Embed Size (px)
Citation preview
Qualitätsmanagement-Richtlinie für Lieferanten
Index Änderung Datum Erstellt Geprüft Freigegeben
00 Erste Ausgabe 08.06.2016 Dr.Schwarz Herr Wolter Herr v.Levetzow
Stadler Pankow GmbH Geschäftsführung: Sitz der Gesellschaft: Berlin HypoVereinsbank BLZ 100 208 90 Kto 355237575 Lessingstraße 102 Ulf Braker (Vors.) Amtsgericht Charlottenburg IBAN: DE30100208900355237575 BIC : HYVEDEMM488 D-13158 Berlin Torsten Trogisch HRB 74295 Deutsche Bank Berlin BLZ 100 700 00 Kto 0688648 E-Mail: [email protected] Christoph Hässig USt-ID Nr. DE 196736771 IBAN: DE92100700000068864800 BIC: DEUTDEBBXXX Internet: http://www.stadlerrail.com Matthias Sauer Vorsitz Beirat: Michael Daum
Projekt Allgemein gültig
Dokument-Nr PA_2103305_.000
Status Freigegeben
Dokumenttyp Spezifikation
Anzahl Seiten 34
Seite 2 von 34
Vorwort
Wir die Stadler Pankow GmbH in Berlin sind ein Hersteller von Schienenfahrzeugen und fertigen Triebzüge der Fahrzeuggeneration FLIRT3 und KISS überwiegend für den deutschen Markt sowie Straßenbahnen und U-Bahnen. Innerhalb der Stadler Rail Group ist die Stadler Pankow GmbH das Kompetenzzentrum für die Entwicklung von Straßenbahnen und somit verantwortlich für das weltweite Straßenbahngeschäft.
Der hohe Anteil zugekaufter Halbzeuge, Komponenten und Systeme und deren Qualität bestimmt im Wesentlichen die Qualität der von Stadler Pankow hergestellten Schienenfahrzeuge. Es ist daher unerlässlich, die Qualität, Sicherheit, Langlebigkeit, Umweltverträglichkeit und Energieeffizienz unserer Kaufteile in enger Zusammenarbeit mit unseren Lieferanten kontinuierlich zu überwachen und zu verbessern. Zur Zielerreichung dient diese Qualitätsmanagement-Richtlinie, die die Qualitätsanforderungen an durch uns qualifizierte Lieferanten und ihre Produkte beschreibt und für Zulieferungen an alle Standorte der Stadler Pankow GmbH gültig ist
Bereichsleiter Abteilungsleiter Abteilungsleiter Materialwirtschaft Einkauf Qualitätssicherung Einkauf
Seite 3 von 34
Qualitätsmanagement Richtlinie
Bitte diese Seite kopieren und die unterschriebene Kopie an folgende Adresse senden: Stadler Pankow GmbH Abteilung Einkauf Lessingstrasse 102 D-13158 Berlin Qualitätsmanagement-Vereinbarung Hiermit bestätigen wir den Erhalt, das Einvernehmen und die vollständige Umsetzung der Anforderungen dieser Qualitätsmanagement-Richtlinie für die Lieferung von Produkten an die Stadler Pankow GmbH. Ausnahmen aus Sicht des Lieferanten sind auf der Anlage zur Vereinbarung zu erläutern und Stadler Pankow GmbH zur Freigabe vorzustellen: Anschrift des Lieferanten: (inkl. e-mail-Anschrift) Firma:______________________________________________________________ Straße:_____________________________________________________________ PLZ/Land:___________________________________________________________ Ansprechpartner:______________________________________________________ Email:______________________________________________________________ Telefon:___________________________________________________________ _________________________________________________________ Name, Datum und Unterschrift des Lieferanten Für Lieferanten, die diese Vereinbarung nicht unterzeichnen, wird die Berücksichtigung bei zukünftigen Geschäften und Anfragen überprüft und falls notwendig eingestellt. Diese Richtlinie ist Eigentum der Stadler Pankow GmbH, jedoch ist der Lieferant berechtigt, für seinen eigenen Gebrauch Kopien anzufertigen.
KOPIE DER VORHANDENEN UND GÜLTIGEN ZERTIFIKATE BITTE HINZUFÜGEN
Seite 4 von 34
Anlage zur Qualitätsmanagement-Vereinbarung Abweichend vom Dokument werden folgende Zusatz-Vereinbarungen getroffen :
_________________________________________________________ Name, Datum und Unterschrift des Lieferanten _________________________________________________________ Von Stadler Pankow GmbH genehmigt Name, Datum und Unterschrift
Seite 5 von 34
Inhaltsverzeichnis Seite 1. Einleitung 7
2. Anwendungsbereich 7
3. Anforderungen an den Lieferanten 7
3.1 Qualitätsmanagementsystem
7
3.2 Bewertung und Auswahl von Lieferanten
8
3.3 Qualitätsvorausplanung
9
3.3.1 Herstellbarkeitsprüfung 9 3.3.2 Fehler-Möglichkeits- und -Einfluss-Analyse (FMEA) 9 3.3.3 Prozessablaufplan 9
3.3.4 Prüfplan 10 3.3.5 Überwachung von Prüf- und Messmitteln 10
3.3.6 Verpackungsvorschrift 10
3.4 Erstmusterprüfung
11
3.5 Lenkung fehlerhafter Produkte und Korrekturmaßnahmen
12
3.5.1 Allgemeine Anforderungen 12 3.5.2 8-D-Report 12 3.5.3 Sonderfreigaben 13
3.6 Anzeige von Änderungen
13
3.7 Lenkung von Dokumenten und Qualitätsaufzeichnungen 14
3.7.1 Aufbewahrungsfristen 14 3.7.2 Prüfbescheinigungen 14 3.7.3 Brandschutzzeugnisse 14 3.7.4 Konformitätsnachweise 15
3.8 Anforderungen an Bauteile mit Schweißverbindungen
15
3.9 Anforderungen an Bauteile mit Klebverbindungen 16
3.10 Anforderungen an Bauteile mit Lackierung 17
3.10.1 Grundlagen 17 3.10.2 Prüfungen 17
3.11 Anforderungen an Glasprodukte 18
3.12 Anforderungen an elektrische Bauteile 18
3.13 Anforderungen an Verbindungselemente und Schraubverbindungen 19
3.14 Betreiberspezifische Anforderungen der DB AG an Lieferanten 19
3.14.1 Schweißtechnische Bauweisenprüfung 19 3.14.2 Beschichtung von Oberflächen 20 3.14.3 Kaufteile mit Güteprüfung 21 3.14.4 Herstellerbezogene Produktqualifikation 21 3.14.5 Erstmusterprüfung 22
Seite 6 von 34
Inhaltsverzeichnis Seite 4. Geheimhaltung 22
5. Haftung 23
6. Inkrafttreten und Kündigung 22
7. Anlagen 23
Seite 7 von 34
1. Einleitung
Die vorliegende Qualitätsrichtlinie hat zum Ziel, die Qualität und Umweltverträglichkeit der an Stadler Pankow GmbH gelieferten Kaufteile zu verbessern. Daher erwartet Stadler Pankow GmbH von seinen Lieferanten die Umsetzung der in dieser Qualitätsrichtlinie gelisteten Anforderungen, damit unsere Unternehmensziele für Qualität und Umweltschutz in enger Zusammenarbeit mit unseren Lieferanten erreicht werden können Hinweis : In der Richtlinie wird grundsätzlich der Begriff „Kaufteil“ verwendet. Darunter verstehen wir Halbzeuge, Systeme und Komponenten, die gemäß Bestellung vom Lieferanten an die Stadler Pankow GmbH geliefert werden.
2. Anwendungsbereich
Die vorliegende Qualitätsrichtlinie findet Anwendung für Kaufteile, die der Lieferant an die Anlieferstandstandorte der Stadler Pankow GmbH liefert.
3. Anforderungen an den Lieferanten
3.1 Qualitätsmanagementsystem
Die Stadler Pankow GmbH erwartet von seinen Lieferanten die Umsetzung der nachfolgend genannten Anforderungen als Grundlage für eine vertrauensvolle Zusammenarbeit zwischen Lieferant und Abnehmer. Managementsysteme Ein Hersteller von Komponenten für Schienenfahrzeuge muss ein zertifiziertes Qualitätsmanagementsystem aufweisen, dass zu mindestens die Forderungen der DIN EN ISO 9001 in der jeweils gültigen Fassung erfüllt. Weiterhin sollte der Lieferant mit einem zertifizierten Umweltmanagement-System gemäß DIN ISO 14001 arbeiten. Dabei sind die Forderungen von nationalen Gesetzen und der OHSAS 18001 (Arbeitssicherheit) zu beachteten. Umweltschutz / Verpackung Bei allen Zulieferungen an die Standorte der Stadler Pankow GmbH müssen die jeweils gültigen gesetzlichen Vorgaben zur Verpackung, zum Transport, zur Lagerung und in Bezug auf Inhaltsstoffe erfüllt werden. Dabei müssen vom Lieferanten die Liste mit „verbotenen Einsatzstoffen“ sowie die Liste mit „deklarationspflichtigen Stoffen“ bei der Herstellung der Komponenten Beachtung finden. Ebenso müssen die umweltbezogenen, elektrischen und elektromagnetischen Vorgaben, welche im Hersteller- und Anwenderland bestehen, angewendet werden. Für die Lieferung von Gefahrstoffen müssen die nationalen Vorgaben hinsichtlich Kennzeichnung und Transport von Gefahrstoffen befolgt werden. Die Sicherheitsdatenblätter sind Stadler Pankow GmbH vor der Lieferung auszuhändigen. Der Lieferant ist verpflichtet, die in der Verpackungsrichtlinie PE_1001615 der Stadler Pankow GmbH definierten Vorgaben hinsichtlich der Verpackung von Kaufteilen zu beachten und einzuhalten. Darüber hinaus sind die gültigen gesetzlichen Regelungen und Anforderungen anzuwenden.
Seite 8 von 34
Qualitätssicherung
• Der Lieferant sollte mit den Werkzeugen der vorbeugenden Qualitätssicherung vertraut sein, die dem frühzeitigen Erkennen von Schwachstellen in Konstruktion und Herstellung des Kaufteiles dienen ( z.B. FMEA, DoE, SPC...).
• Die auf Zeichnungen, Stücklisten bzw. Bestellungen aufgeführten Spezifikationen und Normen sind für die Herstellung des Kaufteiles verbindlich. Abweichungen in der Lieferung sind dem Einkauf der Stadler Pankow GmbH umgehend schriftlich anzuzeigen und können nur nach schriftlicher Freigabe übernommen werden.
• Der Lieferant verpflichtet sich, den Auditoren der Stadler Pankow GmbH jederzeit mit einer Ankündigungsfrist von 24 Stunden freien Zugang zu seinen Produktionsstädten zu gewähren.
• Der Lieferant verpflichtet sich, bei Entzug von Zertifikaten oder anderen negativ vom bisherigen Standard abweichenden Umständen in seinem Produktionsbetrieb umgehend den Einkauf der Stadler Pankow GmbH schriftlich zu informieren.
• Der Lieferant ist für die Auswahl seiner Unterlieferanten selbst verantwortlich, es sei denn, dass Unterlieferanten durch Stadler Pankow vorgegeben oder freigegeben werden müssen. Es liegt in der Verantwortung des Lieferanten, dafür Sorge zu tragen, dass auch die ausgewählten Unterlieferanten über ein zertifiziertes Qualitätsmanagementsystem verfügen.
3.2 Bewertung und Auswahl von Lieferanten Für die Aufnahme einer Geschäftsbeziehung zwischen der Stadler Pankow GmbH und einem neuen Lieferanten ist die Übermittlung eines Lieferanten- und Umweltfragebogen (s. Anlagen 1 und 2) an den zuständigen Einkäufer notwendig. Dabei muss ein neuer Lieferant folgende Mindestanforderungen erfüllen: • Akzeptanz und Umsetzung der aktuell gültigen Qualitätsmanagement-Richtlinie, • Umsetzung und Pflege eines funktionierenden QM-Systems mindestens nach DIN EN ISO
9001 in der jeweils gültigen Ausgabe. Wir die Stadler Pankow GmbH halten es aber für unerlässlich, das sich unsere Lieferanten weiterentwickeln, indem auch zusätzliche Zertifizierungen durch den Lieferanten anzustreben sind. Dazu zählen: • Nachweis eines funktionierenden Umweltmanagementsystems, z.B.: DIN ISO 14001 • Nachweis eines funktionierenden Arbeitsschutzmanagementsystems, z.B.: OHSAS 18001 Die Stadler Pankow GmbH behält sich vor, das QM-System und/oder die Fertigung beim Lieferanten vor Freigabe des Lieferanten zu überprüfen. Die Überprüfung findet in Form einer Auditierung beim Lieferanten statt, wobei allgemeine System- oder Prozessaudits und ggfs. Audits für spezielle Prozesse durch Auditoren der Stadler Pankow GmbH durchgeführt werden können. Die Übereinstimmung der Prozesse mit den Regeln der Technik bzw. Normen wird im Audit wie folgt bewertet: A = Freigabe ohne Auflage Erfüllungsgrad > 91 % B = Freigabe mit Auflage, Abweichungen festgestellt 61 % ≤ Erfüllungsgrad ≤ 91 % C = keine Freigabe; Anforderung nicht erfüllt Erfüllungsgrad ≤ 60 %
Seite 9 von 34
Für die Freigabe des Lieferanten muss das Auditergebnis mindestens den Status „B“ erreichen,. Eine Weiterentwicklung des Auditergebnisses in den Status „A“ durch den Lieferanten wird vorausgesetzt. Bei einem Auditergebnis „B“ müssen grundsätzlich Maßnahmen für die festgestellten Abweichungen vom Lieferanten erarbeitet und der Lieferantenqualitätssicherung der Stadler Pankow GmbH in Form eines Aktionsplans vorgestellt werden. Dabei ist anzustreben, alle kurzfristigen Maßnahmen in maximal 3 Monaten und alle längerfristigen Maßnahmen in maximal 6 Monaten umgesetzt zu haben. Die Stadler Pankow GmbH behält sich das Recht vor, die Umsetzung der vorgestellten Maßnahmen beim Lieferanten in Form eines Wiederholungsaudit zu überprüfen. Lieferanten mit einem Auditergebnis „C“ erhalten keine Freigabe. Ein Wiederholungsaudit zur Überprüfung der Wirksamkeit der Maßnahmen ist zwingend notwendig, um mindestens eine B“-Einstufung zu erreichen. 3.3 Qualitätsvorausplanung
Bei der Qualitätsvorausplanung geht es um eine strukturierte Methode mit standardisierten Qualitäts-Werkzeugen, die zum Ziel hat, dass alle geforderten Ablaufschritte für die Herstellung des Kaufteiles rechtzeitig vor Lieferung abgeschlossen sind und das Produkt der Kundenerwartung entspricht. 3.3.1 Herstellbarkeitsprüfung Technische Unterlagen (z.B. Zeichnungen, Spezifikationen, Lastenheft,..), welche vom Einkauf bereitgestellt werden, sind durch den Lieferanten im Rahmen der Vertragsprüfung zu überprüfen. Diese Prüfung beinhaltet sowohl die Untersuchung der Machbarkeit des angefragten Kaufteiles als auch die Untersuchung der wirtschaftlichen und prozessfähigen Herstellbarkeit auf Basis der an das Kaufteil gestellten Anforderungen. Der Lieferant ist aufgefordert, im Rahmen der Herstellbarkeitsprüfung seine Erfahrungen und Vorschläge zur Optimierung des Kaufteiles und zum beiderseitigen Vorteil einzubringen. Die Herstellbarkeitsanalyse ist dem Einkäufer vor Auslösen der Bestellung mit dem ausgefüllten Vordruck „Herstellbarkeitsanalyse“ (s. Anlage 3) vorzulegen und muss bei Änderungen der Konstruktion und/oder Fertigung erneut durchgeführt bzw. aktualisiert werden. Die Herstellbarkeitserklärung ist bei der Erstmusterprüfung mit vorzulegen. 3.3.2 Fehler-Möglichkeits- und -Einfluss-Analyse (FMEA) Die Durchführung einer FMEA dient der vorbeugenden Qualitätssicherung, um mögliche Schwachstellen am Kaufteil frühzeitig in der Konstruktion Design-FMEA) und der Fertigung des Kaufteiles (Prozess-FMEA) vor Auslieferung erkennen zu können. Eine derartige Analyse ist für solche Bauteile zwingend notwendig, mit deren Versagen eine direkte bzw. indirekte Personengefährdung und/oder eine Betriebsgefahr für das Schienenfahrzeug gegeben ist. Auf Verlangen ist innerhalb einer Frist von 4 Wochen eine Prozess-FMEA zur Vorlage und Einsicht vom Lieferanten zur Verfügung zu stellen. 3.3.3 Prozessablaufplan Für das gemeinsame Verständnis über die Prozessschritte bei der Kaufteilherstellung ist es hilfreich, dass der Lieferant einen Prozessablaufplan erstellt, der alle einzelnen Fertigungs- und Prüfschritte zeigt. Der Prozessablaufplan beinhaltet dabei eine Auflistung aller:
• Fertigungsschritte • Prüfschritte
Seite 10 von 34
• Fertigungsparameter • Maschinen/Anlagen, Werkzeuge, Betriebsmittel
Der Prozessablaufplan kann bei der Erstmusterprüfung angefordert werden und ist nach Aufforderung vom Lieferanten innerhalb einer Frist von 2 Wochen zur Verfügung zu stellen. 3.3.4 Prüfplan Ein wesentliches Ergebnis der Qualitätsvorausplanung ist die Erstellung von Prüfplänen, die die Qualität der gefertigten Kaufteile sicherstellen sollen. Ein Prüfplan enthält Angaben zu allen Prüfungen im Herstellprozess des Kaufteiles, die fertigungsbegleitend und vor Auslieferung an die Stadler Pankow GmbH durch den Lieferanten durchgeführt werden. Prüfpläne sind fester Bestandteil der Erstbemusterung und sind jederzeit auf Verlangen zur Einsicht vorzulegen, dabei können ausgewählte Prüfungen den Mitarbeitern der Stadler Lieferantenqualitätssicherung auf Nachfrage im Rahmen der Erstbemusterung vorgeführt werden. Die Prüfpläne enthalten für jeden Prozessschritt folgende Merkmale: • Beschreibung des zu prüfenden Merkmals • Prüfmethode • Prüfmittel • Stichprobengröße • Stichprobenfrequenz • Dokumentation der Prüfergebnisse Falls erforderlich, sind vom Lieferanten über den Prüfplan hinausgehende, eigenverantwortliche Maßnahmen zur Sicherstellung der Qualität durchzuführen. Der Prüfplan ist bei der Erstmusterprüfung mit vorzulegen. 3.3.5 Überwachung von Prüf- und Messmitteln Die Prüfmittelüberwachung ist eine zentrale Forderung der ISO 9001 und schreibt eine regelmäßige Kalibrierung und/oder normgerechte Überprüfung aller Prüf- und Messmittel eines Unternehmens vor. Wir die Stadler Pankow GmbH setzen voraus, dass der Lieferant Prüf- und Messmittel verwendet, die entsprechend ihrem Einsatzgebiet ausreichend genau, zuverlässig und zu jedem Zeitpunkt nachweisbar funktionieren. 3.3.6 Verpackungsvorschrift Der Lieferant ist für die Verpackung seiner gefertigten Zulieferteile verantwortlich. Diese muss sicherstellen, dass das Kaufteil auf dem Transportweg durch äußere Einwirkungen nicht beschädigt oder verschmutzt werden kann. Die Vorgaben der Stadler Pankow GmbH an die Verpackung von Kaufteilen sind in der Stadler Verpackungsrichtlinie PE_1001615 geregelt. Diese Richtlinie dient der Planung und Durchführung von logistischen Einkaufs-, Beschaffungs- und Qualitätsprozessen. Vorschläge des Lieferanten für Alternativverpackungen abweichend von der Verpackungsrichtlinie sind rechtzeitig vor Beginn der Serienlieferungen mit dem Einkäufer der Stadler Pankow GmbH abzustimmen. Alle Kaufteile, welche durch Wechselwirkung mit ihrer Umgebung, in ihrer Funktion und/oder Aussehen beeinträchtigt werden können, sind in geeigneter Weise zu konservieren. Die geplante Konservierungsart (falls erforderlich) ist auf Initiative des Lieferanten rechtzeitig vor Beginn der Serienlieferungen mit dem Einkäufer der Stadler Pankow GmbH abzustimmen.
Seite 11 von 34
3.4 Erstmusterprüfung Die Produktionsprozess- und Produktfreigabe erfolgt für die im Vorfeld mit dem Lieferanten definierten Kaufteile durch Überprüfung der ersten Teile, die vom Lieferanten unter Serienbedingungen (Maschinen, Anlagen, Betriebs- und Prüfmittel, Bearbeitungsbedingungen) hergestellt und geprüft worden sind. Diese sogenannten Erstmuster werden im Rahmen der Erstmusterprüfung (EMP) beim Lieferanten von Mitarbeitern der Stadler Lieferantenqualitätssicherung abgenommen. Für die Durchführung einer Erstmusterprüfung müssen folgende Voraussetzungen erfüllt sein: • Erstproduktion eines neuen Kaufteiles (neue Artikel-Nummer) • Produktänderung eines bereits freigegebenen Kaufteiles (z.B: Werkstoffänderung) • Verlagerung der Produktion • Änderung des Herstellverfahrens • Wiederaufnahme der Produktion (z.B. für Optionsprojekte) nach einem Zeitraum größer 24
Monate • Neuer Lieferant • Kundenvorgabe • Anforderung seitens Stadler Pankow GmbH
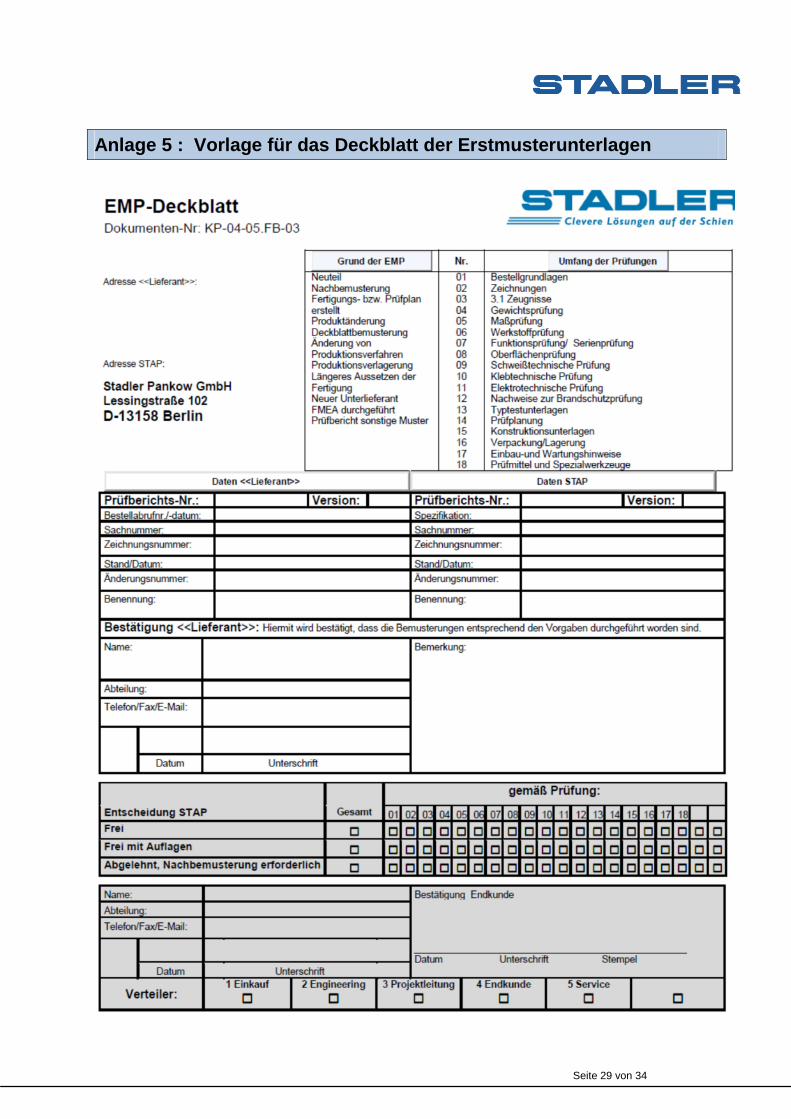
Eine Erstmusterprüfung muss im Terminplan mindestens 2 Wochen vor dem mit dem Einkäufer vereinbarten Liefertermin durchgeführt werden, damit Nacharbeiten, Änderungen oder Zusatzprüfungen aus der Erstmusterprüfung vor Lieferung der Kaufteile rechtzeitig durch den Lieferant durchgeführt werden können. Der jeweilige Umfang der Erstmusterprüfung ist mit dem verantwortlichen Mitarbeiter der Stadler Lieferantenqualitätssicherung im Vorfeld abzustimmen. Dazu erhält der Lieferant eine Checkliste (s. Anlage 4 ), die den Umfang der Prüfungen und Dokumente zeigt, deren Ergebnisse zum Zeitpunkt der Erstmusterprüfung zur Durchsicht bzw. Übergabe vorzulegen sind. Für die Dokumentation der Erstmusterprüfung soll vorzugsweise die Stadler Vorlage (s. Anlage 5 ) verwendet werden, alternativ ist jedoch auch die Verwendung eines entsprechendes Formblatt des Lieferanten möglich. Grundsätzlich sind aber die Ergebnisse aller gemäß Stadler-Checkliste vereinbarten Qualitätsprüfungen mit vorgegebenen Soll- und ermittelten Ist-Werten im Erstmusterprüfbericht zu dokumentieren und vom Lieferanten zum Erstmustertermin bereitzustellen. Das Ergebnis der Überprüfung der Erstmuster und Dokumentation wird auf dem Deckblatt der Erstmusterunterlagen durch den Mitarbeiter der Stadler Lieferantenqualitätssicherung wie folgt festgehalten: • frei, • frei mit Auflage, • abgelehnt, Nachbemusterung erforderlich. Am Erstmusterprüftermin müssen die vereinbarten Auflagen mit Terminangaben für die Abarbeitung im Erstmusterprüfbericht dokumentiert werden. Der Lieferant ist verpflichtet, die Auflagen in Absprache mit dem Mitarbeiter der Stadler Lieferantenqualitätssicherung termingetreu abzuarbeiten und den Nachweis der Umsetzung zu übergeben. Beanstandete Merkmale an Kaufteilen sind vor Lieferung an die Stadler Pankow GmbH nachweislich durch den Lieferanten zu korrigieren.
Seite 12 von 34
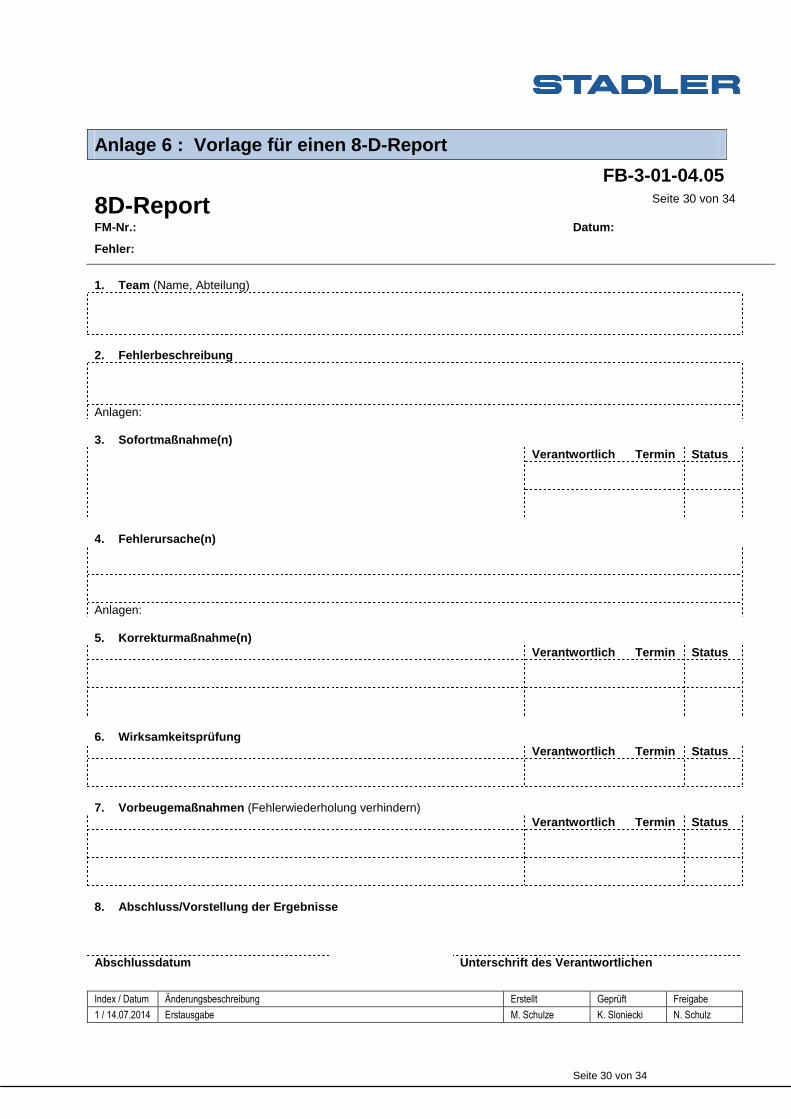
Bei Ablehnung der Erstmuster müssen dem Mitarbeiter der Stadler Lieferantenqualitätssicherung neue Erstmuster bei einem Nachbemusterungstermin vorgestellt werden. Eine Lieferfreigabe wird nur bei erfolgreicher Nachbemusterung erteilt. Grundsätzlich ist festzuhalten, dass eine Freigabe der Erstmuster den Lieferanten nicht von der Verantwortung für die Qualität seiner Produkte in der Serienfertigung entbindet. Mit Erteilung einer Freigabe im Rahmen der Erstmusterprüfung übernimmt die Stadler Pankow GmbH keine Verantwortung für Mängel an Kaufteilen, die beim Erstmustertermin nicht erkannt worden sind. 3.5 Lenkung fehlerhafter Produkte und Korrekturm aßnahmen 3.5.1 Allgemeine Anforderungen Der Lieferant muss gemäß DIN EN ISO 9001 ein System zur Lenkung von fehlerhaften Produkten aufrechterhalten. Dabei muss der jeweilige Prüfstatus der Produkte in allen Phasen der Herstellung erkennbar sein. Wird durch den Lieferanten im Rahmen seiner Prüfungen festgestellt, dass fehlerhafte Produkte gefertigt worden sind, so muss der Fertigungsprozess sofort unterbrochen und korrigiert werden. Die fehlerhaften Teile sind physisch zu kennzeichnen und eindeutig getrennt von fehlerfreien Teilen im Sperrlager des Lieferanten zu lagern. In diesem Fall sind auch anstehende Lieferungen zu 100% auf das entsprechende Fehlermerkmal vor Lieferung zu prüfen. Wird bei der lieferanteninternen Überprüfung festgestellt, dass bereits fehlerhafte Produkte zur Auslieferung an die Stadler Pankow GmbH gelangt sein könnten, so ist sofort der verantwortliche Einkäufer schriftlich über den Mangel zu informieren. Vom Lieferant eingeleitete Korrekturmaßnahmen sind dabei schriftlich in Form eines 8D-Reports oder Aktionsplans mitzuteilen. Werden von Mitarbeitern der Stadler Pankow GmbH nicht zeichnungskonforme Kaufteile im Wareneingang oder in der Montage festgestellt, die auf einen Lieferantenfehler zurückgeführt werden können, so wird der betroffene Lieferant durch den verantwortlichen Einkäufer über den Mangel durch eine Mängelrüge informiert. Mit dem Lieferanten wird die weitere Behandlung der Teile zur Versorgung der Produktion mit fehlerfreien Bauteilen vereinbart, wobei nachfolgend genannte Aktionen möglich sind: • die sofortige Rückweisung der gesamten Lieferung an den Lieferanten, • Sortierung und/oder Nacharbeit durch den Lieferanten, • Sortierung und/oder Nacharbeit, 100%-Prüfung durch Mitarbeiter der Stadler Pankow GmbH oder durch einen Unterauftragnehmer zu Lasten des Lieferanten, • Lieferung bedingt verwendbar – einmalige Sonderfreigabe. Die Stadler Pankow GmbH behält sich das Recht vor, alle zur Mängelbeseitigung verbundenen Kosten durch Lieferung von fehlerhaften Zulieferteilen an den verantwortlichen Lieferanten weiter zu belasten. 3.5.2 8D-Report Alle vom Lieferanten umgesetzten Sondermaßnahmen zur Versorgung der Stadler Pankow GmbH mit zeichnungskonformen Bauteilen sind an den Einkäufer mittels eines 8D-Reports innerhalb von 14 Tagen schriftlich anzuzeigen. Für die Erstellung eines 8D-Reports soll vorzugsweise die Stadler Vorlage (s. Anlage 6 ) verwendet werden, alternativ wird auch Übermittlung eines 8D-Reports auf Basis eines entsprechenden Formblattes des Lieferanten akzeptiert. Für Rückfragen zum Inhalt eines 8D-Report stehen Mitarbeiter der Stadler Lieferantenqualitätssicherung als Ansprechpartner zur Verfügung.
Seite 13 von 34
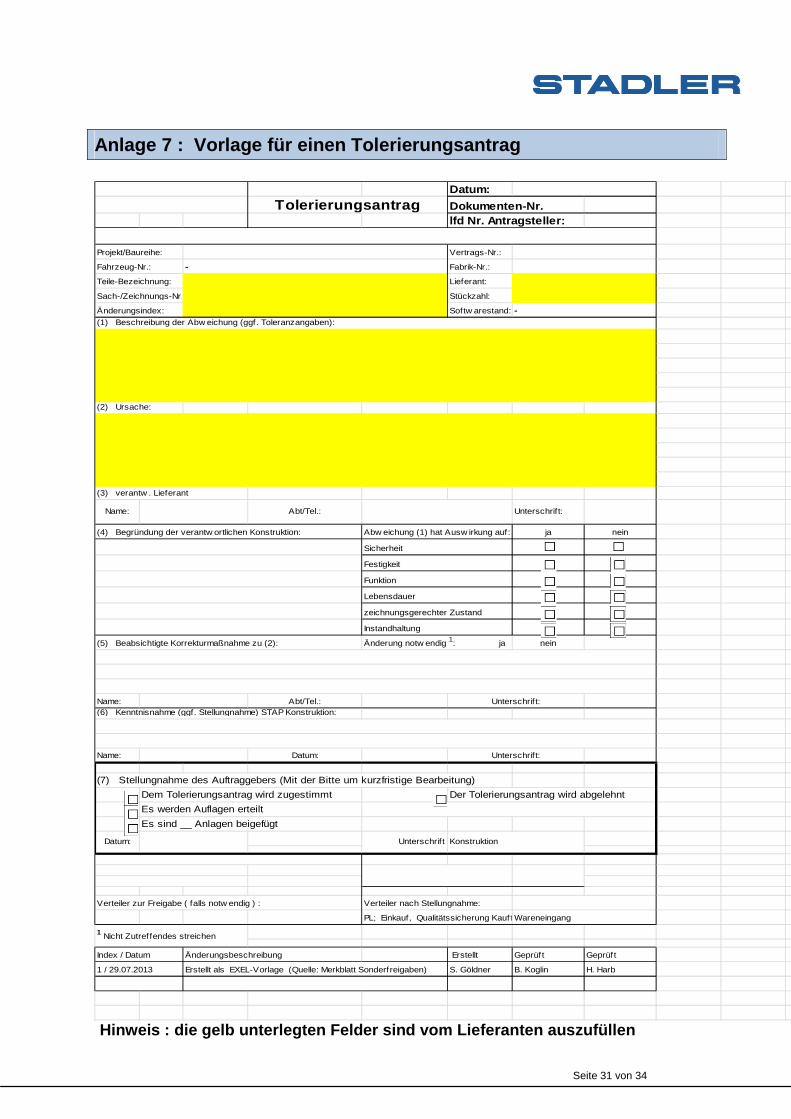
Die Stadler Pankow GmbH behält sich das Recht vor, den Inhalt des 8D-Reports auf Plausibilität zu prüfen und die vom Lieferanten eingeleiteten Maßnahmen zur Beseitigung des Fehlers als unzureichend zurückzuweisen. In diesem Fall hat mit Unterstützung der Stadler Lieferantenqualitätssicherung eine Überarbeitung des 8D-Reports durch den Lieferanten zu erfolgen. 3.5.3 Sonderfreigaben In Ausnahmefällen werden Anträge des Lieferanten auf Sonderfreigaben für Lieferungen mit Abweichungen gegenüber Zeichnung bzw. Spezifikation durch die Stadler Pankow GmbH genehmigt. Der Antrag muss in schriftlicher Form an den Einkauf mittels Tolerierungsantrag (s. Anlage 7 ) gestellt werden. Der Tolerierungsantrag wird durch das Stadler Engineering geprüft und die Entscheidung kurzfristig dem Lieferanten mitgeteilt. Eine Freigabe der Lieferung ist dem Wareneingang der Stadler Pankow GmbH durch Kennzeichnung der Ware mittels einer Kopie des freigegebenen Tolerierungsantrages anzuzeigen. Die Form der Sonderfreigabe ist befristet und gilt für eine bestimmte Zeit oder eine begrenzte Anzahl von Kaufteilen und ist keine unbegrenzte Freigabe für Folgelieferungen. Eine dauerhafte Freigabe der beantragten Abweichung kann nur in Abstimmung mit dem Stadler Engineering festgelegt werden. In diesem Fall sind die Änderungen in den Konstruktionsunterlagen (Zeichnung, Spezifikationen, Stücklisten) festzuhalten. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge einer Lieferung von Kaufteilen mit nicht tolerierbaren Abweichungen in Rechnung zu stellen. 3.6 Anzeige von Änderungen Der Lieferant erhält vom Einkauf mit der Bestellung alle notwendigen Konstruktionsunterlagen in Form von Zeichnungen, Spezifikation und Stücklisten, die für die zeichnungskonforme Herstellung des Kaufteiles notwendig sind. Angegebene DIN, EN und ISO-Normen stellen den jeweils aktuellen Stand der Technik dar, wobei der Lieferant für die Beschaffung der jeweils gültigen Normen selbst verantwortlich ist. Sollten seitens des Lieferanten Änderungen an den Konstruktionsunterlagen gewünscht sein, so sind die Änderungen an Kaufteilen bzw. im Herstellprozess grundsätzlich schriftlich anzuzeigen und mit dem zuständigen Einkäufer abzustimmen. Eine Änderung an Kaufteilen und/oder Herstellprozessen bedarf grundsätzlich der schriftlichen Genehmigung der Stadler Pankow GmbH. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge einer Lieferung von geänderten Kaufteilen ohne Stadler Freigabe in Rechnung zu stellen. Sollten Kaufteile bereits eine Erstbemusterung erfahren haben, so wird der Stadler Einkauf mit dem Lieferanten klären, inwieweit eine Nachbemusterung notwendig ist. Der Lieferant verpflichtet sich, alle für die Fertigung des Kaufteiles benötigten Unterlagen auf aktuellem Stand zu halten und in der Fertigung immer die aktuellen Fertigungsunterlagen mit neuestem Änderungsindex durch Verteilung bereitzuhalten. Der Lieferant ist verpflichtet, sich mit dem Stadler Einkauf abzustimmen, wann die nach neuen Änderungsindex gefertigten Kaufteile geliefert werden.
Seite 14 von 34
3.7 Lenkung von Dokumenten und Qualitätsaufzeic hnungen 3.7.1 Aufbewahrungsfristen Für qualitätsrelevante Dokumente und Aufzeichnungen sind vom Lieferanten entsprechende Aufbewahrungsfristen festzulegen.
Hierbei müssen folgende Mindestforderungen durch den Lieferanten eingehalten werden:
30 Jahre für: • Konstruktionsunterlagen und Prüfaufzeichnungen zu den an die Stadler Pankow GmbH
gelieferten Kaufteile • Aufzeichnungen zu Sonderprüfungen (z.B. Typtestunterlagen, Brandschutzprüfungen…)
mindestens 10 Jahre für: • Aufzeichnungen über Qualitätsmaßnahmen ohne besondere Nachweisführung • Aufzeichnungen zu QM- oder UM-Bewertungen, internen Audits, etc.
Die Aufbewahrungsfristen gelten ab dem Auslieferdatum des letzten Kaufteiles der jeweiligen Bestellung. Diese Festlegungen ersetzen keine gesetzlichen oder anderslautenden einzelvertraglichen Forderungen. In speziellen Fällen von Kundenforderungen kommen abweichende Aufbewahrungsfristen zur Anwendung.
Alle Qualitätsaufzeichnungen müssen lesbar sein und in geeigneter Weise vor Beschädigung oder Verlust geschützt werden. Der Lieferant hat der Stadler Pankow GmbH auf Verlangen (unter Wahrung der Fabrikations- und Geschäftsgeheimnisse des Lieferanten) Einsicht in die genannten Dokumente (auch während eines Audits durch Stadler) zu gewähren. 3.7.2 Prüfbescheinigungen Der Bestellung oder beigefügten Spezifikation kann entnommen werden, ob ein Abnahmeprüfzeugnis 3.1 gemäß DIN EN 10204 mit Lieferung der Kaufteile an die Stadler Pankow GmbH zu übergeben ist. Der Lieferant bestätigt mit Übergabe eines –Abnahmeprüfzeugnisses 3.1, dass die gelieferten Erzeugnisse den Anforderungen der Bestellunterlagen (Zeichnung, Stückliste, Spezifikation) mit Angabe von Prüfergebnissen auf Grundlage von spezifizierten Prüfungen entsprechen. Der Umfang der Dokumentation der Prüfergebnisse auf dem Abnahmeprüfzeugnis 3.1 ist im Rahmen der Erstbemusterung mit den Mitarbeitern der Stadler Lieferantenqualitätssicherung abzustimmen. Weiterhin sind auf der Prüfbescheinigung die gemäß Bestellung ausgewiesene Sachnummer und soweit vorhanden, die Serien- oder Chargennummer der gelieferten Kaufteile zur Identifizierung zu dokumentieren. Das Abnahmeprüfzeugnis 3.1 muss zeitgleich mit der Ware und den Lieferpapieren im Wareneingang der Stadler Pankow GmbH eintreffen. In Absprache mit dem Einkauf können Prüfbescheinigungen auch beim Lieferanten archiviert werden, wobei diese auf Anforderungen elektronisch oder per Fax zur Verfügung gestellt werden müssen. 3.7.3 Brandschutzzeugnisse In der Bestellung oder Spezifikation sind die Vorgaben für die Brennbarkeit – und Toxizitätsklasse gemäß DIN 5510 oder DIN EN 45545 für nachweispflichtige Kaufteile aufgelistet. Der Lieferant ist im Rahmen der Angebotsabgabe verpflichtet zu prüfen, ob die Vorgaben an den Brandschutz durch den Lieferanten für das zu liefernde Kaufteil eingehalten werden können und entsprechende Nachweise über Ergebnisse von Brandtests vorliegen. Dabei ist darauf zu achten, dass bei
Seite 15 von 34
Lieferung nachweispflichtiger Fahrzeugteile die vorgelegten Prüfzeugnisse nicht älter als 3 Jahre (5510-2) oder 5 Jahre (EN 45545-2) sind. Sollten keine oder nicht mehr gültige Nachweise für durchgeführte Brandschutzprüfungen beim Lieferanten verfügbar sein, so müssen die Prüfungen durch den Lieferanten bei akkreditierten Brandschutzlabors nach EN 17025 beauftragt werden. Für die Brandprüfung eines nachweispflichtigen Kaufteiles sind die aktuellen Normen und Regelwerke anzuwenden. Die Ergebnisse der Brandprüfungen sind mindestens 2 Wochen vor Beginn der Lieferung an den Einkäufer der Stadler Pankow GmbH zu übermitteln, damit eine Überprüfung der Unterlagen noch rechtzeitig möglich ist. Das Fehlen von Brandschutzzeugnissen oder die fehlende Freigabe der übergebenen Nachweise kann im Rahmen der Erstbemusterung zu einer Liefersperre führen. 3.7.4 Konformitätsnachweise Herstellerpflichten, Konformitätsnachweise sowie technische Dokumentationen richten sich nach den länderspezifischen Gesetzen über Produktsicherheit und Produkthaftung wie auch den in allen weiteren anwendbaren Rechtsgrundlagen enthaltenen einschlägigen Vorschriften. Diese Gesetze, Richtlinien und Vorschriften sind vom Lieferanten jederzeit vollumfänglich einzuhalten.
3.8 Anforderung an Bauteile mit Schweißverbindun gen
Lieferanten, die Kaufteile für Schienenfahrzeuge schweißen und an die Stadler Pankow GmbH liefern, müssen eine gültige Schweißzulassung nach DIN EN 15085-2 nachweisen. Das Zertifikat des Herstellers muss die auf der Schweißzeichnung geforderte Zertifizierungsstufe nach DIN EN 15085-2 (CL1-CL3) mit dem erforderlichen Geltungsbereich beinhalten. Die Beauftragung eines Unterlieferanten für die Herstellung von nachweispflichtigen Schweißteilen entbindet den Auftragnehmer nicht von Verpflichtung darauf zu achten, dass Auftragnehmer und Unterlieferant im Besitz der gemäß DIN EN 15085-2 geforderten Schweißzulassung sind. Weiterhin ist zu beachten, dass der Stadler Pankow GmbH die Vergabe der Fertigung von Schweißteilen der Zertifizierungsstufe CL1 bzw. CL2 nach DIN EN 15085-2 an Unterlieferanten unaufgefordert schriftlich anzuzeigen ist und durch Stadler schriftlich genehmigt werden muss. Die Stadler Pankow GmbH ist verpflichtet, neue Schweißbetriebe vor Vergabe des Auftrages zu überprüfen. Hierzu wird ein Prozessaudit zur Überprüfung der schweißtechnischen Anforderungen gemäß DIN EN 15085 und DVS 1617 durchgeführt. Die Stadler Pankow GmbH behält sich das Recht vor, auch bereits durch Stadler freigegebene Serienlieferanten nochmals zu auditieren, wenn folgende Gründe gegeben sind: • Vergabe eines neuen Schweißteils mit CL1-Einstufung • Qualitätsprobleme mit einem Schweißteil in der Montage oder im Feld • Mitarbeiterwechsel und/oder Änderung des Schweißprozesses Die Lieferung von nachweispflichtigen Schweißteilen ist ohne Nachweis der gemäß Zeichnung / Bestellung geforderten Zulassung des Herstellbetriebes nicht zulässig. Die Lieferanten sind aufgefordert, die Schweißzulassung ihres Betriebes stets aktuell zu halten und die aktuellen Zertifikate unaufgefordert an den Einkäufer zu schicken. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne gültige Zertifikate in Rechnung zu stellen. Die Überprüfung der Zertifikate des Lieferanten ist auch Bestandteil der Erstmusterprüfung, wobei ein fehlendes oder abgelaufenes Zertifikat zu einer Liefersperre für das bestellte Kaufteil führt und
Seite 16 von 34
der Lieferant von weiteren Aufträgen für Kaufteile mit gleichen Zulassungsanforderungen ausgeschlossen wird. 3.9 Anforderungen an Bauteile mit Klebverbindungen Lieferanten, die Kaufteile mit Klebverbindungen an die Stadler Pankow GmbH liefern, müssen die Anforderungen der DIN 6701 Teil 1 - 4 erfüllen und die Klebzulassung für die in der Zeichnung ausgewiesenen Klebklasse (A1 bis A3) gemäß DIN 6701-3 nachweisen. Der Nachweis ist erbracht, wenn der Lieferant das für das Kleben des Kaufteils erforderliche, gültige Zertifikat nach DIN 6701 an den Einkäufer sendet. In diesem Zusammenhang wird darauf hingewiesen, dass Lieferanten, die einfache Dichtarbeiten der Klasse A3 gemäß DIN 6701-3 durchführen, ebenfalls eine Klebzulassung benötigen. Werden Unterlieferanten mit der Herstellung von nachweispflichtigen Klebteilen durch den Auftragnehmer beauftragt, so entbindet dies den Auftragnehmer nicht von Verpflichtung darauf zu achten, dass Auftragnehmer und Unterlieferant im Besitz der gemäß DIN 6701-3 geforderten Klebzulassung sind. Weiterhin ist zu beachten, dass der Stadler Pankow GmbH die Vergabe von Klebarbeiten für Kaufteile der Klasse A1 bzw. A2 nach DIN 6701-3 an Unterlieferanten unaufgefordert schriftlich anzuzeigen ist und durch Stadler schriftlich genehmigt werden muss. Die Stadler Pankow GmbH ist verpflichtet, neue Klebfachbetriebe vor Vergabe des Auftrages von Kaufteilen mit A1-Klebungen zu überprüfen. Hierzu wird ein Prozessaudit zur Überprüfung der klebtechnischen Anforderungen gemäß DIN 6701 durchgeführt. Im Ermessen der Stadler Pankow GmbH können auch bereits freigegebene Klebfachbetriebe nochmals auditiert werden, wenn nachfolgende genannte Gründe gegeben sind: • Vergabe eines neuen Klebteils mit A1-Einstufung • Qualitätsprobleme mit Klebverbindungen bei einem Serienteil in der Montage oder im Feld • Mitarbeiterwechsel und/oder Änderung des Klebprozesses Die Lieferung von nachweispflichtigen Bauteilen mit A1 bzw. A2-Einstufung ist ohne Nachweis der notwendigen Klebzulassung des Herstellbetriebes nicht zulässig. Die Lieferanten sind aufgefordert, die Klebzulassung ihres Herstellbetriebes stets aktuell zu halten und die aktuellen Zertifikate unaufgefordert an den Einkäufer zu schicken. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne gültige Zertifikate in Rechnung zu stellen. Die Überprüfung der Zertifikate des Lieferanten ist auch Bestandteil der Erstmusterprüfung, wobei ein fehlendes oder abgelaufenes Zertifikat zu einer Liefersperre für geklebte Bauteile mit A1 bzw. A2-Einstufung führt und der Lieferant von weiteren Aufträgen für geklebte Bauteile mit gleicher Einstufung ausgeschlossen wird. Die Überprüfung der Haltbarkeit einer Klebverbindung erfolgt gemäß DIN 6701 mittels Haftungsprüfung. Bei lackierten Bauteilen ist die Haftungsprüfung auch an lackierten Oberflächen durchzuführen, damit sichergestellt ist, dass die Klebverbindung nicht durch Lackablösungen geschwächt wird. Die Ergebnisse von serienbegleitenden Haftungsprüfungen bei Bauteilen mit A1-, bzw. A2-Einstufung ist der Klebaufsicht der Stadler Pankow GmbH auf Verlangen vom Lieferanten vorzulegen.
Seite 17 von 34
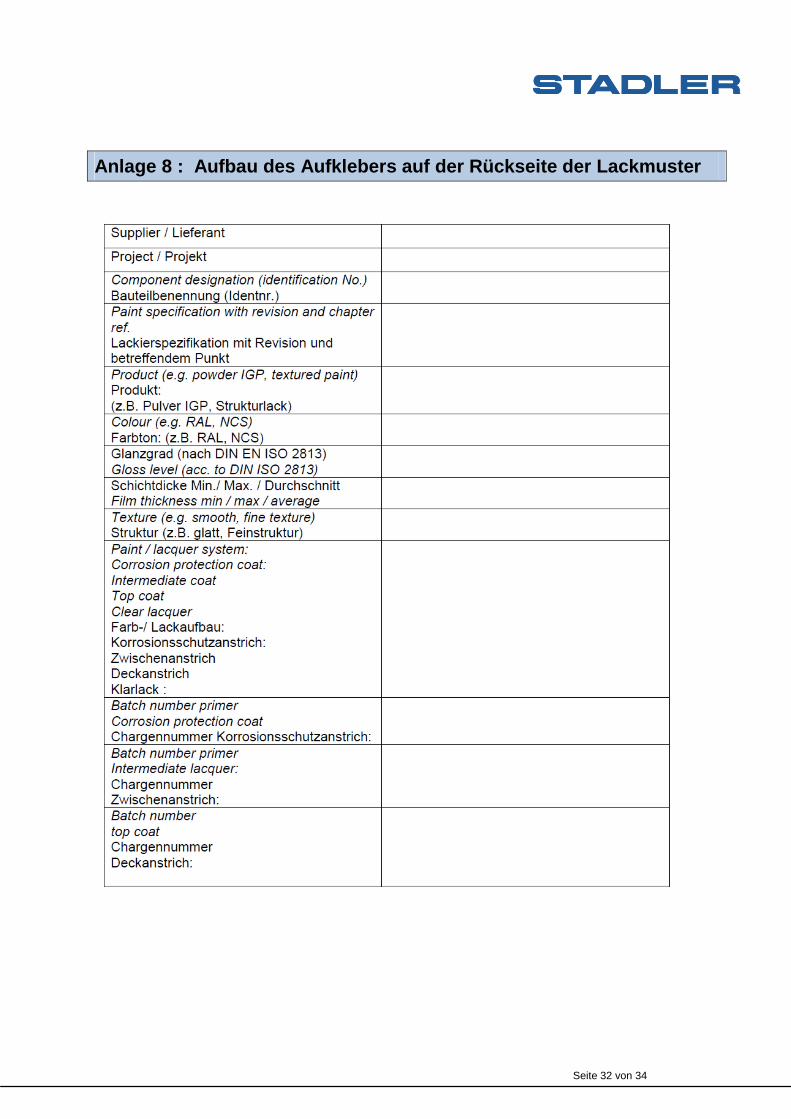
3.10 Anforderungen an Bauteile mit Lackierung 3.10.1 Grundlagen Seitens der Stadler Pankow GmbH wird für jedes Fahrzeugprojekt eine projektspezifische Lackiervorschrift erstellt, deren Bezeichnung in der Stückliste bzw. Zeichnung für das zu lackierende Kaufteil ausgewiesen ist. In der Lackiervorschrift sind fahrzeugspezifisch alle Anforderungen an die geforderten Lacksysteme mit Hinweisen zur Bauteilvorbereitung und Durchführung bzw. Prüfung der Lackierung festgelegt, die für den Lieferanten neben den technischen Normen und Richtlinien verbindlich sind. Angaben zum gewünschten Farbton der Lackierung sind dagegen der Zeichnung des zu lackierenden Bauteils zu entnehmen. Für die Nasslackierung müssen Beschichtungsstoffe gemäß vereinbarter Spezifikation verwendet werden. Abweichungen zu dieser Vorgabe müssen mit dem Einkäufer abgestimmt werden und freigegeben werden. Für eine Umstellung auf Pulverlack ist außerdem ein geprüftes Reparaturkonzept für Kleinstbeschädigungen einzureichen. Die Verarbeitung der Beschichtungsstoffe muss entsprechend den Verarbeitungshinweisen der Lackhersteller erfolgen (Technische Merkblätter, Sicherheitsdatenblätter), die dem Lieferanten vom Lackhersteller zur Lieferung zur Verfügung gestellt werden müssen. Bei der Bestellung von Beschichtungsstoffen ist dem Lackhersteller stets Stadler als Endkunde und das Projekt zu benennen. Sofern der Lackierbetrieb die geforderten Beschichtungsstoffe noch nie verarbeitet haben sollte und/oder unsicher im Umgang mit diesen ist, sollte ein Termin mit der Anwendungstechnik des Lackherstellers vereinbart werden. Die in der Lackiervorschrift gelisteten Vorgaben entbinden den Lieferanten nicht von der Verantwortung, die Identität und Qualität der verwendeten Beschichtungsstoffe durch geeignete Prüfungen sicherzustellen, da der Lieferant die Qualität des Lackierergebnisses zu verantworten hat. 3.10.2 Prüfungen Die für die Überwachung und Sicherstellung der Beschichtungsqualität eines lackierten Kaufteiles notwendigen Prüfungen sind in der vereinbarten projektspezifischen Lackiervorschrift gelistet und die Prüfdurchführungen mit Hinweis auf die referenzierten Prüfnormen beschrieben. Je Lieferlos ist ein lackiertes Kaufteil vollumfänglich zu prüfen. Bei Erstanlieferung sind alle Kaufteile der Lieferung zerstörungsfrei zu prüfen, demgegenüber sind zerstörende Prüfungen an Hilfsobjekten wie z. B. Musterbleche durchzuführen. Für die Dokumentation der Prüfergebnisse muss der Lieferant Prüfaufzeichnungen führen. Für die Freigabe des verarbeiteten Lacksystems beim Beschichtungsbetrieb sind vom Lieferanten mindestens drei Grenzmusterplatten DIN A4 für Farbton und Struktur zu erstellen. Von diesem Los sind zwei Grenzmusterplatten als Leistungsnachweis zur Freigabe an den Einkäufer zu übergeben, eine Platte verbleibt beim Lieferanten als Rückstellmuster für die Fertigungskontrolle. Informationen zum Farbaufbau müssen der projektspezifischen Lackierspezifikation entnommen werden. Nach Prüfung der beiden Platten durch die Stadler Lieferantenqualitätssicherung wird eine schriftliche Freigabe mit Angabe der Entscheidung (frei, frei mit Auflage, abgelehnt) zum Lieferanten per E-Mail übersendet. Die beiden Musterplatten verbleiben als Rückstellmuster im Eigentum der Stadler Pankow GmbH. Für die Prüfung des Lacksystems sind Angaben zum Beschichtungsstoff und Prüfungen des Lacksystems durch den Lieferanten notwendig, die auf der Rückseite der Musterplatten auf einem vorgegebenen Aufkleber dokumentiert werden müssen. Detaillierte Inhalte zum Aufkleber können ebenfalls der projektspezifischen Lackierspezifikation entnommen werden (s. Anlage 8 )
Seite 18 von 34
ie Prüfung der Musterplatten muss vor dem Erstmustertermin erfolgt sein, da die Stadler Freigabe für das Lacksystem im Rahmen der Erstmusterdokumentation vorgelegt werden muss. Ein Fehlen der Lackfreigabe und/oder das Fehlen von Prüfaufzeichnungen für die Lackierung am Erstmuster wird zu einer Liefersperre führen. Nach erfolgter Freigabe sind jegliche Änderungen am Lackaufbau und Lackierprozess nur nach Abstimmung mit der Stadler Lieferantenqualitätssicherung gestattet. Darunter fallen auch Lieferantenwechsel. Besondere Vorsicht ist geboten, da bestimmte Kaufteile auch in sicherheitsrelevante Systemverklebungen eingehen. 3.11 Anforderungen an Glasprodukte
Sowohl die europäische Norm ECE 43 R als auch eine Vielzahl unterschiedlicher nationaler Normen bilden die gesetzlichen Vorgaben für die Herstellung und Prüfung von Glasprodukten in Schienenfahrzeugen mit VSG und ESG Sicherheitsglas.
Neben den gesetzlichen Vorgaben gilt zusätzlich die Bauteilspezifikation der Stadler Pankow GmbH, die auf der Bestellung mit angezogen wird. In diesem mitgeltenden Dokument sind die bauteilspezifischen Anforderungen wie Maße, Siebdruck, Glasfarbe, Glasaufbau, Firmenlogo und Prüfstempel sowie der Umfang der Typprüfungen an das Glasprodukt geregelt.
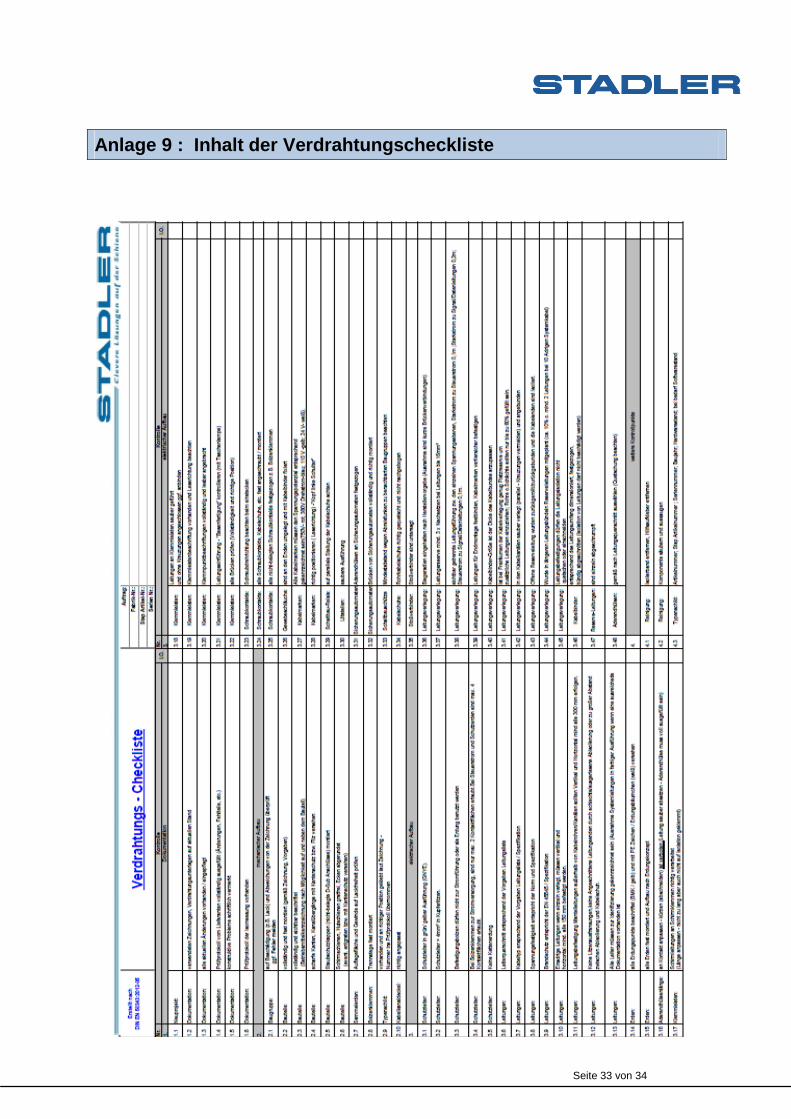
Zur Anlieferung sind neben dem Lieferschein grundsätzlich ein Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 bei jeder Lieferung beizulegen. 3.12 Anforderungen an elektrische Bauteile Die Qualität einer elektrischen oder elektromechanischen Komponente wird maßgeblich durch die Einhaltung der konstruktiven Vorgaben der Stadler Pankow GmbH gewährleistet, dazu zählen: . • Erdungsvorschrift PA_1354887 • Fertigungsrichtlinie für die Produktion von Vollbahnen und Straßenbahnen Ausgabe 2015 • Verdrahtungscheckliste (s. Anlage 9) auf Basis der DIN EN 50343 • Auswahl der elektrischen Steckverbindung an Hand der Vorgaben des Stadler Engineering • 100%ige Kompatibilität zur vorgegebenen Schnittstelle (Hardware und Software) im Fahrzeug • Berücksichtigung der Vorgaben des Stadler Engineering bzgl. Anbindung an Fahrzeug-BUS
oder –Netzwerk im Hinblick auf Datenübertragung und Datensicherheit
Der Nachweis der Funktionalität der bestellten Komponenten wird durch geeignete Prüfungen sichergestellt, die der Lieferant auf Basis der aktuellen Normen, Regelwerke und Stadler-Komponentenspezifikationen im Rahmen von Typprüfungen durchführen muss. Folgende Normen dienen als Grundlage für die Konstruktion der elektrischen Komponenten und sind in den Typprüfungen zu berücksichtigen: • DIN EN 50 155 Elektronische Einrichtung auf Schienenfahrzeugen • DIN EN 50 121-3 Elektromagnetische Verträglichkeit
• DIN EN 50 124 Isolationskoordination
• DIN EN 50 153 Schutzmaßnahmen in Bezug auf elektrische Gefahren • DIN EN 60 077-1 Elektrische Betriebsmittel auf Bahnfahrzeugen
• DIN EN 60 529 Schutzarten durch Gehäuse Zusätzlich sind folgende Nachwiese zu führen
Seite 19 von 34
• Nachweis der Bahnkonformität der Komponente (Herstellerdokument) • Leistungsnachweise für die in Stadler-Bauteilspezifikationen geforderten Bauteilprüfungen
3.13 Anforderungen an Verbindungselemente und Schr aubverbindungen Gemäß Bestellung werden spezielle Anforderungen an Schrauben / Muttern mit einer Nachweisführung nach DIN EN 10204 gestellt, indem die Ergebnisse der Prüfungen zum Nachweis der geforderten Festigkeitseigenschaften sowie der Korrosionsbeständigkeit durch den Hersteller auf dem 3.1 Abnahmeprüfzeugnis bestätigen werden müssen. Dazu zählen: • Schrauben und Muttern ab der Festigkeitsklasse 10.9 aus Vergütungsstahl • Schrauben und Muttern ab der Festigkeitsklasse 8.8 mit Gewinde M ≥16 aus Vergütungsstahl • rostfreie und korrosionsbeständige Schrauben und Muttern aus Edelstahl mit Gewinde M ≥10 In Anlehnung an die Bahnnormen für Schraubverbindungen (z. B. DIN 25200, DIN 25201, DIN 25203) wurde seitens der Stadler Pankow GmbH die Befestigungsrichtlinie PA_1222166 erstellt, die die Anforderungen an die verschiedenen Befestigungssysteme in Schienenfahrzeugen beschreibt. Hiermit soll sichergestellt werden, dass auch die von Lieferanten entwickelten Kaufteile mit normkonformen und einheitlichen Befestigungssystemen montiert werden. Die Befestigungsrichtlinie PA_1222166 ist daher für die Auslegung und Montage für Schraubverbindungen in Kaufteilen neben den bekannten Normen und Regelwerken bindend und findet auch Anwendung bei der Erstmusterprüfung von Kaufteilen mit Schraubverbindungen. 3.14 Betreiberspezifische Anforderungen der DB AG an Lieferanten Die Stadler Pankow GmbH ist als Lieferant von Schienenfahrzeugen an die Deutsche Bahn (DB AG) verpflichtet, die spezifischen Regelwerke der DB AG in Zusammenarbeit mit dem Lieferanten für die Entwicklung und Herstellung von Schienenfahrzeugen und deren Komponenten vollumfänglich zu beachten und umzusetzen. Hierbei gilt die aktuell gültige Fassung der Normen und Richtlinien der DB AG bei Auftragsvergabe an den Lieferanten 3.14.1 Schweißtechnische Bauweisenprüfung Die schweißtechnischen Anforderungen für die Entwicklung und Fertigung von Fahrzeugen und Komponenten sind in der Richtlinie 951.0010 festgelegt. Für geschweißte Bauteile ist grundsätzlich der Nachweis auf Einhaltung der Konstruktionsvorgaben und Umsetzung der Normen / Richtlinien in der Fertigung gegenüber der DB AG im Rahmen der schweißtechnischen Bauweisenprüfung (STBP) zu erbringen. STBP T1 : Überprüfung der Einhaltung der Konstruktionsvorgaben in Schweißzeichnungen entsprechend DVS 1620 durch die DB AG STBP T2 : Überprüfung der Einhaltung der Normenreihe DIN EN 15085 und DIN 6700 in der schweißtechnischen Fertigung durch die DB AG. Hierbei ist zu beachten, dass die Anforderungen der in der Richtlinie 951.0010 genannten DVS-Merkblätter vom Schweißbetrieb umgesetzt werden. Gemäß Richtlinie 951.0010 gilt, dass die STPB T1 für Schweißteile der Zertifizierungsstufe CL1 nach DIN EN 15085-2 bzw. BTK C1/C2 nach DIN6700-2 bei der DB AG beantragt und umgesetzt werden muss. Diejenigen Schweißteile der Zertifizierungsstufe CL1 nach DIN EN 15085-2 bzw. BTK C1/C2 nach DIN6700-2, für die die Zusatzanforderung einer STBP T2 gilt, sind in der Richtlinie 951.0010 gelistet.
Seite 20 von 34
Für geschweißte Bauteile der Zertifizierungsstufe CL2 nach DIN EN 15085-2 bzw. BTK C3 nach DIN 6700-2 ist grundsätzlich keine STBP gegenüber der DB AG zu erbringen. Die jeweiligen Anforderungen an die schweißtechnische Bauweisenprüfung für CL1-Schweißteile sind in der Bestellung separat ausgewiesen. Hierbei gelten folgende Regeln:
• Ist die an den Lieferanten übergebene Schweißzeichnung durch die Stadler Pankow GmbH erstellt worden, so erstellt die Stadler Pankow GmbH den Antrag auf Zeichnungsprüfung (STBP T1) bzw. Prüfung des Herstellbetriebes (STBP T2) entsprechend der Zertifizierungsstufe des Bauteiles und reicht diesen bei der DB AG ein. Der Lieferant bekommt eine Kopie von der DB AG nach Genehmigung des Antrages. Die Termin-abstimmung für die Durchführung der STBP T2 sollte dann bilateral zwischen Lieferant und der Prüfingenieur der DB AG stattfinden, wobei die Freigabe der Schweißzeichnung durch die DB AG beim Lieferanten vor Überprüfung des Herstellbetriebes vorliegen muss.
• Ist die Schweißzeichnung durch den Lieferanten erstellt worden, so ist der Lieferant verpflichtet, die Zeichnung bei der DB AG zur Freigabe einzureichen. Der Einkauf der Stadler Pankow GmbH ist hierüber zu informieren. Nach Zeichnungsfreigabe wird die Prüfung der Fertigung (STBP T2) beim Lieferanten durch die Stadler Pankow GmbH bei der DB AG beantragt.
• Vergibt der Lieferant die Herstellung des Schweißteils der Zertifizierungsstufe CL1 nach DIN EN 15085-2 an einen Unterlieferanten, so ist zu prüfen, ob gemäß Richtlinie 951.0010 eine Überprüfung der Fertigung (STBP T2) für das Schweißteil beim Unterlieferanten notwendig ist. Der Antrag für die STBP T2 ist durch den Lieferanten unter Angabe der Hauptauftragsnummer des Fahrzeugprojektes durch einen Unterantrag (UA) bei der DB AG zu beantragen. Die Hauptauftragsnummer für das DB-Projekt ist beim Einkauf der Stadler Pankow GmbH zu erfragen.
Die Nachweise der durch die Stadler Pankow GmbH bestellten schweißtechnischen Bauweisenprüfung müssen vor Beginn der Lieferungen an den Einkäufer übergeben werden. Die Lieferung von nachweispflichtigen CL1-Schweißteilen ist ohne erfolgreiche schweißtechnische Bauweisenprüfung nicht zulässig. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne den Nachweis der schweißtechnischen Bauweisenprüfung in Rechnung zu stellen. 3.14.2 Beschichtung von Oberflächen Gemäß Technische Lieferbedingung (TL) 918301 der DB AG gelten für Beschichtungen von Schienenfahrzeugen und Schienenfahrzeugkomponenten besondere Anforderungen für DB Fahrzeugprojekte, die in der Bestellung separat ausgewiesen sind. Durch den Lieferanten eingesetzte Beschichtungssysteme müssen über eine entsprechende Zulassung der DB AG verfügen, die beim Lacklieferanten erfragt werden kann und dem Einkauf der Stadler Pankow GmbH vorzulegen ist. Für Nasslacksysteme gilt die TL 918 300 sowie TL 918301 der DB AG mit ihren Beiblättern. Für Pulverbeschichtungen gilt die DBS BN 918 340 der DB AG, in der geregelt ist, dass der Lackierbetrieb eine gültige Produktqualifikation (PQ) der DB AG vorweisen muss. Der Lieferant ist verpflichtet, dem Einkäufer der Stadler Pankow GmbH die gültige Produktqualifikation (PQ) für den vom Lieferanten ausgewählten Lackierbetrieb rechtzeitig vor Beginn der Serienlieferung zu übergeben.
Seite 21 von 34
Die Lieferung von nachweispflichtigen beschichteten Kaufteilen mit Nass- oder Pulverlack für Fahrzeuge der DB AG ist ohne die entsprechenden Nachweise nicht zulässig. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne gültige Produktqualifikation in Rechnung zu stellen. 3.14.3 Kaufteile mit Güteprüfung
Die DB AG hat die Kaufteile gemäß der Liste „Güteprüfpflichtige Produkte Schienenfahrzeuge“ je nach Sicherheitsanforderung und Komplexität in zwei Güteprüfstufen eingeteilt. Einzelheiten zu den Abläufen bei Güteprüfungen können den „Ergänzenden Vertragsbedingungen für Güteprüfungen (EVB Güteprüfungen –164.0240.02) der DB AG entnommen werden, die dem Lieferant bekannt sein müssen. Für Rückfragen zu den Anforderung der Güteprüfung steht der Einkäufer der Stadler Pankow GmbH zur Verfügung. Prüfstufe I: Kaufteile mit Prüfstufe 1 müssen vor jeder Auslieferung vom Qualitätsprüfingenieur der DB im Herstellwerk beim Lieferanten geprüft und abgenommen werden. Die Freigabe der Lieferung wird auf dem 3.1 Prüfzeugnis durch den Qualitätsprüfingenieur vermerkt (s. Anlage 10). . Für die Abnahme von Kaufteilen der Prüfstufe 1 erstellt die Stadler Pankow GmbH einen Abnahmeantrag und reicht diesen bei der DB ein. Eine Kopie des Abnahmeantrages geht nach erfolgter Prüfung durch die DB an den Lieferanten. Werden vom Lieferanten Zukaufteile von Unterlieferanten bezogen, die auch der Prüfstufe 1 zugeordnet sind, so muss der Lieferant selbststätig einen Unterabnahmeantrag (UA) an die DB mit Angabe der Hauptauftragsnummer des Fahrzeugprojektes für seinen Unterlieferanten stellen. Die Hauptauftragsnummer kann beim Einkauf der Stadler Pankow GmbH erfragt werden. Kaufteile der Prüfstufe 1 dürfen ohne DB-Abnahme nicht an die Stadler Pankow GmbH geliefert werden, daher sind derart güteprüfpflichtige Teile in der Bestellung separat ausgewiesen. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne nachweisliche DB Güteprüfung in Rechnung zu stellen. Prüfstufe II: Kaufteile der Prüfstufe II müssen nicht zwingend durch den Qualitätsprüfingenieur der DB im Herstellwerk beim Lieferanten geprüft und abgenommen werden. Die Forderung nach Abnahme der Kaufteile richtet sich generell nach der Lieferanteneinstufung des Fahrzeugherstellers durch die DB AG, wobei eine Einstufung der Stadler Pankow GmbH als „Q1-Lieferant“ erforderlich ist, um ggfs. Stichprobenprüfung von güteprüfpflichtigen Kaufteilen der Prüfstufe II beim Lieferanten sowie Unterlieferanten vermeiden zu können. 3.14.4 Herstellerbezogene Produktqualifikation Mit der Herstellerbezogenen Produktqualifikation (HPQ) qualifiziert die DB AG den Herstellprozess von Kaufteilen, deren Funktion die Betriebssicherheit von Schienenfahrzeugen maßgeblich beeinflussen. Entsprechende Hinweise enthält der Teil 2 der Liste „Güteprüfpflichtiger Produkte Schienenfahrzeuge“ der DB AG. Die Qualifizierung des Herstellers beinhaltet eine Überprüfung des Fertigungsprozesses und eine Prüfung des Produktes durch einen Prüfingenieur der DB AG, die vom Lieferanten bei der DB AG beantragt werden muss. Für die Erteilung einer HPQ durch die DB AG müssen die Anforderungen
Seite 22 von 34
aus den für das Produkt gültigen Normen / Richtlinien (EN-, DIN, BN-Normen und UIC Merkblätter) im Herstellprozess des Lieferanten Anwendung finden. Kaufteile mit der Anforderung einer Herstellerbezogenen Produktqualifikation dürfen ohne entsprechenden Nachweis nicht an die Stadler Pankow GmbH (STARE)…) geliefert werden. Demzufolge ist die Forderung nach einer HPQ in der Bestellung besonders ausgewiesen. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne gültigen HPQ-Nachweis in Rechnung zu stellen. 3.14.5 Erstmusterprüfung Für die im Teil 2 der Liste „Güteprüfpflichtiger Produkte Schienenfahrzeuge“ mit „EMP“ gekennzeichneten Produkte fordert die DB AG eine Erstmusterprüfung, die durch Mitarbeiter der Stadler Lieferantenqualitätssicherung im Beisein von Vertretern der DB AG durchgeführt wird. Für die Erstmusterprüfung der mit dem Einkauf vereinbarten Kaufteile im Beisein der DB AG ist es daher zwingend notwendig, dass alle gemäß DB-Regelwerk geforderten Nachweise für das zu bemusternde Bauteil (STBP, HPQ, PQ,…) zum Zeitpunkt der Erstbemusterung beim Lieferanten verfügbar sind. Für die Teilnahme eines Vertreters der DB AG bei der Erstmusterprüfung erstellt die Stadler Pankow GmbH einen Abnahmeantrag und reicht diesen bei der DB ein. Eine Kopie des Abnahmeantrages geht nach erfolgter Prüfung durch die DB an den Lieferanten. Kaufteile mit der bestellten Anforderung einer Erstbemusterung durch die DB AG dürfen ohne entsprechende Freigabe des Erstmusterprüfberichtes nicht an die Stadler Pankow GmbH geliefert werden. Daher ist die Forderung nach einer EMP durch die DB AG in der Bestellung separat ausgewiesen. Bei Zuwiderhandlung behält sich die Stadler Pankow GmbH das Recht vor, dem Lieferanten alle zur Mängelbeseitigung verbundenen Kosten infolge von Lieferungen von Kaufteilen ohne durchgeführte Erstbemusterung in Rechnung zu stellen.
4. Geheimhaltung Bei jeglicher Weitergabe von Dokumenten oder Arbeiten ist die Geheimhaltung durch den Lieferanten vollumfänglich sicherzustellen und zu wahren. Im Zweifel sind entsprechende Geheimhaltungsverpflichtungen abzuschließen.
5. Haftung Die Vereinbarung von Qualitäts- und Umweltzielen sowie generell die Bestimmungen der vorliegenden Vereinbarung bewirken keine Beschränkung der Haftung des Lieferanten für Gewährleistungs- und Schadenersatzansprüche der Stadler Pankow GmbH. Die entsprechenden Gewährleistungs- und Schadenersatzansprüche richten sich nach den zwischen den Parteien vereinbarten Lieferverträgen und/oder nach den gesetzlichen Vorgaben.
6. Inkrafttreten und Kündigung Diese Vereinbarung tritt mit Unterzeichnung durch die Stadler Pankow GmbH und dem Lieferanten in Kraft und kann von jeder Partei unter Einhaltung einer Kündigungsfrist von drei Monaten zum Ende eines Kalenderjahres gekündigt werden. Kündigungen haben schriftlich und eingeschrieben zu erfolgen.
Seite 23 von 34
Kündigungen dieser Vereinbarung betreffen die Abwicklung eines laufenden Einzelvertrags wie auch die uneingeschränkte Anwendbarkeit sämtlicher Bestimmungen der vorliegenden Vereinbarung auf die Abwicklung eines laufenden Einzelvertrages nicht.
Im Falle des Bestehens eines Rahmenvertrags zwischen Stadler und dem Lieferanten bildet diese Qualitätsrichtlinie einen zu integrierenden Vertragsbestandteil des zwischen den Parteien abgeschlossenen Rahmenvertrages und bleibt vorbehaltlich anderslautender Vereinbarungen der Parteien für dessen Dauer in Kraft. Auch in diesem Fall berührt die Beendigung dieser Qualitätsvereinbarung bzw. des Rahmenvertrages die Abwicklung laufender Einzelverträge nicht.
7. Anlagen
Bei den nachfolgend gelisteten Dokumenten handelt es sich um Qualitätsdokumente der Stadler Pankow GmbH, die in einzelnen Kapiteln dieser Qualitätsrichtlinie als Anlage erwähnt werden.
Die Original-Vordrucke in Word oder Excel-Format können dem Lieferanten über den Einkauf oder der Lieferantenqualitätssicherung der Stadler Pankow GmbH auf Nachfrage als Arbeitsunterlagen zur Verfügung gestellt werden.
Seite 24 von 34
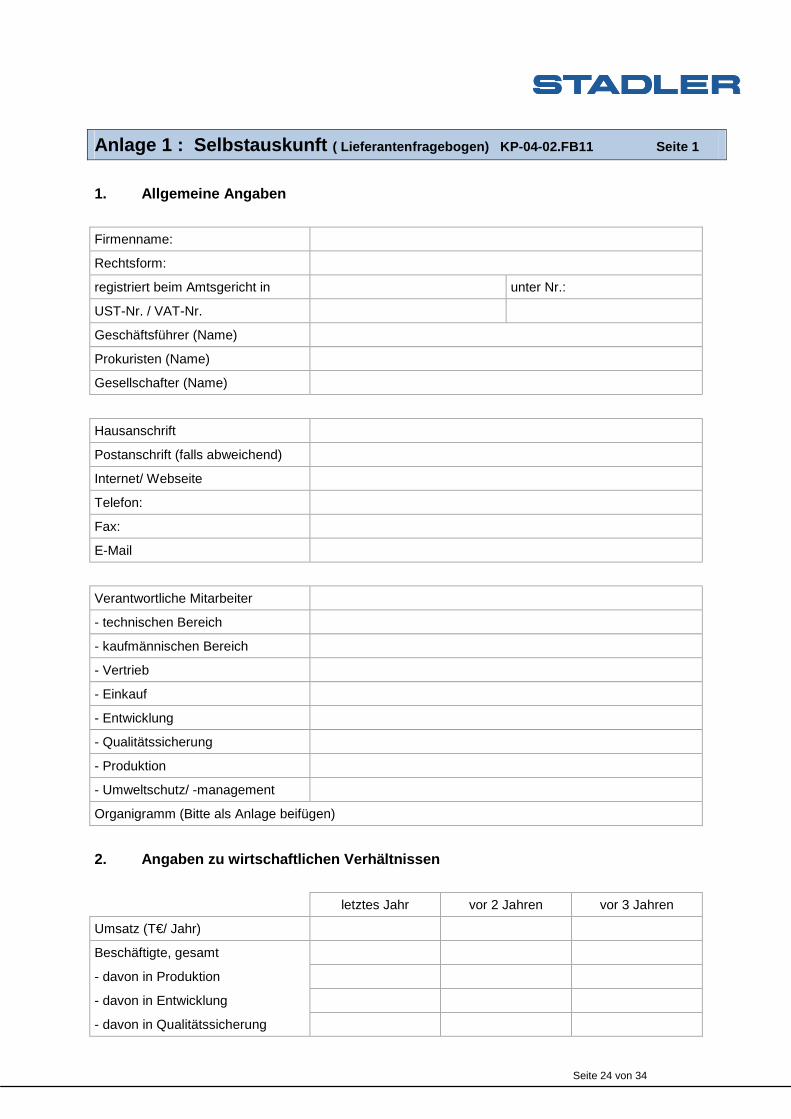
Anlage 1 : Selbstauskunft ( Lieferantenfragebogen) KP-04-02.FB11 Seite 1
1. Allgemeine Angaben
Firmenname:
Rechtsform:
registriert beim Amtsgericht in unter Nr.:
UST-Nr. / VAT-Nr.
Geschäftsführer (Name)
Prokuristen (Name)
Gesellschafter (Name)
Hausanschrift
Postanschrift (falls abweichend)
Internet/ Webseite
Telefon:
Fax:
Verantwortliche Mitarbeiter
- technischen Bereich
- kaufmännischen Bereich
- Vertrieb
- Einkauf
- Entwicklung
- Qualitätssicherung
- Produktion
- Umweltschutz/ -management
Organigramm (Bitte als Anlage beifügen)
2. Angaben zu wirtschaftlichen Verhältnissen
letztes Jahr vor 2 Jahren vor 3 Jahren
Umsatz (T€/ Jahr)
Beschäftigte, gesamt
- davon in Produktion
- davon in Entwicklung
- davon in Qualitätssicherung
Seite 25 von 34
Anlage 1 : Selbstauskunft ( Lieferantenfragebogen) KP-04-02.FB11 Seite 2
Beteiligungen (Namen)
Höhe des Eigenkapitals
Höhe des gezeichneten Kapitals
Bilanzsumme
Können Sie uns Ihren Geschäftsbericht zusenden? ja, bis nein 3. Angaben zur Geschäftstätigkeit
Produkt- und Fertigungssortiment:
Wer sind Ihre Hauptkunden (Referenzen)
Welche Zulieferungen in Bezug auf mögliche vorgesehene Leistungen für unser Unternehmen werden an Unterauftragnehmer vergeben und an welche?
Leistungen Unterauftragnehmer (Zulassungen als Kopie beifügen)
In welchen Produktbereichen wird Eigenentwicklung betrieben?
Angaben zum QMS bzw. UMS:
DIN EN ISO 9001; seit: QS 9000; seit: DIN 15085 DIN 6701-2 A1 ; A2 ; A3 ; A4 DIN EN ISO 14001; seit DIN EN ISO 50001; seit OHSAS 18001; seit Q 1 Lieferant der DB AG andere:
(bitte Kopie des Zertifikats beifügen)
eigene Zulassungen, Eignungsnachweise, etc.
(bitte Kopien der Zertifikate beifügen)
Datum/ Unterschrift (Stempel):
Seite 26 von 34
Anlage 2 : Selbstauskunft ( Erfassung des Umweltbeitrages) KP-04-02.FB10
Name des Lieferanten/ Dienstleister: ............. ...............................................................................
Frage/ Kriterium Beantwortung (bitte ankreuzen)
1 Hat Ihr Unternehmen ein Umweltmanagement-System eingerichtet?
nein
ja, nach EMAS/ ISO 14001
(bitte Kopie beifügen)
geplant bis ........................
Bei „ja“ entfallen die Fragen 3-7
2 Wer ist bei Ihnen für die Umweltschutzaktivitäten verantwortlich?
Name: .........................................................
Tel.: ..........................................................
3 Werden in Ihrem Unternehmen regelmäßige Untersuchungen zu Umweltauswirkungen vorgenommen, bzgl.:
3.1 - Produktionsprozessen ja nein
3.2 - der Produkte ja nein
3.3 - der Abfall-/ Entsorgungsprozesse? ja nein
4 Orientiert sich Ihr Unternehmen im Umweltschutz an schriftlich festgelegten Richtlinien?
ja nein
5 Haben Sie in Ihrem Unternehmen Ziele zur Verbesserung des Umweltschutzes definiert?
ja nein
6 Werden Mitarbeiter zum Umweltschutz geschult/ belehrt?
ja nein
7 Wirken Sie auf die Verbesserung des Umweltschutzes bei Ihren Lieferanten und Vertragspartnern hin?
ja nein
8 Haben Sie Vorschläge zur Verbesserung der Umweltauswirkungen bzgl. unserer Geschäftsbeziehungen?
z.Zt. nicht
ja:
Datum: ...............................................
Unterschrift/ Firmenstempel: ......................................................................
Seite 27 von 34
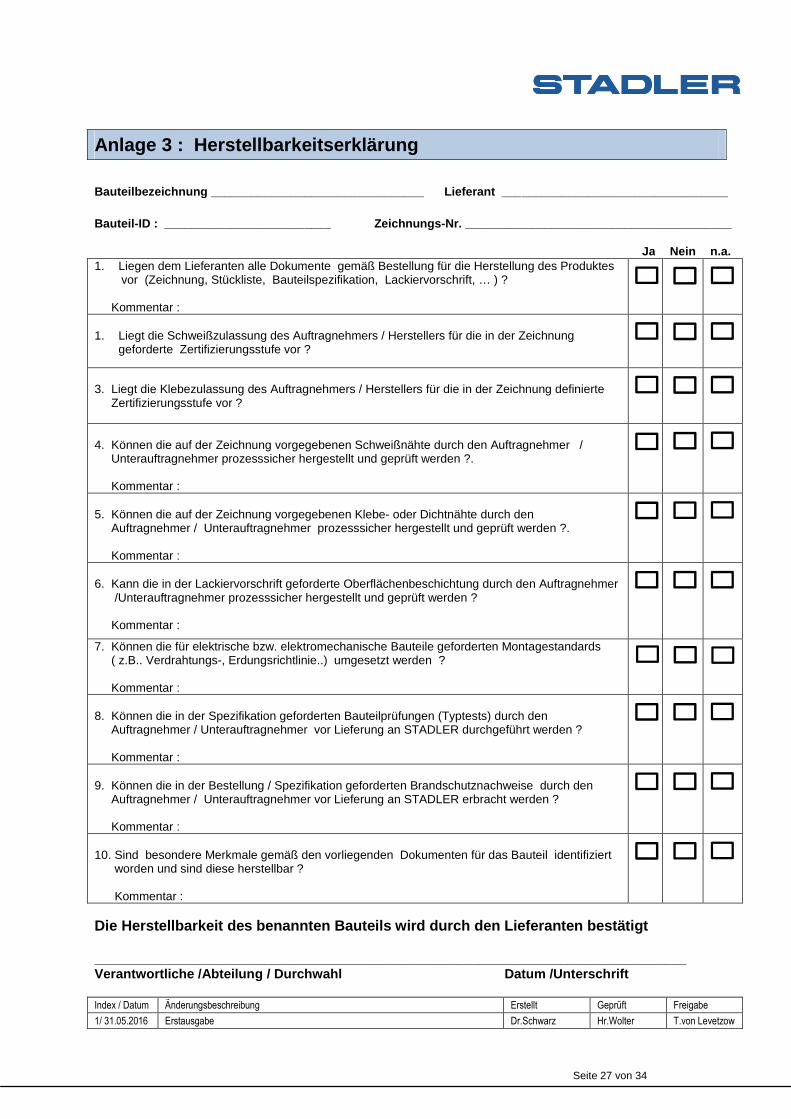
Anlage 3 : Herstellbarkeitserklärung
Bauteilbezeichnung ________________________________ Lieferant ___ _______________________________
Bauteil -ID : _________________________ Zeichnungs -Nr. ________________________________________
Ja Nein n.a. 1. Liegen dem Lieferanten alle Dokumente gemäß Bestellung für die Herstellung des Produktes vor (Zeichnung, Stückliste, Bauteilspezifikation, Lackiervorschrift, … ) ? Kommentar :
1. Liegt die Schweißzulassung des Auftragnehmers / Herstellers für die in der Zeichnung
geforderte Zertifizierungsstufe vor ?
3. Liegt die Klebezulassung des Auftragnehmers / Herstellers für die in der Zeichnung definierte Zertifizierungsstufe vor ?
4. Können die auf der Zeichnung vorgegebenen Schweißnähte durch den Auftragnehmer / Unterauftragnehmer prozesssicher hergestellt und geprüft werden ?. Kommentar :
5. Können die auf der Zeichnung vorgegebenen Klebe- oder Dichtnähte durch den Auftragnehmer / Unterauftragnehmer prozesssicher hergestellt und geprüft werden ?. Kommentar :
6. Kann die in der Lackiervorschrift geforderte Oberflächenbeschichtung durch den Auftragnehmer /Unterauftragnehmer prozesssicher hergestellt und geprüft werden ? Kommentar :
7. Können die für elektrische bzw. elektromechanische Bauteile geforderten Montagestandards ( z.B.. Verdrahtungs-, Erdungsrichtlinie..) umgesetzt werden ? Kommentar :
8. Können die in der Spezifikation geforderten Bauteilprüfungen (Typtests) durch den Auftragnehmer / Unterauftragnehmer vor Lieferung an STADLER durchgeführt werden ? Kommentar :
9. Können die in der Bestellung / Spezifikation geforderten Brandschutznachweise durch den Auftragnehmer / Unterauftragnehmer vor Lieferung an STADLER erbracht werden ? Kommentar :
10. Sind besondere Merkmale gemäß den vorliegenden Dokumenten für das Bauteil identifiziert worden und sind diese herstellbar ? Kommentar :
Die Herstellbarkeit des benannten Bauteils wird dur ch den Lieferanten bestätigt ________________________________________________________________________________ Verantwortliche /Abteilung / Durchwahl Datum /Unterschrift Index / Datum Änderungsbeschreibung Erstellt Geprüft Freigabe
1/ 31.05.2016 Erstausgabe Dr.Schwarz Hr.Wolter T.von Levetzow
Seite 28 von 34
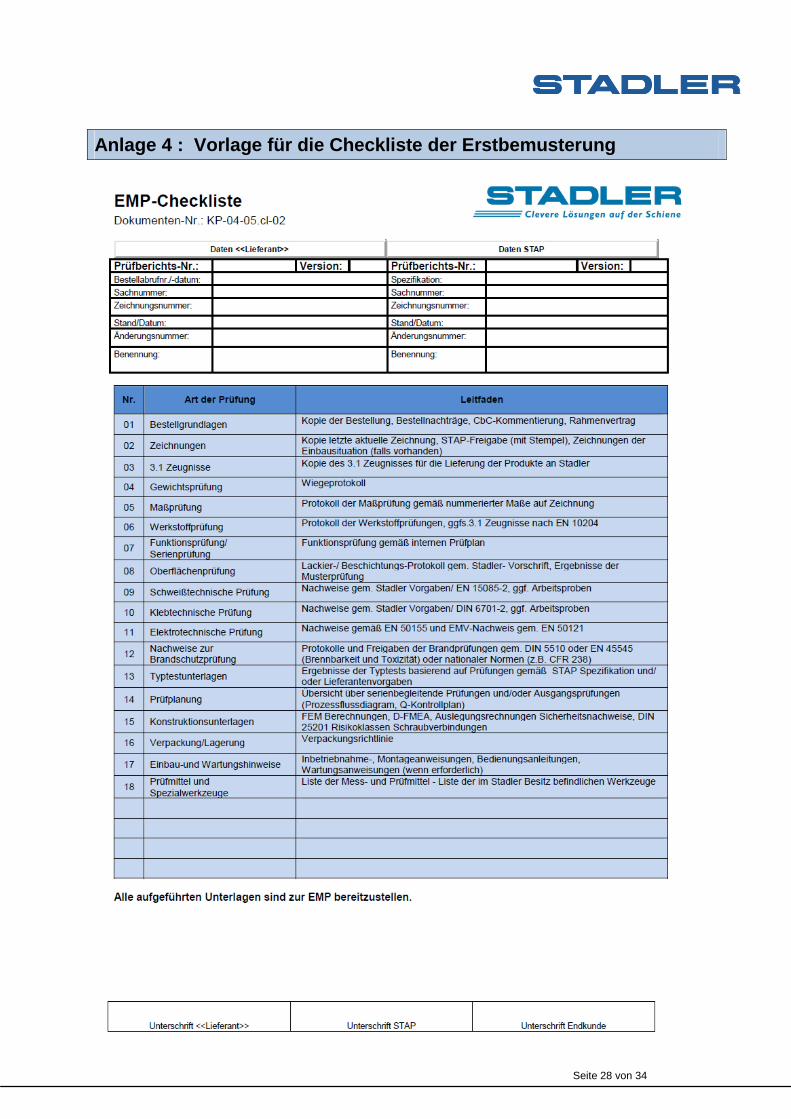
Anlage 4 : Vorlage für die Checkliste der Erstbemu sterung
Seite 29 von 34
Anlage 5 : Vorlage für das Deckblatt der Erstmuste runterlagen
Seite 30 von 34
Anlage 6 : Vorlage für einen 8-D-Report
FB-3-01-04.05
8D-Report Seite 30 von 34
FM-Nr.: Datum:
Fehler:
1. Team (Name, Abteilung) 2. Fehlerbeschreibung Anlagen: 3. Sofortmaßnahme(n) Verantwortlich Termin Status
4. Fehlerursache(n) Anlagen: 5. Korrekturmaßnahme(n) Verantwortlich Termin Status
6. Wirksamkeitsprüfung Verantwortlich Termin Status
7. Vorbeugemaßnahmen (Fehlerwiederholung verhindern) Verantwortlich Termin Status
8. Abschluss/Vorstellung der Ergebnisse Abschlussdatum Unterschrift des Verantwortlichen
Index / Datum Änderungsbeschreibung Erstellt Geprüft Freigabe
1 / 14.07.2014 Erstausgabe M. Schulze K. Sloniecki N. Schulz
Seite 31 von 34
Anlage 7 : Vorlage für einen Tolerierungsantrag
Datum:
Dokumenten-Nr.lfd Nr. Antragsteller:
Vertrags-Nr.:
Fabrik-Nr.:
Lieferant:
Stückzahl:
Änderungsindex: Softw arestand:
(2) Ursache:
(3) verantw . Lieferant
Name: Abt/Tel.: Unterschrift:
ja nein
nein
Name: Abt/Tel.:(6) Kenntnisnahme (ggf. Stellungnahme) STAP Konstruktion:
Name: Datum:
(7) Stellungnahme des Auftraggebers (Mit der Bitte um kurzfristige Bearbeitung)
Dem Tolerierungsantrag wird zugestimmt Der Tolerierungsantrag wird abgelehnt
Es werden Auflagen erteilt
Es sind __ Anlagen beigefügt
Verteiler zur Freigabe ( falls notw endig ) :
PL; Einkauf, Qualitätssicherung Kaufteile,
Index / Datum Änderungsbeschreibung Erstellt Geprüft Geprüft
S. Göldner B. Koglin H. Harb
Unterschrift:
Unterschrift:
Funktion
Lebensdauer
zeichnungsgerechter Zustand
Instandhaltung
(5) Beabsichtigte Korrekturmaßnahme zu (2): Änderung notw endig 1: ja
Projekt/Baureihe:
(1) Beschreibung der Abw eichung (ggf. Toleranzangaben):
-Fahrzeug-Nr.:
Sach-/Zeichnungs-Nr.:
-
Teile-Bezeichnung:
Tolerierungsantrag
(4) Begründung der verantw ortlichen Konstruktion: Abw eichung (1) hat Ausw irkung auf:
Sicherheit
Festigkeit
Unterschrift :Konstruktion
1 / 29.07.2013 Erstellt als EXEL-Vorlage (Quelle: Merkblatt Sonderfreigaben)
Verteiler nach Stellungnahme:
1 Nicht Zutref fendes streichen
Wareneingang
Datum:
Hinweis : die gelb unterlegten Felder sind vom Lief eranten auszufüllen
Seite 32 von 34
Anlage 8 : Aufbau des Aufklebers auf der Rückseite der Lackmuster
Seite 33 von 34
Anlage 9 : Inhalt der Verdrahtungscheckliste
Seite 34 von 34
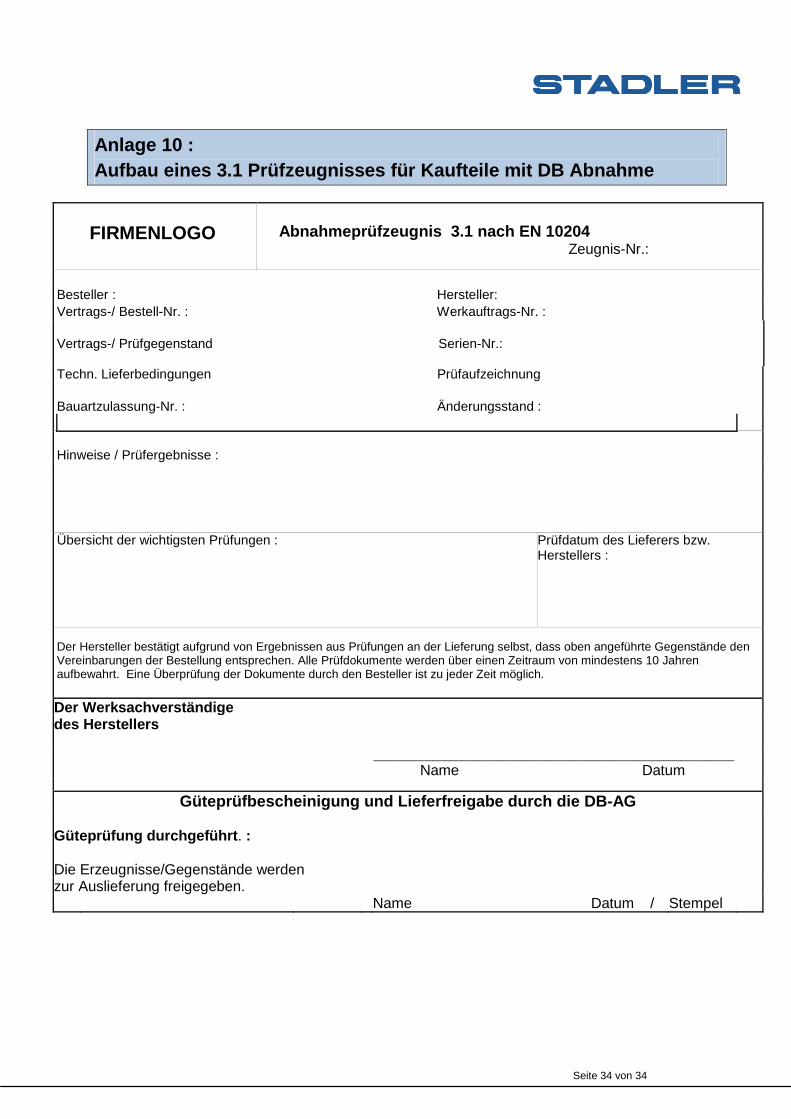
Anlage 10 : Aufbau eines 3.1 Prüfzeugnisses für Kaufteile mit D B Abnahme
FIRMENLOGO
Abnahmeprüfzeugnis 3.1 nach EN 10204 Zeugnis-Nr.:
Besteller : Hersteller: Vertrags-/ Bestell-Nr. : Werkauftrags-Nr. : Vertrags-/ Prüfgegenstand
Serien-Nr.:
Techn. Lieferbedingungen Prüfaufzeichnung Bauartzulassung-Nr. :
Änderungsstand :
Hinweise / Prüfergebnisse :
Übersicht der wichtigsten Prüfungen :
Prüfdatum des Lieferers bzw. Herstellers :
Der Hersteller bestätigt aufgrund von Ergebnissen aus Prüfungen an der Lieferung selbst, dass oben angeführte Gegenstände den Vereinbarungen der Bestellung entsprechen. Alle Prüfdokumente werden über einen Zeitraum von mindestens 10 Jahren aufbewahrt. Eine Überprüfung der Dokumente durch den Besteller ist zu jeder Zeit möglich.
Der Werksachverständige des Herstellers _____________________________________________________________
Name Datum
Güteprüfbescheinigung und Lieferfreigabe durch die DB-AG Güteprüfung durchgeführt . : Die Erzeugnisse/Gegenstände werden zur Auslieferung freigegeben. Name Datum / Stempel





























