Embed Size (px)
Citation preview

Phenolic Resins
Springer-Verlag Berlin Heidelberg GmbH
A. Gardziella · L. A. Pilato · A. Knop
Phenolic Resins Chemistry, Applications, Standardization, Safety and Ecology
2nd completely revised edition
With 309 Figures and 166 Tables
i Springer
Dr. Arno Gardziella (ehern. Bakelite AG) Rüdinghausener Berg 4 D-58454 Witten Germany
Dr. Louis A. Pilato Phenolic Resin Technology Advanced Composite Systems 598 Watchung Road Bound Brook, NJ 08805 USA
Dr. Andre Knop Schillerstraße 31 D-61350 Bad Hornburg Germany
ISBN 978-3-642-08484-3
Cataloging-in-Publication Data applied for
Die Deutsche Bibliothek- CIP-Einheitsaufnahme
Gardziella, Arno: Phenolic resins ; chemistry, applications, standardization, safety and ecology ; with 166 tables I A. Gardziella; L.A. Pilato; A. Knop.- 2., completely rev. ed.
1. Aufl. u. d. T.: Knop, Andre: Phenoloc resins ISBN 978-3-642-08484-3 ISBN 978-3-662-04101-7 (eBook) DOI 10.1007/978-3-662-04101-7
This work is subject to copyright. All rights are reserved, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other way, and storage in data banks. Duplication of this publication or parts thereof is permitted only under the provisions of the German Copyright Law of September 9, 1965, in its current version, and permission for use must always be obtained from Springer-V erlag Berlin Heidelberg GmbH . Violations are liable for Prosecution under the German Copyright Law.
©Springer-Verlag Berlin Heidelberg 2000 Originally published by Springer-V erlag Berlin Heidelberg N ew Y ork in 2000 Softcover reprint of the hardcover 2nd edition 2000
The use of generat descriptive names, registered names, etc. in this publication does not imply, even in the absence of a specific Statement, that such names are exempt from the relevant protective laws and regulations and free for generat use.
Product liability: The publisher cannot guarantee the accuracy of any information about dosage and application contained in this book. In every individual case the user must check such information by consulting the relevant literature.
Production Editor: Christiaue Messerschmidt, Rheinau Typesetting: Fotosatz-Service Köhler GmbH, Würzburg Coverdesign: Design & Production, Beideiberg
SPIN: 10489866 2/3020-5 4 3 2 1 0- printed on acid-free paper
Preface
A backward glance of the many new industries that emerged in the 20th century would surely recognize communications, automobile, aircraft, computer and several others that have had a global impact on world economy. Yet another industry, and an often neglected industry, made its debut early in the 20th century - the Plastics Industry. The Plastics Industry owes its identity to the brilliance of Dr. Leo Hendrik Baekeland (1863 -1944).
He discovered the technique, currently in use to this day, to manufacture highly crosslinked plastics by transforming monomerk and/or oligomeric phenolic materials into attractive phenolic products.
Today phenolics represent one of the many different types of commercially available plastics (thermoset and thermoplastic). Phenolics are distinguished by a broad array of application areas that utilize phenolics as compared to other thermoset or thermoplastic resins. Thermoplastic resins transformed into molded products, films or synthetic fibers (polypropylene as an example) are rapidly recognized as "plastics" whereas the phenolic resin is a component in a material system and the identity of the phenolic resin within the system is not easily identified as "plastic". These systems consist of fiber reinforced composites, honeycomb paneling, electrical Iaminates, acid resistant coatings, wood panels, glass fiber or rock wool insulation. Phenolic resin identity is hidden and has little consumer recognition or identity. The apparent hidden but security/comfort aspect of phenolic resins is best illustrated by considering the use of phenolic resin as hinder in friction linings or automobile brakes. Although there are as many as 30 components including phenolic resin hinder in the brake formulation, phenolic resin is the preferred bin der in this "life or death'' application. During the braking operation, the kinetic energy of the vehicle is largely converted into heat; peak temperatures of greater that 800 oc occur at the surface of the brake lining, depending on the stress and type of vehicle. Through the analyses of various bonding functions ( temporary, complementary, carbon forming and chemically reactive) the performance of phenolic resin as the preeminent hinder for the automobile brake is best described. lt maintains the integrity of the brake system.
The main objective of this publication is to familiarize the reader with phenolic resins by describing in more detail the subject of

VI Preface
phenolic resins than the previous publications: A. Knop and Scheib, "Chemistry and Application of Phenolic Resins" (1979); and A. Knop and L.A. Pilato, "Phenolic Resins, Chemistry,Applications and Performance - Future Directions" (1985). The title of this current publication is deliberately long and is due to the authors' attempt to broaden the scope of phenolics beyond the achievements of the earlier books.
For those acquainted with phenolic resins, they will appreciate the novel approach to identify the role of phenolic resins as adhesives by considering SIX functions to illustrate the binding versatility of phenolic resins. For those less familiar readers, their introduction to phenolic resins will be rewarding since they will encounter raw materials, chemistry, reactions, mechanisms and resin production in the beginning of the book. The chemical portion is based on current scientific publications. The applications areas and the phenolic resins used in these market areas are extensively illustrated and described.
Once both neophyte and veteran complete the chemistry and six bonding functions segments, comparison of phenolic resins with other thermosetting resins as well as thermoplastic resins are described in which both filled and unfilled resin systems are compared. These camparisans provide ample evidence for the superiority of phenolic resins with many of the competitive thermosetting and thermoplastic resins. Prominent features of phenolic resins are:
1. Excellent thermal behavior 2. High strength level 3. Long term thermal and mechanical stability 4. Excellent fire, smoke, and low toxicity characteristics 5. Excellent electrical and thermal insulating capabilities 6. Excellent cost performance characteristics
These criteria provide an entry into many application areas which utilize phenolic resins along with the appropriate bonding function. In each application area the final product which combines phenolic resin with other components exhibits the necessary performance characteristics of the intended application. By considering the type ofbonding function (permanent, temporary, complementary, etc.) and the role of the phenolic resin in the commercial product, it allows one to examine critically the fundamental aspects that are responsible in the successful design and performance of the resulting product. It is possible that the bonding function(s) coupled to new phenolic resin mechanistic perceptions and new analytical techniques may stimulate or challenge the reader to develop improved products/processes.
The timing of the section related to standardization and certification is opportune. Currently standardization of phenolic based electrical Iaminates and molding compounds is encountering considerable change and is becoming even more international or global in nature. An extensive ISO and CEN system of test methods for phenolic resins now exists and of great importance for purposes of

Preface VII
ISO 9001 ff certification, European standardization and globalization of plastics production and application. It is discussed in detail.
The chemical industry and resin manufacturers remain vigilant in their endeavors to provide environmental and worker safety. Enhancement of worker safety and related environment is a continuing activity of both resin manufacturer and resin processor. Continued reduction of residual monomers to very low levels, accelerated changes of solvent based systems to aqueous types, environmentally friendly resins, melt processing... are evergreen activities ensuring collaborative efforts between resin manufacturer and resin processor. Recycling, renewable raw materials, and future development guidelines for phenolic resins are discussed.
With technical advice, brochures, photos and drawings, numerous experts and business associates in the USA and FRG have greatly aided us in expanding our level of knowledge. Corporate management of Bakelite AG, Iserlohn, and company employees in the development and application research, analytical and environmental technology departments as well as in the business areas of phenolic resins and molding compounds have joined in the development of this new reference work with many comments and suggestions. We would like to extend our warmest thanks to all of them.
August 1999 Arno Gardziella, Louis A. Pilato, Andre Knop
Table of Contents
Abbreviations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XXI
Conversion Factors . . . . . . . . . . . . . . . . . . . . . . . . . . XXV
PartA
Chapter 1
1.1 1.1.1 1.1.2 1.1.3 1.1.3.1 1.1.3.2 1.1.3.3 1.1.3.4 1.1.4 1.1.4.1 1.1.4.2 1.1.5 1.1.6 1.1.7 1.2 1.2.1 1.2.2 1.2.3 1.2.4 1.2.5 1.2.6
Chapter 2
2.1 2.2 2.2.1 2.2.1.1
Chemistry/Production . . . . . . . . . . . . . . . . . .
Raw Materials . . . . . . . . . . . . . . . . . . . . . . .
Phenols ......................... . Physical Properties of Phenol . . . . . . . . . . . . . Supply and Use of Phenol . . . . . . . . . . . . . . . Phenol Production Processes . . . . . . . . . . . . . Cumene Oxidation (Hock Process) ......... . Toluene Oxidation Process . . . . . . . . . . . . . . . Nitrous Oxide Oxidation of Benzene . . . . . . . . . Other Synthesis Processes . . . . . . . . . . . . . . . Alkylphenols . . . . . . . . . . . . . . . . . . . . . . . Methylphenols . . . . . . . . . . . . . . . . . . . . . . Higher Alkylphenols . . . . . . . . . . . . . . . . . . Phenols from Coal and Mineral Oil . . . . . . . . . . Resorcinol . . . . . . . . . . . . . . . . . . . . . . . . Bisphenol-A ...................... . Aldehydes ....................... . Formaldehyde . . . . . . . . . . . . . . . . . . . . . . Production and Economics of Formaldehyde Paraformaldehyde . . . . . . . . . . . . . . . . . . . . Trioxane and Cyclic Formals . . . . . . . . . . . . . . Hexamethylenetetramine . . . . . . . . . . . . . . . . Other Aldehydes . . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . .
Phenolic Resins: Chemistry, Reactions, Mechanism . . .
Introduction . . . . . . . . . . . . . . . . . . . . . . . Chemistry ....................... . Resoie ......................... . Methylol Phenol(s) .................. .
1
3
3 4 4 5 5 8 9 9 9
10 11 12 12 13 14 14 16 20 20 21 21 22
24
24 24 25 25
X Table of contents
2.2.1.2 2.2.2 2.2.2.1 2.2.2.2 2.2.2.2.1 2.2.2.2.2 2.2.2.2.3
2.3 2.3.1 2.3.1.1 2.3.1.2 2.3.1.3 2.3.2 2.3.2.1 2.3.3 2.3.3.1 2.3.3.2 2.3.4 2.3.4.1 2.3.5 2.4. 2.4.1 2.4.1.1 2.4.1.1.1 2.4.1.1.2 2.4.1.2 2.4.1.3 2.4.1.4 2.4.2 2.4.3 2.5
Chapter 3
3.1 3.2 3.3
Chapter4
4.1 4.2 4.2.1 4.2.1.1
Oligomerization . . . . . . . . . . . . . . . . . . .. . Novolak ........................ . Bisphenol F . . . . . . . . . . . . . . . . . . . . . . . Oligomerization .................... . Random ........................ . High Ortho ...................... . Modified Novolaks . . . . . . . . . . . . . . . . . . . Bismethylol Para Substituted Phenols 48 - Diethers 49 - Dialcohols 49 - Diolefins 50 - Enzymes 50
Reactions ........................ . Functional Group Appendage to Phenolics . . . . . . Epoxy ................. · · · · · · · · · · Allyl, Benzyl Group . . . . . . . . . . . . . . . . . . . Cyanate Ester . . . . . . . . . . . . . . . . . . . . . . Ring Formation with Phenolic . . . . . . . . . . . . . Benzoxazine . . . . . . . . . . . . . . . . . . . . . . . Alkylation . . . . . . . . . . . . . . . . . . . . . . . . Friedel-Crafts ..................... . Hydroxymethylation . . . . . . . . . . . . . . . . . . Miscellaneous . . . . . . . . . . . . . . . . . . . . . . Polyimide ....................... . Natural Products . . . . . . . . . . . . . . . . . . .. Mechanism ...................... . Cure .......................... . Resoie ......................... . Thermal/Viscoelastic Analyses . . . . . . . . . . . . . NMR Analyses . . . . . . . . . . . . . . . . . . . . . . Novolak ........................ . Non-Hexa Cure .................... . Level of Cure . . . . . . . . . . . . . . . . . . . . . . . Toughness/ Alloys/IPN . . . . . . . . . . . . . . . . . Hazardous Occurrences . . . . . . . . . . . . . . . . Summary/Trends . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . .
Production of Phenolic Resins . . . . . . . . . . . . . .
Production of Novolak . . . . . . . . . . . . . . . . . Production of Resole . . . . . . . . . . . . . . . . . . Continuous Process . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . .
Structure (Methods of Analysis) . . . . . . . . . . . . .
Introduction . . . . . . . . . . . . . . . . . . . . . . . Structural Characteristics . . . . . . . . . . . . . . . Hydrodynamic Volume Characterization . . . . . . . Chromatography . . . . . . . . . . . . . . . . . . . .
27 36 36 39 39 46 48
51 51 51 55 56 57 57 60 60 60 60 60 61 61 61 62 62 64 66 72 74 75 77 78 79
83
87 89 89 90
91
91 91 91 92
4.2.2 4.2.3 4.2.3.1 4.2.3.2 4.3 4.3.1 4.3.2 4.3.3 4.3.4 4.4 4.4.1 4.4.2 4.4.3 4.5 4.6 4.7
Part B
MALDI ......... . Compositional Structure Oligomer, Uncured Resin Cured Resin . . . . Solution Properties Novolaks ..... . Resoles ...... . Amine Catalyzed Resoles "All ortho" Novolaks Complexation . . . . . . ''All ortho" Novolaks Ethyl Acetate Appendage Trioxyethylene Ether Appendage Mechanical Properties Fire Properties . . Summary/Trends References . . . .
Applications of Phenolic Resins
Table of Contents XI
92 96 96 96 97 97 97 98
101 101 101 101 102 103 104 105 106
107
Chapter 5 Thermosets: Overview, Definitions, and Comparisons 109
References . . . . . . . . . . . . . . . . 120
Chapter 6 Economic Significance of Phenolic Resins,
6.1 6.1.1 6.1.1.1 6.1.1.2 6.1.1.3 6.1.1.4 6.1.1.4.1 6.1.1.4.2
6.1.1.4.3
6.1.1.5
Survey of Applications, and Six Bonding Functions 122
Permanent Bonding Wood Composites . . . . Introduction . . . . . . .
126 127 127
Wood Structure/Surface 128 Wood Sources . . . . . . 129 Wood Composite Materials 130 Wood Panel and Engineered Lumber Products 130 Adhesives . . . . . . . . . . . . . . . . . . . . 130 Phenolic Resins 131- Panels 131- Plywood 131 - Resins, Additives, and Formulations 133 - Production of Plywood 134- Co-Reaction of PF with UF 136 -Color Improvement 137- Griented Strand Board (OSB)/Waferboard 137- Core and Surface Resins 138 - Resin Distribution by Imaging 140- MDI 141 - Partideboard 141- Classification ofPB 141- Emission Studies 142- Medium Density Fiberboard (MDF) 142 - Hardboard 142 Engineered Lumber Products . . . . . . . . . . . . 143 Laminated Veneer Lumber (LVL) 143- Parallel Strand Lumber (Parallam) 143- Parallam® Features 145 New Process and Equipment Developments in Panel Manufacture . . . . . . . . . . . . . . . . . . 145
XII Table of Contents
6.1.1.5.1 6.1.1.5.2 6.1.1.5.3 6.1.1.5.4 6.1.1.6 6.1.1.6.1 6.1.1.6.2 6.1.1.6.3 6.1.1.7 6.1.1.8 6.1.1.8.1 6.1.1.8.2 6.1.1.8.3
6.1.1.9 6.1.2 6.1.2.1 6.1.2.1.1 6.1.2.1.2 6.1.2.1.3 6.1.2.1.4 6.1.2.2 6.1.2.2.1 6.1.2.2.2 6.1.2.2.3 6.1.2.2.4 6.1.2.2.5 6.1.2.2.6 6.1.2.2.7 6.1.2.2.8 6.1.2.2.9
Steam Injection Pressing (SIP) Wider Presses . . . . . . . . . Increased Length - OSB Flakes . . Uniform Mats Natural Resins . . . . . . . . . . . . . . . . . . . Introduction . . . . . . . . . . . . Lignin ........ . Tannin .............. . Non-Wood Materials . . Structural Wood Gluing Introduction . . . . . . . Resorcinol Adhesives . . NewAreas ....... . FRP Glulam Adhesive 151 - Coupling Agent 152 Summary/Future Directions . . . . . . . . . . . . . . lnsulation . . . . . . . . . . . . . . . . . . . . . . . . Inorganic Fibers . . . . . . . . . Introduction . . . . . . . . . . . . . . . . . . . . . . . Types of Inorganic Fibers . . . . . . Resins for Inorganic Fibers . . . . . . . . . . . . . . . Resin Formulation . . . . . . . . . . . . . Phenolic Foam . . . . . . . . . . . Introduction . . . . . . . . . . . . . . . . . . . . Resins ..... . Catalysts .......... . Blowing Agents Surfactants . . . . . . . . . . Wetting Agents Fillers ............... . Foam Stabilizers . . . . . . . . . . Foam Applications . . . . . . Thermal lnsulation 162- LowDensity Foam (<50 kg!m3) 162 - Corrosion 163- Closed Cell163- Medium to High Density Foam 163- Floral Foam 163- Orthopedic Foam 164 -Mine/Tunnel Foam 164- Hybrid Phenolic Foams 165 - Polyurethane 165 - Urea Formaldehyde 165 - Furfuryl Alcohol165
6.1.2.2.10 Foaming Equipment ............. . Batch 166- Continuous 166
6.1.2.2.11 Properties ofVarious Phenolic Foam Products 6.1.2.2.12 Foam Testing ............... .
Fire Conditions 166- Thermal Conductivity 168 6.1.2.2.13 Aerogels .................. . 6.1.2.2.14 Summary/Trends ................. . 6.1.2.3 Phenolic Resin-Bonded Textile Felts (DIN 61210) 6.1.2.3.1 Introduction (Textile Recycling, Raw Materials,
Applications) 6.1.2.3.2 Definitions . . . . . . . . . . . . . . . . . . . . .
145 146 146 146 146 146 147 148 149 149 149 150 151
152 153 153 153 154 156 157 158 158 159 160 160 161 162 162 162 162
165
166 166
168 169 170
170 170
Table of Contents XIII
6.1.2.3.3 Composition ofTextile Felts . . . . . . . . . . . . . . 171 6.1.2.3.4 Types of Resins for Textile Felts . . . . . . . . . . . . 172 6.1.2.3.5 Manufacturing Processes . . . . . . . . . . . . . . . . 176 6.1.2.3.6 Properties and Applications . . . . . . . . . . . . . . 179 6.1.2.3.7 Property and Quality Testing . . . . . . . . . . . . . . 180 6.1.2.3.8 Recycling . . . . . . . . . . . . . . . . . . . . . . . . . 184 6.1.3 Phenolic Molding Compounds . . . . . . . . . . . . . 187 6.1.3.1 Introduction: Economic Aspects . . . . . . . . . . . . 187 6.1.3.2 Composition ofPhenolic Molding Compounds
(Resins, Fillers, and Reinforcing Agents) . . . . . . . 188 6.1.3.3 Phenolic Molding Compound Standardization
(Current Status) . . . . . . . . . . . . . . . . . . . . . 194 6.1.3.4 Production of Molding Compounds . . . . . . . . . . 197 6.1.3.5 Processing of Molding Compounds . . . . . . . . . . 199 6.1.3.6 Test Methods (Application of ISO Standards) 203 6.1.3.6.1 Bulk Density (ISO 60) . . . . . . . . . . . . . . . . . . 205 6.1.3.6.2 Process Shrinkage (ISO 2577) . . . . . . . . . . . . . 205 6.1.3.6.3 Tensile Strength (ISO 527) . . . . . . . . . . . . . . . 205 6.1.3.6.4 Bending Strength (ISO 178) . . . . . . . . . . . . . . 205 6.1.3.6.5 Charpy Impact Resistance (ISO 179/leU)
and Charpy Notched Impact Strength (ISO 179/1eA) 206 6.1.3.6.6 Heat Distortion Temperature (ISO 75) . . . . . . . . 206 6.1.3.6.7 Maximum Application Temperature
(IEC 60216, Part 1) . . . . . . . . . . . . . . . . . . . 206 6.1.3.6.8 Flammability Test (UL 94) . . . . . . . . . . . . . . . 207 6.1.3.6.9 BH Incandescent Rod Flammability Method
(IEC 60707) ....................... 207 6.1.3.6.10 Water Absorption (ISO 62) ............... 207 6.1.3.6.11 Specific Surface Resistance (IEC 60093) . . . . . . . . 207 6.1.3.6.12 Specific Volume Resistance (IEC 60093) . . . . . . . 208 6.1.3.6.13 Dielectric Loss Factor and Dielectric Nurober
(IEC 60 250) . . . . . . . . . . . . . . . . . . . . . . . 208 6.1.3.6.14 Dielectric Strength (IEC 60243, Part 1) . . . . . . . . 208 6.1.3.6.15 Tracking Resistance (CTI and PTI Comparative
Tracking Index, IEC 60 112) . . . . . . . . . . . . . . 209 6.1.3.7 Flow Behavior of Phenolic Molding Compounds . . . 209 6.1.3.8 Application of Phenolic Molding Compounds . . . . 212 6.1.3.9 Standardized and Non-Standardized Molding
Compounds (as Examples for Applications) ..... 220 6.1.3.10 Properties ofPhenolic Molding Compounds
Compared to Those of Other Materials . . . . . . . . 224 6.1.3.11 Phenolic Novolaks and Epoxidized Phenolic Novolaks
for Production of Epoxy Molding Compounds . . . . 230 6.1.4 Impregnation of Paper and Fabric (Overview) . . . . 231 6.1.4.1 Molded Laminates (Introduction) ........... 232 6.1.4.2 Molded Laminates (Survey of Technologies
and Diversification) . : ................. · 234
XIV Table of Contents
6.1.4.3
6.1.4.4 6.1.4.5 6.1.4.6 6.1.4.7
6.1.4.8 6.1.4.9 6.1.5 6.1.5.1 6.1.5.2 6.1.5.3 6.1.5.4 6.1.5.5 6.1.5.6 6.1.5.6.1
6.1.5.6.2 6.1.5.6.3 6.1.5.6.4 6.1.5.6.5 6.1.5.6.6 6.1.5.7 6.1.6 6.1.6.1
6.1.6.2 6.1.6.3
6.1.6.4 6.2 6.2.1 6.2.1.1 6.2.1.2 6.2.1.3 6.2.1.3.1
6.2.1.3.2 6.2.1.4 6.2.1.5 6.2.1.6
6.2.1.6.1 6.2.1.6.2 6.2.1.6.3
Economic Considerations and Background (Electrical Laminatesand Printed Circuit Boards) 237 Standardization of Molded Laminates 244 Raw Materials and Impregnation . . . . 248 Fabric Laminates . . . . . . . . . . . . . 250 Applications of Paper- and Fabric-Based Laminates . . . . . . . . . . . . . . . . . 251 Iudustrial Filter Inserts . . . . . . . . . . 251 Miscellaneous Impregnation Applications 254 High Performance and Advanced Composites 259 Introduction . . . . . . . . . 259 Composite Market Segments . 260 Fiber Reinforced Plastics . . . 263 Phenolic Resin Developments 263 Fiber Developments . . . . . . 264 Composite Fahrkation Processes 264 Impregnation . . . . . . . . . . . 265 Prepreg 265- Cargo Liner 266- Ballistics 266- Carbon-Carbon Composites 267 - Honeycomb Core Sandwich Construction 268
Filament Winding . . . . . 272 Pultrusion . . . . . . . . . 275 Sheet Molding Compound 279 Resin Transfer Molding 280 Hand Lay Up . . . 281 Summary/Trends . . . 281 Miscellaneous . . . . . 282 Chemically Resistant Putti es and Chemical Equipment Construction . . . . . . . . . . 282 Lampbase Cements ("Socket Putties") 285 Various Applications (Brush Cements, Casting Resins, and Concrete Flow Promoters) 287 Phenolic Resin Fibers 288 Temporary Bonding . . . . . . . 291 Foundry . . . . . . . . . . . . . 292 Introduction (Economic and Technical Survey) 292 Hot Curing Processes . . . 300 The Shell Molding Process . . . . 300 Sand Conditioning . . . . . . . 301 Hot Coating 301- Warm Coating 301
Fahrkation of Cores and Shells 301 The Hot Box Process . . . . . . 302 The Warm Box Process . . . . . 304 Cold Curing with Direct Addition of a Curing Agent (No Bake Process) . . . . . . . . . . 305 Acid Curing . . . . . . . . . . . . . . . . 305 No Bake Curing with Added Esters . . . 307 No Bake Process with Isocyanate Curing 307

6.2.1.7 6.2.1.7.1 6.2.1.7.2 6.2.1.7.3 6.2.1.7.4 6.2.1.7.5 6.2.1.8
6.2.2 6.2.2.1 6.2.2.2 6.2.2.3 6.2.2.4
6.2.2.5 6.2.2.6 6.2.2.7 6.2.2.8
6.2.2.9
6.2.2.10 6.2.2.11 6.2.3 6.2.3.1 6.2.3.2 6.2.3.3 6.2.3.4 6.2.3.5 6.2.3.5.1
6.2.3.5.2
6.2.3.5.3
6.2.4
6.3 6.3.1
6.3.1.1 6.3.1.2
6.3.1.3 6.3.1.4 6.3.1.5 6.3.1.6
Table of Contents XV
Gas Curing Processes Using Phenolic Resin Binders 308 The Polyurethane Cold Box Process 309 The Methyl Formate Process . . . 311 The COrResole Process 312 The Acetal Process . . . . . . . . 312 Other Gassing Processes . . . . . 313 General Remarks on Core/Mold Fahrkation Processes Using Phenolic Resins . . . 313 Abrasives . . . . . . . . . . . . . . . 314 Introduction ( Grinding, Abrasives) 314 Economical Significance . . . . . . . 315 Grinding Wheels ( Classification, Definitions) 317 Grinding Wheel Design, Bonded Abrasives (Composition and Stresses) . . . . . . . . . . 319 Liquid and Powdered Binders (Phenolic Resins) 323 Cold Pressed Cutting and Roughing Wheels . . 328 Production and Use of Glass Fabric Inserts . . . 333 Binders for High Wet Strength Grinding Wheels and Segments . . . . . . . . . . . . . . . . . . . 336 Hot Pressed, Highly Compacted Grinding Wheels (HP Wheels) . . . . . . . . . . . . . . . . . . . . 337 Diamond Wheels . . . . . . . . . . . . . . . . . 339 Phenolic Resins as Binders for Coated Abrasives 340 Friction Linings . . . . . . . . . . . 353 Introduction (General Information) 353 Demands on Friction Linings . . . 355 Composition of Friction Linings . . 358 Phenolic Resins and Properties of Friction Linings 361 Manufacture of Friction Linings . . . . . . . . . . . 365 Process 1 (Dry Mixes for Hot Pressing or Warm Shaping with Subsequent Oven Curing) 365 Process 2 (Wet Mixes for the Calender and Extrusion Processes) . . . . . . . . . . . . . . . . . 366 Process 3 (Impregnation of Fiber Textiles and Yarns) . . . . . . . . . . . . . . . . . 367 Auxiliaries for Petroleum and Natural Gas Production (Proppant Sandsand Tensides) . . . . . 370 Complementary Bonding . . . . . . . . . 373 Phenolic Resins for Coatings and Surface Protection . . . . . . . . . . . . . . . . . 3 7 4 Introduction: History and Possible Applications 374 Phenolic Resins as Binders in Coatings (Types of Resins and Modifications) . . . . . . 3 7 5 Phenolic Resin Coatings Composition . . . . . 377 Packaging Coatings (Protective Interior Coatings) 377 Anticorrosion Primers . . . . . 380 Electrically lnsulating Coatings . . . . . . . . . . 383
XVI Table of Contents
6.3.1.7
6.3.1.8 6.3.1.8.1 6.3.1.8.2
6.3.1.8.3 6.3.2
6.3.2.1 6.3.2.2
6.3.2.3
6.3.3 6.3.3.1 6.3.3.2 6.3.3.3 6.3.3.4 6.3.3.5 6.3.3.6
6.3.3.6.1 6.3.3.6.2 6.3.3.6.3 6.3.3.6.4 6.3.3.6.5 6.3.3.6.6 6.4 6.4.1 6.4.2 6.4.2.1 6.4.2.2 6.4.2.3 6.4.2.4 6.4.2.5 6.4.2.6
6.4.2.7 6.4.2.8 6.4.2.9 6.4.3 6.4.3.1
Miscellaneous Coatings Applications (Printing Inks, Alkyd Coatings, Photosensitive Coatings, Powder Coatings) Photoresist/Imaging Introduction . . . . . . . . . Photoresist . . . . . . . . . . Positive Resists 388- Negative Resists 388- Cresol Novolak Microstructure 389 - Molecular Weight and Molecular Weight Distribution 390- Cresol Novolak Preparation 391 - Chemically Amplified Resists (CAR) 395 Summary/Trends . . . . . . . . . . . . . . Phenolic Resins as Additives in the Rubber Industry .................. . Vulcanization Resins . . . . . . . . . . . . Tackifying Resins: Resins Used to Increase the Tack of Rubber Mixes . . . . . . . . . . . . . . . Reinforcing Resins: Phenolic Resins Used for Reinforeerneut of Rubber Mixes Binders for the Adhesives Industry Polychloroprene-Based Adhesives Nitrile Rubber Adhesives . . . . . . Polyurethane-Based Contact Adhesives Rubber/Metal Bonding . . . . . . . . . Friction Lining Adhesives . . . . . . . Other Applications of Phenolic Resins in Adhesives Formulations and Sealants . . . . . . . . . . . . . . Metal Bonding . . . . . . . . . . . . . . . . . . . . . Cladding Adhesives . . . . . . . . . . . . . Natural Rubber-Based Bonding Adhesives Hot Melts . Gaskets ................... . Sealants .................. . Intermediate and Carbon-Forming Bonding Pyrolysis of Phenolics . . . . . . . . . . . . Phenolic Resins as Binders for Refractories . Definitions . . . . . . . . . . . . . . . . . . . Economic Importance and Applications Environmental Impact in Use of Phenolic Resins Shaped Products . . . . . . . . . . . . . . . . Mannfacture of Bricks . . . . . . . . . . . . . Isostatically Pressed Products for Continuous Casting ..................... . Slide Gates, Graphite Crucibles, Insulating Plates Unshaped Refractory Mixes . . . Impregnation of Refractories Carbon and Graphite Materials . . Introduction (General Information)
384 385 385 386
397
398 399
401
403 405 406 408 409 410 412
414 414 414 414 415 415 415 416 417 425 425 427 430 432 434
438 441 442 442 444 444
6.4.3.2
6.4.3.3
6.4.3.4 6.4.4 6.5 6.5.1 6.5.2
6.5.2.1 6.5.3 6.5.3.1 6.5.3.2 6.5.3.2.1 6.5.3.2.2 6.5.3.3 6.5.3.3.1 6.5.3.3.2 6.5.3.4 6.5.3.5 6.5.3.5.1
6.5.3.5.2 6.5.3.5.3 6.5.3.6 6.5.3.6.1 6.5.3.6.2
6.5.3.6.3 6.5.3.6.4 6.5.3.7 6.5.3.7.1 6.5.3.7.2 6.5.3.7.3 6.5.3.7.4 6.5.3.8
Table of Contents XVII
Phenolic Resins as Binders for Carbon and Graphite Engineering Materials (Including CFC) . . . . . . . . 446 Phenolic Resins as Impregnating Agents for Porous Carbon or Graphite Articles . . . . . . . . 450 Electrode Production . . . . . . . . . . . . . . . . . . 450 Glassy Carbon (Polymerie Carbon) . . . . . . . . . . 452 The Chemically Reactive Bonding Function . . . . . 455 Summary: Epoxidation, Alkoxylation, Polyurethane 455 Alkylphenolic Resins as Dye Developers for Carbonless Copy Paper . . . . . . . . . . . . . . . . . 456 Thermography . . . . . . . . . . . . . . . . . . . . . 459 Antioxidants/Stabilizers . . . . . . . . . . . . . . . . 460 Introduction . . . . . . . . . . . . . . . . . . . . . . . 460 Types of Antioxidants/Stabilizers . . . . . . . . . . . 460 Natural Antioxidants . . . . . . . . . . . . . . . . . . 460 Synthetic Antioxidants . . . . . . . . . . . . . . . . . 460 Classification of Antioxidants/Stabilizers . . . . . . . 461 Primary Antioxidants .................. 461 Secondary Antioxidants ................ 461 Mechanism of Oxidation . . . . . . . . . . . . . . . . 461 Effect of Antioxidants/Stabilizers . . . . . . . . . . . 462 Rindered Phenols and Secondary Aromatic Amines ......................... 462 Trivalent Phosphorus Compounds . . . . . . . . 462 RinderedAmines (HALS) ............... 462 Market Areas . . . . . . . . . . . . . . . . . . . . . . 463 Food/Beverages . . . . . . . . . . . . . . . . . . . . . 463 Petroleum Products . . . . . . . . . . . . . . . . . . . 464 Fuels 464 - Lubricating Oils 464
Rubber Compounds . . . . . . . . . . . . . . . . . . . 464 Polymerie Materials . . . . . . . . . . . . . . . . . . . 464 New Developments . . . . . . . . . . . . . . . . . . . 466 Polymer Bound . . . . . . . . . . . . . . . . . . . . . 466 Benzotriazole Types . . . . . . . . . . . . . . . . . . . 466 Triazine . . . . . . . . . . . . . . . . . . . . . . . . . 467 Lactone/Hydroxylamine . . . . . . . . . . . . . . . . 467 Summary/Trends . . . . . . . . . . . . . . . . . . . . 467 References . . . . . . . . . . . . . . . . . . . . . . . . 468
Chapter 7 Chemical, Physical and Application Technology Parameters of Phenolic Resins . . . . . . . . . . . . . . 488
7.1 Introduction (Purpose and Objective) . . . . . . . . 488 7.2 Standard Chemical and Physical Tests ........ 490 7.3 Description of Physical and Chemical Test Methods
(ISO 10082) and Their Significance [1, 2] . . . . . . . 491 7.3.1 ISO 3146, Melting Range, Melting Behavior . . . . . . 492
XVIII Table of Contents
7.3.2
7.3.3 7.3.4 7.3.5
7.3.6 7.3.7 7.3.8 7.3.9 7.3.10
7.3.11 7.3.12
7.3.13
7.3.13.1
7.3.14
7.3.15
7.4
7.4.1
7.4.2
7.5 7.5.1 7.5.2 7.5.3
7.5.4 7.5.5
7.5.6 7.5.7 7.5.8 7.5.9
7.5.10 7.5.11
ISO 8620, Screen Analysis with the Air Jet Screen and Partide Size Analysis as Specified by ISO 13 320 (Laser Method) . . . . . . . . . . . . . . . . . . . ISO 60, Bulk Density . . . . . . . . . . . . . . . . . ISO 2811 and ISO 3675, Determination of Density . ISO 2555, ISO 3219, and ISO 12058, Determination ofViscosity ..................... . ISO 8975, Determination of pH . . . . . . . . . . . ISO 9944, Determination of Electrical Conductivity ISO 8989, Water Miscibility . . . . . . . . . . . . . ISO 8819, Determination of the Flow Distance .. ISO 8987, ISO 9396, and ISO 11409, Measurement of the Curing Characteristics . . . . . . . . . . . . ISO 9771, Acid Reactivity of Liquid Phenolic Resins ISO 8618, Determination of Nonvolatile Components . . . . . . . . . . . . . . . . . . . . . . ISO 897 4, Residual Phenol, Gas Chromatographie Determination . . . . . . . . . . . . . . . . . . . . . DIN 16916-02-L 1 and DIN 38409-16, Conventional Methods for Determination of Residual Phenol . . . . . . . . . . . . . ISO 11402, Determination of Free Formaldehyde in Phenolic Resins and Co-Condensates ISO 8988, Hexamethylene Tetramine (HMTA) Content .................... . Miscellaneous Chemical Test Methods Used for Analysis of Phenolic Resins . . . . . . . ISO 11401, Liquid Chromatography for Separation of Phenolic Resins . . . . . . . Thin-Layer Chromatography (Company-Specific Method) Application Technology Testing Refractories . . . . . . . . . . . . Foundry Binders . . . . . . . . . Abrasives ( Grinding Wheels, Abrasive Shapes, and Coated Abrasives) . . . . . . . . . . . . . Friction Linings . . . . . . . . . . . . . . . . . Impregnating Resins for Iudustrial and Paper Base Electrical Laminates . . . . . . . Resins for the Coatings Industry . Resins for the Adhesives Area . . Resins for the Rubber Industry Resins for Textile Felt Production and Related Applications . . . . . . . . . . . . . . . . Plywood and Resorcinol Resin Adhesives Resins for Floral Foam References . . . . . . . . . . . . . . . . .
492 494 495
495 496 497 497 497
498 500
500
501
501
502
503
504
504
505 507 509 509
510 510
510 511 512 512
512 512 512 513
Table of Contents XIX
Chapter 8 lndustrial Safety and Ecological Questions (Raw Materials, Recycling, Environment) 514
8.1 Toxicological Properties, Hazards Labeling [2-5] 515 8.2 Workplace, Exhaust Air, Low-Monomer Resins . 516 8.3 Flue Gas Treatment . . . . . . . . . . . . . . . . . . . 520 8.4 Analytical Determinations at the Workplace
and in Flue Gas . . . . . . . . . . . . . . 522 8.4.1 Example of a Measurement Procedure 523 8.5 Waste, Recycling . . . . . . . . . . . . . . . . . 524 8.6 Renewable Raw Materials (Furfuryl Alcohol, Lignin,
Tannin) . . . . . . . . . . 527 References . . . . . . . . . . . . . . . . . . . . 529
Chapter 9 Conclusion: Guidelines for Future Developments of Phenolic Resins and Related Technologies . . 532
Subject Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 535
Abbreviations
ABS ABS ACGIH
AHMT AK AMS ASTM
ATBN ATP BHA BHT BMC BMI BPA BR BS BT C-C CAR CB CBN CCA CCFC CFB CEN
CF CFC CHP CNSL CP/MAS CP CR CTBN
autornative braking system acrylonitrile butadiene styrene American Conference of Governmental Industrial Hygienists 4-amino-3-hydrazino-5-mercapto-1 ,2,4-triazole acrylate resin alpha-methylstyrene American Society for Testing and Materials-West Conshohocken, PA amine terminated butadiene nitrile ruhher a-tocopherol butylated hydroxy anisole butylated hydroxy toluene bulk molding compounds bismaleimide bisphenolA butadiene ruhher British Standard Institute, London, UK bismaleimide triazine carbon-carbon composites chemically amplified resists coated back corundum boron nitride chromated copper arsenate chlorinated fluorocarbon coated front and back European Committee for Standardization, Brussels, Belgium coated front carbon fiber composite; also chlorofluorocarbons cumene hydropermöde cashew nutshell oil cross polarization magie-angle spinning cold punching polychloroprene carboxyl terminated butadiene nitrile ruhher
XXII Abbreviations
CVD CVI DDT DEA DFG
DIN
DIP AC DMA (DMTA) DMBA DMSO DNQ DRAM DSC DUV ECN EDC EEP EP EPA EPDM FF FRP FST FTIR FW GPC HALS HCFC HMR HMTA HPLC HRP IC IEC
IFWI ILS IMO IPN ISO
LEL LIFT LOI LPA
chemical vapor deposition chemical vapor infiltration p,p' -dichloro diphenyl [trichloromethyl] methane dielectric analysis Deutsche Forschungsgemeinschaft/ German Research Society Deutsche Institut für Normung (Berlin, Germany) Institute for Standardization distributed parameter continuum dynamic mechanical (thermal) analysis dimethyl benzyl alcohol dimethyl sulfoxide diazonaphthoquinone dynamic random access memory differential scanning calorimetry deep ultra violet cresol novolak electrophoretic dip coat ethoxy ethyl propionate epoxy resins Environmental Protection Agency, USA ethylene propylene diene terpolymers furan resin fiber reinforced polymers (plastics) fire-smoke-toxicity Fourier transform infrared spectroscopy filament winding gel permeation chromatography hindered amine light stabilizers hydrochlorofluorocarbon hydroxy methylated resorcinol hexamethylene tetramine high performance liquid chromatography horse radish peroxidase integrated circuits International Electrotechnical Commission (Geneve, Switzerland) instrumental falling weight impact interlaminar shear strength International Maritime Organization (UK) interpenetrating network International Organization for Standardization (Genf, Switzerland) lower explosive limit lateral ignition and flame spread test limiting oxygen index low profile additive
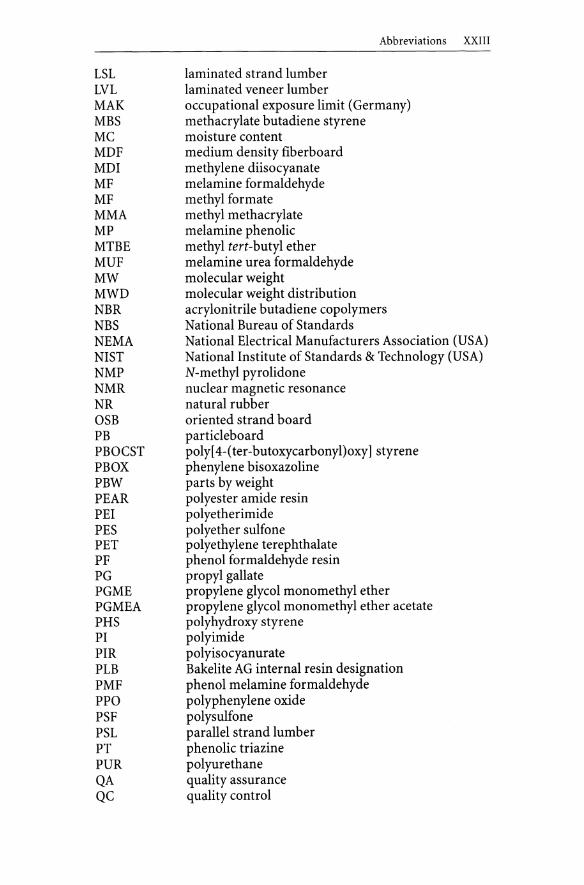
LSL LVL MAK MBS MC MDF MDI MF MF MMA MP MTBE MUF MW MWD NBR NBS NEMA NIST NMP NMR NR OSB PB PBOCST PBOX PBW PEAR PEI PES PET PF PG PGME PGMEA PHS PI PIR PLB PMF PPO PSF PSL PT PUR QA QC
laminated strand lumher laminated veneer lumher
Abbreviations XXIII
occupational exposure limit (Germany) methacrylate hutadiene styrene moisture content medium density fiherhoard methylene diisocyanate melamine formaldehyde methyl formate methyl methacrylate melamine phenolic methyl tert-hutyl ether melamine urea formaldehyde molecular weight molecular weight distrihution acrylonitrile hutadiene copolymers National Bureau of Standards National Electrical Manufacturers Association (USA) National Institute of Standards & Technology (USA) N-methyl pyrolidone nuclear magnetic resonance natural ruhher oriented strand hoard particlehoard poly[ 4-( ter-hutoxycarhonyl)oxy] styrene phenylene hisoxazoline parts hy weight polyester amide resin polyetherimide polyether sulfone polyethylene terephthalate phenol formaldehyde resin propyl gallate propylene glycol monomethyl ether propylene glycol monomethyl ether acetate polyhydroxy styrene polyimide polyisocyanurate Bakelite AG internal resin designation phenol melamine formaldehyde polyphenylene oxide polysulfone parallel strand lumher phenolic triazine polyurethane quality assurance quality control
XXIV Abbreviations
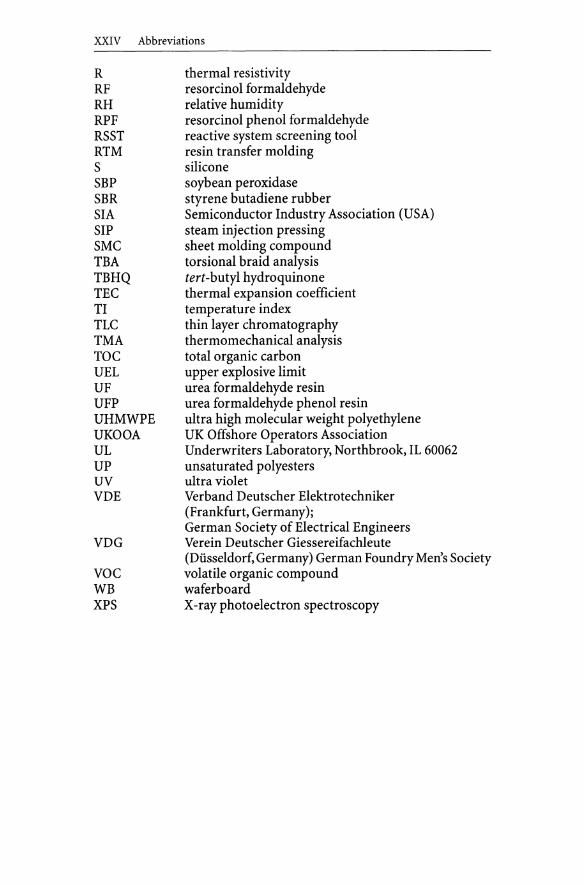
R RF RH RPF RSST RTM s SBP SBR SIA SIP SMC TBA TBHQ TEC TI TLC TMA TOC UEL UF UFP UHMWPE UKOOA UL UP uv VDE
VDG
voc WB XPS
thermal resistivity resorcinol formaldehyde relative humidity resorcinol phenol formaldehyde reactive system screening tool resin transfer molding silicone soybean peroxidase styrene butadiene ruhher Semiconductor Industry Association (USA) steam injection pressing sheet molding compound torsional braid analysis tert-butyl hydroquinone thermal expansion coefficient temperature index thin layer chromatography thermomechanical analysis total organic carbon upper explosive Iimit urea formaldehyde resin urea formaldehyde phenol resin ultra high molecular weight polyethylene UK Offshore Operators Association Underwriters Laboratory, Northbrook, IL 60062 unsaturated polyesters ultra violet Verband Deutscher Elektrotechniker (Frankfurt, Germany); German Society of Electrical Engineers Verein Deutscher Giessereifachleute (Düsseldorf, Germany) German Foundry Men's Society volatile organic compound waferboard X-ray photoelectron spectroscopy
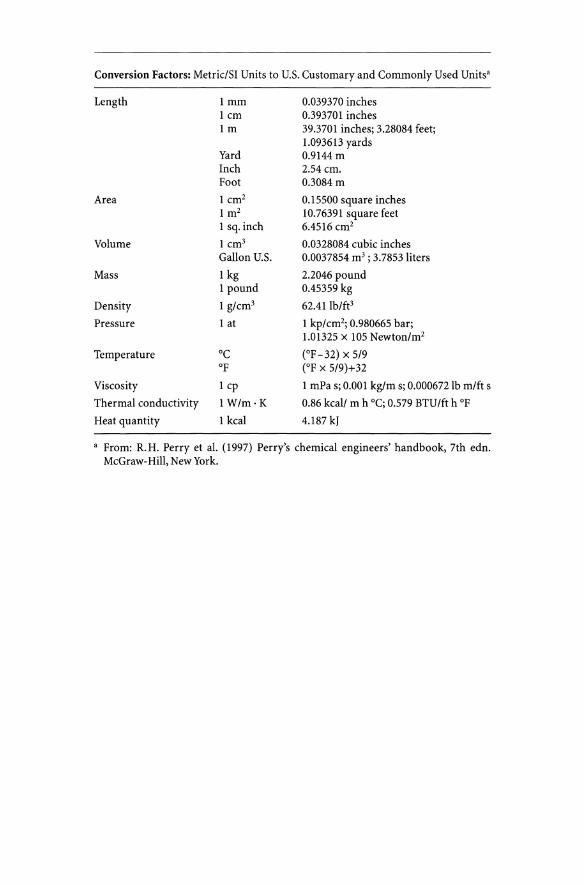
Conversion Factors: Metric/SI Units to U.S. Customary and Commonly Used Units•
Length lmm 0.039370 inches lern 0.393701 inches lm 39.3701 inches; 3.28084 feet;
1.093613 yards Yard 0.9144m Inch 2.54 cm. Foot 0.3084m
Area 1 cm2 0.15500 square inches 1m2 10.76391 square feet 1 sq. inch 6.4516 cm2
Volume 1 cm3 0.0328084 cubic inches Gallon U.S. 0.0037854 m3 ; 3.7853liters
Mass 1 kg 2.2046 pound 1 pound 0.45359 kg
Density 1 g/cm3 62.41 lb/ft3
Pressure 1 at 1 kp/cm2; 0.980665 bar; 1.01325 x 105 Newton1m2
Temperature oc (°F-32) X 5/9 op (°F X 5/9)+32
Viscosity 1 cp 1 mPa s; 0.001 kg!m s; 0.000672lb m/ft s
Thermal conductivity 1 W/m·K 0.86 kcal/ m h °C; 0.579 BTU/ft h °F
Heat quantity 1 kcal 4.187 kJ
• From: R. H. Perry et al. ( 1997) Perry's chemical engineers' handbook, 7th edn. McGraw-Hili, New York.
![Flexural properties of sawdust reinforced phenolic …...application of phenolic resins is for inner lining of multilayered composite in fire critical applications [4, 5]. By varying](https://img.pdfslide.net/doc/110x75/610c975d1be80b0eef4ccd84/flexural-properties-of-sawdust-reinforced-phenolic-application-of-phenolic-resins.jpg)
![PHENOLIC RESINS AND COMPOSITES PHENOLIC COMPOSITES ...€¦ · pure fuel and as a gasoline enhancer [16,17]. The process in general consists of the hydrolysis of a lignocellulosic](https://img.pdfslide.net/doc/110x75/5e96a162a7c90434d23347e6/phenolic-resins-and-composites-phenolic-composites-pure-fuel-and-as-a-gasoline.jpg)



























