Embed Size (px)
Citation preview

8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 1/8
RESTORING OF CATALYTIC ALUMINA POROUS SPHERES BYMICROWAVE TREATMENTS
Paolo Veronesi, Cristina Leonelli, Anna Bonamartini CorradiUniversity of Modena and Reggio Emilia - Faculty of EngineeringDepartement of Chemistry - Via Campi 18341100 Modena - Italy
ABSTRACTPolluted alumina porous spheres, 20-25 mm in diameter, used as catalyst in
organic reactions, have been restored by fast microwave heat treatment in 2.45GHz multi mode cavities. Using silicon carbide as an auxiliary absorber, fewgrams of spheres have been completely recovered after 6-8 minutes soaking at600°C, from two to four time faster when compared to conventional heating. Themicrowave selective and volumetric heat treatment allowed the transfer of powermainly towards the organic part, which has been rapidly decomposed, maintainingthe alumina unaltered as far as pore size and interconnectivity is concerned.
INTRODUCTION
Porous β-alumina presenting high surface area is employed as a support for
catalyst, or used as it is, in many organic syntheses, in particular of chinons andhydrochinons. Reactants and reactions products often leave residua whichaccumulate and occlude the alumina active sites, decreasing the processes yieldsand eventually wasting reaction volume.. After a few months' use, most of thealumina spheres must be replaced, an operation which implies high costs due toproduction stops, exhaust catalyst transport and disposal and purchasing of newones.
Considering that the polluted alumina spheres are classified as special waste,disposal costs have a not negligible influence on the economic balance of theprocess, being about 0.25 $/kg. Catalysts regeneration has been somehowindustrially implemented calcining the spheres at high temperature for 30-45
minutes in an oxygen enriched atmosphere. However, mainly due to hightemperatures involved in the process, the porosity of the spheres, and thus thesurface area, is negatively affected by the heat treatment. A faster treatmentperformed at lower temperature should avoid catalyst deterioration, provided it is
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 2/8
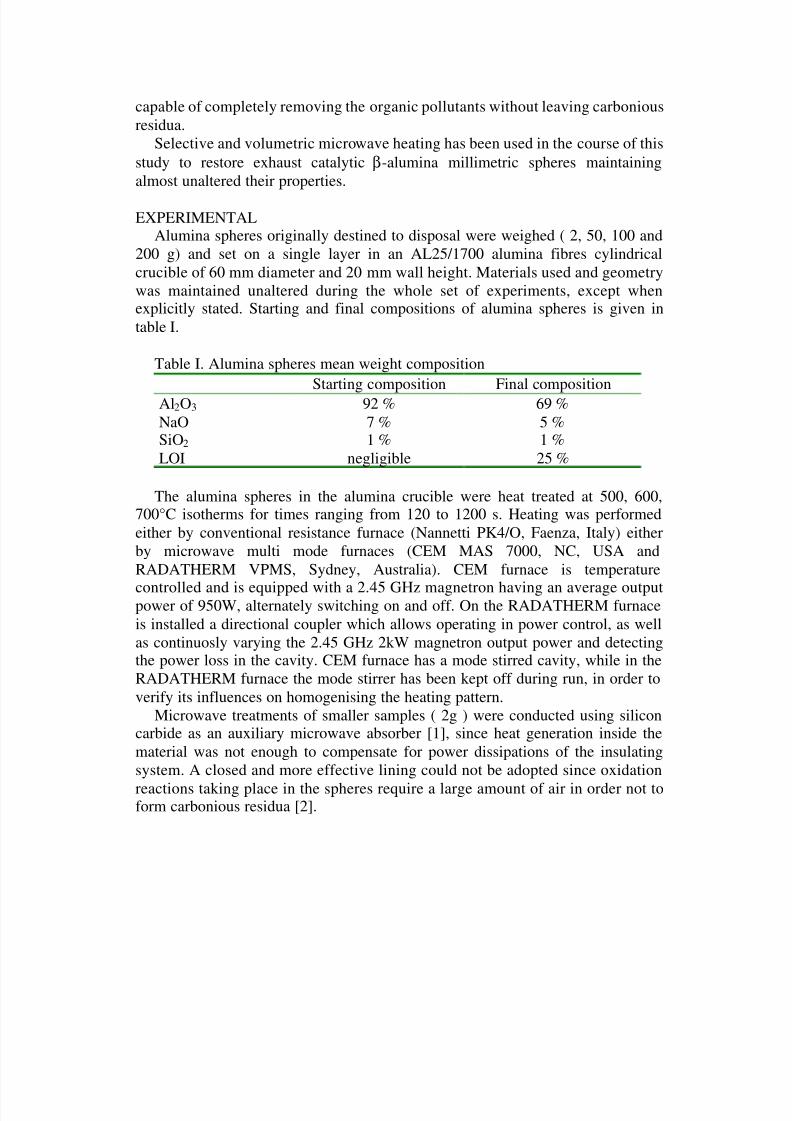
capable of completely removing the organic pollutants without leaving carboniousresidua.
Selective and volumetric microwave heating has been used in the course of this
study to restore exhaust catalytic β-alumina millimetric spheres maintainingalmost unaltered their properties.
EXPERIMENTALAlumina spheres originally destined to disposal were weighed ( 2, 50, 100 and
200 g) and set on a single layer in an AL25/1700 alumina fibres cylindricalcrucible of 60 mm diameter and 20 mm wall height. Materials used and geometrywas maintained unaltered during the whole set of experiments, except whenexplicitly stated. Starting and final compositions of alumina spheres is given intable I.
Table I. Alumina spheres mean weight composition
Starting composition Final composition
Al2O3 92 % 69 %NaO 7 % 5 %SiO2 1 % 1 %LOI negligible 25 %
The alumina spheres in the alumina crucible were heat treated at 500, 600,700°C isotherms for times ranging from 120 to 1200 s. Heating was performedeither by conventional resistance furnace (Nannetti PK4/O, Faenza, Italy) eitherby microwave multi mode furnaces (CEM MAS 7000, NC, USA andRADATHERM VPMS, Sydney, Australia). CEM furnace is temperature
controlled and is equipped with a 2.45 GHz magnetron having an average outputpower of 950W, alternately switching on and off. On the RADATHERM furnaceis installed a directional coupler which allows operating in power control, as wellas continuosly varying the 2.45 GHz 2kW magnetron output power and detectingthe power loss in the cavity. CEM furnace has a mode stirred cavity, while in theRADATHERM furnace the mode stirrer has been kept off during run, in order toverify its influences on homogenising the heating pattern.
Microwave treatments of smaller samples ( 2g ) were conducted using siliconcarbide as an auxiliary microwave absorber [1], since heat generation inside thematerial was not enough to compensate for power dissipations of the insulatingsystem. A closed and more effective lining could not be adopted since oxidation
reactions taking place in the spheres require a large amount of air in order not toform carbonious residua [2].
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 3/8
The naturally air cooled spheres were mounted on epoxy resin, polished untiltheir larger section was evidenced and then observed either by Scanning ElectronMicroscopy (SEM, Philips XL40, The Netherlands) either by optical CCD camera(Mitsubishi Microwatcher VS-30H, Tokyo, Japan). The acquired digital imageswere analysed using UTHSCSA Image Tool software (UTHSCSA, S. Antonio,
Texas) in order to measure the thickness of the reacted layer and to estimate thepore size.
RESULTSThe starting spheres, contaminated by organic reactants, present a reddish
coloration in the whole body, while after heat treatment it is possible todistinguish between an outer reacted white region and an inner not completelyreacted black one, as shown in figure 1.
Figure 1 : Polluted (left) and partially recovered (right) alumina spheres
Conventional heat treatment: The spheres were treated at 500, 600, 700°C fordifferent periods, leading to full recovery of the catalysts in times varying from480 to 1200 s for 2g samples. Figure 2 shows the evolution of reacted layer of the
sectioned spheres with time and temperature, while in figure 3 are reported thecurves of the reacted depth as a function of time.
Figure 2 - Cross section of the conventionally heat-treated samples, (a) 500°C for300 s, 600 s and 900 s, (b) 600°C for 240 s, 360 s, 480 s, 600 s, 900 s and 1200 s,(c) 700°C for 120 s, 240 s, 360 s, 480 s and 600 s.
500°C 600°C 700°Ca) b) c)
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 4/8
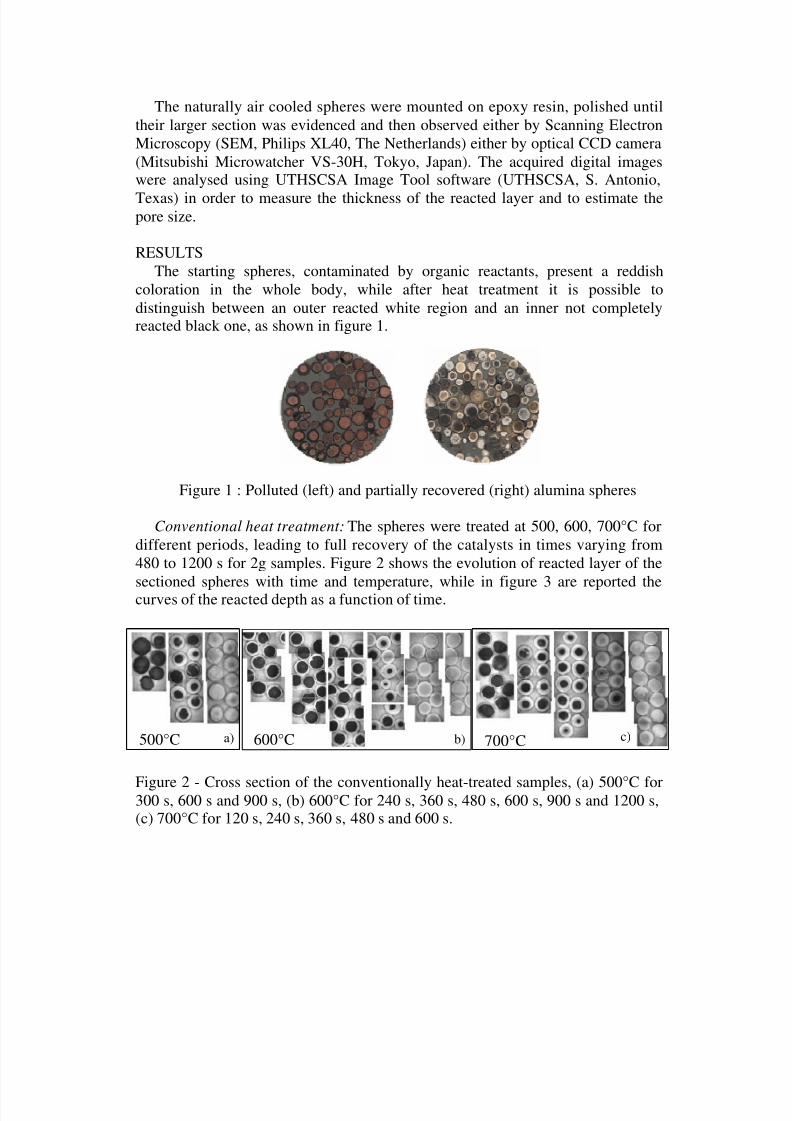
Figure 3 - Recovery curves for conventionally heated samples
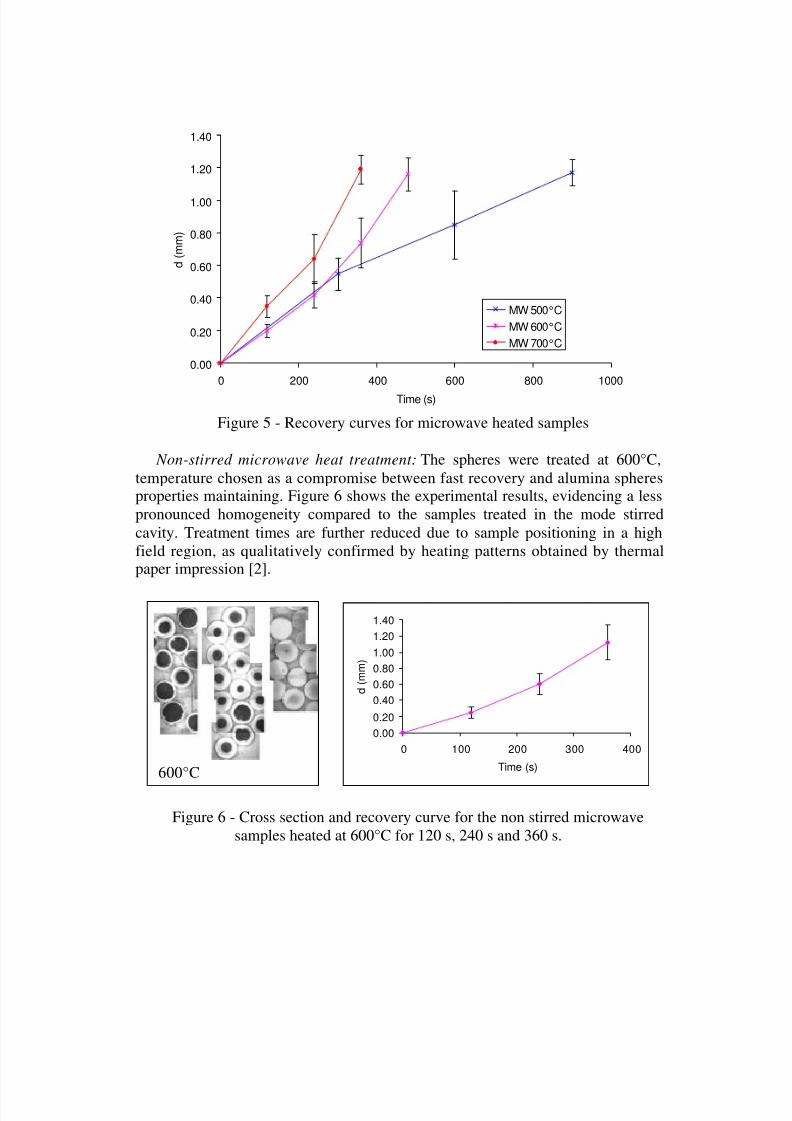
Microwave mode stirred heat treatment: The spheres were treated at 500, 600,700°C for different periods, leading to full recovery of the catalysts in timesvarying from a half to a quarter of the conventional treatments for a 2 g sample.Figure 4 shows the experimental results, while in figure 5 are reported the curves
of the reacted depth as a function of time.
Figure 4 - Cross section of the microwave heat-treated samples(a) 500°C for 300s, 600 s and 900 s, (b) 600°C for 120 s, 240 s, 360 s and 480 s (c) 700°C for 120 s,240 s and 360 s.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0 200 400 600 800 1000
Time (s)
d ( m m )
C 500°C
C 600°C
C 700°C
500°C 600°C 700°Ca) b) c)
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 5/8
Figure 5 - Recovery curves for microwave heated samples
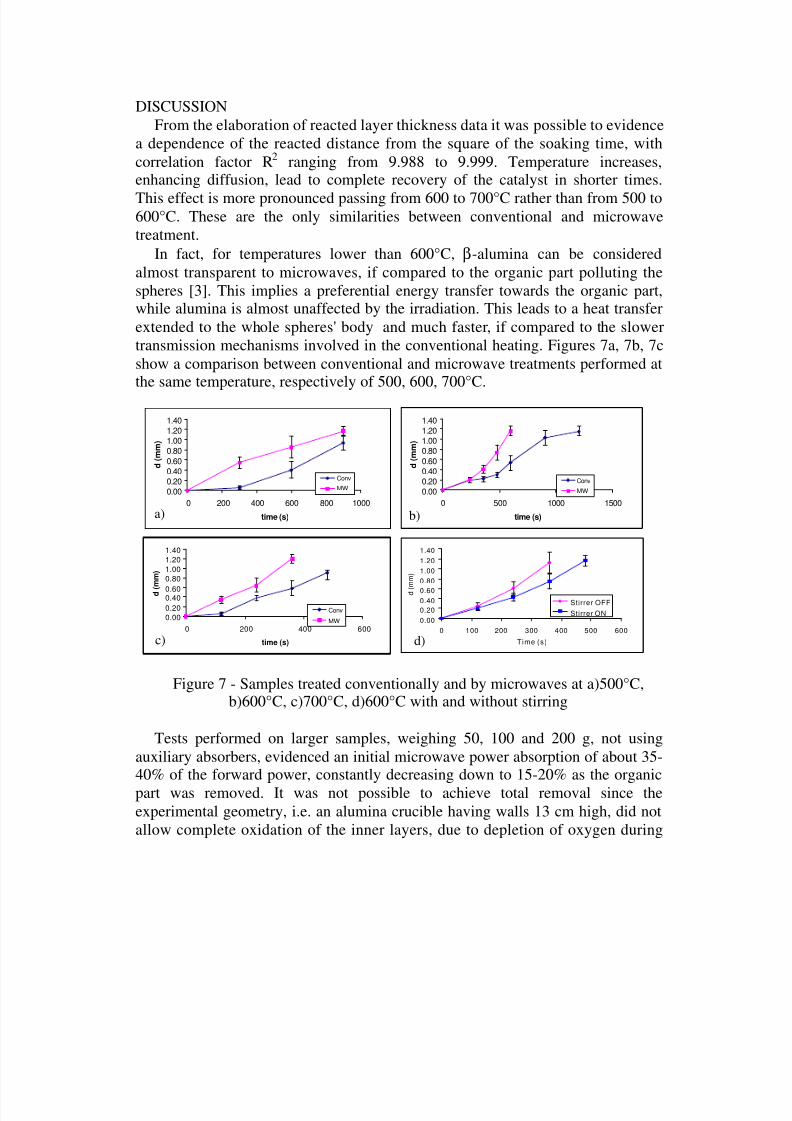
Non-stirred microwave heat treatment: The spheres were treated at 600°C,temperature chosen as a compromise between fast recovery and alumina spheresproperties maintaining. Figure 6 shows the experimental results, evidencing a lesspronounced homogeneity compared to the samples treated in the mode stirredcavity. Treatment times are further reduced due to sample positioning in a highfield region, as qualitatively confirmed by heating patterns obtained by thermalpaper impression [2].
Figure 6 - Cross section and recovery curve for the non stirred microwavesamples heated at 600°C for 120 s, 240 s and 360 s.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 200 400 600 800 1000
Time (s)
d ( m m )
MW 500°C
MW 600°C
MW 700°C
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 100 200 300 400
Time (s)
d ( m m )
600°C
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 6/8
DISCUSSIONFrom the elaboration of reacted layer thickness data it was possible to evidence
a dependence of the reacted distance from the square of the soaking time, withcorrelation factor R2 ranging from 9.988 to 9.999. Temperature increases,enhancing diffusion, lead to complete recovery of the catalyst in shorter times.
This effect is more pronounced passing from 600 to 700°C rather than from 500 to600°C. These are the only similarities between conventional and microwavetreatment.
In fact, for temperatures lower than 600°C, β-alumina can be consideredalmost transparent to microwaves, if compared to the organic part polluting thespheres [3]. This implies a preferential energy transfer towards the organic part,while alumina is almost unaffected by the irradiation. This leads to a heat transferextended to the whole spheres' body and much faster, if compared to the slowertransmission mechanisms involved in the conventional heating. Figures 7a, 7b, 7cshow a comparison between conventional and microwave treatments performed atthe same temperature, respectively of 500, 600, 700°C.
Figure 7 - Samples treated conventionally and by microwaves at a)500°C,b)600°C, c)700°C, d)600°C with and without stirring
Tests performed on larger samples, weighing 50, 100 and 200 g, not usingauxiliary absorbers, evidenced an initial microwave power absorption of about 35-40% of the forward power, constantly decreasing down to 15-20% as the organicpart was removed. It was not possible to achieve total removal since theexperimental geometry, i.e. an alumina crucible having walls 13 cm high, did notallow complete oxidation of the inner layers, due to depletion of oxygen during
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 200 400 600 800 1000
time (s)
d ( m m )
Conv
MW0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 500 1000 1500
time (s)
d ( m m )
Conv
MW
0.00
0.20
0.400.60
0.80
1.00
1.20
1.40
0 200 400 600
time (s)
d ( m m )
Conv
MW
a) b)
c)
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 100 200 300 400 500 600
Time (s)
d (
m m )
Stirrer OFF
Stirrer ON
d)

8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 7/8
the treatment. The same procedure, in conventional furnace, lead to the sameproblems; however the recovered part, on the surface, weighed 45% less than thepart recovered by microwave treatments. Loss power measurements performed inpresence of the auxiliary absorbers are not considered meaningful since more than95% of the forward power is continuosly absorbed by the silicon carbide
elements, masking the sample's behaviour.As far as sample degradation is concerned, scanning electron microscopy
evidenced that relatively high temperature (900°C) heat treatments lasting evenonly 10 minutes lead to densification of the spheres, reducing the porosity andthus the surface area. Figure 8 shows a comparison between a sphere untreated,heated for 600 s at 600°C, heated for 600 s at 900°C.
Figure 8 - SEM micrographs of (a) untreated sample, (b) 600 s heat treatedsample at 600°C, (c) 600 s heat treated sample at 900°C
CONCLUSIONS
Millimetric β-alumina porous spheres used as catalyst can be successfullyrecovered by fast microwave heat treatment at 2.45 GHz. The short timesinvolved in the process, as well as the relatively low temperatures required to
achieve complete recovery, avoid the premature deterioration of the spheres. Fromthe experimental results it emerged that an isothermal treatment at 600°C for 6-8minutes is enough to guarantee full restoring of few grams of the porous spheres.
The heat treatment of large samples, either by microwave or conventionally,requires devices to ensure contact between air and all the spheres, otherwise, dueto the low temperatures and short times, it is impossible to avoid carboniousresidua formation. This could be simply acquainted by keeping the spheresmoving and revolving while heating, or continuously feeding the microwaveapplicator with small quantities of material. At the moment two small portableprototype systems are under investigation: a continuos furnace fed by traslatingplates and an hybrid discontinuous system conveying hot air directly in the centre
of the material under treatment. The choice and subsequent implementation of oneof the two systems is strictly connected to economic considerations, especially as
8/3/2019 Poster 2nd Wc
http://slidepdf.com/reader/full/poster-2nd-wc 8/8
far as the frequency of operation and the amount of material to be recovered areconcerned.
REFERENCES
[1] W.H. Sutton, "Microwave processing of ceramic materials", Cer.Bull., 68[2] 376-86 (1989)
[2] K.Y.Lee and E.D.Case, "Microwave binder burn-out for batch processingof Al2O3 Al2O3 /SiC platelet, and Al2O3 /ZrO2 particle powder compacts", Cer.
Trans. 80 539-46 (1997)[3] Bradshaw S., Delport S. and E.Van Wyk, "Qualitative measurement of
heating uniformity in a multimode microwave cavity", Journal of Microwave
power and electromagnetic energy , 32 [2] 87-95 (1997)[4] E.H. Moore, D.E. Clark and R. Hutcheon, "Polymethil methacrilate binder
emoval from an alumina compact: microwave versus conventional heating", pp.341-46 in Microwave processing of materials III , R.L. Beatty, W.H. Sutton andM.F. Iskander, MRS, Pittsburgh, 1992



















![wc EME žäC&ff DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 ... · DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 wc (DÎIÉ] 167 wc 9155} 7—Jb wc -k ;knlc 220km 61 km 55B R 167 45](https://img.pdfslide.net/doc/110x75/5f097c067e708231d4270c2d/wc-eme-cff-daiou-illust-map-77-wc-wc-wc-y5-260-260-daiou-illust.jpg)