Embed Size (px)
Citation preview
Penyaringan (Filtration)Kemajuan terbesar dalam menghadapi masalah inklusi adalah
perkembangan filter modern untuk logam cair.
Pada paduan ringan (massa jenis ringan), terdapat penggunaan teknik
penyaringan lama untuk menyaring sebagian besar inklusi. Teknik ini
juga beberapa digunakan untuk logam cair dengan massa jenis lebih
berat.
Teknik itu adalah strainer core (inti saringan). Saringan ini berupa
piringan berongga yang terbuat dari pasir atau logam refraktori (logam
dengan suhu cair tinggi) yang ditempatkan pada runner bush atau di
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 1
dengan suhu cair tinggi) yang ditempatkan pada runner bush atau di
sepanjang gate (seperti tampak pada gambar di slide (a) berikutnya).
Tujuannya adalah untuk menahan/menyaring inklusi besar dan
mengurangi turbulensi dalam sistem.
Untuk pengecoran paduan ringan, saringan logam berongga digunakan
dalam sistem saluran yang mana dikembangkan oleh Flemings dan
Poirier untuk paduan magnesium. (ditunjukkan pada gambar (b) di slide
berikutnya)
Berbagai macam saringan berupa saringan kawat baja silindris, ayakan
kawat atau filter serat juga luas digunakan.
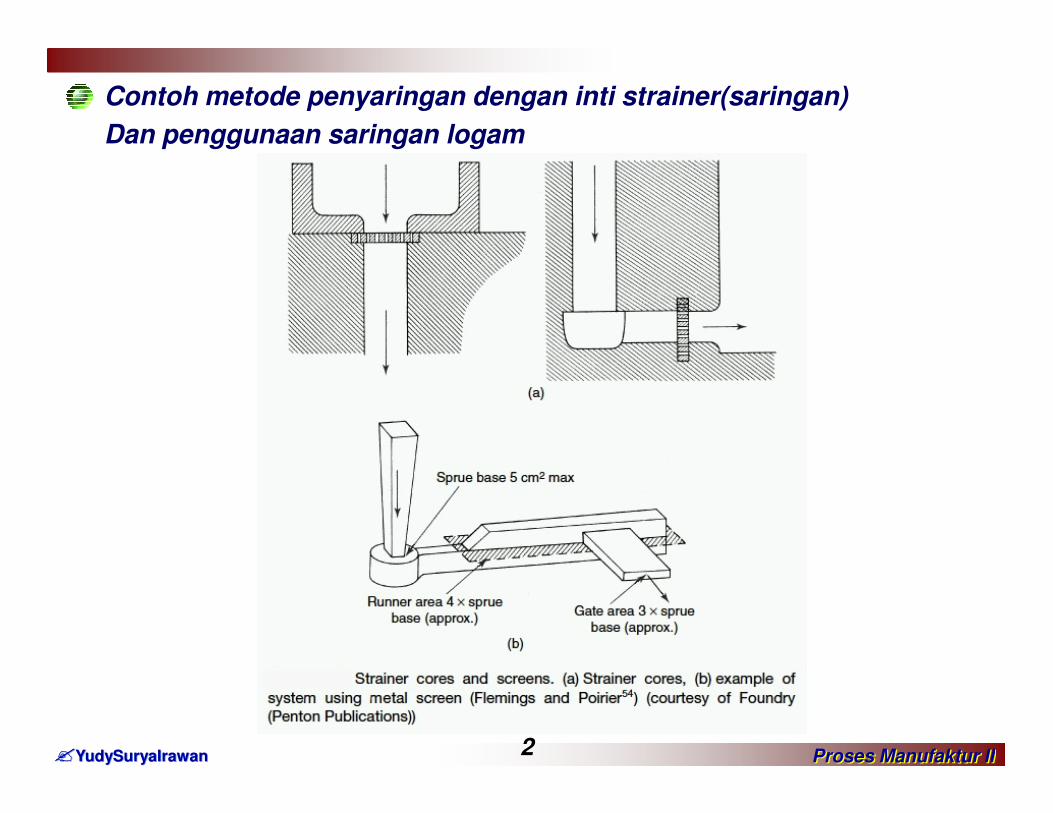
Contoh metode penyaringan dengan inti strainer(saringan)
Dan penggunaan saringan logam
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 2
Filter keramik
Kemajuan cepat dari prinsip penyaringan diikuti dengan pengenalan
filter keramik yang dikontrol dengan karakteristik pori-porinya.
Tipe yang banyak diadopsi adalah yang dibuat dengan memasukkan
busa plastik dengan densitas rendah ke dalam adonan keramik yang
berisi zat pengikat. Setelah pengeringan dan pembakaran dengan suhu
tinggi, plastik akan keluar dari adonan sehingga yang tertinggal adalah
padatan berupa saringan keramik dengan struktur selular dengan pori-
pori yang saling terhubung.
Filter ini dibuat dalam bentuk blok persegi atau blok silindris dalam
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 3
Filter ini dibuat dalam bentuk blok persegi atau blok silindris dalam
berbagai ukuran.
Alternatif lain dalam pembuatannya adalah dengan ekstrusi dan
pembakaran campuran keramik untuk membentuk sebuah blok atau
silinder dengan susunan lubang yang paralel atau membentuk sel.
(gambar ditunjukkan pada slide berikutnya)
Filter ini biasanya dimasukkan di dalam sistem saluran (gating system),
ditempatkan di seperti inti dari saluran dan benar-benar terpasang satu
bagian dengan saluran.
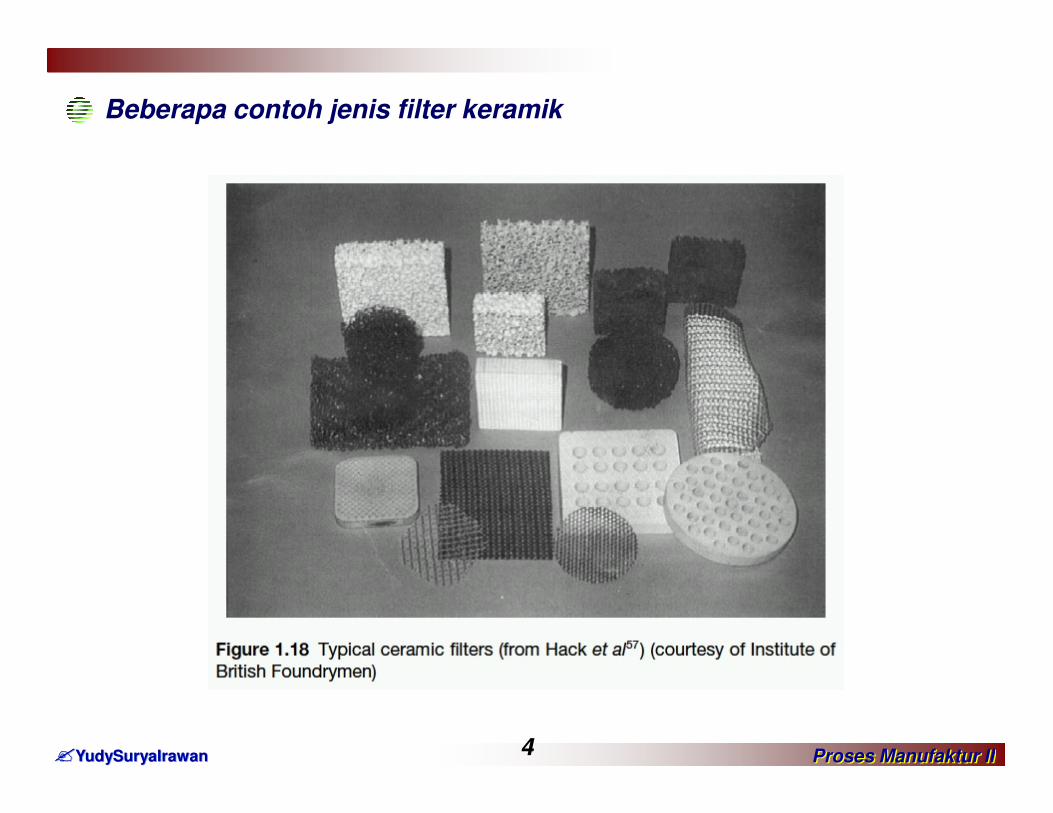
Beberapa contoh jenis filter keramik
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 4
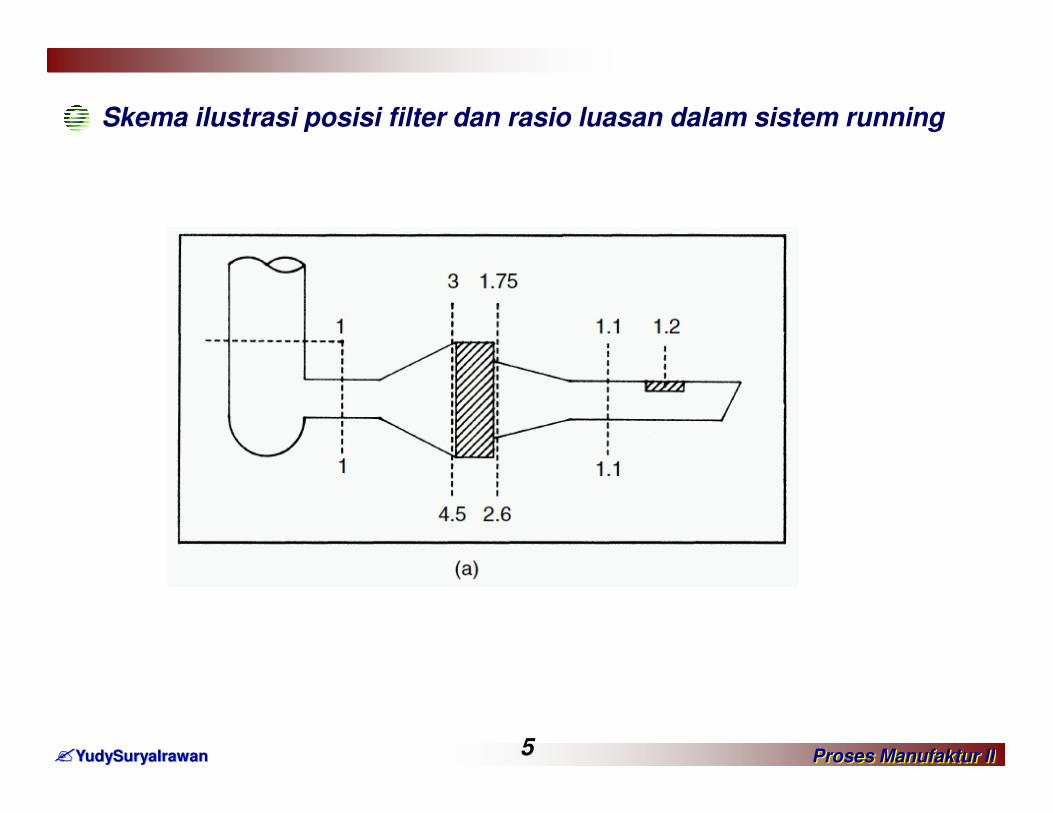
Skema ilustrasi posisi filter dan rasio luasan dalam sistem running
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 5
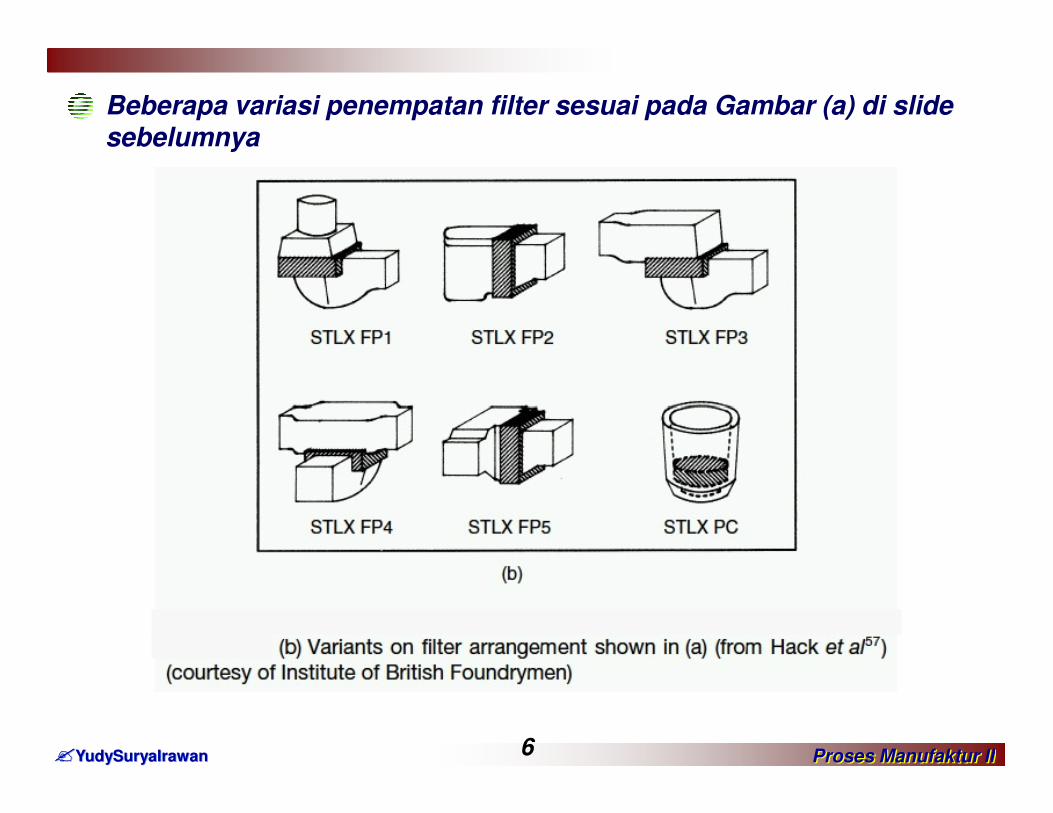
Beberapa variasi penempatan filter sesuai pada Gambar (a) di slide sebelumnya
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 6
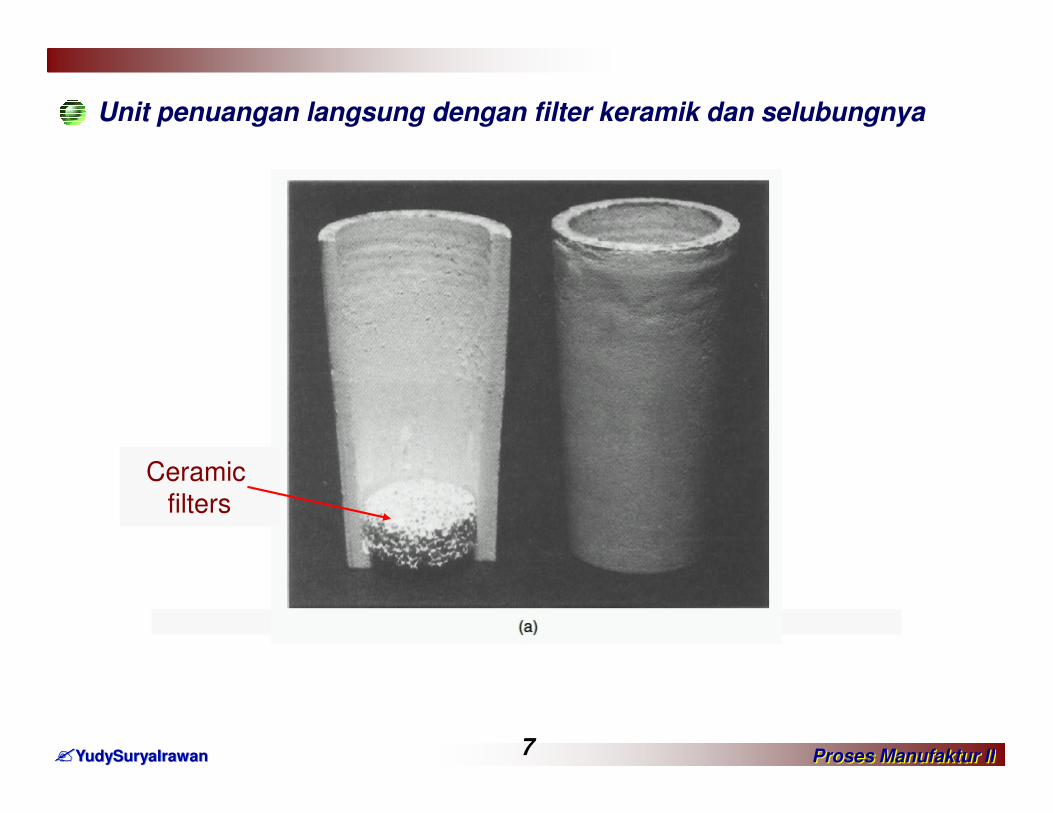
Unit penuangan langsung dengan filter keramik dan selubungnya
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 7
Ceramic filters
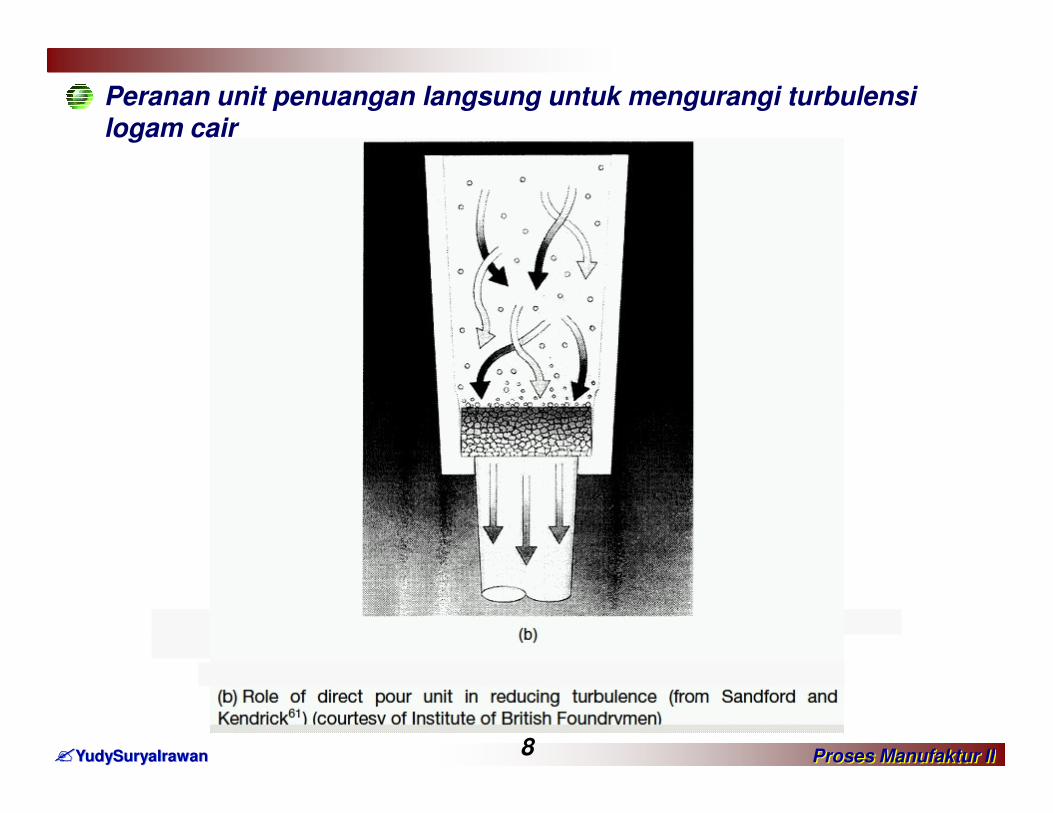
Peranan unit penuangan langsung untuk mengurangi turbulensi logam cair
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 8
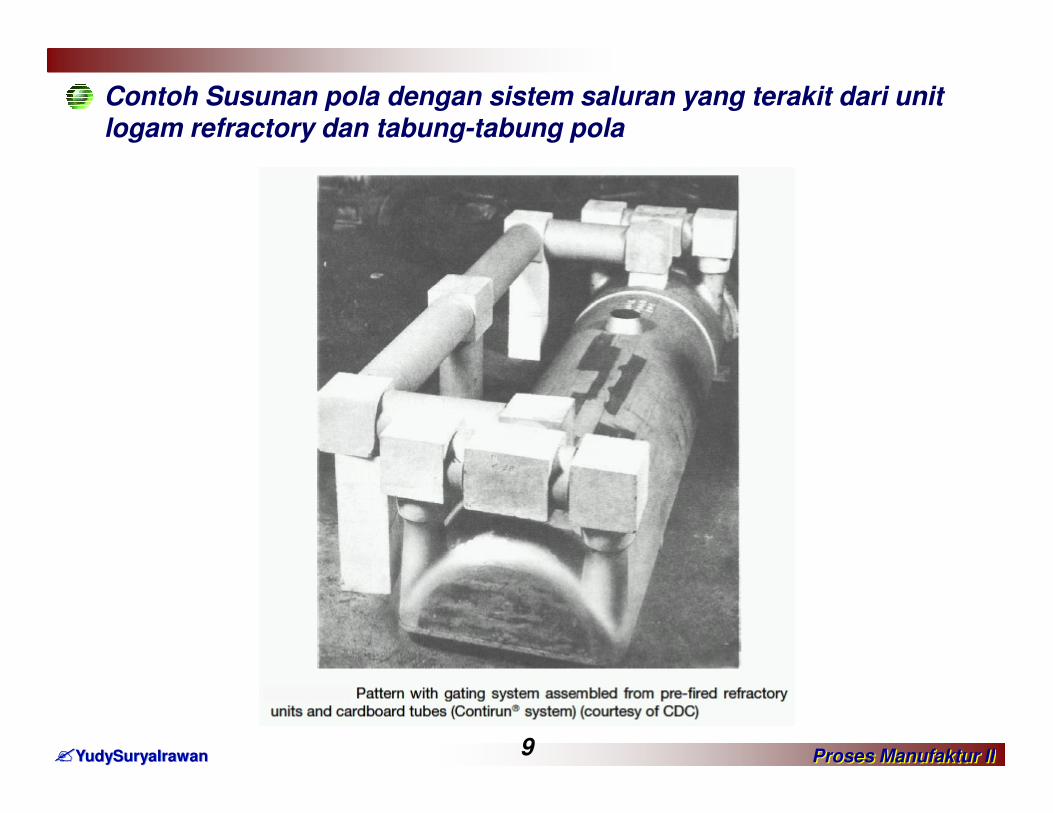
Contoh Susunan pola dengan sistem saluran yang terakit dari unit logam refractory dan tabung-tabung pola
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 9
Penyusutan Logam Cair (Liquid Contraction)
Penyusutan (shrinkage) dari logam paduan cair merupakan
faktor yang signifikan berhubungan dengan hilangnya tekanan
logam statis selama pendingian hingga suhu pembekuan.
Penyusutan liquid kebanyakan logam paduan berkisar antara 1.0
hingga 2.5% per suhu superheat 100°C.
Pada kondisi saluran riser dan sprue yang langsing, perubahan
volume sedikit dalam logam cair, mampu membuat kehilangan head
dari cairan.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan 10
dari cairan.
Penyusutan logam cair untuk seluruh massa coran harus
dipertimbangkan sehubungan dengan ukuran produk akhir yang
diinginkan dan ukuran rongga cetakan yang akan dibuat.
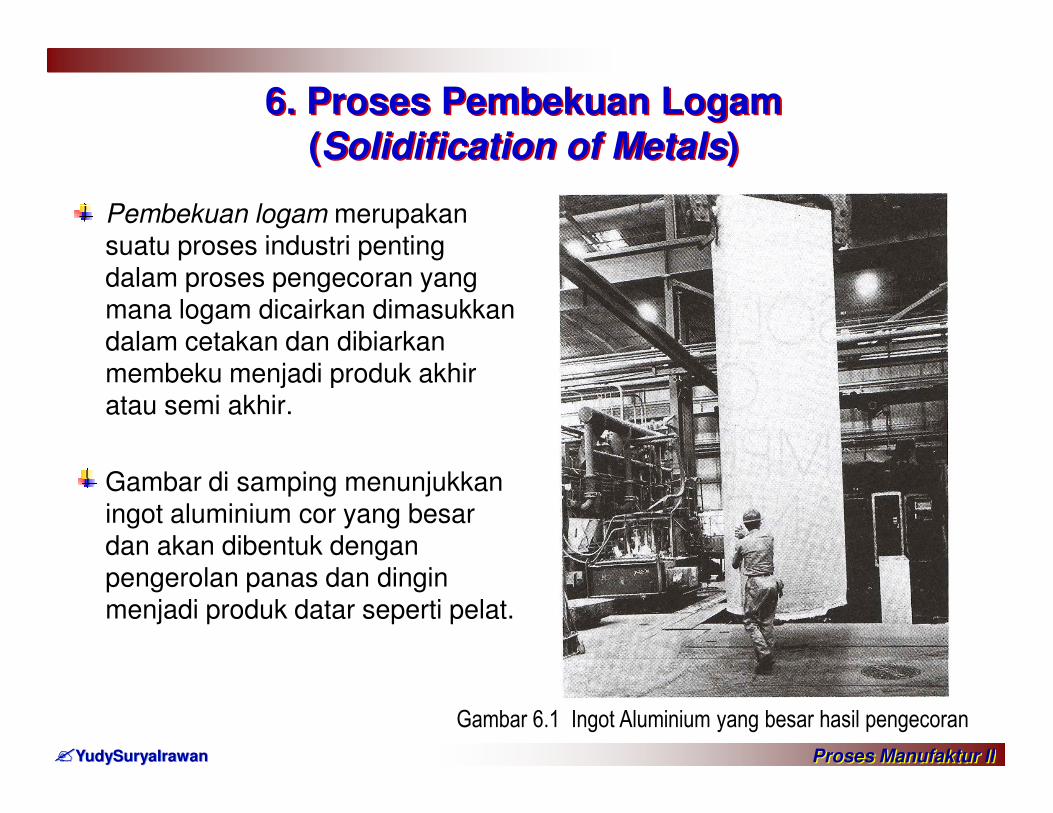
Pembekuan logam merupakan suatu proses industri penting dalam proses pengecoran yang mana logam dicairkan dimasukkan dalam cetakan dan dibiarkan membeku menjadi produk akhir atau semi akhir.
6. Proses Pembekuan Logam
(Solidification of Metals)
6. Proses Pembekuan Logam
(Solidification of Metals)
atau semi akhir.
Gambar di samping menunjukkan ingot aluminium cor yang besar dan akan dibentuk dengan pengerolan panas dan dingin menjadi produk datar seperti pelat.
Gambar 6.1 Ingot Aluminium yang besar hasil pengecoran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
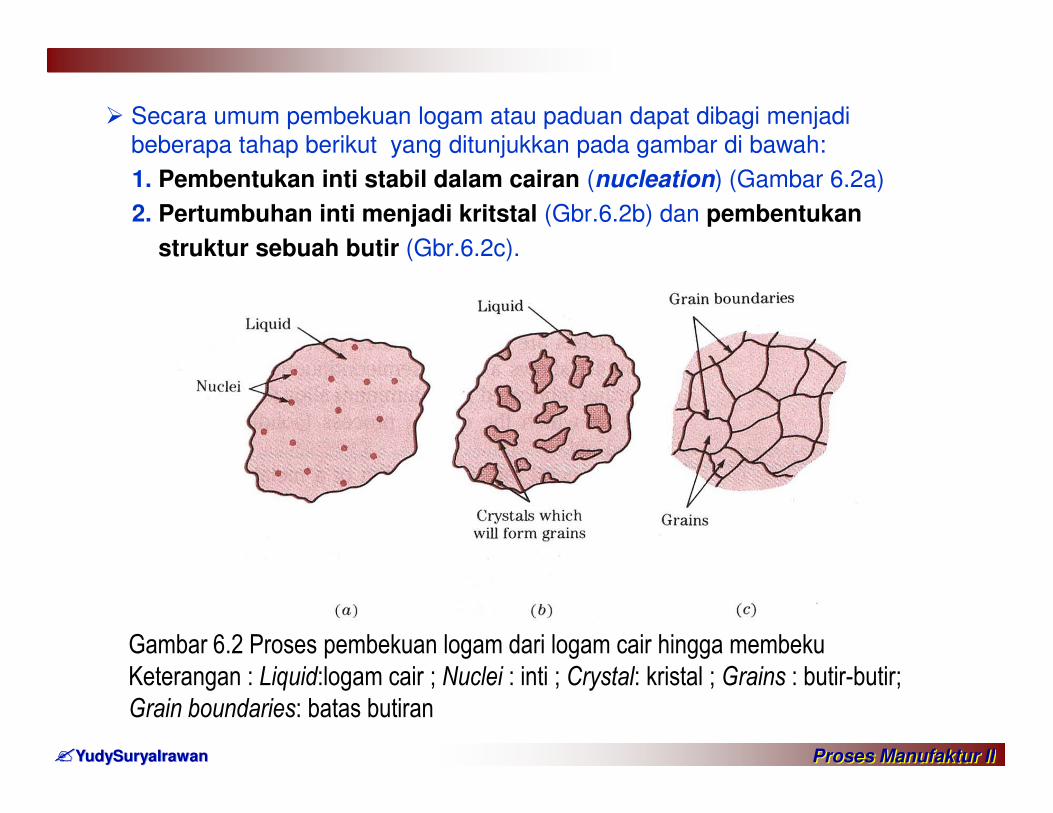
� Secara umum pembekuan logam atau paduan dapat dibagi menjadi
beberapa tahap berikut yang ditunjukkan pada gambar di bawah:
1. Pembentukan inti stabil dalam cairan (nucleation) (Gambar 6.2a)
2. Pertumbuhan inti menjadi kritstal (Gbr.6.2b) dan pembentukan
struktur sebuah butir (Gbr.6.2c).
Gambar 6.2 Proses pembekuan logam dari logam cair hingga membeku
Keterangan : Liquid:logam cair ; Nuclei : inti ; Crystal: kristal ; Grains : butir-butir;
Grain boundaries: batas butiran
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
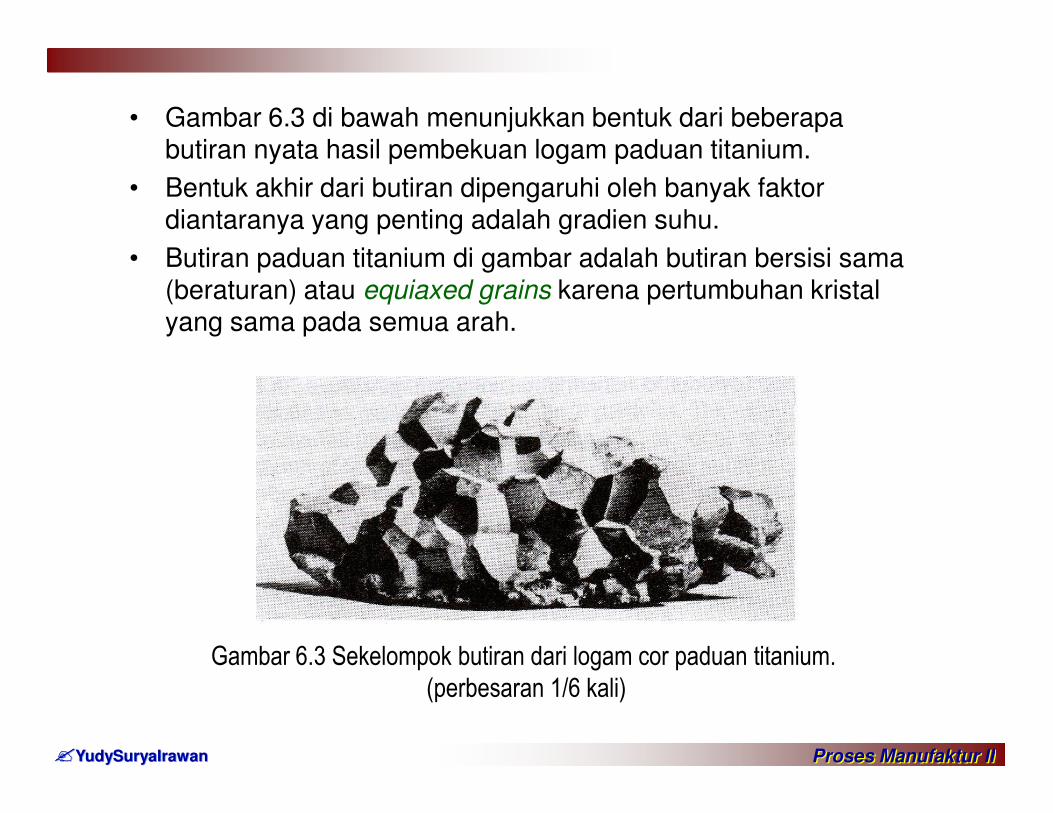
• Gambar 6.3 di bawah menunjukkan bentuk dari beberapa butiran nyata hasil pembekuan logam paduan titanium.
• Bentuk akhir dari butiran dipengaruhi oleh banyak faktor diantaranya yang penting adalah gradien suhu.
• Butiran paduan titanium di gambar adalah butiran bersisi sama (beraturan) atau equiaxed grains karena pertumbuhan kristal yang sama pada semua arah.
Gambar 6.3 Sekelompok butiran dari logam cor paduan titanium.
(perbesaran 1/6 kali)
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Tahapan dalam Pembekuan Logam1. Pembentukan Inti Stabil dalam Logam Cair
Terdapat dua mekanisme pengintian dari partikel padat
dalamm logam cair :
a. Pengintian Homogen (Homogeneous nucleation)
Pengintian dalam suatu logam cair terjadi saat logam
menyediakan atom-atom untuk membentuk inti.
Contoh:Contoh:
�Saat logam murni cair didinginkan di bawah suhu
pembekuannya beberapa derajat, inti-inti homogen yang sangat
banyak terbentuk karena atom-atom yang bergerak lambat
membuat ikatan bersama.
�Pengintian homogen biasanya membutuhkan sejumlah
pendinginan bawah (undercooling) sekitar beberapa ratus
derajat untuk beberapa logam dalam Tabel 6.1.
�Suhu undercooling: suhu pendinginan di bawah suhu cair.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
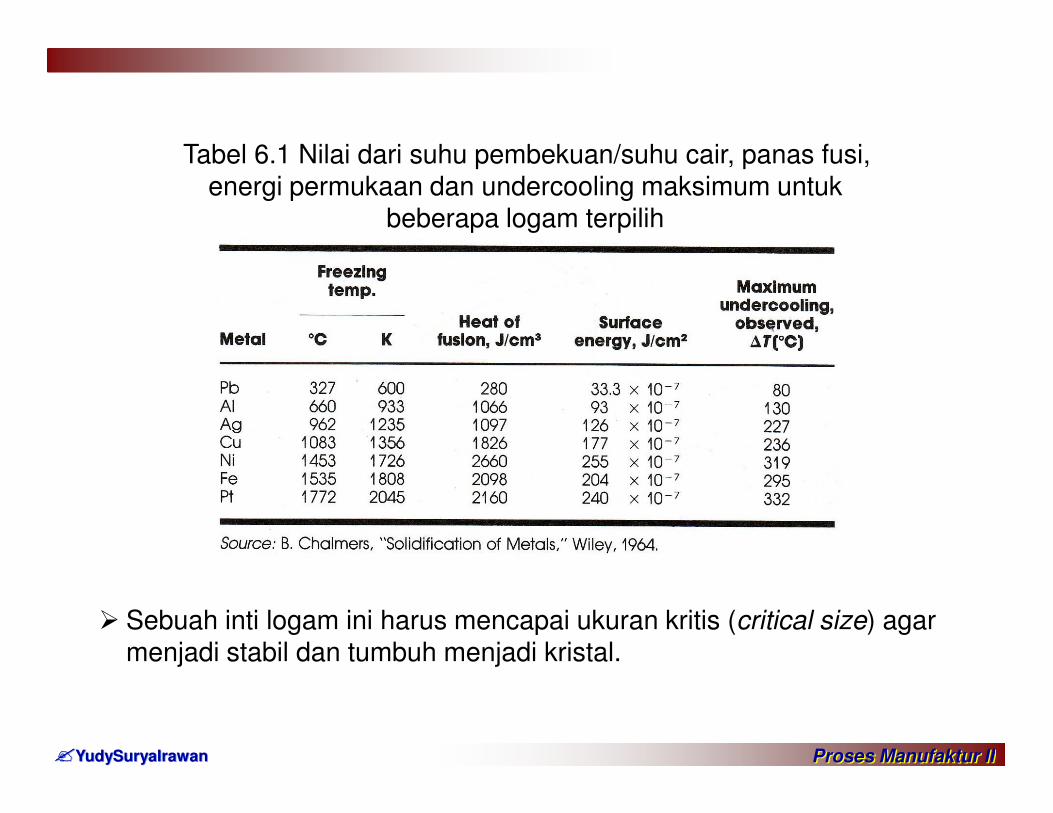
Tabel 6.1 Nilai dari suhu pembekuan/suhu cair, panas fusi, energi permukaan dan undercooling maksimum untuk
beberapa logam terpilih
� Sebuah inti logam ini harus mencapai ukuran kritis (critical size) agar menjadi stabil dan tumbuh menjadi kristal.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
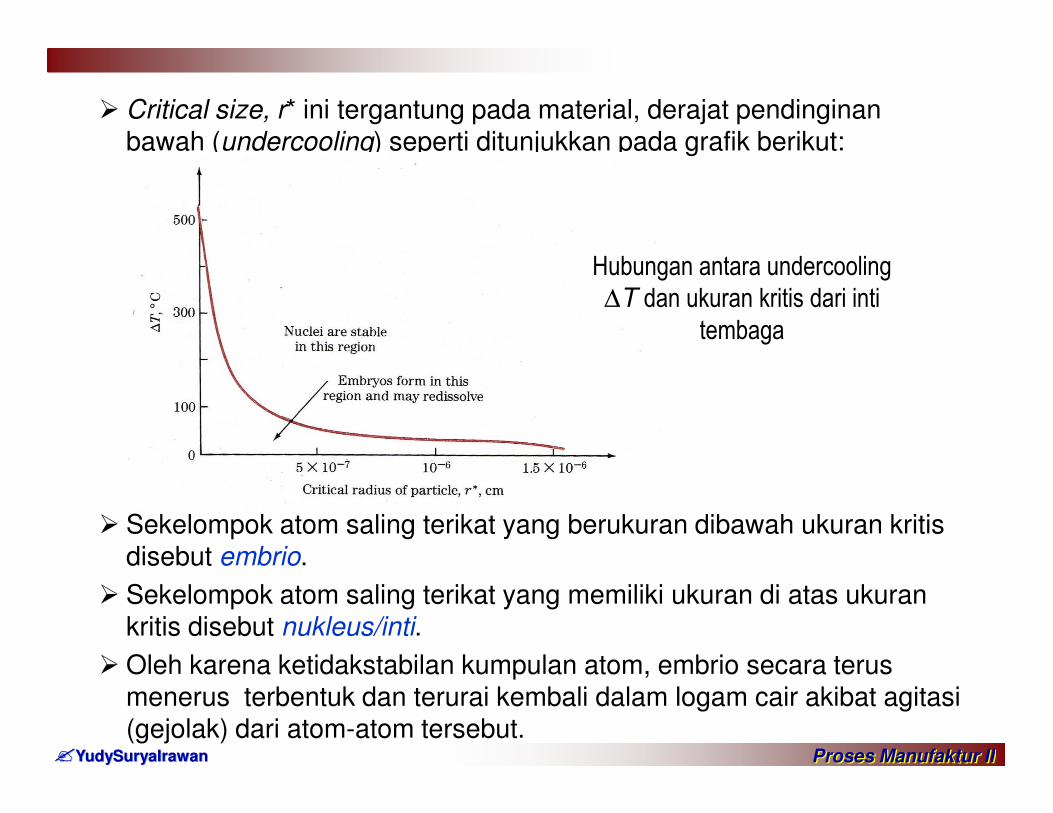
� Critical size, r* ini tergantung pada material, derajat pendinginan bawah (undercooling) seperti ditunjukkan pada grafik berikut:
Hubungan antara undercooling
∆T dan ukuran kritis dari inti
tembaga
� Sekelompok atom saling terikat yang berukuran dibawah ukuran kritis disebut embrio.
� Sekelompok atom saling terikat yang memiliki ukuran di atas ukuran kritis disebut nukleus/inti.
� Oleh karena ketidakstabilan kumpulan atom, embrio secara terus menerus terbentuk dan terurai kembali dalam logam cair akibat agitasi (gejolak) dari atom-atom tersebut.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
b. Pengintian Heterogen (Heterogeneous nucleation)
adalah proses pengintian yang sama dengan proses pengintian homogen hanya saja pengintian terjadi dalam logam cair yang
berada pada permukaan cetakan atau logam cair yang tidak
murni seperti logam paduan.
Pengintian heterogen ini banyak terjadi pada proses pengecoran
industri yang mana tidak ada undercooling yang besar dan
biasanya berkisar antara 0.1 hingga 10°C terhadap titik cair.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
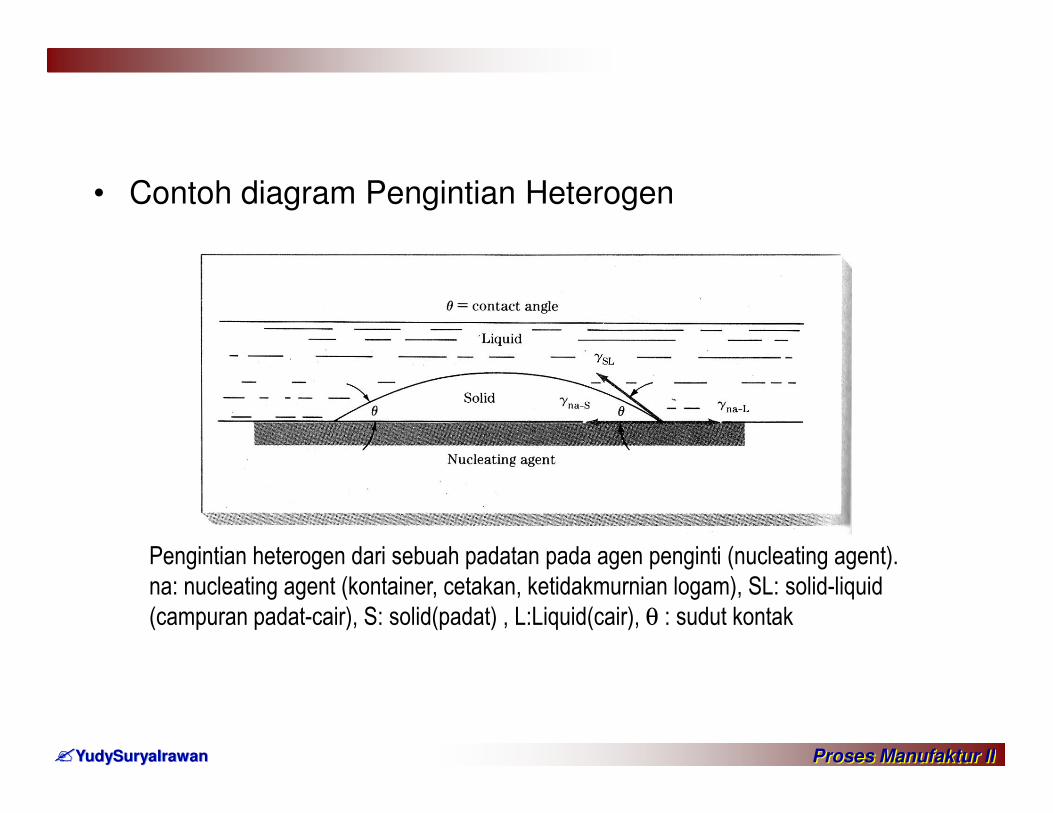
• Contoh diagram Pengintian Heterogen
Pengintian heterogen dari sebuah padatan pada agen penginti (nucleating agent).
na: nucleating agent (kontainer, cetakan, ketidakmurnian logam), SL: solid-liquid
(campuran padat-cair), S: solid(padat) , L:Liquid(cair), θ : sudut kontak
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
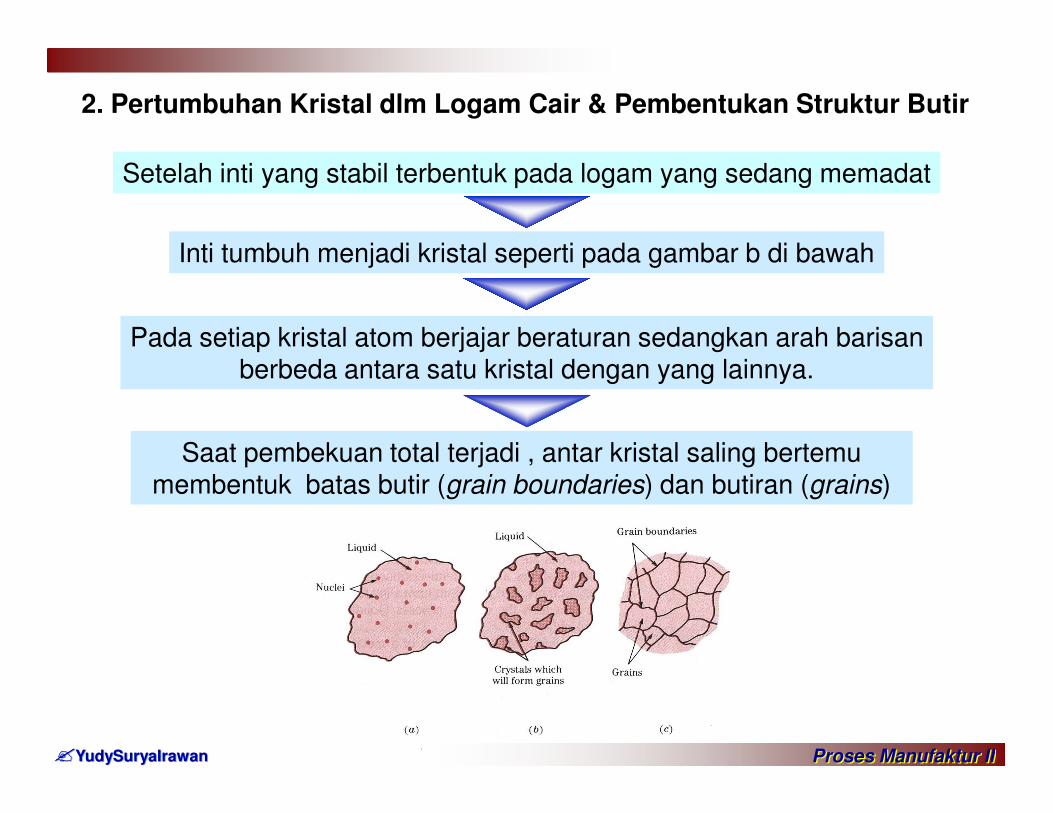
2. Pertumbuhan Kristal dlm Logam Cair & Pembentukan Struktur Butir
Setelah inti yang stabil terbentuk pada logam yang sedang memadat
Inti tumbuh menjadi kristal seperti pada gambar b di bawah
Pada setiap kristal atom berjajar beraturan sedangkan arah barisanberbeda antara satu kristal dengan yang lainnya.
Saat pembekuan total terjadi , antar kristal saling bertemu membentuk batas butir (grain boundaries) dan butiran (grains)
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
• Bila logam yang membeku memiliki banyak kristal maka disebut logam banyak kristal (polycrystalline metal)
• Kristal yang membeku disebut dengan butir (grain) dan permukaan di antara butir disebut batas butir (grain boundaries)
• Bila jumlah inti yang terjadi sedikit maka akan dihasilkan struktur butir yang kasar
• Bila jumlah inti yang terjadi banyak maka akan terjadi struktur butir yang halus.
• Pada umumnya hasil pengecoran industri menghasilkan butiran yang halus, hal ini yang diinginkan karena semakin halus butiran kekuataan dan homogenitas logam makin meningkat.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
• Bila logam murni dicor ke dalam cetakan diam maka akan menghasilkan dua macam mikrostruktur yaitu :
• 1. Equiaxed grains (butiran sama sisi)
Butiran ini terjadi bila pada lokasi tersebut kristal mampu tumbuh
dengan kecepatan yang relatif sama pada berbagai arah.
Biasanya terjadi pada bagian tengah coran yang pendinginannya
lambat dan bagian dekat cetakan yang mana mengalami pendinginan
cepat dan jumlah pengintian yang banyak.
• 2. Columnar grains (butiran kolom)
Butiran ini panjang, tipis dan kasar yang mana terbentuk saat logam
memadat relatif lambat dengan gradien suhu yang tinggi.
Pada lokasi ini sedikit inti yang terbentuk.
Lokasi dari butiran kolom ini terjadi pada daerah tegak lurus terhadap
cetakan yang mana memiliki gradien suhu yang tinggi
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
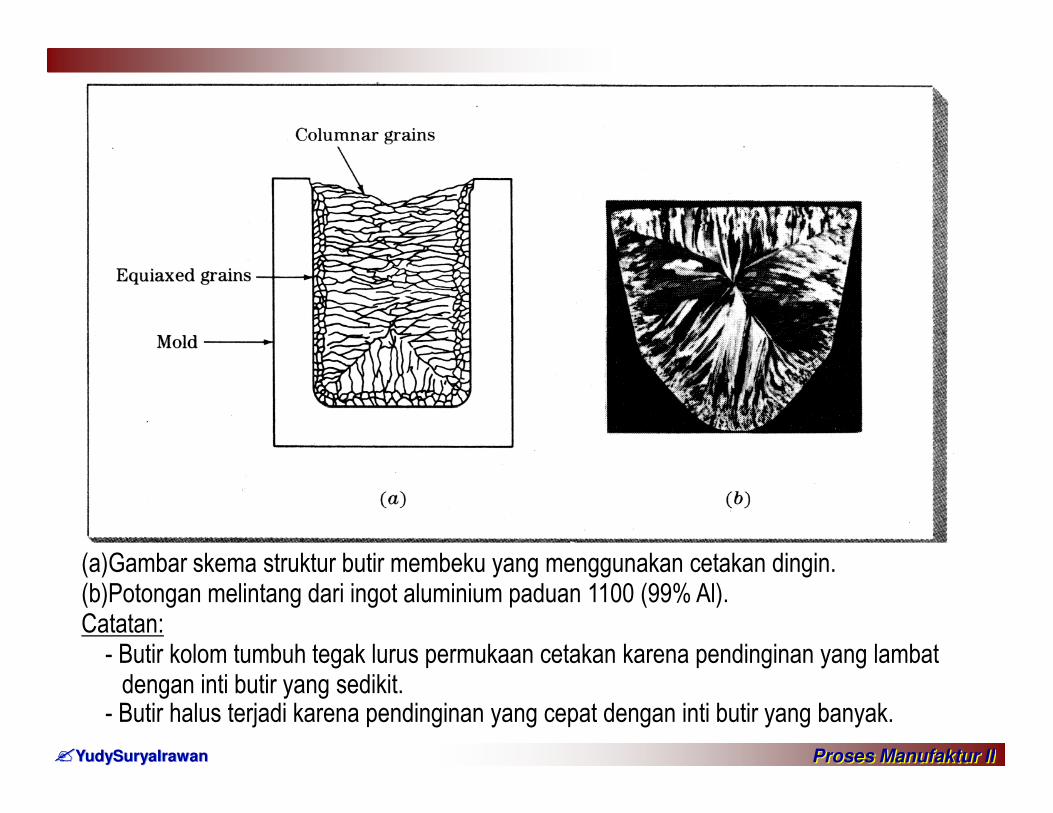
(a)Gambar skema struktur butir membeku yang menggunakan cetakan dingin.(b)Potongan melintang dari ingot aluminium paduan 1100 (99% Al).Catatan:
- Butir kolom tumbuh tegak lurus permukaan cetakan karena pendinginan yang lambat dengan inti butir yang sedikit.
- Butir halus terjadi karena pendinginan yang cepat dengan inti butir yang banyak.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Struktur Butir dari Pengecoran Industri
• Dalam industri logam dan paduan dicor dalam berbagai
bentuk. Pada umumnya produk hasil pengecoran dibuat
dengan mengecor logam cair menjadi bentuk yang
sederhana dengan ukuran besar kemudian difabrikasi lebih
mendalam menjadi produk semi final dan dilakukan
pengerjaan akhir.
• Contoh: Dalam industri aluminium bentuk umum dibuat
dalam bentuk ingot dengan penampang persegi dan bentuk
ingot ekstrusi dengan penampang lingkaran seperti pada
gambar 6.1
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
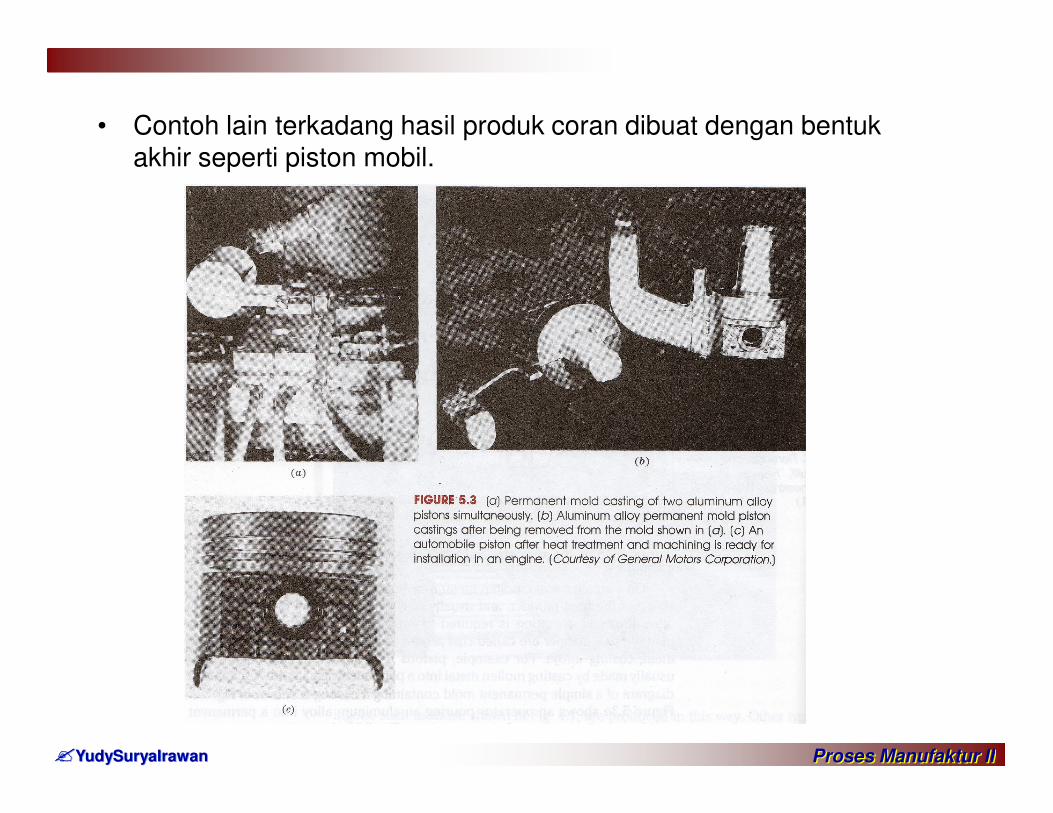
• Contoh lain terkadang hasil produk coran dibuat dengan bentuk akhir seperti piston mobil.
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
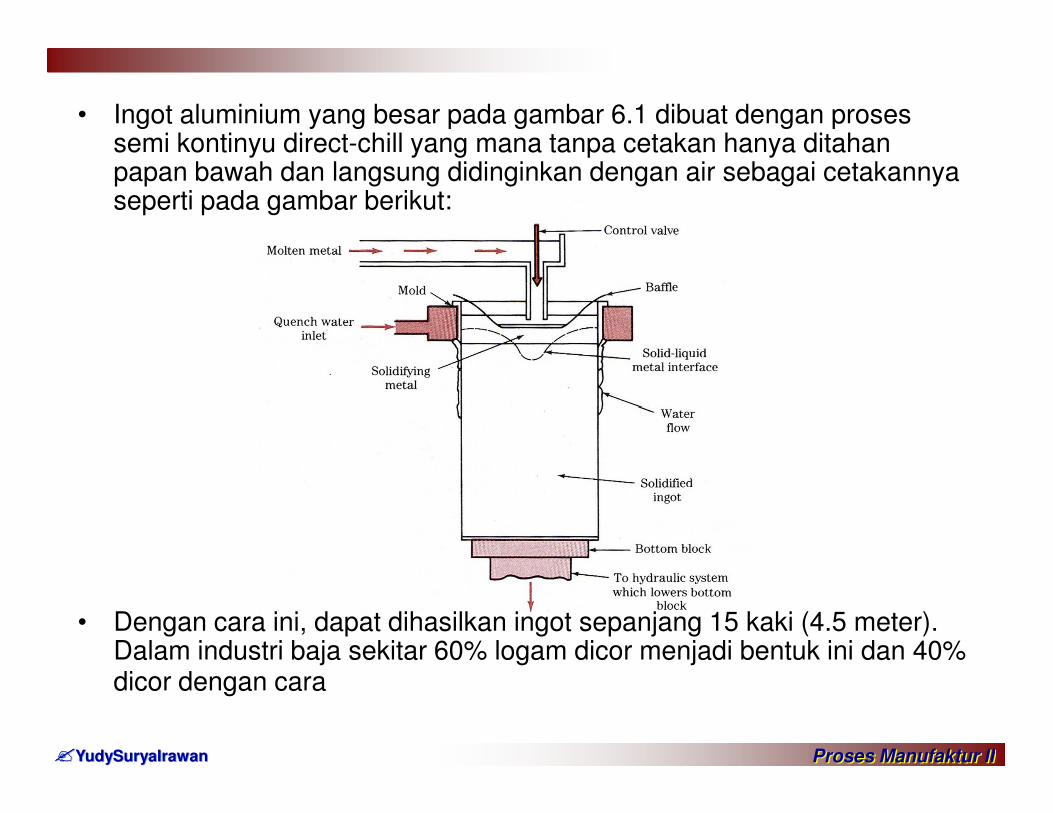
• Ingot aluminium yang besar pada gambar 6.1 dibuat dengan proses semi kontinyu direct-chill yang mana tanpa cetakan hanya ditahan papan bawah dan langsung didinginkan dengan air sebagai cetakannya seperti pada gambar berikut:
• Dengan cara ini, dapat dihasilkan ingot sepanjang 15 kaki (4.5 meter). Dalam industri baja sekitar 60% logam dicor menjadi bentuk ini dan 40% dicor dengan cara
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
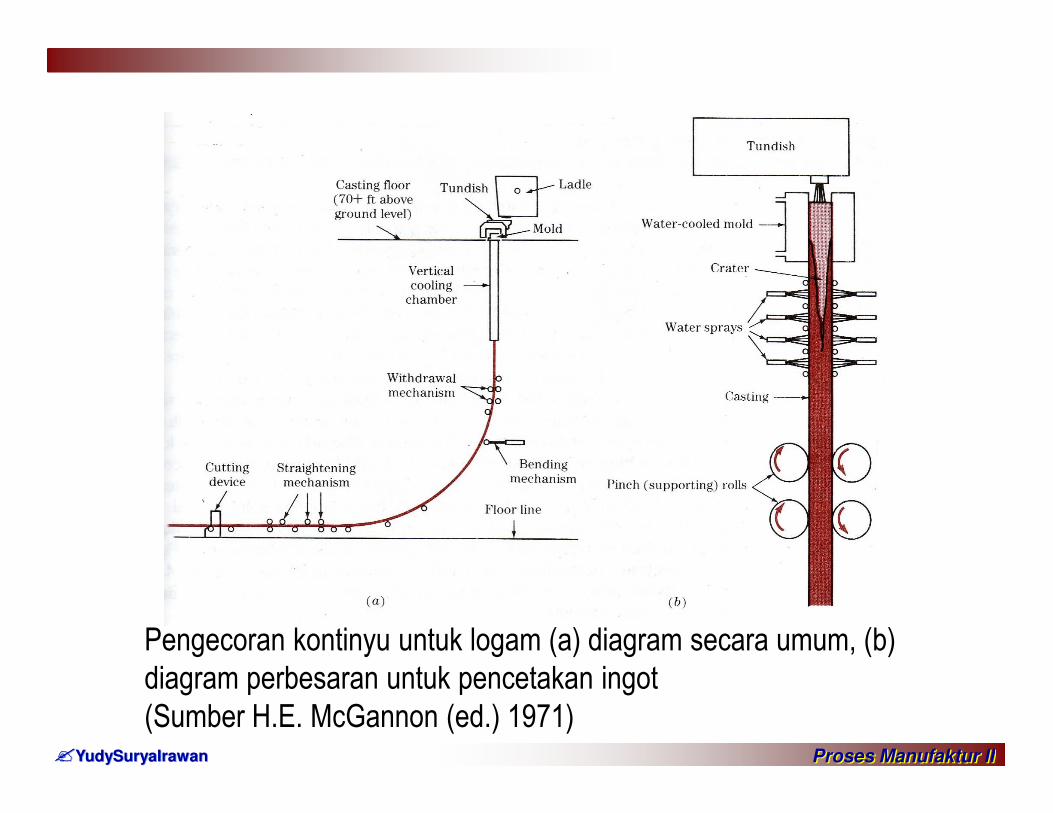
Pengecoran kontinyu untuk logam (a) diagram secara umum, (b)
diagram perbesaran untuk pencetakan ingot
(Sumber H.E. McGannon (ed.) 1971)Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
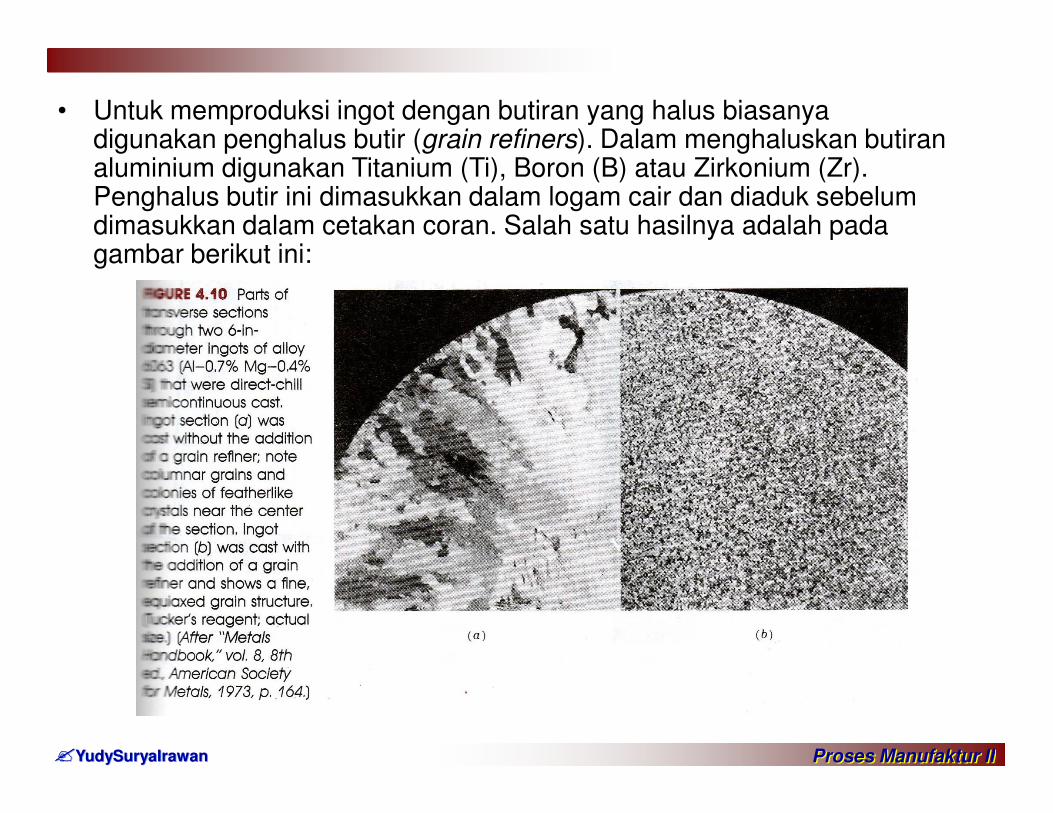
• Untuk memproduksi ingot dengan butiran yang halus biasanya digunakan penghalus butir (grain refiners). Dalam menghaluskan butiran aluminium digunakan Titanium (Ti), Boron (B) atau Zirkonium (Zr). Penghalus butir ini dimasukkan dalam logam cair dan diaduk sebelum dimasukkan dalam cetakan coran. Salah satu hasilnya adalah pada gambar berikut ini:
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Terima kasih kepada Para Penulis Buku
yang menjadi acuan mata kuliah ini:
Peter Beeley, Foundry Technology 2nd
Edition, Butterworth Heinemann (sumber
untuk Filtration)untuk Filtration)
William F. Smith, Foundations of Materials
Science and Engineering, McGraw-Hill
International Editions (sumber untuk
Solidifikasi Logam)
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan
Terima kasih atas perhatian Anda
dan
Selamat Mencatat dan Belajar dengan Baik
Terima kasih atas perhatian Anda
dan
Selamat Mencatat dan Belajar dengan Baik
Proses Manufaktur IIProses Manufaktur II�YudySuryaIrawan�YudySuryaIrawan





























