Embed Size (px)
Citation preview
1
Plastics Closure Innovations April 2013
Steve Thomson
Case Studies on the benefits of 1 piece barrier
closures using IRIS co-injection Technology

2
Introduction – Steve Thomson
• Age 37
• Strategic Account Manager
• 8.5 Years Service with Mold-Masters
• BSc Polymer Science & Technology
• Coventry University
• 21 years experience in Plastics Industry
• Domestic Appliances
• Automotive
• Plastics Machinery & Equipment Sales
3
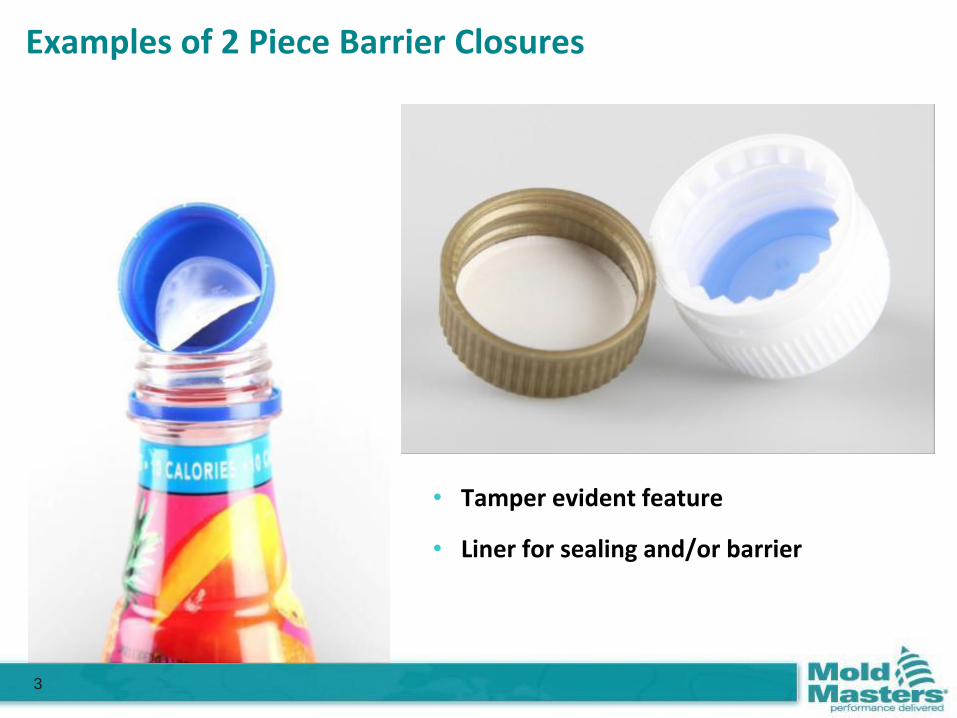
Examples of 2 Piece Barrier Closures
• Tamper evident feature
• Liner for sealing and/or barrier
4
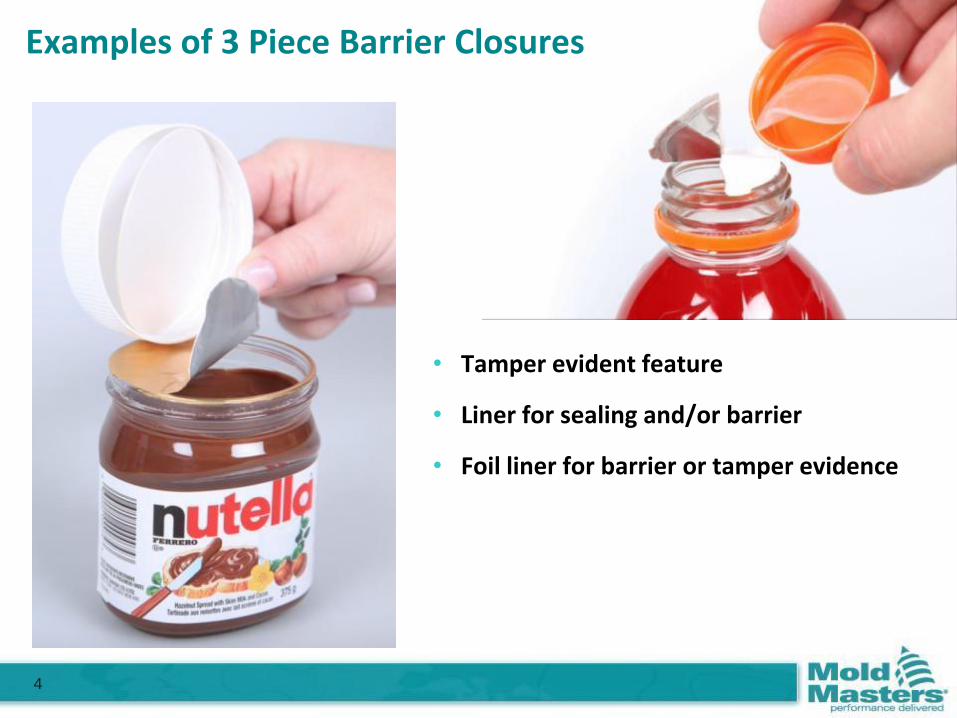
Examples of 3 Piece Barrier Closures
• Tamper evident feature
• Liner for sealing and/or barrier
• Foil liner for barrier or tamper evidence
5
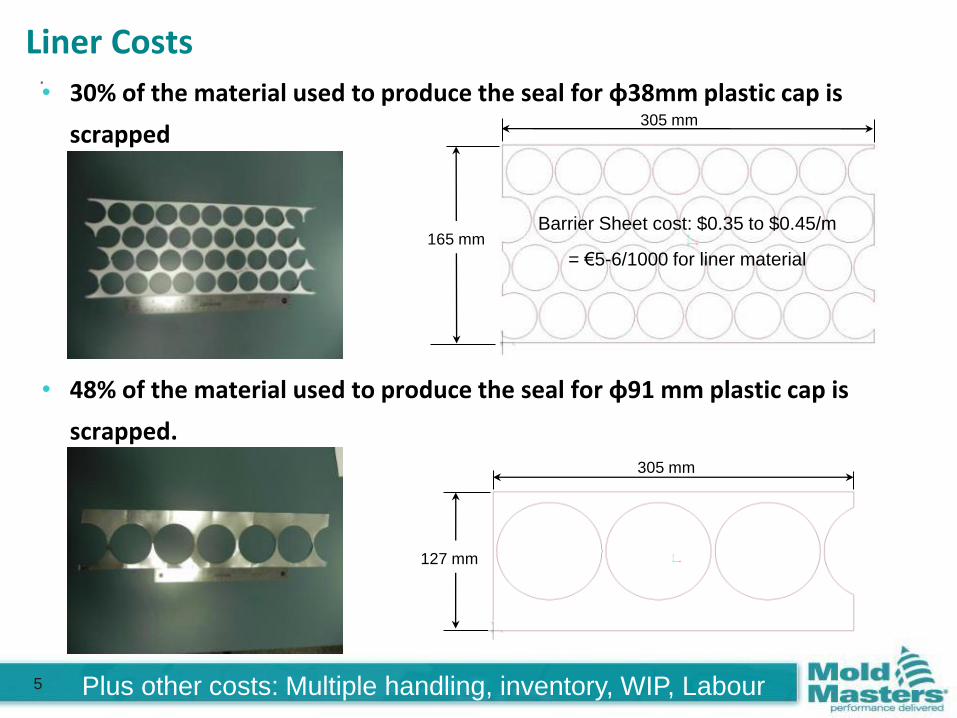
Liner Costs
• 30% of the material used to produce the seal for φ38mm plastic cap is
scrapped
• 48% of the material used to produce the seal for φ91 mm plastic cap is
scrapped.
.
305 mm
165 mm
305 mm
127 mm
Plus other costs: Multiple handling, inventory, WIP, Labour
Barrier Sheet cost: $0.35 to $0.45/m
= €5-6/1000 for liner material
6
• Cost reduction
• Part consolidation, elimination of assembly,
elimination of scrap and improved yield
• Cost Comparison between IRIS and 2/3 Piece
Closure (48 Cavity)
• 2/3 Pc Closure $16.49
• IRIS $9.73 -69%
• Consumer Simplification
• Foil Seal Removal
Market Drivers for One Piece Barrier Closure
Design compliments of F&S Tool
7
• Sustainability
• Reduced weight packaging via part
consolidation
• Elimination of liner scrap
• Use of PCR as filler into new parts
• Brand or Packaging differentiation
• Unique features or appearance, less form
factor constraints
Market Drivers for One Piece Barrier Closure
Design compliments of UCL closures
Design compliments of F&S Tool

8
Selected Market Opportunities for Co-injected Closures
Sport Drinks
Condiments
Chemicals
Medical
Fruits / Puddings
Spreads
Tea
Beer / Wine
Dairy
Soups
Baby Food
Pet Food
9
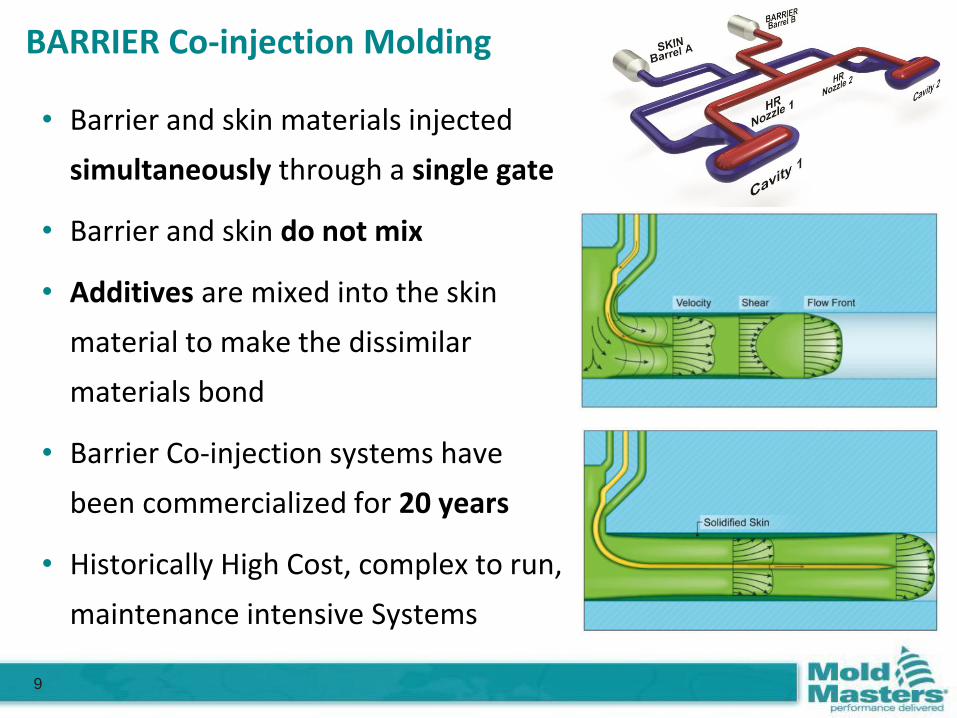
BARRIER Co-injection Molding
• Barrier and skin materials injected
simultaneously through a single gate
• Barrier and skin do not mix
• Additives are mixed into the skin
material to make the dissimilar
materials bond
• Barrier Co-injection systems have
been commercialized for 20 years
• Historically High Cost, complex to run,
maintenance intensive Systems
10
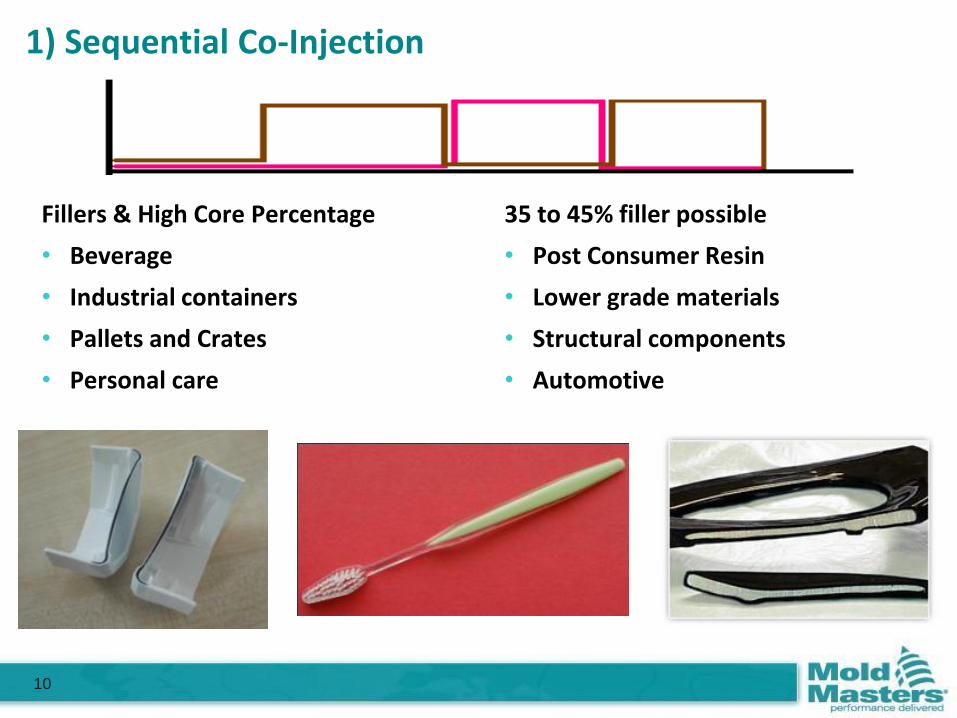
1) Sequential Co-Injection
Fillers & High Core Percentage
• Beverage
• Industrial containers
• Pallets and Crates
• Personal care
35 to 45% filler possible
• Post Consumer Resin
• Lower grade materials
• Structural components
• Automotive
11
2) Simultaneous Co-Injection
Barriers & Thin Core Layers
• Beverage containers and lids
• Beer, juice, carbonation, teas, milk, coffee
• Closures – single piece
• Food containers and lids
• Tomato based, diced fruit, puddings
• Wet pet food
• Medical
• Chemical
• (For Barrier & Thinner Core Layers)
12
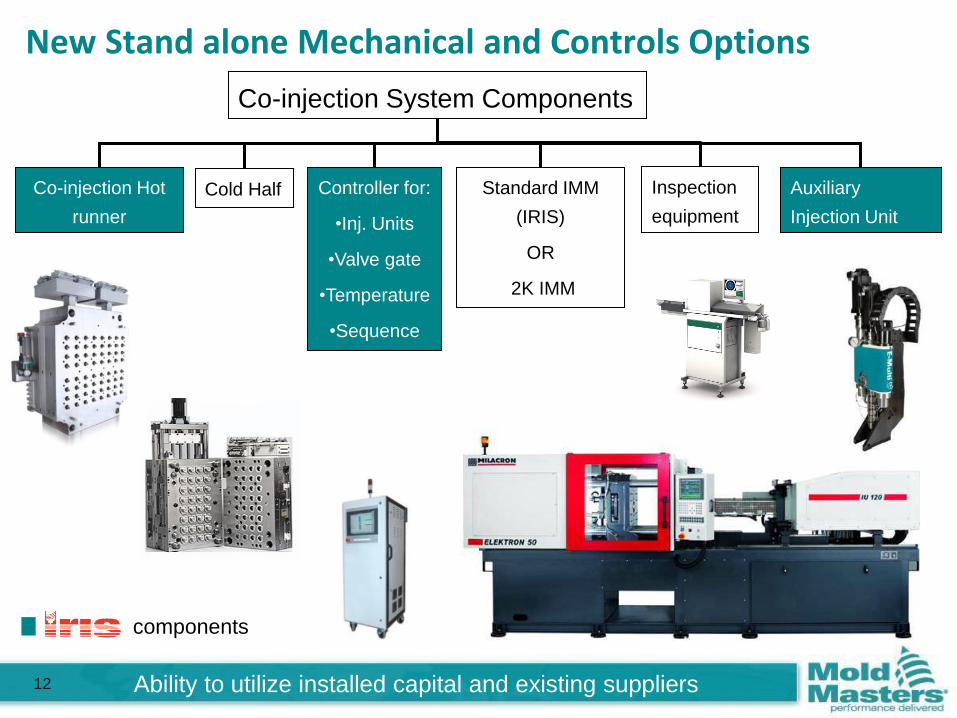
New Stand alone Mechanical and Controls Options
Co-injection System Components
Co-injection Hot
runner
Controller for:
•Inj. Units
•Valve gate
•Temperature
•Sequence
Auxiliary
Injection Unit
Ability to utilize installed capital and existing suppliers
Cold Half Standard IMM
(IRIS)
OR
2K IMM
Inspection
equipment
components
13
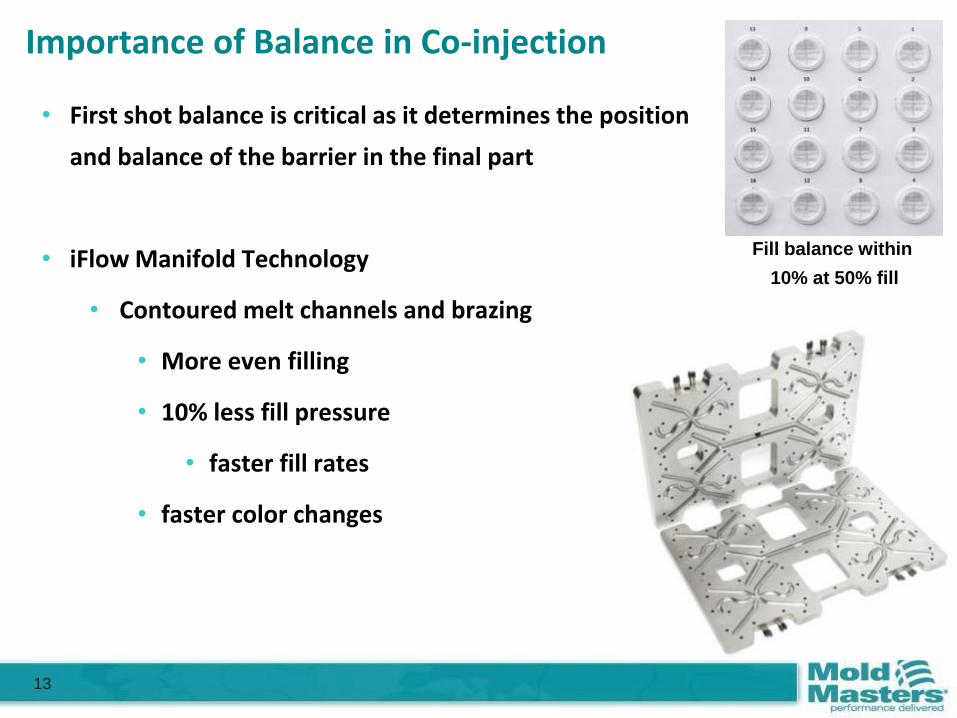
Importance of Balance in Co-injection
• First shot balance is critical as it determines the position
and balance of the barrier in the final part
• iFlow Manifold Technology
• Contoured melt channels and brazing
• More even filling
• 10% less fill pressure
• faster fill rates
• faster color changes
Fill balance within
10% at 50% fill
14
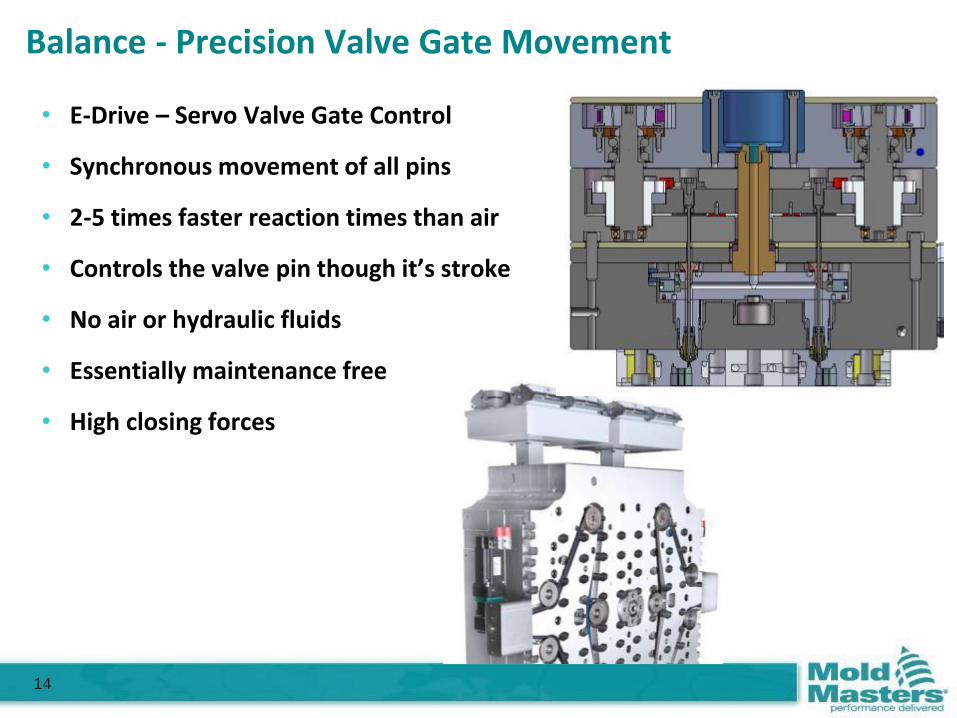
Balance - Precision Valve Gate Movement
• E-Drive – Servo Valve Gate Control
• Synchronous movement of all pins
• 2-5 times faster reaction times than air
• Controls the valve pin though it’s stroke
• No air or hydraulic fluids
• Essentially maintenance free
• High closing forces
15
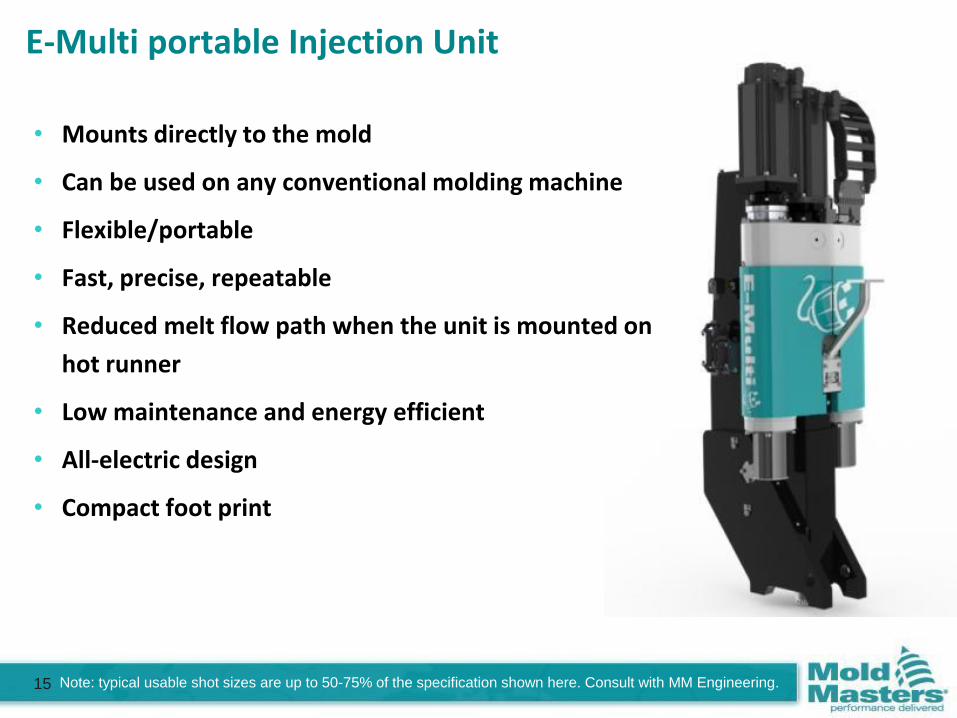
E-Multi portable Injection Unit
Note: typical usable shot sizes are up to 50-75% of the specification shown here. Consult with MM Engineering.
• Mounts directly to the mold
• Can be used on any conventional molding machine
• Flexible/portable
• Fast, precise, repeatable
• Reduced melt flow path when the unit is mounted on
hot runner
• Low maintenance and energy efficient
• All-electric design
• Compact foot print
16
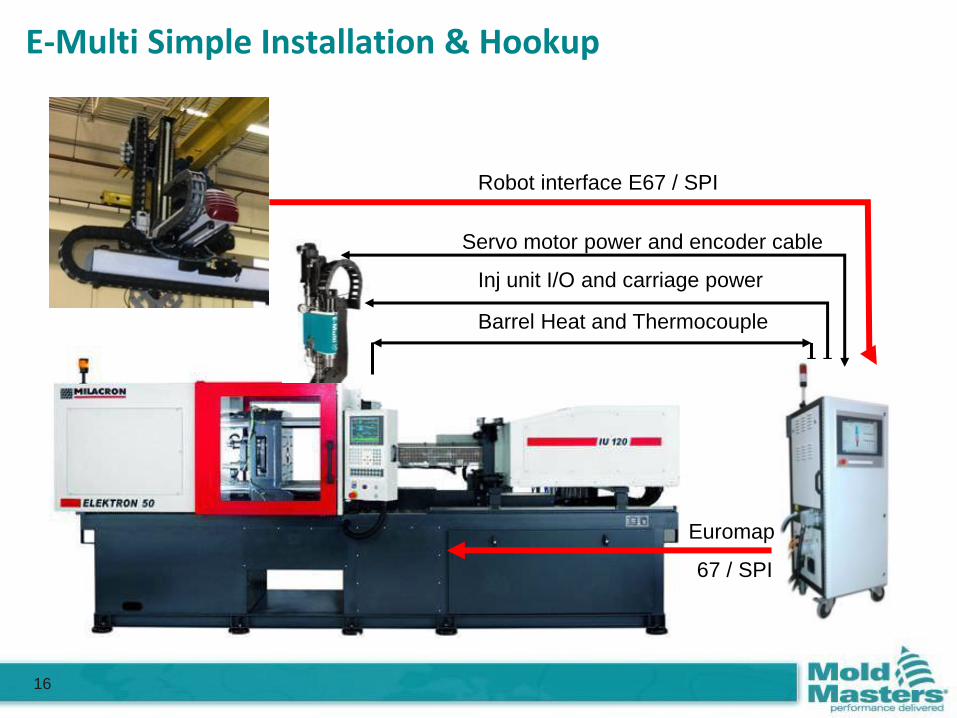
E-Multi Simple Installation & Hookup
Euromap
67 / SPI
Inj unit I/O and carriage power
Barrel Heat and Thermocouple
Robot interface E67 / SPI
Servo motor power and encoder cable
17
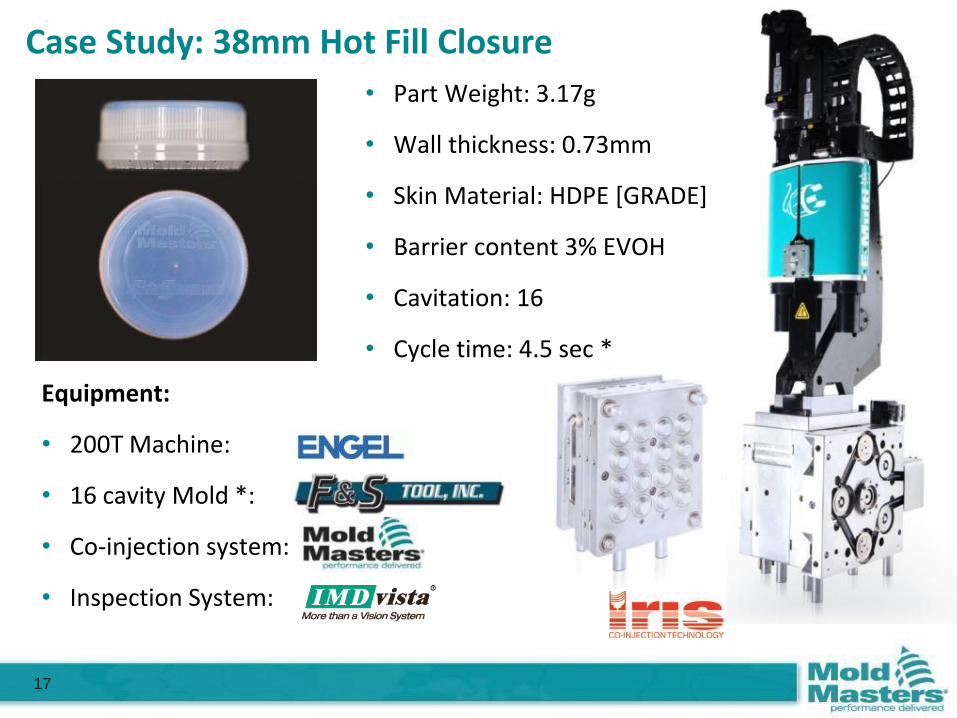
Case Study: 38mm Hot Fill Closure
Equipment:
• 200T Machine:
• 16 cavity Mold *:
• Co-injection system:
• Inspection System:
• Part Weight: 3.17g
• Wall thickness: 0.73mm
• Skin Material: HDPE [GRADE]
• Barrier content 3% EVOH
• Cavitation: 16
• Cycle time: 4.5 sec *
18
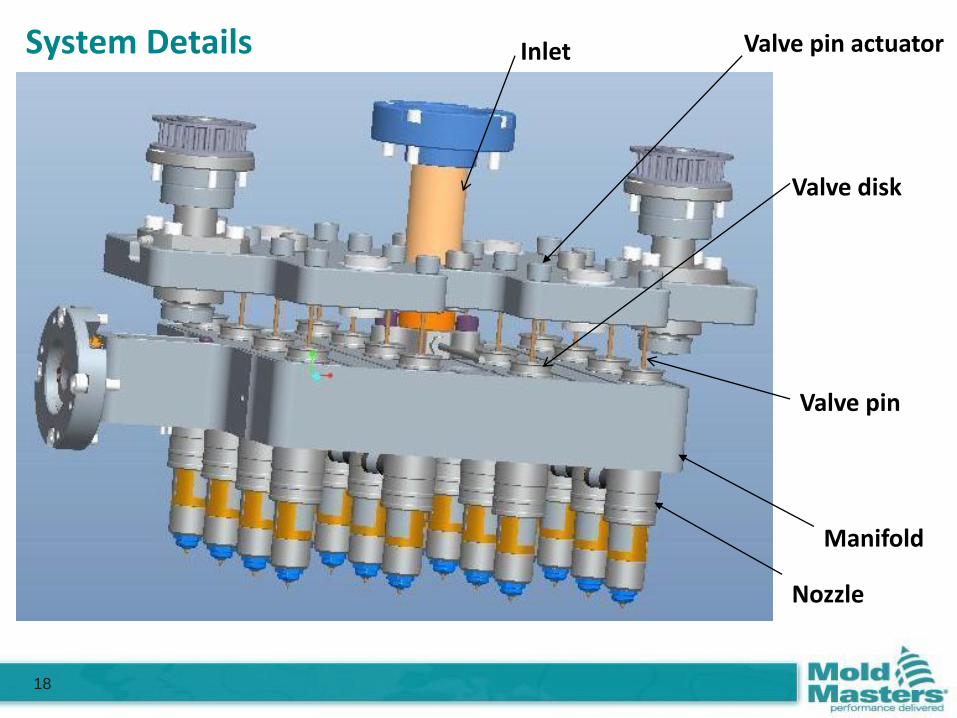
System Details Valve pin actuator
Manifold
Nozzle
Inlet
Valve disk
Valve pin
19
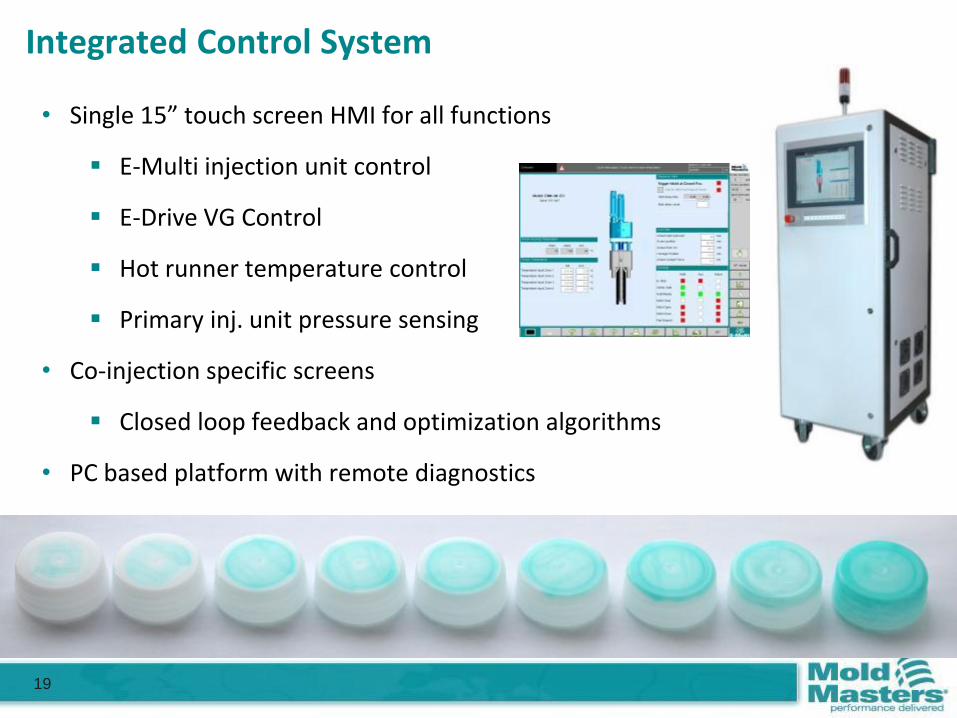
Integrated Control System
• Single 15” touch screen HMI for all functions
E-Multi injection unit control
E-Drive VG Control
Hot runner temperature control
Primary inj. unit pressure sensing
• Co-injection specific screens
Closed loop feedback and optimization algorithms
• PC based platform with remote diagnostics
20
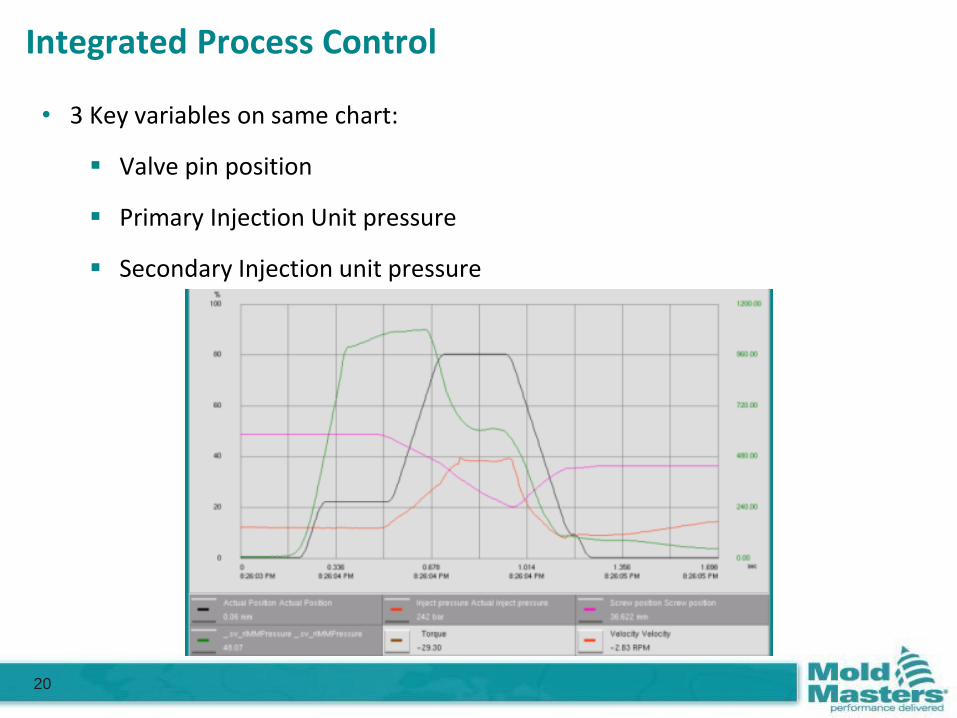
Integrated Process Control
• 3 Key variables on same chart:
Valve pin position
Primary Injection Unit pressure
Secondary Injection unit pressure
21
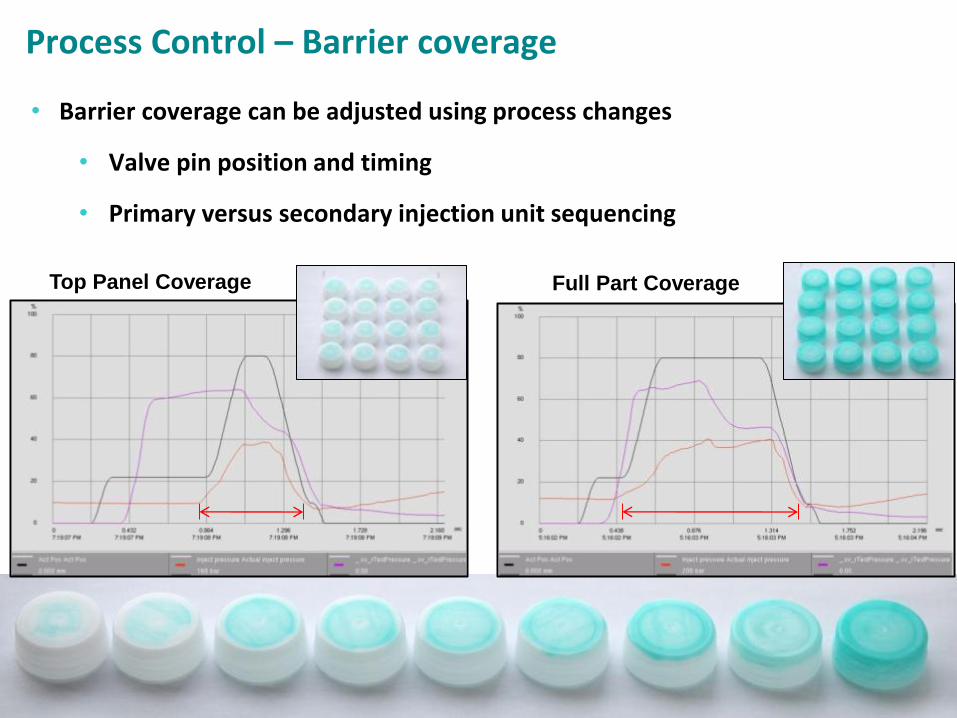
Process Control – Barrier coverage
Top Panel Coverage Full Part Coverage
• Barrier coverage can be adjusted using process changes
• Valve pin position and timing
• Primary versus secondary injection unit sequencing
22
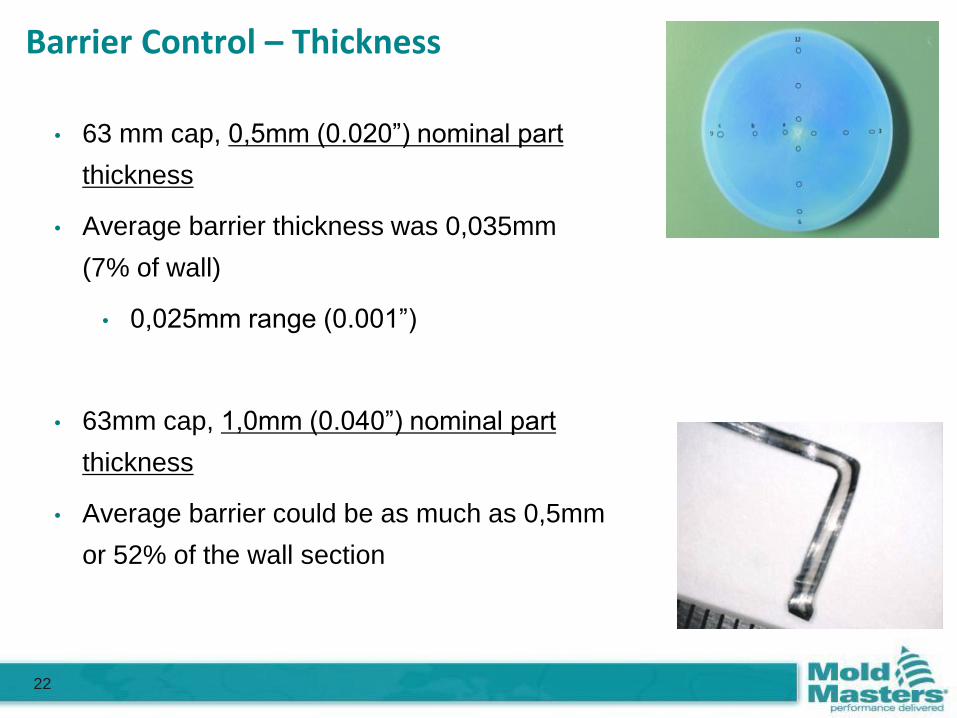
• 63 mm cap, 0,5mm (0.020”) nominal part
thickness
• Average barrier thickness was 0,035mm
(7% of wall)
• 0,025mm range (0.001”)
• 63mm cap, 1,0mm (0.040”) nominal part
thickness
• Average barrier could be as much as 0,5mm
or 52% of the wall section
Barrier Control – Thickness
23
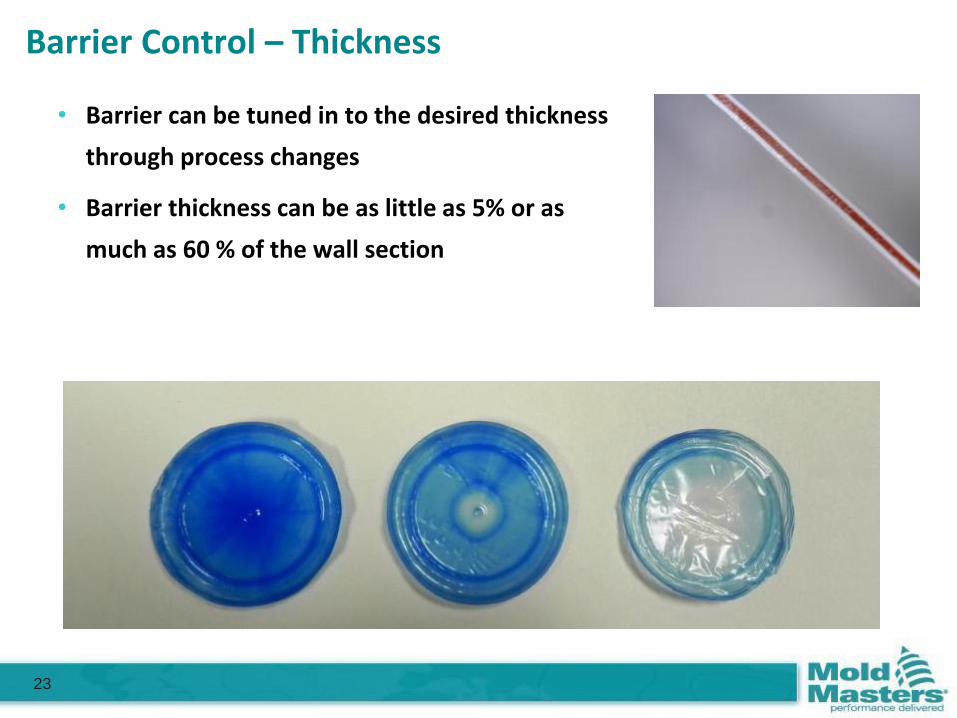
Barrier Control – Thickness
• Barrier can be tuned in to the desired thickness
through process changes
• Barrier thickness can be as little as 5% or as
much as 60 % of the wall section
24
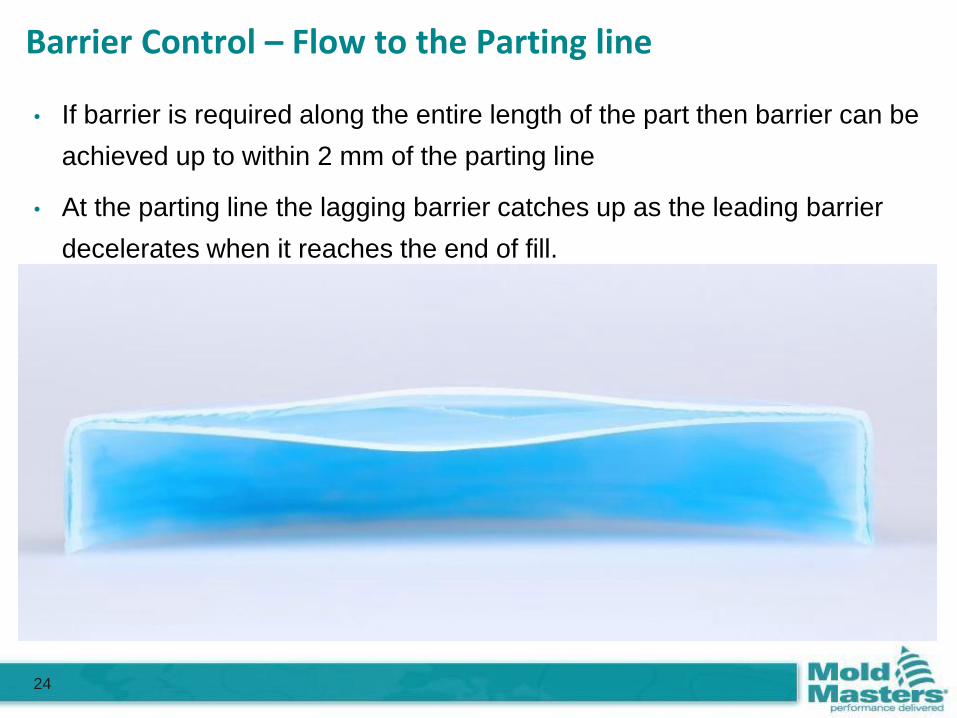
Barrier Control – Flow to the Parting line
• If barrier is required along the entire length of the part then barrier can be
achieved up to within 2 mm of the parting line
• At the parting line the lagging barrier catches up as the leading barrier
decelerates when it reaches the end of fill.
25
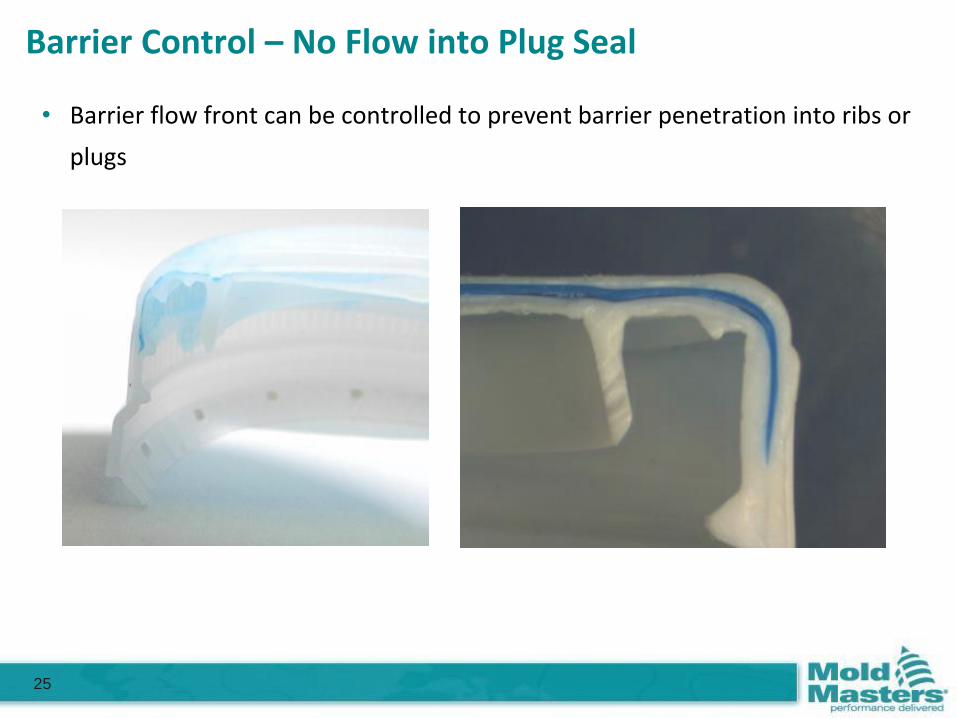
Barrier Control – No Flow into Plug Seal
• Barrier flow front can be controlled to prevent barrier penetration into ribs or
plugs
26
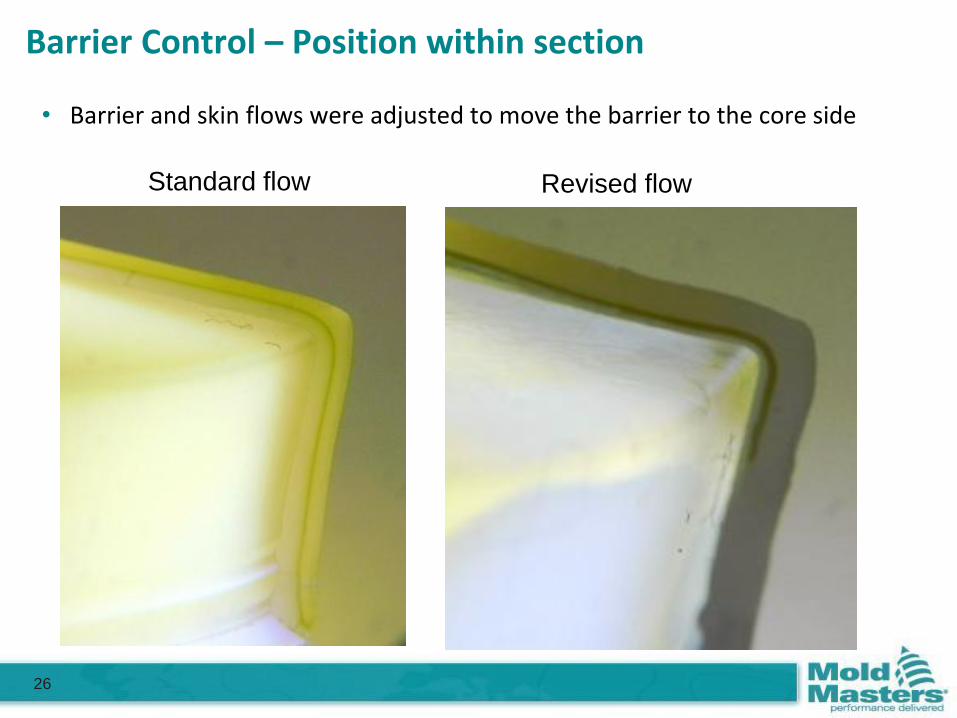
Barrier Control – Position within section
• Barrier and skin flows were adjusted to move the barrier to the core side
Standard flow Revised flow
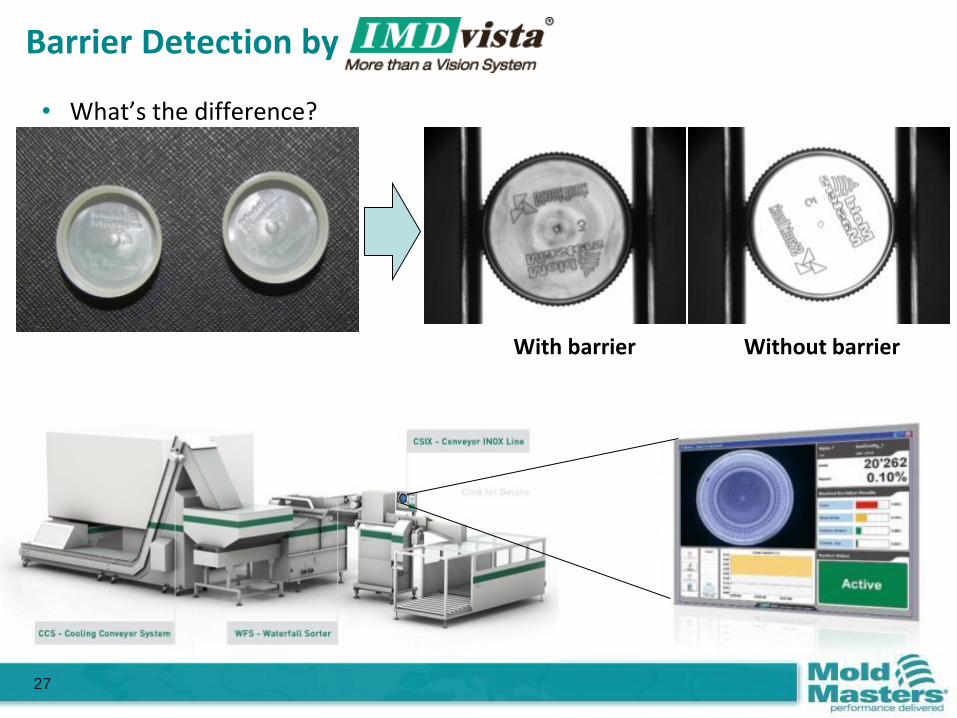
27
Barrier Detection by
• What’s the difference?
• these two closures?
With barrier Without barrier

28
SUMMARY: 1 Piece Barrier Closures
Design compliments of UCL closures
• New Technology advancements for
multi-cavity capability
• Lower cost, higher yield opportunity
• Recyclable in current waste streams
• Eliminates foil/liner waste
• Injection molding quality and part
design freedom

29 30 April 2013
IRIS Co-injection Technology Overview
Thank You





























