Embed Size (px)
Citation preview

* Dipl.-Ing. A. Heyn, Priv.-Doz. Dr. J. Gollner,Otto-von-Guericke-Universitat Magdeburg, IWW,Universitatsplatz 2, D-39106 Magdeburg (Deutschland)
Dr.-Ing. A. Burkert,Bundesanstalt fur Materialforschung und -prufung (BAM),Fachgruppe VII.3,Unter den Eichen 87, D-12205 Berlin (Deutschland)
Rauschmessungen zur Fruherkennung derKorrosionsneigung mechanisch gefugter Bleche
Application of noise measurement for the early detection of corrosion propertyof mechanical joined metal sheets
A. Heyn*, J. Gollner und A. Burkert
Auf dem Gebiet des mechanischen Fugens ist eine rege Entwick-lung zu verzeichnen. Der Einsatz neuer Materialien, neuer Nietfor-men, neuer Schutzschichten, veranderter Fertigungstechnologien,die Notwendigkeit zur Mischbauweise, veranderte mediale Bela-stungen, geforderte Langzeitgarantien usw. lassen vielfaltige alteund neue Fragen hinsichtlich der Korrosionsbestandigkeit auftre-ten. Herkommliche Korrosionsprufverfahren geben oft nur unzurei-chende Antworten auf diese Fragen. Mit dem Einsatz des elektro-chemischen Rauschens ist es moglich, in kurzer Zeit aussagekraf-tige Ergebnisse uber Material- und Bauteileigenschaften zu erhal-ten, da eine Metalloberflache standig Signale uber ihren Zustandaussendet, auch wenn man nicht misst. Neben der Moglichkeit,die Korrosionsneigung zu bestimmen, lassen sich uber die Rausch-messungen auch bestimmte Verarbeitungsfehler und Oberflachen-defekte nachweisen. Die Anwendung dieser Methode bietet somitMoglichkeiten zur Prozessoptimierung und Qualitatssicherung me-chanisch gefugter Bauteile, oder auch zur Einschatzung bestehen-der Fugeverbindungen.
In the area of mechanical joining an active development is to beregistered. The use of new materials, new rivet forms, new protec-tive layers, changed production technologies, use of mixed materi-als, changed medial loads, demanded long-term guarantees etc. letarise various old and new questions regarding the corrosion resis-tance. Conventional corrosion testing methods often give only in-sufficient answers to these questions. With the use of the electro-chemical noise it is possible to receive meaningful results over ma-terial and construction characteristics within a short time since ametal surface constantly sends signals over its condition, even ifone does not measure. Apart from the possibility of determiningthe probability of corrosion also certain processing errors and sur-face defects can be proven with noise measurements. Thus the ap-plication of this method offers possibilities for the process optimi-zation and quality assurance of mechanically joined constructionunits, or also for the estimation of existing joining connections.
1 Einleitung
Der Einsatz neuer Materialien in der blechverarbeitendenIndustrie, neue Nietformen mit teilweise neuen Schutzschich-ten, veranderte Fertigungstechnologien, die Notwendigkeitzur Mischbauweise, veranderte mediale Belastungen, gefor-derte Langzeitgarantien usw. lassen vielfaltige alte undneue Fragen hinsichtlich der Korrosionsbestandigkeit vonNietverbindungen auftreten. So bestehen berechtigte Forde-rungen nach einem Vergleich neuer Produkte mit bereits vor-handenen oder Fragen des Einflusses von Toleranzen und Ab-weichungen im Fertigungsprozess, dem Langzeitverhalten,der moglichen Kontaktkorrosion, der Gefahr von Unterrostun-gen der spater aufgebrachten Beschichtungen u.v.a.m.
Die Ermittlung mechanischer Kennwerte, eine metallogra-phische Beurteilung und die visuelle Auswertung nach einemSpruhnebeltest konnen keine befriedigenden Antworten auf
diese Fragen erbringen. Theoretisch kann nur die Prufung un-ter Praxisbedingungen zu einer gesicherten Aussage bezug-lich des Bauteilverhaltens fuhren. Praktisch steht dem derhohe Zeitaufwand und eine schlechte Reproduzierbarkeitdurch wechselnde und z. T. unbekannte Bedingungen entge-gen. Dabei entstehen aufgrund der wenigen moglichen Versu-che keine verallgemeinerungsfahigen Aussagen, sondern nurEinzelbefunde. Der Trend geht heutzutage immer mehr zum„Test beim Kunden“.
Durch die Messung des sogenannten elektrochemischenRauschens bei Korrosionsversuchen ist es moglich, in kurzerZeit aussagekraftige Ergebnisse uber Material- und Bauteilei-genschaften zu erhalten, da eine Metalloberflache laufend Si-gnale aussendet (auch wenn man nicht misst). Diese Signaleenthalten Informationen uber den gegenwartigen Zustand undleiten sich aus der gespeicherten mechanischen und chemi-schen Energie (Thermodynamik) und der Reaktionsfreudig-keit oder Tragheit (Kinetik) ab. Geometrische und Umge-bungseinflusse spielen hierbei ebenfalls eine wichtige Rolleund beeinflussen das elektrochemische Rauschen in hohemMaße. In der Energietechnik und in der chemischen Industriehalt die Erfassung und Bewertung dieser Signale zur Uberwa-chung gefahrdeter Bereiche oder als Prufmethode zur schnel-len Einschatzung der Korrosionsneigung mehr und mehrEinzug. Somit bietet es sich an, dieses Phanomen auch furdie Beurteilung mechanisch gefugter Bleche zu nutzen undMoglichkeiten einer effektiven Qualitatsuberwachung undProzessoptimierung von mechanisch gefugten Blechen zuschaffen.
748 Heyn, Gollner und Burkert Materials and Corrosion 2004, 55, No. 10
DOI: 10.1002/maco.200403819 F 2004 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim

2 Gerate- und Messtechnik
Die fur herkommliche elektrochemische Untersuchungenzum Einsatz kommenden Messgerate alterer Generationsind fur die Untersuchungen beginnender Loch- und Spaltkor-rosion weniger gut geeignet. Von den meisten kommerziellenHerstellern wird heute Messtechnik mit Applikationen furRauschmessungen angeboten. Vielfaltige Erfahrungen habenjedoch gezeigt, dass haufig anwendungsspezifische Anpas-sungen notwendig sind, um erfolgreich Untersuchungendurchfuhren zu konnen.
Alle Gerate, die direkt an die elektrochemische Messzelleangeschlossen werden, mussen uber einen entsprechend ho-hen Eingangswiderstand (> 1012 Ohm) verfugen (ausgenom-men Null-Widerstandsmesstechnik). Die Messgerate mussenweiterhin ein sehr geringes Eigenrauschen aufweisen, welchesdurch Verwendung spezieller elektronischer Bauteile mini-miert werden muss. Durch externe Einstreuungen konnenebenfalls hohe Storpegel auftreten, welche die Rauschmes-sungen erschweren. Davon sind nicht nur das eigentlicheMessgerat, sondern auch die nachfolgenden oder integriertenEinrichtungen zur Datenerfassung und Speicherung betroffen.In diesem Zusammenhang hat sich der Einsatz dualer netz-und batteriebetriebener Gerate bewahrt, bei denen fur be-grenzte Zeit auch eine vollig „stromnetzfreie Messung“ rea-lisiert werden kann. Weiterhin konnen zur Rauschunterdruk-kung Hilfsmittel wie Faradaykafige eingesetzt werden. Vorabist die Uberprufung eines brauchbaren Abstandes zwischenStor- und Nutzsignalen zu prufen und zu realisieren.
Rauschmessungen basieren von der Schaltung her auf denbekannten elektrochemischen Untersuchungsmethoden. Un-ter außenstromlosen Bedingungen kann das Potentialrauschenzwischen der Arbeitselektrode (Probe) aus dem zu untersu-chendenWerkstoff und einer Standard-Referenz-Elektrode er-mittelt werden. Die Auswahl der verwendeten Referenz-Elek-trode wird dabei vorrangig durch die gegebenen Einsatzbedin-gungen (z. B. Temperatur) bestimmt. Hinsichtlich der Rausch-messungen sollte die verwendete Elektrode eine moglichst ge-ringe Impedanz aufweisen. Fur Anwendungen, bei denen sehrkleine Potentialsignale bewertet werden sollen, ist der Einsatzeiner Metall-Referenz-Elektrode meist unumganglich, solan-ge nur der hoherfrequente Wechselanteil bewertet wird. DieMessung des elektrochemischen Potentials sollte dann paral-lel gegen eine Standard-Referenz-Elektrode erfolgen.
Speziell fur elektrochemische Messungen an Fugeelemen-ten wurden Aufsatzmesszellen entwickelt. Diese erlauben Un-tersuchungen unter medialer Beaufschlagung direkt an derNietstelle, ohne dass die gesamte Probe oder das Bauteil inein Prufmedium getaucht werden mussen. Fur unkompliziertePotentialmessungen eignen sich auch Aufsatzelektroden, beidenen zusatzlich verschiedene Bereiche der Nietverbindung,wie Nietkopf oder Blecheinzugszone, untersucht werden kon-nen.
3 Untersuchungsergebnisse
Fur die grundsatzlichen Untersuchungen wurde das Werk-stoffsystem Aluminiumblech (AlMg3, AlMg5Mn etc.) þHalbhohlstahlniet mit ALMAC-Beschichtung (Zink-Zinn-haltiger, mechanisch aufgebrachter Uberzug) ausgewahlt.Die untersuchten Proben wurden als Standardscherzugprobengefertigt, was die Handhabbarkeit zunachst erheblich verein-fachte. Alle Untersuchungen wurden an unbeschichteten Pro-ben durchgefuhrt.
Der Korrosionsschutz der unbeschichteten Fugeverbindungberuht zunachst auf dem kathodischen Schutzpotential deszinkhaltigen Uberzuges des Stahlniets. Dieser Schutz haltje nach medialer Belastung mehr oder weniger lange, wasdurch verschiedener Auslagerungsbedingungen zunachst er-mittelt wurde (Tabelle 1).
Anhand der Tabelle ist gut zu erkennen, dass „scharfere“Medien und langere Auslagerungszeiten dazu fuhren, dasssich das kathodische Schutzpotential verringert. In einigenFallen kommt es sogar zu sehr positiven Potentialen, die durchdas Potential des Stahles oder durch anhaftende Korrosions-produkte gebildet werden. Ab einem bestimmten Potentialbe-reich (je nach weiteren medialen Bedingungen) kann am Alu-miniumblech auch Loch- bzw. Spaltkorrosion initiiert werden,was fur die Fugeverbindung und die damit verbundenen me-chanischen Eigenschaften katastrophale Folgen hatte.
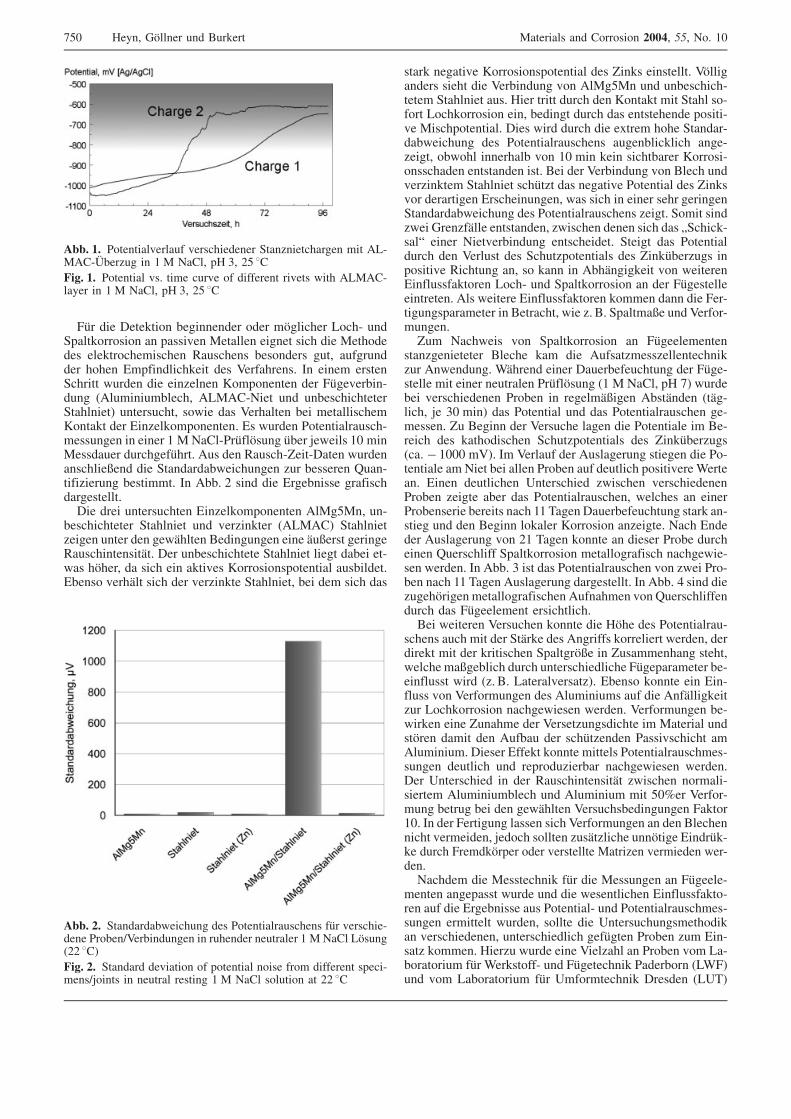
Bei Untersuchungen verschiedener ALMAC-Nietchargenhinsichtlich der Qualitat des Uberzuges konnten deutliche Un-terschiede festgestellt werden. Durch Auslagerungsversuchein einer Pruflosung und gleichzeitiger Aufzeichnung des elek-trochemischen Potentials wurde die Zeit bis zumVersagen deskathodischen Schutzes bestimmt. In Abb. 1 sind die Potential-verlaufe von zwei unterschiedlichen Nietchargen dargestellt.
Von beiden Chargen stimmen die Startpotentiale und dasEndpotential nach 96 h Auslagerung nahezu uberein. Jedochist der Verlauf sehr verschieden. Die Kurve der Charge 2 be-ginnt bei ca. 36 h deutlich anzusteigen und die Probe verliertnach ca. 48 h ihr kathodisches Schutzpotential, wogegen sichCharge 1 deutlich langsamer und gleichmaßiger auflost unddas Schutzpotential deutlich langer aufrecht erhalt. DieseNiete wurden sich unter Praxisbedingungen ebenfalls vorteil-hafter verhalten.
Tabelle 1. Korrosionspotentiale [Gesattigte Kalomel Bezugselek-trode, GKE] am Niet und Ubergansbereich stanzgenieteter Probenin Abhangigkeit von verschiedenen medialen Belastungen
Table 1. Corrosion potentials [vs. standard calomel electrode,SCE] measured on the rivet and transition area of mechanical joinedsheet metal specimens in dependence of different medial loads
Vorbehandlung/Auslagerung
Potential aufdem Nietkopf
Potential im Uber-gangsbereich
Ausgangszustand � 1000 mV � 950 mV
100 Feucht-Trocken-Wechsel (7 Tage)
� 900 mV � 950 mV
1 Jahr Freibewitterung � 950 mV � 900 mV
6 Monate Wechselfeuchtemit 0,001 M NaCl
� 900 mV � 850 mV
48 h Kondenswasser-wechselklima
� 650 mV � 750 mV
96 h Kondenswasser-wechselklima
� 550 mV � 650 mV
100 d Dauerfeuchte mit1 M NaCl
� 400 mV � 650 mV
200 d Dauerfeuchte mit1 M NaCl
� 300 mV � 600 mV
Niet gebeizt und anschlie-ßend 21 d Dauerbefeuchtungmit 1 M NaCl
� 150 mV � 350 mV
Materials and Corrosion 2004, 55, No. 10 Korrosionsneigung mechanisch gefugter Bleche 749
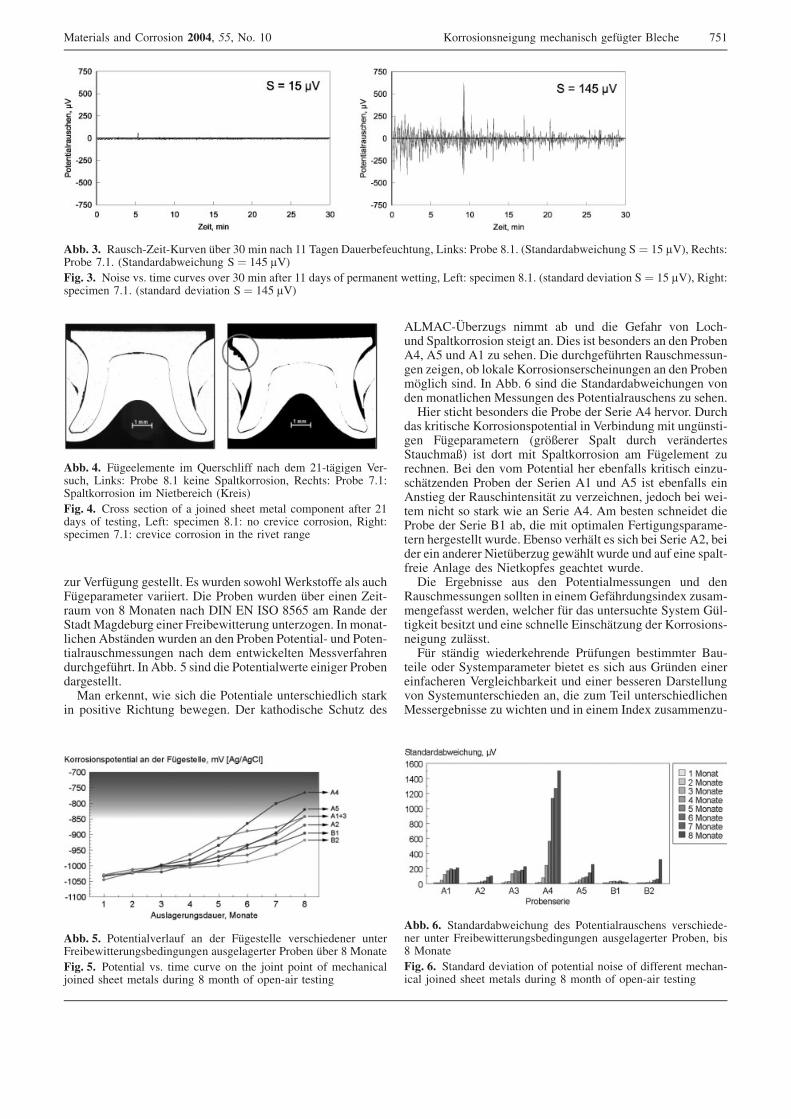
Fur die Detektion beginnender oder moglicher Loch- undSpaltkorrosion an passiven Metallen eignet sich die Methodedes elektrochemischen Rauschens besonders gut, aufgrundder hohen Empfindlichkeit des Verfahrens. In einem erstenSchritt wurden die einzelnen Komponenten der Fugeverbin-dung (Aluminiumblech, ALMAC-Niet und unbeschichteterStahlniet) untersucht, sowie das Verhalten bei metallischemKontakt der Einzelkomponenten. Es wurden Potentialrausch-messungen in einer 1 M NaCl-Pruflosung uber jeweils 10 minMessdauer durchgefuhrt. Aus den Rausch-Zeit-Daten wurdenanschließend die Standardabweichungen zur besseren Quan-tifizierung bestimmt. In Abb. 2 sind die Ergebnisse grafischdargestellt.
Die drei untersuchten Einzelkomponenten AlMg5Mn, un-beschichteter Stahlniet und verzinkter (ALMAC) Stahlnietzeigen unter den gewahlten Bedingungen eine außerst geringeRauschintensitat. Der unbeschichtete Stahlniet liegt dabei et-was hoher, da sich ein aktives Korrosionspotential ausbildet.Ebenso verhalt sich der verzinkte Stahlniet, bei dem sich das
stark negative Korrosionspotential des Zinks einstellt. Volliganders sieht die Verbindung von AlMg5Mn und unbeschich-tetem Stahlniet aus. Hier tritt durch den Kontakt mit Stahl so-fort Lochkorrosion ein, bedingt durch das entstehende positi-ve Mischpotential. Dies wird durch die extrem hohe Standar-dabweichung des Potentialrauschens augenblicklich ange-zeigt, obwohl innerhalb von 10 min kein sichtbarer Korrosi-onsschaden entstanden ist. Bei der Verbindung von Blech undverzinktem Stahlniet schutzt das negative Potential des Zinksvor derartigen Erscheinungen, was sich in einer sehr geringenStandardabweichung des Potentialrauschens zeigt. Somit sindzwei Grenzfalle entstanden, zwischen denen sich das „Schick-sal“ einer Nietverbindung entscheidet. Steigt das Potentialdurch den Verlust des Schutzpotentials des Zinkuberzugs inpositive Richtung an, so kann in Abhangigkeit von weiterenEinflussfaktoren Loch- und Spaltkorrosion an der Fugestelleeintreten. Als weitere Einflussfaktoren kommen dann die Fer-tigungsparameter in Betracht, wie z. B. Spaltmaße und Verfor-mungen.
Zum Nachweis von Spaltkorrosion an Fugeelementenstanzgenieteter Bleche kam die Aufsatzmesszellentechnikzur Anwendung. Wahrend einer Dauerbefeuchtung der Fuge-stelle mit einer neutralen Pruflosung (1 M NaCl, pH 7) wurdebei verschiedenen Proben in regelmaßigen Abstanden (tag-lich, je 30 min) das Potential und das Potentialrauschen ge-messen. Zu Beginn der Versuche lagen die Potentiale im Be-reich des kathodischen Schutzpotentials des Zinkuberzugs(ca. � 1000 mV). Im Verlauf der Auslagerung stiegen die Po-tentiale am Niet bei allen Proben auf deutlich positivere Wertean. Einen deutlichen Unterschied zwischen verschiedenenProben zeigte aber das Potentialrauschen, welches an einerProbenserie bereits nach 11 Tagen Dauerbefeuchtung stark an-stieg und den Beginn lokaler Korrosion anzeigte. Nach Endeder Auslagerung von 21 Tagen konnte an dieser Probe durcheinen Querschliff Spaltkorrosion metallografisch nachgewie-sen werden. In Abb. 3 ist das Potentialrauschen von zwei Pro-ben nach 11 Tagen Auslagerung dargestellt. In Abb. 4 sind diezugehorigen metallografischen Aufnahmen von Querschliffendurch das Fugeelement ersichtlich.
Bei weiteren Versuchen konnte die Hohe des Potentialrau-schens auch mit der Starke des Angriffs korreliert werden, derdirekt mit der kritischen Spaltgroße in Zusammenhang steht,welche maßgeblich durch unterschiedliche Fugeparameter be-einflusst wird (z. B. Lateralversatz). Ebenso konnte ein Ein-fluss von Verformungen des Aluminiums auf die Anfalligkeitzur Lochkorrosion nachgewiesen werden. Verformungen be-wirken eine Zunahme der Versetzungsdichte im Material undstoren damit den Aufbau der schutzenden Passivschicht amAluminium. Dieser Effekt konnte mittels Potentialrauschmes-sungen deutlich und reproduzierbar nachgewiesen werden.Der Unterschied in der Rauschintensitat zwischen normali-siertem Aluminiumblech und Aluminium mit 50%er Verfor-mung betrug bei den gewahlten Versuchsbedingungen Faktor10. In der Fertigung lassen sich Verformungen an den Blechennicht vermeiden, jedoch sollten zusatzliche unnotige Eindruk-ke durch Fremdkorper oder verstellte Matrizen vermieden wer-den.
Nachdem die Messtechnik fur die Messungen an Fugeele-menten angepasst wurde und die wesentlichen Einflussfakto-ren auf die Ergebnisse aus Potential- und Potentialrauschmes-sungen ermittelt wurden, sollte die Untersuchungsmethodikan verschiedenen, unterschiedlich gefugten Proben zum Ein-satz kommen. Hierzu wurde eine Vielzahl an Proben vom La-boratorium fur Werkstoff- und Fugetechnik Paderborn (LWF)und vom Laboratorium fur Umformtechnik Dresden (LUT)
Abb. 1. Potentialverlauf verschiedener Stanznietchargen mit AL-MAC-Uberzug in 1 M NaCl, pH 3, 25 8CFig. 1. Potential vs. time curve of different rivets with ALMAC-layer in 1 M NaCl, pH 3, 25 8C
Abb. 2. Standardabweichung des Potentialrauschens fur verschie-dene Proben/Verbindungen in ruhender neutraler 1 M NaCl Losung(22 8C)Fig. 2. Standard deviation of potential noise from different speci-mens/joints in neutral resting 1 M NaCl solution at 22 8C
750 Heyn, Gollner und Burkert Materials and Corrosion 2004, 55, No. 10
zur Verfugung gestellt. Es wurden sowohl Werkstoffe als auchFugeparameter variiert. Die Proben wurden uber einen Zeit-raum von 8 Monaten nach DIN EN ISO 8565 am Rande derStadt Magdeburg einer Freibewitterung unterzogen. In monat-lichen Abstanden wurden an den Proben Potential- und Poten-tialrauschmessungen nach dem entwickelten Messverfahrendurchgefuhrt. In Abb. 5 sind die Potentialwerte einiger Probendargestellt.
Man erkennt, wie sich die Potentiale unterschiedlich starkin positive Richtung bewegen. Der kathodische Schutz des
ALMAC-Uberzugs nimmt ab und die Gefahr von Loch-und Spaltkorrosion steigt an. Dies ist besonders an den ProbenA4, A5 und A1 zu sehen. Die durchgefuhrten Rauschmessun-gen zeigen, ob lokale Korrosionserscheinungen an den Probenmoglich sind. In Abb. 6 sind die Standardabweichungen vonden monatlichen Messungen des Potentialrauschens zu sehen.
Hier sticht besonders die Probe der Serie A4 hervor. Durchdas kritische Korrosionspotential in Verbindung mit ungunsti-gen Fugeparametern (großerer Spalt durch verandertesStauchmaß) ist dort mit Spaltkorrosion am Fugelement zurechnen. Bei den vom Potential her ebenfalls kritisch einzu-schatzenden Proben der Serien A1 und A5 ist ebenfalls einAnstieg der Rauschintensitat zu verzeichnen, jedoch bei wei-tem nicht so stark wie an Serie A4. Am besten schneidet dieProbe der Serie B1 ab, die mit optimalen Fertigungsparame-tern hergestellt wurde. Ebenso verhalt es sich bei Serie A2, beider ein anderer Nietuberzug gewahlt wurde und auf eine spalt-freie Anlage des Nietkopfes geachtet wurde.
Die Ergebnisse aus den Potentialmessungen und denRauschmessungen sollten in einem Gefahrdungsindex zusam-mengefasst werden, welcher fur das untersuchte System Gul-tigkeit besitzt und eine schnelle Einschatzung der Korrosions-neigung zulasst.
Fur standig wiederkehrende Prufungen bestimmter Bau-teile oder Systemparameter bietet es sich aus Grunden einereinfacheren Vergleichbarkeit und einer besseren Darstellungvon Systemunterschieden an, die zum Teil unterschiedlichenMessergebnisse zu wichten und in einem Index zusammenzu-
Abb. 3. Rausch-Zeit-Kurven uber 30 min nach 11 Tagen Dauerbefeuchtung, Links: Probe 8.1. (Standardabweichung S ¼ 15 lV), Rechts:Probe 7.1. (Standardabweichung S ¼ 145 lV)Fig. 3. Noise vs. time curves over 30 min after 11 days of permanent wetting, Left: specimen 8.1. (standard deviation S ¼ 15 lV), Right:specimen 7.1. (standard deviation S ¼ 145 lV)
Abb. 4. Fugeelemente im Querschliff nach dem 21-tagigen Ver-such, Links: Probe 8.1 keine Spaltkorrosion, Rechts: Probe 7.1:Spaltkorrosion im Nietbereich (Kreis)
Fig. 4. Cross section of a joined sheet metal component after 21days of testing, Left: specimen 8.1: no crevice corrosion, Right:specimen 7.1: crevice corrosion in the rivet range
Abb. 5. Potentialverlauf an der Fugestelle verschiedener unterFreibewitterungsbedingungen ausgelagerter Proben uber 8 Monate
Fig. 5. Potential vs. time curve on the joint point of mechanicaljoined sheet metals during 8 month of open-air testing
Abb. 6. Standardabweichung des Potentialrauschens verschiede-ner unter Freibewitterungsbedingungen ausgelagerter Proben, bis8 Monate
Fig. 6. Standard deviation of potential noise of different mechan-ical joined sheet metals during 8 month of open-air testing
Materials and Corrosion 2004, 55, No. 10 Korrosionsneigung mechanisch gefugter Bleche 751

fassen, der auch eine Unterteilung in Gefahrdungsbereiche er-moglicht. Solch ein Index ist dann fur ein bestimmtes Systemdefiniert und innerhalb gewisser Grenzen gultig.
Da im Rahmen der hier gezeigten Untersuchungen dieMessergebnisse fur die Kombination AlMg-Blech / verzinkterStahlniet vorliegen, wurde fur dieses System ein Gefahr-dungsindex erstellt. Aus den Untersuchungen zeigte sich,dass aus Potential- und Potentialrauschmessungen eine Aus-sage zur Neigung hinsichtlich Spaltkorrosion an den Fugeele-menten getroffen werden kann.
Das Potential einer intakten Stanznietverbindung mit ver-zinktem Stahlniet (ALMAC- oder andere zinkhaltige Uberzu-ge) und AlMg-Blechen liegt in neutraler wassriger Losung beica. � 1050 mV [Ag/AgCl]. Ein Ansteigen des Potentials istdie Folge einer Abreicherung des zinkhaltigen Uberzugesauf den Stahlnieten durch Auflosung des Zinks. Dadurchdringt Medium bis zum Stahl vor und es bildet sich ein Misch-potential, welches positiver wird, je weniger zinkhaltige Be-standteile vorhanden sind. Demnach steigt bei zunehmendemPotential am Niet auch die Gefahrdung zur Spaltkorrosion amAlMg-Blech. Um den Potentialwert fur den Index zu wichten,wird zu dem gemessenen Potential (mV [Ag/AgCl]) der Zah-lenwert 1050 addiert, so dass sich ein positiver Faktor ergibt,bei dessen Zunahme mit einer erhohten Gefahrdung zur Loch-und Spaltkorrosion am Fugeelement zu rechnen ist.
F1 ¼ UR ðmV ½AgAgCl�Þ þ 1050 ðF1 � 1Þ ð1Þ
Zur Wichtung des Potentialrauschens fur den Gefahrdungs-index muss anders verfahren werden. Zuerst ist das Grundrau-schen des Gesamtsystems im Ausgangszustand zu bestimmen(Nullmessung). Hierzu wird die Standardabweichung desRauschens uber 10 min errechnet. Alternativ kann auch einWert vorgegeben werden, ab dem Signale als relevant zu be-trachten sind. Diese Große wird im folgenden als S0 bezeich-net.
Tritt am Fugeelement eine Gefahrdung durch Spaltkorrosi-on ein, so zeigt sich diese in einem durch die Korrosionskeim-bildung hervorgerufenen stark erhohten Rauschen und einerdaraus resultierenden ansteigenden Standardabweichung desPotentialrauschens. Zur Wichtung dieser Große fur die Be-rechnung des Gefahrdungsindizes muss der Wert logarith-miert werden. Dies liegt am Charakter des elektrochemischenRauschens, welches von System zu System unterschiedlichstark ausgepragt ist. Aus diesem Grund ist die Basis des Lo-garithmierens dem Charakter des elektrochemischen Rau-schens anzupassen, wobei als Wertebereich fur die Basis2–5 als geeignet anzusehen ist. Fur das hier betrachtete Sys-tem wurde der naturliche Logarithmus mit der Basis 2,718verwendet. Somit ergibt sich als zweiter Faktor fur die Be-rechnung des Gefahrdungsindizes:
F2 ¼ 1þ fLog S ðxÞ � Log S0 ðxÞg mit x ¼ 2 . . . 5 ð2Þ
bzw.
F2 ¼ 1þ fln s ðxÞ � ln S0 ðxÞg ð3Þ
Diese beiden wie zuvor beschriebenen Faktoren fließen inden Gefahrdungsindex (G) wie folgt gleichbedeutend ein:
G ¼ F1 � F2 ð4Þ
In Abb. 7 sind die Werte fur die berechneten Indizes gra-fisch dargestellt. Zusatzlich wurden in den Diagrammen
drei Bereiche gekennzeichnet, die eine Unterteilung in gefahr-dete und nichtgefahrdete Bereiche vornimmt sowie einenUbergangsbereich bestimmt.
Der helle Bereich (1–250) ist als Bereich definiert, bei demvon keinerlei Gefahrdung am Fugeelement auszugehen ist.Betrachtet man den Einfluss der beiden Faktoren auf diesenWertebereich, so ist dies auch leicht nachvollziehbar. Trittkein erhohtes Rauschen auf, ist auch keine Gefahrdung hin-sichtlich Spaltkorrosion zu erwarten und Faktor 2 hat nahezuden Wert „1“. Das Potential am Fugeelement konnte danntheoretisch bis maximal � 800 mV [Ag/AgCl] ansteigen,ohne dass man mit einer Gefahrdung zu rechnen hat. In derPraxis steigt aber das Rauschen in diesem Bereich durchdie Auflosung der Bestandteile des zinkhaltigen Uberzugsauch schon leicht an und liefert einen gewissen Beitragzum Anstieg des Gefahrdungsindizes.
Eine zunehmende Gefahrdung liegt dann vor, wenn das Po-tential noch weiter ansteigt und sich dem Bereich des Loch-korrosionspotentials des Blechmaterials weiter annahert. An-dererseits konnen sich durch konstruktionsbedingte Spalteund Verformungen des AlMg-Bleches Bedingungen einstel-len, die eine lokale Korrosion am Fugeelement und der Um-gebung bei niedrigeren, nach außen messbaren Potentialen er-moglichen. Ab einem Wert fur den Gefahrdungsindex vonoberhalb 500 ist mit Sicherheit eine Gefahrdung des Fugeele-ments gegeben. Selbst wenn nur geringe Rauschimpulse ge-messen werden sollten, ist aufgrund des Faktors F1 die reinePotentiallage des Niets so einzuschatzen, dass der zinkhaltigeUberzug vollstandig aufgebraucht ist und der Stahlniet derUmgebung ausgesetzt ist. Der Ubergangsbereich von 250–500 ist so zu betrachten, dass man dem Fugeelement keineBestandigkeit bescheinigen kann, aber auch noch nicht voneiner absoluten Gefahrdung ausgehen muss.
Man erkennt in Abb. 7 nun deutlicher, welche Proben sichzu welchem Zeitpunkt in einem Gefahrdungsbereich befin-den. So befinden sich die Proben A1 und A4 bereits abdem funften Monat im „roten“, hier dunklen, Bereich, wobeidie Probe B1 in der gesamten Zeit ungefahrdet ist.
4 Zusammenfassung
Die Korrosionsprufung mechanischer Fugeverbindungensowie die Einschatzung der Qualitat einer unbeschichtetenFugeverbindung anhand von Korrosionsgesichtspunktenkann in der bisherigen Praxis nicht befriedigen. Deshalb wur-
Abb. 7. Gefahrdungsindex verschiedener unter Freibewitterungs-bedingungen ausgelagerter Proben uber 8 Monate, ProbenserieLWF Paderborn
Fig. 7. Endangerment index of mechanical joined sheet metals dur-ing 8 month of open-air testing, test series from LWF Paderborn
752 Heyn, Gollner und Burkert Materials and Corrosion 2004, 55, No. 10

de mit diesem Projekt die Moglichkeit geschaffen, mittelsneuartiger elektrochemischer Prufmethoden die Korrosions-neigung einer mechanischen Fugeverbindung einschatzenzu konnen.
Zunachst wurde mit der Entwicklung einer Aufsatzmess-zelle die Voraussetzung geschaffen, elektrochemische Unter-suchungen an Fugeelementen sicher und reproduzierbardurchzufuhren. Die Aufsatzmesszellentechnik bietet dieMoglichkeit sowohl an Standardproben zu messen, als auchdirekt am fertigen Bauteil.
Mit der Durchfuhrung von lokalen Potentialmessungen amNietkopf und Randbereich konnte der Einfluss unterschiedli-cher medialer Belastungen und Auslagerungsbedingungen beiStanznietverbindungen aus AlMg-Blechen mit verzinktenStahlnieten eingeschatzt und klassifiziert werden. Die Poten-tiallage gibt dabei Aufschluss, ob am Aluminium-Magne-sium-Blech eine Gefahrdung hinsichtlich Loch- und Spaltkor-rosion wahrscheinlich ist. So zeigte sich vor allem, dass dau-erfeuchte Bedingungen kritischer sind als verschiedene wech-selfeuchte Konditionen oder Freibewitterung.
Elektrochemische Rauschmessungen sind in vielen Berei-chen der Korrosionsprufung und -uberwachung eine aner-kannte und gebrauchliche Methode zur schnellen Detektionder momentanen Korrosionsneigung eines Systems. Die Vor-zuge dieses neuartigen Verfahrens wurden auf die Untersu-chung mechanisch gefugter Bleche ubertragen. Zunachst wur-den grundlegende elektrochemische Rauschuntersuchungenan den Einzelkomponenten der zu betrachtenden Fugeverbin-dung (AlMg-Blech, Stahlniet, verzinkter Stahlniet) durchge-fuhrt und anschließend mit Rauschmessungen verglichen, beidenen die Einzelkomponenten elektrisch leitend verbundenwurden. Dabei zeigte sich sehr eindrucksvoll der Unterschiedzwischen den Einzelkomponenten (sehr geringes Rauschen)und den leitfahig verbundenen Komponenten. Die Kombina-tion AlMg-Blech mit intaktem verzinkten Stahlniet wiesebenfalls einen sehr geringen Rauschpegel auf, wobei dieKombination AlMg-Blech mit dem reinen Stahlniet aufgrundder Potentialdifferenz zur Kontaktkorrosion fuhrte, was in ei-nem stark erhohten Rauschpegel zu messen war. Der nichtvor-handene zinkhaltige Uberzug ist als Extremfall anzusehen, je-doch zeigten die verschieden starken Auslagerungsbedingun-gen, wie sehr die Korrosionsneigung des Fugelements an dasPotential des Nietes gebunden ist.
Die Qualitat von ALMAC-Nietuberzugen konnte durch Po-tentialmessungen bei Kurzzeitversuchen unter verscharftenPrufbedingungen ebenfalls gut unterschieden werden. Eszeigten sich sehr starke Abweichungen in der Dauer desSchutzvermogens verschiedener Uberzuge. Sie schwanktenin der verwendeten Pruflosung von 36 h bis 250 h. Selbst in-nerhalb einer gleichen Art von ALMAC-Uberzugen gab esvon Charge zu Charge Abweichungen bis zu 100%.
Beim mechanischen Fugen lassen sich konstruktions- undfertigungsbedingte Spalte und Verformungen nicht vermei-den. Diese konnen ebenfalls maßgeblich das Korrosionsver-halten beeinflussen und schon vor dem Erreichen kritischerPotentiale zur Spaltkorrosion fuhren. Dies konnte durch elek-trochemische Rauschmessungen sehr gut nachgewiesen wer-den. Unter Dauerbefeuchtung mit einer Pruflosung wurde aneinigen Proben nach ca. 11 Tagen Prufdauer ein etwa 10-fachhoheres Potentialrauschen detektiert. An diesen Probenkonnte nach Versuchsende lichtmikroskopisch anhand einesQuerschliffes durch das Fugeelement ein Spaltkorrosionsan-griff nachgewiesen werden. Ebenso wurden Blechverformun-gen mit einer erhohten Korrosionsneigung korreliert unddurch Rauschmessungen experimentell nachgewiesen. Die
Untersuchung von Proben mit unterschiedlichen Fugeparame-tern ergab eine Korrelation von Spaltgroßen zur Intensitat desRauschens. Somit konnten die wesentlichen Einflussgroßenauf die Korrosionsneigung der untersuchten Proben (AlMg-Blech mit verzinkten Stahlnieten) gefunden und mit Potential-und Potentialrauschmessungen am Fugeelement messtech-nisch nachgewiesen werden. Eine Abstufung des Einflusseszeigt sich in folgender Reihenfolge:– Auslagerungs- bzw. Einsatzbedingungen der Fugeverbin-
dung– Nietwerkstoff / Nietuberzug und die Kombination mit be-
stimmten Blechwerkstoffen– Spalte durch verschiedene Fertigungsparameter (Nietuber-
stand, Spaltmaße, Versatz)– Verformungen an Blech und Niet durch ungunstige Fuge-
parameterFur einen Praxistest wurde eine große Anzahl von mecha-
nisch gefugten Proben unterschiedlichster Fertigungsparame-ter unter Freibewitterungsbedingungen ausgelagert. Durchmonatliche Inspektion sollte die jeweils vorhandene Korrosi-onsneigung eingeschatzt werden. Dazu wurde auf die bishergewonnenen Ergebnisse zuruckgegriffen und durch Potential-und Potentialrauschmessungen am Fugelement alle Probengepruft. Dabei konnten im Verlauf der 8-monatigen Auslage-rung deutliche Unterschiede gefunden werden, die sich vor-nehmlich auf die unterschiedliche Qualitat der Nietwerkstoffein Verbindung mit gewollt eingebrachten Fertigungsfehlernzuruckfuhren ließ.
Mit der Einfuhrung eines Gefahrdungsindizes wurden dieMessergebnisse aus den Potential- und Potentialrauschmes-sungen geeignet bewertet und in einem charakteristischenWert zusammengefasst, der einen Vergleich aller untersuchtenProben wesentlich erleichtert. Dieser Index lasst sich mitKenntnis des Korrosionssystems durch Variation der Index-faktoren auf andere Systeme ubertragen. Die Nutzung der bis-herigen Untersuchungsmethodik fur andere Werkstoffkombi-nationen ist somit erfolgversprechend, wobei bei gleicharti-gen Blech/Niet-Kombinationen der Einfluss der Fugeparame-ter (Spalte, Verformung etc.) ein noch wichtigeres Kriteriumdarstellen durfte.
Die Umsetzung der Ergebnisse in die Praxis ist z. B. in Fal-len von Instandsetzungen und Inspektionen mechanisch ge-fugter Teile denkbar, da hiermit in kurzer Zeit eine Aussagezur Qualitat der Fugeverbindung unter Korrosionsgesichts-punkten getroffen werden kann. Die Prufung ist dabei nahezuzerstorungsfrei durchfuhrbar. Weiterhin ist die Anwendungauch in der zukunftigen Entwicklung mechanisch gefugterBleche zu sehen, wenn bei der Verwendung neuer Verfahrenund Werkstoffkombinationen Aussagen zur Korrosionsnei-gung getroffen werden mussen. Mit den Ergebnissen aus die-sem Forschungsprojekt wurde die Basis fur eine anwendungs-bezogene und praxisgerechte Korrosionsprufung an mecha-nisch gefugten Blechen geschaffen.
5 Danksagung
Das Forschungsvorhaben AiF Nr. 12155BP wurde von derEuropaischen Forschungsgesellschaft fur Blechverarbeitung(EFB e.V.) finanziert und betreut und uber die Arbeitsgemein-schaft industrieller Forschungsvereinigungen (AiF e.V.) mitMitteln des Bundesministeriums fur Wirtschaft (BMWi) ge-fordert. Fur diese Forderung sei gedankt.
(Eingegangen: 14. Mai 2004) W 3819
Materials and Corrosion 2004, 55, No. 10 Korrosionsneigung mechanisch gefugter Bleche 753





























