Embed Size (px)
DESCRIPTION
My Engineering Diploma's final thesis (unfortunately it's in French)
Citation preview
Table des matières Liste des figures .................................................................................................................................. 3 Liste des tableaux ................................................................................................................................ 4 INTRODUCTION GENERALE ......................................................................................................... 5 1. Chapitre 1 : Le contexte du projet ....................................................................................... 7
1.1. Introduction ...................................................................................................................... 8 1.2. Présentation de SIAB ....................................................................................................... 8 1.3. Description de la problématique ....................................................................................... 8
1.3.1. Besoin de l’industriel .................................................................................................... 8 1.3.2. La raison réelle derrière le besoin ................................................................................ 9
1.4. Concepts et technologies ................................................................................................ 10 1.4.1. Manufacturing Execution System (MES) .................................................................. 10 1.4.2. Les standards pour l’intégration ................................................................................. 11
1.4.2.1. Aperçu ................................................................................................................ 11 1.4.2.2. ISA 95 ................................................................................................................. 12 1.4.2.3. MESA ................................................................................................................. 13 1.4.2.4. L’adoption de l’ISA 95 ....................................................................................... 14
1.5. Feuille de route du projet ................................................................................................ 15 1.5.1. Validation de la demande de SIAB ............................................................................ 15 1.5.2. L’utilisation de l’ISA 95 dans le projet d’intégration ................................................. 15
1.5.2.1. L’ISA 95 comme outil d’analyse ....................................................................... 15 1.5.2.2. Le développement d’une solution MES avec l’ISA 95 ...................................... 17 1.5.2.3. L’ISA 95 appliqué dans l’intégration verticale .................................................. 18
1.5.3. Project Plan ................................................................................................................. 19 1.6. Conclusion ...................................................................................................................... 20
2. Chapitre 2 : La phase d’analyse ................................................................................................. 21 2.1. Introduction .................................................................................................................... 22 2.2. Préparation et méthodologie ........................................................................................... 22 2.3. Définition du périmètre du projet et des « business drivers » ........................................ 23
2.3.1. Définition du périmètre du projet ............................................................................... 23 2.3.2. La définition des « business drivers » ........................................................................ 25
2.4. Présentation générale de l’entreprise .............................................................................. 25 2.4.1. La hiérarchie des activités (étape 3) ........................................................................... 25 2.4.2. Hiérarchie des équipements et segments de processus (étape 4) ................................ 26
2.4.2.1. Modèle hiérarchique des équipements ............................................................... 26 2.4.2.2. Segments de processus ....................................................................................... 27
2.5. Zoom sur la fonction production .................................................................................... 28 2.5.1. Collecte des données de la production ....................................................................... 30 2.5.2. Production tracking .................................................................................................... 31
1
2.5.3. Analyse des performances de la production ............................................................... 32 2.6. Zoom sur la fonction maintenance ................................................................................. 32
2.6.1. Collecte des données de la maintenance..................................................................... 33 2.6.2. Maintenance tracking ................................................................................................. 34 2.6.3. Analyse des performances de la maintenance ............................................................ 34
2.7. Zoom sur la fonction qualité ........................................................................................... 35 2.7.1. Collection des données de la qualité .......................................................................... 35 2.7.2. Quality tracking .......................................................................................................... 36
2.8. Conclusions et recommandations relatives à l’analyse .................................................. 37 2.8.1. Architecture potentielle du système ........................................................................... 37
2.9. Prochaines étapes ........................................................................................................... 37 2.10. Conclusion ...................................................................................................................... 38
3. Chapitre 3 : Conception et Réalisation ...................................................................................... 40 3.1. Introduction .................................................................................................................... 41 3.2. Acquisition Automatique des données des machines ..................................................... 41
3.2.1. Aperçu ........................................................................................................................ 41 3.2.2. Les technologies pour l’acquisition automatique des données ................................... 41
3.2.2.1. Les technologies classiques d’acquisition des données ...................................... 41 3.2.2.2. OPC .................................................................................................................... 42 3.2.2.3. Euromap 63 ........................................................................................................ 43 3.2.2.4. Choix final .......................................................................................................... 44
3.2.3. Implémentation OPC .................................................................................................. 44 3.2.3.1. La solution OPC choisie ..................................................................................... 44 3.2.3.2. Création des serveurs OPC ................................................................................. 45 3.2.3.3. Implémentation du DataLogging ........................................................................ 48 3.2.3.4. Le cas particulier des machines d’injection ........................................................ 49
3.3. Développement de la solution MES ............................................................................... 49 3.3.1. Conception de la solution MES .................................................................................. 49
3.3.1.1. Utilisation des modèles d’objets de l’ISA-95 pour l’architecture de la base de données 49 3.3.1.2. La fonctionnalité de la solution MES ................................................................. 52
3.3.2. Développement de la solution MES ........................................................................... 55 3.4. Intégration verticale ........................................................................................................ 59
3.4.1. L’intégration verticale selon l’ISA-95 ........................................................................ 59 3.4.2. Travail réalisé ............................................................................................................. 60
3.5. Les étapes restantes ........................................................................................................ 61 3.6. Conclusion ...................................................................................................................... 62
Conclusion générale .......................................................................................................................... 63 Bibliographie ..................................................................................................................................... 64 Glossaire ............................................................................................................................................ 65 Annexes ............................................................................................................................................. 66
2
Liste des figures
Figure 1.1 : Le fossé entre la fonction production et la fonction administration………….9
Figure 1.2 : Modèle de hiérarchie fonctionnelle…………………………………………12
Figure 1.3 : les onze activités MESA…………………………………………………….13
Figure 1.4 : Modèle des opérations de management industriel…………………………..15
Figure 1.5 : Modèle générique des activités de la fonction production………………….16
Figure 1.6 : structure d’un message échangé selon l’ISA-95…………………………….18
Figure 1.7 : Planning du projet…………………………………………………………...19
Figure 2.1 : Ligne d’intégration technique……………………………………………….23
Figure 2.2 : Modèle de la hiérarchie des équipements…………………………………...26
Figure 2.3 : Illustration des segments de processus……………………………………...27
Figure 2.4 : modèle d’activité de la fonction production………………………………...28
Figure 2.5 : Modèle d’activités de la fonction Maintenance……………………………..32
Figure 2.6 : Modèle d’activités de la fonction qualité…………………………………...34
Figure 2.7 : Architecture potentielle du système………………………………………...37
Figure 3.1 : Cas des technologies classiques d’acquisition des données………………...41
Figure 3.2 : Cas de la technologie OPC………………………………………………….42
Figure 3.3 : Architecture du système d’acquisition des données utilisé…………………44
Figure 3.4 : Arborescence d’un serveur OPC……………………………………………45
Figure 3.5 : étapes de la création d’une chaine d’un serveur OPC………………………46
Figure 3.6 : Création du dispositif OPC…………………………………………………46
Figure 3.7 : création d’un tag OPC………………………………………………………47
Figure 3.8 : Arborescence finale du serveur OPC crée………………………………….47
Figure 3.9 : Modèle d’objets de l’équipement…………………………………………..49
Figure 3.10 : Modèle d’objets des performances des opérations………………………..50
Figure 3.11 : Diagramme des cas d’utilisation de l’application…………………………52
Figure 3.12 : Logo de la solution MES…………………………………………………..54
Figure 3.13 : Création d’un tableau avec Lightswitch…………………………………...56
Figure 3.14 : Edition d’une relation entre deux tableaux avec Lightswitch……………..57
Figure 3.15 : la classe ‘Equipment’ et ses relations……………………………………...57
Figure 3.16 : le rôle d’un Middleware…………………………………………………...59
Figure 3.17 : Logo de NHIBENATE…………………………………………………….60
3
Liste des tableaux
Tableau 2.1 : Aperçu sur les départements et systèmes……………………………………………..26
Tableau 2.2 : Collecte des données de la production………………………………………………..30
Tableau 2.3 : Production tracking……………………………………………………………………31
Tableau 2.4 : Analyse des performances de la production…………………………………………..32
Tableau 2.5 : Collecte des données de la maintenance………………………………………………33
Tableau 2.6 : Maintenance tracking…………………………………………………………………34
Tableau 2.7 : Analyse des performances de la maintenance………………………………………...34
Tableau 2.8 : Collection des données de la qualité…………………………………………………..35
Tableau 2.9 : Quality tracking……………………………………………………………………….36
Tableau 3.1 : Modèles d’objets à utiliser…………………………………………………………….49
Tableau 3.2 : Acteurs de la solution…………………………………………………………………54
4
INTRODUCTION GENERALE
Au cours des dernières décennies, les entreprises industrielles ont investi beaucoup de temps
et d’argent dans des systèmes ERP orientés vers des tâches administratives et dans l’automa-
tisation liée à la production. Dans une optique de valorisation de ces investissements, l’écart
entre les deux niveaux de support technologique devient évident. En effet, les systèmes ERP
n’ont de valeur effective que si on leur fournit des données en temps réel sur la production.
Le concept Manufacturing Execution System (MES) a ainsi vu le jour. Mais la complexité de
son implémentation due essentiellement à l’hétérogénéité entre les deux niveaux précédem-
ment mentionnés devient un handicap pour le bon déroulement d’un projet d’intégration
d’une telle solution.
En réponse aux problèmes rencontrés, l’ISA a décidé de développer le standard ISA-95 pour
réduire les risques, les coûts et les erreurs dus aux projets d’intégration. Ce standard est vite
devenu la référence dans ce domaine.
C’est dans ce cadre que s’insère mon projet de fin d’études réalisé au sein de l’entreprise
SIAB. En effet, SIAB projette d’intégrer ses ateliers de production à son système ERP. Une
telle décision contribuerait à l’optimisation de la gestion industrielle en offrant des données
relatives à la production. Ceci s’introduit dans l’optique qu’on ne peut optimiser ce qu’on
n’estime pas.
Mon projet de fin d’études consiste alors à développer et implémenter une solution MES
allant des machines de production jusqu’au système ERP. Nous utiliserons le standard ISA-
95 pour être assuré quant à son efficience. Ce dernier comprend tout d’abord l’analyse de la
situation actuelle pour déduire les optimisations à mettre en place. Enfin, il sera question
d’implémenter une solution MES développée en interne.
Ce rapport s’articule en trois chapitres détaillés comme suit :
Le premier chapitre est consacré au contexte du projet. Nous y préciserons la demande de
l’industriel, étudierons les différentes propositions possibles répondant à ce besoin pour indi-
quer finalement les démarches à suivre tout au long du projet.
Le second chapitre est dédié à l’analyse selon le standard ISA-95 grâce à laquelle nous ex-
poserons les disfonctionnements et proposerons des solutions d’optimisation.
5

Pour finir, le troisième chapitre détaillera les différentes phases de réalisation de la solution
MES à savoir l’acquisition automatique des données, le développement de l’application et
pour finir l’intégration verticale entre la solution MES et la solution ERP.
6

1. CHAPITRE 1 : LE CONTEXTE DU PROJET
7
1.1. Introduction
Ce chapitre a pour objectif de présenter le cadre du projet. Il est divisé en quatre parties. La
première étant la présentation de l’entreprise d’accueil « SIAB » et de son activité. Ensuite
nous décrirons au niveau de la deuxième partie la problématique posée par l’industriel lors de
la révélation de son besoin. Dans une troisième partie, nous étudierons les différentes solu-
tions répondant au besoin pour n’en choisir que la plus adéquate. Après adoption de la plus
appropriée, nous développerons dans la quatrième et dernière partie la feuille de route du
projet.
1.2. Présentation de SIAB
La Société Industrielle d’Articles de Bureau «SIAB» a été fondée en 1972 par Feu « Mongi
RIAHI ». Elle est spécialisée dans la fabrication des articles de bureaux et notamment dans la
production sous licence des produits «Reynolds by Papermate», marque déposée de la maison
américaine mère «Sanford », aujourd’hui filiale du groupe « NEWELL Rubbermaid ».
L’entreprise exporte ses produits vers l´Europe, le Moyen-Orient, l´Afrique et l´Amérique
latine. Implantée dans la zone industrielle de Mégrine, son emplacement favorise des transac-
tions logistiques plus optimales avec ses fournisseurs et clients.
En 2007, l’usine, déjà leader maghrébin dans son domaine, a connu une expansion significa-
tive de son activité lors du transfert en Tunisie de l’usine Reynolds France. La firme améri-
caine SANFORD a ainsi augmenté la capacité de production de SIAB. En effet, l’usine fonc-
tionne 24h/24h et emploie entre 240 à 450 ouvriers, selon la charge du travail. Elle peut ainsi
produire jusqu’à un million de stylos par jour. Elle est devenue ainsi l’une des principales
filiales de la firme américaine SANFORD REYNOLDS.
SIAB connait deux autres sociétés sœurs à savoir SIAB PLC, qui est le premier centre logis-
tique de packaging offshore en Tunisie ainsi que SIAB Trading qui est responsable de la
commercialisation des produits fabriqués par l’usine.
1.3. Description de la problématique
1.3.1. Besoin de l’industriel
Ce projet est né suite à la demande de l’industriel d’avoir en temps réel les informations rela-
tives à la production. Elles couvrent celles concernant les machines et le personnel, deux res-
sources considérées comme très importantes. Ces informations devraient être collectées puis
8
envoyées sous un format compréhensible par la solution ERP (Entreprise Resource Planning)
déjà implémentée, comme par exemple sous le format de tableurs Excel ou Access1.
Bien qu’il soit clair que son souhait est d’intégrer les machines de production au système ERP
existant, la vraie raison derrière une telle demande reste inexprimée. Celle-ci sera développée
dans ce qui suit.
1.3.2. La raison réelle derrière le besoin
Avec l’expansion que connait l’entreprise, et dans le souci d’optimiser l’organisation, une so-
lution ERP, à savoir Adonix X3 de l’éditeur Sage, a été mise en place. Cette dernière maintient
essentiellement les données et supporte les processus relatifs au niveau administratif. Parmi les
défis à relever, on note celui de la synchronisation entre les ateliers de production et les objectifs
de l’entreprise. Ces objectifs sont essentiellement supportés par le niveau administratif donc
par la solution ERP. Une déconnexion entre les deux parties peut créer une inefficacité opéra-
tionnelle. Tous les départements ont besoin d'une visibilité claire sur les performances des ate-
liers en temps réel.
Même les solutions actuelles supportant la production, comme la solution GPAO (Gestion de
la Production Assistée par Ordinateur), actuellement supportée par l’ERP, ou encore la solution
GMAO (Gestion de la Maintenance Assistée par Ordinateur) présentent des problèmes. Ces
derniers sont essentiellement relatifs à des informations en retour trop lentes et parfois même
biaisées.
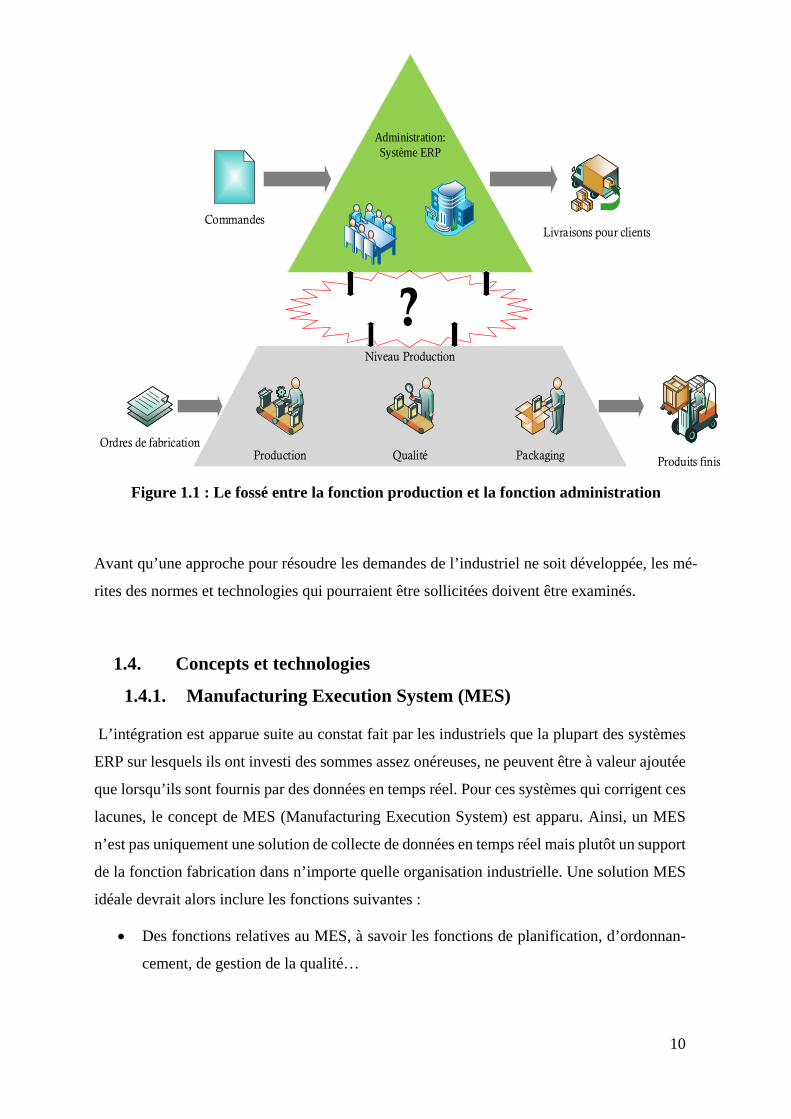
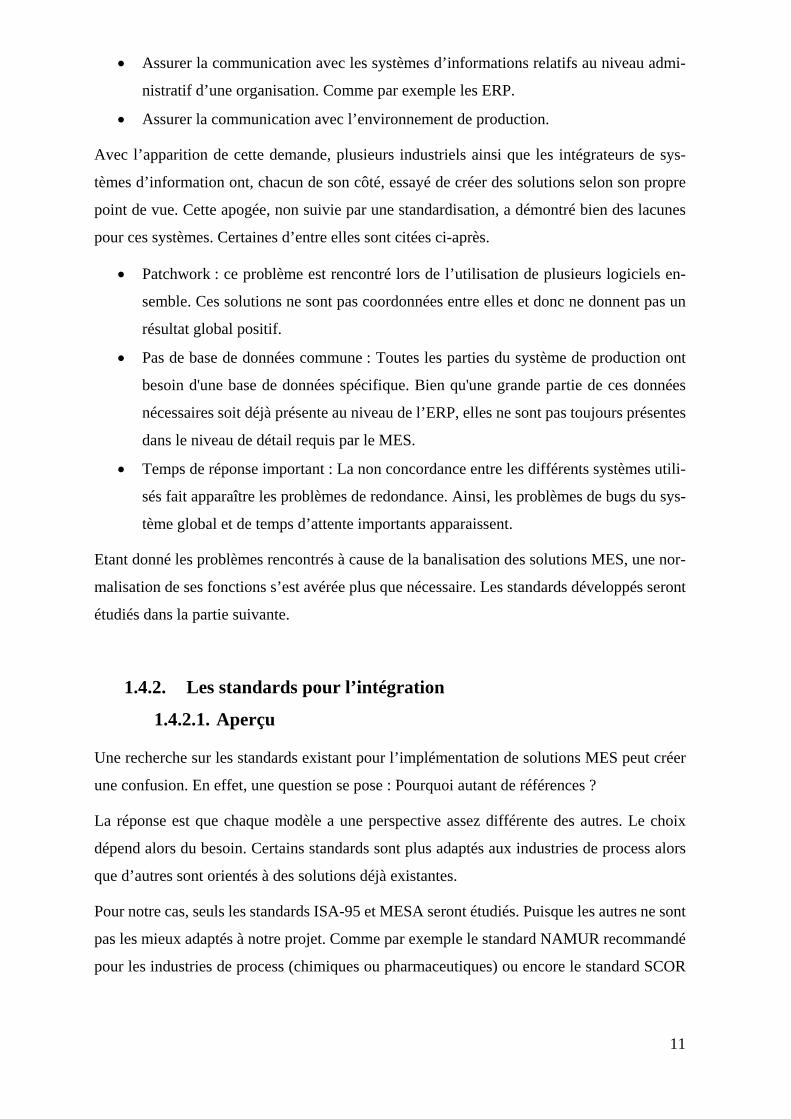
Pour résumer, le problème qui est à la cause de l’apparition du besoin est le fossé qui apparait
dans la pyramide de l’organisation entre le niveau de management de la production et le niveau
administratif. Ceci peut être résumé dans la figure 1.1.
Pour accroitre cette transparence requise, les obstacles qui existent au niveau de la communi-
cation entre le niveau administratif et le niveau production doivent être supprimés. Les flux
informationnels entre ces deux niveaux doivent être plus explicites et plus rapides (transparence
et réactivité). Ainsi, le challenge à relever au cours de ce projet est d’intégrer les systèmes
supportant la production au système supportant le niveau décisionnel de l’organisation.
1 Microsoft Excel et Microsoft Access sont deux logiciels de la suite bureautique Microsoft Office.
9
Niveau Production
Administration:Système ERP
Qualité
Livraisons pour clients
Ordres de fabrication
Produits finisProduction Packaging
Commandes
?
Figure 1.1 : Le fossé entre la fonction production et la fonction administration
Avant qu’une approche pour résoudre les demandes de l’industriel ne soit développée, les mé-
rites des normes et technologies qui pourraient être sollicitées doivent être examinés.
1.4. Concepts et technologies
1.4.1. Manufacturing Execution System (MES)
L’intégration est apparue suite au constat fait par les industriels que la plupart des systèmes
ERP sur lesquels ils ont investi des sommes assez onéreuses, ne peuvent être à valeur ajoutée
que lorsqu’ils sont fournis par des données en temps réel. Pour ces systèmes qui corrigent ces
lacunes, le concept de MES (Manufacturing Execution System) est apparu. Ainsi, un MES
n’est pas uniquement une solution de collecte de données en temps réel mais plutôt un support
de la fonction fabrication dans n’importe quelle organisation industrielle. Une solution MES
idéale devrait alors inclure les fonctions suivantes :
• Des fonctions relatives au MES, à savoir les fonctions de planification, d’ordonnan-
cement, de gestion de la qualité…
10
• Assurer la communication avec les systèmes d’informations relatifs au niveau admi-
nistratif d’une organisation. Comme par exemple les ERP.
• Assurer la communication avec l’environnement de production.
Avec l’apparition de cette demande, plusieurs industriels ainsi que les intégrateurs de sys-
tèmes d’information ont, chacun de son côté, essayé de créer des solutions selon son propre
point de vue. Cette apogée, non suivie par une standardisation, a démontré bien des lacunes
pour ces systèmes. Certaines d’entre elles sont citées ci-après.
• Patchwork : ce problème est rencontré lors de l’utilisation de plusieurs logiciels en-
semble. Ces solutions ne sont pas coordonnées entre elles et donc ne donnent pas un
résultat global positif.
• Pas de base de données commune : Toutes les parties du système de production ont
besoin d'une base de données spécifique. Bien qu'une grande partie de ces données
nécessaires soit déjà présente au niveau de l’ERP, elles ne sont pas toujours présentes
dans le niveau de détail requis par le MES.
• Temps de réponse important : La non concordance entre les différents systèmes utili-
sés fait apparaître les problèmes de redondance. Ainsi, les problèmes de bugs du sys-
tème global et de temps d’attente importants apparaissent.
Etant donné les problèmes rencontrés à cause de la banalisation des solutions MES, une nor-
malisation de ses fonctions s’est avérée plus que nécessaire. Les standards développés seront
étudiés dans la partie suivante.
1.4.2. Les standards pour l’intégration
1.4.2.1. Aperçu
Une recherche sur les standards existant pour l’implémentation de solutions MES peut créer
une confusion. En effet, une question se pose : Pourquoi autant de références ?
La réponse est que chaque modèle a une perspective assez différente des autres. Le choix
dépend alors du besoin. Certains standards sont plus adaptés aux industries de process alors
que d’autres sont orientés à des solutions déjà existantes.
Pour notre cas, seuls les standards ISA-95 et MESA seront étudiés. Puisque les autres ne sont
pas les mieux adaptés à notre projet. Comme par exemple le standard NAMUR recommandé
pour les industries de process (chimiques ou pharmaceutiques) ou encore le standard SCOR
11
(Supply Chain Operations Reference) qui est plutôt orienté à la fonction Supply Chain Ma-
nagement qu’à la fonction fabrication.
1.4.2.2. ISA 95
Suite au besoin des industriels de mettre fin à l’écart entre les systèmes ERP et le niveau des
ateliers de production, l’ISA (International Society of Automation) s’est mise à développer
un standard. Ce dernier œuvre à combler ces lacunes et aussi à réduire les risques, couts et
erreurs dus au déploiement de systèmes entre ces deux niveaux.
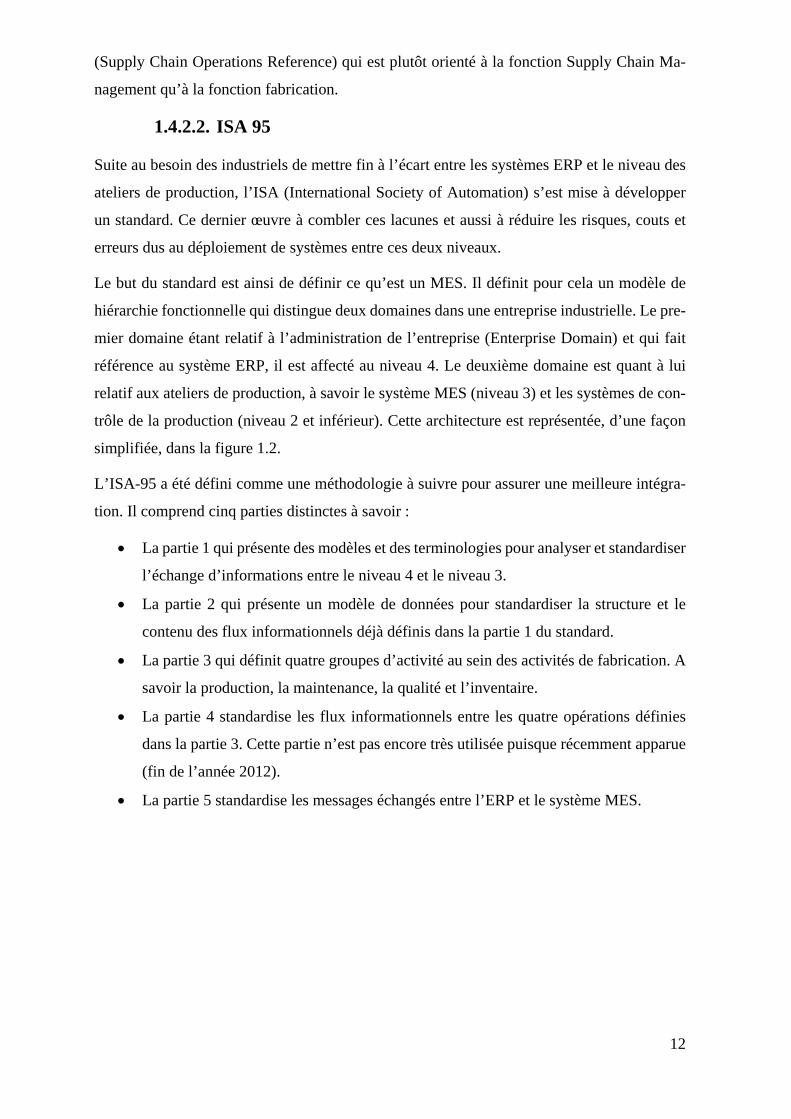
Le but du standard est ainsi de définir ce qu’est un MES. Il définit pour cela un modèle de
hiérarchie fonctionnelle qui distingue deux domaines dans une entreprise industrielle. Le pre-
mier domaine étant relatif à l’administration de l’entreprise (Enterprise Domain) et qui fait
référence au système ERP, il est affecté au niveau 4. Le deuxième domaine est quant à lui
relatif aux ateliers de production, à savoir le système MES (niveau 3) et les systèmes de con-
trôle de la production (niveau 2 et inférieur). Cette architecture est représentée, d’une façon
simplifiée, dans la figure 1.2.
L’ISA-95 a été défini comme une méthodologie à suivre pour assurer une meilleure intégra-
tion. Il comprend cinq parties distinctes à savoir :
• La partie 1 qui présente des modèles et des terminologies pour analyser et standardiser
l’échange d’informations entre le niveau 4 et le niveau 3.
• La partie 2 qui présente un modèle de données pour standardiser la structure et le
contenu des flux informationnels déjà définis dans la partie 1 du standard.
• La partie 3 qui définit quatre groupes d’activité au sein des activités de fabrication. A
savoir la production, la maintenance, la qualité et l’inventaire.
• La partie 4 standardise les flux informationnels entre les quatre opérations définies
dans la partie 3. Cette partie n’est pas encore très utilisée puisque récemment apparue
(fin de l’année 2012).
• La partie 5 standardise les messages échangés entre l’ERP et le système MES.
12
Business Planning and Logistics
Manufacturing Operations & Control
BatchControl
Continuous Control
Discrete Control
Niveau 4
Niveau 3
Niveau 2, 1, 0
Couche ERP
Couche MES
Couche de contrôle de
la production
Enterprise Domain
Control Domain
Figure 1.2 : Modèle de hiérarchie fonctionnelle [1]
1.4.2.3. MESA
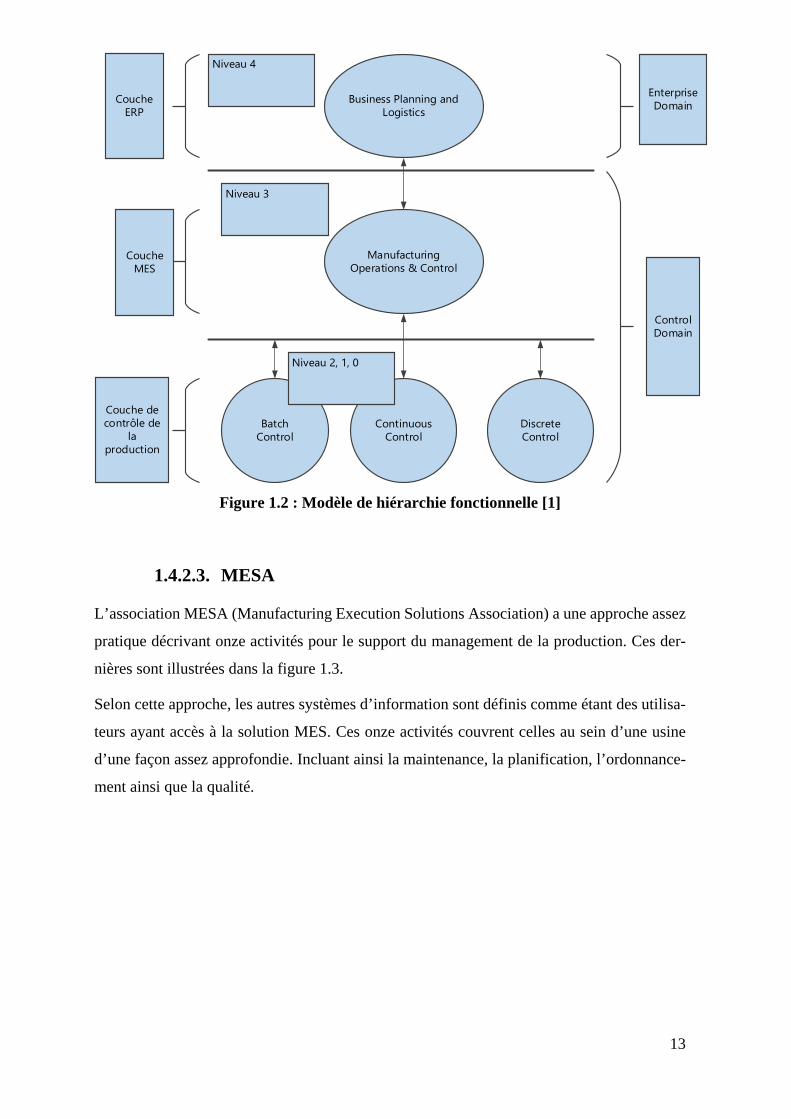
L’association MESA (Manufacturing Execution Solutions Association) a une approche assez
pratique décrivant onze activités pour le support du management de la production. Ces der-
nières sont illustrées dans la figure 1.3.
Selon cette approche, les autres systèmes d’information sont définis comme étant des utilisa-
teurs ayant accès à la solution MES. Ces onze activités couvrent celles au sein d’une usine
d’une façon assez approfondie. Incluant ainsi la maintenance, la planification, l’ordonnance-
ment ainsi que la qualité.
13
MES
Operations/ Detail
Scheduling
Resource allocation &
Status
Process Management
Quality Management
Product tracking & genealogy
Performance anlysis
Dispatching producton
units
Document control
Data collection/ Acquisition
Maintenance Management
Labour management
Figure 1.3 : les onze activités MESA [2]
1.4.2.4. L’adoption de l’ISA 95
Un retour vers l’historique montre que le comité de développement de l’ISA-95 a sélectionné
le modèle MESA comme un point de départ. Mais ne la pas indistinctement adopté. Le modèle
ISA-95 est plus clair et plus logique ; il offre une description détaillée des activités pouvant
avoir lieu dans chaque entreprise industrielle, qu’elle soit automatisée ou pas, et définit leurs
frontières. Il définit aussi les relations entre les différentes activités. Pour ce projet, il serait
plus judicieux d’utiliser l’ISA-95 que le modèle définit par l’association MESA. En effet, ce
dernier se base plutôt sur les fonctionnalités offertes par les intégrateurs de solutions MES
que sur un modèle indépendant. En outre, le modèle MESA ne spécifie ni les connections
entre les différentes activités ni les flux d’informations. Il lui manque aussi une explication
détaillée des onze différentes activités.
De plus, les modèles définis par l’ISA-95 peuvent être utilisés comme une structure normali-
sée pour l’entreprise. Si de nouvelles opérations voient le jour ou soient modifiées pour ré-
pondre à un nouveau besoin ou pour optimiser des processus, la solution peut être modulée
selon le standard. Il suffit de trouver le bon modèle défini par l’ISA-95 pour standardiser la
nouvelle activité et être sûr qu’elle se conformera aux autres opérations déjà existantes et sera
dans les plus brefs délais efficiente.
Une fois l’aspect technologique de la solution et le standard choisis, nous passons maintenant
à la réalisation d’une feuille de route du projet.
14
1.5. Feuille de route du projet
1.5.1. Validation de la demande de SIAB
Le projet consiste donc à implémenter une solution MES au sein de l’entreprise SIAB. Cette
implémentation sera réalisée conformément au standard ISA-95.
Les objectifs du projet sont multiples. D’une part, il s’agit d’analyser le besoin de l’entreprise
pour en déduire les fonctions de la solution MES les plus importantes à implémenter. En
deuxième lieu, il s’agit de développer ces fonctions sollicitées et d’adopter les solutions tech-
nologiques les plus adéquates pour l’efficience de la solution. Enfin, nous intégrerons la so-
lution MES développée aux autres systèmes d’information déjà existant.
1.5.2. L’utilisation de l’ISA 95 dans le projet d’intégration
L’ISA-95 est une méthode, une façon de penser, de travailler et de communiquer. Le standard
peut être déployé de façons différentes selon le besoin, allant de l’analyse jusqu’au dévelop-
pement des solutions MES. Pour nos trois objectifs ; analyse, développement et intégration,
nous nous baserons sur ce standard. Chaque partie du standard est spécifique à un objectif.
1.5.2.1. L’ISA 95 comme outil d’analyse
Le but de l’analyse est d’avoir un aperçu sur les exigences de l’entreprise pour ce nouveau
système. L’analyse selon le standard ISA-95 offre une meilleure idée sur les différents aspects
de l’organisation. Les parties 1 et 3 du standard seront utilisées.
En effet, le standard développe, dans sa première partie, un modèle fonctionnel qui reprèsente
une structure organisationnelle de fonctions pouvant être adoptées au sein de l’entreprise. Il
prèsente de la même manière, les frontières entre les deux domaines ‘Enterprise’ et ‘Control’.
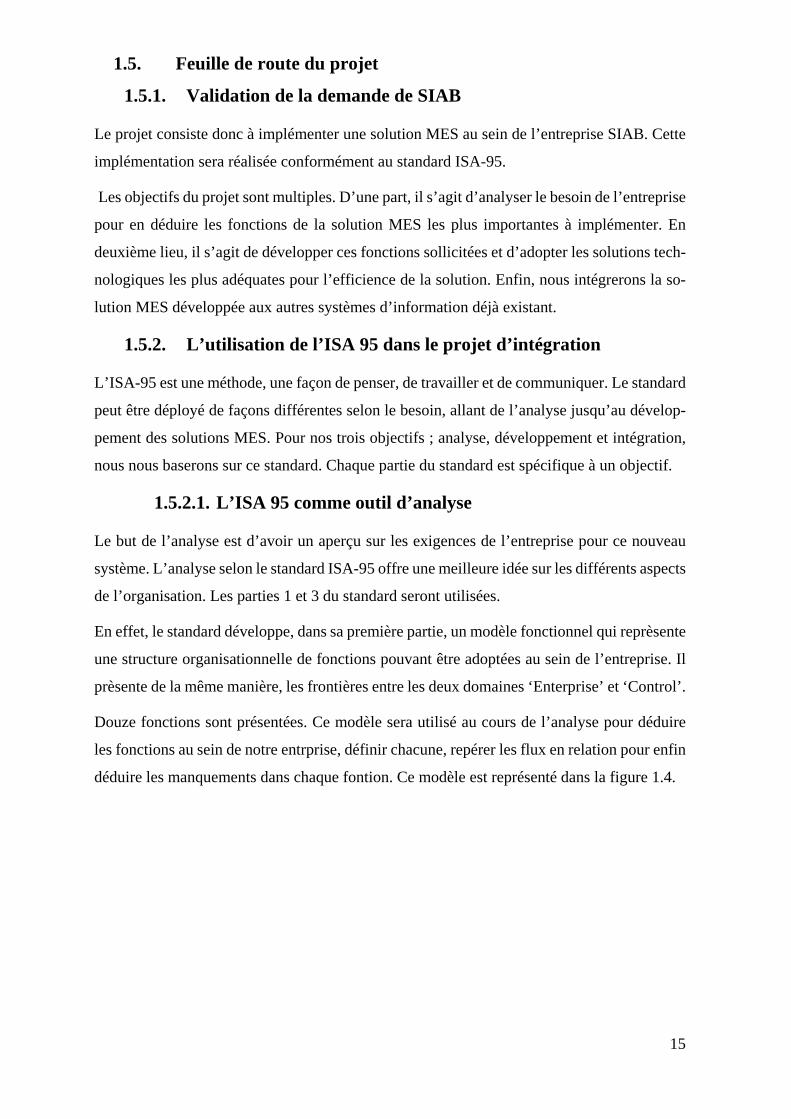
Douze fonctions sont présentées. Ce modèle sera utilisé au cours de l’analyse pour déduire
les fonctions au sein de notre entrprise, définir chacune, repérer les flux en relation pour enfin
déduire les manquements dans chaque fontion. Ce modèle est représenté dans la figure 1.4.
15
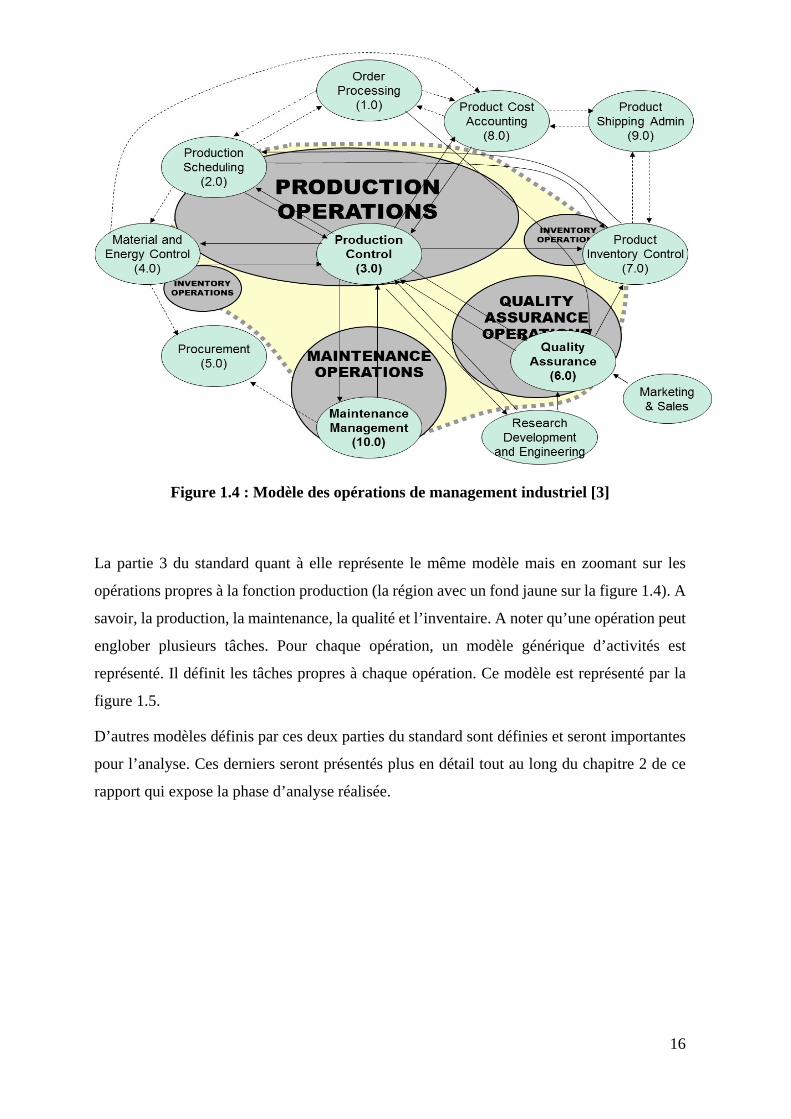
Figure 1.4 : Modèle des opérations de management industriel [3]
La partie 3 du standard quant à elle représente le même modèle mais en zoomant sur les
opérations propres à la fonction production (la région avec un fond jaune sur la figure 1.4). A
savoir, la production, la maintenance, la qualité et l’inventaire. A noter qu’une opération peut
englober plusieurs tâches. Pour chaque opération, un modèle générique d’activités est
représenté. Il définit les tâches propres à chaque opération. Ce modèle est représenté par la
figure 1.5.
D’autres modèles définis par ces deux parties du standard sont définies et seront importantes
pour l’analyse. Ces derniers seront présentés plus en détail tout au long du chapitre 2 de ce
rapport qui expose la phase d’analyse réalisée.
16
Detailed scheduling
Dispatching
Execution management
Resource management
Definition management
Data collection
Tracking
Operations request
Operations Capability
Operations response
Operations definitions
Analysis
Figure 1.5 : Modèle générique des activités de la fonction production [4]
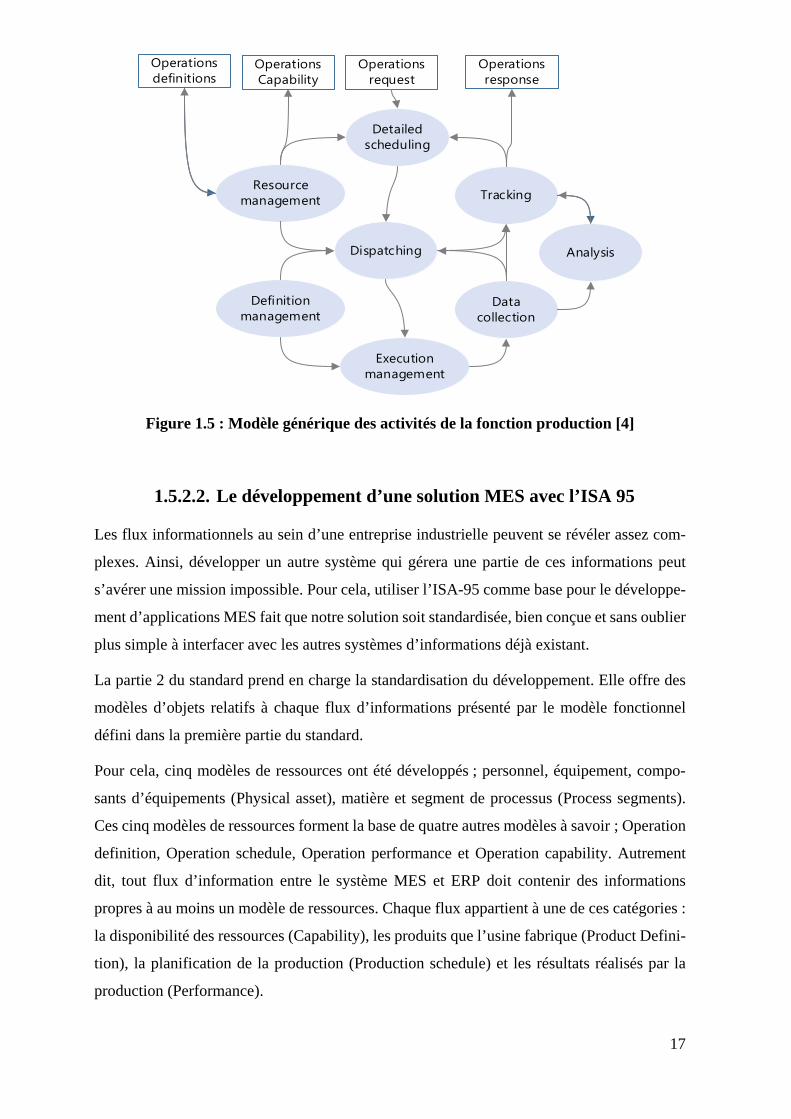
1.5.2.2. Le développement d’une solution MES avec l’ISA 95
Les flux informationnels au sein d’une entreprise industrielle peuvent se révéler assez com-
plexes. Ainsi, développer un autre système qui gérera une partie de ces informations peut
s’avérer une mission impossible. Pour cela, utiliser l’ISA-95 comme base pour le développe-
ment d’applications MES fait que notre solution soit standardisée, bien conçue et sans oublier
plus simple à interfacer avec les autres systèmes d’informations déjà existant.
La partie 2 du standard prend en charge la standardisation du développement. Elle offre des
modèles d’objets relatifs à chaque flux d’informations présenté par le modèle fonctionnel
défini dans la première partie du standard.
Pour cela, cinq modèles de ressources ont été développés ; personnel, équipement, compo-
sants d’équipements (Physical asset), matière et segment de processus (Process segments).
Ces cinq modèles de ressources forment la base de quatre autres modèles à savoir ; Operation
definition, Operation schedule, Operation performance et Operation capability. Autrement
dit, tout flux d’information entre le système MES et ERP doit contenir des informations
propres à au moins un modèle de ressources. Chaque flux appartient à une de ces catégories :
la disponibilité des ressources (Capability), les produits que l’usine fabrique (Product Defini-
tion), la planification de la production (Production schedule) et les résultats réalisés par la
production (Performance).
17
Les modèles seront plus développés dans la partie 3.3.1 de ce rapport. A noter aussi que la
partie 4 du standard ISA-95 définit des modèles pour les opérations propres à la fonction
fabrication mais ne sera pas utilisée au cours de ce projet car récemment développée et donc
indisponible.
Pour autant, ces modèles ne présentent pas une solution miracle pour le développement de
solutions MES mais l’encadrent.
1.5.2.3. L’ISA 95 appliqué dans l’intégration verticale
• Qu’est-ce qu’une intégration verticale ?
L’intégration verticale concerne l’intégration allant de l’administration aux ateliers de pro-
duction. Elle est l’opposé de l’intégration horizontale qui se préoccupe de l’intégration de la
Supply Chain entière relative à la collaboration de l’entreprise avec ses fournisseurs et clients.
Selon l’ISA-95, l’intégration verticale est celle entre les domaines ‘Enterprise’ et ‘Control’
définis dans le modèle de hiérarchie fonctionnelle.
• Utilisation de l’ISA 95
Les parties 1 et 2 du standard, respectivement utilisées pour l’analyse et le développement,
formulent les informations à échanger entre l’ERP et le MES. Ces deux parties, bien qu’elles
standardisent la structure des messages, ne décrivent pas la façon avec laquelle les messages
seront traités ni au niveau du système émetteur ni celui du système récepteur.
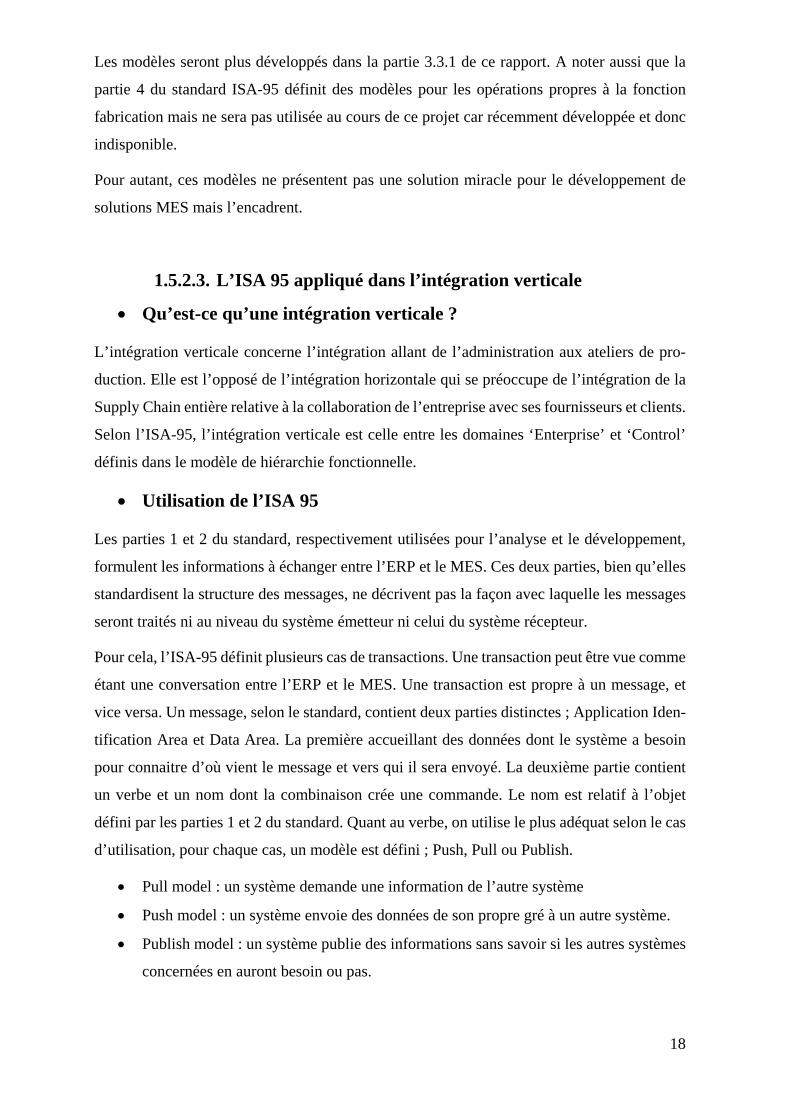
Pour cela, l’ISA-95 définit plusieurs cas de transactions. Une transaction peut être vue comme
étant une conversation entre l’ERP et le MES. Une transaction est propre à un message, et
vice versa. Un message, selon le standard, contient deux parties distinctes ; Application Iden-
tification Area et Data Area. La première accueillant des données dont le système a besoin
pour connaitre d’où vient le message et vers qui il sera envoyé. La deuxième partie contient
un verbe et un nom dont la combinaison crée une commande. Le nom est relatif à l’objet
défini par les parties 1 et 2 du standard. Quant au verbe, on utilise le plus adéquat selon le cas
d’utilisation, pour chaque cas, un modèle est défini ; Push, Pull ou Publish.
• Pull model : un système demande une information de l’autre système
• Push model : un système envoie des données de son propre gré à un autre système.
• Publish model : un système publie des informations sans savoir si les autres systèmes
concernées en auront besoin ou pas.
18
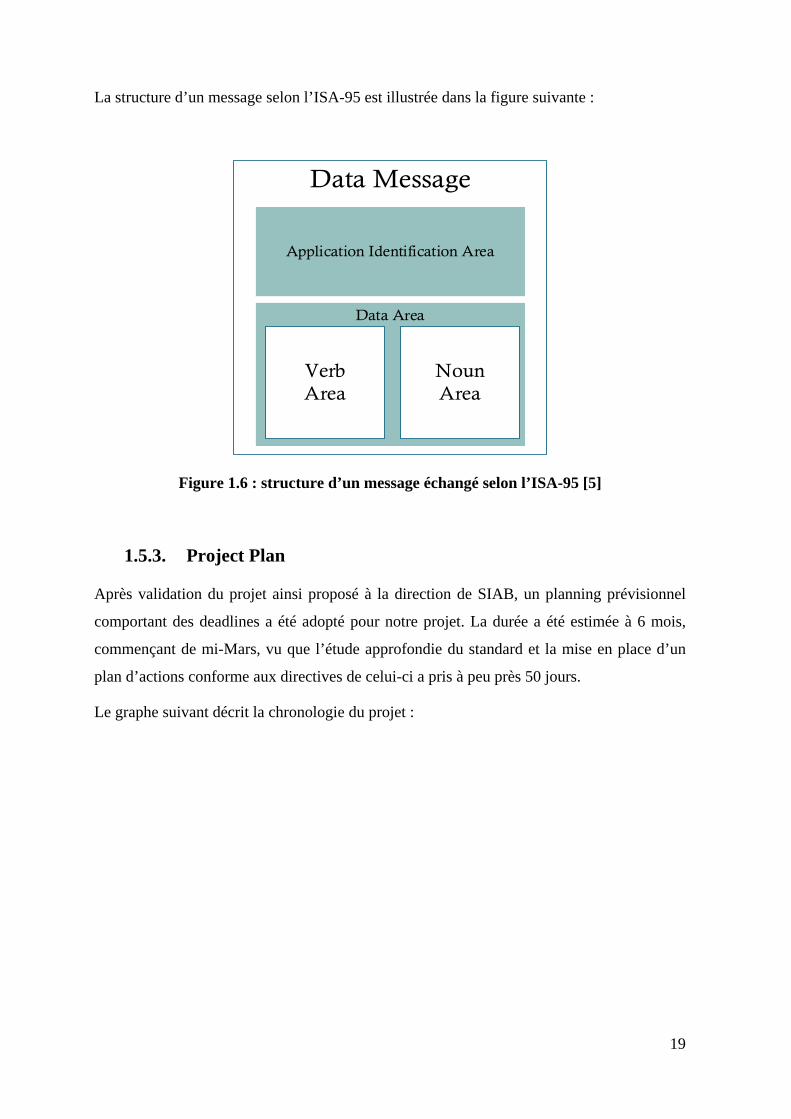
La structure d’un message selon l’ISA-95 est illustrée dans la figure suivante :
Data Message
Application Identification Area
Data Area
Verb Area
NounArea
Figure 1.6 : structure d’un message échangé selon l’ISA-95 [5]
1.5.3. Project Plan
Après validation du projet ainsi proposé à la direction de SIAB, un planning prévisionnel
comportant des deadlines a été adopté pour notre projet. La durée a été estimée à 6 mois,
commençant de mi-Mars, vu que l’étude approfondie du standard et la mise en place d’un
plan d’actions conforme aux directives de celui-ci a pris à peu près 50 jours.
Le graphe suivant décrit la chronologie du projet :
19
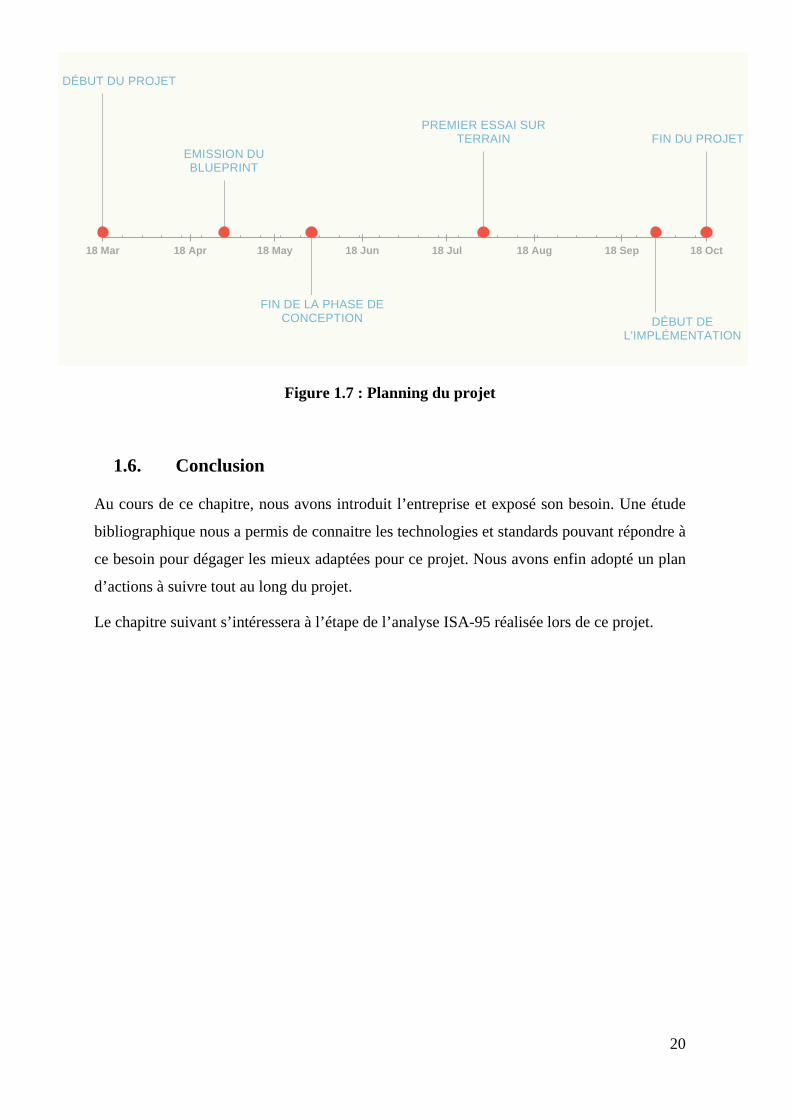
Figure 1.7 : Planning du projet
1.6. Conclusion
Au cours de ce chapitre, nous avons introduit l’entreprise et exposé son besoin. Une étude
bibliographique nous a permis de connaitre les technologies et standards pouvant répondre à
ce besoin pour dégager les mieux adaptées pour ce projet. Nous avons enfin adopté un plan
d’actions à suivre tout au long du projet.
Le chapitre suivant s’intéressera à l’étape de l’analyse ISA-95 réalisée lors de ce projet.
DÉBUT DU PROJET
EMISSION DU BLUEPRINT
FIN DE LA PHASE DE CONCEPTION
PREMIER ESSAI SUR TERRAIN
DÉBUT DE L'IMPLÉMENTATION
FIN DU PROJET
18 Mar 18 Apr 18 May 18 Jun 18 Jul 18 Aug 18 Sep 18 Oct
20
2. Chapitre 2 : La phase d’analyse
21
2.1. Introduction
Avant la réalisation de la solution souhaitée, une analyse approfondie sur la situation actuelle
est nécessaire. Cette analyse fera le tour des différentes activités liées à la fabrication pour
décrire les manquements et indiquer les solutions envisageables. A rappeler que notre analyse
se basera sur le standard ISA-95.
Dans ce chapitre, nous présenterons tout d’abord la méthodologie à suivre. Ensuite, nous in-
diquerons le périmètre de notre projet. Après, nous réaliserons une présentation générale de
l’entreprise. Enfin, nous réaliserons des zooms sur les différentes fonctions liées à la fabrica-
tion selon le standard ISA-95.
2.2. Préparation et méthodologie
L’analyse présente la base pour dévoiler les améliorations potentielles et les exigences sou-
haitées du nouveau système. Généralement, une analyse ISA-95 comprend les dix étapes sui-
vantes :
1. Un tour de l’usine, pour avoir une vue globale des différents centres de production.
2. Définition des business drivers pour en déduire les objectifs de l’entreprise envers le
projet d’intégration.
3. Définir les systèmes d’informations déjà utilisés et les départements auxquels ils sont
reliés.
4. Décrire la structure physique de l’entreprise.
5...10 Les étapes suivantes (5-10) fournissent chacune une image détaillée de l’une des
activités relatives à la fonction fabrication. Autrement dit, avec ces étapes, nous ferons un
zoom sur le niveau 3 défini par l’ISA-95 comprenant les fonctions production, mainte-
nance, qualité et inventaire.
Les parties 1 et 3 de l’ISA-95 fournissent plusieurs modèles comme outil principal au cours
de ces étapes. Tout au long de la phase d’analyse, la description de la situation actuelle et
celle souhaitée après le projet d’intégration est essentielle. Cette description inclut ainsi les
besoins nécessaires, les besoins ‘agréables à avoir’ et les points préoccupants pour chaque
activité.
La conduite de l’analyse nous mène à choisir une méthode pour la collecte des informations.
Nous avons choisi d’interviewer le personnel plutôt que de leur demander des rapports à
rendre. L’avantage des entretiens est qu’ils contribuent à ce que le personnel adopte les chan-
gements résultant de l’analyse. En effet, grâce à cette méthode, ils ont pu se considérer comme
22
partie prenante dans le projet en ayant la chance de dévoiler leurs demandes et exigences.
L’implication du personnel est un avantage considérable dans le projet d’implémentation d’un
changement.
Le résultat de l’analyse ISA-95 sera rendu sous forme de documents. Le premier est le blue-
print dont l’objet est de décrire la situation future désirée et les origines des exigences. Ce
document n’est pas celui qui sera rendu à la direction de l’entreprise pour valider le projet
d’analyse mais sera plutôt utilisé comme base pour le développement de la solution.
Pour finir, une présentation pour expliquer les résultats, les conclusions et les recommanda-
tions sera faite.
2.3. Définition du périmètre du projet et des « business drivers »
2.3.1. Définition du périmètre du projet
Au niveau du paragraphe 1.5.2.1 de ce rapport, nous avons mentionné que l’ISA-95 définit
un modèle pour chaque opération propre à la fonction fabrication. Chaque opération englobe
des tâches qui définissent des relations entre elles.
Il est important de préciser le but et le périmètre de l’analyse ISA-95 et de rester dans leur
optique. Autrement, le temps et le budget nécessaires au développement du projet peuvent
significativement devenir onéreux. Aussi, certaines fonctions de la solution implémentée se-
ront sans valeur ajoutée et non adoptées par le personnel. Pour cela, l’annexe A de la partie 3
de l’ISA-95 définit une ligne fictive d’intégration qui détermine les tâches à développer.
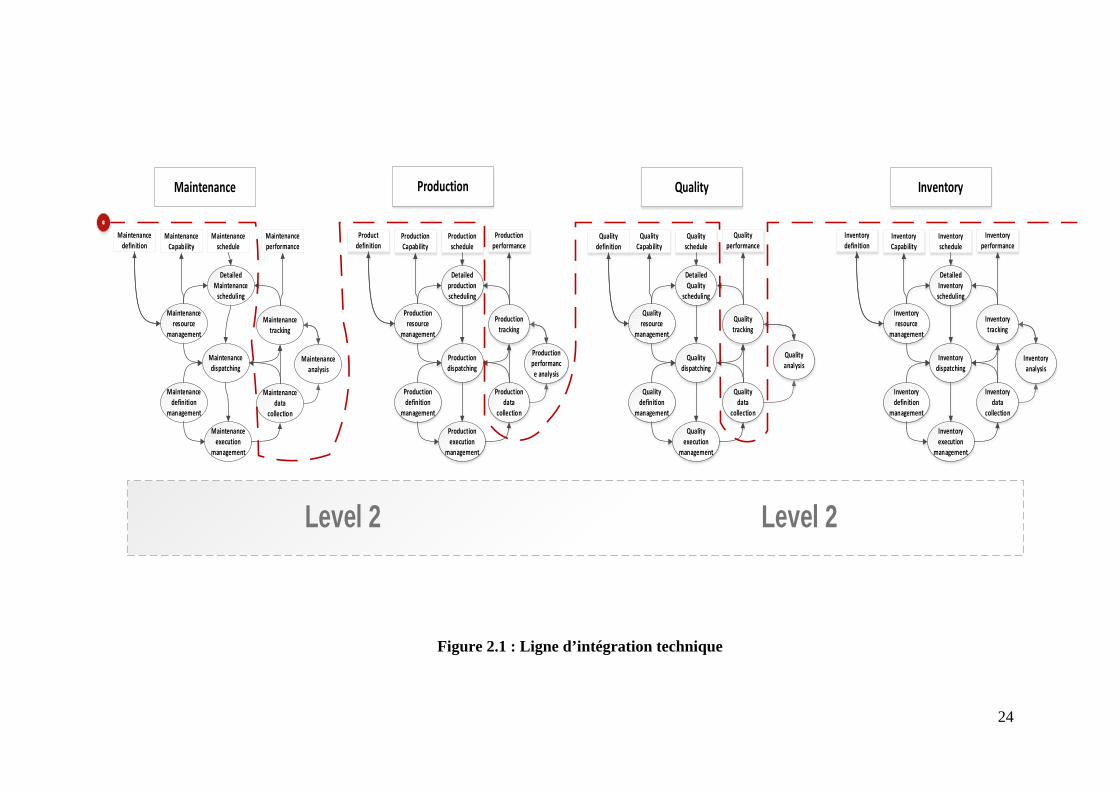
Pour notre projet, les tâches qui seront développées sont celles au-dessus de la ligne d’inté-
gration (en rouge) sur la figure 2.1. Ainsi, l’opération Inventaire est hors du périmètre du
projet vu qu’elle est supportée par l’ERP. Quant aux autres opérations, les tâches choisies
sont celles liées à la collecte des données (Data Collection), à la transformation de ces der-
nières en des informations compréhensibles par les différents systèmes (tracking) et enfin à
l’analyse des données en vue d’optimiser ou de corriger (Performance Analysis).
A noter aussi que le standard définit d’autres opérations propres à la fonction fabrication
comme le management de la documentation ou encore le management de la sécurité. Aucune
ne sera développée puisqu’elles ont été définies comme étant hors du périmètre du projet.
23
Level 2 Level 2
Detailed production scheduling
Production dispatching
Production execution
management
Production resource
management
Production definition
management
Production data
collection
Production tracking
Production schedule
Production Capability
Production performance
Product definition
Production performance analysis
Production
Detailed Inventory scheduling
Inventory dispatching
Inventory execution
management
Inventory resource
management
Inventory definition
management
Inventory data
collection
Inventory tracking
Inventory schedule
Inventory Capability
Inventory performance
Inventory definition
Inventory analysis
Inventory
Detailed Maintenance
scheduling
Maintenance dispatching
Maintenanceexecution
management
Maintenance resource
management
Maintenancedefinition
management
Maintenance data
collection
Maintenance tracking
Maintenance schedule
MaintenanceCapability
Maintenanceperformance
Maintenance definition
Maintenance analysis
Maintenance
Detailed Quality
scheduling
Quality dispatching
Quality execution
management
Quality resource
management
Quality definition
management
Quality data
collection
Quality tracking
Quality schedule
Quality Capability
Quality performance
Quality definition
Quality analysis
Quality
Figure 2.1 : Ligne d’intégration technique
24
A noter que le modèle d’activité pour chaque opération sera plus détaillé (et plus clair) au
niveau du zoom sur chaque fonction (paragraphes 2.5, 2.6 et 2.7).
2.3.2. La définition des « business drivers »
L’implémentation stratégique d’une solution MES a plusieurs avantages. L’annexe C de la
partie 1 de l’ISA-95 définit des business-drivers qui clarifient ce que l’entreprise doit optimi-
ser pour arriver à son but. Pour ce projet, trois business drivers ont été adoptés :
• Réduction du temps de cycle : pour cela, on doit identifier les sources des problèmes
causant des retards et les corriger.
• Maximisation de l’efficience de l’équipement : il est question de maximiser l’effi-
cience de l’équipement dans le processus de production.
• Amélioration de la planification : pour cela, l’accès en temps réel aux performances
de la production ainsi qu’à l’historique est impératif.
Après avoir déterminé l’objet et le périmètre de l’analyse ISA-95, nous passons maintenant à
la description des caractéristiques de l’entreprise. Nous utiliserons les modèles fournis par le
standard, qui entrent dans le périmètre du projet, dans l’ordre suivant :
• Modèle de la hiérarchie fonctionnelle (étape 3)
• Modèle hiérarchique des équipements et segments de processus (étape 4)
• Modèle de l’opération Production (étape 6)
• Modèle de l’opération Maintenance (étape 7)
• Modèle de l’opération Qualité (étape 8)
Nous noterons l’absence de l’étape 5 dans ce projet relative à l’analyse des fonctions hors du
domaine fabrication comme le service achat, financier ou encore marketing.
2.4. Présentation générale de l’entreprise
2.4.1. La hiérarchie des activités (étape 3)
Nous utilisons le modèle de la hiérarchie fonctionnelle (voir figure 1.2) pour avoir une vue
globale des différents départements de l’entreprise, ainsi que des systèmes informatiques sup-
portant chaque niveau.
Pour choisir les départements et les systèmes inclus dans la fonction fabrication, le standard
donne des critères relatifs aux activités qui serviront de ligne directrice. Parmi eux, toujours
dans l’optique de ce projet, on trouve :
25
• L’activité est essentielle pour la fiabilité.
• L’activité est essentielle pour l’efficience.
• L’activité est essentielle pour la qualité du produit fabriqué.
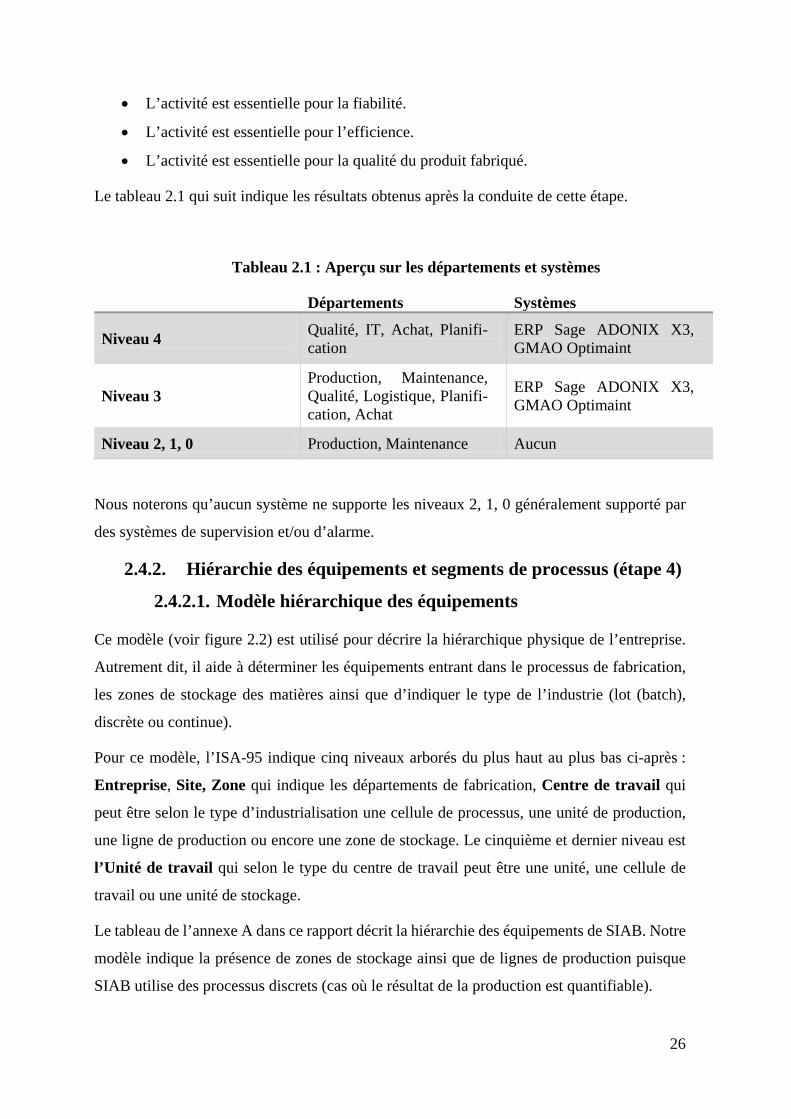
Le tableau 2.1 qui suit indique les résultats obtenus après la conduite de cette étape.
Tableau 2.1 : Aperçu sur les départements et systèmes
Départements Systèmes
Niveau 4 Qualité, IT, Achat, Planifi-cation
ERP Sage ADONIX X3, GMAO Optimaint
Niveau 3 Production, Maintenance, Qualité, Logistique, Planifi-cation, Achat
ERP Sage ADONIX X3, GMAO Optimaint
Niveau 2, 1, 0 Production, Maintenance Aucun
Nous noterons qu’aucun système ne supporte les niveaux 2, 1, 0 généralement supporté par
des systèmes de supervision et/ou d’alarme.
2.4.2. Hiérarchie des équipements et segments de processus (étape 4)
2.4.2.1. Modèle hiérarchique des équipements
Ce modèle (voir figure 2.2) est utilisé pour décrire la hiérarchique physique de l’entreprise.
Autrement dit, il aide à déterminer les équipements entrant dans le processus de fabrication,
les zones de stockage des matières ainsi que d’indiquer le type de l’industrie (lot (batch),
discrète ou continue).
Pour ce modèle, l’ISA-95 indique cinq niveaux arborés du plus haut au plus bas ci-après :
Entreprise, Site, Zone qui indique les départements de fabrication, Centre de travail qui
peut être selon le type d’industrialisation une cellule de processus, une unité de production,
une ligne de production ou encore une zone de stockage. Le cinquième et dernier niveau est
l’Unité de travail qui selon le type du centre de travail peut être une unité, une cellule de
travail ou une unité de stockage.
Le tableau de l’annexe A dans ce rapport décrit la hiérarchie des équipements de SIAB. Notre
modèle indique la présence de zones de stockage ainsi que de lignes de production puisque
SIAB utilise des processus discrets (cas où le résultat de la production est quantifiable).
26
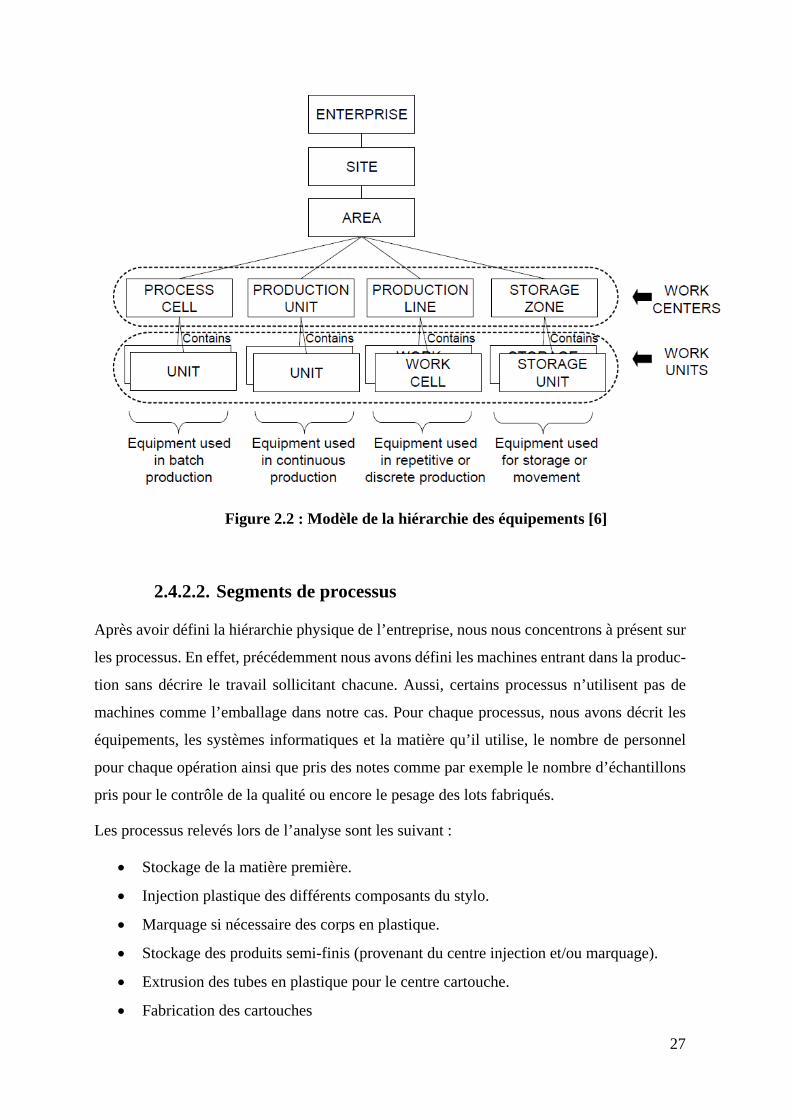
Figure 2.2 : Modèle de la hiérarchie des équipements [6]
2.4.2.2. Segments de processus
Après avoir défini la hiérarchie physique de l’entreprise, nous nous concentrons à présent sur
les processus. En effet, précédemment nous avons défini les machines entrant dans la produc-
tion sans décrire le travail sollicitant chacune. Aussi, certains processus n’utilisent pas de
machines comme l’emballage dans notre cas. Pour chaque processus, nous avons décrit les
équipements, les systèmes informatiques et la matière qu’il utilise, le nombre de personnel
pour chaque opération ainsi que pris des notes comme par exemple le nombre d’échantillons
pris pour le contrôle de la qualité ou encore le pesage des lots fabriqués.
Les processus relevés lors de l’analyse sont les suivant :
• Stockage de la matière première.
• Injection plastique des différents composants du stylo.
• Marquage si nécessaire des corps en plastique.
• Stockage des produits semi-finis (provenant du centre injection et/ou marquage).
• Extrusion des tubes en plastique pour le centre cartouche.
• Fabrication des cartouches
27
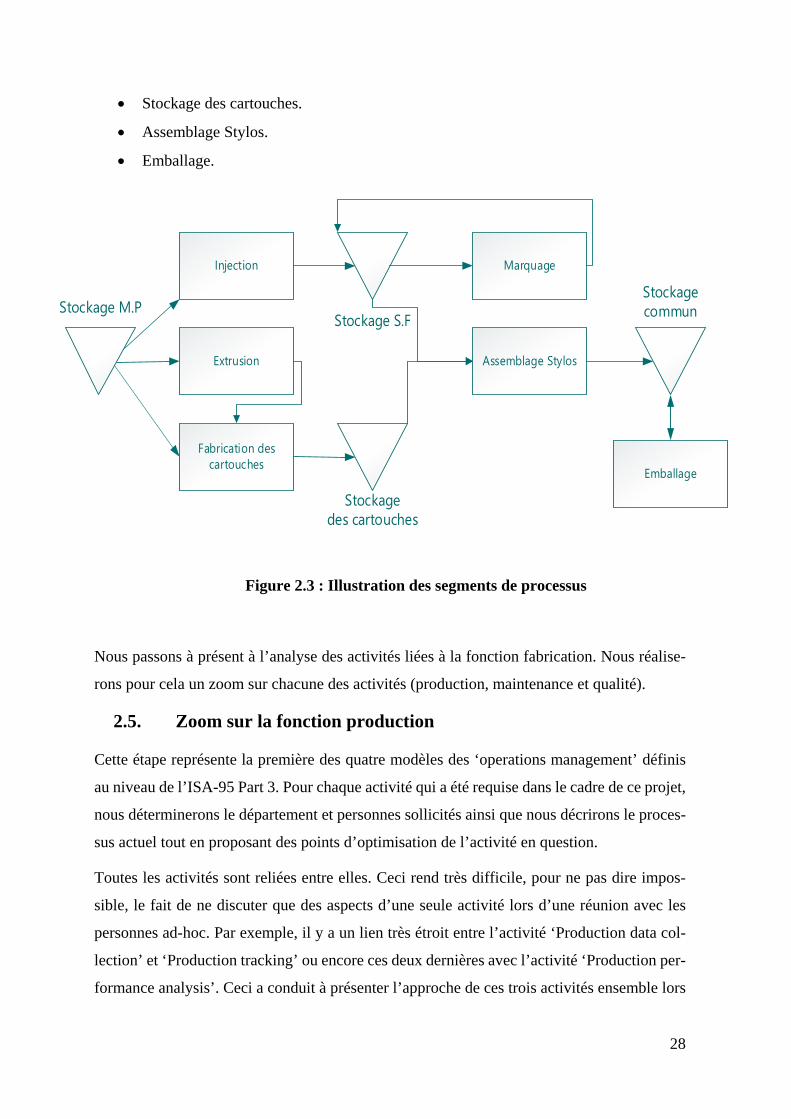
• Stockage des cartouches.
• Assemblage Stylos.
• Emballage.
Stockage M.P
Injection
Extrusion
Fabrication des cartouches
Assemblage Stylos
Marquage
Emballage
Stockage S.F
Stockage des cartouches
Stockage commun
Figure 2.3 : Illustration des segments de processus
Nous passons à présent à l’analyse des activités liées à la fonction fabrication. Nous réalise-
rons pour cela un zoom sur chacune des activités (production, maintenance et qualité).
2.5. Zoom sur la fonction production
Cette étape représente la première des quatre modèles des ‘operations management’ définis
au niveau de l’ISA-95 Part 3. Pour chaque activité qui a été requise dans le cadre de ce projet,
nous déterminerons le département et personnes sollicités ainsi que nous décrirons le proces-
sus actuel tout en proposant des points d’optimisation de l’activité en question.
Toutes les activités sont reliées entre elles. Ceci rend très difficile, pour ne pas dire impos-
sible, le fait de ne discuter que des aspects d’une seule activité lors d’une réunion avec les
personnes ad-hoc. Par exemple, il y a un lien très étroit entre l’activité ‘Production data col-
lection’ et ‘Production tracking’ ou encore ces deux dernières avec l’activité ‘Production per-
formance analysis’. Ceci a conduit à présenter l’approche de ces trois activités ensemble lors
28
de chaque réunion pour mettre le responsable dans le cadre du projet. La dextérité de cet
exercice apparait alors dans l’aptitude à ne développer qu’une activité, avec ses flux informa-
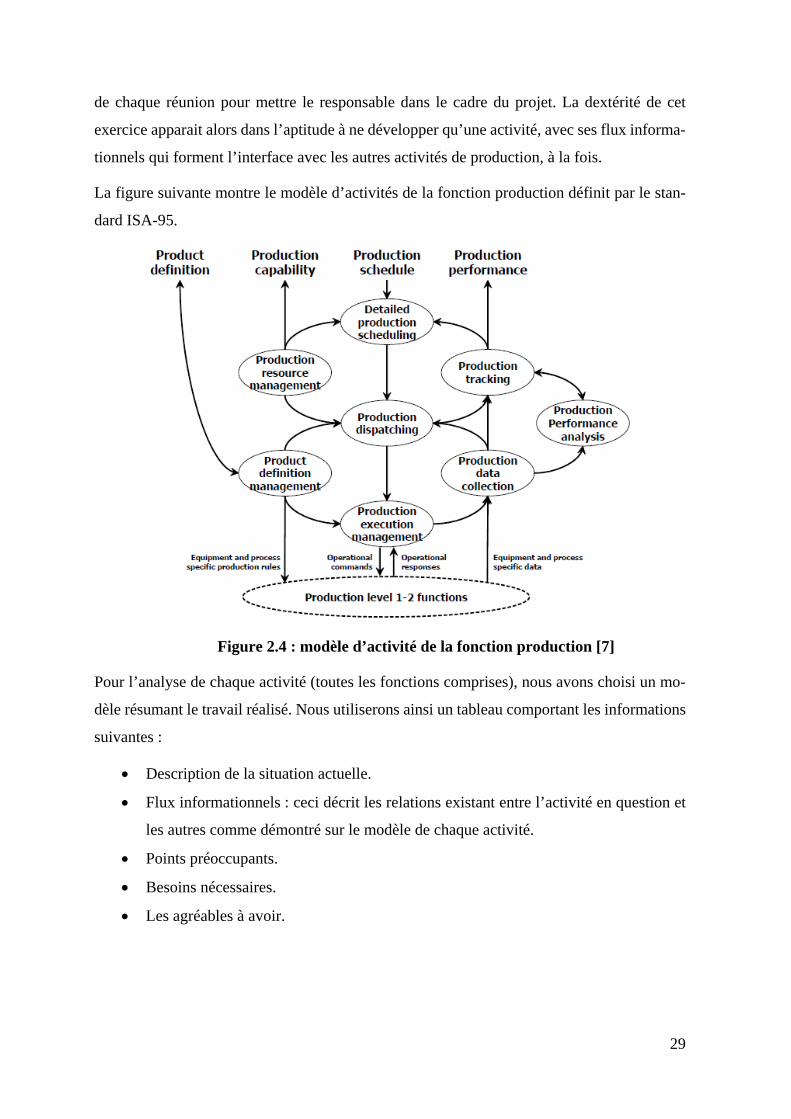
tionnels qui forment l’interface avec les autres activités de production, à la fois.
La figure suivante montre le modèle d’activités de la fonction production définit par le stan-
dard ISA-95.
Figure 2.4 : modèle d’activité de la fonction production [7]
Pour l’analyse de chaque activité (toutes les fonctions comprises), nous avons choisi un mo-
dèle résumant le travail réalisé. Nous utiliserons ainsi un tableau comportant les informations
suivantes :
• Description de la situation actuelle.
• Flux informationnels : ceci décrit les relations existant entre l’activité en question et
les autres comme démontré sur le modèle de chaque activité.
• Points préoccupants.
• Besoins nécessaires.
• Les agréables à avoir.
29
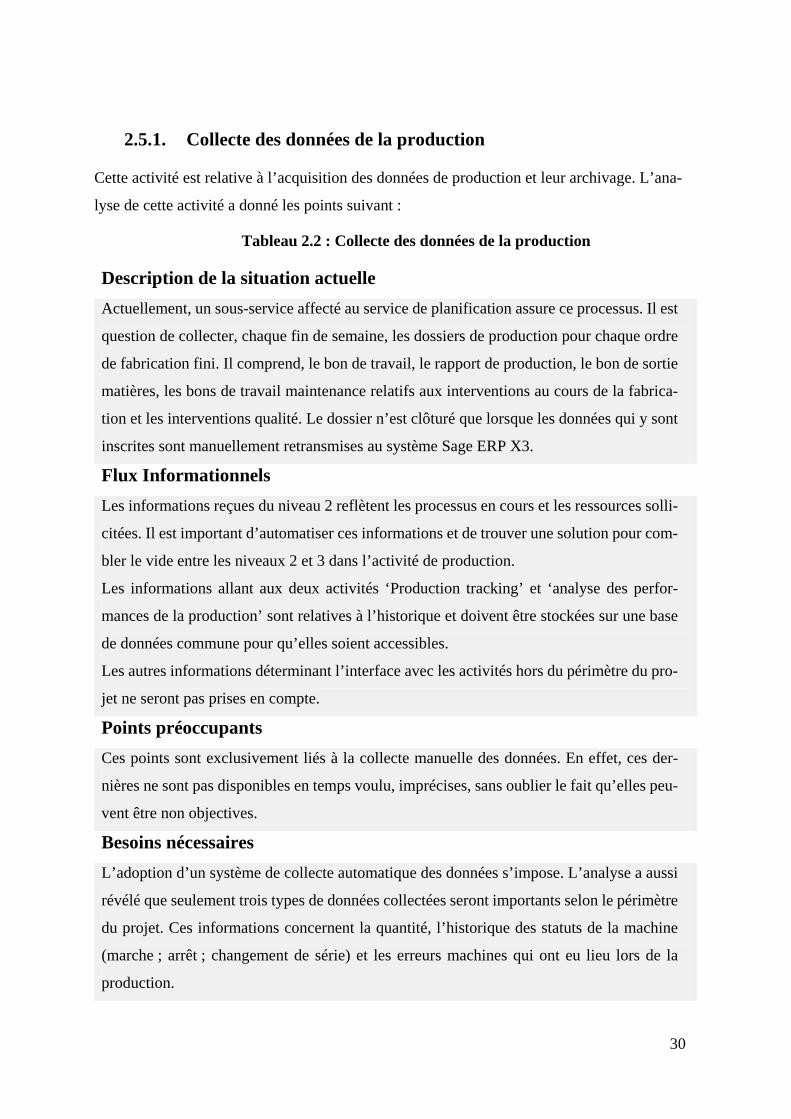
2.5.1. Collecte des données de la production
Cette activité est relative à l’acquisition des données de production et leur archivage. L’ana-
lyse de cette activité a donné les points suivant :
Tableau 2.2 : Collecte des données de la production
Description de la situation actuelle Actuellement, un sous-service affecté au service de planification assure ce processus. Il est
question de collecter, chaque fin de semaine, les dossiers de production pour chaque ordre
de fabrication fini. Il comprend, le bon de travail, le rapport de production, le bon de sortie
matières, les bons de travail maintenance relatifs aux interventions au cours de la fabrica-
tion et les interventions qualité. Le dossier n’est clôturé que lorsque les données qui y sont
inscrites sont manuellement retransmises au système Sage ERP X3. Flux Informationnels Les informations reçues du niveau 2 reflètent les processus en cours et les ressources solli-
citées. Il est important d’automatiser ces informations et de trouver une solution pour com-
bler le vide entre les niveaux 2 et 3 dans l’activité de production.
Les informations allant aux deux activités ‘Production tracking’ et ‘analyse des perfor-
mances de la production’ sont relatives à l’historique et doivent être stockées sur une base
de données commune pour qu’elles soient accessibles.
Les autres informations déterminant l’interface avec les activités hors du périmètre du pro-
jet ne seront pas prises en compte.
Points préoccupants Ces points sont exclusivement liés à la collecte manuelle des données. En effet, ces der-
nières ne sont pas disponibles en temps voulu, imprécises, sans oublier le fait qu’elles peu-
vent être non objectives.
Besoins nécessaires L’adoption d’un système de collecte automatique des données s’impose. L’analyse a aussi
révélé que seulement trois types de données collectées seront importants selon le périmètre
du projet. Ces informations concernent la quantité, l’historique des statuts de la machine
(marche ; arrêt ; changement de série) et les erreurs machines qui ont eu lieu lors de la
production.
30
Les agréables à avoir Des interfaces avec les activités « Production Dispatching » et « Production Execution Ma-
nagement » pour que les responsables production soient les plus réactifs possible aux chan-
gements dus au retards de production et autres phénomènes sollicitant le changement de
planning de la production.
2.5.2. Production tracking
Cette activité est définie comme étant celle qui prépare les données relatives à la production
pour le niveau 4. L’analyse de cette activité a donné les points suivant.
Tableau 2.3 : Production tracking
Description de la situation actuelle Cette activité est actuellement liée à celle de la collecte des données de production. Aucune
distinction entre les deux n’existe. Les données de la production sont manuellement re-
transmises au système ERP.
Flux Informationnels Les informations échangées avec l’activité ‘analyse des performances de la production’
sont relatives à la performance de la production.
Points préoccupants La compatibilité des données échangées entre l’ERP et la solution MES doit être prise en
considération.
Toutes les données de l’activité ‘analyse des performances de la production’ ne sont pas
exclusivement destinées à l’activité ‘production tracking’.
Besoins nécessaires Une intégration verticale entre la solution MES à implémenter et l’ERP s’avère indispen-
sable. Elle automatisera le rôle de l’activité en question qui est actuellement manuelle.
Les agréables à avoir Une interface avec la planification de la production est un plus. Ainsi, les plannings de la
production peuvent être automatiquement mis à jour selon les capacités et performances
actuelles de la production.
31
2.5.3. Analyse des performances de la production
C’est l’activité qui analyse et crée des rapports sur les performances de la production.
L’analyse a donné les points suivant.
Tableau 2.4 : Analyse des performances de la production
Description de la situation actuelle L’historique de la production est rarement consulté pour prendre en considération les ré-
elles capacités de la production lors de la planification. Aussi, des tableaux de bord existent
dans chaque centre de production, mais sont très peu exploités.
L’activité de l’analyse de la performance de la production est ‘vivifiée’ à chaque réalisation
des bilans.
Flux Informationnels On reçoit de l’activité ‘collecte des données de la production’ les données machines sur les
états de la machines, les quantités produites et les erreurs.
Points préoccupants La culture ‘analyse des performances’ n’est pas très considérée. L’explication de son im-
portance par rapport aux autres activités est importante.
Besoins nécessaires +L’analyse de la traçabilité des ressources (matière, équipement et personnel)
+L’analyse des processus de production
Les agréables à avoir Des outils de simulation et de création de KPI lors des projets d’optimisation industrielle.
2.6. Zoom sur la fonction maintenance
La fonction maintenance forme la base pour l’analyse et la description de toutes les activités
qui lui sont relatives. Son modèle d’activités définit par l’ISA-95 est présenté sur la figure
suivante.
L’analyse de la fonction maintenance est détaillée dans les paragraphes qui suivent.
32
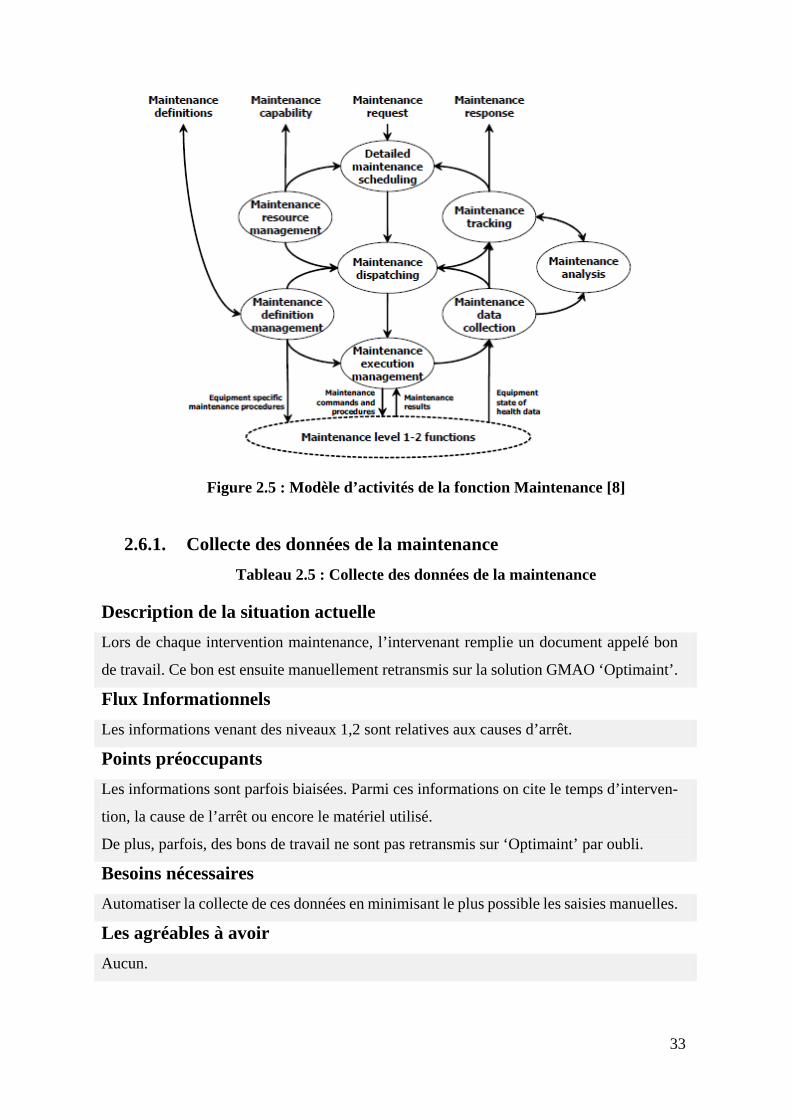
Figure 2.5 : Modèle d’activités de la fonction Maintenance [8]
2.6.1. Collecte des données de la maintenance Tableau 2.5 : Collecte des données de la maintenance
Description de la situation actuelle Lors de chaque intervention maintenance, l’intervenant remplie un document appelé bon
de travail. Ce bon est ensuite manuellement retransmis sur la solution GMAO ‘Optimaint’.
Flux Informationnels Les informations venant des niveaux 1,2 sont relatives aux causes d’arrêt.
Points préoccupants Les informations sont parfois biaisées. Parmi ces informations on cite le temps d’interven-
tion, la cause de l’arrêt ou encore le matériel utilisé.
De plus, parfois, des bons de travail ne sont pas retransmis sur ‘Optimaint’ par oubli.
Besoins nécessaires Automatiser la collecte de ces données en minimisant le plus possible les saisies manuelles. Les agréables à avoir Aucun.
33
2.6.2. Maintenance tracking Tableau 2.6 : Maintenance tracking
Description de la situation actuelle Aucun système d’automatisation de cette activité n’existe. Actuellement, elle est liée à l’ac-
tivité de la collection des données de la maintenance qui retransmet manuellement ces don-
nées sur la solution GMAO.
Flux Informationnels Les flux de l’activité ‘collecte des données de la maintenance’ concernent des données sur
le personnel impliqué, les causes, le matériel utilisé et e temps d’opération.
Points préoccupants Les mêmes que pour l’activité précédente.
Besoins nécessaires Une interface avec la solution GMAO automatisant cette interface. Une intégration verti-
cale est la solution la mieux adaptée.
Les agréables à avoir Aucun.
2.6.3. Analyse des performances de la maintenance Tableau 2.7 : Analyse des performances de la maintenance
Description de la situation actuelle Les bons de travail de la maintenance sont manuellement retransmis sur la GMAO ‘Opti-
maint’. Aucune activité d’analyse des performances de la production n’est considérée dans
le cas présent.
Flux Informationnels Les données sur l’historique de la maintenance viennent de l’activité ‘collecte des données
de la maintenance’. Points préoccupants Les données de l’activité ‘collecte des données de la production’ seront aussi considérées.
En effet, elles impliquent des données sur les états de la machines ainsi que sur les erreurs.
Besoins nécessaires
34
L’implémentation d’un module d’analyse des données de la maintenance est nécessaire
pour créer un support pour d’éventuels projets d’optimisation de cette fonction.
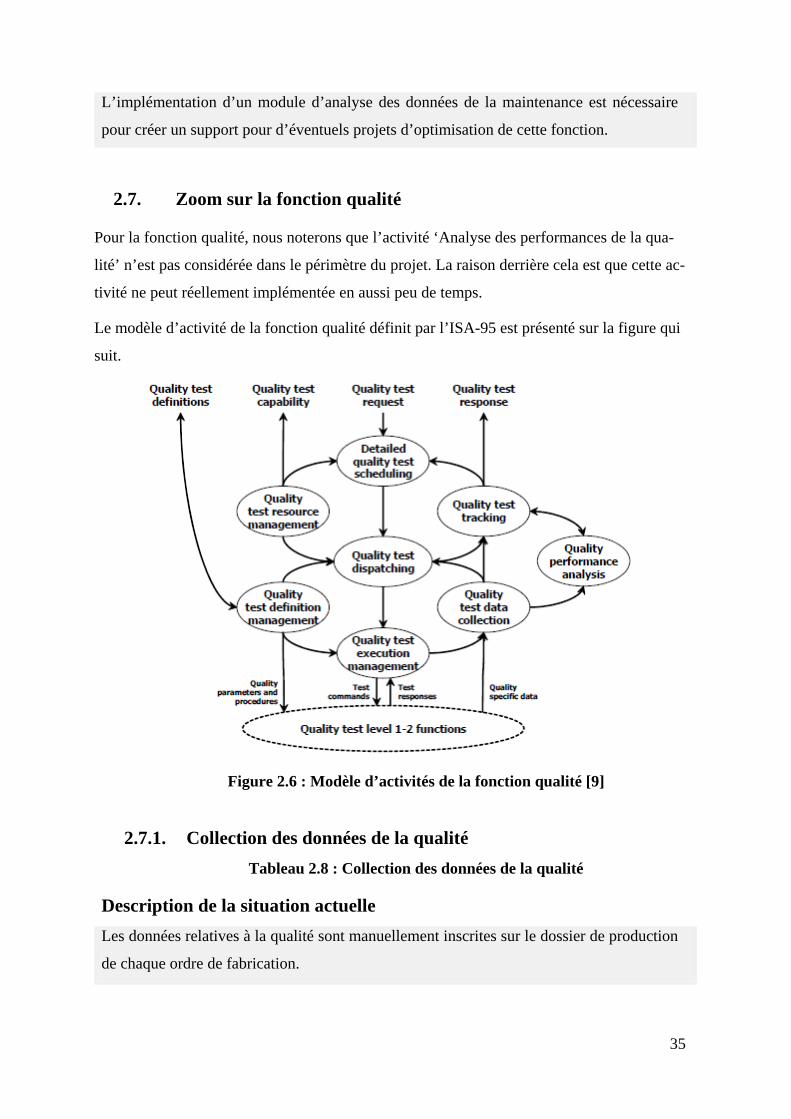
2.7. Zoom sur la fonction qualité
Pour la fonction qualité, nous noterons que l’activité ‘Analyse des performances de la qua-
lité’ n’est pas considérée dans le périmètre du projet. La raison derrière cela est que cette ac-
tivité ne peut réellement implémentée en aussi peu de temps.
Le modèle d’activité de la fonction qualité définit par l’ISA-95 est présenté sur la figure qui
suit.
Figure 2.6 : Modèle d’activités de la fonction qualité [9]
2.7.1. Collection des données de la qualité Tableau 2.8 : Collection des données de la qualité
Description de la situation actuelle Les données relatives à la qualité sont manuellement inscrites sur le dossier de production
de chaque ordre de fabrication.
35
Flux Informationnels Les données inscrites ne sont relatives qu’au nombre de rebus. Les causes de ces derniers
ne sont pas considérées. Une exception existe pour les machines du centre d’injection plas-
tique, où des informations sur les moules beaucoup plus détaillées sont inscrites. Points préoccupants Les informations relatives à la qualité sont très basiques et ne reflètent pas des données qui
pourraient être utilisées dans des projets de gestion de la qualité. Besoins nécessaires L’informatisation de la saisie des données. Les agréables à avoir Développer d’autres données pour la qualité.
2.7.2. Quality tracking Tableau 2.9 : Quality tracking
Description de la situation actuelle Les quelques informations relatives à la qualité sont retransmises au système ERP lors de
la saisie des informations de la production. Flux Informationnels Même cas que pour l’activité précédente. Points préoccupants Les données relatives à la qualité sont considérées comme des données relatives à la pro-
duction, sauf pour le cas des machines d’injection. Besoins nécessaires Distinguer les données de la qualité des données de la production.
Les agréables à avoir Aucun.
36
2.8. Conclusions et recommandations relatives à l’analyse
La dernière, et plus importante, étape dans l’analyse ISA-95 est la rédaction des conclusions
et recommandations. Cette partie est celle qui a été présentée à la direction de SIAB. Elle
inclut un résumer des problématiques repérées lors de l’analyse et les recommandations issues
pour enfin décrire une architecture potentielle du système à implémenter et qui contribuerait
à répondre à nos besoins.
Dans ce rapport, seule l’architecture potentielle du système sera présentée car les autres par-
ties ont déjà été développées au cours de ce chapitre lors du zoom sur chaque activité.
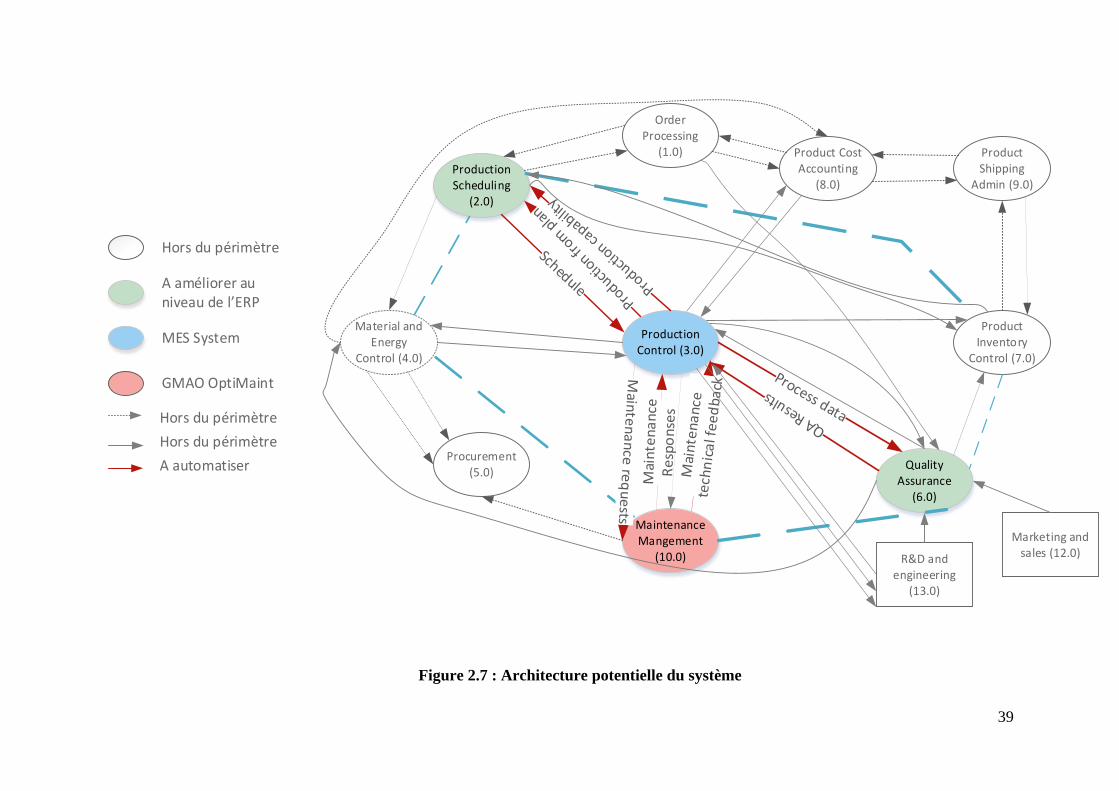
2.8.1. Architecture potentielle du système
Dans la description de la conclusion, une étape très importante est celle de l’architecture po-
tentielle du système. Elle est résumée dans un schéma utilisant à la base le modèle des opé-
rations de management industriel (figure 1.4), démontrant les activités les plus importantes à
intégrer ainsi que les flux informationnels qui feront le transfert des données entre les diffé-
rents systèmes.
Ce schéma est illustré dans la figure 2.7 de ce rapport. Il montre les activités que chaque
système gère et les flux d’informations à automatiser.
2.9. Prochaines étapes
Selon la conclusion et les recommandations, nous avons déterminé les étapes à réaliser pour
le projet d’intégration. Ces étapes sont les suivantes :
• Acquisition automatique des données.
• Développement et mise en place d’une solution MES.
• Intégration verticale entre les différents systèmes d’informations utilisés.
37
2.10. Conclusion
Ce chapitre a mis les points sur les différentes étapes de l’analyse réalisée selon le standard
ISA-95. A la fin de ce chapitre, nous avons proposé une architecture potentielle du système
à mettre en place.
Le chapitre suivant s’intéressera à la conception et au développement de la solution MES.
38
Production Control (3.0)
Material and Energy
Control (4.0)
Product Inventory
Control (7.0)
Maintenance Mangement
(10.0)
Quality Assurance
(6.0)
Marketing and sales (12.0)R&D and
engineering (13.0)
Procurement (5.0)
Order Processing
(1.0)Production Scheduling
(2.0)
Product Cost Accounting
(8.0)
Product Shipping
Admin (9.0)
Hors du périmètre
A améliorer au niveau de l’ERP
MES System
Hors du périmètreHors du périmètreA automatiser
GMAO OptiMaint
Figure 2.7 : Architecture potentielle du système
39
3. Chapitre 3 : Conception et Réalisation
40
3.1. Introduction
Comme indiqué au niveau de la feuille de route du projet (paragraphe 1.5 de ce rapport), le
développement de la solution MES et l’intégration verticale sont deux étapes primordiales
pour ce projet.
Dans ce chapitre, nous allons décrire les différentes parties réalisées. Nous commencerons
par l’implémentation d’une solution d’acquisition automatique des données. Par la suite, nous
passerons au développement de la solution MES. Après, nous décrirons le projet de l’intégra-
tion verticale. Pour finir, nous indiquerons les étapes restantes pour que le projet d’intégration
prenne fin.
3.2. Acquisition Automatique des données des machines
3.2.1. Aperçu
Dans le paragraphe 2.8.2 de ce rapport relevant les orientations issues lors des ateliers de
l’analyse ISA-95, nous avons mentionné l’importance de l’adoption d’une solution automa-
tique pour la collecte des données des machines.
Au début de la réalisation du projet d’implémentation, il s’est avéré que plusieurs solutions
existent, des plus classiques aux plus spécifiques. Cette multitude est surtout liée aux de-
mandes différentes de chaque industriel visant l’implémentation d’une solution d’acquisition
automatique des données. Plusieurs facteurs entrent en jeux : budget, temps, volume des don-
nées à acquérir, ou encore le coût d’apprentissage et de la maitrise de la technologie.
Nous allons, tout au long de la partie 3.2 étudier les technologies disponibles, choisir la plus
adéquate et décrire le projet d’implémentation de cette dernière.
3.2.2. Les technologies pour l’acquisition automatique des données
3.2.2.1. Les technologies classiques d’acquisition des données
Dans ce cas, aucune standardisation n’entre en jeux. Il n’est question que des spécifications
du vendeur de l’API. En effet, pour chaque machine ayant un API, nous allons communiquer
avec ce dernier pour avoir les données selon son propre protocole de communication. De
même, la solution MES que nous implémenterons devrait apprendre le protocole de l’API.
Rien qu’ici, la solution MES devrait ainsi faire partie intégrante du système d’automatisation
(niveaux 0, 1, 2 selon le standard ISA-95), chose qui mettra en question la conformité de notre
solution avec le standard ISA-95 qui spécifie que la couche MES devrait s’intéresser exclu-
sivement au niveau 3.
41
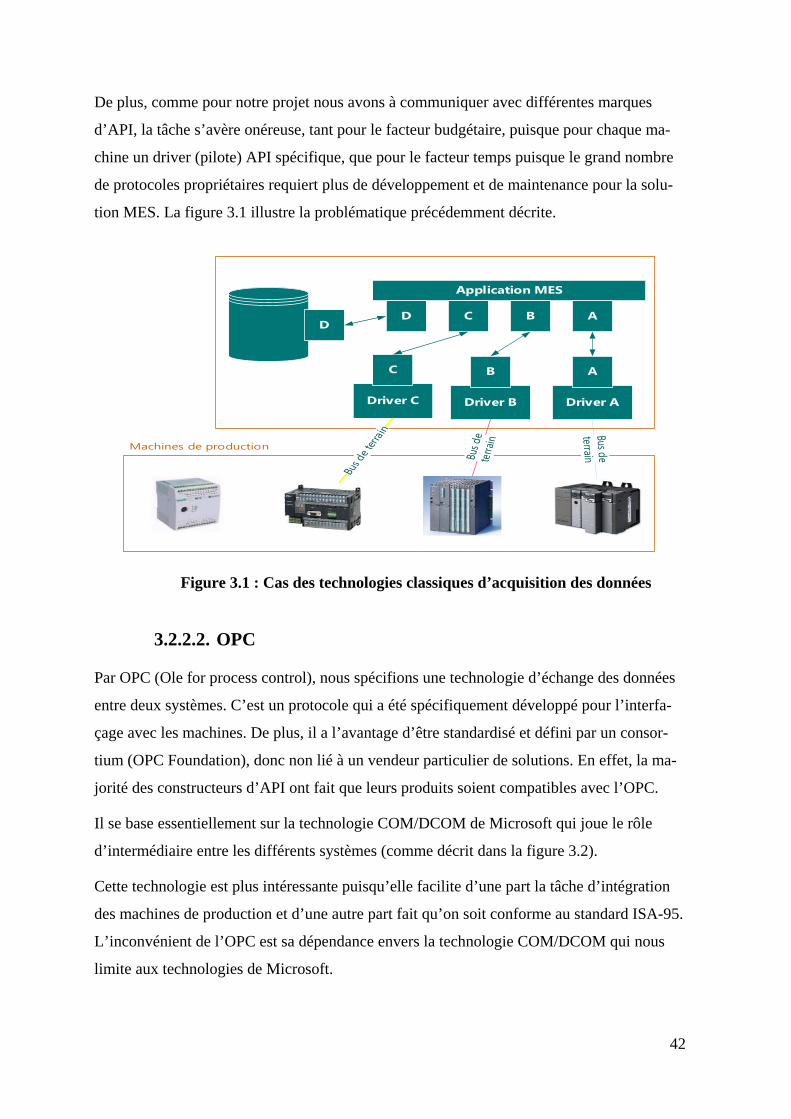
De plus, comme pour notre projet nous avons à communiquer avec différentes marques
d’API, la tâche s’avère onéreuse, tant pour le facteur budgétaire, puisque pour chaque ma-
chine un driver (pilote) API spécifique, que pour le facteur temps puisque le grand nombre
de protocoles propriétaires requiert plus de développement et de maintenance pour la solu-
tion MES. La figure 3.1 illustre la problématique précédemment décrite.
Driver C
C
Driver B
B
Driver A
A
Application MES
C B ADD
Figure 3.1 : Cas des technologies classiques d’acquisition des données
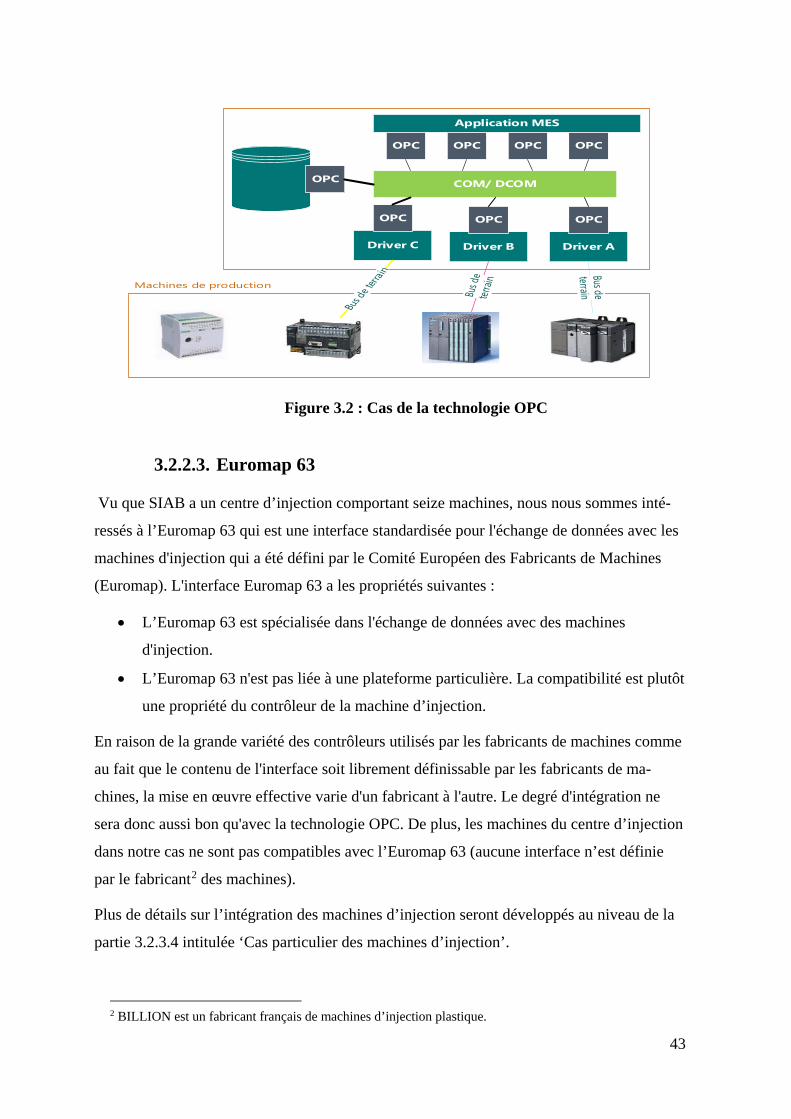
3.2.2.2. OPC
Par OPC (Ole for process control), nous spécifions une technologie d’échange des données
entre deux systèmes. C’est un protocole qui a été spécifiquement développé pour l’interfa-
çage avec les machines. De plus, il a l’avantage d’être standardisé et défini par un consor-
tium (OPC Foundation), donc non lié à un vendeur particulier de solutions. En effet, la ma-
jorité des constructeurs d’API ont fait que leurs produits soient compatibles avec l’OPC.
Il se base essentiellement sur la technologie COM/DCOM de Microsoft qui joue le rôle
d’intermédiaire entre les différents systèmes (comme décrit dans la figure 3.2).
Cette technologie est plus intéressante puisqu’elle facilite d’une part la tâche d’intégration
des machines de production et d’une autre part fait qu’on soit conforme au standard ISA-95.
L’inconvénient de l’OPC est sa dépendance envers la technologie COM/DCOM qui nous
limite aux technologies de Microsoft.
42
Driver C
OPC
Driver B Driver A
Application MES
OPC
OPC OPC OPC
OPC OPC
OPC
COM/ DCOM
Figure 3.2 : Cas de la technologie OPC
3.2.2.3. Euromap 63
Vu que SIAB a un centre d’injection comportant seize machines, nous nous sommes inté-
ressés à l’Euromap 63 qui est une interface standardisée pour l'échange de données avec les
machines d'injection qui a été défini par le Comité Européen des Fabricants de Machines
(Euromap). L'interface Euromap 63 a les propriétés suivantes :
• L’Euromap 63 est spécialisée dans l'échange de données avec des machines
d'injection.
• L’Euromap 63 n'est pas liée à une plateforme particulière. La compatibilité est plutôt
une propriété du contrôleur de la machine d’injection.
En raison de la grande variété des contrôleurs utilisés par les fabricants de machines comme
au fait que le contenu de l'interface soit librement définissable par les fabricants de ma-
chines, la mise en œuvre effective varie d'un fabricant à l'autre. Le degré d'intégration ne
sera donc aussi bon qu'avec la technologie OPC. De plus, les machines du centre d’injection
dans notre cas ne sont pas compatibles avec l’Euromap 63 (aucune interface n’est définie
par le fabricant2 des machines).
Plus de détails sur l’intégration des machines d’injection seront développés au niveau de la
partie 3.2.3.4 intitulée ‘Cas particulier des machines d’injection’.
2 BILLION est un fabricant français de machines d’injection plastique.
43
3.2.2.4. Choix final
Le but derrière le projet d’implémentation d’une solution d’acquisition des données est de
générer une base de données qui sera intégrée à la solution MES.
La technologie OPC est de loin la plus adéquate :
• Budgétairement, elle coute moins cher que si l’on utilisait les solutions propres à
chaque constructeur d’API.
• Elle facilite l’intégration des machines et réduit considérablement le temps d’implé-
mentation.
• Elle peut gérer d’important flux de données simultanément, et peut générer des
bases de données comme spécifié précédemment.
• Elle rend le projet d’intégration conforme au standard ISA-95 en déconnectant la
couche MES des niveaux 0, 1 et 2.
Donc le choix final était d’utiliser la technologie OPC pour intégrer les machines en acqué-
rant en temps réel des données de leurs API.
3.2.3. Implémentation OPC
3.2.3.1. La solution OPC choisie
Plusieurs vendeurs de solutions OPC vantent les mérites de leurs produits. Notre choix s’est
surtout basé sur les points suivant :
• La compatibilité avec les API avec lesquels nous communiquerons pour ce projet ;
• La variété des solutions compatibles qui font qu’au final, nous générerons une base
de données ;
• Le prix de la solution.
Nous avons alors choisi, après étude, la solution de ‘Kepware Technologies’ grâce surtout à
sa compatibilité avec le protocole Unitelway propre aux API de ‘Schneider Electric’ (peu
supporté) sans oublier les technologies OPC qu’il offre pour générer une base de données.
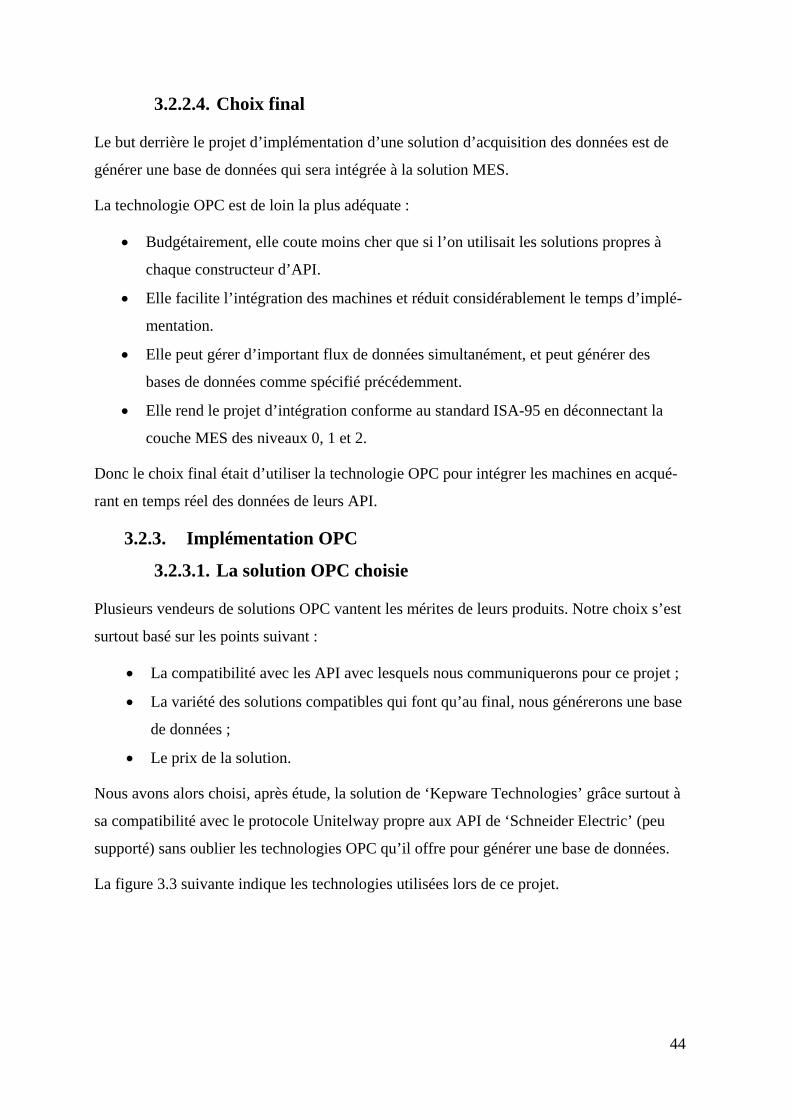
La figure 3.3 suivante indique les technologies utilisées lors de ce projet.
44
Mac
hine
s Transaction Manager
BDD
Data LoggerServeur OPC
Figure 3.3 : Architecture du système d’acquisition des données utilisé
Dans ce qui suit, la définition de chaque technologie :
• Serveur OPC : le protocole OPC définit une dualité serveur/client. Le serveur repré-
sente la première interface directement connectée aux machines. Il s’occupe de la
communication physique avec l’API, de la génération des informations voulues et
les stocke en interne. Toutes les autres technologies qui viennent après, sont des
clients qui sollicitent le serveur OPC.
• Data Logger : c’est un programme qui rassemble les données issues de la production
pour enfin les stocker sur une base de données.
• Transaction Manager : ce programme reçoit les données brutes du Data Logger, les
analyse pour enfin les envoyer vers la base de données.
• BDD : c’est la base de données comportant les différentes informations générées par
le serveur OPC. Nous avons décidé pour qu’elle soit de type SQL pour des raisons
postérieures propres à la programmation de la solution MES.
Les étapes qui suivent montrent le développement du projet de mise en place de la couche
OPC.
3.2.3.2. Création des serveurs OPC
Kepware Technologies offre une solution pour la création de serveurs OPC appelée
KEPServerEx. Un serveur peut gérer plusieurs API, donc machines, à la fois. Ceci mènera à
plus d’investissement dû principalement à l’achat de modules réseaux pour chaque API et la
mise en place de tout un réseau industriel. Nous avons alors opté pour une solution moins
couteuse qui est la communication directement avec le port de programmation de chaque
45
API. Donc pour chaque machine, un ordinateur supportant le serveur OPC. Une solution as-
sez onéreuse si ce n’est notre choix d’utiliser ces mêmes ordinateurs comme des IHM
propres à la solution MES.
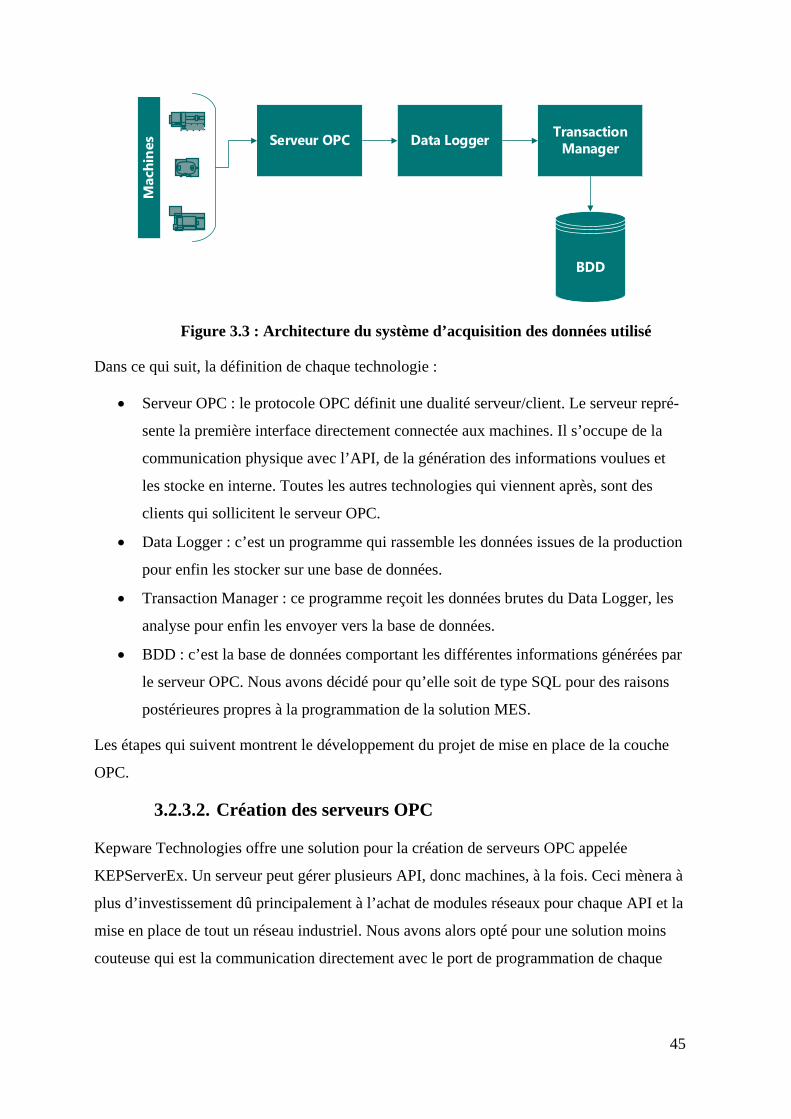
Un serveur OPC possède trois composantes comme suit :
• Chaine : elle représente un support de communication de l'ordinateur vers un ou plu-
sieurs dispositifs externes. Une chaine peut être utilisée pour représenter un port sé-
rie ou Ethernet.
• Dispositif : les dispositifs représentent les automates ou tout autre matériel avec le-
quel le serveur communique, comme par exemple une carte d’acquisition. Le pilote
de périphérique que la chaine utilise restreint la sélection du dispositif.
• Tag : représente les adresses au sein de l'API ou tout autre périphérique avec lequel
le serveur communique.
Le schéma qui suit montre l’arborescence d’un serveur OPC :
Figure 3.4 : Arborescence d’un serveur OPC
L’annexe B de ce rapport décrit le parc des machines, selon les centres, et leurs spécificités
à savoir : le type de l’API, le protocole de communication, le driver KEPServerEx utilisé et
si la tâche d’intégration est terminée ou pas. Pour ce qui suit, nous ne prendrons que le cas
de la machine 2516-R3, du centre assemblage stylos, avec un API de type Modicon
TSXPremium intégrant un CPU de type TSX PSY 2600.
L’implémentation d’un serveur OPC requiert la création de ses trois composantes. Les
étapes de création de ces dernières sont décrites dans ce qui suit.
1. Création d’une chaine :
Nous y spécifions tout d’abord le nom de la chaine avec le type du driver adéquat (Uni-tel-
way dans notre cas). Nous indiquons ensuite les paramètres de communication avec l’auto-
mate comme le port sur lequel nous sommes connectés ou encore sa parité. Enfin, nous
avons indiqué que la nouvelle valeur d’un tag écrase l’ancienne. La figure 3.5 indique les
étapes réalisées.
46
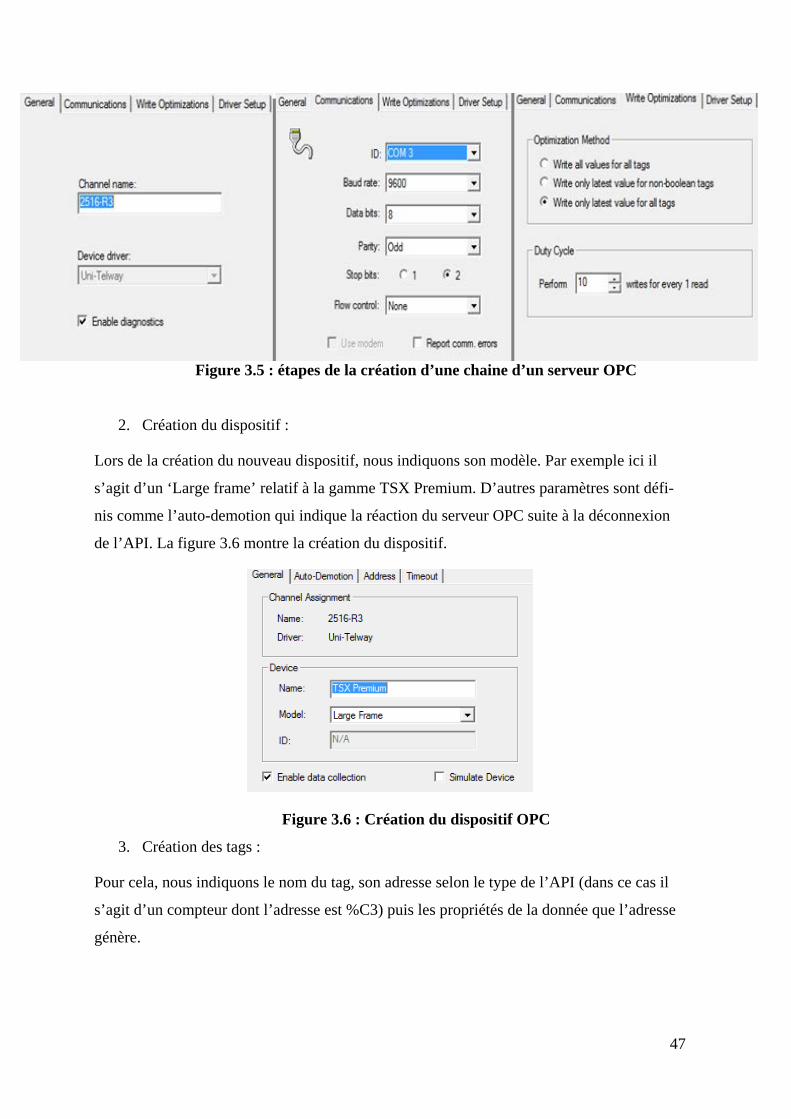
Figure 3.5 : étapes de la création d’une chaine d’un serveur OPC
2. Création du dispositif :
Lors de la création du nouveau dispositif, nous indiquons son modèle. Par exemple ici il
s’agit d’un ‘Large frame’ relatif à la gamme TSX Premium. D’autres paramètres sont défi-
nis comme l’auto-demotion qui indique la réaction du serveur OPC suite à la déconnexion
de l’API. La figure 3.6 montre la création du dispositif.
Figure 3.6 : Création du dispositif OPC
3. Création des tags :
Pour cela, nous indiquons le nom du tag, son adresse selon le type de l’API (dans ce cas il
s’agit d’un compteur dont l’adresse est %C3) puis les propriétés de la donnée que l’adresse
génère.
47
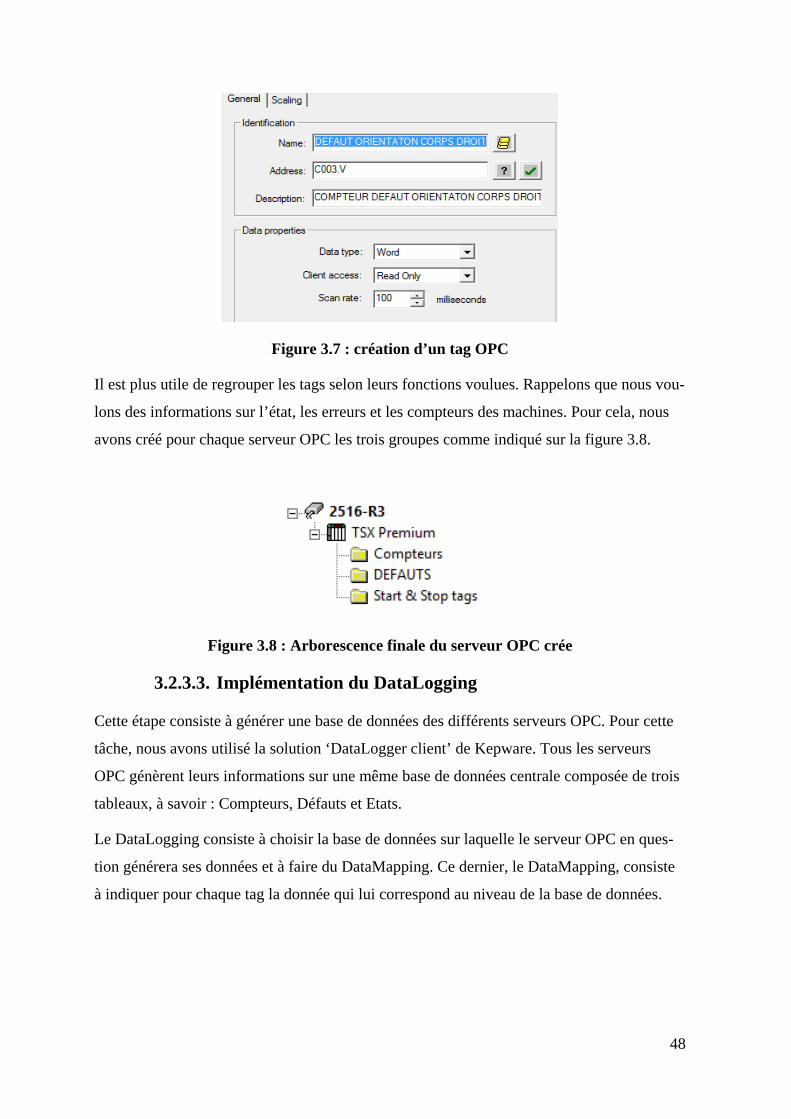
Figure 3.7 : création d’un tag OPC
Il est plus utile de regrouper les tags selon leurs fonctions voulues. Rappelons que nous vou-
lons des informations sur l’état, les erreurs et les compteurs des machines. Pour cela, nous
avons créé pour chaque serveur OPC les trois groupes comme indiqué sur la figure 3.8.
Figure 3.8 : Arborescence finale du serveur OPC crée
3.2.3.3. Implémentation du DataLogging
Cette étape consiste à générer une base de données des différents serveurs OPC. Pour cette
tâche, nous avons utilisé la solution ‘DataLogger client’ de Kepware. Tous les serveurs
OPC génèrent leurs informations sur une même base de données centrale composée de trois
tableaux, à savoir : Compteurs, Défauts et Etats.
Le DataLogging consiste à choisir la base de données sur laquelle le serveur OPC en ques-
tion générera ses données et à faire du DataMapping. Ce dernier, le DataMapping, consiste
à indiquer pour chaque tag la donnée qui lui correspond au niveau de la base de données.
48
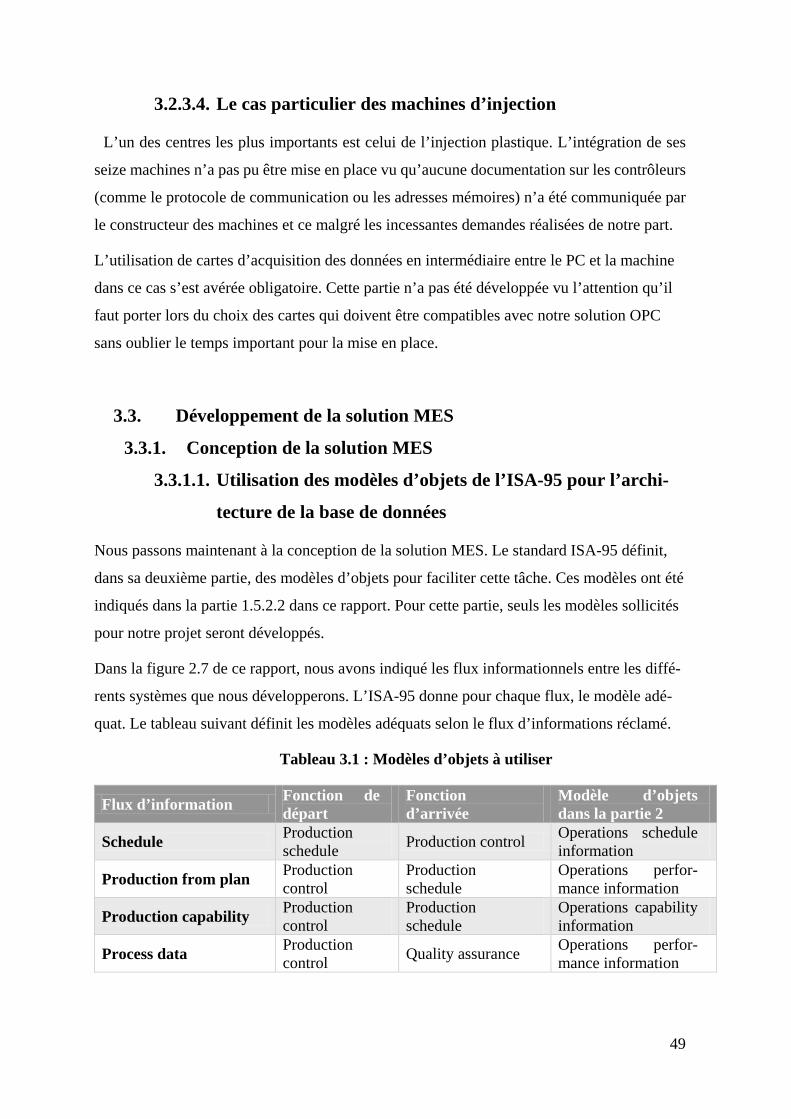
3.2.3.4. Le cas particulier des machines d’injection
L’un des centres les plus importants est celui de l’injection plastique. L’intégration de ses
seize machines n’a pas pu être mise en place vu qu’aucune documentation sur les contrôleurs
(comme le protocole de communication ou les adresses mémoires) n’a été communiquée par
le constructeur des machines et ce malgré les incessantes demandes réalisées de notre part.
L’utilisation de cartes d’acquisition des données en intermédiaire entre le PC et la machine
dans ce cas s’est avérée obligatoire. Cette partie n’a pas été développée vu l’attention qu’il
faut porter lors du choix des cartes qui doivent être compatibles avec notre solution OPC
sans oublier le temps important pour la mise en place.
3.3. Développement de la solution MES
3.3.1. Conception de la solution MES
3.3.1.1. Utilisation des modèles d’objets de l’ISA-95 pour l’archi-
tecture de la base de données
Nous passons maintenant à la conception de la solution MES. Le standard ISA-95 définit,
dans sa deuxième partie, des modèles d’objets pour faciliter cette tâche. Ces modèles ont été
indiqués dans la partie 1.5.2.2 dans ce rapport. Pour cette partie, seuls les modèles sollicités
pour notre projet seront développés.
Dans la figure 2.7 de ce rapport, nous avons indiqué les flux informationnels entre les diffé-
rents systèmes que nous développerons. L’ISA-95 donne pour chaque flux, le modèle adé-
quat. Le tableau suivant définit les modèles adéquats selon le flux d’informations réclamé.
Tableau 3.1 : Modèles d’objets à utiliser
Flux d’information Fonction de départ
Fonction d’arrivée
Modèle d’objets dans la partie 2
Schedule Production schedule Production control Operations schedule
information
Production from plan Production control
Production schedule
Operations perfor-mance information
Production capability Production control
Production schedule
Operations capability information
Process data Production control Quality assurance Operations perfor-
mance information
49
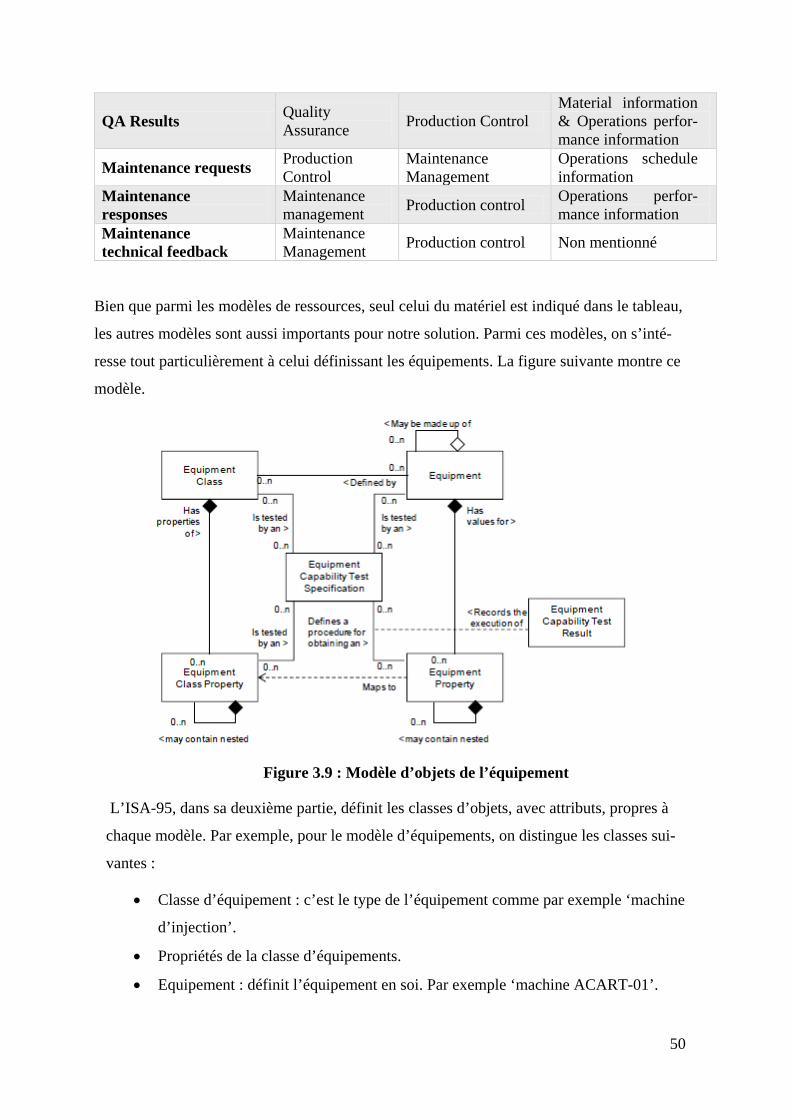
QA Results Quality Assurance Production Control
Material information & Operations perfor-mance information
Maintenance requests Production Control
Maintenance Management
Operations schedule information
Maintenance responses
Maintenance management Production control Operations perfor-
mance information Maintenance technical feedback
Maintenance Management Production control Non mentionné
Bien que parmi les modèles de ressources, seul celui du matériel est indiqué dans le tableau,
les autres modèles sont aussi importants pour notre solution. Parmi ces modèles, on s’inté-
resse tout particulièrement à celui définissant les équipements. La figure suivante montre ce
modèle.
Figure 3.9 : Modèle d’objets de l’équipement
L’ISA-95, dans sa deuxième partie, définit les classes d’objets, avec attributs, propres à
chaque modèle. Par exemple, pour le modèle d’équipements, on distingue les classes sui-
vantes :
• Classe d’équipement : c’est le type de l’équipement comme par exemple ‘machine
d’injection’.
• Propriétés de la classe d’équipements.
• Equipement : définit l’équipement en soi. Par exemple ‘machine ACART-01’.
50
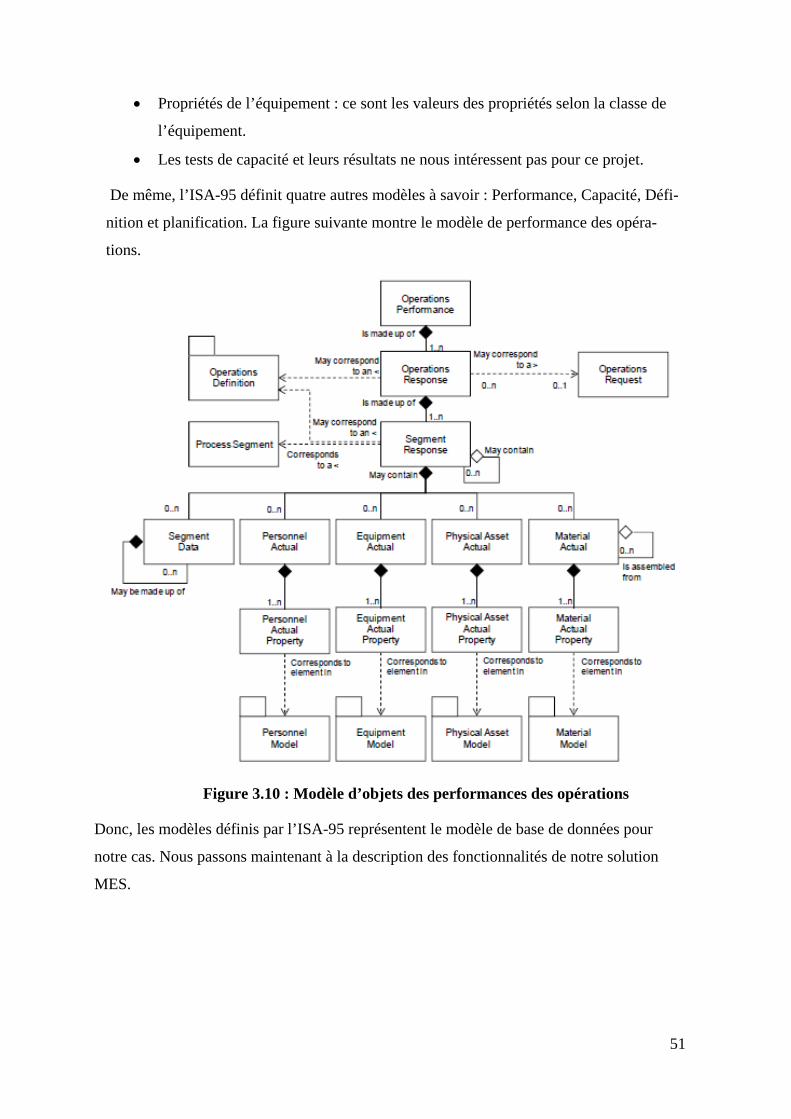
• Propriétés de l’équipement : ce sont les valeurs des propriétés selon la classe de
l’équipement.
• Les tests de capacité et leurs résultats ne nous intéressent pas pour ce projet.
De même, l’ISA-95 définit quatre autres modèles à savoir : Performance, Capacité, Défi-
nition et planification. La figure suivante montre le modèle de performance des opéra-
tions.
Figure 3.10 : Modèle d’objets des performances des opérations
Donc, les modèles définis par l’ISA-95 représentent le modèle de base de données pour
notre cas. Nous passons maintenant à la description des fonctionnalités de notre solution
MES.
51
3.3.1.2. La fonctionnalité de la solution MES
Pour déduire la fonctionnalité de la solution MES souhaitée, nous avons développé les
points suivant :
• Définir le périmètre de la solution. C’est-à-dire, identifier ce qui appartient ou pas au
système.
• Identifier ceux qui seront ciblés par la solution.
• Découvrir quelles activités seront développées.
• Identifier les contraintes du système.
Le développement de ces points nous mène à concevoir un modèle statique qui est le dia-
gramme de cas d’utilisation qui fait partie des modèles statiques de la conception UML3. Ce
diagramme démontre les acteurs ciblés par la solution et les fonctionnalités qu’ils utilisent.
La figure suivante représente le diagramme conçu.
3 Unified Modeling Language (UML) est un langage de modélisation des applications. Il utilise des descrip-tions visuelles pour la conception de ses types de diagrammes.
52
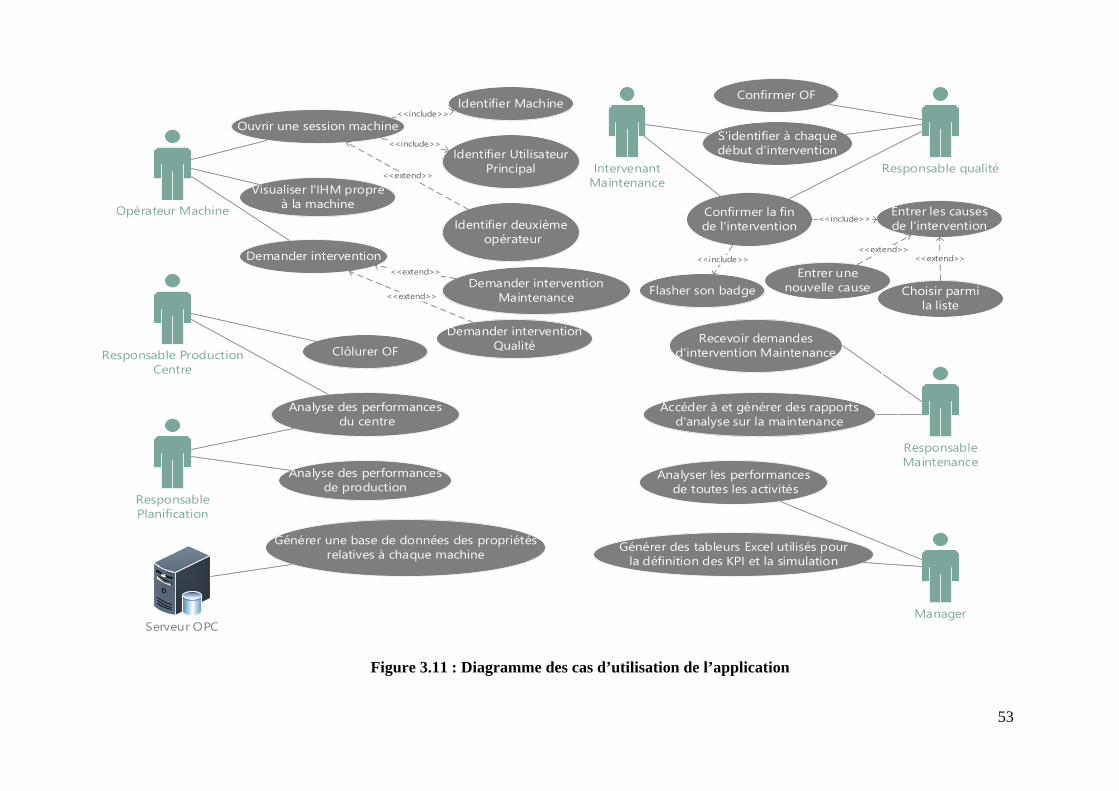
Opérateur Machine
Ouvrir une session machine
Identifier Machine
Identifier Utilisateur Principal
Identifier deuxième opérateur
<<include>>
<<include>>
<<extend>>
Visualiser l'IHM propreà la machine
Demander intervention
Demander intervention Maintenance
Demander intervention Qualité
<<extend>>
<<extend>>
Responsable qualité
Confirmer OF
Responsable Maintenance
Recevoir demandesd'intervention Maintenance
Accéder à et générer des rapports d'analyse sur la maintenance
Intervenant Maintenance
Confirmer la fin de l'intervention
Entrer les causes de l'intervention
Entrer une nouvelle cause Choisir parmi
la liste
<<include>>
<<extend>><<extend>>
S'identifier à chaque début d'intervention
Serveur OPC
Flasher son badge
<<include>>
Responsable ProductionCentre
Manager
Responsable Planification
Clôlurer OF
Analyse des performances du centre
Analyse des performancesde production
Analyser les performances de toutes les activités
Générer des tableurs Excel utilisés pour la définition des KPI et la simulation
Générer une base de données des propriétés relatives à chaque machine
Figure 3.11 : Diagramme des cas d’utilisation de l’application
53
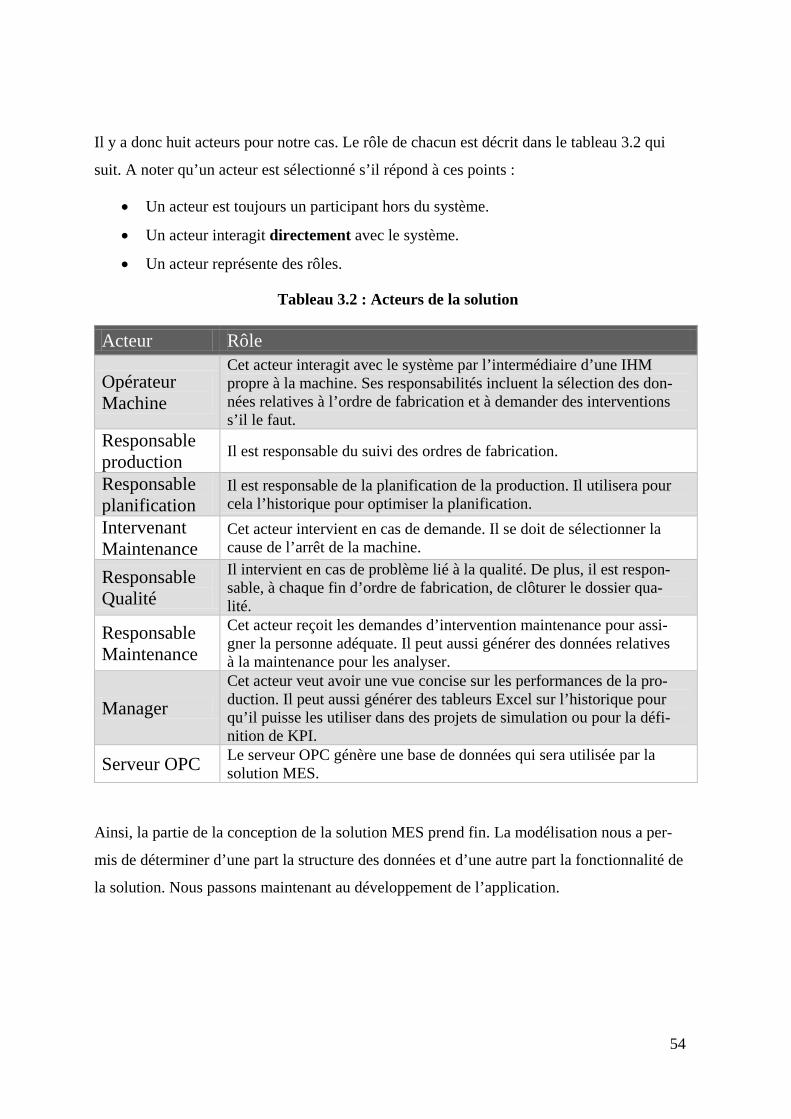
Il y a donc huit acteurs pour notre cas. Le rôle de chacun est décrit dans le tableau 3.2 qui
suit. A noter qu’un acteur est sélectionné s’il répond à ces points :
• Un acteur est toujours un participant hors du système.
• Un acteur interagit directement avec le système.
• Un acteur représente des rôles.
Tableau 3.2 : Acteurs de la solution
Acteur Rôle
Opérateur Machine
Cet acteur interagit avec le système par l’intermédiaire d’une IHM propre à la machine. Ses responsabilités incluent la sélection des don-nées relatives à l’ordre de fabrication et à demander des interventions s’il le faut.
Responsable production Il est responsable du suivi des ordres de fabrication.
Responsable planification
Il est responsable de la planification de la production. Il utilisera pour cela l’historique pour optimiser la planification.
Intervenant Maintenance
Cet acteur intervient en cas de demande. Il se doit de sélectionner la cause de l’arrêt de la machine.
Responsable Qualité
Il intervient en cas de problème lié à la qualité. De plus, il est respon-sable, à chaque fin d’ordre de fabrication, de clôturer le dossier qua-lité.
Responsable Maintenance
Cet acteur reçoit les demandes d’intervention maintenance pour assi-gner la personne adéquate. Il peut aussi générer des données relatives à la maintenance pour les analyser.
Manager Cet acteur veut avoir une vue concise sur les performances de la pro-duction. Il peut aussi générer des tableurs Excel sur l’historique pour qu’il puisse les utiliser dans des projets de simulation ou pour la défi-nition de KPI.
Serveur OPC Le serveur OPC génère une base de données qui sera utilisée par la solution MES.
Ainsi, la partie de la conception de la solution MES prend fin. La modélisation nous a per-
mis de déterminer d’une part la structure des données et d’une autre part la fonctionnalité de
la solution. Nous passons maintenant au développement de l’application.
54
3.3.2. Développement de la solution MES
Au début du projet de développement de la solution MES, nous nous sommes intéressés à la
création d’une identité visuelle pour cette dernière. En effet, nous avons observé que la plu-
part du personnel désignait les systèmes par leurs identités et non par leurs dénominations
techniques. A titre d’exemple, ils utilisent plutôt le mot ‘Adonix’ pour désigner l’ERP ou
encore ‘Optimaint’ pour désigner la solution GMAO. Donc, créer une identité pour notre
solution fera en sorte que le projet soit mieux apprécié et vite adopté par le personnel.
Nous avons choisi pour nom de la solution le mot ‘RABET’ qui vient du mot arabe "رابط"
dont la traduction en français est ‘lien’. En effet, par ‘RABET’, nous désignons le lien fait
grâce à notre solution entre la production et le système ERP.
La réalisation d’une identité visuelle inclut nécessairement la création d’un logo. Ce dernier
est présenté dans la figure suivante.
Figure 3.12 : Logo de la solution MES
L’identité visuelle réalisée, nous passons maintenant au choix des caractéristiques de la so-
lution MES à développer. La première caractéristique est le type du client, à savoir qu’il en
existe deux :
• Client lourd : l’application client doit être installée sur le terminal de l’utilisateur.
Seule la base de données est centralisée dans un serveur unique. Nous aurons besoin
de ce type d’application car seuls des clients de ce type peuvent générer des tableurs
Excel qui seront utilisés dans les projets de définition des KPI ou encore des projets
de simulation.
• Client léger : l’utilisateur n’a pas besoin d’installer l’application sur le terminal qu’il
utilise. Il a accès à l’application par l’intermédiaire d’un navigateur Web. L’applica-
tion avec la base de données est implémentée sur un serveur. Ce type de client aussi
55
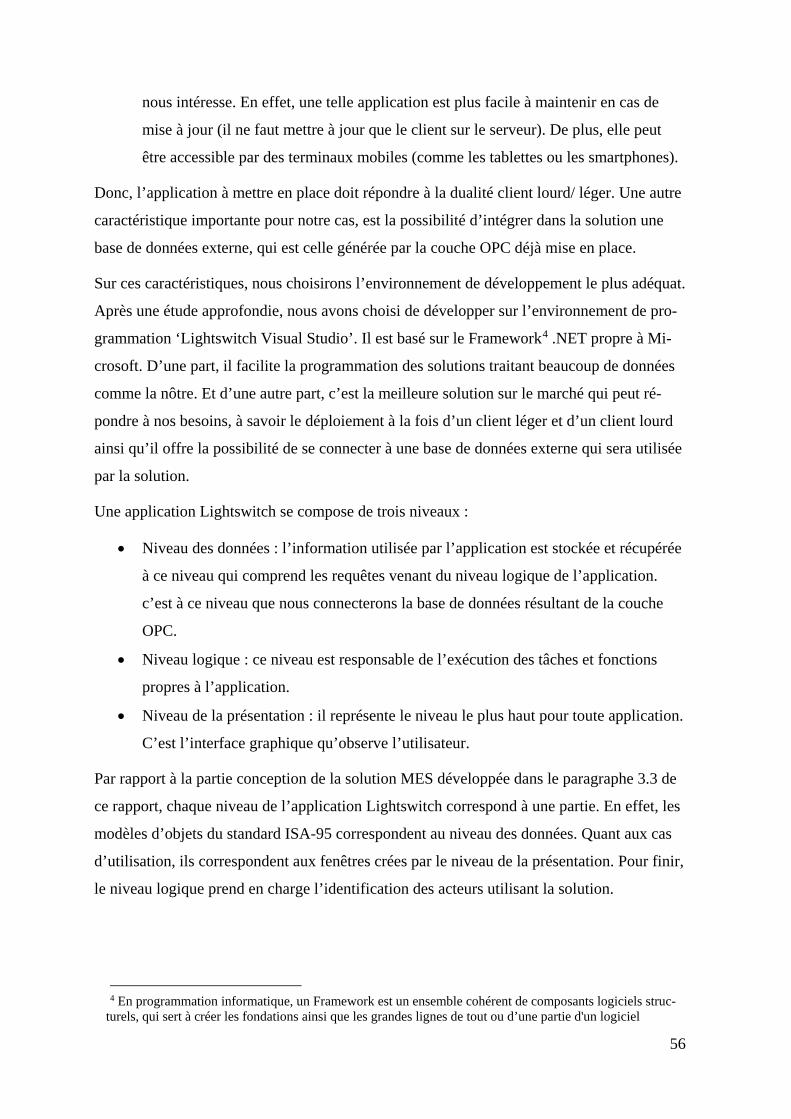
nous intéresse. En effet, une telle application est plus facile à maintenir en cas de
mise à jour (il ne faut mettre à jour que le client sur le serveur). De plus, elle peut
être accessible par des terminaux mobiles (comme les tablettes ou les smartphones).
Donc, l’application à mettre en place doit répondre à la dualité client lourd/ léger. Une autre
caractéristique importante pour notre cas, est la possibilité d’intégrer dans la solution une
base de données externe, qui est celle générée par la couche OPC déjà mise en place.
Sur ces caractéristiques, nous choisirons l’environnement de développement le plus adéquat.
Après une étude approfondie, nous avons choisi de développer sur l’environnement de pro-
grammation ‘Lightswitch Visual Studio’. Il est basé sur le Framework4 .NET propre à Mi-
crosoft. D’une part, il facilite la programmation des solutions traitant beaucoup de données
comme la nôtre. Et d’une autre part, c’est la meilleure solution sur le marché qui peut ré-
pondre à nos besoins, à savoir le déploiement à la fois d’un client léger et d’un client lourd
ainsi qu’il offre la possibilité de se connecter à une base de données externe qui sera utilisée
par la solution.
Une application Lightswitch se compose de trois niveaux :
• Niveau des données : l’information utilisée par l’application est stockée et récupérée
à ce niveau qui comprend les requêtes venant du niveau logique de l’application.
c’est à ce niveau que nous connecterons la base de données résultant de la couche
OPC.
• Niveau logique : ce niveau est responsable de l’exécution des tâches et fonctions
propres à l’application.
• Niveau de la présentation : il représente le niveau le plus haut pour toute application.
C’est l’interface graphique qu’observe l’utilisateur.
Par rapport à la partie conception de la solution MES développée dans le paragraphe 3.3 de
ce rapport, chaque niveau de l’application Lightswitch correspond à une partie. En effet, les
modèles d’objets du standard ISA-95 correspondent au niveau des données. Quant aux cas
d’utilisation, ils correspondent aux fenêtres crées par le niveau de la présentation. Pour finir,
le niveau logique prend en charge l’identification des acteurs utilisant la solution.
4 En programmation informatique, un Framework est un ensemble cohérent de composants logiciels struc-turels, qui sert à créer les fondations ainsi que les grandes lignes de tout ou d’une partie d'un logiciel
56
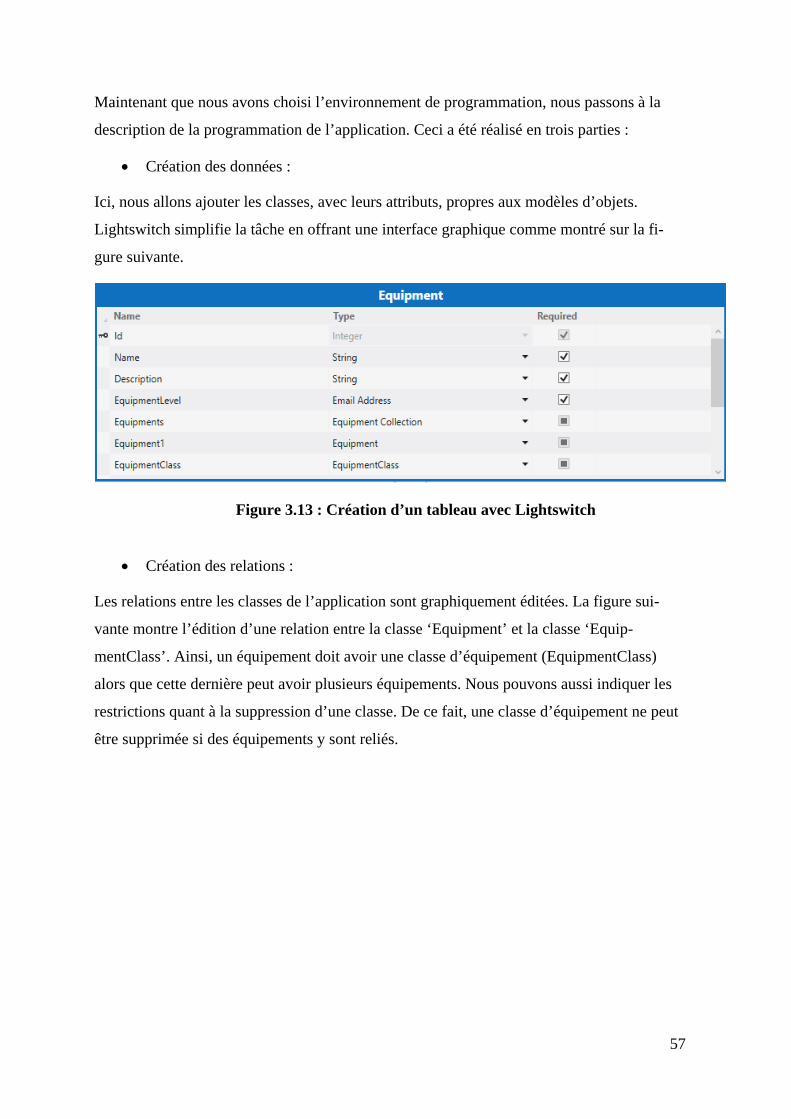
Maintenant que nous avons choisi l’environnement de programmation, nous passons à la
description de la programmation de l’application. Ceci a été réalisé en trois parties :
• Création des données :
Ici, nous allons ajouter les classes, avec leurs attributs, propres aux modèles d’objets.
Lightswitch simplifie la tâche en offrant une interface graphique comme montré sur la fi-
gure suivante.
Figure 3.13 : Création d’un tableau avec Lightswitch
• Création des relations :
Les relations entre les classes de l’application sont graphiquement éditées. La figure sui-
vante montre l’édition d’une relation entre la classe ‘Equipment’ et la classe ‘Equip-
mentClass’. Ainsi, un équipement doit avoir une classe d’équipement (EquipmentClass)
alors que cette dernière peut avoir plusieurs équipements. Nous pouvons aussi indiquer les
restrictions quant à la suppression d’une classe. De ce fait, une classe d’équipement ne peut
être supprimée si des équipements y sont reliés.
57
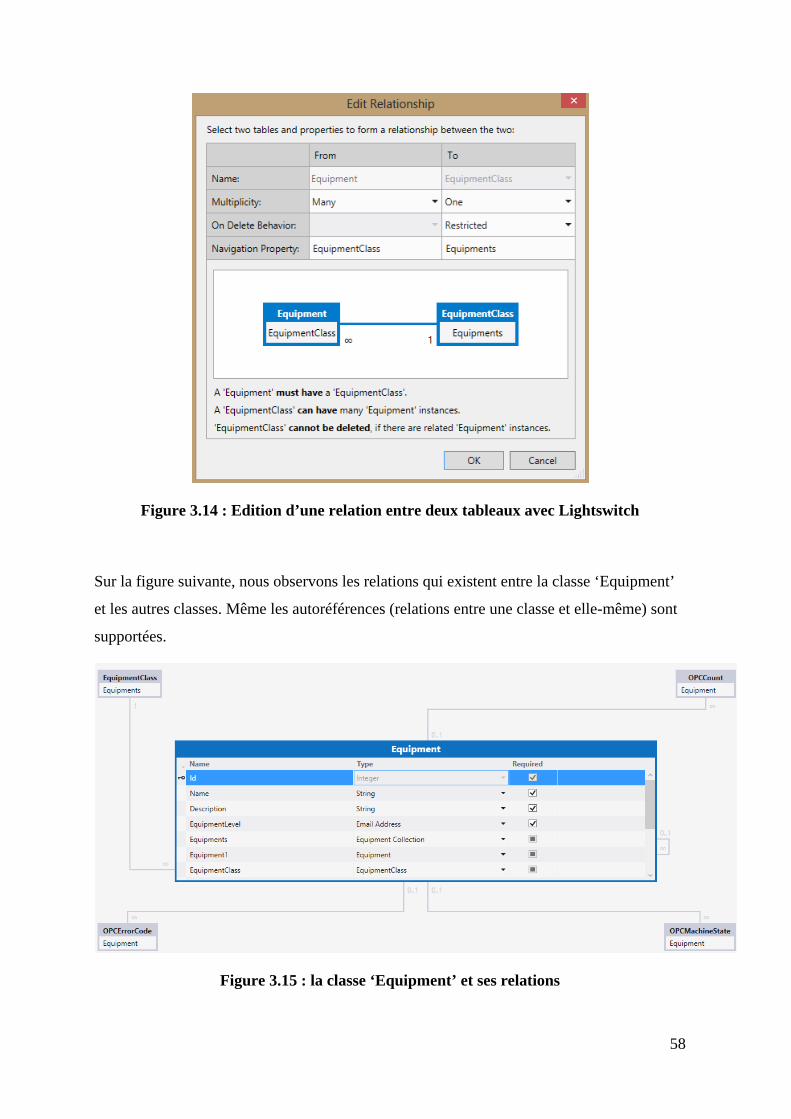
Figure 3.14 : Edition d’une relation entre deux tableaux avec Lightswitch
Sur la figure suivante, nous observons les relations qui existent entre la classe ‘Equipment’
et les autres classes. Même les autoréférences (relations entre une classe et elle-même) sont
supportées.
Figure 3.15 : la classe ‘Equipment’ et ses relations
58
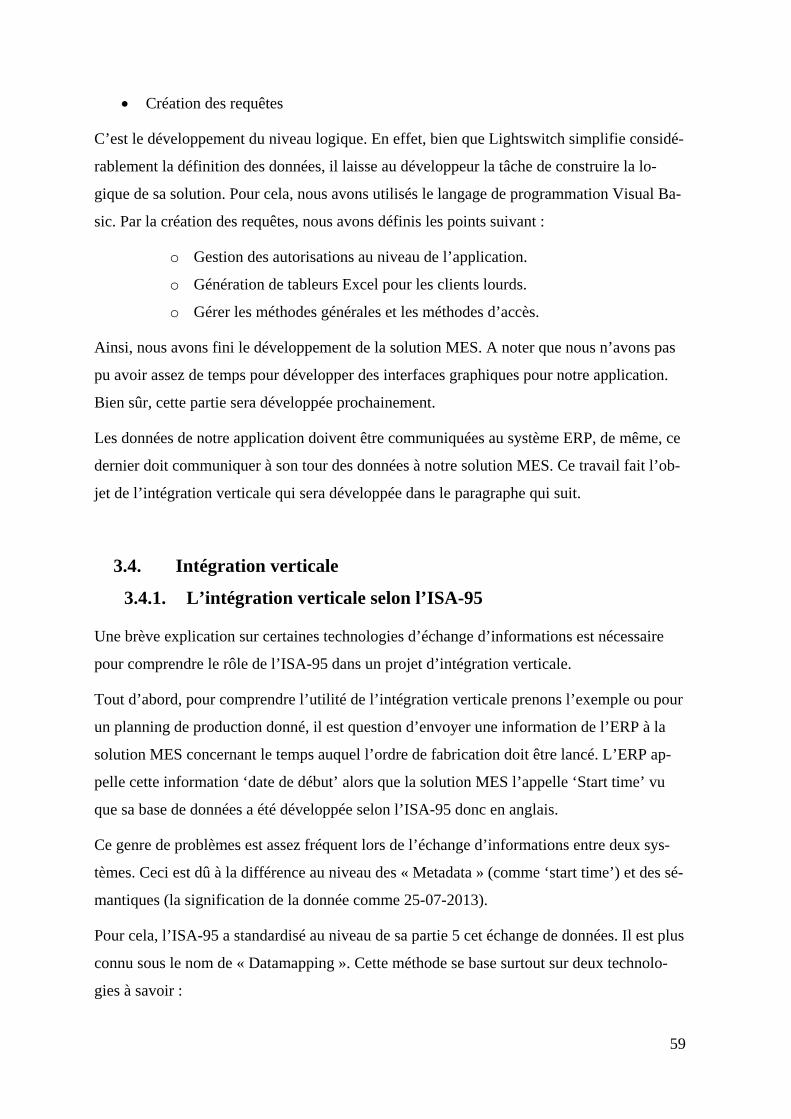
• Création des requêtes
C’est le développement du niveau logique. En effet, bien que Lightswitch simplifie considé-
rablement la définition des données, il laisse au développeur la tâche de construire la lo-
gique de sa solution. Pour cela, nous avons utilisés le langage de programmation Visual Ba-
sic. Par la création des requêtes, nous avons définis les points suivant :
o Gestion des autorisations au niveau de l’application.
o Génération de tableurs Excel pour les clients lourds.
o Gérer les méthodes générales et les méthodes d’accès.
Ainsi, nous avons fini le développement de la solution MES. A noter que nous n’avons pas
pu avoir assez de temps pour développer des interfaces graphiques pour notre application.
Bien sûr, cette partie sera développée prochainement.
Les données de notre application doivent être communiquées au système ERP, de même, ce
dernier doit communiquer à son tour des données à notre solution MES. Ce travail fait l’ob-
jet de l’intégration verticale qui sera développée dans le paragraphe qui suit.
3.4. Intégration verticale
3.4.1. L’intégration verticale selon l’ISA-95
Une brève explication sur certaines technologies d’échange d’informations est nécessaire
pour comprendre le rôle de l’ISA-95 dans un projet d’intégration verticale.
Tout d’abord, pour comprendre l’utilité de l’intégration verticale prenons l’exemple ou pour
un planning de production donné, il est question d’envoyer une information de l’ERP à la
solution MES concernant le temps auquel l’ordre de fabrication doit être lancé. L’ERP ap-
pelle cette information ‘date de début’ alors que la solution MES l’appelle ‘Start time’ vu
que sa base de données a été développée selon l’ISA-95 donc en anglais.
Ce genre de problèmes est assez fréquent lors de l’échange d’informations entre deux sys-
tèmes. Ceci est dû à la différence au niveau des « Metadata » (comme ‘start time’) et des sé-
mantiques (la signification de la donnée comme 25-07-2013).
Pour cela, l’ISA-95 a standardisé au niveau de sa partie 5 cet échange de données. Il est plus
connu sous le nom de « Datamapping ». Cette méthode se base surtout sur deux technolo-
gies à savoir :
59
• XML : (eXtensible Markup Language) les documents de ce type contiennent à la
fois les metadata et leurs données. Le format XML est le plus utilisé pour l’échange
des données.
• B2MML (Business to Manufacturing Markup Language) : il se base sur XML mais
est spécialement dédié au standard ISA-95. Pour faire simple, c’est la traduction des
modèles d’objets développés par l’ISA-95 en des schémas XML en prenant en
compte les verbes de publication de la partie 5 du standard ISA-95 (revoir la partie
1.5.2.3 de ce rapport).
3.4.2. Travail réalisé
Le « datamapping » entre une solution MES et un ERP se fait par l’intermédiaire d’un
« Middleware » qui joue le rôle de traducteur pour l’échange de données. Le schéma suivant
montre l’importance d’un tel dispositif dans le projet d’intégration verticale.
Figure 3.16 : le rôle d’un Middleware [10]
Ainsi, un middleware (rectangles en jaune) reçoit par exemple un message de la solution
MES, le traduit en un message B2MML puis le transforme en un langage compréhensible
par l’ERP.
60
Plusieurs Middleware propriétaires existent sur le marché, mais le cout d’acquisition de ces
derniers est parfois même exorbitant. Nous avons alors opté pour une solution Open source
appelée « Nhibernate » (voir figure suivante) qui est spécialement dédiée à la technologie
.NET (le Framework utilisé par l’environnement de développement Lightswitch).
Figure 3.17 : Logo de NHIBENATE
Le projet d’intégration nous a menés à la réalisation des étapes suivantes :
• Déterminer les flux informationnels (il nous a suffi de revenir à la figure 2.7 de ce
rapport).
• Déterminer les modèles d’objets (étape réalisée au niveau du paragraphe 3.3.1.1 lors
de la conception de la base de données de notre application).
• Sélectionner les schémas B2MML relatifs selon le modèle d’objets et le verbe adé-
quat pour l’échange. Ainsi, nous créons la connexion entre la donnée au niveau de la
solution MES et son équivalent en message B2MML.
Notons que seule la partie MES à B2MML a été mise en place vu que seulement en cas d’im-
plémentation de la solution MES sur un serveur qu’on pourrait terminer la partie ERP->
B2MML.
Ainsi, la description des tâches réalisées au cours de ce projet prend fin. Il est clair que le
projet n’est pas arrivé à sa fin et que certaines étapes restent à faire. Le paragraphe suivant
décrira ceci.
3.5. Les étapes restantes
Les étapes restantes pour que le projet d’intégration prenne fin sont les suivantes :
• Implémentation de la couche OPC pour les machines d’injection qui nécessitent
l’utilisation de cartes d’acquisition des données comme intermédiaire entre la ma-
chine et le PC.
• Génération d’interfaces utilisateurs pour l’application MES réalisée.
61
• Implémenter la solution MES sur un serveur d’une part pour le déploiement d’un
client léger et d’une autre part pour que la génération d’une base de données utilisée
aussi par les clients lourds.
• Terminer le projet d’intégration verticale en traçant le lien entre les données au ni-
veau de l’ERP et de la solution GMAO avec les schémas B2MML adéquats.
• Formation du personnel sur la nouvelle solution pour qu’elle soit le mieux utilisée.
• Optimiser la solution selon les retours des utilisateurs.
3.6. Conclusion
Au cours de ce chapitre, nous avons pu décrire les différentes phases de développement du
projet d’intégration commençant par l’acquisition des données des machines en passant par
le développement de la solution MES pour finir par l’intégration verticale.
62
Conclusion générale
Dans le cadre de ce projet de fin d’études, nous avons développé une solution MES inté-
grant les ateliers de production aux autres systèmes informatiques existant.
Nous avons commencé notre travail par une recherche approfondie sur les technologies et
les standards relatifs au domaine de l’intégration. Nous avons ainsi pu déterminer les plus
adéquats. A la fin de cette étape nous avons abouti à valider le projet et à mettre en place un
plan d’actions selon les directives du standard ISA-95.
Dans une seconde étape, nous nous sommes intéressés à analyser le besoin de l’industriel
pour déduire les manquements et proposer les solutions les mieux adaptées. Ceci est fait
tout en suivant le standard ISA-95. A la fin de cette étape, des orientations pour notre projet
ainsi qu’une architecture potentielle du futur système à implémenter ont été définies.
L’étape suivante du projet était la réalisation de la solution MES. Pour cela, nous sommes
passés par trois étapes. La première concerne l’acquisition automatique des données des ma-
chines, pour cela, nous avons utilisé la technologie OPC. Après, nous sommes passés à
l’étape de développement de la solution MES en utilisant les modèles d’objets offerts par
l’ISA-95. La troisième et dernière étape était l’intégration verticale de la solution MES aux
autres solutions utilisées au sein de SIAB. Nous avons utilisé pour cela les schémas
B2MML et un middleware appelé ‘Nhibernate’.
En perspectives, nous comptons terminer le développement des interfaces graphiques de la
solution MES, à finir le projet de l’intégration verticale ainsi qu’à acquérir les données des
machines d’injection, incompatibles avec la technologie OPC. Aussi, nous projetons une
implémentation complète et fonctionnelle à la fin du mois d’Octobre.
63
Bibliographie
[1] ISA, ANSI/ISA-95.00.01-2010, May 2010
[2] Bianca S., The road to integration, 2007
[3], [6], [7], [8], [9] ISA, ANSI/ISA-95.00.03-2005, Juin 2005
[5] ISA, ANSI/ISA—95.00.05-2007, Janvier 2007
[4], [10] Jean V., ISA-95/B2MML Tutorial : Integration practice from use cases to xml
messages, Décembre 2012
64
Glossaire
API Automate Programmable Industriel
B2MML Business to Manufacturing Markup Language
BDD Base de données
ERP Enterprise Ressource Planning
ISA International Society of Automation
KPI Key Performance Indicator
MES Manufacturing Execution System
OF Ordre de fabrication
OLE Object Linking and Embedding
OPC Ole for Process Control
SQL Structured Query Language
UML Unified Modeling Language
XML eXtensible Markup Language
65

Annexes Annexe A : Modèle Hiérarchique des Equipements
Annexe B : Parc des machines
66
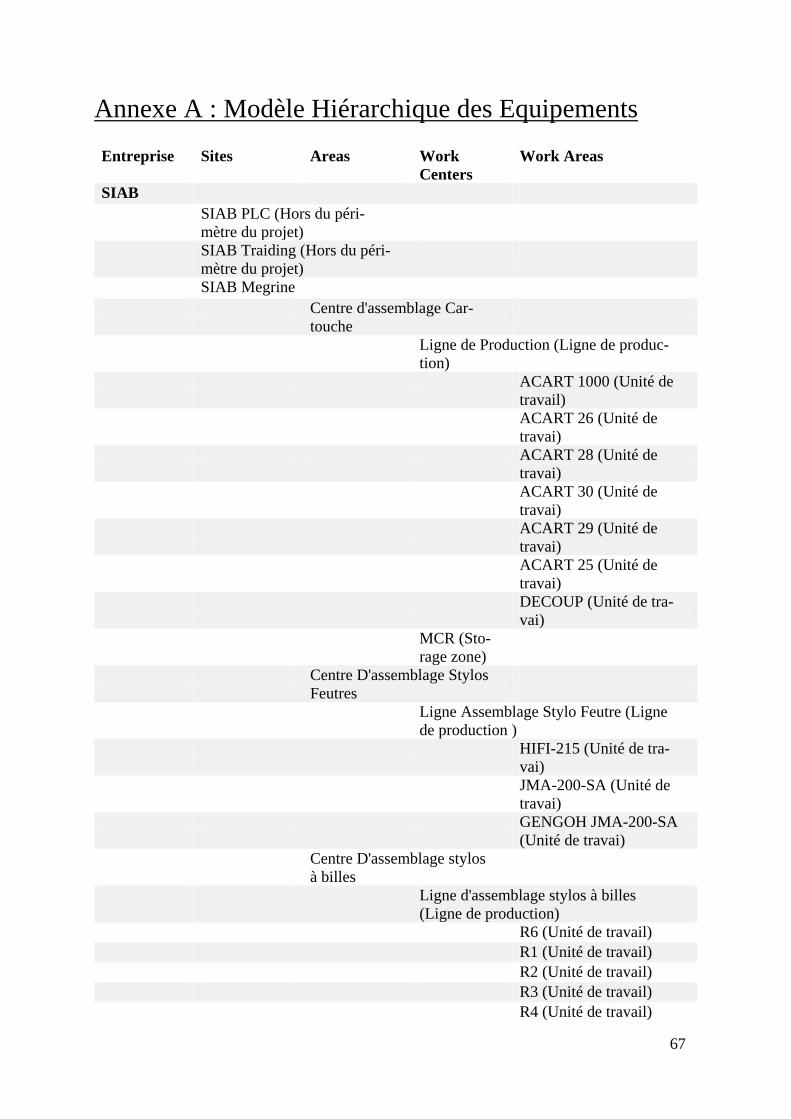
Annexe A : Modèle Hiérarchique des Equipements Entreprise Sites Areas Work
Centers Work Areas
SIAB SIAB PLC (Hors du péri-
mètre du projet)
SIAB Traiding (Hors du péri-mètre du projet)
SIAB Megrine Centre d'assemblage Car-
touche
Ligne de Production (Ligne de produc-tion)
ACART 1000 (Unité de travail)
ACART 26 (Unité de travai)
ACART 28 (Unité de travai)
ACART 30 (Unité de travai)
ACART 29 (Unité de travai)
ACART 25 (Unité de travai)
DECOUP (Unité de tra-vai)
MCR (Sto-rage zone)
Centre D'assemblage Stylos Feutres
Ligne Assemblage Stylo Feutre (Ligne de production )
HIFI-215 (Unité de tra-vai)
JMA-200-SA (Unité de travai)
GENGOH JMA-200-SA (Unité de travai)
Centre D'assemblage stylos à billes
Ligne d'assemblage stylos à billes (Ligne de production)
R6 (Unité de travail) R1 (Unité de travail) R2 (Unité de travail) R3 (Unité de travail) R4 (Unité de travail)
67
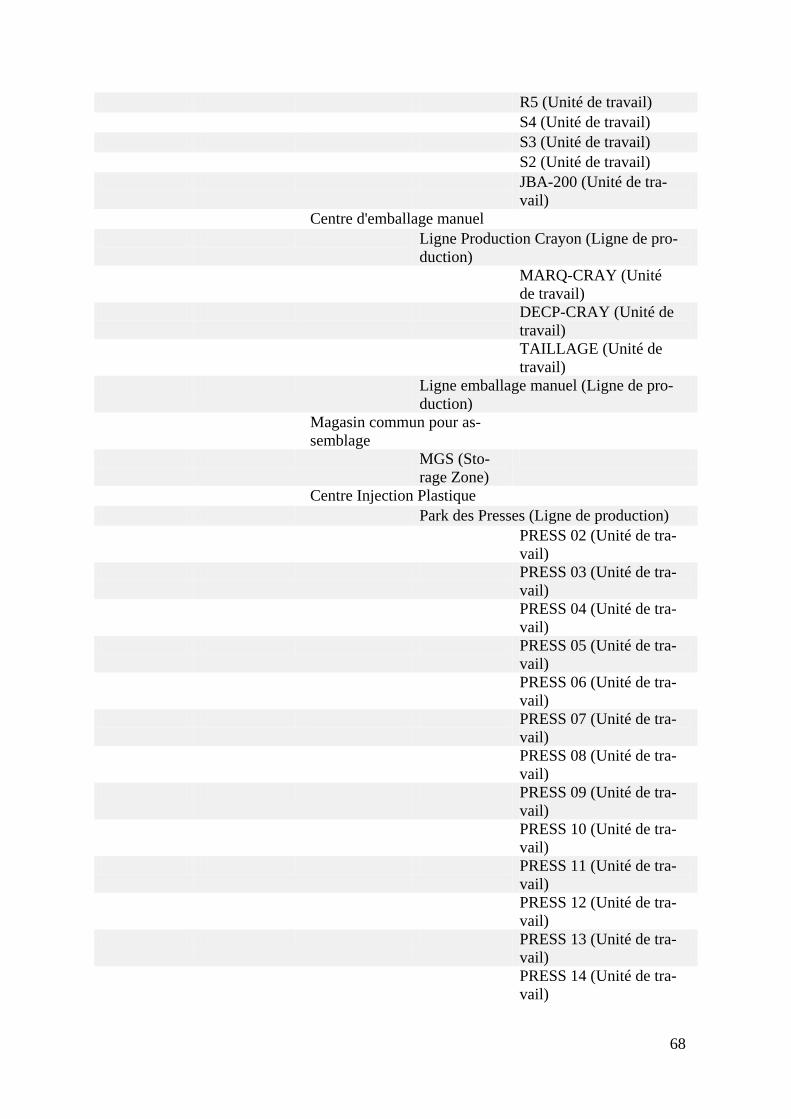
R5 (Unité de travail) S4 (Unité de travail) S3 (Unité de travail) S2 (Unité de travail) JBA-200 (Unité de tra-
vail) Centre d'emballage manuel Ligne Production Crayon (Ligne de pro-
duction) MARQ-CRAY (Unité
de travail) DECP-CRAY (Unité de
travail) TAILLAGE (Unité de
travail) Ligne emballage manuel (Ligne de pro-
duction) Magasin commun pour as-
semblage
MGS (Sto-rage Zone)
Centre Injection Plastique Park des Presses (Ligne de production) PRESS 02 (Unité de tra-
vail) PRESS 03 (Unité de tra-
vail) PRESS 04 (Unité de tra-
vail) PRESS 05 (Unité de tra-
vail) PRESS 06 (Unité de tra-
vail) PRESS 07 (Unité de tra-
vail) PRESS 08 (Unité de tra-
vail) PRESS 09 (Unité de tra-
vail) PRESS 10 (Unité de tra-
vail) PRESS 11 (Unité de tra-
vail) PRESS 12 (Unité de tra-
vail) PRESS 13 (Unité de tra-
vail) PRESS 14 (Unité de tra-
vail)
68
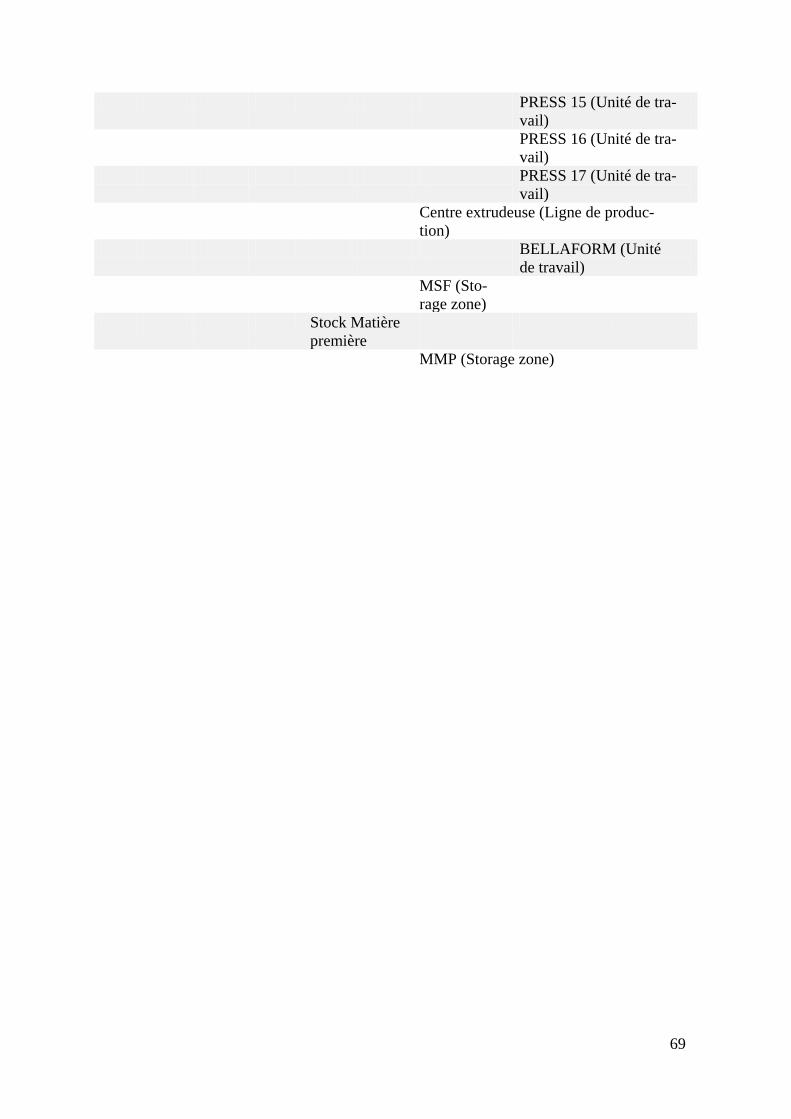
PRESS 15 (Unité de tra-vail)
PRESS 16 (Unité de tra-vail)
PRESS 17 (Unité de tra-vail)
Centre extrudeuse (Ligne de produc-tion)
BELLAFORM (Unité de travail)
MSF (Sto-rage zone)
Stock Matière première
MMP (Storage zone)
69
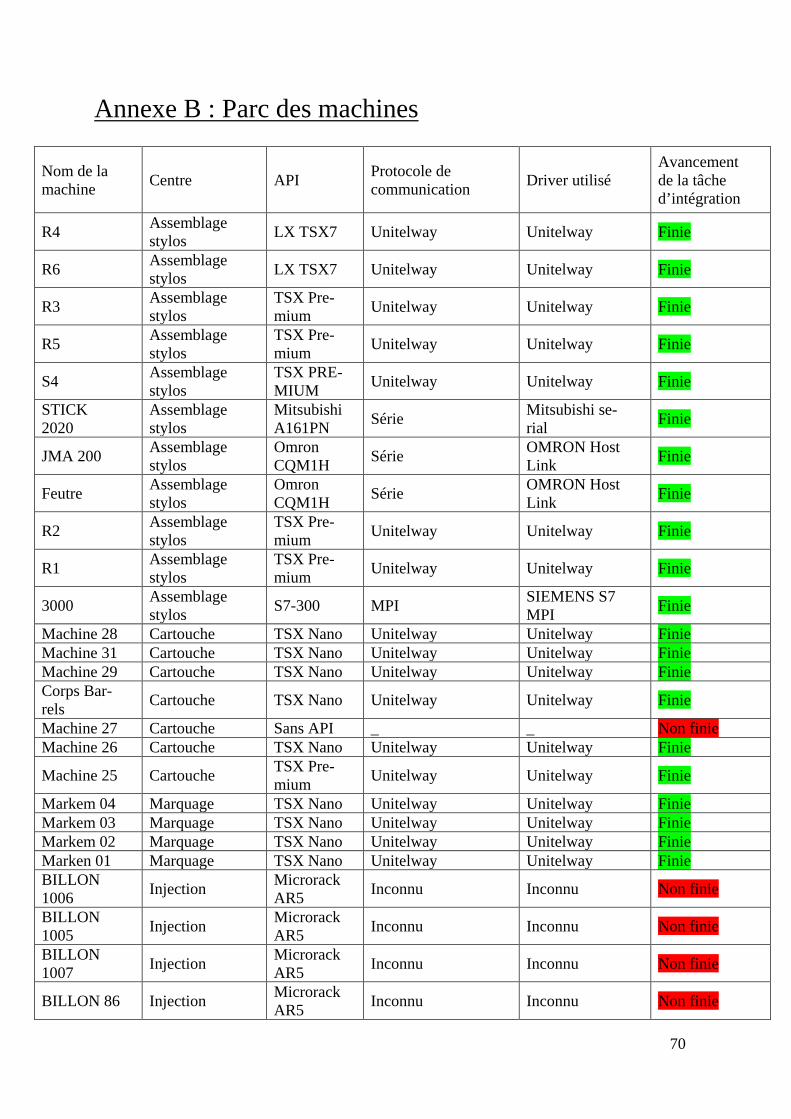
Annexe B : Parc des machines
Nom de la machine Centre API Protocole de
communication Driver utilisé Avancement de la tâche d’intégration
R4 Assemblage stylos LX TSX7 Unitelway Unitelway Finie
R6 Assemblage stylos LX TSX7 Unitelway Unitelway Finie
R3 Assemblage stylos
TSX Pre-mium Unitelway Unitelway Finie
R5 Assemblage stylos
TSX Pre-mium Unitelway Unitelway Finie
S4 Assemblage stylos
TSX PRE-MIUM Unitelway Unitelway Finie
STICK 2020
Assemblage stylos
Mitsubishi A161PN Série Mitsubishi se-
rial Finie
JMA 200 Assemblage stylos
Omron CQM1H Série OMRON Host
Link Finie
Feutre Assemblage stylos
Omron CQM1H Série OMRON Host
Link Finie
R2 Assemblage stylos
TSX Pre-mium Unitelway Unitelway Finie
R1 Assemblage stylos
TSX Pre-mium Unitelway Unitelway Finie
3000 Assemblage stylos S7-300 MPI SIEMENS S7
MPI Finie
Machine 28 Cartouche TSX Nano Unitelway Unitelway Finie Machine 31 Cartouche TSX Nano Unitelway Unitelway Finie Machine 29 Cartouche TSX Nano Unitelway Unitelway Finie Corps Bar-rels Cartouche TSX Nano Unitelway Unitelway Finie
Machine 27 Cartouche Sans API _ _ Non finie Machine 26 Cartouche TSX Nano Unitelway Unitelway Finie
Machine 25 Cartouche TSX Pre-mium Unitelway Unitelway Finie
Markem 04 Marquage TSX Nano Unitelway Unitelway Finie Markem 03 Marquage TSX Nano Unitelway Unitelway Finie Markem 02 Marquage TSX Nano Unitelway Unitelway Finie Marken 01 Marquage TSX Nano Unitelway Unitelway Finie BILLON 1006 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 1005 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 1007 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 86 Injection Microrack AR5 Inconnu Inconnu Non finie
70

BILLON 1010 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 1008 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 72 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 76 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 79 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 1009 Injection Microrack
AR5 Inconnu Inconnu Non finie
BILLON 80 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 81 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 78 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 82 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 77 Injection Microrack AR5 Inconnu Inconnu Non finie
BILLON 71 Injection Microrack AR5 Inconnu Inconnu Non finie
71

















