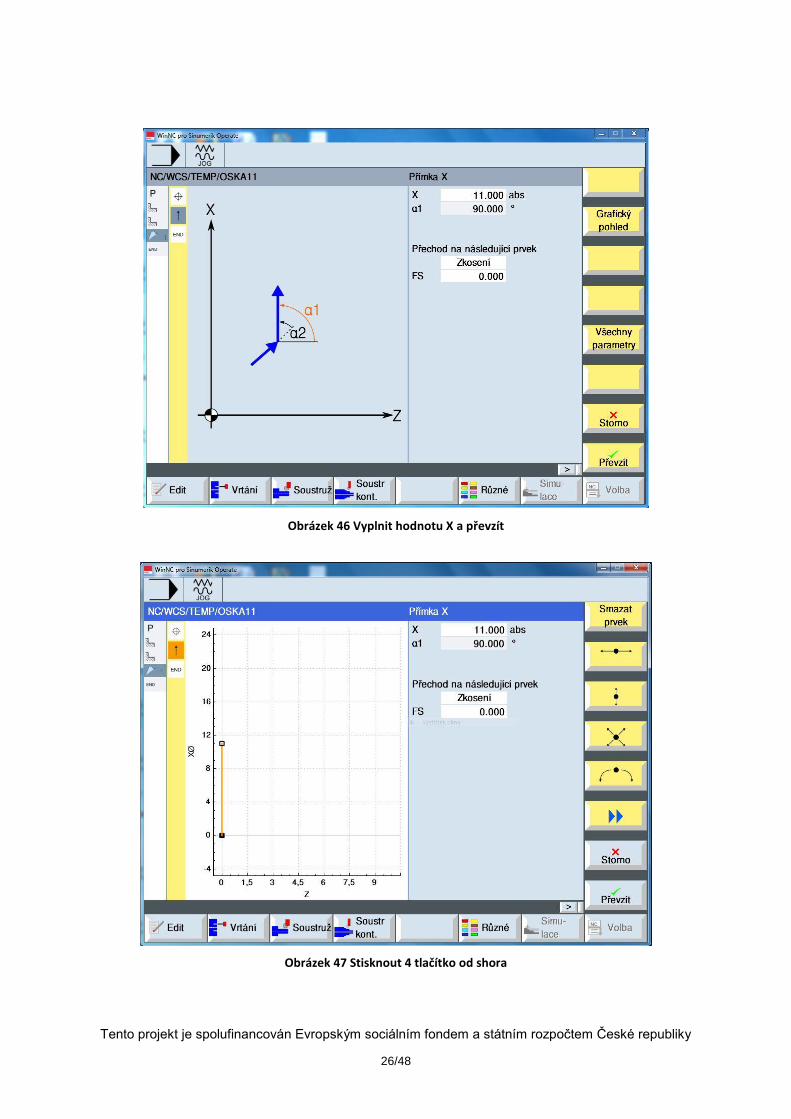
Obrázek 46 Vyplnit hodnotu X a převzít
Obrázek 47 Stisknout 4 tlačítko od shora
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
27/48
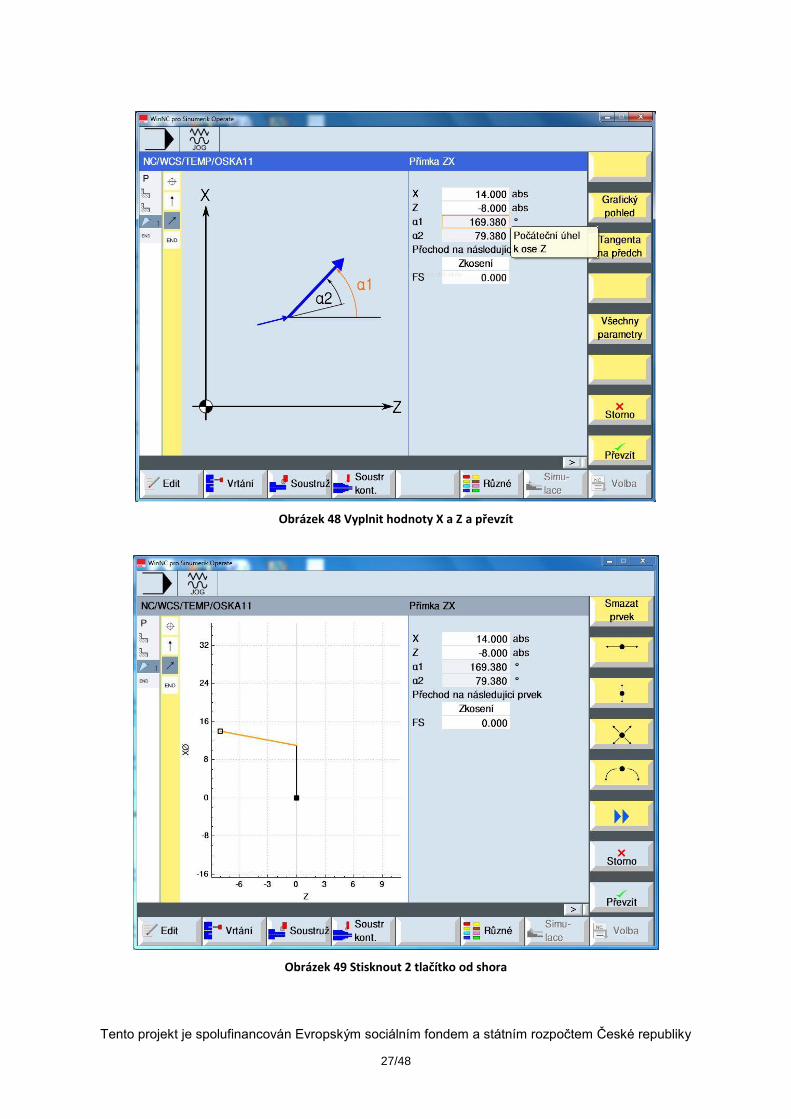
Obrázek 48 Vyplnit hodnoty X a Z a převzít
Obrázek 49 Stisknout 2 tlačítko od shora
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
28/48
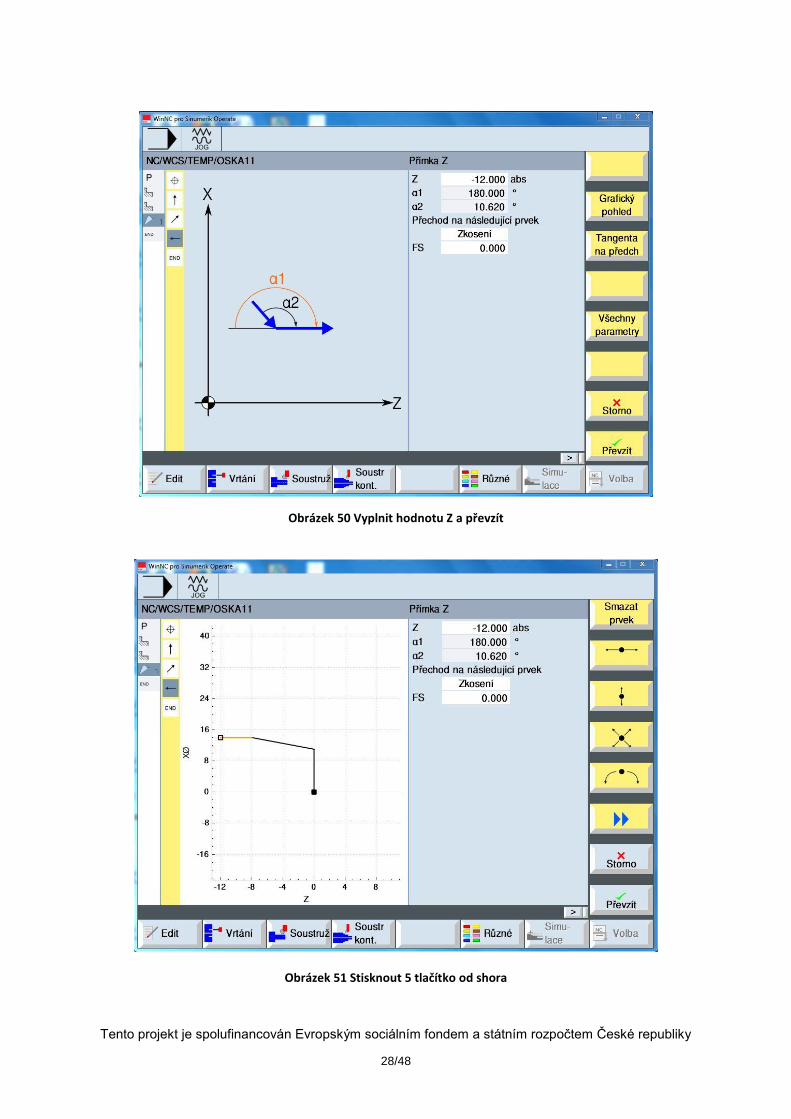
Obrázek 50 Vyplnit hodnotu Z a převzít
Obrázek 51 Stisknout 5 tlačítko od shora
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
29/48
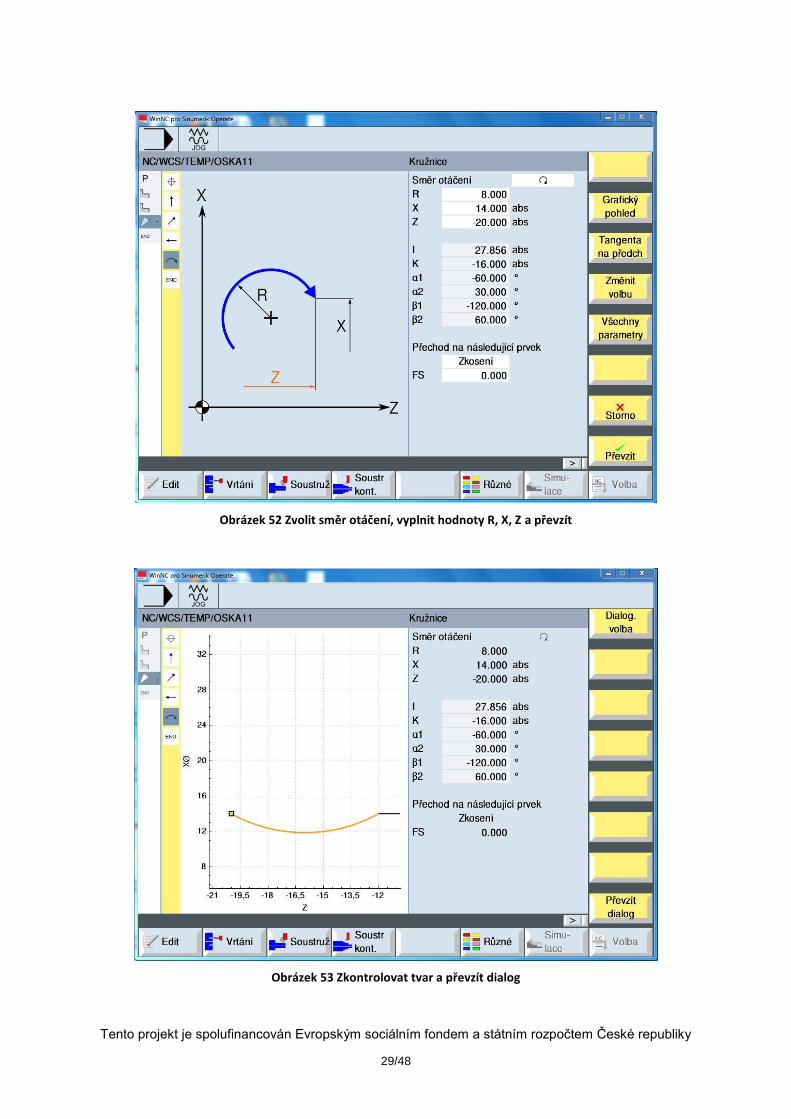
Obrázek 52 Zvolit směr otáčení, vyplnit hodnoty R, X, Z a převzít
Obrázek 53 Zkontrolovat tvar a převzít dialog
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
30/48
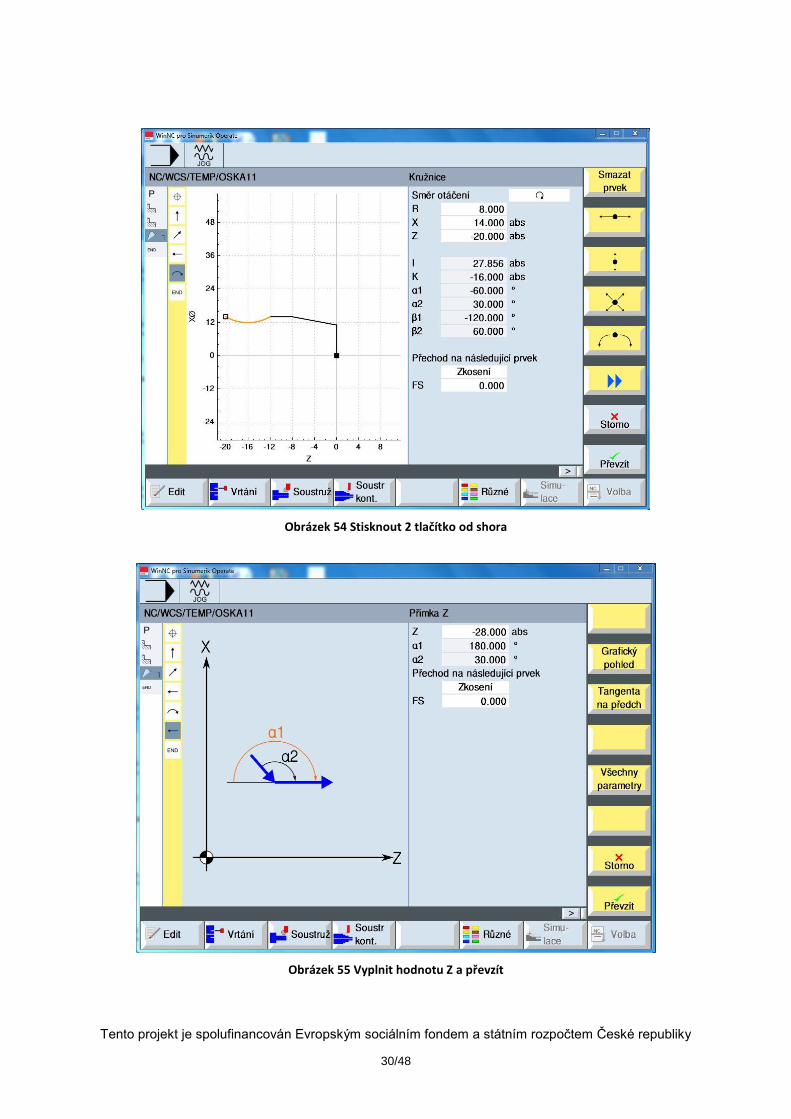
Obrázek 54 Stisknout 2 tlačítko od shora
Obrázek 55 Vyplnit hodnotu Z a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
31/48
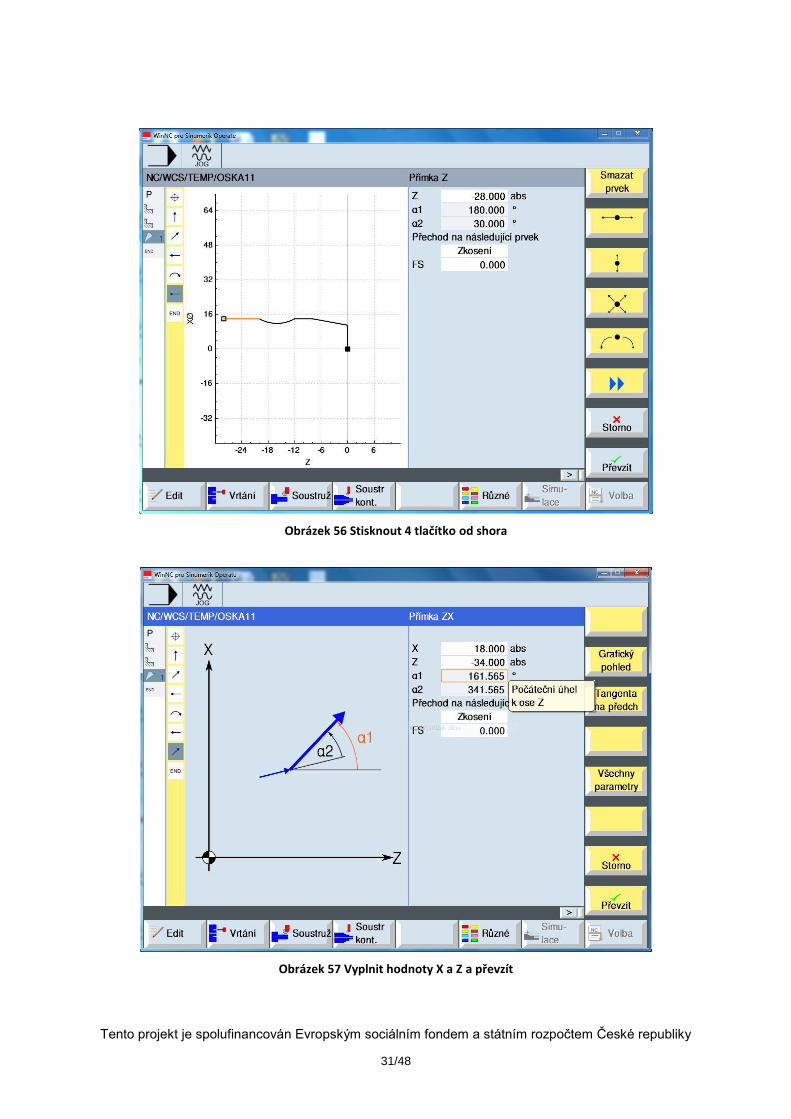
Obrázek 56 Stisknout 4 tlačítko od shora
Obrázek 57 Vyplnit hodnoty X a Z a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
32/48
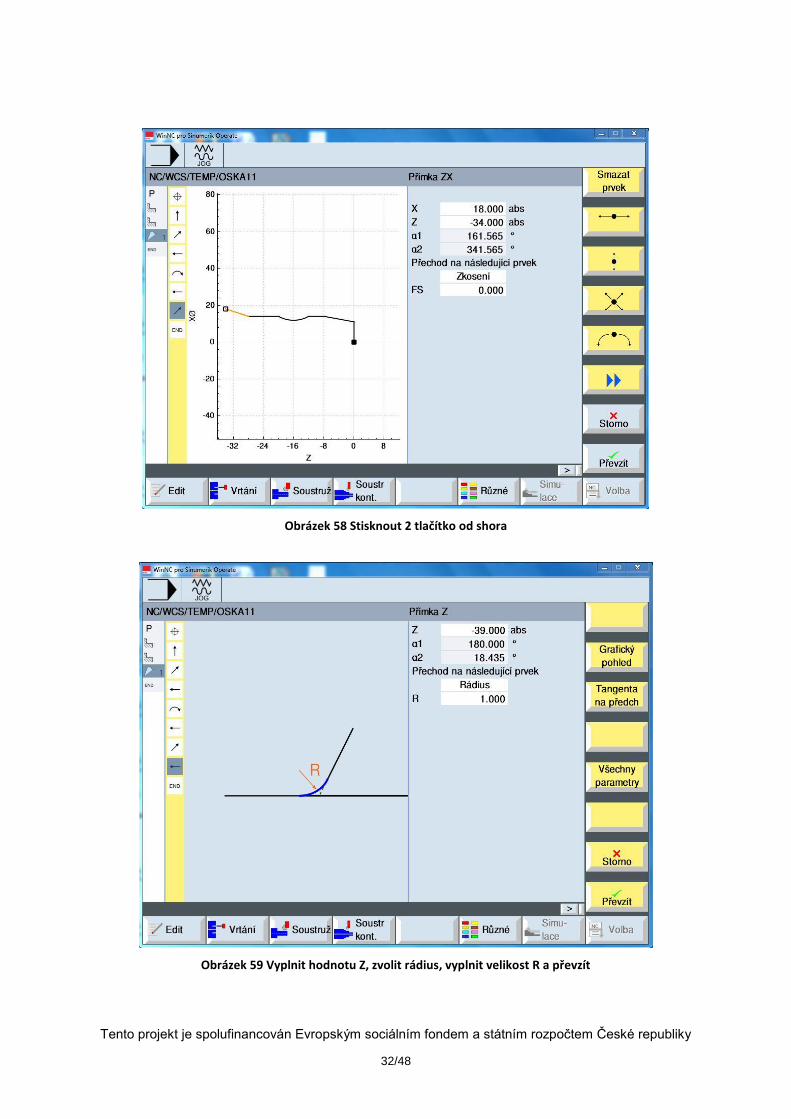
Obrázek 58 Stisknout 2 tlačítko od shora
Obrázek 59 Vyplnit hodnotu Z, zvolit rádius, vyplnit velikost R a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
33/48
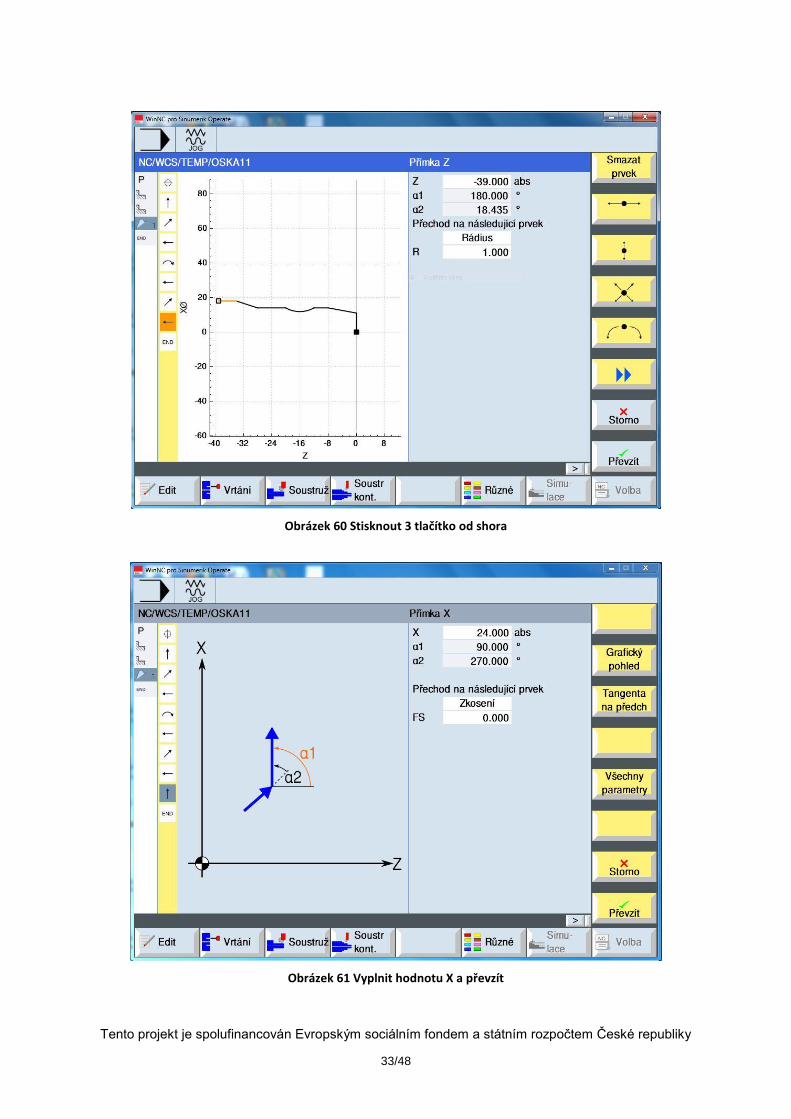
Obrázek 60 Stisknout 3 tlačítko od shora
Obrázek 61 Vyplnit hodnotu X a převzít
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
34/48
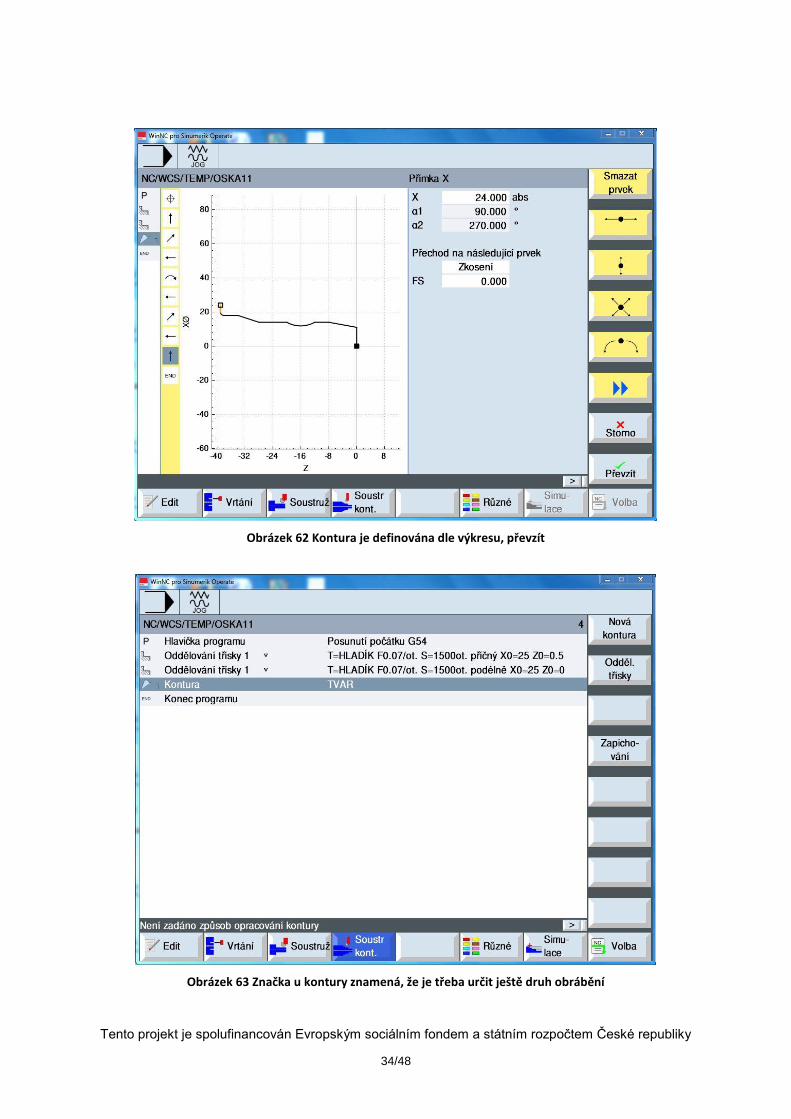
Obrázek 62 Kontura je definována dle výkresu, převzít
Obrázek 63 Značka u kontury znamená, že je třeba určit ještě druh obrábění
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
35/48
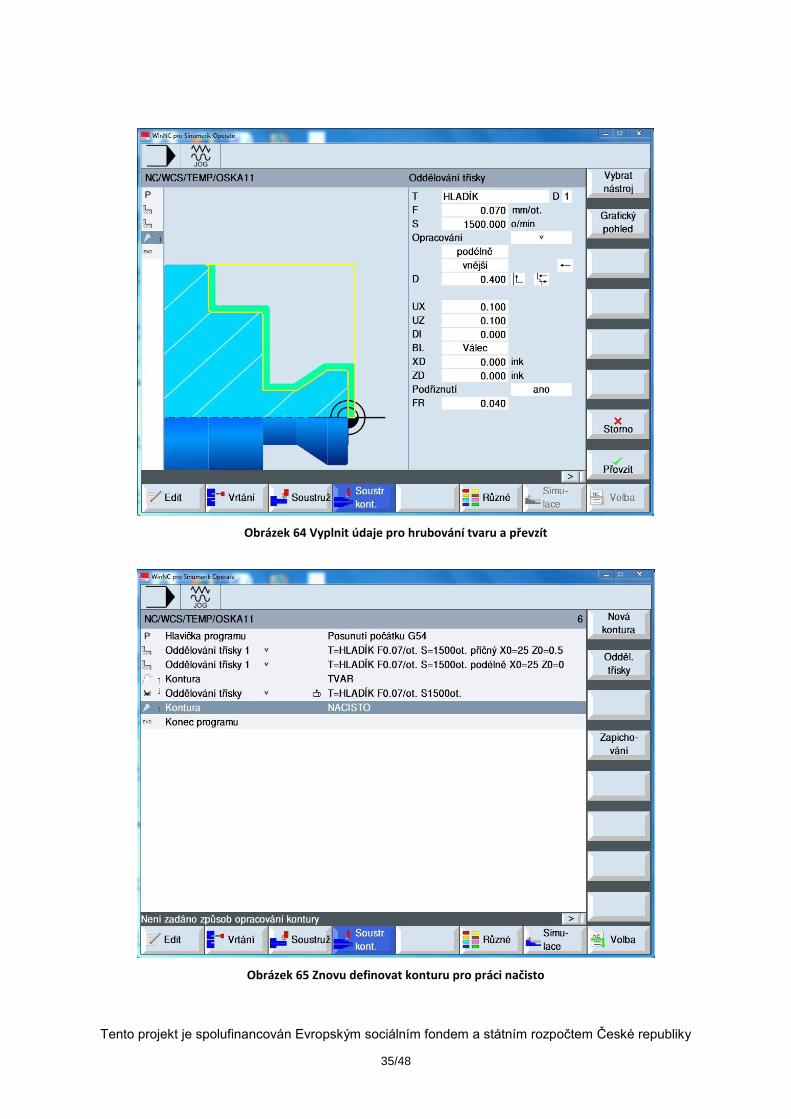
Obrázek 64 Vyplnit údaje pro hrubování tvaru a převzít
Obrázek 65 Znovu definovat konturu pro práci načisto
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
36/48
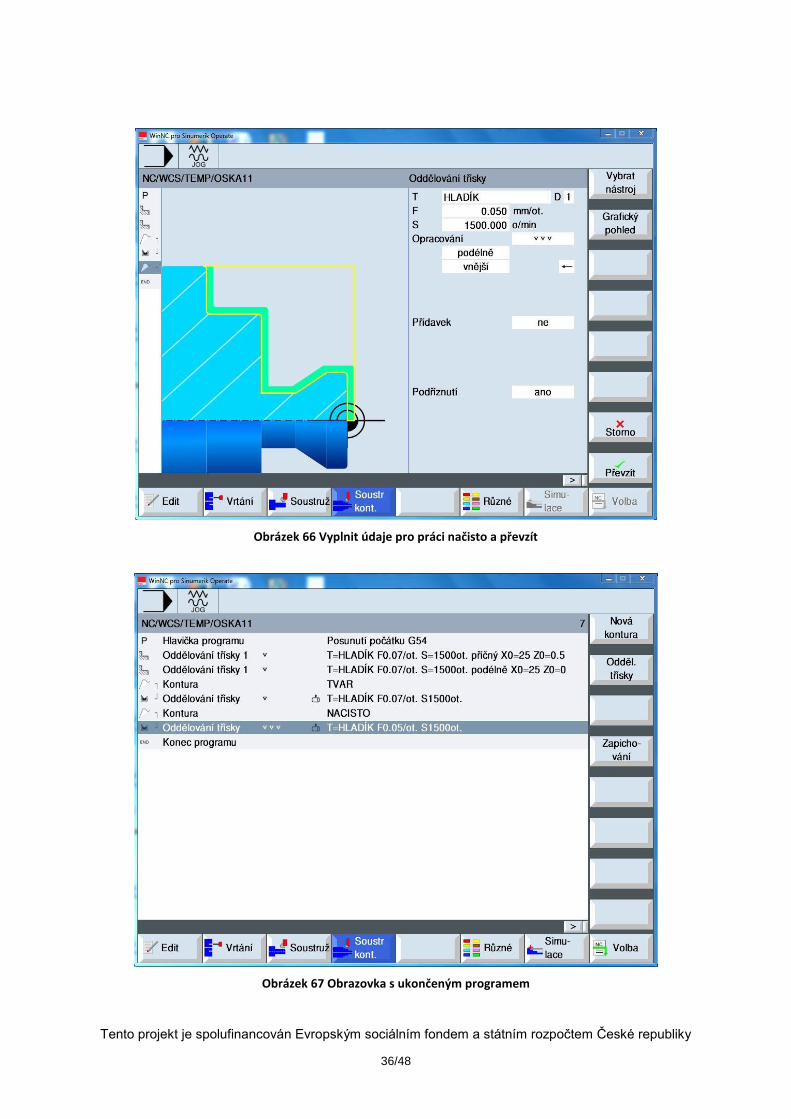
Obrázek 66 Vyplnit údaje pro práci načisto a převzít
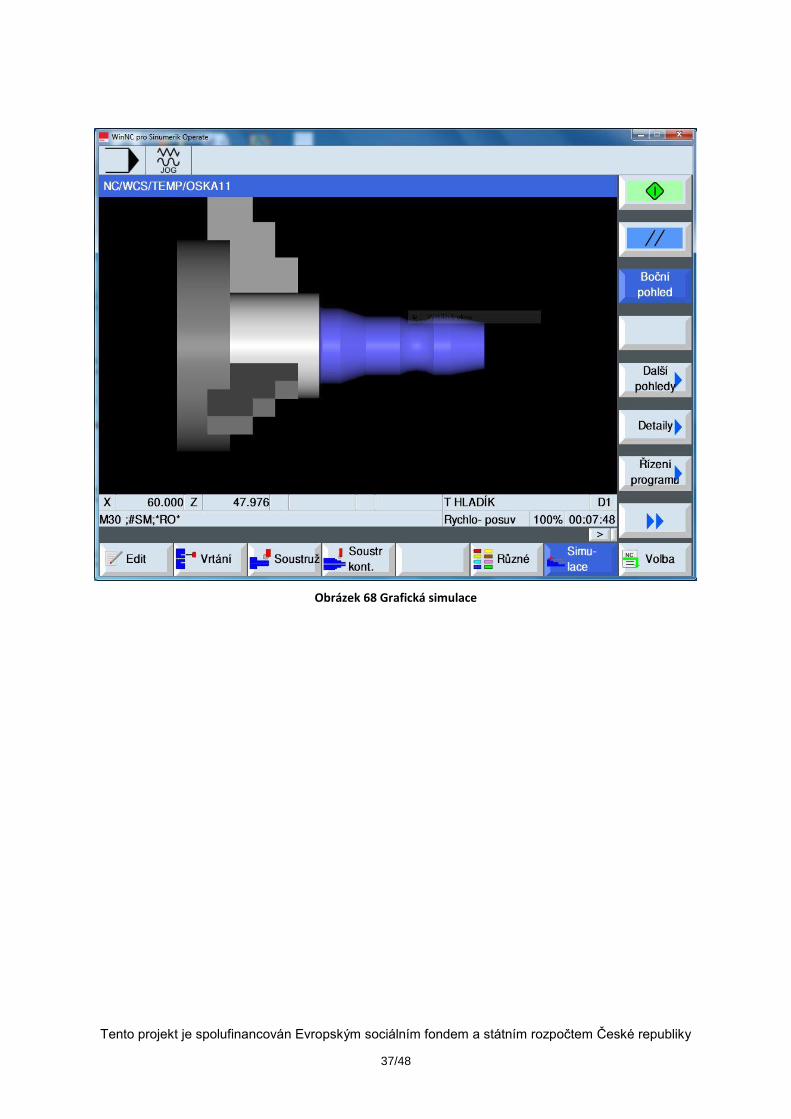
Obrázek 67 Obrazovka s ukončeným programem
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
37/48
Obrázek 68 Grafická simulace
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
38/48
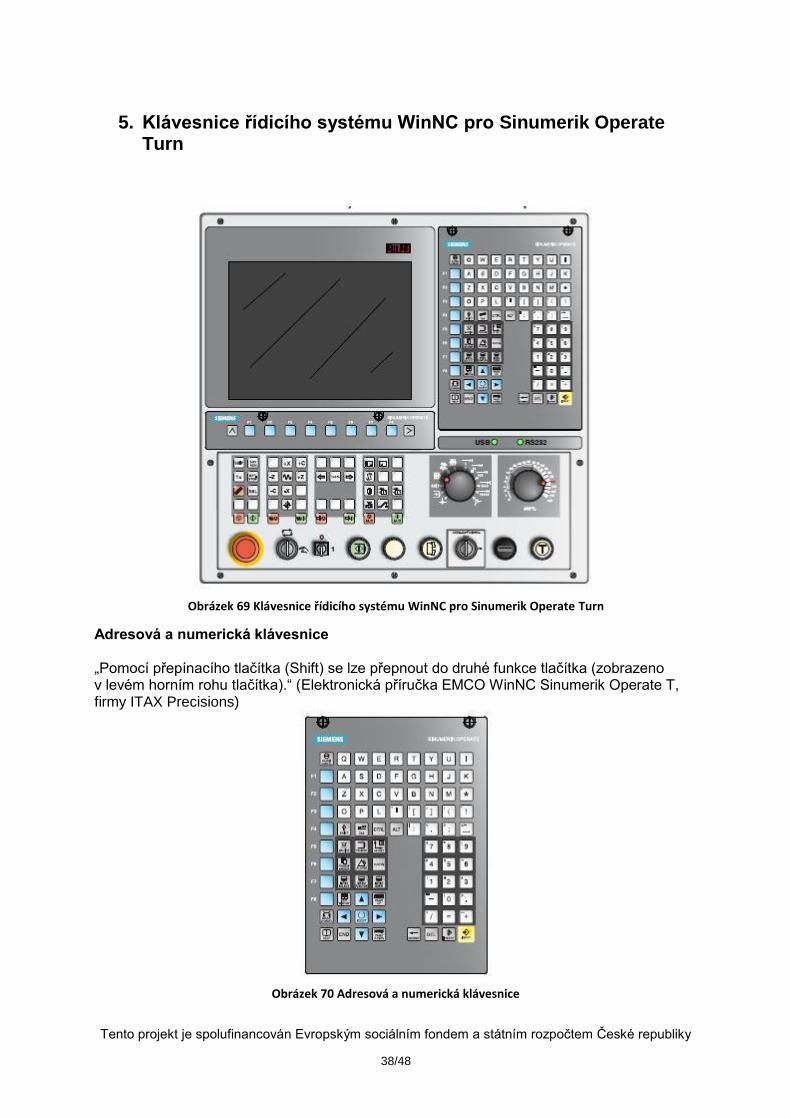
5. Klávesnice řídicího systému WinNC pro Sinumerik Operate Turn
Obrázek 69 Klávesnice řídicího systému WinNC pro Sinumerik Operate Turn
Adresová a numerická klávesnice „Pomocí přepínacího tlačítka (Shift) se lze přepnout do druhé funkce tlačítka (zobrazeno v levém horním rohu tlačítka).“ (Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions)
Obrázek 70 Adresová a numerická klávesnice
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
39/48
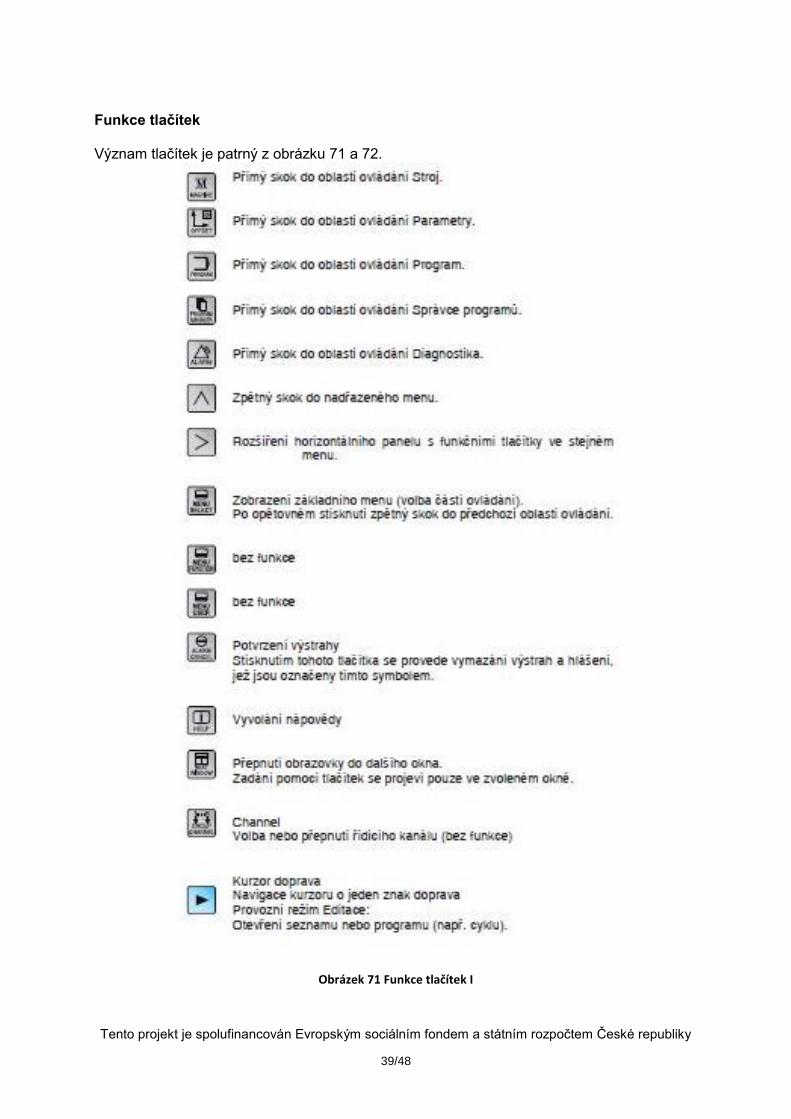
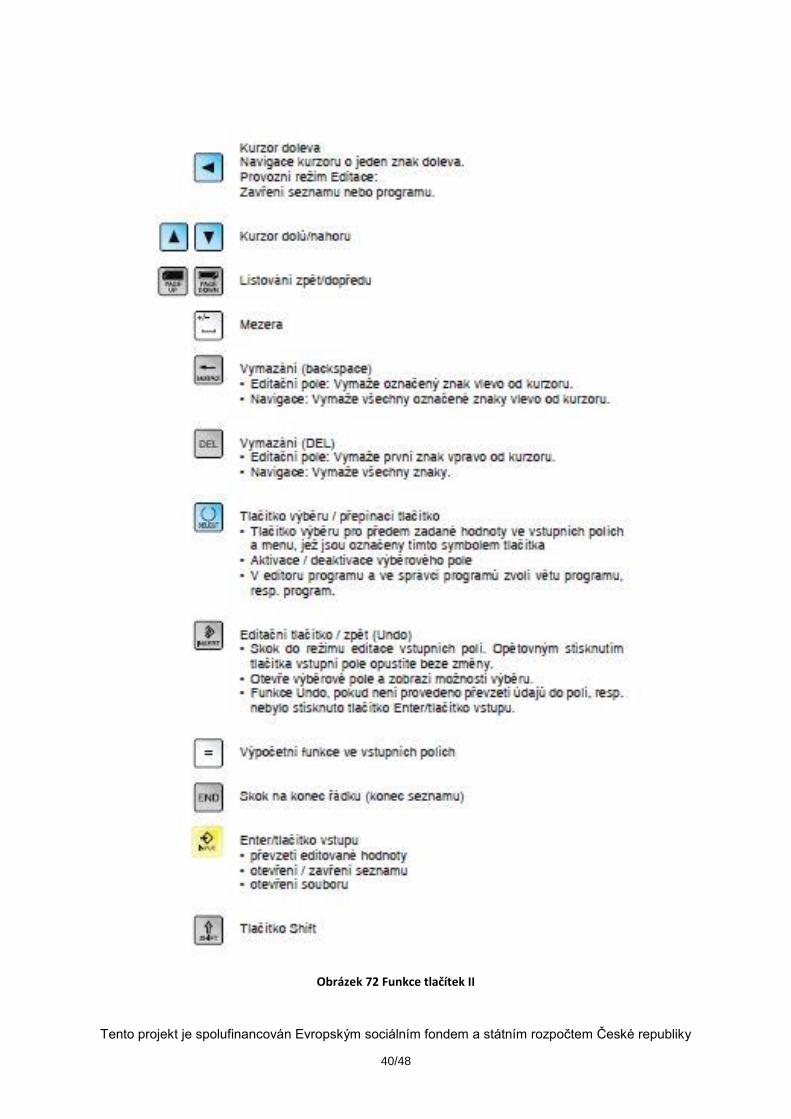
Funkce tlačítek Význam tlačítek je patrný z obrázku 71 a 72.
Obrázek 71 Funkce tlačítek I
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
40/48
Obrázek 72 Funkce tlačítek II
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
41/48
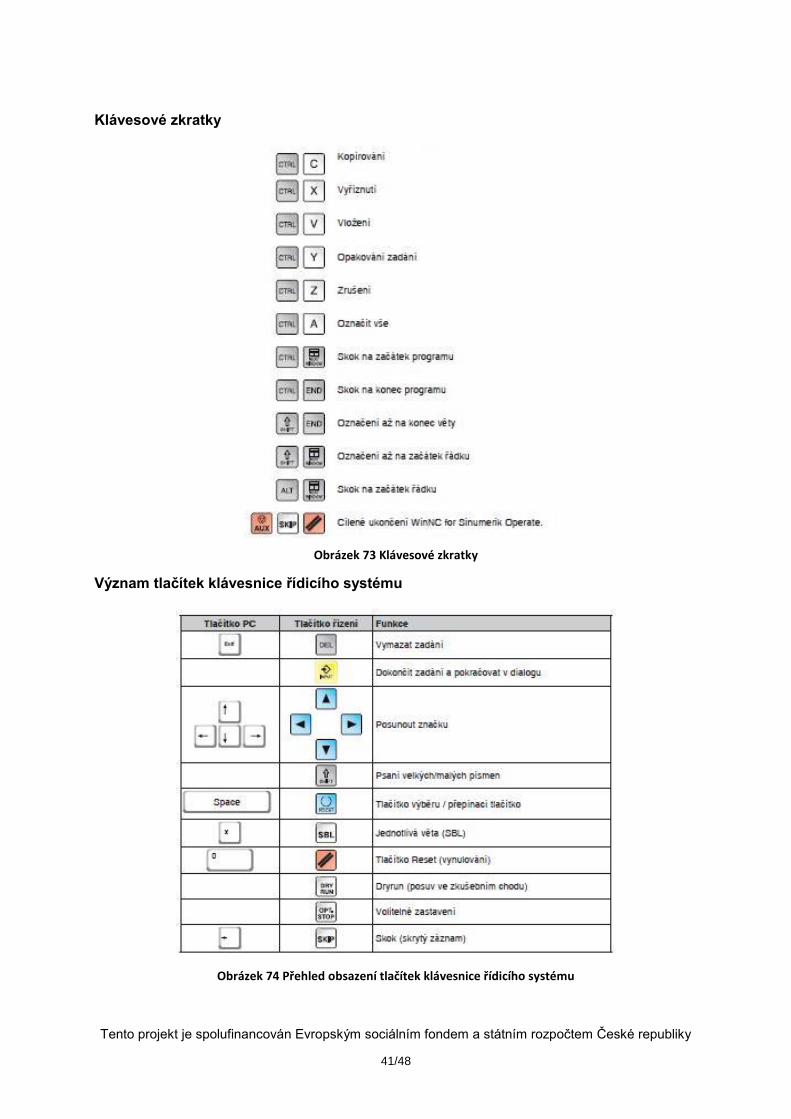
Klávesové zkratky
Obrázek 73 Klávesové zkratky
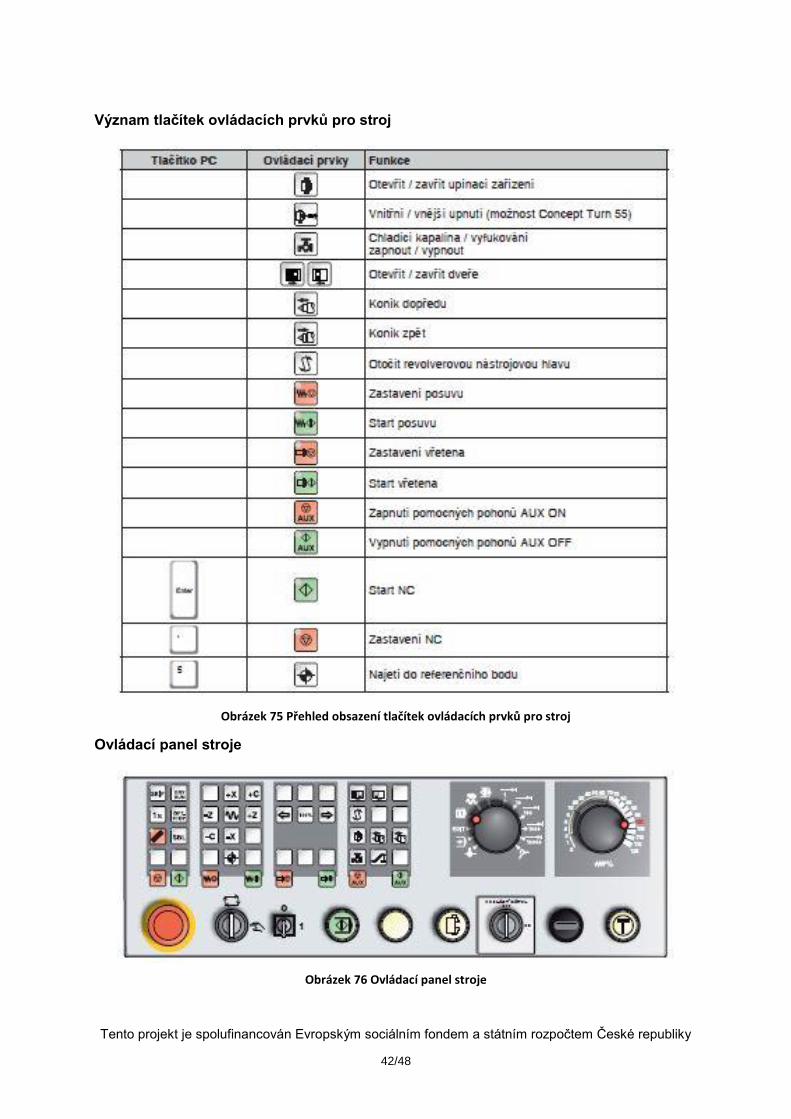
Význam tlačítek klávesnice řídicího systému
Obrázek 74 Přehled obsazení tlačítek klávesnice řídicího systému
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
42/48
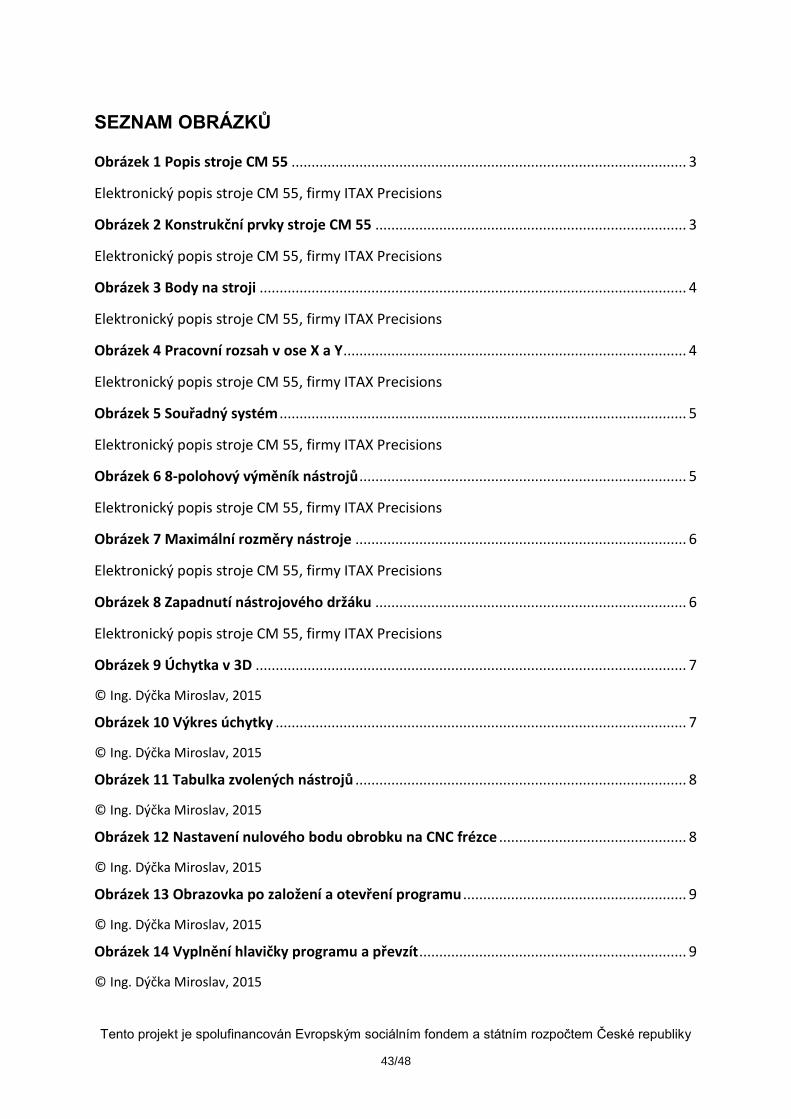
Význam tlačítek ovládacích prvků pro stroj
Obrázek 75 Přehled obsazení tlačítek ovládacích prvků pro stroj
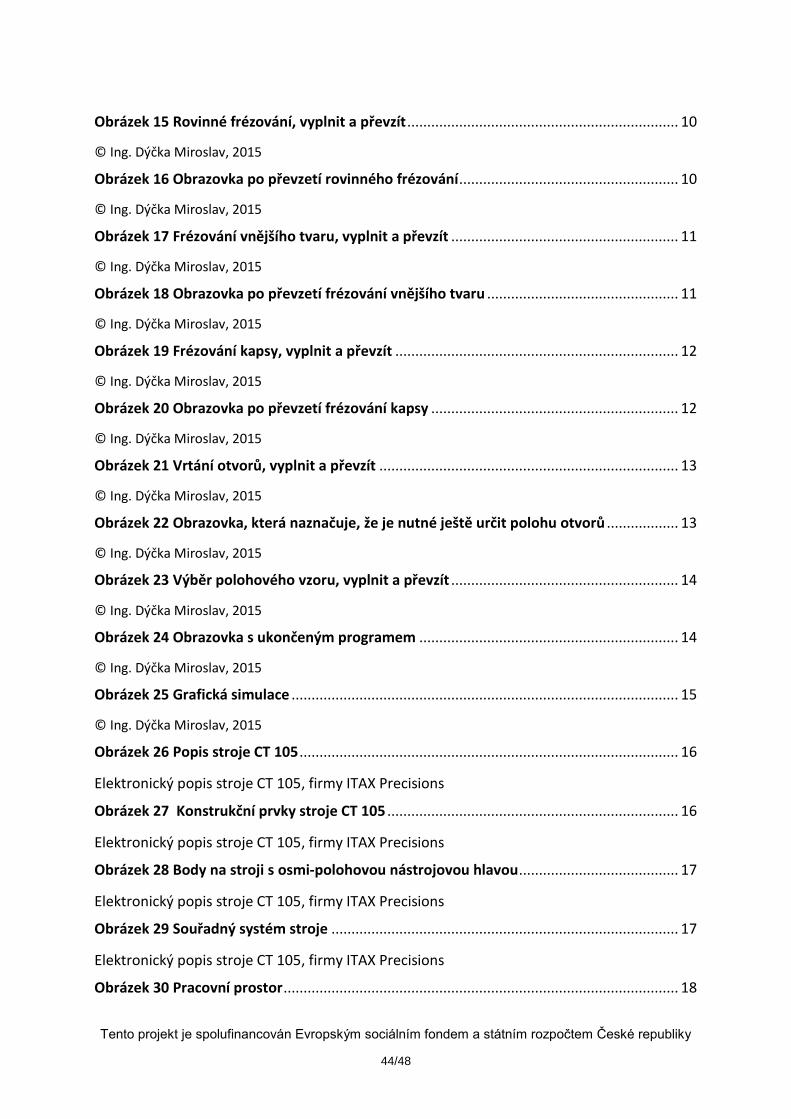
Ovládací panel stroje
Obrázek 76 Ovládací panel stroje
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
43/48
SEZNAM OBRÁZKŮ
Obrázek 1 Popis stroje CM 55 ................................................................................................... 3
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 2 Konstrukční prvky stroje CM 55 .............................................................................. 3
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 3 Body na stroji ........................................................................................................... 4
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 4 Pracovní rozsah v ose X a Y ...................................................................................... 4
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 5 Souřadný systém ...................................................................................................... 5
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 6 8-polohový výměník nástrojů .................................................................................. 5
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 7 Maximální rozměry nástroje ................................................................................... 6
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 8 Zapadnutí nástrojového držáku .............................................................................. 6
Elektronický popis stroje CM 55, firmy ITAX Precisions
Obrázek 9 Úchytka v 3D ............................................................................................................ 7
© Ing. Dýčka Miroslav, 2015
Obrázek 10 Výkres úchytky ....................................................................................................... 7
© Ing. Dýčka Miroslav, 2015
Obrázek 11 Tabulka zvolených nástrojů ................................................................................... 8
© Ing. Dýčka Miroslav, 2015
Obrázek 12 Nastavení nulového bodu obrobku na CNC frézce ............................................... 8
© Ing. Dýčka Miroslav, 2015
Obrázek 13 Obrazovka po založení a otevření programu ........................................................ 9
© Ing. Dýčka Miroslav, 2015
Obrázek 14 Vyplnění hlavičky programu a převzít ................................................................... 9
© Ing. Dýčka Miroslav, 2015
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
44/48
Obrázek 15 Rovinné frézování, vyplnit a převzít .................................................................... 10
© Ing. Dýčka Miroslav, 2015
Obrázek 16 Obrazovka po převzetí rovinného frézování ....................................................... 10
© Ing. Dýčka Miroslav, 2015
Obrázek 17 Frézování vnějšího tvaru, vyplnit a převzít ......................................................... 11
© Ing. Dýčka Miroslav, 2015
Obrázek 18 Obrazovka po převzetí frézování vnějšího tvaru ................................................ 11
© Ing. Dýčka Miroslav, 2015
Obrázek 19 Frézování kapsy, vyplnit a převzít ....................................................................... 12
© Ing. Dýčka Miroslav, 2015
Obrázek 20 Obrazovka po převzetí frézování kapsy .............................................................. 12
© Ing. Dýčka Miroslav, 2015
Obrázek 21 Vrtání otvorů, vyplnit a převzít ........................................................................... 13
© Ing. Dýčka Miroslav, 2015
Obrázek 22 Obrazovka, která naznačuje, že je nutné ještě určit polohu otvorů .................. 13
© Ing. Dýčka Miroslav, 2015
Obrázek 23 Výběr polohového vzoru, vyplnit a převzít ......................................................... 14
© Ing. Dýčka Miroslav, 2015
Obrázek 24 Obrazovka s ukončeným programem ................................................................. 14
© Ing. Dýčka Miroslav, 2015
Obrázek 25 Grafická simulace ................................................................................................. 15
© Ing. Dýčka Miroslav, 2015
Obrázek 26 Popis stroje CT 105 ............................................................................................... 16
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 27 Konstrukční prvky stroje CT 105 ......................................................................... 16
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 28 Body na stroji s osmi-polohovou nástrojovou hlavou ........................................ 17
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 29 Souřadný systém stroje ....................................................................................... 17
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 30 Pracovní prostor ................................................................................................... 18
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
45/48
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 31 Nástrojová hlava .................................................................................................. 18
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 32 Upínání nástrojů na vnější obrábění ................................................................... 19
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 33 Upnutí nástrojového držáku na vnitřní obrábění ............................................... 19
Elektronický popis stroje CT 105, firmy ITAX Precisions
Obrázek 34 Oska v 3D .............................................................................................................. 20
© Ing. Dýčka Miroslav, 2015
Obrázek 35 Výkres osky ........................................................................................................... 20
© Ing. Dýčka Miroslav, 2015
Obrázek 36 Tabulka nástrojů .................................................................................................. 21
© Ing. Dýčka Miroslav, 2015
Obrázek 37 Nastavení nulového bodu obrobku na CNC soustruhu ...................................... 21
© Ing. Dýčka Miroslav, 2015
Obrázek 38 Obrazovka po založení a otevření programu ...................................................... 22
© Ing. Dýčka Miroslav, 2015
Obrázek 39 Vyplnění hlavičky programu a převzít ................................................................. 22
© Ing. Dýčka Miroslav, 2015
Obrázek 40 Zarovnání čela, vyplnit a převzít ......................................................................... 23
© Ing. Dýčka Miroslav, 2015
Obrázek 41 Obrazovka po zarovnání čela............................................................................... 23
© Ing. Dýčka Miroslav, 2015
Obrázek 42 Podélné soustružení vnějšího tvaru na průměr 24 mm, vyplnit a převzít ......... 24
© Ing. Dýčka Miroslav, 2015
Obrázek 43 Obrazovka po podélném soustružení ................................................................. 24
© Ing. Dýčka Miroslav, 2015
Obrázek 44 Definice nulového bodu, vyplnit hodnoty X a Z a převzít .................................. 25
© Ing. Dýčka Miroslav, 2015
Obrázek 45 Stisknout 3 tlačítko od shora ............................................................................... 25
© Ing. Dýčka Miroslav, 2015
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
46/48
Obrázek 46 Vyplnit hodnotu X a převzít ................................................................................. 26
© Ing. Dýčka Miroslav, 2015
Obrázek 47 Stisknout 4 tlačítko od shora ............................................................................... 26
© Ing. Dýčka Miroslav, 2015
Obrázek 48 Vyplnit hodnoty X a Z a převzít ........................................................................... 27
© Ing. Dýčka Miroslav, 2015
Obrázek 49 Stisknout 2 tlačítko od shora ............................................................................... 27
© Ing. Dýčka Miroslav, 2015
Obrázek 50 Vyplnit hodnotu Z a převzít ................................................................................. 28
© Ing. Dýčka Miroslav, 2015
Obrázek 51 Stisknout 5 tlačítko od shora ............................................................................... 28
© Ing. Dýčka Miroslav, 2015
Obrázek 52 Zvolit směr otáčení, vyplnit hodnoty R, X, Z a převzít ........................................ 29
© Ing. Dýčka Miroslav, 2015
Obrázek 53 Zkontrolovat tvar a převzít dialog ....................................................................... 29
© Ing. Dýčka Miroslav, 2015
Obrázek 54 Stisknout 2 tlačítko od shora ............................................................................... 30
© Ing. Dýčka Miroslav, 2015
Obrázek 55 Vyplnit hodnotu Z a převzít ................................................................................. 30
© Ing. Dýčka Miroslav, 2015
Obrázek 56 Stisknout 4 tlačítko od shora ............................................................................... 31
© Ing. Dýčka Miroslav, 2015
Obrázek 57 Vyplnit hodnoty X a Z a převzít ........................................................................... 31
© Ing. Dýčka Miroslav, 2015
Obrázek 58 Stisknout 2 tlačítko od shora ............................................................................... 32
© Ing. Dýčka Miroslav, 2015
Obrázek 59 Vyplnit hodnotu Z, zvolit rádius, vyplnit velikost R a převzít ............................. 32
© Ing. Dýčka Miroslav, 2015
Obrázek 60 Stisknout 3 tlačítko od shora ............................................................................... 33
© Ing. Dýčka Miroslav, 2015
Obrázek 61 Vyplnit hodnotu X a převzít ................................................................................. 33
Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
47/48
© Ing. Dýčka Miroslav, 2015
Obrázek 62 Kontura je definována dle výkresu, převzít ........................................................ 34
© Ing. Dýčka Miroslav, 2015
Obrázek 63 Značka u kontury znamená, že je třeba určit ještě druh obrábění .................... 34
© Ing. Dýčka Miroslav, 2015
Obrázek 64 Vyplnit údaje pro hrubování tvaru a převzít ....................................................... 35
© Ing. Dýčka Miroslav, 2015
Obrázek 65 Znovu definovat konturu pro práci načisto ........................................................ 35
© Ing. Dýčka Miroslav, 2015
Obrázek 66 Vyplnit údaje pro práci načisto a převzít ............................................................ 36
© Ing. Dýčka Miroslav, 2015
Obrázek 67 Obrazovka s ukončeným programem ................................................................. 36
© Ing. Dýčka Miroslav, 2015
Obrázek 68 Grafická simulace ................................................................................................. 37
© Ing. Dýčka Miroslav, 2015
Obrázek 69 Klávesnice řídicího systému WinNC pro Sinumerik Operate Turn ..................... 38
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 70 Adresová a numerická klávesnice ....................................................................... 38
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 71 Funkce tlačítek I ................................................................................................... 39
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 72 Funkce tlačítek II .................................................................................................. 40
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 73 Klávesové zkratky................................................................................................. 41
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 74 Přehled obsazení tlačítek klávesnice řídicího systému ...................................... 41
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 75 Přehled obsazení tlačítek ovládacích prvků pro stroj ......................................... 42
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions
Obrázek 76 Ovládací panel stroje ........................................................................................... 42
Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions

Tento projekt je spolufinancován Evropským sociálním fondem a státním rozpočtem České republiky
48/48
POUŽITÉ ZDROJE A DOPORUČENÁ LITERATURA
1. Elektronický popis stroje CM 55, firmy ITAX Precisions 2. Elektronický popis stroje CT 105, firmy ITAX Precisions 3. Elektronická příručka EMCO WinNC Sinumerik Operate T, firmy ITAX Precisions


















