Embed Size (px)
Citation preview
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO
FACULDADE DE TECNOLOGIA
CURSO DE ENGENHARIA DE PRODUÇÃO – MECÂNICA
MATERIAIS DE CONSTRUÇÃO MECÂNICA IV
Siderurgia e Tratamento Térmico dos Aços
Prof. Jaques Jonas Santos Silva
Resende, março de 2009.
Materiais de Construção Mecânica IV 2
ÍNDICE
1. INTRODUÇÃO ................................................................................................................4
1.1. PROPRIEDADES DOS MATERIAIS .......................................................................5
1.2. CLASSIFICAÇÃO DOS MATERIAIS .....................................................................6
2. SIDERURGIA...................................................................................................................8
3. MATÉRIAS-PRIMAS DA INDÚSTRIA SIDERÚRGICA........................................10
3.1. MINÉRIO DE FERRO.............................................................................................10
3.2. CARVÃO..................................................................................................................13
3.3. FUNDENTE .............................................................................................................16
3.4. OUTRAS MATÉRIAS-PRIMAS.............................................................................16
4. PRODUÇÃO DO FERRO GUSA.................................................................................17
4.1. ALTO FORNO .........................................................................................................17
4.2. REAÇÕES DO ALTO FORNO................................................................................18
4.3. PRODUTOS E SUBPRODUTOS DO ALTO FORNO............................................19
4.4. EQUIPAMENTOS AUXILIARES DO ALTO FORNO ..........................................21
5. PRODUÇÃO DO AÇO ..................................................................................................27
5.1. PROCESSOS PNEUMÁTICOS ..............................................................................27
5.2. CONVERSOR BESSEMER ....................................................................................28
5.3. CONVERSOR THOMAS ........................................................................................30
5.4. CONVERSOR DE SOPRO LATERAL...................................................................30
5.5. CONVERSOR DE SOPRO PELO TOPO ...............................................................30
6. SISTEMA FERRO-CARBONO ...................................................................................33
6.1. FASES DO SISTEMA Fe-Fe3C ...............................................................................33
6.2. PONTOS INVARIANTES .......................................................................................34
6.3. CLASSIFICAÇÃO DAS LIGAS DE Fe-C..............................................................35
6.4. DESENVOLVIMENTO DE MICROESTRUTURAS EM LIGAS DE Fe-C..........35
6.4.1. Ligas eutetóides ................................................................................................35
6.4.2. Ligas hipoeutetóides .........................................................................................37
6.4.3. Ligas hipereutetóides........................................................................................38
Materiais de Construção Mecânica IV 3
7. TRANSFORMAÇÕES DE FASES EM METAIS ......................................................40
7.1. TRANSFORMAÇÕES MULTIFÁSICAS...............................................................41
7.2. DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRIMCAS .................................41
7.3. DIAGRAMAS DE TRANSFORMAÇÃO TEMPO – TEMPERATURA
(DIAGRAMAS TTT) ...........................................................................................................42
7.4. PRINCIPAIS ESTRUTURAS FORMADAS NA SOLIDIFICAÇÃO DOS AÇOS
(SISTEMAS EM NÃO EQUILÍBRIO)................................................................................43
7.4.1. Perlita................................................................................................................43
7.4.2. Bainita...............................................................................................................44
7.4.3. Martensita .........................................................................................................45
7.4.4. Cementita globulizada ......................................................................................46
7.4.5. Martensita revenida ..........................................................................................46
8. TRATAMENTO TÉRMICO DOS AÇOS ...................................................................48
8.1. RECOZIMENTO......................................................................................................50
8.1.1. Recozimento total (ou pleno) ...........................................................................51
8.1.2. Recozimento isotérmico ...................................................................................52
8.1.3. Recozimento para alívio de tensões..................................................................53
8.2. NORMALIZAÇÃO..................................................................................................53
8.3. TÊMPERA ...............................................................................................................54
8.4. REVENIDO..............................................................................................................56
8.5. TÊMPERA SUPERFICIAL .....................................................................................57
9. BIBLIOGRAFIA ............................................................................................................60
Materiais de Construção Mecânica IV 4
1. INTRODUÇÃO
Desde os primórdios da evolução o ser humano utiliza-se de diversos tipos de
materiais para a fabricação de utensílios, equipamentos e máquinas. Em ordem crescente de
complexidade, pode-se citar alguns exemplos de materiais utilizados pelo homem:
� Pedras, madeiras e fibras;
� Bronze, ferro e outros metais;
� Borrachas e polímeros;
� Compostos cerâmicos, novas ligas, materiais compósitos.
A busca do material adequado para uma determinada aplicação pode trazer
como resultado uma vasta lista de possibilidades. A escolha deve visar fatores tais como:
� Propriedades (mecânicas, físicas, químicas, etc);
� Custo;
� Vida útil;
� Facilidade de obtenção e manipulação.
A ciência dos materiais busca a relação existente entre a estrutura dos materiais
e suas propriedades. A estrutura de um material está relacionada ao arranjo interno de seus
componentes, seja ao nível atômico, microscópico ou macroscópico.
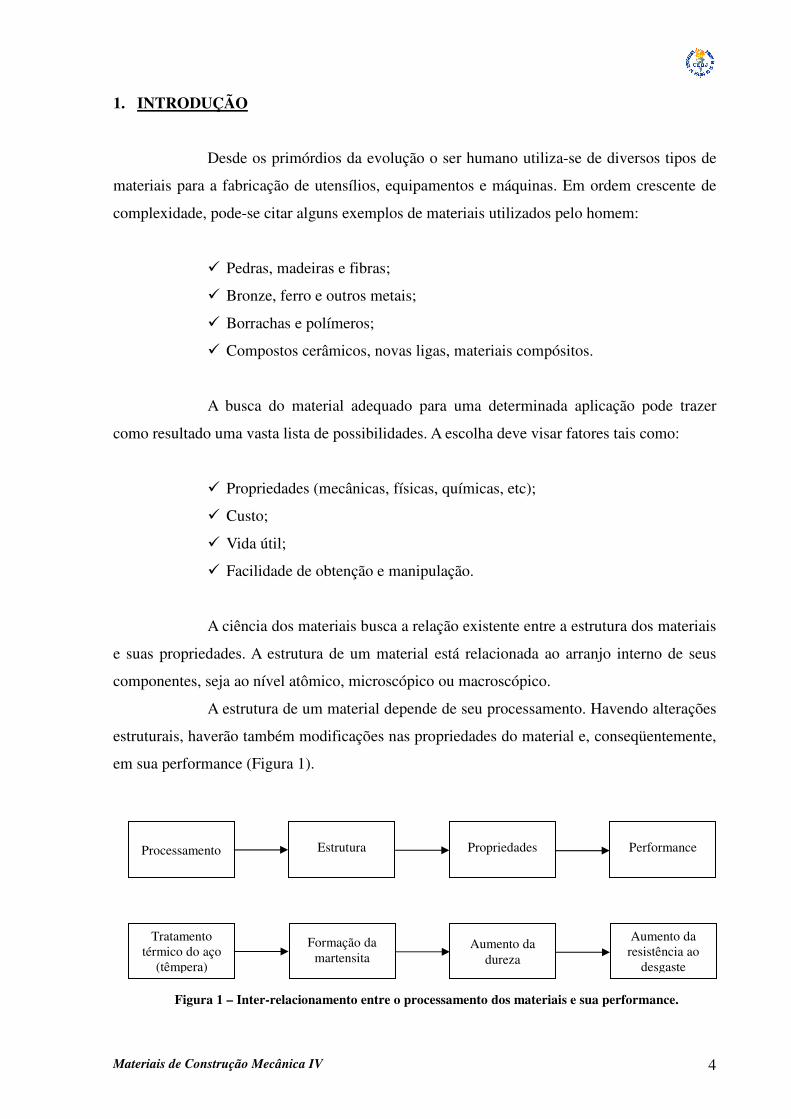
A estrutura de um material depende de seu processamento. Havendo alterações
estruturais, haverão também modificações nas propriedades do material e, conseqüentemente,
em sua performance (Figura 1).
Processamento
Estrutura
Propriedades
Performance
Tratamento térmico do aço
(têmpera)
Formação da martensita
Aumento da dureza
Aumento da resistência ao
desgaste
Figura 1 – Inter-relacionamento entre o processamento dos materiais e sua performance.
Materiais de Construção Mecânica IV 5
1.1. PROPRIEDADES DOS MATERIAIS
Quando em uso, os materiais estão sujeitos a estímulos externos, os quais
causam algum tipo de resposta. As propriedades dos materiais referem-se à magnitude da
resposta em relação a determinado estímulo (Quadro 1).
Quadro 1 - Relação estímulo / resposta de algumas propriedades de materiais.
Estímulo externo Resposta
Tensões externas Deformação
Aumento de temperatura Dilatação volumétrica
Campo elétrico Resistividade elétrica
Atmosfera ambiente Resistência à corrosão
A escolha do material adequado à fabricação de um produto deve levar em
conta suas propriedades, as quais podem ser divididas em 6 categorias:
� Propriedades mecânicas;
� Propriedades elétricas;
� Propriedades magnéticas;
� Propriedades ópticas;
� Propriedades térmicas;
� Propriedades deteriorativas.
Dentre as principais propriedades dos materiais, podemos citar:
a) Resistência mecânica: resistência a esforços (tração, compressão,
cisalhamento, etc);
b) Elasticidade: capacidade de deformar e retornar à forma original;
c) Plasticidade: capacidade de se deformar e manter uma parcela da
deformação;
d) Ductilidade: medida do grau de deformação plástica do material até a
ruptura;
e) Tenacidade: capacidade de absorver energia até a ruptura. Área sob a curva
Materiais de Construção Mecânica IV 6
σ x ε (tensão x deformação);
f) Dureza: resistência à penetração, à deformação plástica e ao desgaste;
g) Fragilidade: capacidade do material romper-se sem sofrer deformação
plástica significativa;
h) Ponto de fusão: temperatura na qual o material passa do estado sólido para o
líquido.
i) Ponto de ebulição: temperatura na qual o material passa do estado líquido
para vapor ou gasoso;
j) Dilatação térmica: variação dimensional devido à variação de temperatura;
k) Condutividade térmica: capacidade de conduzir calor;
l) Condutividade elétrica: capacidade de conduzir correntes elétricas;
m) Resistividade: capacidade de resistir à passagem de correntes elétricas (o
oposto da condutividade elétrica);
n) Resistência à corrosão: capacidade do material de resistir à deterioração
causada pelo meio ambiente;
o) Densidade: quantidade de matéria por unidade de volume.
1.2. CLASSIFICAÇÃO DOS MATERIAIS
Os materiais sólidos podem ser agrupados em três classificações básicas:
a) Metais: normalmente os materiais metálicos são combinações de
elementos metálicos, os quais possuem um grande número de elétrons
não localizados, o que confere a estes materiais algumas características
peculiares (bons condutores de calor e eletricidade, resistência
mecânica, etc).
b) Polímeros: incluem as borrachas e os materiais plásticos, muitos destes
constituídos de compostos orgânicos à base de carbono, hidrogênio e
elementos não-metálicos. Possuem estruturas moleculares muito
grandes e são, em geral, pouco densos e muito flexíveis.
c) Cerâmicas: são compostos de elementos metálicos e não-metálicos,
geralmente óxidos, nitratos e carbetos. São tipicamente isolantes
Materiais de Construção Mecânica IV 7
elétricos e térmicos, duros porém frágeis e mais resistentes a altas
temperaturas e ambientes hostis do que os metais e os polímeros.
Alguns exemplos de materiais utilizados na construção mecânica são
mostrados abaixo:
– Aço
– Ferro fundido (FoFo)
– Fofo branco
– Fofo cinzento
– Fofo maleável
– Fofo de grafita compactada
– Fofo dúctil ou nodular
– Ferro
– Alumínio
– Cobre
– Chumbo
– Estanho
– Zinco
– Níquel
– Magnésio
Metais
– Resinas
– Poliamidas
– Poliuretanos
– Policarbonatos
– Poliésteres
– Silicones
– Plásticos
– Borrachas Polímeros
– Vinílicas
– Acrílicas
– Celulósicas
– Fluorcarbonadas
– Materiais refratários
– Cimentos
– Vidros
– Porcelana
Cerâmicas
Materiais de Construção Mecânica IV 8
2. SIDERURGIA
O termo siderurgia provém do grego siderourgia (sideros = ferro + ergon =
trabalho), e pode ser definido como o conjunto de técnicas para a obtenção dos produtos
ferrosos (ferro gusa, ferro fundido e aço) a partir da redução dos óxidos de ferro.
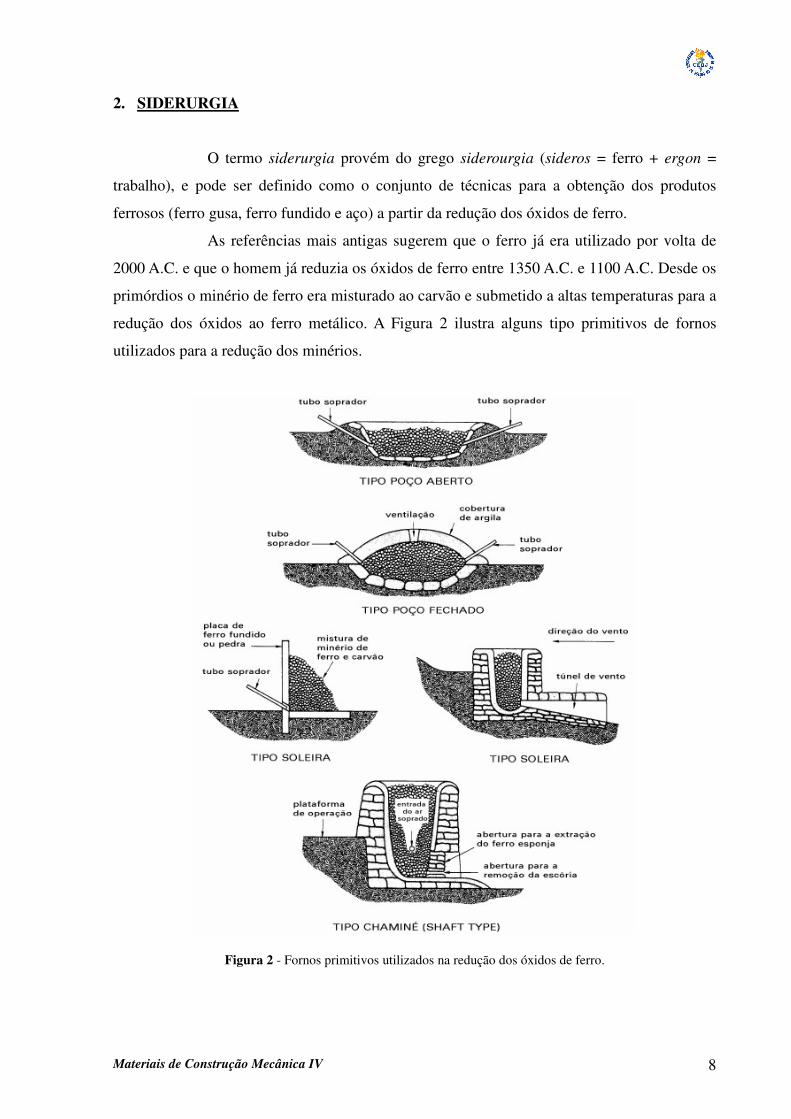
As referências mais antigas sugerem que o ferro já era utilizado por volta de
2000 A.C. e que o homem já reduzia os óxidos de ferro entre 1350 A.C. e 1100 A.C. Desde os
primórdios o minério de ferro era misturado ao carvão e submetido a altas temperaturas para a
redução dos óxidos ao ferro metálico. A Figura 2 ilustra alguns tipo primitivos de fornos
utilizados para a redução dos minérios.
Figura 2 - Fornos primitivos utilizados na redução dos óxidos de ferro.
Materiais de Construção Mecânica IV 9
Em fornos com temperaturas mais baixas, o ferro reduzido tinha forma de
grânulos porosos (ferro esponja). Em temperaturas mais elevadas, os grânulos tornavam-se
pastosos e aglomeravam-se formando uma massa a qual era martelada para a eliminação das
impurezas e formação de uma porção de ferro sólido (ferro “pudlado”).
Se o ferro reduzido for mantido em contato com carbono a altas temperaturas
na ausência de ar, há a difusão de carbono no metal, aumentado sua resistência mecânica
devido à precipitação de carbetos. O produtos dos fornos tipo chaminé, os quais permitiam
maiores temperaturas de operação, facilitando a difusão do carbono, continham entre 1% e
4% de carbono, apresentando propriedades mecânicas superiores ao do ferro puro.
Materiais de Construção Mecânica IV 10
3. MATÉRIAS-PRIMAS DA INDÚSTRIA SIDERÚRGICA
São as seguintes as principais matérias-primas da indústria siderúrgica:
a) Minério de ferro: matéria-prima essencial, contém o ferro na forma de
óxidos.
b) Carvão: atua como elemento combustível, redutor do minério de ferro
e fornecedor de carbono (principal elemento de ligas dos produtos
siderúrgicos).
c) Calcário: de natureza básica, age como fundente ao reagir com as
impurezas do minério e do carvão (de natureza ácida), diminuindo o
seu ponto de fusão e formando a escória
Tanto o minério de ferro quanto o carvão devem ser beneficiados antes de sua
utilização.
3.1. MINÉRIO DE FERRO
Os principais minerais que contém o elemento Fe (ferro) são:
� óxidos;
� carbonatos;
� sulfetos;
� silicatos.
Dentre estes, os óxidos são os mais importantes, sendo os principais:
� magnetita (óxido ferroso férrico) – Fe3O4 – 72,4% em peso de Fe;
� hematita (óxido férrico) – Fe2O3 – 69,9% em peso de Fe;
� limonita (óxido hidratado de ferro) – 2Fe2O3.3H2O – 48,3% em peso de Fe.
A hematita é o minério mais comum e compõe as principais reservas
brasileiras.
Para a sua utilização em altos-fornos, os minérios de ferro devem ser
Materiais de Construção Mecânica IV 11
beneficiados de forma a adequar suas características físico-químicas (granulação, composição,
etc), tornando a carga do alto-forno mais homogênea.
As operações para o beneficiamento envolvem geralmente operações de:
� britamento;
� peneiramento;
� mistura;
� moagem;
� concentração;
� classificação;
� aglomeração.
Os processos de aglomeração tem como objetivos:
� melhorar as propriedades mecânicas da carga;
� melhorar a permeabilidade da carga no alto-forno;
� reduzir o consumo de carvão;
� acelerar os processos de redução;
� reduzir a quantidade de “finos” (material finamente particulado) lançados
pelo alto-forno no sistema de recuperação de gases.
Entre os principais processos de aglomeração pode-se citar:
� sinterização;
� pelotização;
� briquetagem;
� nodulização.
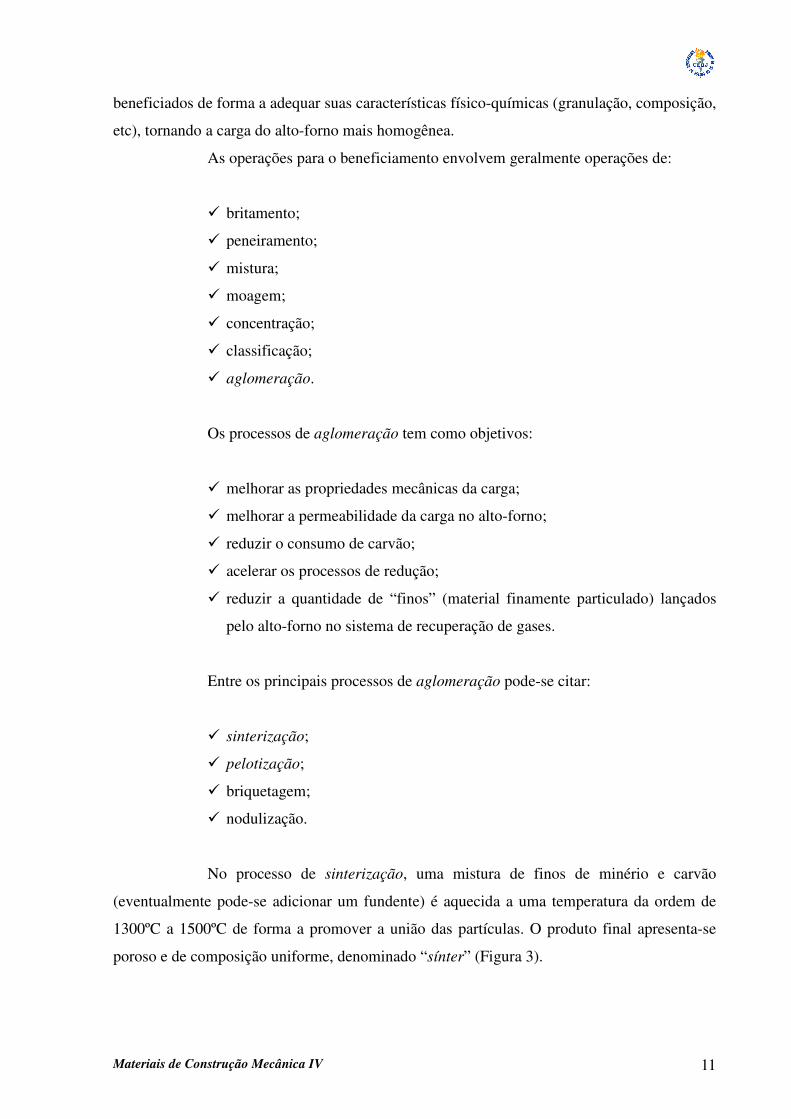
No processo de sinterização, uma mistura de finos de minério e carvão
(eventualmente pode-se adicionar um fundente) é aquecida a uma temperatura da ordem de
1300ºC a 1500ºC de forma a promover a união das partículas. O produto final apresenta-se
poroso e de composição uniforme, denominado “sínter” (Figura 3).
Materiais de Construção Mecânica IV 12
Figura 3 - Aspecto do sínter (produto do processo de sinterização).
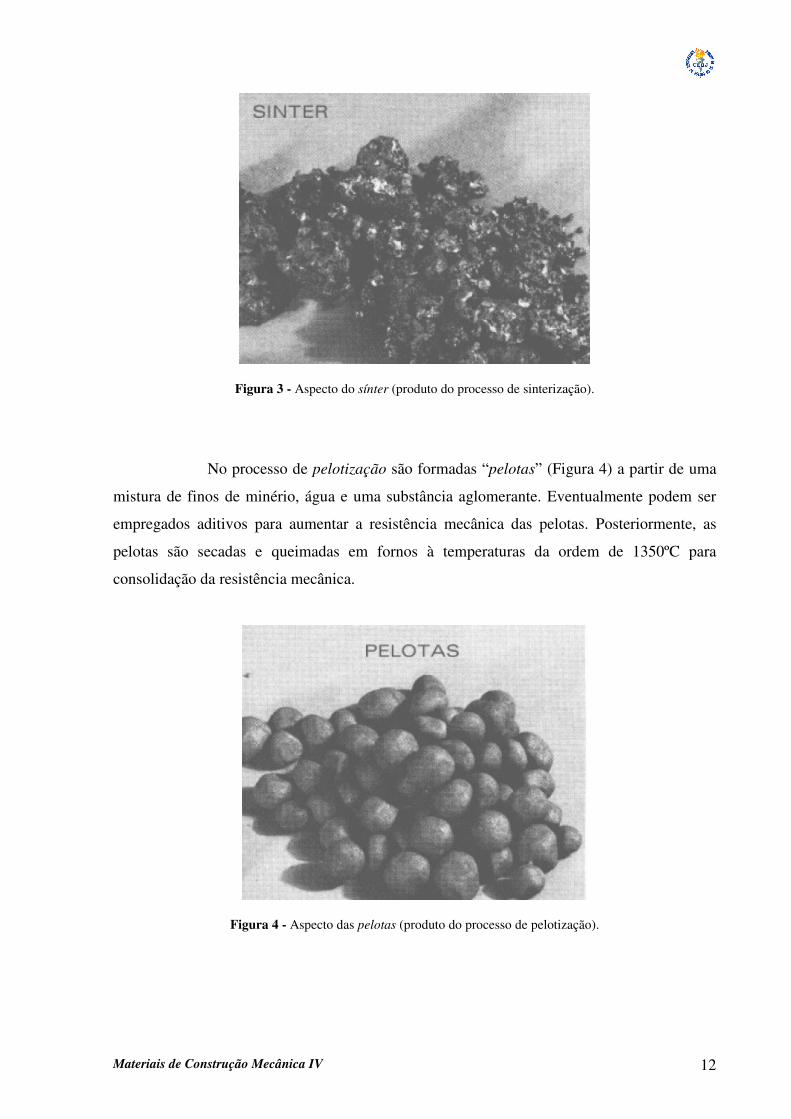
No processo de pelotização são formadas “pelotas” (Figura 4) a partir de uma
mistura de finos de minério, água e uma substância aglomerante. Eventualmente podem ser
empregados aditivos para aumentar a resistência mecânica das pelotas. Posteriormente, as
pelotas são secadas e queimadas em fornos à temperaturas da ordem de 1350ºC para
consolidação da resistência mecânica.
Figura 4 - Aspecto das pelotas (produto do processo de pelotização).
Materiais de Construção Mecânica IV 13
3.2. CARVÃO
Os carvões utilizados na indústria siderúrgica podem ser de origem vegetal ou
mineral. Dentre estes últimos, destacam-se as turfas, os linhitos, as hulhas e os antracitos (em
ordem crescente de tempo de formação), sendo as hulhas (ou carvões betuminosos) os mais
comuns.
Os carvões vegetais são obtidos através da pirólise1 da madeira, a qual resulta
em um resíduo sólido rido em carbono fixo, além de subprodutos gasosos (CO2, CO, H2, etc)
e líquidos (alcatrões, ácido acético, álcool metílico, etc). No Brasil, a carbonização da madeira
para a obtenção de carvão vegetal é feita em fornos rudimentares e pouco eficientes, com a
perda dos subprodutos gasosos e líquidos.
O carvão vegetal apresenta, em média, a seguinte composição química (Tabela
1):
Tabela 1 - Composição típica de um carvão vegetal.
Composição
Cinzas 5%
Substâncias voláteis 25%
Carbono fixo 70%
Estes índices mostram um produto de alta qualidade, mesmo se comparados
aos melhores carvões minerais. Entretanto, sua resistência mecânica é baixa, de forma que os
altos-fornos à carvão vegetal tenham uma capacidade de produção bem menor que os altos-
fornos à carvão mineral (Tabela 2).
1 Aquecimento na ausência de ar para a quebra de moléculas complexas.
– Turfas
– Linhitos
– Hulhas
– Antracitos
Carvão
– Vegetal – Mineral
Tempo de formação
Materiais de Construção Mecânica IV 14
Tabela 2 - Capacidades típicas de altos-fornos.
Capacidade típica do alto-forno
À carvão vegetal 1.200 T / dia
À carvão mineral (coque) 10.000 T / dia
Os carvões minerais são constituídos basicamente de matéria vegetal
decomposta e fossilizada, convertendo-se progressivamente em turfas, linhitos, hulhas
(carvões betuminosos) e antracitos. Para adequar suas características físico-químicas, os
carvões minerais devem ser submetidos a um processo de coqueificação, do qual resulta o
coque siderúrgico (ou simplesmente coque). Um carvão betuminoso adequado à produção de
coque apresenta a seguinte composição média (Tabela 3):
Tabela 3 - Composição típica de um carvão mineral para a produção de coque.
Composição
Cinzas 7%
Substâncias voláteis 33%
Carbono fixo 60%
O processo de coqueificação tem como objetivos o aumento da resistência
mecânica e da porosidade, além da redução do teor de substâncias voláteis.
A resistência mecânica deve ser o suficientemente alta para suportar o peso da
carga no alto-forno sem que haja seu esmagamento, de forma a não prejudicar sua
permeabilidade.
A porosidade aumenta a área de contato do coque com o oxigênio, favorecendo
as reações de formação do CO e do CO2 e aumentando o rendimento das reações de redução
dos minérios.
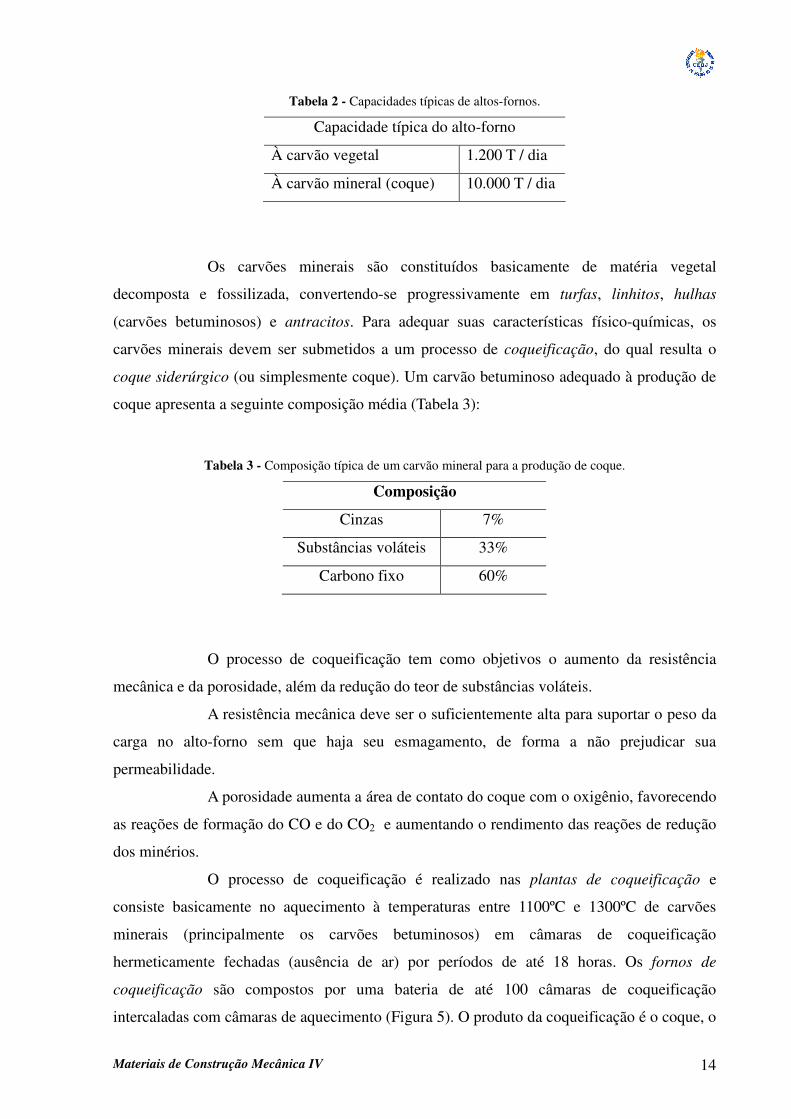
O processo de coqueificação é realizado nas plantas de coqueificação e
consiste basicamente no aquecimento à temperaturas entre 1100ºC e 1300ºC de carvões
minerais (principalmente os carvões betuminosos) em câmaras de coqueificação
hermeticamente fechadas (ausência de ar) por períodos de até 18 horas. Os fornos de
coqueificação são compostos por uma bateria de até 100 câmaras de coqueificação
intercaladas com câmaras de aquecimento (Figura 5). O produto da coqueificação é o coque, o
Materiais de Construção Mecânica IV 15
qual se apresenta como uma substância porosa, com resistência mecânica elevada (se
comparada com os carvões vegetais) e alto teor de carbono, além de subprodutos gasosos e
líquidos (Figura 6).
Os carvões minerais brasileiros possuem propriedades de coqueificação pobres,
motivo pelo qual devem ser misturados a carvões importados de alta qualidade, na proporção
de 20% a 30% de carvão nacional.
Figura 5 - Vista geral de um forno de coqueificação. No detalhe, uma câmara de coqueificação aberta, prestes a ser descarregada.
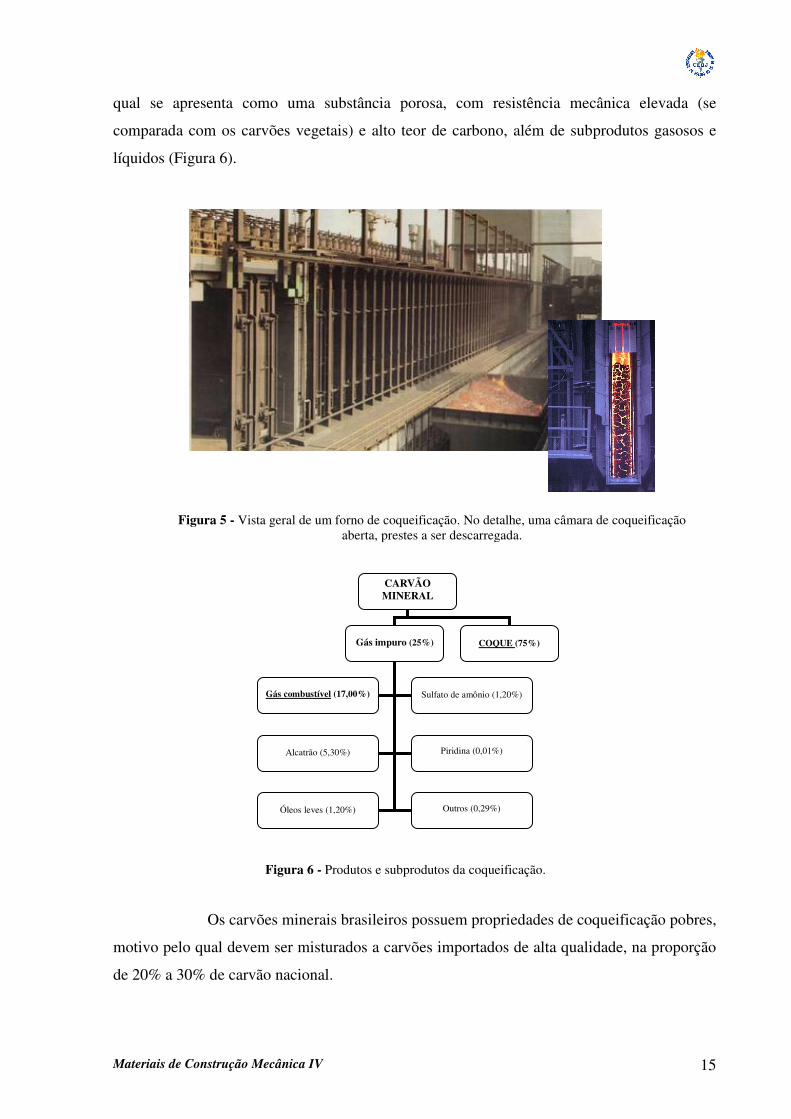
CARVÃO MINERAL
Gás impuro (25%)
COQUE (75%)
Outros (0,29%)
Óleos leves (1,20%)
Piridina (0,01%)
Alcatrão (5,30%)
Sulfato de amônio (1,20%)
Gás combustível (17,00%)
Figura 6 - Produtos e subprodutos da coqueificação.
Materiais de Construção Mecânica IV 16
3.3. FUNDENTE
A principal função do fundente é a formação da escória de alto-forno, através
de sua combinação com as cinzas do coque e as impurezas do minério, reduzindo o ponto de
fusão e fazendo com que estes se separem do metal líquido (ferro gusa).
Os principais fundentes utilizados são o calcário (CaCO3) e a dolomita
(CaCO3.MgCO3). Uma vez no alto forno, estes se decompõem em cal (CaO) e magnésia
(MgO), os quais combinam-se com os óxidos ácidos além de possuir poder dessulfurante2.
3.4. OUTRAS MATÉRIAS-PRIMAS
Além das matérias-primas já citadas, outras matérias-primas também
importantes no indústria siderúrgica são:
a) Manganês: elemento de liga imprescindível nos aços, age como
dessulfurante e desoxidante. O mineral mais importante para o
fornecimento de manganês é a pirolusita (MnO2), cujo teor de
manganês varia de 30% a 50%.
b) Elementos de liga: necessários para a produção das ligas de aço e
ferros-liga. Incluem elementos como silício, vanádio, molibdênio,
níquel, tungstênio, titânio, alumínio e cobalto.
c) Sucatas de ferro e aço: sua utilização nos altos-fornos ou nos fornos
conversores para a produção de ferro gusa ou aço permite uma
apreciável economia de minério, coque e calcário (necessários para a
produção do ferro gusa), além de proporcionar a reciclagem destes
materiais.
2 A dessulfuração consiste na redução dos teores de enxofre, elemento que tende a conferir fragilidade ao ferro ou aço.
Materiais de Construção Mecânica IV 17
cadinho
rampa
cuba
topo sistema de carregamento
anel de vento
ventaneiras
saída de gusa
saída de escória
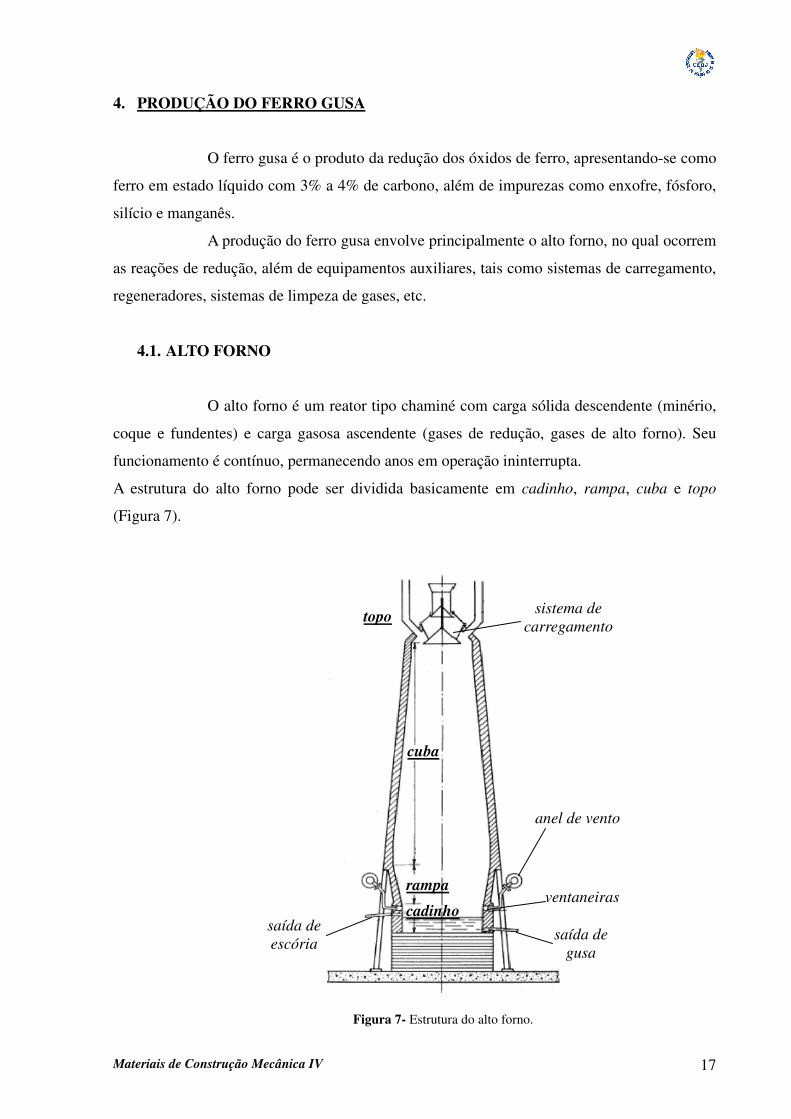
4. PRODUÇÃO DO FERRO GUSA
O ferro gusa é o produto da redução dos óxidos de ferro, apresentando-se como
ferro em estado líquido com 3% a 4% de carbono, além de impurezas como enxofre, fósforo,
silício e manganês.
A produção do ferro gusa envolve principalmente o alto forno, no qual ocorrem
as reações de redução, além de equipamentos auxiliares, tais como sistemas de carregamento,
regeneradores, sistemas de limpeza de gases, etc.
4.1. ALTO FORNO
O alto forno é um reator tipo chaminé com carga sólida descendente (minério,
coque e fundentes) e carga gasosa ascendente (gases de redução, gases de alto forno). Seu
funcionamento é contínuo, permanecendo anos em operação ininterrupta.
A estrutura do alto forno pode ser dividida basicamente em cadinho, rampa, cuba e topo
(Figura 7).
Figura 7- Estrutura do alto forno.
Materiais de Construção Mecânica IV 18
O cadinho corresponde à parte onde se acumulam o metal em estado líquido
(gusa) e a escória, resultantes dos processos de redução. O vazamento destes materiais é feito
através dos furos de corrida do gusa e da escória, sendo que este último é posicionado acima
do primeiro devido à densidade da escória ser menor que a do gusa, fazendo com que a
escória fique sobrenadando o gusa. O vazamento destes materiais é feito na casa de corrida.
Na parte superior do cadinho encontram-se posicionadas as ventaneiras,
geralmente em número de 20 a 32, as quais injetam ar pré-aquecido sob pressão no interior do
alto forno para as reações de redução. As ventaneiras estão ligadas ao anel de vento, o qual
circunda a estrutura do alto forno e recebe o ar aquecido dos regeneradores.
Logo acima do cadinho encontra-se a rampa, região mais aquecida do alto
forno, concentrando a maioria das reações de redução dos minérios.
A cuba recebe a carga inserida pelo topo do alto forno através de um sistema
de carregamento. Também no topo ocorre a saída dos gases de alto forno, através dos tubos de
ascensão de gases. Estes gases são reaproveitados em outros processos após passarem por um
processo de limpeza.
4.2. REAÇÕES DO ALTO FORNO
� Formação do CO (monóxido de carbono) e do CO2 (dióxido de carbono): ocorre
na região das ventaneiras em temperaturas da ordem de 1800oC a 2000oC.
C + O2 � CO2
CO2 + C � 2CO (elemento redutor)
� Decomposição dos carbonatos: ocorre a aproximadamente 800oC, formando os
óxidos de cálcio (CaO – cal) e magnésio (MgO – magnésia), os quais combinarão com
a ganga do minério e as cinzas do carvão para a formação da escória.
CaCO3 � CaO (cal) + CO2
MgCO3 � MgO (magnésia) + CO2
� Redução dos óxidos de ferro: se dá principalmente pela ação do monóxido de
carbono, e também pela ação do carbono do carvão.
Materiais de Construção Mecânica IV 19
3Fe2O3 + CO � 2Fe3O4 + CO2
Fe3O4 + CO � 3FeO + CO2
FeO + CO � Fe + CO2
Fe2O3 + 3C � 2Fe + 3CO
� Formação da cementita (carbeto de ferro): a saturação do ferro com carbono dá
origem à precipitação do carbeto de ferro (Fe3C – cementita), composto que confere
dureza e resistência ao ferro.
3Fe + C � Fe3C�
3Fe + 2CO � Fe3C� + CO2
Outras dezenas de reações poderiam ser citadas, tais como a redução do
manganês, silício e fósforo a partir de seus óxidos, a redução do ferro a partir do sulfeto de
ferro (FeS) além das reações de formação da escória.
4.3. PRODUTOS E SUBPRODUTOS DO ALTO FORNO
O principal produto do alto forno é o ferro gusa, além de subprodutos como a
escória e o gás de alto forno. Para a produção de 1.000Kg de ferro gusa são necessários, em
média:
� 1.700Kg de minério de ferro;
� 400a 600 Kg de coque;
� 140Kg de cal ou magnésia;
� 1.600 a 2.000Kg de ar.
Além destes insumos há o consumo de água para refrigeração (da ordem de 20m3/T de ferro
gusa) e energia elétrica para acionamento de dispositivos de carregamento, compressores, etc
(da ordem de 10KWh/T de ferro gusa).
Elemento redutor: CO
Elemento redutor: C
Materiais de Construção Mecânica IV 20
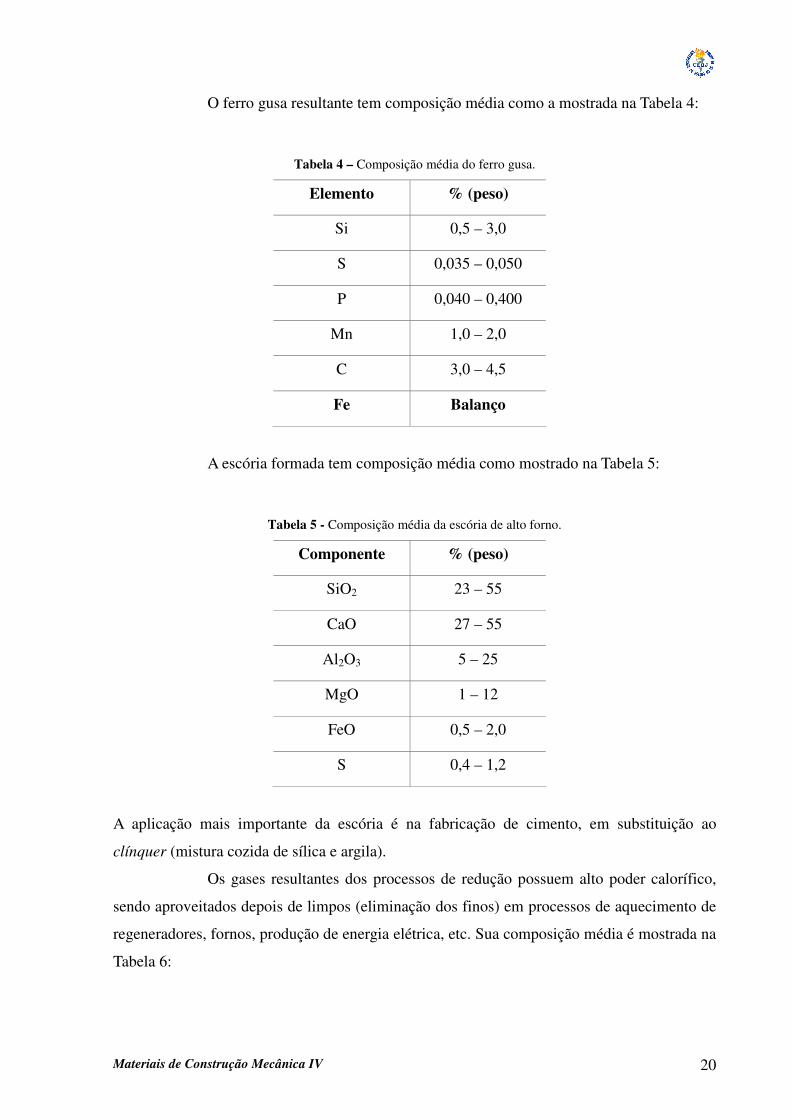
O ferro gusa resultante tem composição média como a mostrada na Tabela 4:
Tabela 4 – Composição média do ferro gusa.
Elemento % (peso)
Si 0,5 – 3,0
S 0,035 – 0,050
P 0,040 – 0,400
Mn 1,0 – 2,0
C 3,0 – 4,5
Fe Balanço
A escória formada tem composição média como mostrado na Tabela 5:
Tabela 5 - Composição média da escória de alto forno.
Componente % (peso)
SiO2 23 – 55
CaO 27 – 55
Al2O3 5 – 25
MgO 1 – 12
FeO 0,5 – 2,0
S 0,4 – 1,2
A aplicação mais importante da escória é na fabricação de cimento, em substituição ao
clínquer (mistura cozida de sílica e argila).
Os gases resultantes dos processos de redução possuem alto poder calorífico,
sendo aproveitados depois de limpos (eliminação dos finos) em processos de aquecimento de
regeneradores, fornos, produção de energia elétrica, etc. Sua composição média é mostrada na
Tabela 6:
Materiais de Construção Mecânica IV 21
Tabela 6 - Composição média do gás de alto forno.
Componente % (volume)
CO2 13
CO 27
H2 3
N2 57
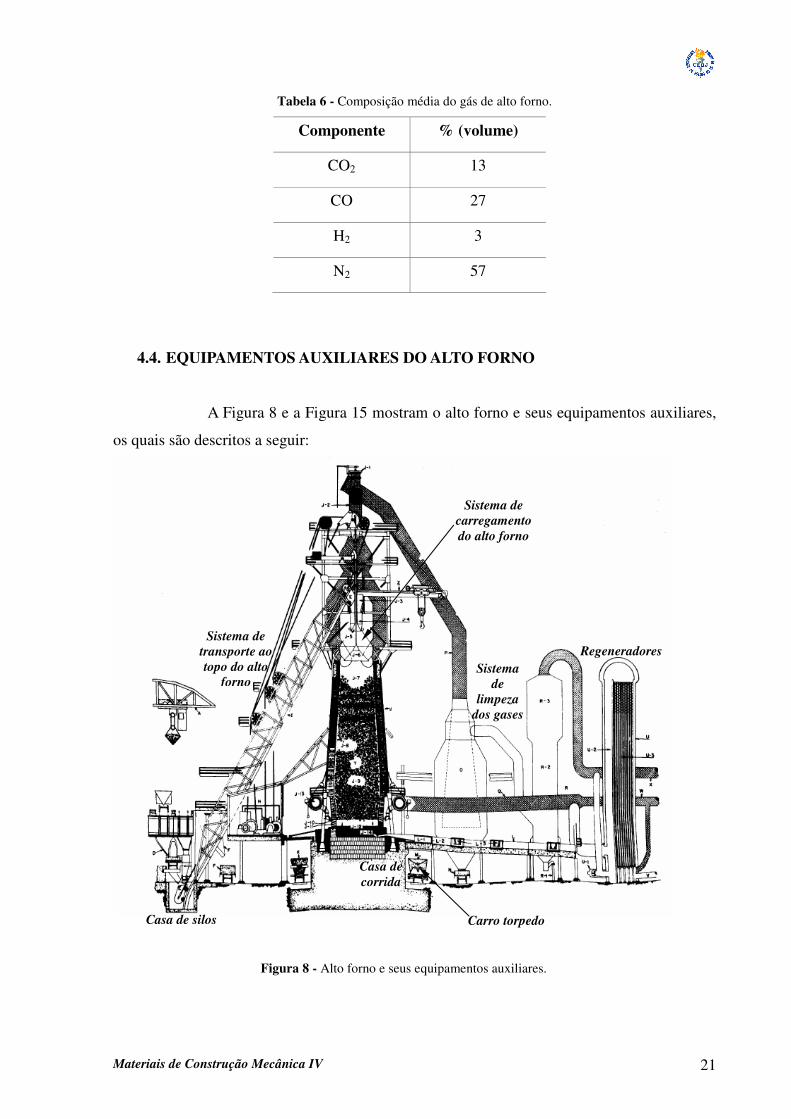
4.4. EQUIPAMENTOS AUXILIARES DO ALTO FORNO
A Figura 8 e a Figura 15 mostram o alto forno e seus equipamentos auxiliares,
os quais são descritos a seguir:
Casa de silos
Sistema de transporte ao topo do alto
forno
Casa de corrida
Sistema de
limpeza dos gases
Regeneradores
Sistema de carregamento do alto forno
Carro torpedo
Figura 8 - Alto forno e seus equipamentos auxiliares.
Materiais de Construção Mecânica IV 22
• Casa de silos: mantém estocadas as matérias primas para a produção do gusa.
• Sistema de transporte ao topo do alto forno: o tipo de sistema varia em função do
volume de produção de gusa. São utilizados caçambas, carros (skip cars) ou correias
transportadoras.
� Caçambas: são levadas ao topo do alto forno por meio de
guindastes e descarregadas pelo fundo. Limitado a pequenos
volumes de produção (até 200T/dia).
� Carros: dois carros tracionados por cabos movimentam-se num
plano inclinado unindo a casa de silos ao topo do alto forno.
Adequado para volumes de produção até 3500T/dia.
� Correias transportadoras: a matéria prima é conduzida até o
topo do alto forno por correias transportadoras movendo-se
sobre um plano inclinado. Adequado para volumes de
produção acima de 3500T/dia.
• Sistema de carregamento do alto forno: devem permitir a entrada de matérias
primas no alto forno sem que haja escape dos gases de alto forno para a atmosfera.
São utilizados os sistemas duplo cone e calha rotativa.
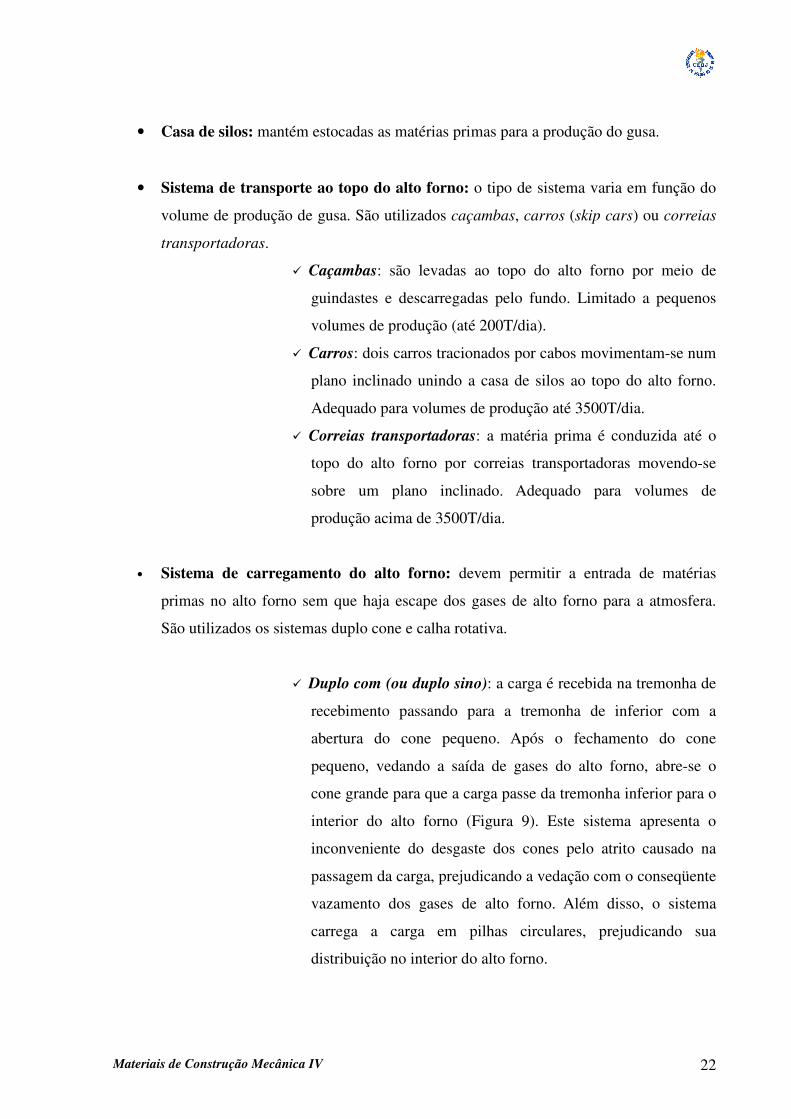
� Duplo com (ou duplo sino): a carga é recebida na tremonha de
recebimento passando para a tremonha de inferior com a
abertura do cone pequeno. Após o fechamento do cone
pequeno, vedando a saída de gases do alto forno, abre-se o
cone grande para que a carga passe da tremonha inferior para o
interior do alto forno (Figura 9). Este sistema apresenta o
inconveniente do desgaste dos cones pelo atrito causado na
passagem da carga, prejudicando a vedação com o conseqüente
vazamento dos gases de alto forno. Além disso, o sistema
carrega a carga em pilhas circulares, prejudicando sua
distribuição no interior do alto forno.
Materiais de Construção Mecânica IV 23
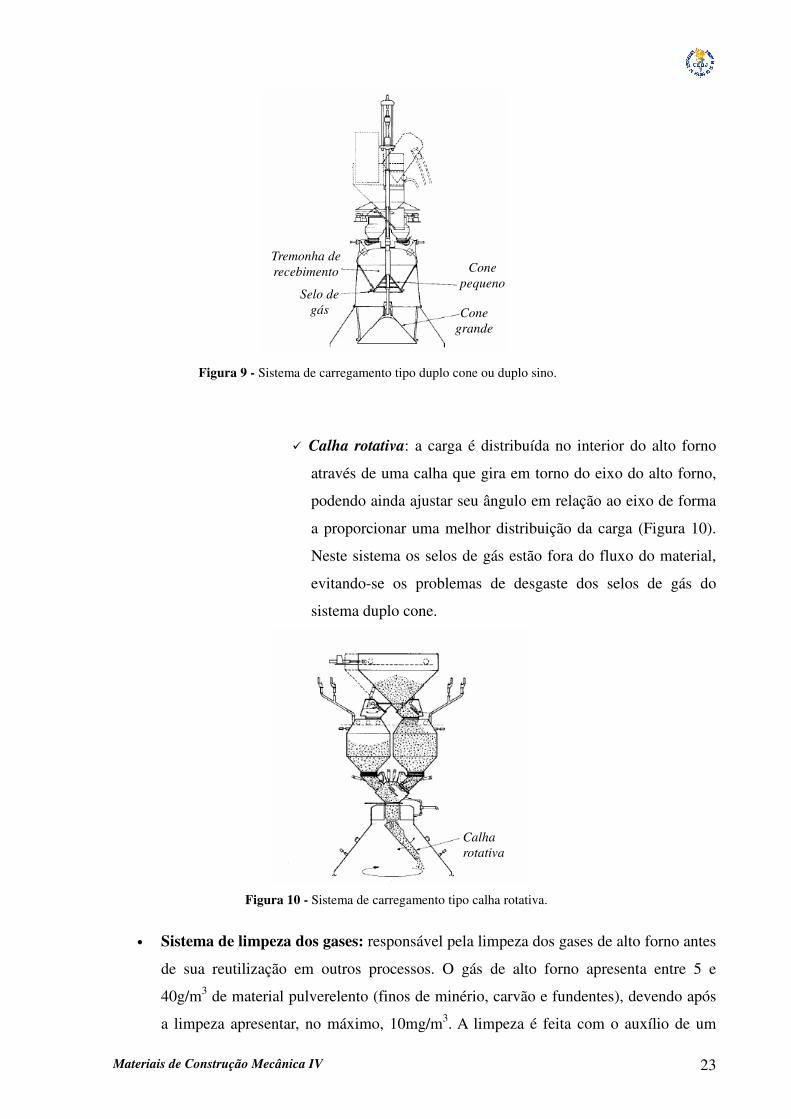
� Calha rotativa: a carga é distribuída no interior do alto forno
através de uma calha que gira em torno do eixo do alto forno,
podendo ainda ajustar seu ângulo em relação ao eixo de forma
a proporcionar uma melhor distribuição da carga (Figura 10).
Neste sistema os selos de gás estão fora do fluxo do material,
evitando-se os problemas de desgaste dos selos de gás do
sistema duplo cone.
• Sistema de limpeza dos gases: responsável pela limpeza dos gases de alto forno antes
de sua reutilização em outros processos. O gás de alto forno apresenta entre 5 e
40g/m3 de material pulverelento (finos de minério, carvão e fundentes), devendo após
a limpeza apresentar, no máximo, 10mg/m3. A limpeza é feita com o auxílio de um
Tremonha de recebimento Cone
pequeno
Cone grande
Selo de gás
Calha rotativa
Figura 9 - Sistema de carregamento tipo duplo cone ou duplo sino.
Figura 10 - Sistema de carregamento tipo calha rotativa.
Materiais de Construção Mecânica IV 24
coletor de poeiras, o qual recolhe parte dos finos arrastados pelo gás de alto forno, e
lavadores de gás, os quais empregam um precipitador eletrostático que ioniza as
partículas de pó atraindo-as para suas paredes, sendo em seguida arrastadas por uma
camada de água que escorre pelas paredes (Figura 11).
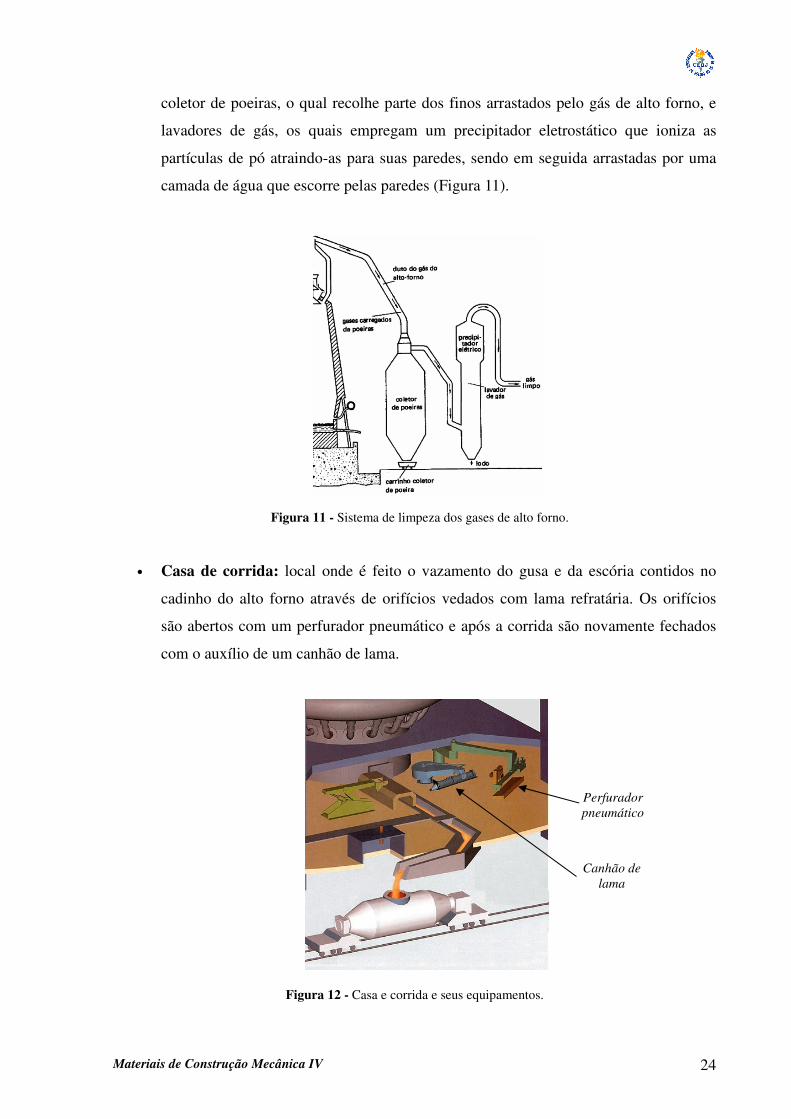
• Casa de corrida: local onde é feito o vazamento do gusa e da escória contidos no
cadinho do alto forno através de orifícios vedados com lama refratária. Os orifícios
são abertos com um perfurador pneumático e após a corrida são novamente fechados
com o auxílio de um canhão de lama.
Figura 12 - Casa e corrida e seus equipamentos.
Figura 11 - Sistema de limpeza dos gases de alto forno.
Perfurador pneumático
Canhão de lama
Materiais de Construção Mecânica IV 25
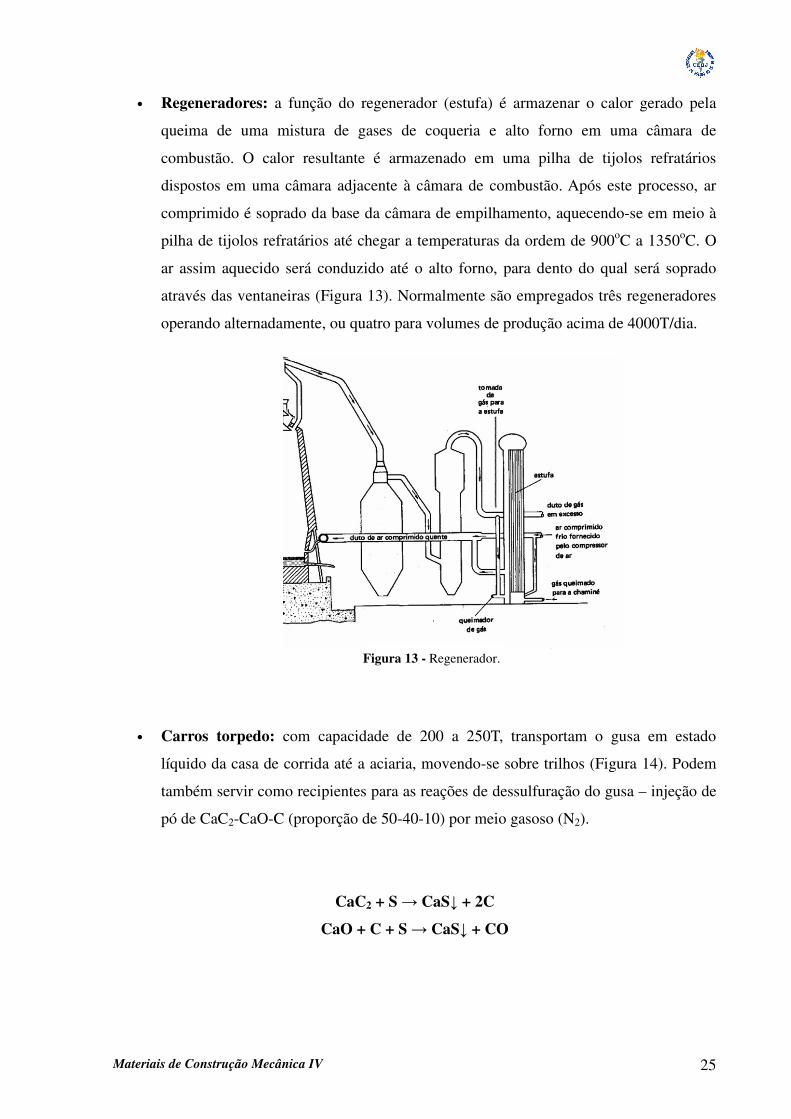
• Regeneradores: a função do regenerador (estufa) é armazenar o calor gerado pela
queima de uma mistura de gases de coqueria e alto forno em uma câmara de
combustão. O calor resultante é armazenado em uma pilha de tijolos refratários
dispostos em uma câmara adjacente à câmara de combustão. Após este processo, ar
comprimido é soprado da base da câmara de empilhamento, aquecendo-se em meio à
pilha de tijolos refratários até chegar a temperaturas da ordem de 900oC a 1350oC. O
ar assim aquecido será conduzido até o alto forno, para dento do qual será soprado
através das ventaneiras (Figura 13). Normalmente são empregados três regeneradores
operando alternadamente, ou quatro para volumes de produção acima de 4000T/dia.
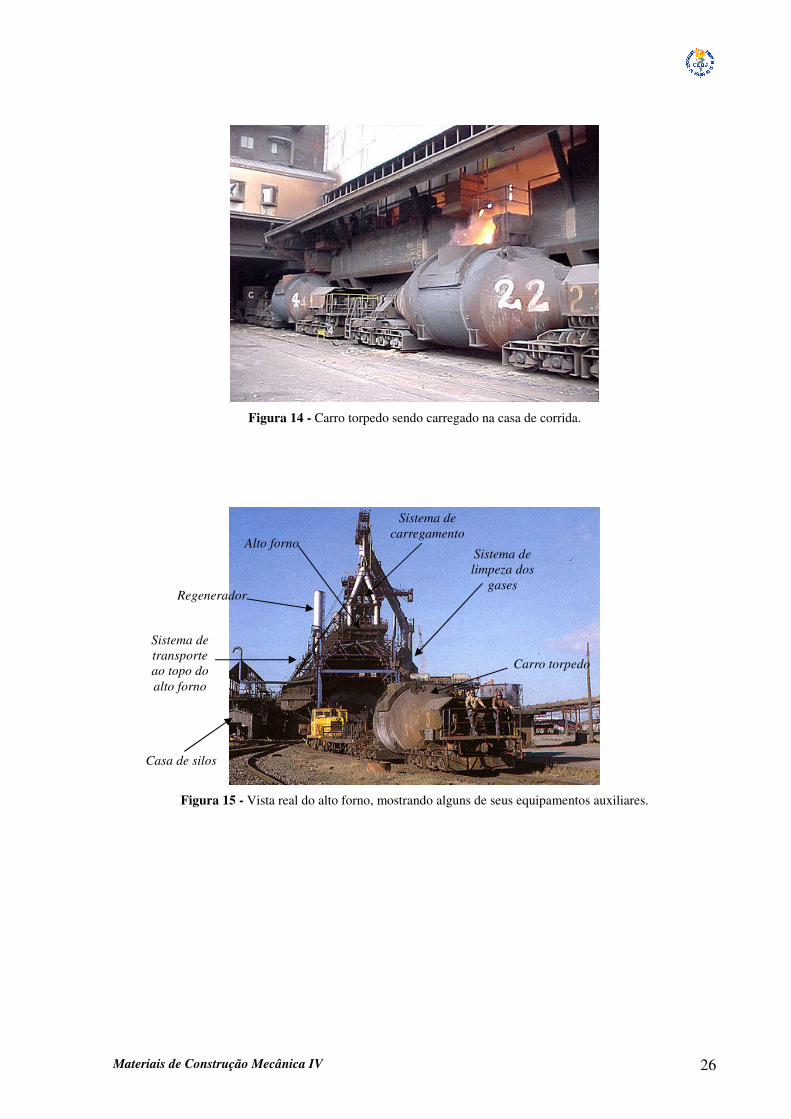
• Carros torpedo: com capacidade de 200 a 250T, transportam o gusa em estado
líquido da casa de corrida até a aciaria, movendo-se sobre trilhos (Figura 14). Podem
também servir como recipientes para as reações de dessulfuração do gusa – injeção de
pó de CaC2-CaO-C (proporção de 50-40-10) por meio gasoso (N2).
CaC2 + S � CaS� + 2C
CaO + C + S � CaS� + CO
Figura 13 - Regenerador.
Materiais de Construção Mecânica IV 26
Figura 14 - Carro torpedo sendo carregado na casa de corrida.
Figura 15 - Vista real do alto forno, mostrando alguns de seus equipamentos auxiliares.
Carro torpedo
Regenerador
Sistema de limpeza dos
gases
Alto forno
Casa de silos
Sistema de transporte ao topo do alto forno
Sistema de carregamento
Materiais de Construção Mecânica IV 27
5. PRODUÇÃO DO AÇO
O ferro gusa pode ser definido como uma liga de Fe-C contendo teores
elevados de C e impurezas como Si, Mn, P e S. O aço é uma liga obtida a partir do ferro gusa,
contendo baixos teores de C e impurezas (Si, Mn, P e S). A redução dos teores destes
elementos se dá através de processos de oxidação em fornos conversores.
Os agentes oxidantes podem ser de natureza gasosa (ar ou oxigênio) ou sólida
(minérios na forma de óxidos). Independente do tipo de agente oxidante utilizados, os
processos de fabricação do aço podem ser classificados em:
� Processos ácidos: oxidação do C, Si e Mn;
� Processos básicos: oxidação do C, Si, Mn, P e S.
O que determina se um processo é ácido ou básico é a natureza ácida ou básica do
revestimento refratário do conversor.
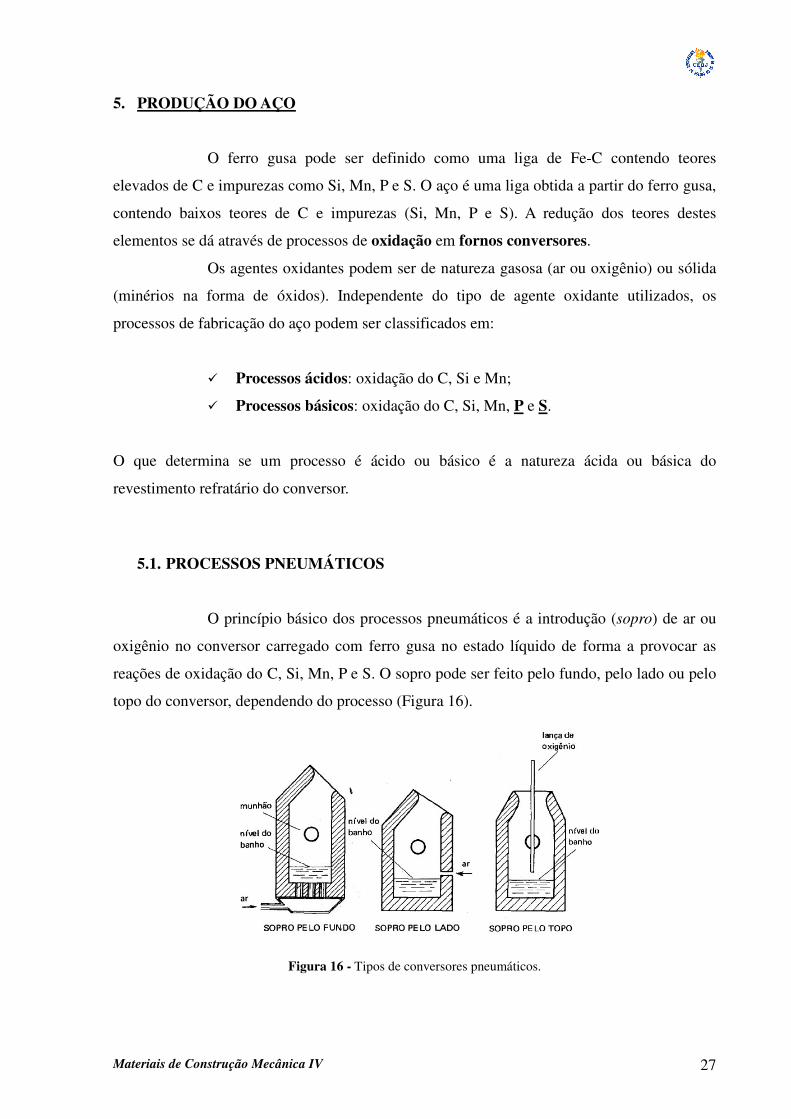
5.1. PROCESSOS PNEUMÁTICOS
O princípio básico dos processos pneumáticos é a introdução (sopro) de ar ou
oxigênio no conversor carregado com ferro gusa no estado líquido de forma a provocar as
reações de oxidação do C, Si, Mn, P e S. O sopro pode ser feito pelo fundo, pelo lado ou pelo
topo do conversor, dependendo do processo (Figura 16).
Figura 16 - Tipos de conversores pneumáticos.
Materiais de Construção Mecânica IV 28
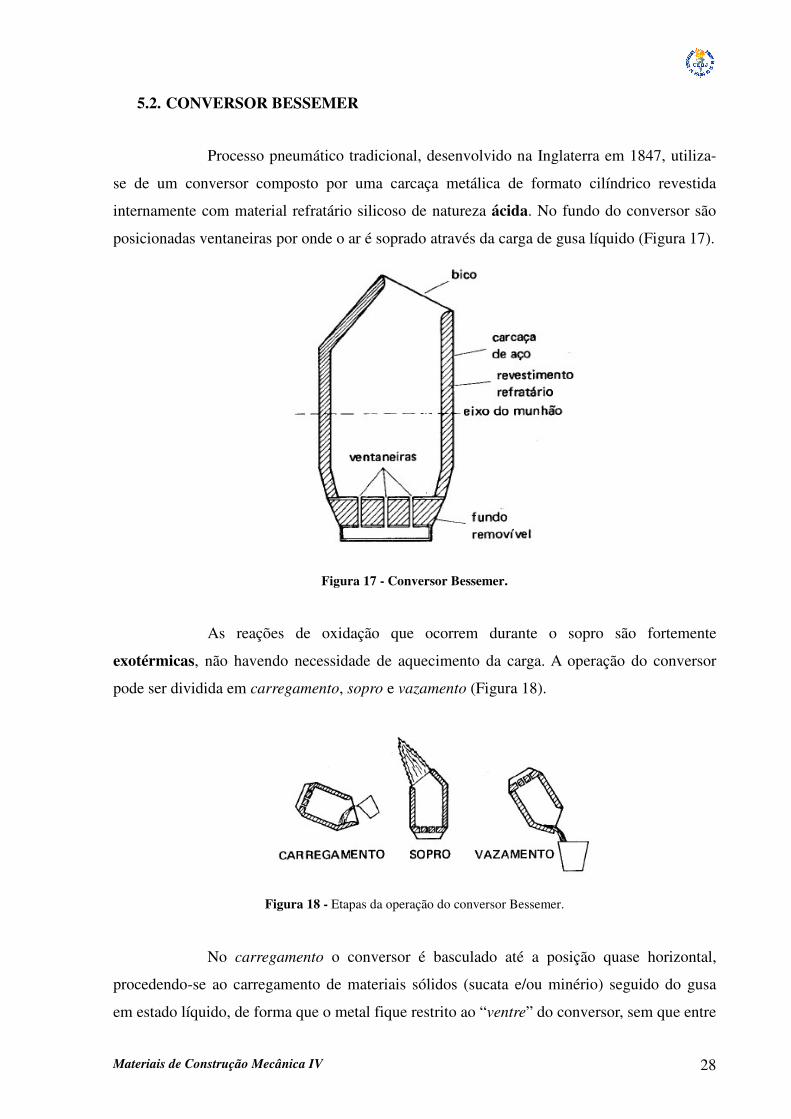
5.2. CONVERSOR BESSEMER
Processo pneumático tradicional, desenvolvido na Inglaterra em 1847, utiliza-
se de um conversor composto por uma carcaça metálica de formato cilíndrico revestida
internamente com material refratário silicoso de natureza ácida. No fundo do conversor são
posicionadas ventaneiras por onde o ar é soprado através da carga de gusa líquido (Figura 17).
Figura 17 - Conversor Bessemer.
As reações de oxidação que ocorrem durante o sopro são fortemente
exotérmicas, não havendo necessidade de aquecimento da carga. A operação do conversor
pode ser dividida em carregamento, sopro e vazamento (Figura 18).
Figura 18 - Etapas da operação do conversor Bessemer.
No carregamento o conversor é basculado até a posição quase horizontal,
procedendo-se ao carregamento de materiais sólidos (sucata e/ou minério) seguido do gusa
em estado líquido, de forma que o metal fique restrito ao “ventre” do conversor, sem que entre
Materiais de Construção Mecânica IV 29
em contato com as ventaneiras. Inicia-se então o sopro pelo fundo do conversor ao mesmo
tempo em que este é basculado até a posição vertical, permanecendo nesta posição até que a
oxidação se complete.
As principais reações de oxidação verificadas durante o sopro são a oxidação
do silício (fortemente exotérmica) e do carbono, cujo teor deve ser no máximo de 2,11%:
2Fe + O2 � 2FeO
2FeO + Si � SiO2+ 2Fe����
FeO + C � Fe + CO����
�
�
O controle do processo é feito pela inspeção (com auxílio de instrumentos) da
chama projetada pela boca do conversor.� Após o término da oxidação, o conversor é
novamente basculado para o vazamento, enquanto o suprimento de ar é reduzido até o
desligamento.�Já na panela, o metal é adicionado de Mn para desoxidação e dessulfuração:�
FeO + Mn � MnO + Fe
FeS + Mn � MnS + Fe����
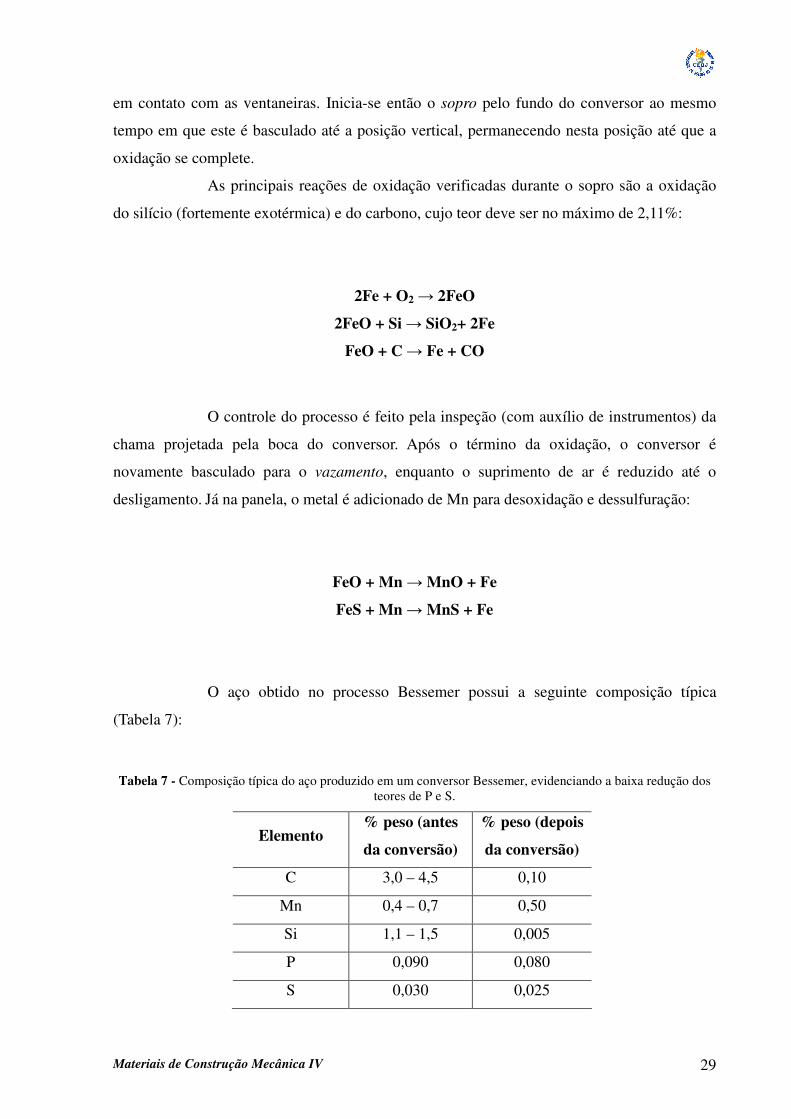
O aço obtido no processo Bessemer possui a seguinte composição típica
(Tabela 7):
Tabela 7 - Composição típica do aço produzido em um conversor Bessemer, evidenciando a baixa redução dos teores de P e S.
Elemento % peso (antes
da conversão)
% peso (depois
da conversão)
C 3,0 – 4,5 0,10
Mn 0,4 – 0,7 0,50
Si 1,1 – 1,5 0,005
P 0,090 0,080
S 0,030 0,025
Materiais de Construção Mecânica IV 30
Entre as desvantagens deste processo, podem-se citar as dificuldades para o
controle do processo, temperatura e composição química do banho.
5.3. CONVERSOR THOMAS
Processo desenvolvido em 1879 na Inglaterra, é essencialmente semelhante ao
processo Bessemer, com a diferença do revestimento refratário do conversor, que neste caso
é constituído de dolomita, de natureza básica.
As características físicas do conversor são essencialmente iguais ao do
conversor Bessemer, entretanto a operação do conversor Thomas apresenta algumas
peculiaridades.
O ferro gusa sofre dessulfuração prévia ao carregamento no conversor, com a
adição de barrilha ou carbonato de sódio. O conversor é basculado até a posição de
carregamento e é carregado com cal (CaO – 130 Kg / T de gusa) e o gusa líquido. A
seqüência de operações a partir daí é semelhante ao processo Bessemer.
Nas reações processadas no conversor, tem-se a remoção do P e S pela ação da
cal, a qual pode ser utilizada devido ao revestimento refratário ser de natureza básica.
5.4. CONVERSOR DE SOPRO LATERAL
São conversores de pequena capacidade (até 2,5 T) com revestimento silicoso
de natureza ácida.
O sopro é feito pela lateral do conversor, acima da superfície do banho
metálico. As reações de oxidação são exotérmicas e semelhantes à do conversor Bessemer.
5.5. CONVERSOR DE SOPRO PELO TOPO
O processo mais comum deste tipo é o L-D (Linz – Donawitz), também
conhecido como BOP (Basic Oxigen Process – Processo Básico à Oxigênio).
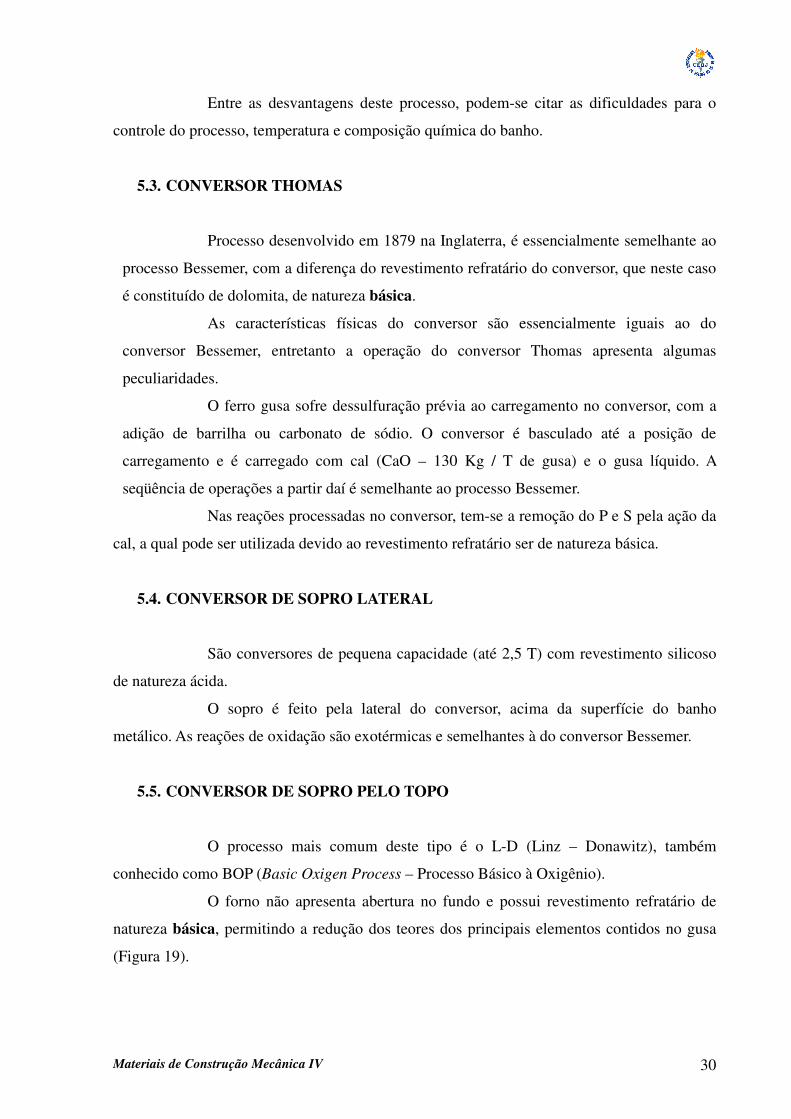
O forno não apresenta abertura no fundo e possui revestimento refratário de
natureza básica, permitindo a redução dos teores dos principais elementos contidos no gusa
(Figura 19).
Materiais de Construção Mecânica IV 31
Figura 19 - Conversor L-D.
A capacidade dos conversores L-D situam-se freqüentemente acima de 100
T de carga. O sopro é feito através de uma lança refrigerada a água, a qual injeta
oxigênio com grau de pureza entre 95% e 99,5%, a uma pressão entre 960 KPa e 1250
KPa, a uma distância entre 0,30 m a 1,00 m do nível do banho metálico. O impacto do
jato de oxigênio provoca uma reação violenta, fazendo com que se atinjam
temperaturas elevadas, da ordem de 2500ºC a 3000ºC.
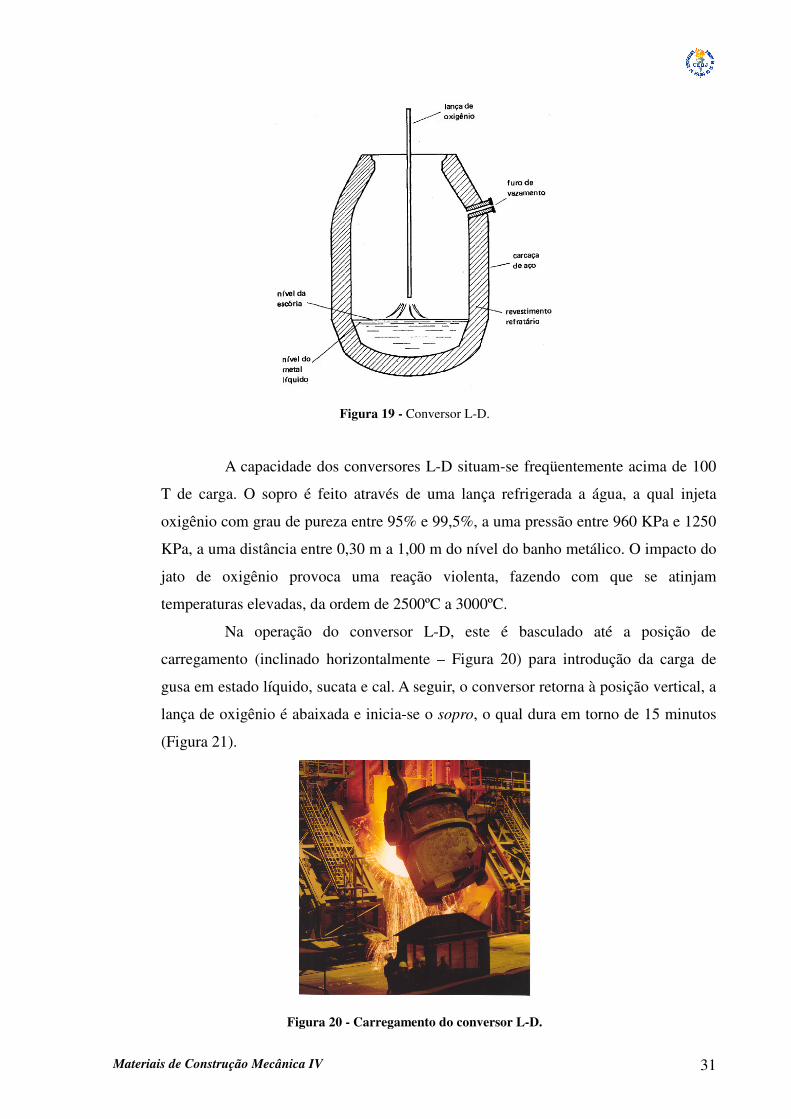
Na operação do conversor L-D, este é basculado até a posição de
carregamento (inclinado horizontalmente – Figura 20) para introdução da carga de
gusa em estado líquido, sucata e cal. A seguir, o conversor retorna à posição vertical, a
lança de oxigênio é abaixada e inicia-se o sopro, o qual dura em torno de 15 minutos
(Figura 21).
Figura 20 - Carregamento do conversor L-D.
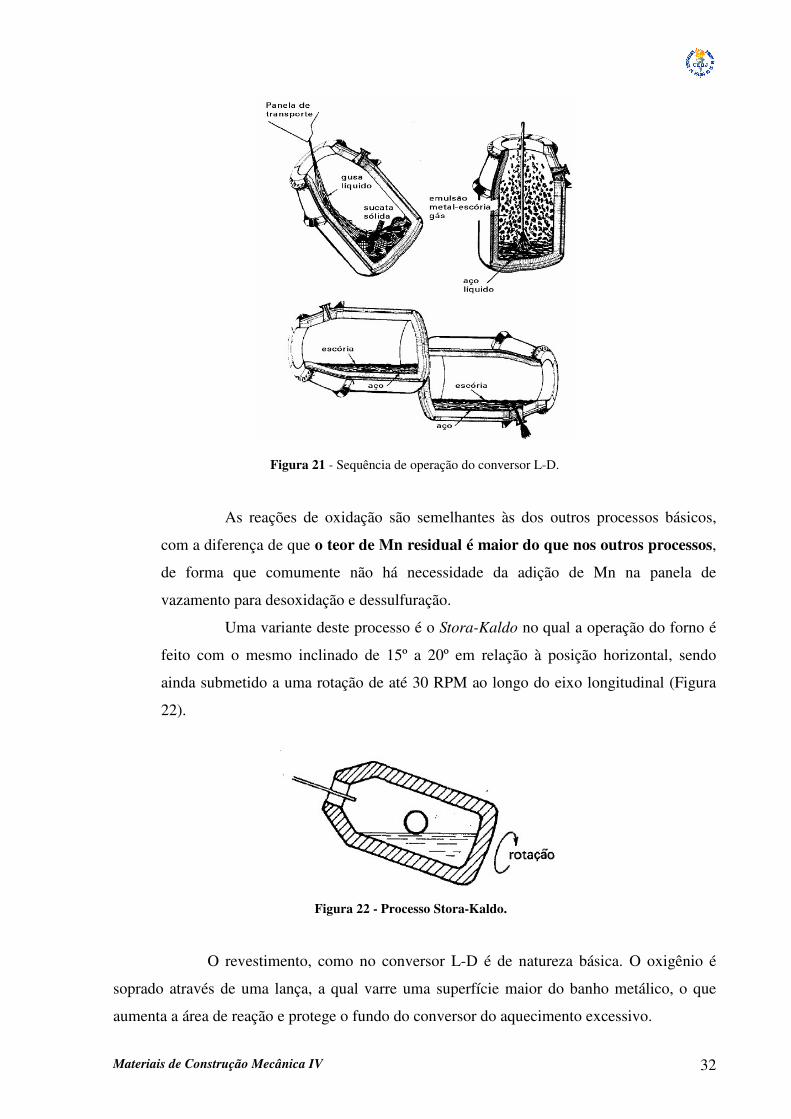
Materiais de Construção Mecânica IV 32
Figura 21 - Sequência de operação do conversor L-D.
As reações de oxidação são semelhantes às dos outros processos básicos,
com a diferença de que o teor de Mn residual é maior do que nos outros processos,
de forma que comumente não há necessidade da adição de Mn na panela de
vazamento para desoxidação e dessulfuração.
Uma variante deste processo é o Stora-Kaldo no qual a operação do forno é
feito com o mesmo inclinado de 15º a 20º em relação à posição horizontal, sendo
ainda submetido a uma rotação de até 30 RPM ao longo do eixo longitudinal (Figura
22).
O revestimento, como no conversor L-D é de natureza básica. O oxigênio é
soprado através de uma lança, a qual varre uma superfície maior do banho metálico, o que
aumenta a área de reação e protege o fundo do conversor do aquecimento excessivo.
Figura 22 - Processo Stora-Kaldo.
Materiais de Construção Mecânica IV 33
6. SISTEMA FERRO-CARBONO
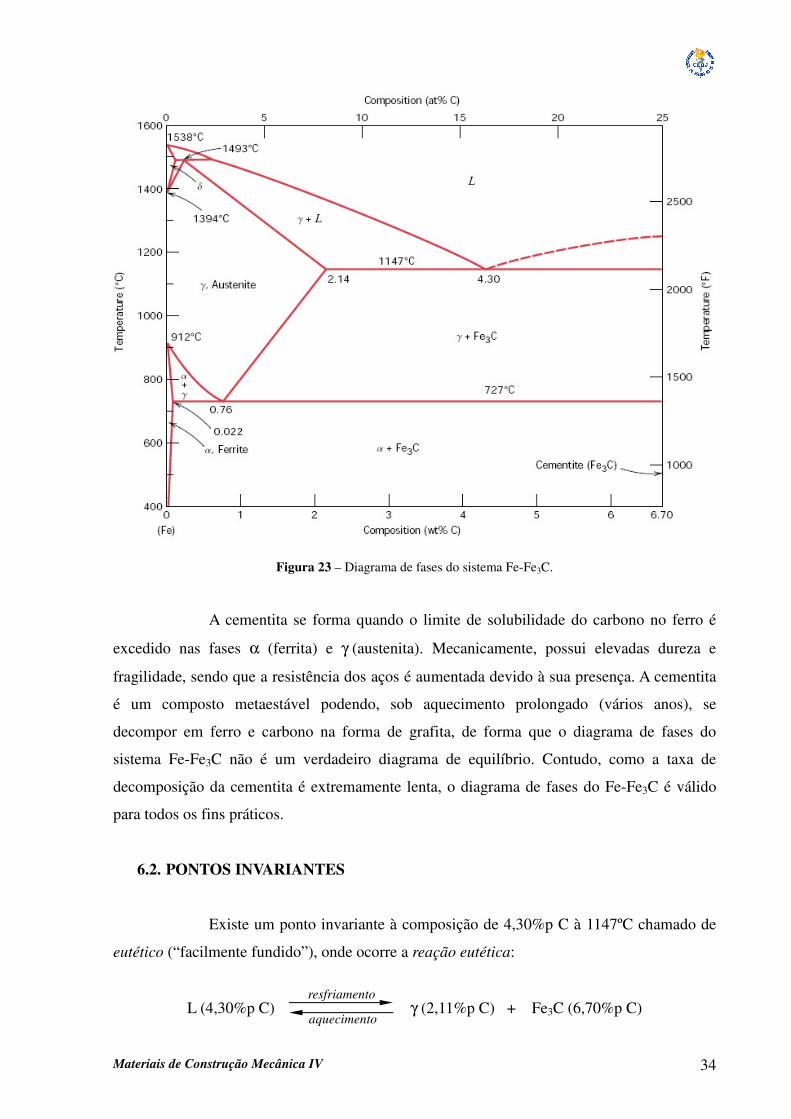
Mais importante sistema de ligas binárias, formado pelo ferro e o carbono, no
qual se incluem os aços e os ferros fundidos. O diagrama de fases para o sistema Fe-C é
mostrado na Figura 23.
O ferro apresenta duas transformações em sua estrutura cristalina ao ser
aquecido:
� Até 912ºC o ferro possui estrutura CCC, conhecida como ferrita ou ferro
αααα;
� De 912ºC até 1394ºC o ferro sofre transformação polimórfica para
estrutura CFC, conhecida como austenita ou ferro γγγγ;
� De 1394º até 1538ºC o ferro volta a apresentar estrutura CCC, conhecida
como ferrita δδδδ ou ferro δδδδ;
� Acima de 1538ºC o ferro se funde.
O eixo das composições se estende até 6,70%p C, concentração esta em que se
forma a cementita (Fe3C – carbeto de ferro), motivo pelo qual o diagrama de fases do Fe-C é
mais apropriadamente chamado de diagrama de fases do ferro – carbeto de ferro (Fe-Fe3C).
6.1. FASES DO SISTEMA Fe-Fe3C
O carbono é uma impureza intersticial no ferro, formando soluções sólidas
com a ferrita, austenita e ferro δ. Na ferrita e no ferro δ a solubilidade do carbono é limitada,
o que pode ser explicado pelas estruturas CCC possuírem posições intersticiais que dificultam
a acomodação dos átomos de carbono.
A solubilidade do carbono na austenita é cerca de 100 vezes maior que na
ferrita, uma vez que as posições intersticiais na estrutura CFC são maiores. A austenita ligada
somente ao carbono não é estável em temperaturas abaixo de 727ºC, e sua transformação é de
extrema importância no tratamento térmico dos aços. A austenita é não-magnética.
O ferro δ por existir somente em altas temperaturas não tem importância
tecnológica.
Materiais de Construção Mecânica IV 34
Figura 23 – Diagrama de fases do sistema Fe-Fe3C.
A cementita se forma quando o limite de solubilidade do carbono no ferro é
excedido nas fases α (ferrita) e γ (austenita). Mecanicamente, possui elevadas dureza e
fragilidade, sendo que a resistência dos aços é aumentada devido à sua presença. A cementita
é um composto metaestável podendo, sob aquecimento prolongado (vários anos), se
decompor em ferro e carbono na forma de grafita, de forma que o diagrama de fases do
sistema Fe-Fe3C não é um verdadeiro diagrama de equilíbrio. Contudo, como a taxa de
decomposição da cementita é extremamente lenta, o diagrama de fases do Fe-Fe3C é válido
para todos os fins práticos.
6.2. PONTOS INVARIANTES
Existe um ponto invariante à composição de 4,30%p C à 1147ºC chamado de
eutético (“facilmente fundido”), onde ocorre a reação eutética:
L (4,30%p C) γ (2,11%p C) + Fe3C (6,70%p C) aquecimento
resfriamento
Materiais de Construção Mecânica IV 35
Observa-se que na reação eutética uma fase líquida (L) se transforma em duas fases sólidas
(γ e Fe3C).
Outro ponto invariante ocorre à composição de 0,76%p C à 727ºC, chamado
de eutetóide (“como o eutético”). Neste ponto, ocorre a seguinte reação eutetóide:
γ (0,76%p C) α (0,022%p C) + Fe3C (6,70%p C)
Observa-se que na reação eutetóide uma fase sólida (γ) se transforma em duas novas fases
sólidas (α e Fe3C). As transformações de fases eutetóides são de suma importância no
tratamento térmico dos aços.
6.3. CLASSIFICAÇÃO DAS LIGAS DE Fe-C
As ligas ferrosas podem ser classificadas em:
� Ferro comercialmente puro: concentração de carbono menor que
0,022%p. À temperatura ambiente, composto quase que exclusivamente
pela fase α;
� Aço: concentração de carbono entre 0,022%p e 2,14%p, composto pela
fase α e Fe3C. Durante o resfriamento à temperatura ambiente, uma liga
classificada como aço deve necessariamente passar pelo campo de fases γ,
com a produção de microestruturas distintas;
� Ferros fundidos: concentração de carbono entre 2,14%p e 6,70%p
(raramente maior que 4,50%p).
6.4. DESENVOLVIMENTO DE MICROESTRUTURAS EM LIGAS DE Fe-C
6.4.1. Ligas eutetóides
As microestruturas desenvolvidas nas ligas de aço dependem tanto do
tratamento térmico a que são submetidas como da sua composição. As mudanças de fase que
ocorrem na passagem do campo de fases γ para o campo de fases α + Fe3C são semelhantes às
mudanças descritas para os sistemas eutéticos binários.
aquecimento
resfriamento
Materiais de Construção Mecânica IV 36
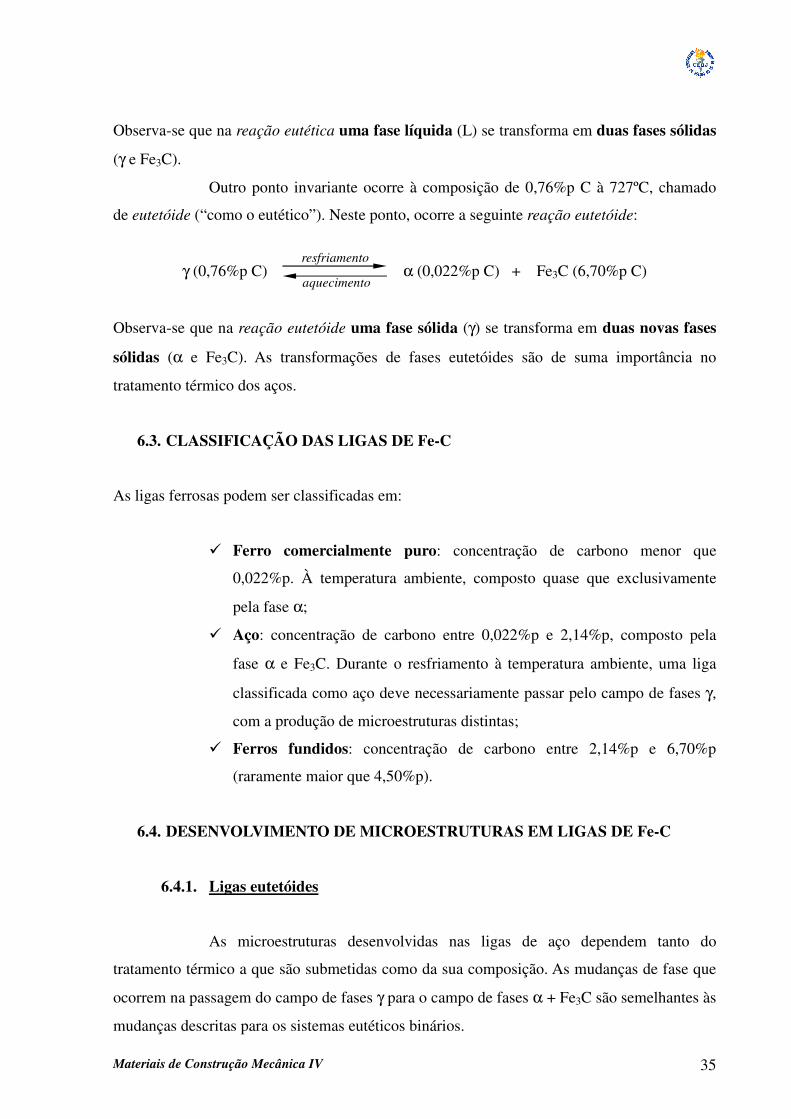
Uma liga eutetóide (0,76%p C) resfriada lentamente a partir do ponto a (Figura
24) dará origem, ao passar pela temperatura eutetóide (727ºC) a uma microestrutura composta
por lamelas alternadas da fase α (ferrita) e Fe3C (cementita), as quais se formam
simultaneamente através da reação eutetóide.
Figura 24 - Resfriamento de uma liga eutetóide, evidenciando a formação da perlita (fase α + Fe3C) a partir da austenita (fase γ).
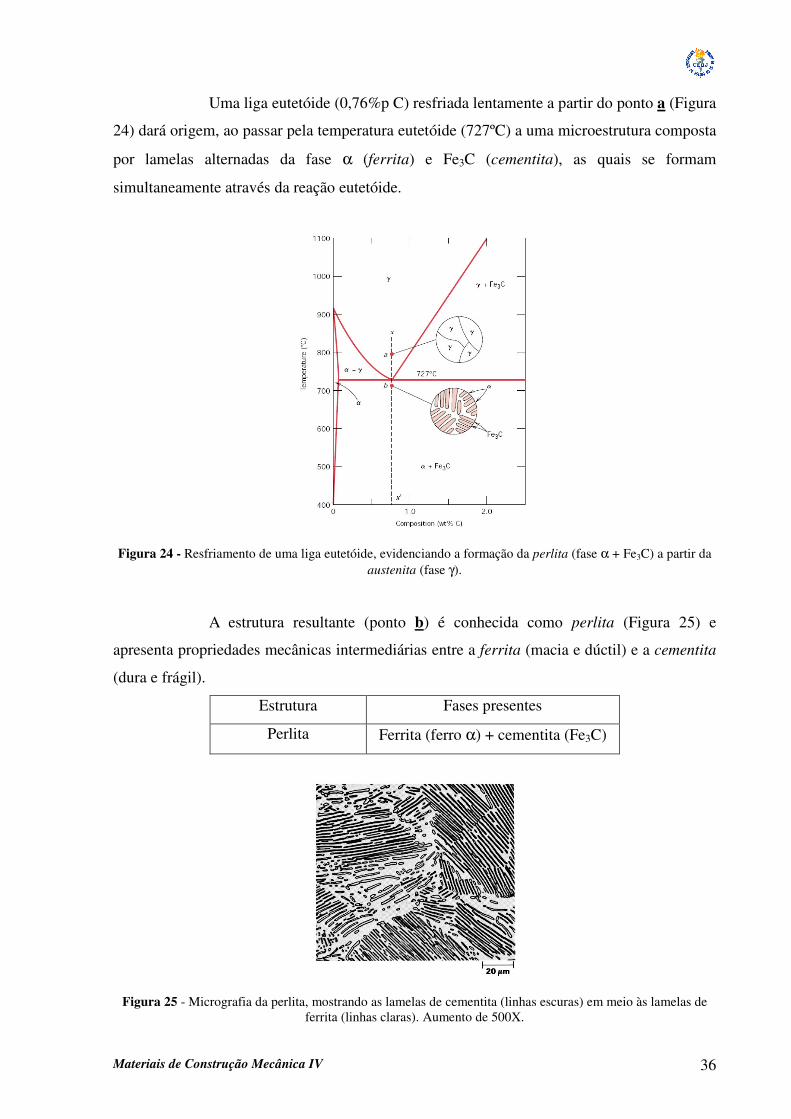
A estrutura resultante (ponto b) é conhecida como perlita (Figura 25) e
apresenta propriedades mecânicas intermediárias entre a ferrita (macia e dúctil) e a cementita
(dura e frágil).
Estrutura Fases presentes
Perlita Ferrita (ferro α) + cementita (Fe3C)
Figura 25 - Micrografia da perlita, mostrando as lamelas de cementita (linhas escuras) em meio às lamelas de ferrita (linhas claras). Aumento de 500X.
Materiais de Construção Mecânica IV 37
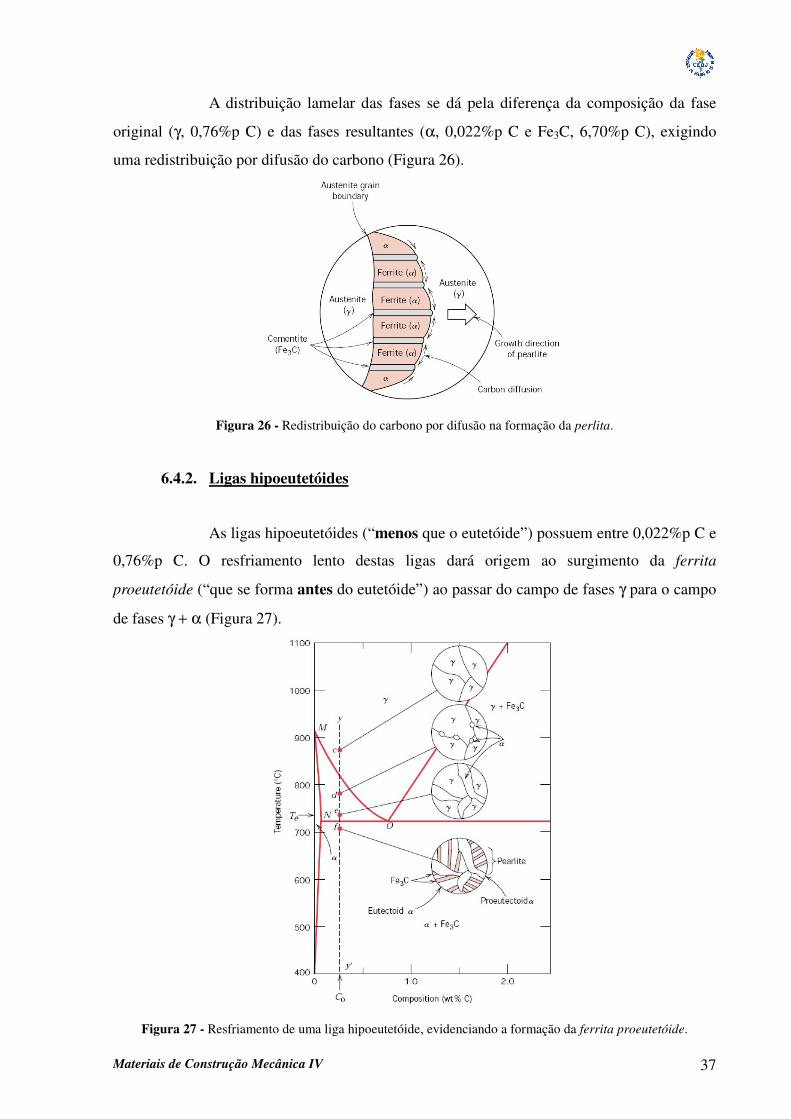
A distribuição lamelar das fases se dá pela diferença da composição da fase
original (γ, 0,76%p C) e das fases resultantes (α, 0,022%p C e Fe3C, 6,70%p C), exigindo
uma redistribuição por difusão do carbono (Figura 26).
Figura 26 - Redistribuição do carbono por difusão na formação da perlita.
6.4.2. Ligas hipoeutetóides
As ligas hipoeutetóides (“menos que o eutetóide”) possuem entre 0,022%p C e
0,76%p C. O resfriamento lento destas ligas dará origem ao surgimento da ferrita
proeutetóide (“que se forma antes do eutetóide”) ao passar do campo de fases γ para o campo
de fases γ + α (Figura 27).
Figura 27 - Resfriamento de uma liga hipoeutetóide, evidenciando a formação da ferrita proeutetóide.
Materiais de Construção Mecânica IV 38
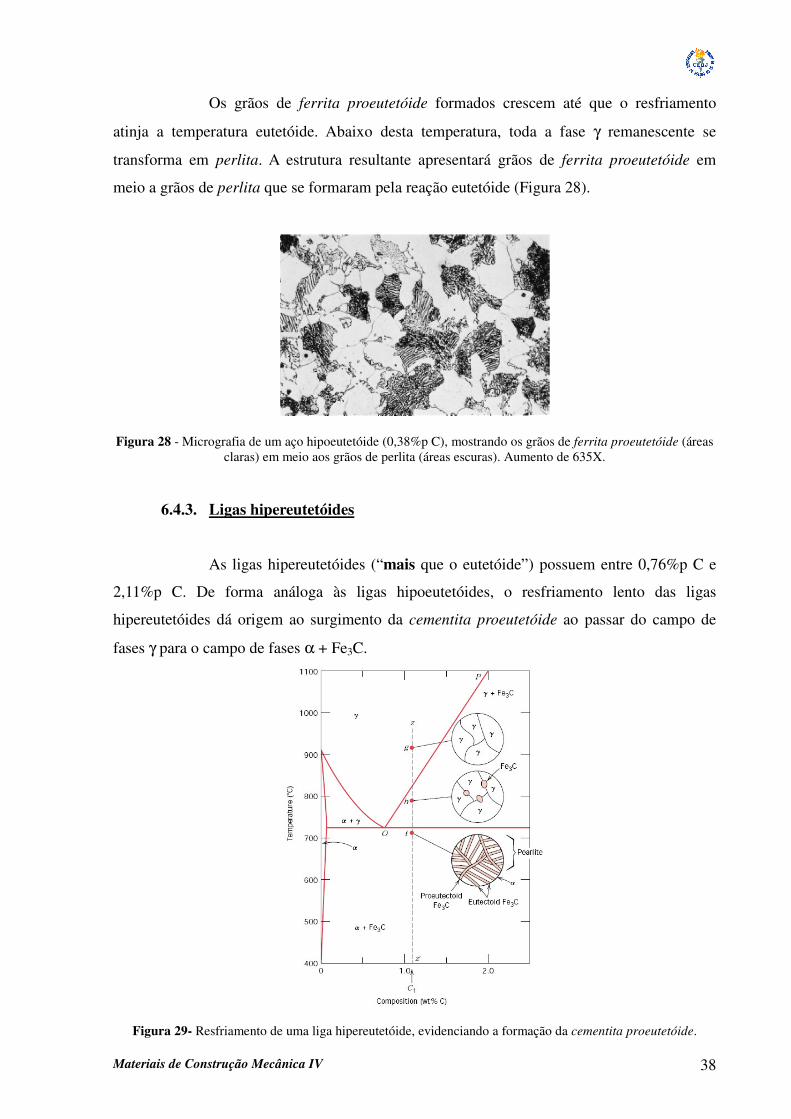
Os grãos de ferrita proeutetóide formados crescem até que o resfriamento
atinja a temperatura eutetóide. Abaixo desta temperatura, toda a fase γ remanescente se
transforma em perlita. A estrutura resultante apresentará grãos de ferrita proeutetóide em
meio a grãos de perlita que se formaram pela reação eutetóide (Figura 28).
Figura 28 - Micrografia de um aço hipoeutetóide (0,38%p C), mostrando os grãos de ferrita proeutetóide (áreas claras) em meio aos grãos de perlita (áreas escuras). Aumento de 635X.
6.4.3. Ligas hipereutetóides
As ligas hipereutetóides (“mais que o eutetóide”) possuem entre 0,76%p C e
2,11%p C. De forma análoga às ligas hipoeutetóides, o resfriamento lento das ligas
hipereutetóides dá origem ao surgimento da cementita proeutetóide ao passar do campo de
fases γ para o campo de fases α + Fe3C.
Figura 29- Resfriamento de uma liga hipereutetóide, evidenciando a formação da cementita proeutetóide.

Materiais de Construção Mecânica IV 39
A estrutura resultante consiste de uma rede de cementita proeutetóide
envolvendo as colônias de perlita que se formaram pela transformação da austenita
remanescente à temperatura eutetóide através da reação eutetóide (Figura 30).
Figura 30 - Micrografia de um aço hipereutetóide (1,40%p C), mostrando a rede de cementita proeutetóide (linhas espessas claras) em meio às colônias de perlita (áreas escuras). Aumento de 1000X.
Materiais de Construção Mecânica IV 40
7. TRANSFORMAÇÕES DE FASES EM METAIS
A maioria das transformações de fases não são instantâneas. Obstáculos às
reações de transformações (rearranjos atômicos via difusão, aumento de energia interfacial
entre as fases sendo formadas) as tornam dependentes do tempo.
Do ponto de vista microestrutural, a transformação de fases pode ser dividida
em dois estágios
� Nucleação: formação de partículas ou núcleos da nova fase, os quais são
capazes de crescer.
� Crescimento: os núcleos formados aumentam de tamanho, formando a
nova fase enquanto a fase original vai desaparecendo.
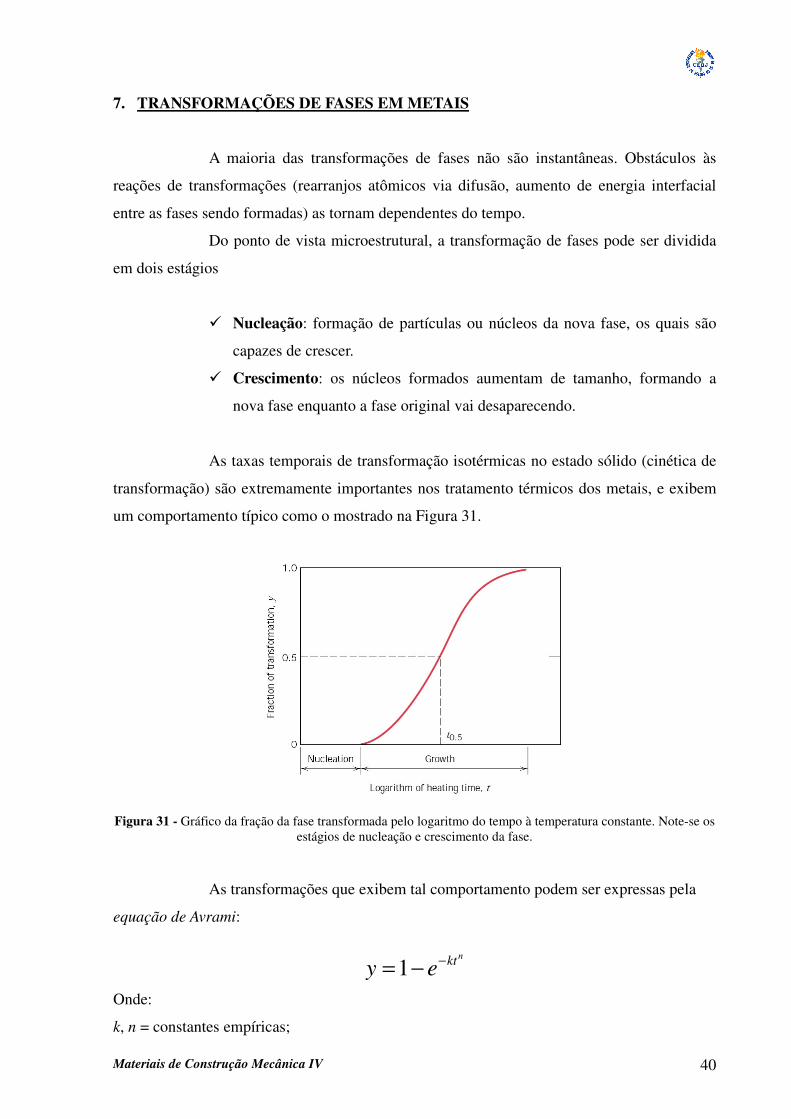
As taxas temporais de transformação isotérmicas no estado sólido (cinética de
transformação) são extremamente importantes nos tratamento térmicos dos metais, e exibem
um comportamento típico como o mostrado na Figura 31.
Figura 31 - Gráfico da fração da fase transformada pelo logaritmo do tempo à temperatura constante. Note-se os estágios de nucleação e crescimento da fase.
As transformações que exibem tal comportamento podem ser expressas pela
equação de Avrami:
Onde:
k, n = constantes empíricas;
nktey −−=1
Materiais de Construção Mecânica IV 41
t = tempo;
y = fração da transformação.
7.1. TRANSFORMAÇÕES MULTIFÁSICAS
Transformações de fases podem ser induzidas em ligas metálicas pela variação
de temperatura (tratamentos térmicos).
Em sistemas sólidos em equilíbrio, a taxa de transformação é tão lenta que a
torna impraticável para todos os fins práticos. Para transformações à taxas maiores que
aquelas que conduzem a sistemas em equilíbrio, as temperaturas de transformação nos
diagramas de fase são deslocadas em relação às temperaturas em condições de equilíbrio.
Em geral, as microestruturas metaestáveis que se formam através de taxas de
transformação que conduzem a sistemas em não equilíbrio são mais desejáveis que aquelas
obtidas em sistemas em equilíbrio. Desta forma, o conhecimento da cinética das
transformações de fase, em muitos casos, mais importante que o conhecimento do estado final
de equilíbrio.
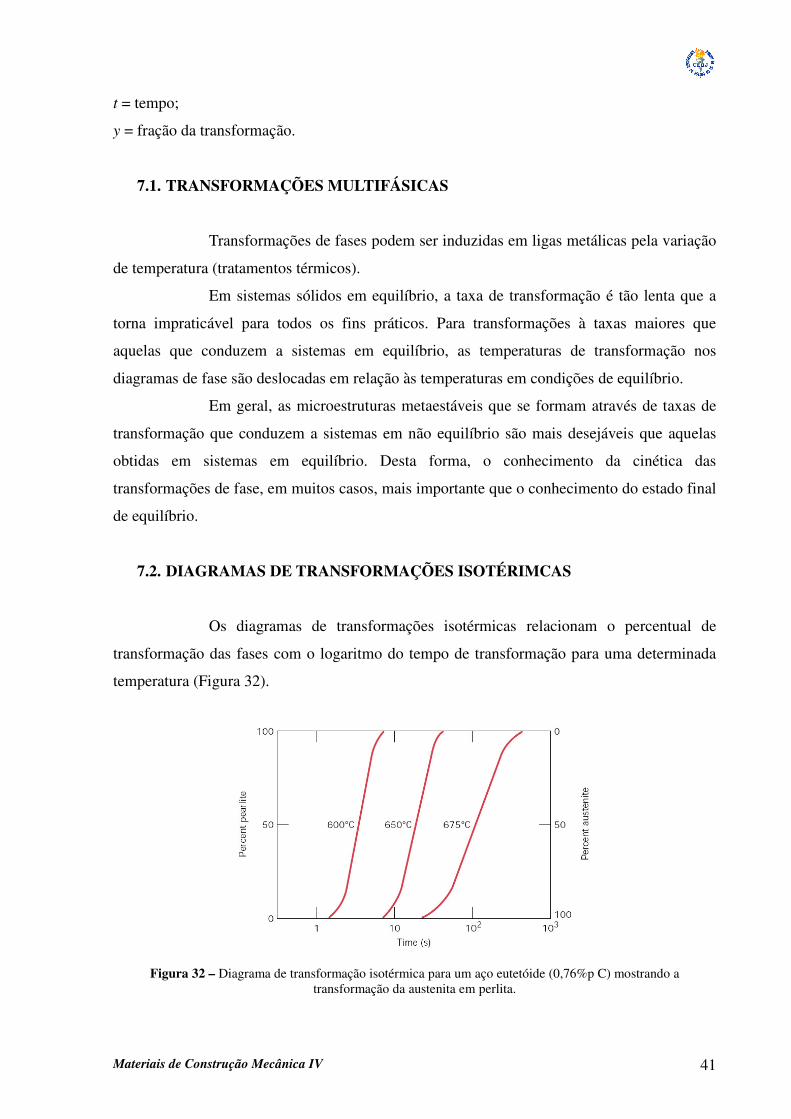
7.2. DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRIMCAS
Os diagramas de transformações isotérmicas relacionam o percentual de
transformação das fases com o logaritmo do tempo de transformação para uma determinada
temperatura (Figura 32).
Figura 32 – Diagrama de transformação isotérmica para um aço eutetóide (0,76%p C) mostrando a transformação da austenita em perlita.
Materiais de Construção Mecânica IV 42
7.3. DIAGRAMAS DE TRANSFORMAÇÃO TEMPO – TEMPERATURA
(DIAGRAMAS TTT)
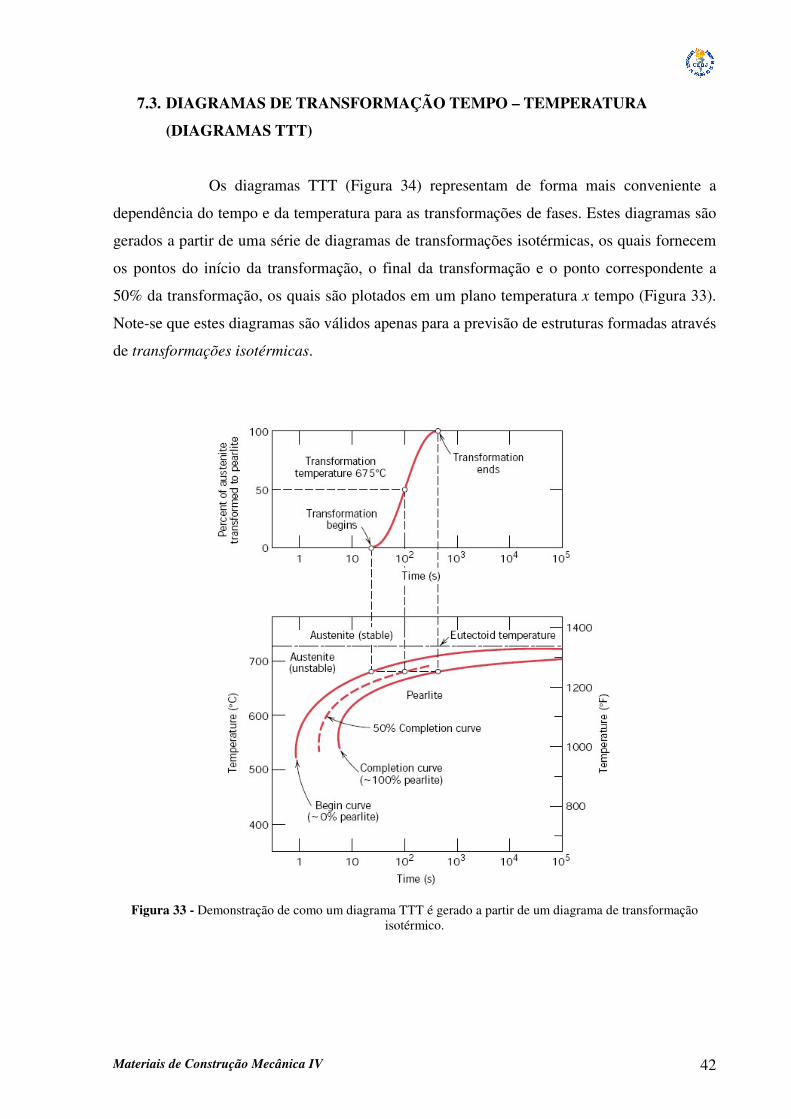
Os diagramas TTT (Figura 34) representam de forma mais conveniente a
dependência do tempo e da temperatura para as transformações de fases. Estes diagramas são
gerados a partir de uma série de diagramas de transformações isotérmicas, os quais fornecem
os pontos do início da transformação, o final da transformação e o ponto correspondente a
50% da transformação, os quais são plotados em um plano temperatura x tempo (Figura 33).
Note-se que estes diagramas são válidos apenas para a previsão de estruturas formadas através
de transformações isotérmicas.
Figura 33 - Demonstração de como um diagrama TTT é gerado a partir de um diagrama de transformação isotérmico.
Materiais de Construção Mecânica IV 43
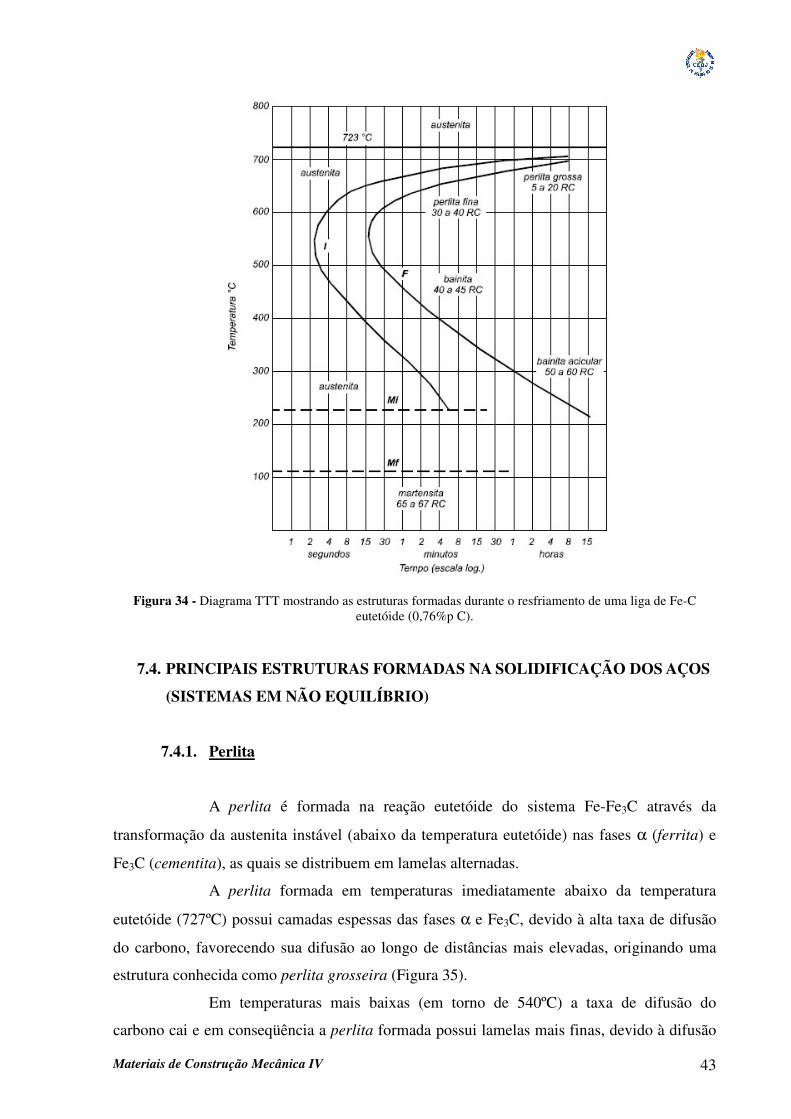
Figura 34 - Diagrama TTT mostrando as estruturas formadas durante o resfriamento de uma liga de Fe-C eutetóide (0,76%p C).
7.4. PRINCIPAIS ESTRUTURAS FORMADAS NA SOLIDIFICAÇÃO DOS AÇOS
(SISTEMAS EM NÃO EQUILÍBRIO)
7.4.1. Perlita
A perlita é formada na reação eutetóide do sistema Fe-Fe3C através da
transformação da austenita instável (abaixo da temperatura eutetóide) nas fases α (ferrita) e
Fe3C (cementita), as quais se distribuem em lamelas alternadas.
A perlita formada em temperaturas imediatamente abaixo da temperatura
eutetóide (727ºC) possui camadas espessas das fases α e Fe3C, devido à alta taxa de difusão
do carbono, favorecendo sua difusão ao longo de distâncias mais elevadas, originando uma
estrutura conhecida como perlita grosseira (Figura 35).
Em temperaturas mais baixas (em torno de 540ºC) a taxa de difusão do
carbono cai e em conseqüência a perlita formada possui lamelas mais finas, devido à difusão
Materiais de Construção Mecânica IV 44
do carbono a distâncias menores. Esta estrutura é conhecida como perlita fina (Figura 35).
Em relação às propriedades mecânicas, a perlita possui propriedades
intermediárias entre a fase α (dúctil) e Fe3C (dura e frágil). A perlita grosseira possui maior
ductilidade, ao passo que a perlita fina é mais dura e resistente.
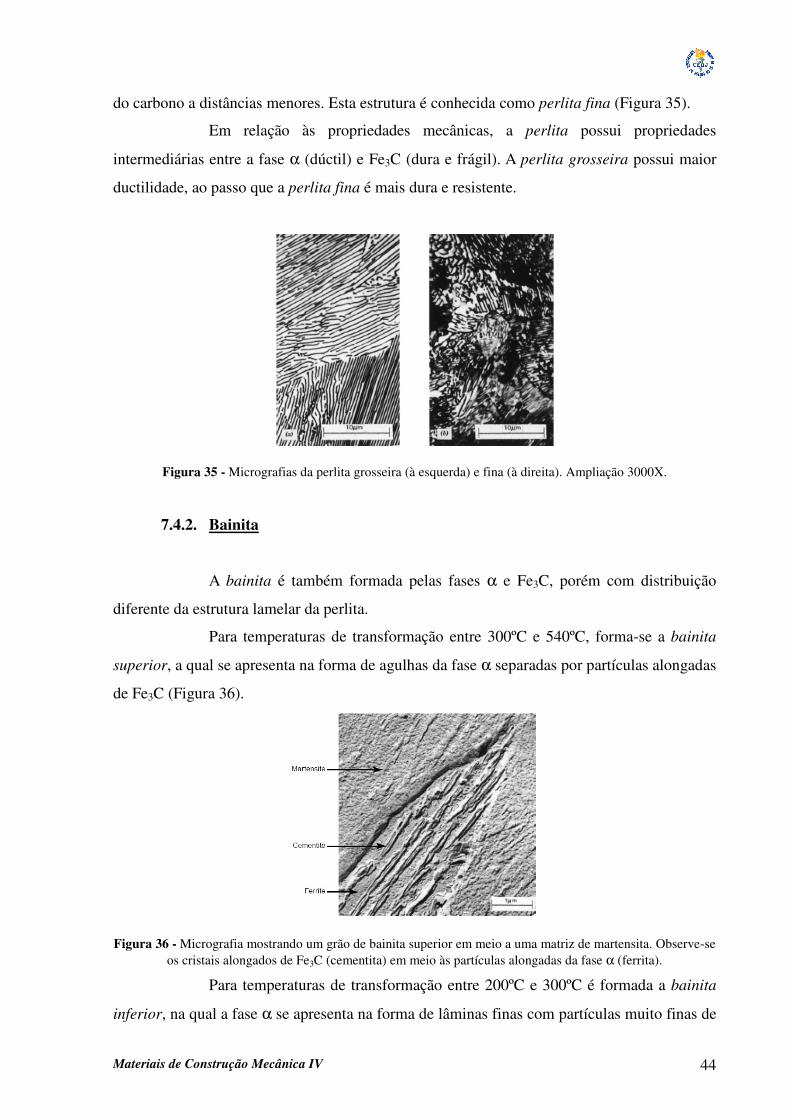
Figura 35 - Micrografias da perlita grosseira (à esquerda) e fina (à direita). Ampliação 3000X.
7.4.2. Bainita
A bainita é também formada pelas fases α e Fe3C, porém com distribuição
diferente da estrutura lamelar da perlita.
Para temperaturas de transformação entre 300ºC e 540ºC, forma-se a bainita
superior, a qual se apresenta na forma de agulhas da fase α separadas por partículas alongadas
de Fe3C (Figura 36).
Figura 36 - Micrografia mostrando um grão de bainita superior em meio a uma matriz de martensita. Observe-se os cristais alongados de Fe3C (cementita) em meio às partículas alongadas da fase α (ferrita).
Para temperaturas de transformação entre 200ºC e 300ºC é formada a bainita
inferior, na qual a fase α se apresenta na forma de lâminas finas com partículas muito finas de
Materiais de Construção Mecânica IV 45
Fe3C em seu interior.
Mecanicamente, a bainita por sua estrutura mais refinada é, em geral, mais
dura e resistente que a perlita. Ainda assim, esta estrutura exibe uma combinação desejável de
resistência e ductilidade.
7.4.3. Martensita
A martensita é uma estrutura formada pelo resfriamento rápido de ligas de Fe-
C austenitizadas (aquecidas até que toda a estrutura se transformarem austenita – fase γ) até
temperaturas próximas à temperatura ambiente.
A martensita é uma estrutura monofásica a qual não se encontra em equilíbrio,
motivo pelo qual não aparece no diagrama de fases do sistema Fe-Fe3C.
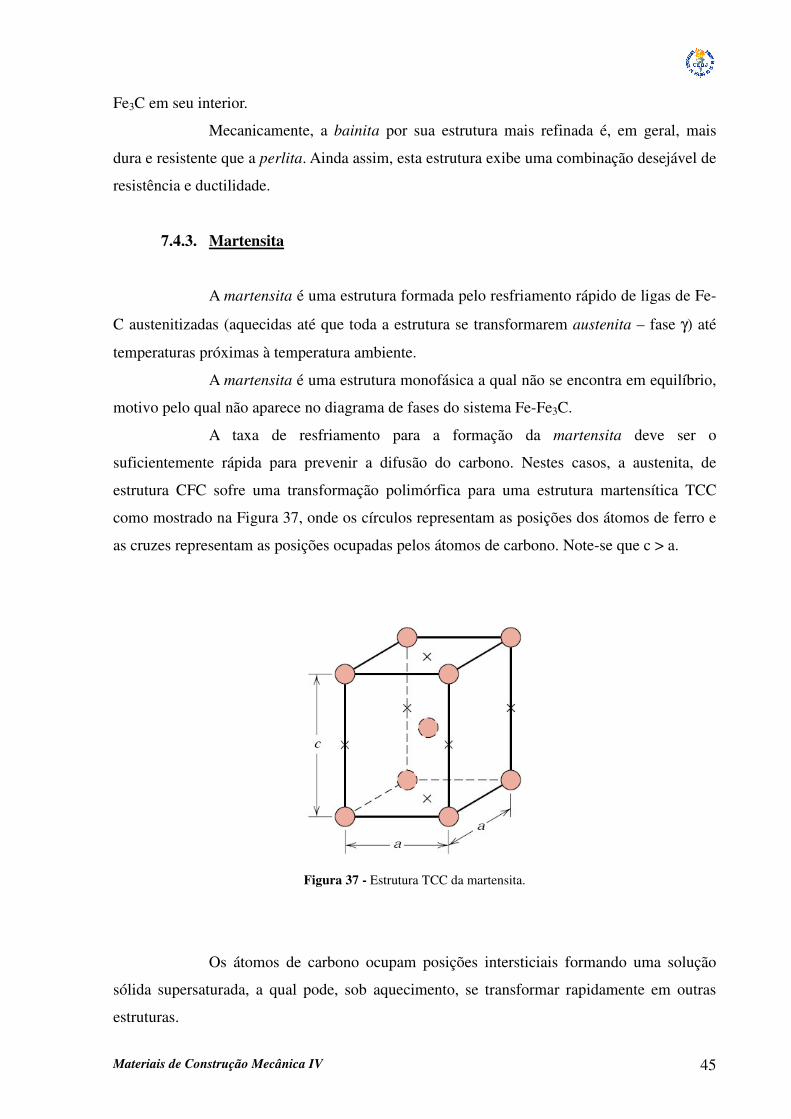
A taxa de resfriamento para a formação da martensita deve ser o
suficientemente rápida para prevenir a difusão do carbono. Nestes casos, a austenita, de
estrutura CFC sofre uma transformação polimórfica para uma estrutura martensítica TCC
como mostrado na Figura 37, onde os círculos representam as posições dos átomos de ferro e
as cruzes representam as posições ocupadas pelos átomos de carbono. Note-se que c > a.
Figura 37 - Estrutura TCC da martensita.
Os átomos de carbono ocupam posições intersticiais formando uma solução
sólida supersaturada, a qual pode, sob aquecimento, se transformar rapidamente em outras
estruturas.
Materiais de Construção Mecânica IV 46
Como a transformação martensítica não envolve processos de difusão atômica,
ela ocorre quase que instantaneamente, sendo portanto independente do tempo. Isto explica o
fato das linhas de formação da martensita nos diagramas TTT serem paralelas ao eixo do
tempo.
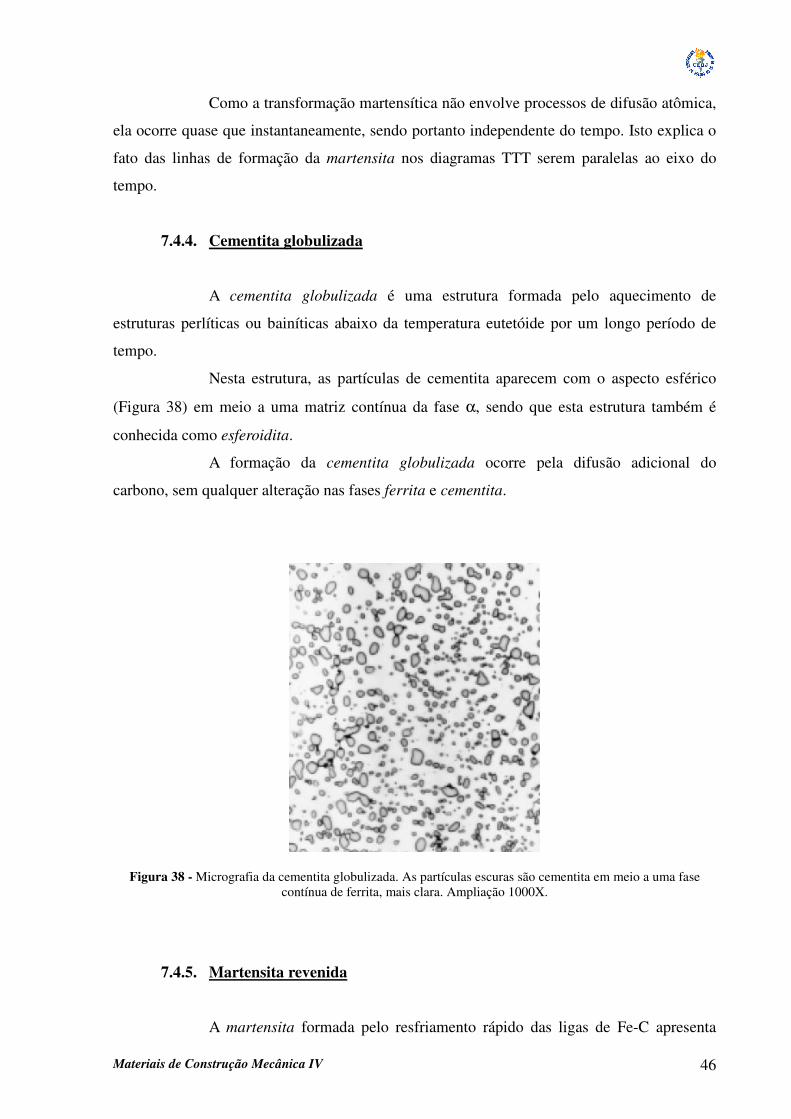
7.4.4. Cementita globulizada
A cementita globulizada é uma estrutura formada pelo aquecimento de
estruturas perlíticas ou bainíticas abaixo da temperatura eutetóide por um longo período de
tempo.
Nesta estrutura, as partículas de cementita aparecem com o aspecto esférico
(Figura 38) em meio a uma matriz contínua da fase α, sendo que esta estrutura também é
conhecida como esferoidita.
A formação da cementita globulizada ocorre pela difusão adicional do
carbono, sem qualquer alteração nas fases ferrita e cementita.
Figura 38 - Micrografia da cementita globulizada. As partículas escuras são cementita em meio a uma fase contínua de ferrita, mais clara. Ampliação 1000X.
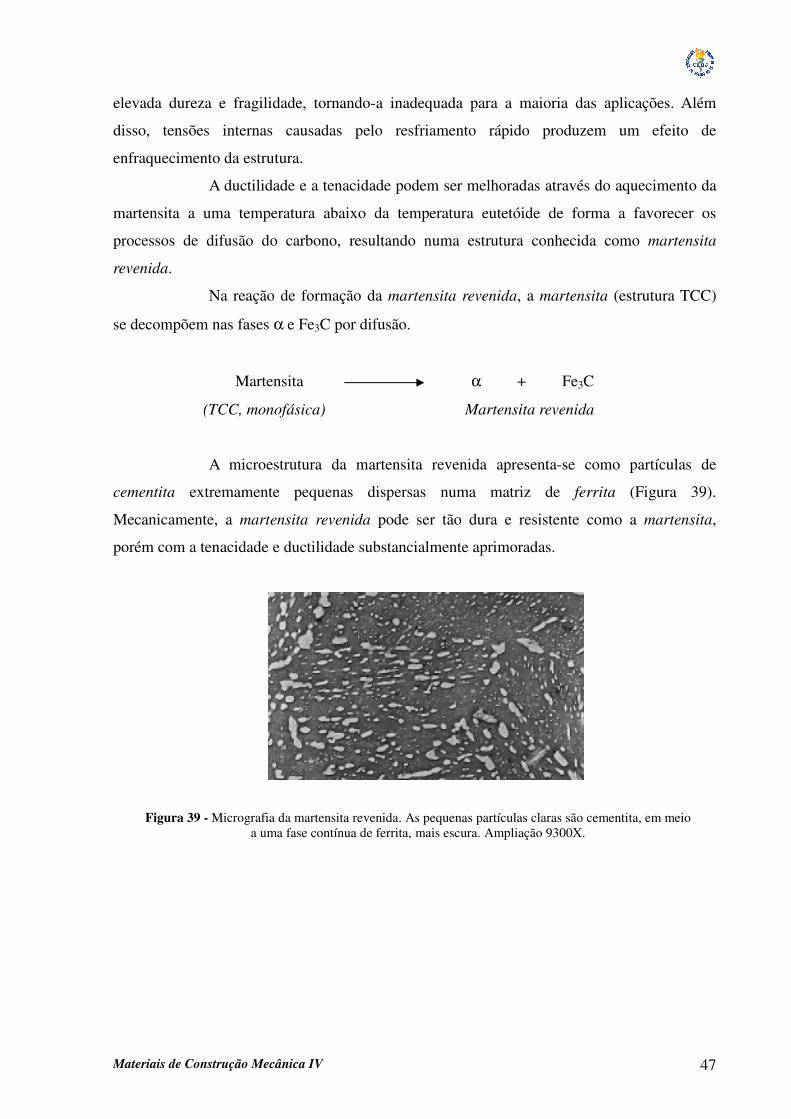
7.4.5. Martensita revenida
A martensita formada pelo resfriamento rápido das ligas de Fe-C apresenta
Materiais de Construção Mecânica IV 47
elevada dureza e fragilidade, tornando-a inadequada para a maioria das aplicações. Além
disso, tensões internas causadas pelo resfriamento rápido produzem um efeito de
enfraquecimento da estrutura.
A ductilidade e a tenacidade podem ser melhoradas através do aquecimento da
martensita a uma temperatura abaixo da temperatura eutetóide de forma a favorecer os
processos de difusão do carbono, resultando numa estrutura conhecida como martensita
revenida.
Na reação de formação da martensita revenida, a martensita (estrutura TCC)
se decompõem nas fases α e Fe3C por difusão.
Martensita α + Fe3C
(TCC, monofásica) Martensita revenida
A microestrutura da martensita revenida apresenta-se como partículas de
cementita extremamente pequenas dispersas numa matriz de ferrita (Figura 39).
Mecanicamente, a martensita revenida pode ser tão dura e resistente como a martensita,
porém com a tenacidade e ductilidade substancialmente aprimoradas.
Figura 39 - Micrografia da martensita revenida. As pequenas partículas claras são cementita, em meio a uma fase contínua de ferrita, mais escura. Ampliação 9300X.
Materiais de Construção Mecânica IV 48
8. TRATAMENTO TÉRMICO DOS AÇOS
Tratamentos térmicos são o conjunto de operações de aquecimento e
resfriamento a que são submetidos os aços, sob condições controladas de temperatura, tempo,
atmosfera e velocidade de resfriamento. Os principais objetivos dos tratamentos térmicos são:
� Remoção de tensões (oriundas de esfriamento desigual, trabalho mecânico
ou outra causa);
� Aumento ou diminuição da dureza;
� Aumento da resistência mecânica;
� Melhora da ductilidade;
� Melhora da usinabilidade;
� Melhora da resistência ao desgaste;
� Melhora das propriedades de corte;
� Melhora da resistência à corrosão;
� Melhora da resistência ao calor;
� Modificação das propriedades elétricas e magnéticas.
Os principais fatores a serem considerados num tratamento térmico são:
aquecimento, tempo de permanência à temperatura e resfriamento, além da atmosfera
do recinto, a qual possui grande influência sobre os resultados finais.
A velocidade de aquecimento, embora na maioria dos casos seja fator
secundário, apresenta certa importância principalmente quando os aços estão em estado de
tensão interna ou possuem tensões residuais (devidas a encruamento prévio ou ao estado
inteiramente martensítico3), uma vez que nessas condições um aquecimento muito rápido
pode provocar empenamento ou mesmo aparecimento de fissuras.
A temperatura de aquecimento é um fator determinado pela natureza do
processo, das propriedades e estruturas finais desejadas e da composição química do aço
(principalmente quanto ao teor de carbono). Quanto mais alta essa temperatura acima da zona
crítica4, maior segurança se tem da completa transformação das fases presentes e
solubilização de elementos de liga na fase γ (austenita), entretanto, maior será o tamanho de
grão da austenita.
3 Estado no qual a estrutura do aço é composta exclusivamente por martensita. 4 Zona onde ocorre a formação da austenita.
Materiais de Construção Mecânica IV 49
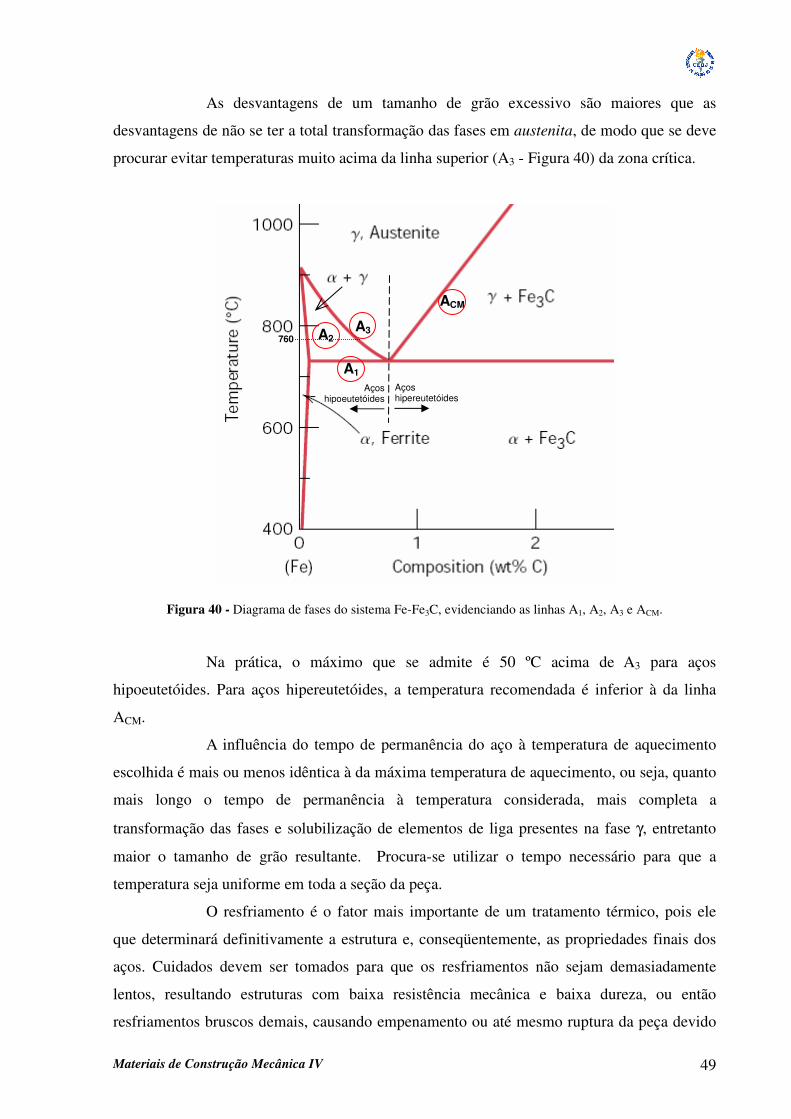
As desvantagens de um tamanho de grão excessivo são maiores que as
desvantagens de não se ter a total transformação das fases em austenita, de modo que se deve
procurar evitar temperaturas muito acima da linha superior (A3 - Figura 40) da zona crítica.
Figura 40 - Diagrama de fases do sistema Fe-Fe3C, evidenciando as linhas A1, A2, A3 e ACM.
Na prática, o máximo que se admite é 50 ºC acima de A3 para aços
hipoeutetóides. Para aços hipereutetóides, a temperatura recomendada é inferior à da linha
ACM.
A influência do tempo de permanência do aço à temperatura de aquecimento
escolhida é mais ou menos idêntica à da máxima temperatura de aquecimento, ou seja, quanto
mais longo o tempo de permanência à temperatura considerada, mais completa a
transformação das fases e solubilização de elementos de liga presentes na fase γ, entretanto
maior o tamanho de grão resultante. Procura-se utilizar o tempo necessário para que a
temperatura seja uniforme em toda a seção da peça.
O resfriamento é o fator mais importante de um tratamento térmico, pois ele
que determinará definitivamente a estrutura e, conseqüentemente, as propriedades finais dos
aços. Cuidados devem ser tomados para que os resfriamentos não sejam demasiadamente
lentos, resultando estruturas com baixa resistência mecânica e baixa dureza, ou então
resfriamentos bruscos demais, causando empenamento ou até mesmo ruptura da peça devido
A1
A3
ACM
A2 760
Aços hipoeutetóides
Aços hipereutetóides
Materiais de Construção Mecânica IV 50
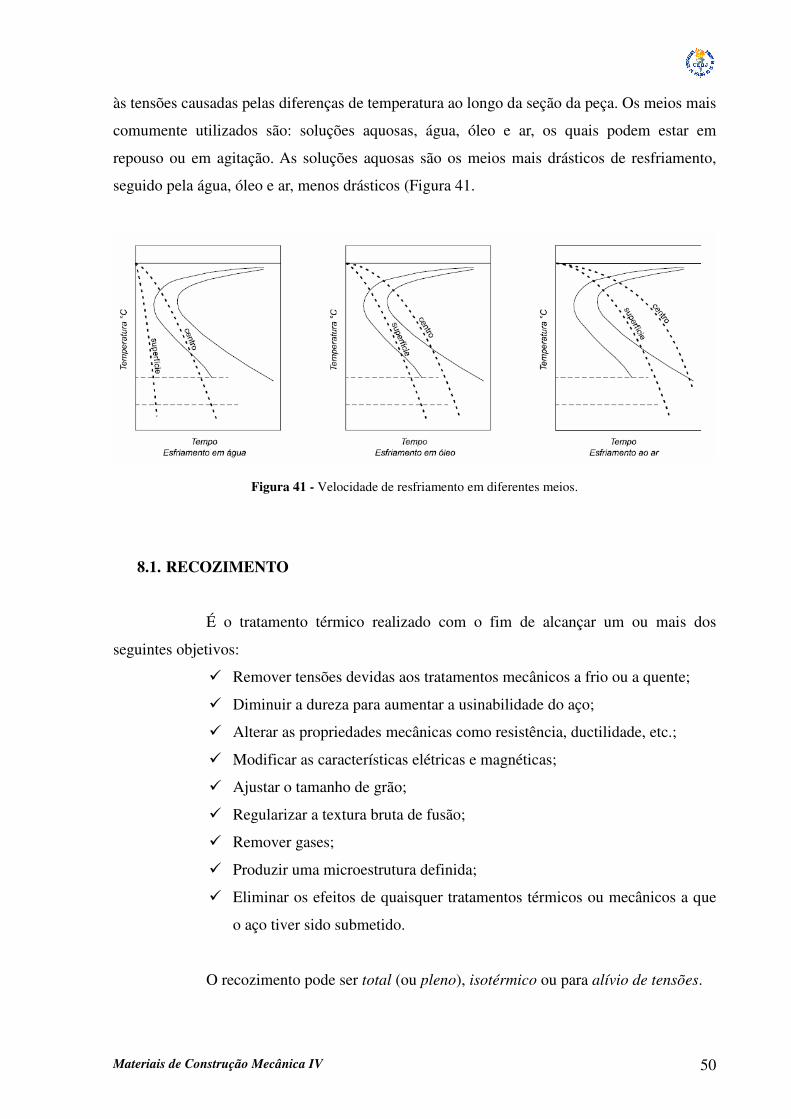
às tensões causadas pelas diferenças de temperatura ao longo da seção da peça. Os meios mais
comumente utilizados são: soluções aquosas, água, óleo e ar, os quais podem estar em
repouso ou em agitação. As soluções aquosas são os meios mais drásticos de resfriamento,
seguido pela água, óleo e ar, menos drásticos (Figura 41.
Figura 41 - Velocidade de resfriamento em diferentes meios.
8.1. RECOZIMENTO
É o tratamento térmico realizado com o fim de alcançar um ou mais dos
seguintes objetivos:
� Remover tensões devidas aos tratamentos mecânicos a frio ou a quente;
� Diminuir a dureza para aumentar a usinabilidade do aço;
� Alterar as propriedades mecânicas como resistência, ductilidade, etc.;
� Modificar as características elétricas e magnéticas;
� Ajustar o tamanho de grão;
� Regularizar a textura bruta de fusão;
� Remover gases;
� Produzir uma microestrutura definida;
� Eliminar os efeitos de quaisquer tratamentos térmicos ou mecânicos a que
o aço tiver sido submetido.
O recozimento pode ser total (ou pleno), isotérmico ou para alívio de tensões.
Materiais de Construção Mecânica IV 51
8.1.1. Recozimento total (ou pleno)
Consiste no aquecimento do aço acima da zona crítica, durante o tempo
necessário e suficiente para se ter solução do carbono ou dos elementos de liga na austenita,
seguido de um resfriamento muito lento, realizado ou mediante o controle da velocidade de
resfriamento do forno ou desligando-se o mesmo e deixando que o aço resfrie ao mesmo
tempo que ele. Nessas condições, obtém-se perlita grosseira que é a estrutura ideal para
melhorar a usinabilidade dos aços de baixo e médio carbono.
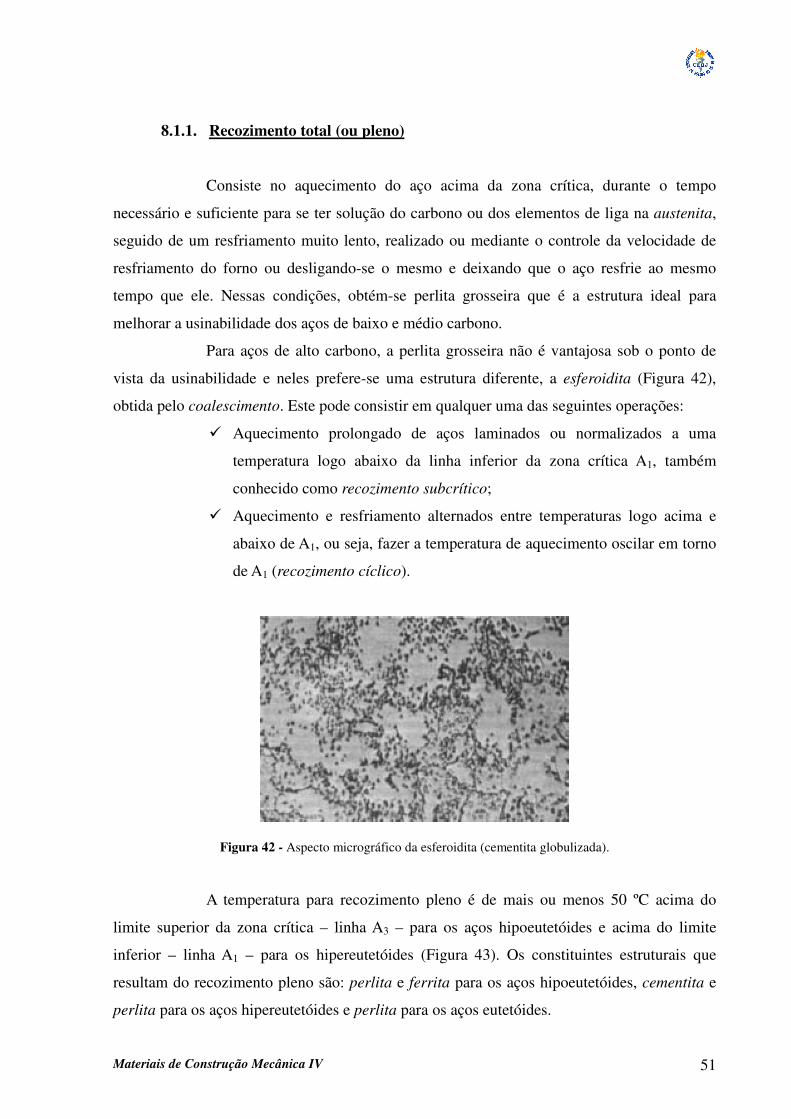
Para aços de alto carbono, a perlita grosseira não é vantajosa sob o ponto de
vista da usinabilidade e neles prefere-se uma estrutura diferente, a esferoidita (Figura 42),
obtida pelo coalescimento. Este pode consistir em qualquer uma das seguintes operações:
� Aquecimento prolongado de aços laminados ou normalizados a uma
temperatura logo abaixo da linha inferior da zona crítica A1, também
conhecido como recozimento subcrítico;
� Aquecimento e resfriamento alternados entre temperaturas logo acima e
abaixo de A1, ou seja, fazer a temperatura de aquecimento oscilar em torno
de A1 (recozimento cíclico).
Figura 42 - Aspecto micrográfico da esferoidita (cementita globulizada).
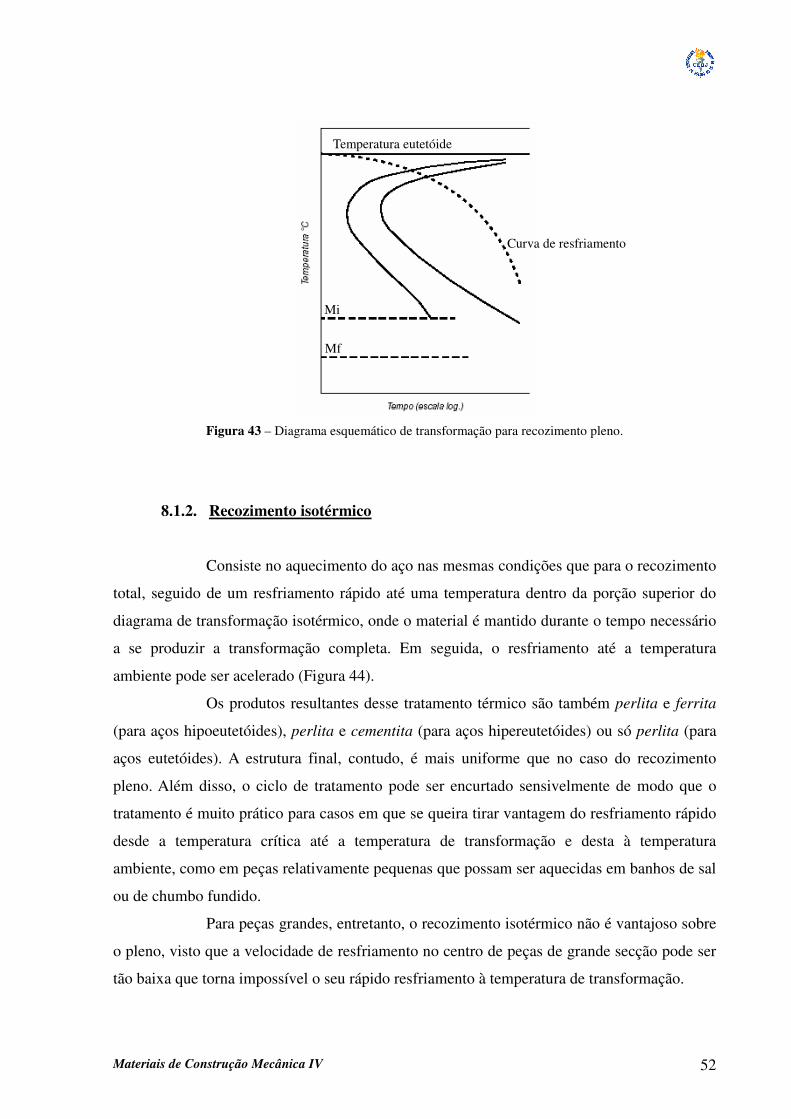
A temperatura para recozimento pleno é de mais ou menos 50 ºC acima do
limite superior da zona crítica – linha A3 – para os aços hipoeutetóides e acima do limite
inferior – linha A1 – para os hipereutetóides (Figura 43). Os constituintes estruturais que
resultam do recozimento pleno são: perlita e ferrita para os aços hipoeutetóides, cementita e
perlita para os aços hipereutetóides e perlita para os aços eutetóides.
Materiais de Construção Mecânica IV 52
Figura 43 – Diagrama esquemático de transformação para recozimento pleno.
8.1.2. Recozimento isotérmico
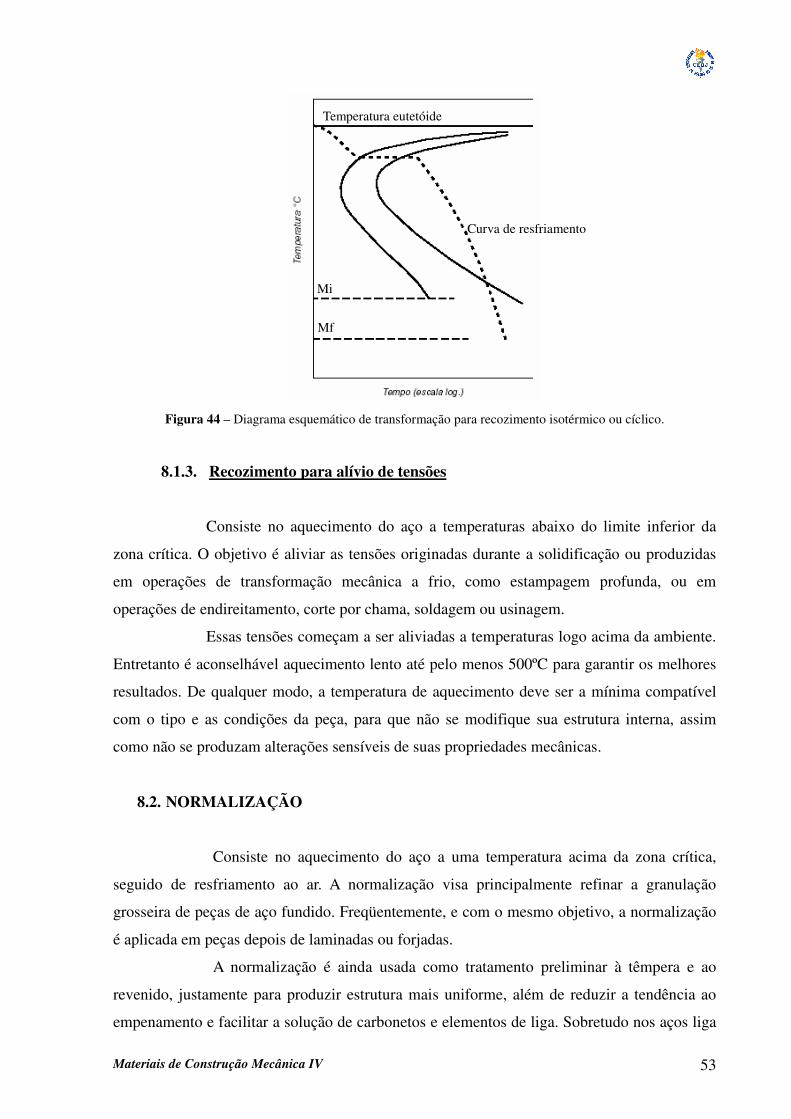
Consiste no aquecimento do aço nas mesmas condições que para o recozimento
total, seguido de um resfriamento rápido até uma temperatura dentro da porção superior do
diagrama de transformação isotérmico, onde o material é mantido durante o tempo necessário
a se produzir a transformação completa. Em seguida, o resfriamento até a temperatura
ambiente pode ser acelerado (Figura 44).
Os produtos resultantes desse tratamento térmico são também perlita e ferrita
(para aços hipoeutetóides), perlita e cementita (para aços hipereutetóides) ou só perlita (para
aços eutetóides). A estrutura final, contudo, é mais uniforme que no caso do recozimento
pleno. Além disso, o ciclo de tratamento pode ser encurtado sensivelmente de modo que o
tratamento é muito prático para casos em que se queira tirar vantagem do resfriamento rápido
desde a temperatura crítica até a temperatura de transformação e desta à temperatura
ambiente, como em peças relativamente pequenas que possam ser aquecidas em banhos de sal
ou de chumbo fundido.
Para peças grandes, entretanto, o recozimento isotérmico não é vantajoso sobre
o pleno, visto que a velocidade de resfriamento no centro de peças de grande secção pode ser
tão baixa que torna impossível o seu rápido resfriamento à temperatura de transformação.
Temperatura eutetóide
Mi
Mf
Curva de resfriamento
Materiais de Construção Mecânica IV 53
Figura 44 – Diagrama esquemático de transformação para recozimento isotérmico ou cíclico.
8.1.3. Recozimento para alívio de tensões
Consiste no aquecimento do aço a temperaturas abaixo do limite inferior da
zona crítica. O objetivo é aliviar as tensões originadas durante a solidificação ou produzidas
em operações de transformação mecânica a frio, como estampagem profunda, ou em
operações de endireitamento, corte por chama, soldagem ou usinagem.
Essas tensões começam a ser aliviadas a temperaturas logo acima da ambiente.
Entretanto é aconselhável aquecimento lento até pelo menos 500ºC para garantir os melhores
resultados. De qualquer modo, a temperatura de aquecimento deve ser a mínima compatível
com o tipo e as condições da peça, para que não se modifique sua estrutura interna, assim
como não se produzam alterações sensíveis de suas propriedades mecânicas.
8.2. NORMALIZAÇÃO
Consiste no aquecimento do aço a uma temperatura acima da zona crítica,
seguido de resfriamento ao ar. A normalização visa principalmente refinar a granulação
grosseira de peças de aço fundido. Freqüentemente, e com o mesmo objetivo, a normalização
é aplicada em peças depois de laminadas ou forjadas.
A normalização é ainda usada como tratamento preliminar à têmpera e ao
revenido, justamente para produzir estrutura mais uniforme, além de reduzir a tendência ao
empenamento e facilitar a solução de carbonetos e elementos de liga. Sobretudo nos aços liga
Temperatura eutetóide
Mi
Mf
Curva de resfriamento
Materiais de Construção Mecânica IV 54
quando os mesmos são esfriados lentamente após a laminação, os carbonetos tendem a ser
maciços e volumosos, difíceis de se dissolver em tratamentos posteriores de austenitização. A
normalização corrige este inconveniente.
Os constituintes que se obtém na normalização são ferrita e perlita fina (para
aços hipoeutetóides), cementita e perlita fina (para aços hipereutetóides) ou apenas perlita
fina (para aços eutetóides). Eventualmente, dependendo do tipo de aço, pode obter-se a
bainita.
8.3. TÊMPERA
Consiste no resfriamento rápido do aço de uma temperatura superior à
temperatura crítica (mais ou menos 50 ºC acima da linha A1 para os hipereutetóides) em um
meio como óleo, água, salmoura ou mesmo ar. O objetivo da têmpera é a obtenção da
estrutura martensítica (Figura 45), obtida quando a curva de resfriamento passa à esquerda do
cotovelo da curva em “C” no diagrama TTT, evitando-se assim a transformação da austenita.
A velocidade de resfriamento, nessas condições, dependerá do tipo de aço, da forma e das
dimensões das peças.
Um fator importante que deve ser considerado na têmpera, devido à ação que
exerce na estrutura final do aço, é a temperatura de aquecimento. Em princípio, qualquer que
seja o tipo de aço hipoeutetóide ou hipereutetóide – a temperatura de aquecimento para
têmpera deve ser superior à da linha de transformação A1, quando a estrutura consistirá de
grãos de austenita, em vez de perlita.
O aço sendo hipoeutetóide, entretanto, além da austenita, estarão presentes
grãos de ferrita. Assim sendo, um aço com tal estrutura, quando resfriado em água, por
exemplo, apresentará martensita conjuntamente com ferrita, pois esta que estava presente
acima da temperatura A1, não sofre qualquer alteração ao ser o aço temperado. Desta forma,
tem-se a têmpera ou endurecimento incompleto do material, o que geralmente deve ser
evitado, pois na têmpera visa-se obter máxima dureza.
Portanto, ao aquecer-se um aço hipoeutetóide para têmpera, deve-se elevar sua
temperatura acima do limite superior da zona crítica – linha A3 – pois então a sua estrutura
consistirá exclusivamente de austenita que se transformará em martensita no resfriamento
rápido subseqüente. É evidente que devem ser evitadas temperaturas muito acima da A3,
devido ao superaquecimento que se poderia produzir, e que ocasionaria uma martensita
acicular grosseira e de elevada fragilidade.
Materiais de Construção Mecânica IV 55
Ao contrário dos aços hipoeutetóides, os aços hipereutetóides são normalmente
aquecidos acima de A1, sem necessidade de se ultrapassar a temperatura correspondente a
ACM. De fato, acima de A1 o aço será constituído de grãos de austenita e pequenas partículas
de carbonetos secundários. No resfriamento subseqüente, a estrutura resultante apresentará
martensita e os mesmos carbonetos secundários. Como estes apresentam uma dureza até
mesmo superior à da martensita, não haverá maiores inconvenientes. Procura-se, por outro
lado, evitar, nesses aços hipereutetóides, aquecimento acima de ACM, visto que a austenita
resultante apresentará granulação grosseira, com conseqüente formação da martensita
acicular, cujos inconvenientes já foram apontados.
Figura 45 - Aspecto micrográfico da martensita.
Pelo que foi exposto sobre a natureza da estrutura martensítica, conclui-se que
a mesma se caracteriza por elevada dureza e por apresentar tensões internas consideráveis.
Simultaneamente a essas tensões, por assim dizer estruturais, o aço temperado caracteriza-se
por apresentar tensões térmicas. Estas são ocasionadas pelo fato de que materiais resfriados
rapidamente esfriam de maneira não uniforme, visto que a sua superfície atinge a temperatura
ambiente mais rapidamente do que as regiões centrais, ocasionando mudanças volumétricas
não uniformes, com as camadas superficiais contraindo mais rapidamente do que as regiões
internas. Como conseqüência, tem-se a parte central sob compressão, e as camadas mais
externas sob tração.
Desta forma, o aço após temperado apresenta-se em um estado de apreciáveis
tensões internas, tanto de natureza estrutural como de natureza térmica. Quando estas tensões
internas ultrapassam o limite de escoamento do aço, ocorre sua deformação plástica e as peças
apresentar-se-ão empenadas. Entretanto, se as tensões internas excederem o limite da
resistência à tração do material, então ocorrerão inevitáveis fissuras e as peças estarão
perdidas.
Materiais de Construção Mecânica IV 56
Essas tensões internas não podem ser totalmente evitadas, contudo podem ser
reduzidas mediante vários artifícios práticos e de vários tratamentos térmicos.
Os inconvenientes apontados, excessiva dureza da martensita e estado de
tensões internas, são atenuados pelo reaquecimento do aço temperado a temperaturas
determinadas. É óbvio que tal operação torna-se inócua se as tensões internas originadas
tiverem sido de tal vulto de modo a provocar a inutilização das peças. A operação mencionada
constitui o revenido.
8.4. REVENIDO
O revenido é o tratamento térmico que normalmente acompanha a têmpera,
pois elimina a maioria dos inconvenientes produzidos por esta; além de aliviar ou remover as
tensões internas, corrige as excessivas dureza e fragilidade do material, aumentando sua
ductilidade e resistência ao choque.
Recomenda-se que o revenido seja realizado logo após a têmpera, para
diminuir a perda de peças por ruptura, a qual pode ocorrer caso se decorra muito tempo para
realizar o revenido.
A temperatura para o revenido situa-se abaixo da zona crítica, entre 100 ºC e
700 ºC, e o tempo de permanência no forno varia de 1 a 3 horas (Figura 46). Quanto mais alta
a temperatura ou quanto maior o tempo do revenido, maior a diminuição da dureza do
material.
De uma forma geral, a dureza do material é afetada pela temperatura do do
revenido apresenta da forma que se segue:
� Entre 25 ºC e 100 ºC a dureza do material é pouco afetada;
� Entre 100 ºC e 250 ºC a dureza pode chegar a 60 RC. É conhecido como 1º
estágio do revenido;
� Entre 200 ºC e 300 ºC a dureza continua caindo. 2º estágio do revenido;
� Entre 250 ºC e 350 ºC a dureza alcança valores pouco superiores a 50 RC.
3º estágio;
� Entre 400 ºC e 600 ºC a dureza cai para valores de 45 a 25 RC;
� Entre 500 ºC e 600 ºC nos aços contendo Ti, Cr, Mo, V, Nb ou W ocorre
uma transformação conhecida como “endurecimento secundário”, devido à
precipitação de alguns carbonetos de liga;
Materiais de Construção Mecânica IV 57
� Entre 600 ºC e 700 ºC a estrutura resultante caracteriza-se por ser muito
tenaz e de baixa dureza, variando de 5 a 20 RC.
Figura 46 - Diagrama esquemático de transformação para têmpera e revenido.
8.5. TÊMPERA SUPERFICIAL
Esta operação tem por objetivo produzir um endurecimento superficial, pela
obtenção de martensita apenas na camada externa do aço. É aplicado em peças que, pela sua
forma e dimensões, são impossíveis de temperar inteiramente, ou quando se deseja alta dureza
e alta resistência ao desgaste superficial, aliadas a boa ductilidade e tenacidade do núcleo das
peças. É um tratamento rápido, o qual não exige fornos de aquecimento.
Vários são os motivos que determinam a preferência do endurecimento
superficial em relação ao endurecimento total:
� Dificuldade, sob os pontos de vista prático e econômico, de tratar-se de
peças de grandes dimensões nos fornos de tratamento térmico
convencional;
� Possibilidade de endurecer-se apenas áreas críticas de determinadas peças,
como por exemplo, dentes de grandes engrenagens, guias de máquinas
operatrizes, grandes cilindros, etc.;
Temperatura eutetóide
Mi
Mf
Curva de resfriamento
Revenido
Materiais de Construção Mecânica IV 58
� Possibilidade de melhorar a precisão dimensional de peças planas, grandes
ou delgadas, evitando-se o endurecimento total. Exemplos: hastes de
êmbolos de cilindros hidráulicos;
� Possibilidade de utilizar-se aços mais econômicos, como aços-carbono, em
lugar de aços-liga;
� Possibilidade de controlar o processo de modo a produzir, se desejável,
variações em profundidades de endurecimento ou dureza, em seções
diferentes das peças;
� Investimento de capital médio, no caso de adotar-se endurecimento
superficial por indução e bem menor, no caso de endurecimento por chama;
� Diminuição dos riscos de aparecimento de fissuras originadas no
resfriamento, após o aquecimento.
Por outro lado, as propriedades resultantes da têmpera superficial são:
� Superfícies de alta dureza e resistência ao desgaste;
� Boa resistência à fadiga por dobramento;
� Boa capacidade de resistir a cargas de contato;
� Resistência satisfatória ao empenamento.
Sugere-se que, antes da têmpera superficial, seja realizado um tratamento de
normalização, a fim de obter-se uma granulação mais refinada e regular para a estrutura.
Em função da fonte de aquecimento, a têmpera superficial compreende dois
processos:
� Têmpera por chama;
� Têmpera por indução.
Na têmpera por chama, a superfície a ser endurecida é rapidamente aquecida à
temperatura de austenitização, por intermédio de uma chama de oxiacetileno (podem ser
utilizados outros gases combustíveis) e logo a seguir é resfriada por meio de um borrifo de
água, ou imersa em óleo.
Em geral dividem-se os processos de têmpera superficial por chama em três
métodos:
Materiais de Construção Mecânica IV 59
� Estacionário;
� Progressivo;
� Combinado.
No método estacionário a peça permanece fixa, e a chama desloca-se a fim de
aquecer a superfície a ser temperada.
Com o método progressivo, a peça se move e o maçarico permanece fixo.
No método combinado, a peça e o maçarico movem-se simultaneamente. Este
método requer o uso de máquinas ou dispositivos especiais. É aplicado, geralmente, em peças
cilíndricas e de grandes dimensões.
Na têmpera por indução, o calor é gerado na própria peça por indução
eletromagnética, utilizando-se, para isso, bobinas de indução através das quais flui uma
corrente elétrica. O aquecimento é mais rápido por esse processo, o qual apresenta ainda a
vantagem de bobinas de diversos formatos poderem ser facilmente construídas e adaptadas à
forma das peças a serem tratadas. Pode-se controlar a profundidade de aquecimento pela
forma da bobina, espaço entre a bobina de indução e a peça, taxa de alimentação da força
elétrica, freqüência e tempo de aquecimento.
Após a têmpera superficial os aços são revenidos geralmente a temperaturas
baixas, com o objetivo principal de aliviar as tensões originadas. A dureza final obtida varia
de 53 a 62 Rockwell C. A espessura da camada endurecida pode atingir até 10 mm,
dependendo da composição do aço e da velocidade de deslocamento da chama.
Materiais de Construção Mecânica IV 60
9. BIBLIOGRAFIA
CALLISTER, WILLIAM D. – Fundamentals of Materials Science and Engineering – 5th Edition, John Wiley & Sons, Inc., New York, NY – USA – 2001; CHIAVERINI, VICENTE – Tecnologia Mecânica - Materiais de Construção Mecânica Vol. III – 2ª Edição – Mc Graw Hill, São Paulo, SP – Brasil – 1986; MOREIRA, MARCELO F. – www.dalmolim.com.br/EDUCACAO/MATERIAIS/Biblimat/siderurgia2.pdf capturado em 10/03/2009 às 17h00, Brasil – 2009. POSTAL, MAURÍCIO – Materiais de Construção Mecânica – SENAI-MG/CETAL/FAM, Uberlândia, MG – Brasil – 1999.





























