Embed Size (px)
Citation preview

P
AD
a
ARRAA
KCMPSTS
1
pidocbifs2miit
gApasth
(
0d
Journal of Materials Processing Technology 212 (2012) 83– 89
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
jou rna l h om epa g e: www.elsev ier .com/ locate / jmatprotec
rocessing titanium foams using tapioca starch as a space holder
mirhossein Mansourighasri ∗, N. Muhamad ∗, A.B. Sulongepartment of Mechanical and Materials Engineering, Faculty of Engineering and Built Environment, UniversitiKebangsaan Malaysia, 43600 Bangi, Selangor, Malaysia
r t i c l e i n f o
rticle history:eceived 9 November 2010eceived in revised form 27 July 2011ccepted 5 August 2011vailable online 11 August 2011
a b s t r a c t
In this paper, the fabrication of open cellular titanium foams by using an innovative spacer through pow-der metallurgy was investigated. Current space holders used to fabricate titanium foam have broughtattention to issues such as solubility, removal time, expensiveness and lack of environmental friendli-ness. Starch, as a new spacer, has been utilized in this research to overcome these issues. Starch is anenvironmentally friendly organic polymer that can be burnt off easily by heating. Starch is chemicallystable and is not soluble in titanium.
eywords:omponentetal foam
owder metallurgyinteringitanium
Titanium foams were fabricated in this study using starch. The mechanical properties and pore struc-tures were investigated by SEM. The porosities of the fabricated titanium foams were 64–79%, and thesizes of open cellular pores were 100–300 �m. The observed yield strength of the foams was in the rangeof 23–41 MPa, and the Young’s moduli were 1.6–3.7 GPa. Finally, the XRD results of titanium before andafter sintering were studied to ensure that the foams produced featured no contamination.
pace holder
. Introduction
Metal foam fabrication started in the 1940s, with one of the firstroducts being aluminum foam, which was fabricated by induc-
ng gas into molten metal by Sosnik (1948). However, after sevenecades of existence, metal foams are still considered a new classf materials. This is mostly due to the fact that metallic foam appli-ations have been discovered in the past two decades and areecoming more and more applicable and popular. The character-
stics of metallic foams are the combined properties of metals andoams. Metals are tough, thermally and electrically conductive andtrong. Foams have low weight and adjustable density (Banhart,001). These combined characteristics have made the application ofetal foams quite extensive. Each specific feature of foams is used
n a separate application. Filters, heat exchangers, energy absorbers,mpact absorbers, and biomedical implants insulations are amonghe many applications of metal foams (Ashby et al., 2000).
The methods for metal foam fabrication are classified into fourroups of production: liquid, solid, gas and aqueous solutions.mong the production methods, powder metallurgical routes (orowder compact foaming methods (Degischer and Kritz, 2002))re promising due to their considerable advantages. The most
ignificant advantages of these methods are low cost, better con-rol and the capability of near-net-shape production; moreover,igh-melting titanium is intensely reactive with atmosphere gases.∗ Corresponding authors. Tel.: +60 178738144; fax: +60 389259659.E-mail addresses: [email protected], [email protected]
A. Mansourighasri), [email protected] (N. Muhamad).
924-0136/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2011.08.008
© 2011 Elsevier B.V. All rights reserved.
Hence, solid processing techniques seem more stable (Banhartet al., 1999). The space-holder technique, which was first employedby Zhao and Sun (2001), used to fabricate aluminum foam is apowder metallurgical method. In their process (sintering and disso-lution), NaCl was used as a spacer (Zhao and Sun, 2001). In titaniumfoaming, carbamide and ammonium hydrogen carbonate was uti-lized for Ti and Mg foam production for the first time by Wenet al. (2001). As shown schematically in Fig. 1, the space-holdertechnique consists of five major steps: powder selection, mixing,compaction, sintering and spacer removal. First, metal and spacerpowders must be selected. After selection, they must be mixed com-pletely to assure the homogeneity of the mixture. Control over thisprocess depends on how well the powders are mixed. The next stepis compaction of the powders into a mold under controlled pres-sure. Depending on what kind of space holder is used in the process,the next stage can be either sintering or removal of the space holder(Wen et al., 2001).
In the space-holder technique, selecting the proper spacer playsthe most crucial role. It can be said that most of the final foamproperties, such as the cell shape, size and porosity, are influenceddirectly by the spacer. Generally, there are two types of space hold-ers: those that can be removed thermally when the temperature israised and those that are dissolved and removed by a solvent. Toprocess titanium and titanium alloy foams, there are some typicalspacers utilized by researchers. Wen et al. (2001) and NiuWenjuanet al. (2009) used spherical carbamide powders to fabricate pure
titanium foams. Moreover, carbamide was used as a spacer to fabri-cate Ti–6Al–4V by Kotan and Bor (2007). Sodium chloride is anotherspacer that can be removed by a solvent. It is selected and processedin the production of TiNi shape-memory alloy foams (Bansiddhi and
84 A. Mansourighasri et al. / Journal of Materials Processing Technology 212 (2012) 83– 89
Fig. 1. The schematic process of space-holder technique.
Table 1Typical space holder in titanium and titanium alloys foaming.
Metal powder Space Removal method
Titanium Magnesium ThermalTitanium Carbamide ThermalTi–6Al–4V Carbamide ThermalTi–6Al–4V Magnesium Thermal
DoutbWs
rbtmaAwfmtitda
a2ioastptfsa(
aotsas
Table 2Typical characteristics of titanium.
Characteristics Description
1 Chemical Ti2 Density 4.5 g/cm2
3 Melting point 1668 ◦C4 Yield stress 480 MPa5 Young’s modulus 110 GPa
Table 3Typical characteristics of starch.
Characteristics Description
1 Chemical (C6H10O5)n
2 Density 1.7 g/cm2
3 Melting point –
hydraulic compression machine, and cold uniaxial pressing was
TiNi NaF SolventTiNi NaCl Solvent
unand, 2007). Bansiddhi and Dunand (2008) utilized sodium flu-ride to fabricate TiNi foams. Magnesium is another space holdersed to process TiNi foams (Aydogmus and Bor, 2009) and pureitanium foams (Esen and Bor, 2007). In a similar process, TiH2 haseen employed in the fabrication of Ti alloy foams (Gu et al., 2009;isutmethangoon et al., 2008). Table 1 summarizes the typical
pacers that are used widely in titanium foaming.There are some issues that must be considered in using the cur-
ent spacers. First, there is a considerable difference in particle sizeetween titanium powders and spacers. As mentioned above, con-rolling the homogeneity and uniformity of pores depends on the
ixing step. In fact, the greater the size differences of the metalnd spacer powders are, the tougher the control of the process is.dditionally, some other spacers have some solubility in titanium,hich affects the final foam properties. Furthermore, some of them
eature cube-like particles, which are not suitable pore shapes;oreover, the cost of some common spacers is high, which makes
hem unsuitable for the fabrication. Lastly, the process of remov-ng dissolvable spacers is time consuming. It sometimes takes upo weeks (Bansiddhi and Dunand, 2007). Hence, more research onifferent spacers and their influence on final foam properties, suchs cell size, cell shape and mechanical properties, is required.
Starch has previously been used for industrial purposes as binder in metal injection molding (Abolhasani and Muhamad,010). There is also some research concerning the use of starch
n ceramic foaming (Zivcova et al., 2009) and titanium foaming byther methods (Islam and Kim, 2008). Islam has utilized the buoy-ncy method to manufacture ceramic foams. In his research, thetarch binder (starch particles + water) can be diluted to controlhe binder content in syntactic foams. When microspheres are dis-ersed in the binder in a mixing container by tumbling/stirring,he mixing container is left until microspheres float to the surface,orming three phases, i.e., a top phase consisting of microspheres,tarch particles, and water; a middle phase composed of water only;nd a bottom phase of microspheres, starch particles, and waterIslam and Kim, 2008).
The characteristics, structure and applications of starch make it good candidate as a spacer. Starch is an environmentally friendlyrganic polymer that can easily be burnt out when the tempera-ure is raised (Barsby et al., 2001; Leon and Leszek, 2009). Spherical
tarch particles are suitable for foaming; moreover, starch is cheapnd readily available. It is much more reliable and chemicallytable than other spacers (Bertolini, 2010), and the amylose and4 Decomposition temp 300–400 ◦C5 Particle size 100–400 �m
amylopectin structure of starch can be burnt out easily when thetemperature is raised (Buléon et al., 1998).
The present study describes the use of native tapioca starch asa space holder in processing pure titanium foams. Moreover, thestructural and mechanical characteristics of fabricated titaniumfoams have been investigated in detail.
2. Materials and methodology
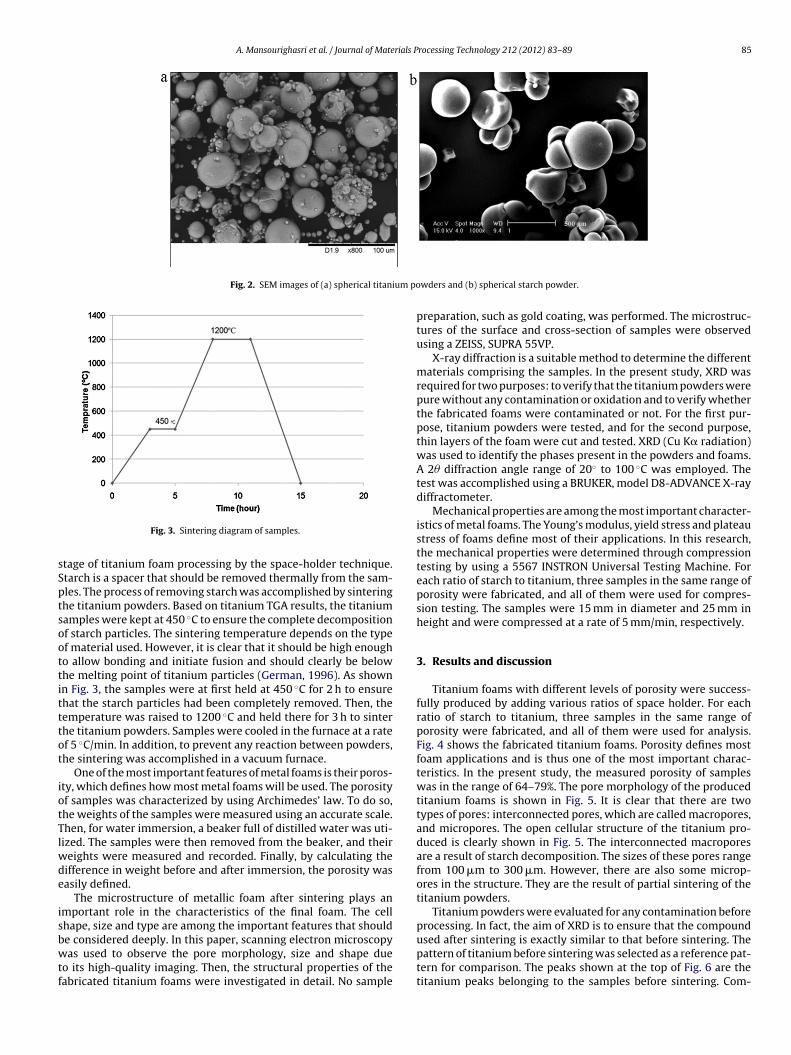
Spherical titanium powders of ≥99.9% purity were purchasedfrom TLS TECHNIK GmbH & Co., Germany. The particle sizes of thepowders were less than 20 �m. Fig. 2a illustrates the spherical tita-nium powders used in the process. As a spacer, native tapioca starchwith spherical particles in the range of 100–400 �m in size wereprovided by National Starch and Chemicals (M) Sdn Bhd. At roomtemperature, starch contains 11% moisture. Tables 2 and 3 list theproperties of titanium and tapioca starch.
The selection of the proper titanium:starch ratio was first con-ducted based on the desired degree of porosity. For example, at thebeginning, it was set to achieve a foam with 50% porosity, so thevolume percentage of titanium to starch was selected to be 50%.By experimentation, this ratio was empirically modified. Becausethe aim of this study was to introduce a new spacer, other reportsregarding parameter selection, ratio selection, and so forth werenot available and will be published in future papers focused onthe optimization of parameters. After selecting the proper ratios,the powders were mixed thoroughly to achieve a homogeneousmixture. Inasmuch as mixing the powders homogeneously canlead to foams with better, more uniform and more homogenouslydistributed pores, this step has significant importance in control-ling the homogeneity of mixture before compaction. The mixingparameters (duration and type of mixing) were fixed by using thedata provided by previous studies. To ensure this, the powderswere mixed for more than 1 h in an agate mortar. After the pow-ders were mixed properly, they were compacted into green partsby applying pressure. The initial compression parameters appliedpressure, duration and sample size were utilized in this study werefixed by using the reports of other researchers, especially Wenet al. (2001). By performing more experiments, these parameterswere modified to achieve the best results. In fact, the space holderused in this study was different from their work, and on the baseof obtained results the following parameters were finalized. Thesamples, which were 15 mm in diameter, were compacted in a
conducted with an applied pressure of 100 MPa.The removal of starch from the samples and sintering, which
were performed in a single step in a furnace, constitute the final
A. Mansourighasri et al. / Journal of Materials Processing Technology 212 (2012) 83– 89 85
Fig. 2. SEM images of (a) spherical titanium po
sSptsoottitttot
iotTlwde
isbwtf
Fig. 3. Sintering diagram of samples.
tage of titanium foam processing by the space-holder technique.tarch is a spacer that should be removed thermally from the sam-les. The process of removing starch was accomplished by sinteringhe titanium powders. Based on titanium TGA results, the titaniumamples were kept at 450 ◦C to ensure the complete decompositionf starch particles. The sintering temperature depends on the typef material used. However, it is clear that it should be high enougho allow bonding and initiate fusion and should clearly be belowhe melting point of titanium particles (German, 1996). As shownn Fig. 3, the samples were at first held at 450 ◦C for 2 h to ensurehat the starch particles had been completely removed. Then, theemperature was raised to 1200 ◦C and held there for 3 h to sinterhe titanium powders. Samples were cooled in the furnace at a ratef 5 ◦C/min. In addition, to prevent any reaction between powders,he sintering was accomplished in a vacuum furnace.
One of the most important features of metal foams is their poros-ty, which defines how most metal foams will be used. The porosityf samples was characterized by using Archimedes’ law. To do so,he weights of the samples were measured using an accurate scale.hen, for water immersion, a beaker full of distilled water was uti-ized. The samples were then removed from the beaker, and their
eights were measured and recorded. Finally, by calculating theifference in weight before and after immersion, the porosity wasasily defined.
The microstructure of metallic foam after sintering plays anmportant role in the characteristics of the final foam. The cellhape, size and type are among the important features that should
e considered deeply. In this paper, scanning electron microscopyas used to observe the pore morphology, size and shape dueo its high-quality imaging. Then, the structural properties of theabricated titanium foams were investigated in detail. No sample
wders and (b) spherical starch powder.
preparation, such as gold coating, was performed. The microstruc-tures of the surface and cross-section of samples were observedusing a ZEISS, SUPRA 55VP.
X-ray diffraction is a suitable method to determine the differentmaterials comprising the samples. In the present study, XRD wasrequired for two purposes: to verify that the titanium powders werepure without any contamination or oxidation and to verify whetherthe fabricated foams were contaminated or not. For the first pur-pose, titanium powders were tested, and for the second purpose,thin layers of the foam were cut and tested. XRD (Cu K� radiation)was used to identify the phases present in the powders and foams.A 2� diffraction angle range of 20◦ to 100 ◦C was employed. Thetest was accomplished using a BRUKER, model D8-ADVANCE X-raydiffractometer.
Mechanical properties are among the most important character-istics of metal foams. The Young’s modulus, yield stress and plateaustress of foams define most of their applications. In this research,the mechanical properties were determined through compressiontesting by using a 5567 INSTRON Universal Testing Machine. Foreach ratio of starch to titanium, three samples in the same range ofporosity were fabricated, and all of them were used for compres-sion testing. The samples were 15 mm in diameter and 25 mm inheight and were compressed at a rate of 5 mm/min, respectively.
3. Results and discussion
Titanium foams with different levels of porosity were success-fully produced by adding various ratios of space holder. For eachratio of starch to titanium, three samples in the same range ofporosity were fabricated, and all of them were used for analysis.Fig. 4 shows the fabricated titanium foams. Porosity defines mostfoam applications and is thus one of the most important charac-teristics. In the present study, the measured porosity of sampleswas in the range of 64–79%. The pore morphology of the producedtitanium foams is shown in Fig. 5. It is clear that there are twotypes of pores: interconnected pores, which are called macropores,and micropores. The open cellular structure of the titanium pro-duced is clearly shown in Fig. 5. The interconnected macroporesare a result of starch decomposition. The sizes of these pores rangefrom 100 �m to 300 �m. However, there are also some microp-ores in the structure. They are the result of partial sintering of thetitanium powders.
Titanium powders were evaluated for any contamination beforeprocessing. In fact, the aim of XRD is to ensure that the compound
used after sintering is exactly similar to that before sintering. Thepattern of titanium before sintering was selected as a reference pat-tern for comparison. The peaks shown at the top of Fig. 6 are thetitanium peaks belonging to the samples before sintering. Com-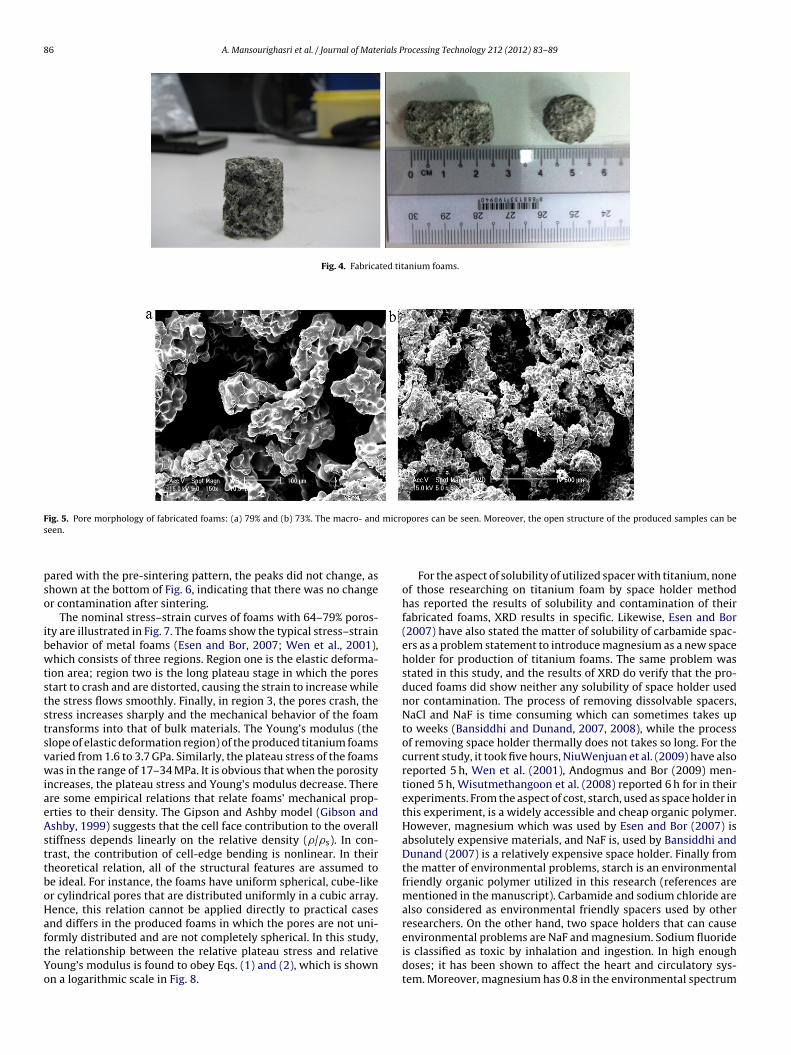
86 A. Mansourighasri et al. / Journal of Materials Processing Technology 212 (2012) 83– 89
Fig. 4. Fabricated titanium foams.
F micros
pso
ibwtststsvwiaeAsttboHaftYo
ig. 5. Pore morphology of fabricated foams: (a) 79% and (b) 73%. The macro- andeen.
ared with the pre-sintering pattern, the peaks did not change, ashown at the bottom of Fig. 6, indicating that there was no changer contamination after sintering.
The nominal stress–strain curves of foams with 64–79% poros-ty are illustrated in Fig. 7. The foams show the typical stress–strainehavior of metal foams (Esen and Bor, 2007; Wen et al., 2001),hich consists of three regions. Region one is the elastic deforma-
ion area; region two is the long plateau stage in which the porestart to crash and are distorted, causing the strain to increase whilehe stress flows smoothly. Finally, in region 3, the pores crash, thetress increases sharply and the mechanical behavior of the foamransforms into that of bulk materials. The Young’s modulus (thelope of elastic deformation region) of the produced titanium foamsaried from 1.6 to 3.7 GPa. Similarly, the plateau stress of the foamsas in the range of 17–34 MPa. It is obvious that when the porosity
ncreases, the plateau stress and Young’s modulus decrease. Therere some empirical relations that relate foams’ mechanical prop-rties to their density. The Gipson and Ashby model (Gibson andshby, 1999) suggests that the cell face contribution to the overalltiffness depends linearly on the relative density (�/�s). In con-rast, the contribution of cell-edge bending is nonlinear. In theirheoretical relation, all of the structural features are assumed toe ideal. For instance, the foams have uniform spherical, cube-liker cylindrical pores that are distributed uniformly in a cubic array.ence, this relation cannot be applied directly to practical casesnd differs in the produced foams in which the pores are not uni-
ormly distributed and are not completely spherical. In this study,he relationship between the relative plateau stress and relativeoung’s modulus is found to obey Eqs. (1) and (2), which is shownn a logarithmic scale in Fig. 8.pores can be seen. Moreover, the open structure of the produced samples can be
For the aspect of solubility of utilized spacer with titanium, noneof those researching on titanium foam by space holder methodhas reported the results of solubility and contamination of theirfabricated foams, XRD results in specific. Likewise, Esen and Bor(2007) have also stated the matter of solubility of carbamide spac-ers as a problem statement to introduce magnesium as a new spaceholder for production of titanium foams. The same problem wasstated in this study, and the results of XRD do verify that the pro-duced foams did show neither any solubility of space holder usednor contamination. The process of removing dissolvable spacers,NaCl and NaF is time consuming which can sometimes takes upto weeks (Bansiddhi and Dunand, 2007, 2008), while the processof removing space holder thermally does not takes so long. For thecurrent study, it took five hours, NiuWenjuan et al. (2009) have alsoreported 5 h, Wen et al. (2001), Andogmus and Bor (2009) men-tioned 5 h, Wisutmethangoon et al. (2008) reported 6 h for in theirexperiments. From the aspect of cost, starch, used as space holder inthis experiment, is a widely accessible and cheap organic polymer.However, magnesium which was used by Esen and Bor (2007) isabsolutely expensive materials, and NaF is, used by Bansiddhi andDunand (2007) is a relatively expensive space holder. Finally fromthe matter of environmental problems, starch is an environmentalfriendly organic polymer utilized in this research (references arementioned in the manuscript). Carbamide and sodium chloride arealso considered as environmental friendly spacers used by otherresearchers. On the other hand, two space holders that can cause
environmental problems are NaF and magnesium. Sodium fluorideis classified as toxic by inhalation and ingestion. In high enoughdoses; it has been shown to affect the heart and circulatory sys-tem. Moreover, magnesium has 0.8 in the environmental spectrum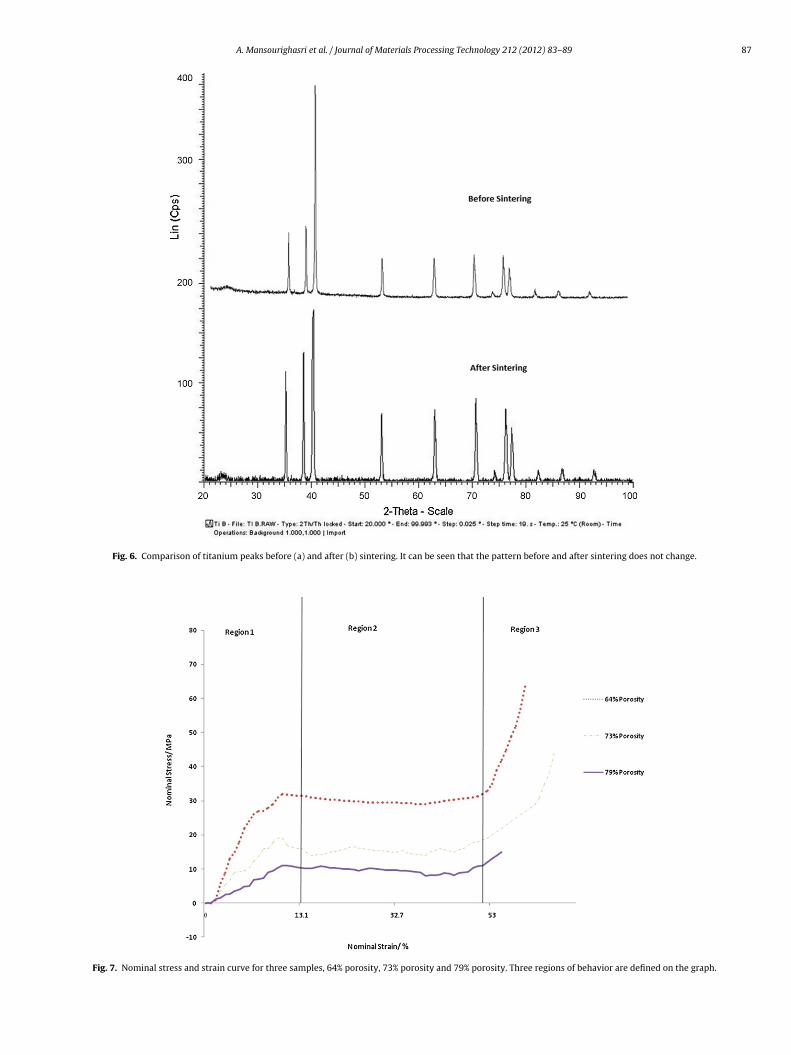
A. Mansourighasri et al. / Journal of Materials Processing Technology 212 (2012) 83– 89 87
Fig. 6. Comparison of titanium peaks before (a) and after (b) sintering. It can be seen that the pattern before and after sintering does not change.
Fig. 7. Nominal stress and strain curve for three samples, 64% porosity, 73% porosity and 79% porosity. Three regions of behavior are defined on the graph.

88 A. Mansourighasri et al. / Journal of Materials Processing Technology 212 (2012) 83– 89
s mod
rt
ItEtlf(Ruy4
4
vtiT
1
2
3
Fig. 8. The change in relative Young’
anges of 0–3. Although it is not highly dangerous, it cannot beotally negligible hazard (Hann, 1974).
�
�s= C
(�
�s
)1.36, R = 0.987 (1)
E
Es= A
(�
�s
)2.96, R = 0.979 (2)
n Eq. (1), � and �s are the plateau stress and yield stress ofhe titanium foam and solid titanium, respectively; similarly, inq. (2), E and Es are the Young’s moduli of the foam and bulkitanium. The constant C is equal to 0.3 from data regarding cel-ular metals and polymers. Additionally, the constant A is gatheredrom data regarding rigid polymers, elastomers, metals and glassesWen et al., 2001). The formula of R, correlation coefficient, is2 = 1 − (SSerror/SStotal), where SSerror is the sum of squares of resid-als and SStotal is the total sum of squares. The Young’s modulus,ield stress and density of bulk titanium are 110 GPa, 480 MPa and.5 g/cm−3, respectively.
. Conclusion
Titanium foams have been successfully fabricated using an inno-ative spacer, native tapioca starch, through powder metallurgy. Inhe present study, the potential of starch for application as a spacern the space-holder technique has been investigated and shown.he following conclusions are drawn:
. It was investigated that the fabricated foams have 64–79%porosity, a Young’s modulus of 1.6–3.7 and plateau stress of17–34 MPa.
. Native tapioca starch can be successfully used as spacer to fabri-cate metal foams. It shows favorable behavior during processing.The size difference between starch particles and titanium parti-cles is less than the difference observed for other typical spacers.
This matter definitely increases the control over the process.. The improvement of this process by achieving greater controland obtaining improved properties for specific applications con-stitute the next stages of this research.
ulus and stress with relative density.
Acknowledgment
This research was conducted under the project number UKM-GUP-BTT-07-25-155 sponsored by UniversitiKebangsaan Malaysia(National University of Malaysia).
References
Abolhasani, H., Muhamad, N., 2010. A new starch-based binder for metal injectionmolding. Journal of Materials & Processing Technology 210, 961–968.
Ashby, M.F., Evans, A.G., Fleck, N.A., Gibson, L.J., Hutchinson, J.W., Wadley, H.N.G.,2000. Metal Foams: A Design Guide. Butterworth-Heinemann, Woburn.
Aydogmus, T., Bor, S., 2009. Processing of porous TiNi alloys using magnesium asspace holder. Alloys and Compounds 478, 705–710.
Banhart, J., 2001. Manufacture, characterisation and application of cellular metalsand metal foams. Progress in Materials Science 46, 559–639.
Banhart, J., Ashby, M.F., Fleck, N.A., 1999. Metal foams and foam metal structures.In: International Conference, Metfoam.
Bansiddhi, A., Dunand, D.C., 2007. Shape-memory NiTi Foams produced by solid-state replication with NaF. Intermetallics 15, 1612–1622.
Bansiddhi, A., Dunand, D.C., 2008. Shape-memory NiTi foams produced by replica-tion of NaCl space-holders. Acta Biomaterialia.
Barsby, T.L., Donald, A.M., Frazier, P.J., 2001. Starch Advances in Structure and Func-tion. The Royal Society of Chemistry Cambrige, UK.
Bertolini, A.C., 2010. Starches:Characterization, Properties, and Applications. CRCPress/Taylor & Francis Group, London/New York.
Buléon, A., Colonna, P., Planchot, V., 1998. Starch granules: structure and biosynthe-sis. Macromolecules 23, 85–112.
Degischer, H.P., Kritz, B., 2002. Handbook of Cellular Metals: Production, Processing,Applications. Wiley/VCH, Verlag GmbH & Co. KGaA, Weinheim.
Esen, Z., Bor, S., 2007. Processing of titanium foams using magnesium spacer parti-cles. Scripta Materialia 56, 341–344.
German, R.M., 1996. Sintering Theory and Practice. Wiley-Interscience, New York.Gibson, L.J., Ashby, M.F., 1999. Cellular Solids, Structure and Properties, 2nd ed.
Cambridge University Press, Cambridge.Gu, Y.w., Yong, M.S., Tay, B.Y., Lim, C.S., 2009. Synthesis and bioactivity of porous
Ti alloy prepared by foaming with TiH2. Materials Science & Engineering 29,1515–1520.
Hann, R.W., 1974. Water Quality Characteristics of Hazardous Materials, Texas A&M.Islam, M.M., Kim, H.S., 2008. Manufacture of syntactic foams using starch as binder:
post-mold processing. Materials and Manufacturing Process, 23.Kotan, G. u., Bor, S., 2007. Production and Characterization of High Porosity Ti-6Al-
4V Foam by Space Holder Technique in Powder Metallurgy. Turkish J. Eng. Env.Sci. 31, 149–156.
Leon, P.B.M.J., Leszek, M., 2009. Thermoplastic Starch; A Green Material for Various
Industries. Wiley/VCH, Verlag GmbH & Co. KGaA, Weinheim.NiuWenjuan, Chenguang, B., GuiBao, Q., Qiang, W., 2009. Processing and propertiesof porous titanium using space holder technique. Materials Science & Engineer-ing 506, 148–151.
Sosnik, B., 1948. US Patent 2434775.

rials P
W
W
A. Mansourighasri et al. / Journal of Mate
en, C.E., Mabuchi, M., Yamada, Y., Shimojima, K., Chino, Y., Asahina, T., 2001.Processing of biomedical porous foam of Ti and Mg. Scripta Materialia 45,1147–1153.
isutmethangoon, S., Nu-Young, P., Sikong, L., Plookphol, T., 2008. Synthesis andcharacterization of porous titanium. Songklanakarin J. Sci. Technol. 30, 509–513.
rocessing Technology 212 (2012) 83– 89 89
Zhao, Y.Y., Sun, D.X., 2001. A novel sintering-dissolution process for manufacturingAl foams. Scripta Materialia 44, 105–110.
Zivcova, Z., Gregorova, E., Pabst, W., David, S.S., Michot, A., Poulier, C., 2009. Thermalconductivity of porous alumina ceramics prepared using starch as a pore-forming agent. ECERS 29, 247–353.

![Fabrication of Natural Tapioca Starch Fibers by a … of Natural Tapioca Starch Fibers by a Modified Electrospinning Technique Krit Sutjarittangtham [a], Patthanakorn Jaiturong [b],](https://img.pdfslide.net/doc/110x75/5ac42ff97f8b9a5c558ca1c7/fabrication-of-natural-tapioca-starch-fibers-by-a-of-natural-tapioca-starch.jpg)






![Production of tapioca starch [tm] sweet potato.pdf · By applying different reaction conditions - temperature, ... Sweet potato starch is used in the manufacture ... in the popular](https://img.pdfslide.net/doc/110x75/5b612e817f8b9a4f488c1032/production-of-tapioca-starch-tm-sweet-potatopdf-by-applying-different-reaction.jpg)


![Production of tapioca starch [tm] Corn starch.pdf · starch. Process wash water is added at the last stage. GERM DRYING . Surface water is removed from the germs by a tapered screw](https://img.pdfslide.net/doc/110x75/5e12dbf4b6f4af13f26846be/production-of-tapioca-starch-tm-corn-starchpdf-starch-process-wash-water-is.jpg)

















