Embed Size (px)
Citation preview
POKA YOKE
• Shigeo Shingo (1909-1990), fue un ingeniero industrial japonés que se distinguió por ser uno de los líderes en prácticas de manufactura en el Sistema de Producción de Toyota. Se le acredita haber creado y formalizado el Cero Control de Calidad, que resalta mucho la aplicación de los Poka Yoke, un sistema de inspección en la fuente.
• Durante la década de los 40 Shingo estudió y aplicó el Control Estadístico de la Calidad. En 1961, luego de una visita en Yamada Electric, Shingo comenzó a introducir instrumentos mecánicos sencillos en los procesos de ensamblaje, con el objetivo de prevenir que las partes sean ensambladas erróneamente, entre otras que daban señales de alerta cuando un operario olvidaba una de las partes.
• En 1977, luego de una visita a la planta de la división de máquinas de lavar de Matsushita en Shizuoco, se consiguió un mes entero sin defectos en una línea de ensamblaje con 23 operarios. Así, Shingo llegó a la conclusión de que el Control Estadístico de la Calidad no era necesario para conseguir cero defectos, sino que bastaba la aplicación de Poka Yoke e inspección en la fuente, siendo esto la base del Cero Control de Calidad.
• El Dr Shingo fue un trabajador absolutamente incansable. Trabajaba cada día, 52 semanas al año. Con edad muy avanzaba seguía realizando viajes cada semana para enseñar en alguna otra parte del mundo sus observaciones y reflexiones: los fines de semana los dedicaba a escribir.
• En uno de sus libros escribe que cuando le dieron un doctorado honorario en la UTHA State University, compañeros japoneses le dijeron "Es terrible, la gente americana ha empezado a entender y difundir tus ideas, pronto estarán produciendo artículos mejores y más baratos, y comenzaremos a sufrir reveses comerciales, a lo que el les contesto "los países deben compartir sus reconocimientos y tecnología para mantener a nuestra aldea global funcionando sin sobresaltos". Con estas sencillas palabras podemos entender la personalidad de este gran hombre
• Shingo postula que la acción humana está apoyada tanto por la voluntad de trabajo, como por los métodos. Es por lo que el éxito japonés, según escribe, debe ser atribuido a su forma de dirección de personal, centrado en:
• -La lealtad de los empleados japoneses a sus compañías
• -Las relaciones no encontradas entre el personal y la dirección(basadas en el empleo de por vida y solamente un sindicato por compañía).
poka-yoke
• Un poka-yoke (en japonés ポカヨケ, literalmente a prueba de errores) es un dispositivo (generalmente) destinado a evitar errores; algunos autores manejan el poka-yoke como un sistema anti-tonto el cual garantiza la seguridad de la maquinaria ante los usuarios , proceso o procedimiento, en el cual se encuentren relacionados, de esta manera, no provocando accidentes de cualquier tipo; originalmente que piezas mal fabricadas siguieran en proceso con el consiguiente costo.
• Estos dispositivos fueron introducidos en Toyota en la década de los 60, por el ingeniero Shigeo Shingo dentro de lo que se conoce como Sistema de Producción Toyota. Aunque con anterioridad ya existían poka-yokes, no fue hasta su introducción en Toyota cuando se convirtieron en una técnica, hoy común, de calidad
• Afirmaba Shingo que la causa de los errores estaba en los trabajadores y los defectos en las piezas fabricadas se producían por no corregir aquellos. Consecuente con tal premisa cabían dos posibilidades u objetivos a lograr con el poka-yoke:
• Imposibilitar de algún modo el error humano; por ejemplo, los cables para la recarga de baterías de teléfonos móviles y dispositivos de corriente continua sólo pueden conectarse con la polaridad correcta, siendo imposible invertirla, ya que los pines de conexión son de distinto tamaño o forma.
• Resaltar el error cometido de tal manera que sea obvio para el que lo ha cometido.
¿QUÉ ES UN ERROR?
• Los errores son equivocaciones involuntarias y
accidentales realizadas por las personas a causa de su intervención en el diseño de productos y servicios.
• Los defectos resultan de aquellos errores que suceden de vez en cuando y siempre resultan difíciles de controlar
EJEMPLOS DE ERRORES
En la casa En el trabajo
• Olvidar apagar la cafetera
• Olvidar desconectar la plancha
• Quedarse sin gasolina
• Olvidar las llaves en el carros
• Piezas faltantes ▫ Olvidarse de montar o
ensamblar una parte (tornillos, etiquetas)
• Piezas mal ensambladas ▫ Mal montaje- piezas
sueltas(tornillos), al revés, no alienadas(sellos)
• Proceso incorrecto ▫ Disponer de una parte
rechazada • Piezas incorrectas
▫ Montaje de una parte equivocada a partir de una combinación de modelos
Los diferentes tipos de errores que
hay en la industria, en orden de
importancia son:
1.- Procesos Omitidos.
2.- Errores durante el proceso. 3.- Errores en el ajuste de las partes de producción. 4.- Partes faltantes. 5.- Partes equivocadas. 6.- Procesamiento de partes equivocadas. 7.- Operaciones faltantes. 8.- Errores de ajuste. 9.- Error en la puesta a punto del equipo. 10.- Herramientas y facilidades mal preparados.

¿POR QUÉ OCURREN LOS ERRORES?
• La calidad de un proceso que depende del operador
se ve afectado por: ▫ Conocimientos (Habilidades) ▫ Vigilancia (Atención a los detalles)
• Un operador debe tener conocimiento del trabajo a fin de conocer que hacer cuando se ha producido una pieza de calidad.
• Además un operador con conocimientos puede ser vigilante con cada pieza producida para asegurarse de que cumple todas las expectativas de calidad.
CAUSAS DE LOS ERRORES
• Procedimientos incorrectos
• Variación excesiva en el proceso
• Variación excesiva en materia prima
• Dispositivos de medición inexactos
• Procesos no claros o no documentados
• Especificaciones no claras o incompletas
• Errores humanos mal intencionados
• Cansancio, distracción, etc.
• Falla de memoria o confianza
¿POR QUÉ SON UN PROBLEMA LOS
ERRORES?
• Nos cuestan dinero
• Nos cuestan tiempo
• Nos causan heridas/ posibles lesiones
¿QUÉ HACEMOS?
• Si los errores son tan fáciles de cometer, como enviamos a nuestro cliente un producto 100% bueno?
• Diseñando nuestros productos y procesos de tal manera que se minimice la oportunidad de que se cometan errores.
• Aquí es donde entra el concepto de error proofing un sistema para combatir estos inconvenientes: ▫ Detectar un error en el proceso antes de que un
producto defectuoso se pase a la siguiente estación: siempre que sea posible antes de que se produzca
▫ Realizar la detección y notificación al operador inmediatamente.
¿QUÉ ES APRUEBA DE ERRORES?
• A prueba de error se refiere a la aplicación de los
mecanismos a prueba de fallos para evitar que un proceso produzca defectos. La filosofía detrás de comprobación de errores es que no es aceptable incluso un número muy pequeño de defectos, y la única manera de lograr este objetivo es evitar que sucedan en el primer lugar.
TÉCNICAS DE ERROR PROOFING
• Diseño para fabricación: Técnica que se traduce en un diseño que no puede ser mal fabricado o ensamblado. Esta técnica también puede usarse para simplificar el diseño y por lo tanto reducir costos.
• Poka Yoke (dispositivos del sistema): puesta en marcha de dispositivos o técnicas de inspección que aseguren que la configuración se realiza correctamente. Producir piezas 100% buenas desde el inicio. Todo el personal para ser eficaz en prueba de errores, tienen que
comprender cómo encajan todos los procesos del negocio. Sólo cuando se entiende exactamente lo que hay que hacer, cómo se va a
hacer y por qué se está haciendo, pueden ser eficaces para garantizar que lo consigan a la primera
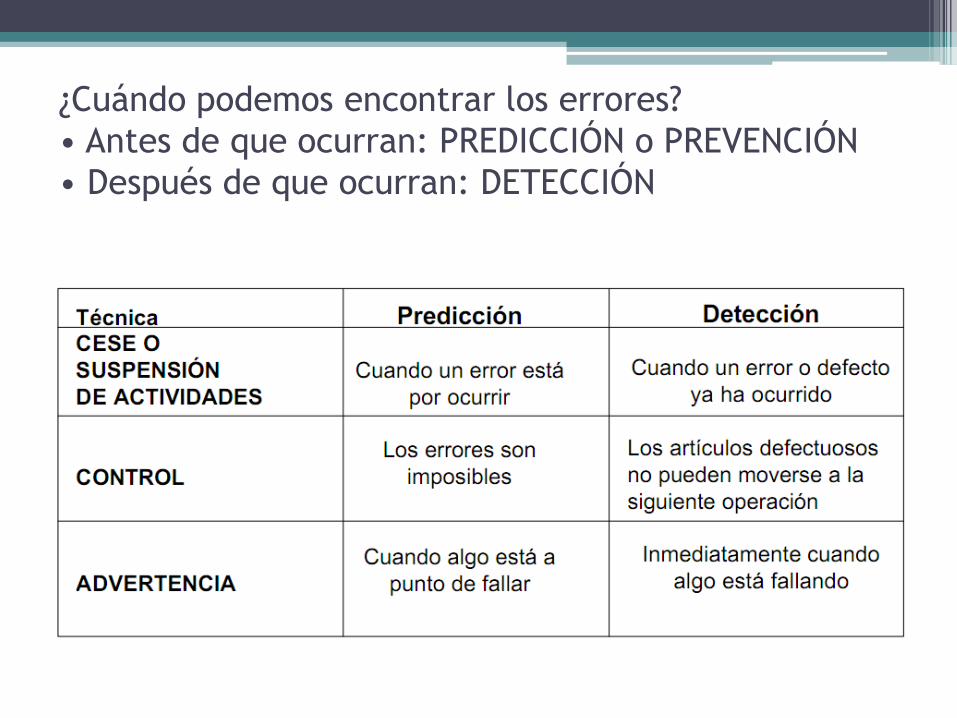
¿Cuándo podemos encontrar los errores?
• Antes de que ocurran: PREDICCIÓN o PREVENCIÓN
• Después de que ocurran: DETECCIÓN
COMO CREAR UN SISTEMA A
PRUEBA DE ERRORES.
• Identificar
▫ Identificar oportunidades a prueba de error:
Análisis modal de fallos y efectos.
Calidad de Datos, garantía de datos.
Lluvia de ideas (hacerse preguntas).
• Analizar
▫ Áreas de oportunidad (Pareto).
▫ Determinar el nivel a prueba de errores.
▫ Lluvia de ideas en mecanismos a prueba de errores:
Basado en pasadas experiencias
Si es posible usar más de un mecanismo.
▫ Seleccionar el mecanismo a prueba de error:
Costoso pero efectivo
El más simple.
Otras Herramientas para el análisis: Diagrama de flujo, diagrama de pescado, histogramas, 5 porqués, gráficas de control, gráficos
de dispersión
• Plan
▫ Plan (procesar el mecanismo):
Poner en acción el plan.
Plan de control a prueba de errores.
• Implementar
▫ Implementar el mecanismo a prueba de errores:
Instalación
Validación
Control a prueba de errores.
Check sheet.
Instrucciones al operador.
• Evaluar
▫ Evaluar Resultados
BENEFICIOS
• Asegurar la calidad en la primera pieza
• Asegura la consistencia durante las configuraciones.
• Previene la producción de pruebas defectuosas.
• Hace mas visible los problemas de calidad.
• Crea un ambiente de trabajo más seguro.
• Elimina las perdidas por inspección o reparación.
• Menores costos de diseño y de manufactura.
LAS FORMAS MÁS EFICACES DE
NOTIFICAR UN ERROR
• Conseguir la atención de los operadores
▫ Señales visuales (luces parpadeantes)
▫ Señales de audio (fuerte y continua)
▫ Barrera de protección (para prevenir defectos o una lesión)
Cuando usarla: defectos de baja tasa de incidencia y cuando pueden hacerse reparaciones.
• Cancelar la operación
▫ Al detectar una “no conformidad, la operación simplemente se cierra, la siguiente parte no es procesada
Cuando usarla : relativamente mayores tasas de incidencia y cuando las reparaciones no son posibles
EJEMPLOS DE CADA DÍA
• El dispositivo de freno de cambio de enclavamiento en el vehículo de transmisión automática que impide el arranque del motor a menos que el freno está presionado y el selector de cambios está en el parque o neutral.
• Cuando cierra un archivo de computadora, el sistema operativo le preguntará si desea guardar su primer trabajo para evitar la pérdida.
• Tapas a prueba de niños en las botellas de medicina.
• La característica de corrección ortográfica en un programa de procesamiento de textos.
EJEMPLOS DE LA INDUSTRIA
• Contenedores de piezas que son conectados electrónicamente a la lista de materiales a través de un escáner de código de barras, de manera que sólo la puerta de la bandeja correcta se abre para un determinado producto.
• Algunas veces el operador podría fijar una guía superior e inferior incorrectamente, dando como resultado partes defectuosas y posibles daños al troquel. Un pasador guía evita que la prensa cierre salvo que se use el pasador adecuado y que éste se fije correctamente. Cada guía tiene su propio pasador guía único
• Un fabricante, asegura que únicamente las partes dentro de especificaciones lleguen a los clientes, pasándolos por un medidor (pasa no pasa). Las que no cumplen con esa medida, son enviadas a las tiendas de descuento.
• Guía de pines de los emblemas en la parte trasera de un automóvil para garantizar una alineación correcta.
CATEGORÍAS
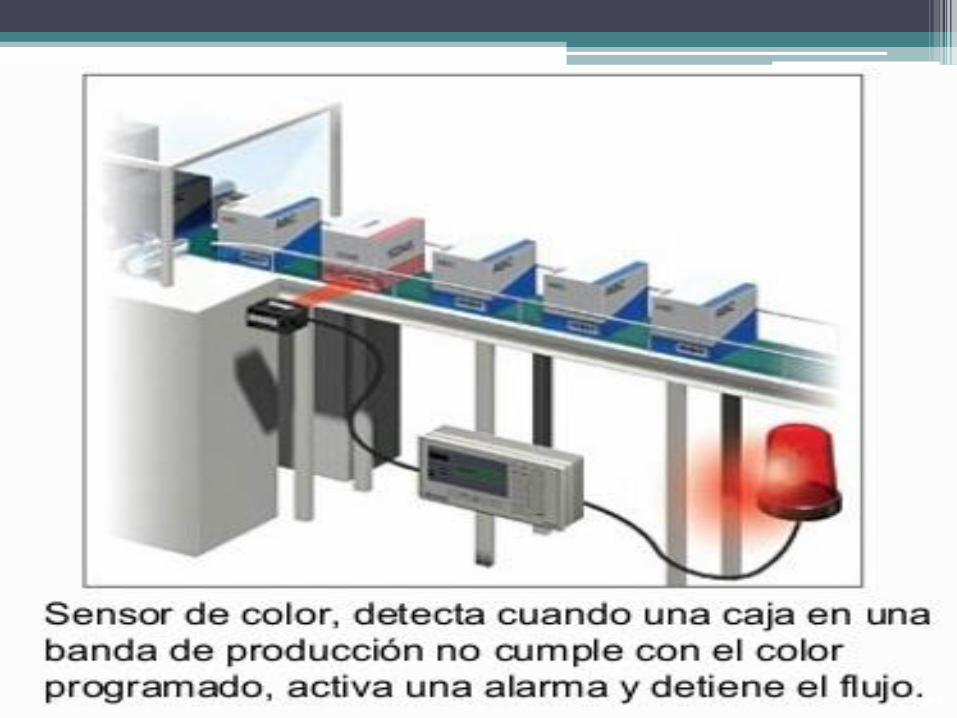
• Al nivel más simple son advertencias que proporcionan una rápida retroalimentación de un problema potencial, como una alarma de humo o las luces de advertencia en el panel de coches instrumento.
• Apagado automático controla la fuerza que el problema sea corregido antes de reanudar la producción.
• Los controles de corrección automática proporcionan una prueba integrada de bucle de retroalimentación de reparación, tales como el corrector ortográfico en un programa de procesamiento de textos.
POKA YOKE
• Poka Yoke es un enfoque que combina Error Proofing (A Prueba de Errores), con prevención de los errores en el puesto de trabajo, detección de errores e Inspección en la Fuente.
• Se plasma en dispositivos mecánicos o electrónicos sencillos o complejos que se incluyen en el proceso productivo o trucos ingeniosos en el diseño de productos o procesos para evitar que se comentan errores.
¿QUÉ IMPLICA?
• Los sistemas Poka-yoke implican el llevar a cabo el 100% de inspección, así como, retroalimentación y acción inmediata cuando los defectos o errores ocurren.
• El Poka-Yoke permite a un operador concentrarse en su trabajo sin la necesidad de poner atención innecesaria en la prevención de errores.
• Elimina problemas asociados con los defectos, seguridad, errores en operaciones.
METODOLOGÍA DE DESARROLLO
DE POKA YOKES • 1 .Describir el defecto
• 2. Identificar el lugar donde:Se descubren los defectos; Se producen los defectos
• 3. Detalle de los procedimientos y estándares de la operación donde se producen los defectos
• 4. Identificar los errores o desviaciones de los estándares en la operación donde se producen los defectos
• 5. Identificar las condiciones donde se ocurren los defectos (investigar)
• 6. Identificar el tipo de dispositivo Poka Yoke requerido para prevenir el error o defecto
• 7. Desarrollar un dispositivo Poka Yoke