Embed Size (px)
Citation preview
1034
PROCESSING
Recent developments and trends
Processing of oil seeds, fatsWhen discussingdevelopments inprocessing technol-ogy. it is important10 consider theunderlying driving
forces. In the past, these were oftenplanned strategies in large corpora-tions. related to how to do something"better. faster or cheaper." Most de-velopments were technical improve-ments in individual processing stepsand equipment. Today, changes intechnology are of len in reaction to theforces of environmental concerns.industry consolidation, consumerawareness and agricullural andbiotechnical advances.
An environmental concern, forexample. can be the urgent need 10dealwith new stringent regulations govern-ing storm water run-off. An example ofthe influence of consumer concerns isthe increasing use of fat substitutes andreplacers in indusrrialized nations.How will this atTect domestic crushingand refining? Will new processingtechnology be needed? In developingcountries, on the other hand, the impor-tant issue is to feed more people. Formost people on the planet, it is still aluxury to eat any oil or fat. let alone beconcerned about rnonosaturates or fatsubstitutes in the diet
An example of technical advance-ment is the introduction of CAD(computer aided design) systems for
Control room of a complete refinery
generating the engineering drawingsrequired to install a process or to builda plant. Once such a system has beenset up and learned-always a costlyand time-consuming process-CADallows much more creative approach-es to designs and layouts. In fact.modification by CAD is sometimestoo easy, resulting in constant changesand confusing options. In other words.the savings in efficiency sometimesmay be used up "playing around."
Business philosophy also haschanged and has affected how newtechnology is developed. Until about10 years ago, most large corporations.processors, equipment and chemicalsuppliers alike invested in long-term
This special section describing recent trends inoilseed and fats and oils processing was pre-pared under the direction of INFORM AssociateEditor Kenneth F. Carlson, The section onoilseed handling and extraction was prepared byJeffrey D. Scott, an associate editorjar The Jour-nal of the American Oil Chemists' Society. Scottis with Crown Iron WorksCo. The section onfats Cartson Sconand oils refining was prepared by Car/soli. who operates his own consultingfirm, RBD Technologies.
•
, I .r, t I
1iW!1., . .-,
j]IJJ )On .. ,"~........ -.-.. ; .r ..1..
research and development (R&D) andpersonnel training, Since then. expcn-ditures in these areas have declined asa portion of overall costs as short-termgrowth and profitability-throughacquisition. cost-culling and market-ing techniques-became priorities.Therefore. many corporations todayprobably have less in-house processknow-how than they did 20 years ago.Along with this, the structural changesin the industry-with fewer, largerand leaner corporations-have re-duced the number of persons activelyinvolved with research or with time topursue new ideas. Competitive pro-cessors are not disposed to sharingnew technology that they may havedeveloped. This has become moreapparent with increased specializationand competition.
Equipment suppliers. on the otherhand, have become more regionallydiversified and are willing 10 discussand to present established technologymore openly. This is due to the maturestale of the technology. Few uniquefeatures can be ascribed to specificsuppliers. When one supplier doesdevelop a new design or method. other
INFORM. Vol. 2. no. 12 (December 1991)
and oilsmanufacturers quickly follow withsimilar designs. Processors in develop-ing countries no longer are limited 10buying "black box" technology fromindustrialized countries. but insteadcan acquire and develop mature tech-nology locally. The downside of this isthat the headquaners of the major sup-pliers have less business and profits tosupport general research.
Such trends have increased theimportance of independent researchceruers and growers associations. etc.Much research today is farmed ocr orundertaken at institutions such as thePOS Pilot Plant Corporation in Can-ada and Texas A&M University'sFood Protein R&D Center, which havecomplete pilot facilities for hire. Com-modity-specific organizations. such asthe American Soybean Associationand the Palm Oil Research Institute ofMalaysia. also arc more active infunding research and in promotingImproved processing methods for theirrespective crops. In addition. thesecenters and organizations increasinglyarrange seminars and short courses onprocessing technology. which canreplace in-house training programs.
At limes it seems the driving forcesfor new technology in the oils and fursindustry seem to have changed fromplanned long-term strategies to reac-tive short-term activities. Joint venture pilot plant for thin-film deacldilicatlon
_..- ............
Oilseed handling and extraction developments
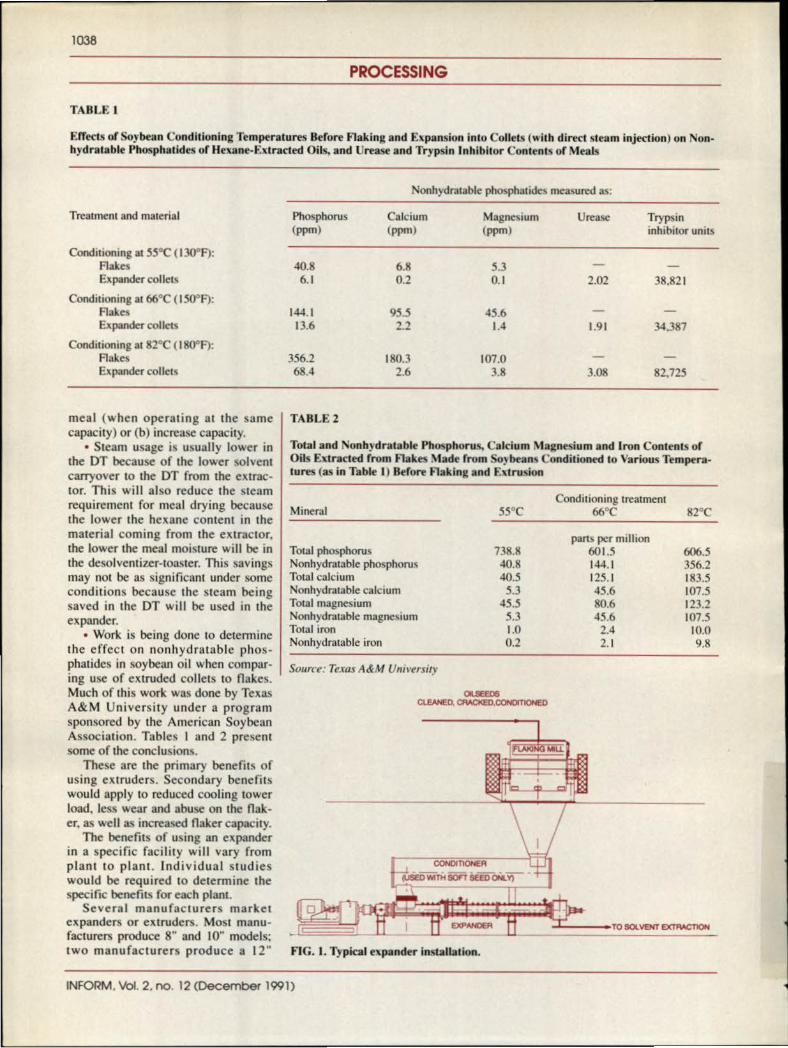
The use of expanders in prepar-ing oilseeds for extraction hasbeen one of the most significant
developments in the industry (Fig. I).Expanders have proven. in most cases.to be a good investment. Advantagesare as follows:
• When used with a deep-bedextractor on soybeans. an expanderwill produce cotters that improve
drainage and lower the solvent carry-over to the desolventizer toaster (DT)making it as efficient as a shallow-bedextractor operating without expanders.
• Expanders increase the bulk den-sity of oil seeds. thus increasing theextraction capacity by 15-30%(capacity will vary depending on typeof extraction and on the type of marc-rial being processed). Expanders nlso
increase mtscefla concentrationenabling the processor to operarc at ahigher capacity without changing dis-tillation equipment.
• The retention time required toextract extruded collets normally isless than the time needed to extractflaked or cake-type products. Thisreduced retention time will either (a)lower the residual oil content of the
INFORM, Vol. 2. no. 12 (December 1991)
1038
PROCESSING
TABLE I
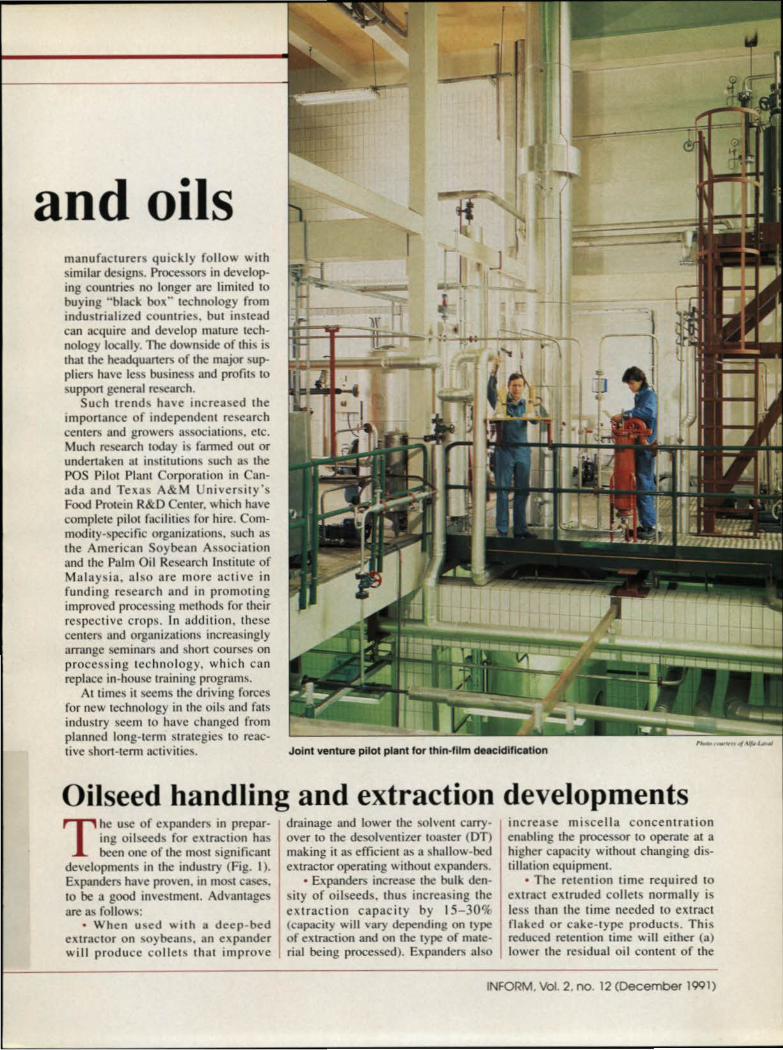
Ettects or Soybean Conditioning Temperatures Herore Flaking and Expansion inlD Collets (with direct steam injection) on Non-hydratabje Phosphatldes of Hexane-Extracted Oils. and Urease and Trypsin Inhibitor Contents of Meals
Treutment und material
Conditioning at 55°C (I JOOF);RakesExpander collets
Conditioning al66°C (150"f);
Fl""Expander collets
Conditioning at B2°C (]80°F):RakesExpander collets
meal (when operating at the samecapacity) or (b) increase capacity.
• Steam usage is usually [ower inthe DT because of the lower solventcarryover to the DT from the exrrac-tor. This will also reduce the steamrequirement for meal drying becausethe lower the hexane content in thematerial coming from the extractor.the lower the meal moisture will be inthe desotvemizer-roaster. This savingsmay nOI be as significant under someconditions because the steam beingsaved in the DT will be used in theexpander.
• Work is being done to determinethe effect on nonhydrnruble phos-phatides in soybean oil when compar-ing use of extruded collets to flnkes.Much of this work was done by TexasA&M University under a programsponsored by the American SoybeanAssociation. Tables I and 2 presentsome of the conclusions.
These are the primary benefits ofusing extruders. Secondary benefitswould apply to reduced cooling towerload. less wear and abuse on the flak-er, as well as increased Ilaker capacity.
The benefits of using an expanderin a specific facility will vary fromplant 10 plant. Individual studieswould be required to determine thespecific benefits for each plant.
Severo I manufacturers marketexpanders or extruders. Most manu-facturers produce 8" and 10" models;two manufacturers produce a 12"
Nonhydr:uable phosphmidcs measured as:
Phosphorus Calcium Magnesium Urease Trypsin(ppm) (ppm) (ppm) inhibitor units
40.8 6.8 5.36.1 0.2 0.1 2.02 38,821
144.1 95.5 45.613.6 2.2 I.' 1.91 34.387
356.2 180.3 107.068.' 2.6 3.8 3.08 82,725
TABLE 2
Total and Nonhydratable Phosphorus, Calcium Magnesium and Iron Contents ofOils Extracted from Flakes Made rrom So)'beans Conditioned to Various Tempera-lures (as in Table I) Before Io'aking and Extrusion
Conditioning treatment66°CMineral 82"C
pans per million601.5144.1125.145.680.645.62.'2.1
Total phosphorusNonhydratable phosphorusTot.11calciumNonhydmtable calciumTotal magnesiumNonhydr:uable magnesiumTotal ironNonbydramble iron
738.840.840.5
5.345.5
5.31.00.2
606.5356.2183.5\07.5123.2107.510.09.'
SOllrr(': Texas A&M Ullil'ersil)'
""""""""~WlrHsonS€iDoN...Y) -
TO SOlVENT EXT!'VoC'nON
INFORM, Vol. 2, no. 12 (December 1991)
FIG. J. Typical expander installaHon.
1040
PROCESSING
machine. Machine capacity for a spe-cific diameter will vary slightly frommanufacturer 10 manufacturer. Thetype of commodity being extrudedalso is a major factor in operatingcapacity. Generally, cepaciries (basedon soybeans) are as follows: (a) 8" =250-300 metric Ions per day (MTPD).(b) 10" = 500-800 MTPD. and (e) 12"= 1.200-1.400 MTPD.
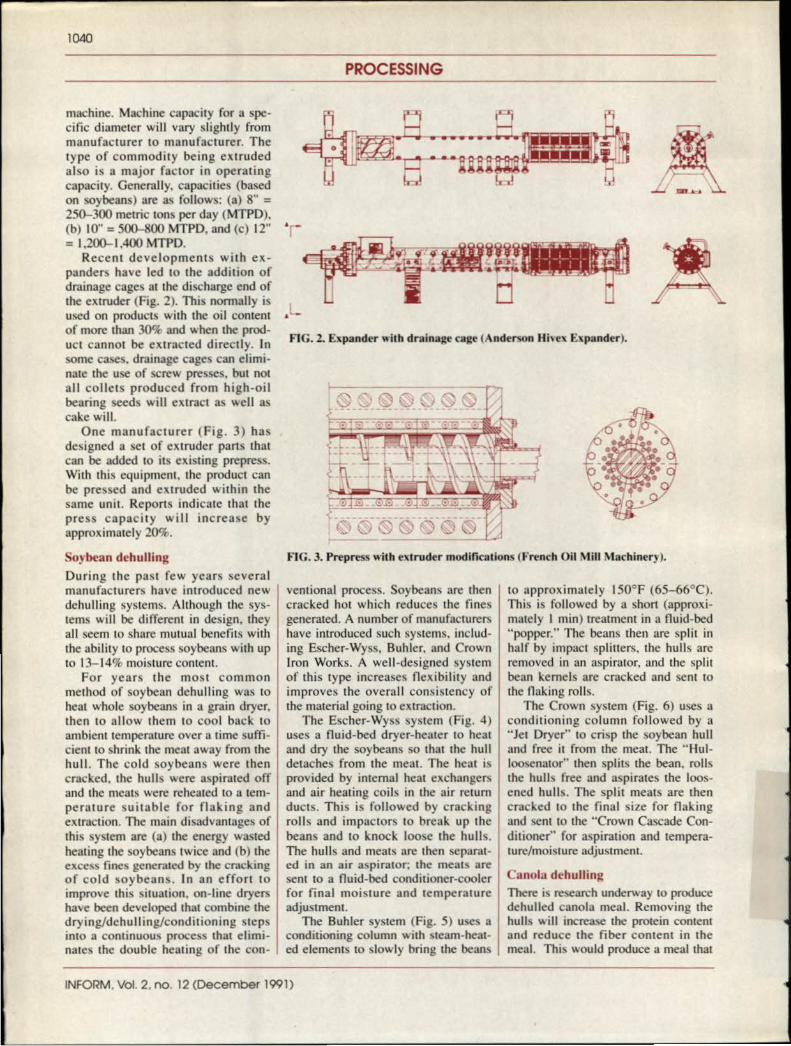
Recent developments with ex-panders have led to the addition ofdrainage cages at the discharge end ofthe extruder (Fig. 2). This normally isused on products with the oil contentof more than 30% and when the prod-uct cannot be extracted directly. Insome cases. drainage cages can elimi-nate the use of screw presses, but notall collets produced from high-oilbearing seeds will extract as well ascake will.
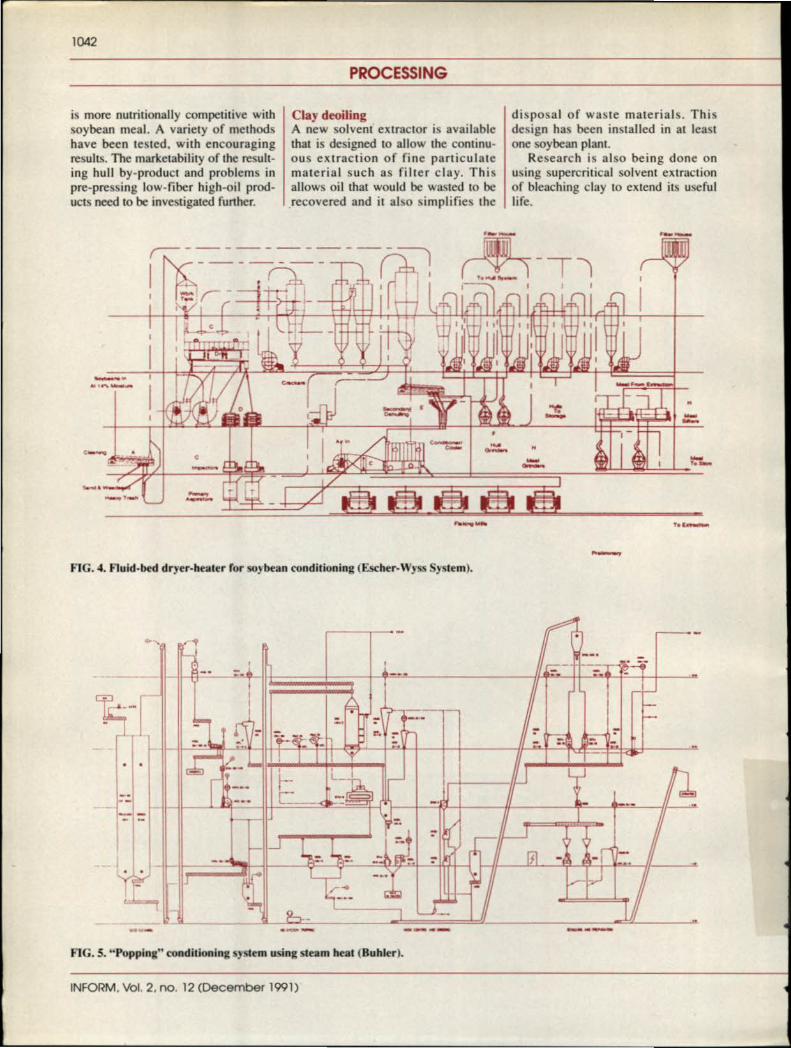
One manufacturer (Fig. 3) hasdesigned a scr of extruder parts thatcan be added 10 its existing prepress.With this equipment, the product canbe pressed and extruded within thesame unit. Reports indicate that thepress capacity will increase byapproximately 20%,
Soybean dehullingDuring the pnst few years severalrnnnufacturers have introduced newdehulling systems. Although the sys-tems will be different in design. theyall seem to sbure mutual benefits withthe ability to process soybeans with up10 13-14% moisture content.
For years the most commonmethod of soybean dchulling was 10heat whole soybeans in a grain dryer.then to allow them to cool buck 10ambient temperature over a time suffi-cient to shrink the meat away from thehull. The cold soybeans were thencracked. the hulls were aspirated offand the meals were reheated to a tem-perature suitable for flaking andextraction. The main disadvantages ofthis system are (a) the energy wastedheating the soybeans twice and (b) theexcess fines generated by the crackingof cold soybeans. In an effort toimprove this situation. on-line dryershave been developed that combine thedryingldehullinglconditioning stepsinto a continuous process that elimi-nates the double heating of the con-
~:::~ea+ fA"
,LFIG. 2. EXpander with drainage cage (Anderson Htvex Expander).
FIG, 3. Prepress with extruder modifications (French Oil Mill Machiner),).
venrional process. Soybeans are thencracked hOI which reduces the finesgenerated. A number of manufucturershave introduced such systems, includ-ing Escher-Wyss. Buhler, and CrownIron Works, A well-designed systemof this type increases flexibility andimproves the overall consistency ofthe material going to extraction,
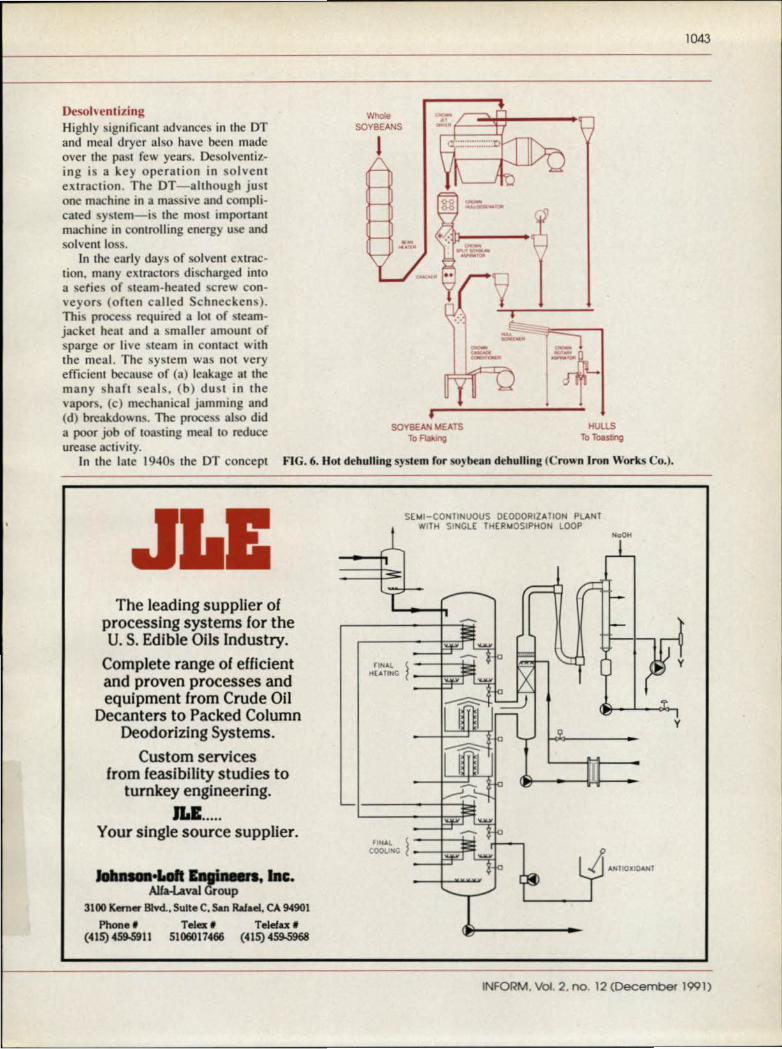
The Escher-Wyss system (Fig. 4)uses a fluid-bed dryer-heater to heatand dry the soybeans SO thnt the hulldetaches from the meal. The hcut isprovided by internal heat exchangersand air heating coils in the air returnducts, This is followed by crackingrolls and impactors to break up thebeans and to knock loose the hulls,The hulls and meats are then separat-ed in an air aspirator; the meats aresent to a fluid-bed conditioner-coolerfor final moisture and temperatureadjustment,
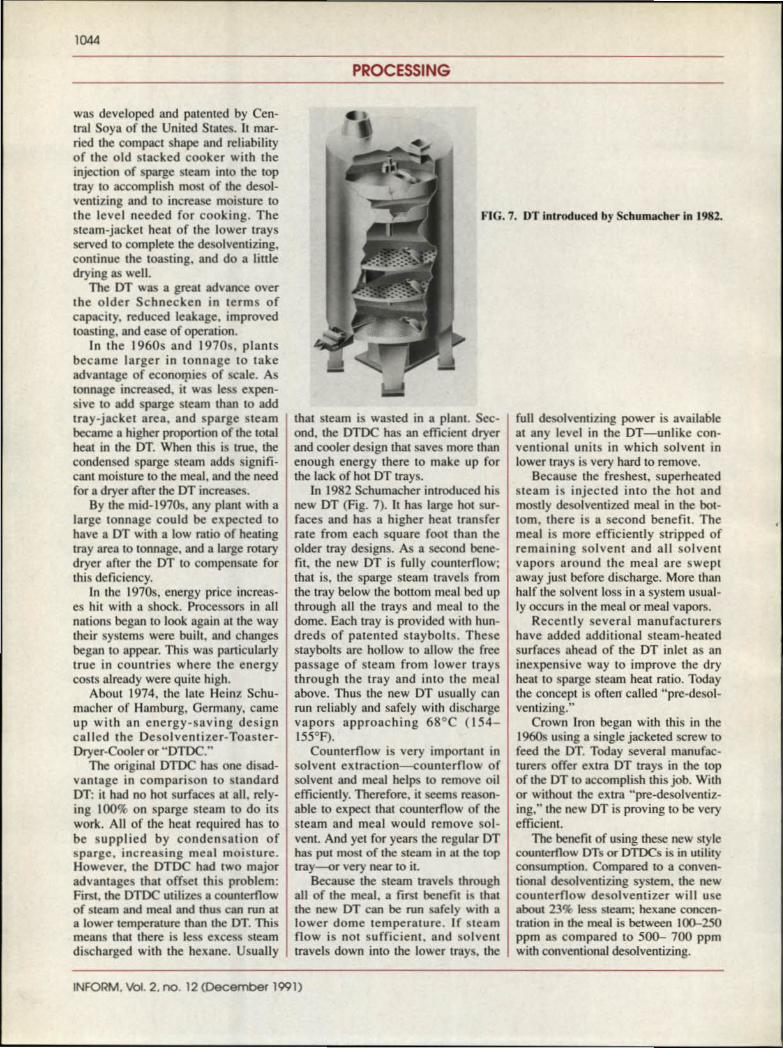
The Buhler system (Fig. 5) uses aconditioning column with steam-hear-ed elements to slowly bring the beans
10 approximately 150°F (65-66°C).This is followed by a short (approxi-mately Imin) treatment in a fluid-bed"popper." The beans then are split inhalf by impact splitters. the hulls areremoved in an aspirator. and the splitbean kernels are cracked and sent tothe flaking rolls.
The Crown system (Fig. 6) uses aconditioning column followed by a"Jet Dryer" to crisp the soybean hulland free it from the meal. The "Hul-looscnator" then splits the bean, rollsthe hulls free and aspirates the loos-ened hulls. The split meats are thencracked to the final size for flakingand sent to the "Crown Cascade Con-ditioner" for aspiration and tempera-ture/moisture adjustment.
Canota dchullingThere is research underway to producedehulled canota meal. Removing thehulls will increase the protein contentand reduce the fiber content in themeal. This would produce a meal that
INFORM. Vol. 2, no. 12 (December 1991)
1042
PROCESSING
is more nutritionally cornpennve withsoybean meal. A variety of methodshave been tested, with encouragingresults. The marketability of the result-ing hull by-product and problems inpre-pressing low-fiber high-oil prod-ucts need to be investigated further.
Clay deoilingA new solvent extractor is availablethai is designed \0 allow the continu-ous extraction of fine particulatematerial such as filter clay. Thisallows oil thai would be wasted to be,recovered and it also simplifies the
disposal of waste materials. Thisdesign has been installed in at leastone soybean plant.
Research is also being done onusing supercritical solvent extractionof bleaching clay 10 extend its usefullife.
_... ,....-
<-'~ec; ~~~~~~-.~~-'- ~-- -FIG. 4. Fluid-bed dryer-heater for soybean conditioning (Eseher-wyss System).
iI"""", • --•-. _.
1\.- -hi'"~!r.. ::
j ",(
1--' i;~~-- .- "l1-:. --d" -....~ . LJ.-_ ..-
FIG. S. "Popping" conditioning system using steam heat (Buhler).
INFORM,Vol. 2, no. 12(December 1991)
1043
FIG. 6. Hot dehulling system ror soybean dehulling (Crown Iron Works Co.).
DesolventlztngHighly significant advances in the DTand meal dryer also have been madeover the past few years. Desolvemiz-ing is a key operation in solventextraction. The DT-allhough justone machine in a massive and compli-cated system-is the mOSI importantmachine in controlling energy use andsolvent loss.
In the early days of solvent extrac-tion. many extractors discharged intoa series of steam- healed screw con-veyors (of len called Schneckens).This process required a lot of steam-jacket heal and a smaller amount ofsparge or live steam in contact withthe meal. The system was not veryefficient because of (a) leakage at themany shaft seals. (b) dust in thevapors. (e) mechanical jamming and(d) breakdowns. The process also dida poor job of toasting meal (0 reduceurease activity.
In the late 1940s the DT concept
JLEThe leading supplier of
processing systems for theU. S. Edible Oils Industry.
Complete range of efficientand proven processes andequipment from Crude Oil
Decanters to Packed ColumnDeodorizing Systems.
Custom servicesfrom feasibility studies to
turnkey engineering.ILl.....
Your single source supplier.
JaII_ .....1II1II-. IDc.Alla-Laval Group
3100 Kerner Blvd.. Sulte C. San !Wael. CA 94901Phone' Tetex' Teldu:'
(415)459-5911 5106017466 (415)459.5968
""""SOYBEANS -.'_.I :::::~::::::::o
......~. .:
---=- =:-~-,-'1',
SOYBEAN MEATS
"""'""UUS
To Toasuog
SHU-CONTINUOUS DEODORIZATION PLANTWITH SINCLE THERIoIOSIPHON LOOP
-n"'A~ ~HUIING
Y
~
I I
n"", 1-t::JCOOUNGl~
INFORM. Vol. 2. no. 12 (December 1991)
1044
full desotvennzmg power is availableat any level in the DT-unlike con-ventional units in which solvent inlower trays is very hard to remove.
Because the freshest. superheatedsteam is injected into the hal andmostly desclventized meal in the bot-tom. there is a second benefit. Themeal is more efficiently stripped ofremaining solvent and all solventvapors around the meal are sweptaway just before discharge. More thanhalf the solvent loss in a system usual-ly occurs in the meal or meal vapors.
Recently several manufacturershave added additional steam-heatedsurfaces ahead of the DT inlet as anInexpensive way 10 improve the dryheal to sparge steam heat ratio. Todaythe concept is often called "pre-desol-ventizing. "
Crown Iron began with this in the1960s using a single jacketed screw tofeed the DT. Today several manufac-turers offer extra DT trays in the topof the OT to accomplish this job. Withor without the extra "pre-desolventiz-ing," the new DT is proving to be veryefficient.
The benefit of using these new stylecounterflow DTs or DTDCs is in utilityconsumption. Compared to a conven-tional desolvenrizing system. the newcounterflow desolventizer will useabout 23% less steam: hexane concen-tration in the meal is between 100-250ppm as compared to 500- 700 ppmwith conventional desclvendzing.
PROCESSING
was developed and patented by Cen-tral Soya of the United States. It mar-ried the compact shape and reliabilityof the old stacked cooker with theinjection of sparge steam into the toptray to accomplish most of the desol-vcntizing and to increase moisture tothe level needed for cooking. Thesteam-jacket heat of the lower traysserved to complete the desolventizing,continue the toasting. and do a littledrying as well.
The DT was a great advance overthe older Schnecken in terms ofcapacity. reduced leakage, improvedtoasting. and ease of operation.
In the 1960s and 1970s, plantsbecame larger in tonnage to takeadvantage of economies of scale. Astonnage increased. it was less expen-sive to add sparge steam than to addtray-jacket area. and sparge steambecame a higher proportion of the totalheat in the DT. When this is true. thecondensed sparge steam adds signifi-cant moisture to the meal. and the needfor a dryer after the DT increases.
By the mid- I970s. any plant with alarge tonnage could be expected tohave a OT with a low ratio of heatingtray area to tonnage, and a large rotarydryer after the DT to compensate forthis deficiency.
In the 1970s, energy price increas-es hit with a shock. Processors in allneuons began to look again at the waytheir systems were built. and changesbegan to appear. This was particularlytrue in countries where the energycosts already were quite high.
About 1974, the lute Heinz Schu-macher of Hamburg. Germany, cameup with an energy-saving designcalled the Desolventizer-Toaster-Dryer-Cooler or "DTOC:'
The original DTOC has one disad-vantage in comparison to standardDT: it had no hot surfaces at all. rely-ing 100% on sparge steam to do itswork. All of the heat required has tobe supplied by condensation ofsparge. increasing meal moisture.However. the DTDC had two majoradvantages that offset this problem:First. the DTDC utilizes a counterflowof steam and meal and thus can run ata lower temperature than the DT. Thismeans that there is less excess steamdischarged with the hexane. Usually
••
FIG. 7. DT introduced by Schumacher in 1982.
that steam is wasted in a plant. Sec-ond. the DTOC has an efficient dryerand cooler design that saves more thanenough energy there to make up forthe lack of hot DT trays.
In 1982 Schumacher introduced hisnew DT (Fig. 7). It has large hot sur-faces and has a higher heat transferrate from each square foot than theolder tray designs. As a second bene-fit. the new DT is fully counterflow;that is. the sparge steam travels Irornthe tray below the bouom meal bed upthrough all the trays and meal to thedome. Each tray is provided with hun-dreds or patented staybons. Thesestaybolts are hollow to allow the freepassage of steam from lower traysthrough the tray and into the mealabove. Thus the new DT usually canrun reliably and safely with dischargevapors approaching 68°C (154-155°F).
Counterflow is very important insolvent extraction--counterflow ofsolvent and meal helps to remove oilefficiently. Therefore, it seems reason-able to expect that counterflow of thesteam and meal would remove sol-vent. And yet for years the regular DThas put most or the steam in at the toptray-c-or very near to it.
Because the steam travels throughall of the meal. a first benefit is thatthe new DT can be run safely with alower dome temperature. If steamflow is not sufficient. and solventtravels down into the lower trays. the
INFORM, Vol. 2, no. 12 (December 1991)

1046
PROCESSING
Fats and oils processingMost principles gov-erning the process-ing of oils and fatsare the same todayas they were earlythis century. Batch
processing was the norm (Fig. 8) untilabout 50 years ago. when continuousneutralization systems with cen-trifuges were introduced in response10 demands for greater capacities.Another significant development ofthese limes was the semi-continuousdeodorizer.
By the 1950s most large U.S. pro-cessing facilities had continuous orsemi-continuous refining systems that
"-IG. 8. Cuntinuous neutralizing line or the19JOs installed in tne United Stares.
in ffilmy aspects were similar 10 whatis used today. The refineries of the19505 typically were adapted 10 denlwith the two major feedstocks at thelime. cottonseed oil and soybean oil.Cottonseed oil was and is generallyrefined in the miscclln stage in theextraction plant. This procedure. dar-ing back to the 1940s. resulted in ahigh-quality oil and was way ahead ofits rime.
The removal of gossypol from cor-tonseed oil and phosphat ides fromsoybean oil is enhanced by extendedreaction times with caustic. This iswhy the U.S. "long-mix" processevolved. Anomer result of working
with only two basic feed-stocks was the early U.S.expertise in hydrogenationand blending to create mar-garine base stocks and short-enings.
In Europe and developingcountries. the move intolarger. continuous plantstook more lime. The reasonwas the need to modify theprocess to accommodate fre-quently changing oils andfats feedstocks. This neces-sitated more Flexibifuy inprocessing techniques. asreflected by the develop-ment of the "short-mix" pro-cess. The variety of feed-stocks also helped create agood understanding on howto produce margarine stocksby blending varying types ofoils and fats.
Developments in the1960s and early 1970s wererelated mainly to labor-sav-ing hardware improvements.Examples of this were theintroduction of automatedfilters. self-cleaning cen-trifuges and. later. the firstsystems for automatingplant operations with PLCs(programmable logic con-trollers).
In the lute 19705. breed-ing research and expansionof oil palm plantations inMalaysia were followed byan explosive increase inpalm oil production. As the i"IG. 9. 'rtnn-mm deodorizer.oil came to be refined locally(for political and economic reasons).there was a need to install many newand relatively large processing plants.As the plants were used only for palmoil processing. this led to commercial-ization of steam (physical) refiningplants. Such facilities were less costlyto acquire than traditional alkali(chemical) refining plants used foroilseed oils. and the physical refiningfacilities also were more efficient withless drastic effects on the environ-
ment. New. larger systems for separat-ing the liquid and solid fractions ofthe palm oil were also needed. whichled to new semicontinuous designs forboth wet and dry fractionation.
The success of physical refiningfor palm oil had an effect on the pro--cessing of other oils. In developingcountries. the lower investment costwas of major interest. In parts ofEurope. where the disposal of efflu-ents was becoming a serious problem.
INFORM. Vol. 2. no. 12 (December 1991)
1047
the elimination of acidwater was of particularinterest. This spurred re-newed efforts to improvethe degumming step. so thaithe quality of the refinedoils could approach that ofoils dcgummed throughalkali treatment. The newmethods that were devel-oped as a result of this. withUnilever 's Super Degum-ming process as a pioneer-ing example. opened thedoor \0 physical refining ofoils other than palm andlauric types.
Another driving force wasthe increasing demand toconserve energy. caused bythe petroleum price rises inthe 1970s. As this coincidedwith the palm oil boom.most of the new Malaysianplants were equipped withextensive heat recovery sys-tems. In the case of deodor-ized palm ell. this could beaccomplished in srraigfu oil-to-oil spiral heat exchangers.For seed oils. however. thegeneral requirement to pre·cool the oil under vacuumresulted in new deodorizerdesigns using thcrmo-sy-phon and evaporation cool-ing technology for internalheat recovery.
A more recent develop-ment. also popularized inMalaysia, has been the uscof rhin-film deodorizers.The design had long beenused for other chemical
_.-..., ..........,..,.... applications but. for somemystical reason. never hadbeen accepted or even prop-
erly tested by the oils and fats indus-try. Thus when the urgency for larger.more efficient systems became strongenough, the Malaysian industry wasready to try something new. The thin-film deodorizers worked well and arenow more or less the nonn for strip-ping and deodorizing palm and lauricoils. The design is slowly but surelymaking its way into the processing ofthe other bulk oils (Fig. 9).
The subject of oxidation of the oil
during storage and handling is gellingmore attention. as evidenced by anincreased use of stainless or coaledsteel for storage tanks. processing ves-sels and piping. Furthermore. nitrogenis used more frequently for blanketingand may be injected into the oil at cer-tain points.
The most talked about subjectthese days is the environmcmnl aspectof oils and fats processing. Most pro-cesses. as will be described later, have
some form of liquid or solid wastethat increasingly is cause for concern.In addition. the general spills andleaks of products in the plant are nowrecognized as a serious ground waterpollutant in connection with stormwater run-off. In practice, this meansthat many facilities are being forced toredesign their drainage systems andinstall on-site water treatment and fatrecovery systems. When the fat ismixed with solids. as is the case in
When is a fat not a fat?When n doesn't pertorm likeor know it's a fat.For example, Neobee M-Sls a fat.It looks like, tastes like, and has the,mouth feel of 0 fat. But the bodythinks It's not a tot.
Unlike conventional fats, It canbe quickly converted to energy.After absorption, this mediumchain triglyceride (MeT) isn'thydrolyzed and reesterffied.Instead, It enters the portal veinand is transported dlrecHy to theliver where it Is readily bumed.
100 West Hunter Ave., Maywood, NJ 07607 (201) 845-3030 or FAX (201) 845-6754.
That's why it has a low tendency toform depot fat.As a rule, this schizophrenic fat
can be used - just like its moreconventional cousins - in mostbaked and cooked products. Thatcould rnoke a lot of people on fot-free diets very happy.
For rrcre information on the fatsthat don't know they're fats, writeor call the schizophrenic fat people.
INFORM, Vol. 2. no. 12 (December 1991)
1048
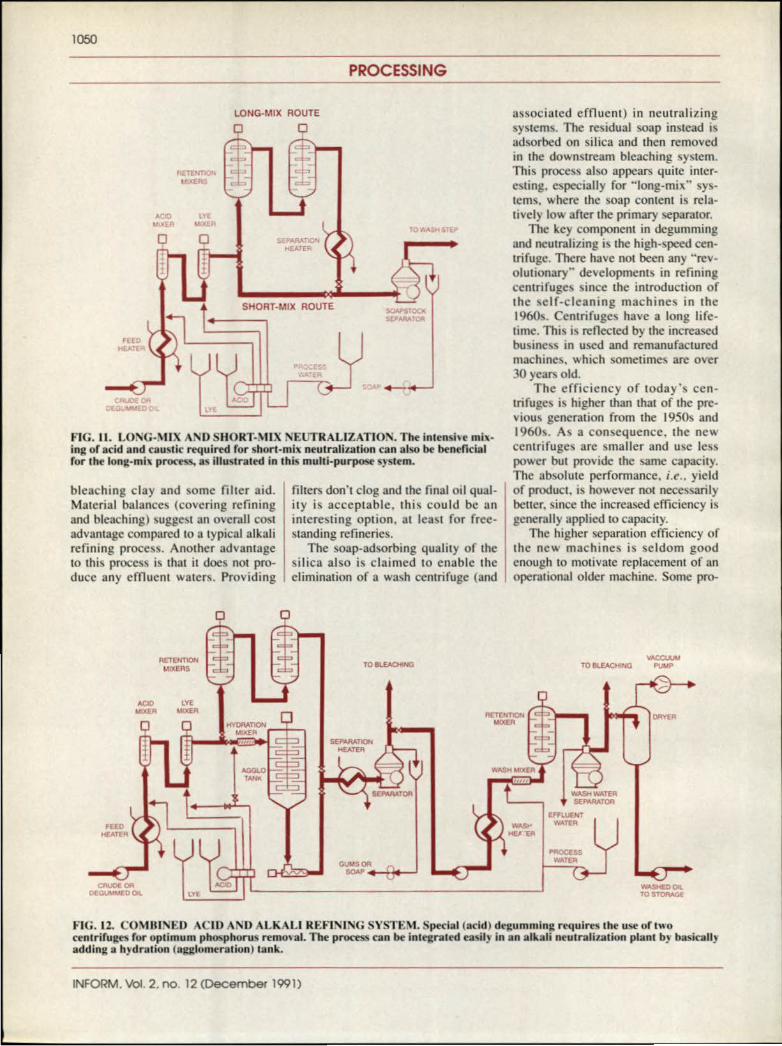
NeutralizationFor years the neutralization process(relining) has been associated with thesaponification and removal of fanyacids rather than the removal of pbos-phatldes. Paradoxically. the increaseduse of physical relining has put focuson the superior degumming and decal-orizing propenies of "neutralization:'which should be the real reason forusing the process. Furthermore. theadvantage of longer retention limesduring the reaction between oil andcaustic. in order to maximize phos-phatide removal. has become moreapparent to seed oil processors. TheU.S. "long-mix" method is thereforegaining ground among traditional"short-mix" processors. especiallythose working with soybean andcanola oils (Fig. II).
Another trend in alkali refining{neutralization] plants is that theyincreasingly are being adapted to doacid refining (uni/super/lOtal/specialdegumming, erc.). Since the equip-ment involved is essentially the samefor both methods. it is an economicalway to design a system that can doboth chemical and physical refining(Fig. 12).
In integrated facilities. where thesoepsrock issue can be resolved moreeconomically. alkali refining is likelyto continue to be the preferredmethod. Integrated facilities also havethe option to mtscelta refine. Thispractice should increase also for oilsother than cottonseed oil, as il is gen-erally more efficient than normalrefining. Furthermore. it can be donewith isopropyl alcohol (IPA). whichmay be the solvent of the future.
An interesting alternative to acidand alkali refining. developed by W.R.Grace & Co .. is silica refining. i.e..dry degumming and partial neutraliza-tion with silica and physical refining.This material has a higher ability toadsorb soap and phospholipids thantraditional clays. In fact. its phospho-lipid adsorbing ability is enhanced byprior adsorption of soaps. Grace hasdeveloped a process based on this fea-ture. where a reduced amount of caus-tic. sufficient 10 create about 500 ppmsoap. is added to a water-degummedoil. Silica is then added. after whichthe oil is filtered in a packed bed of
PROCESSING
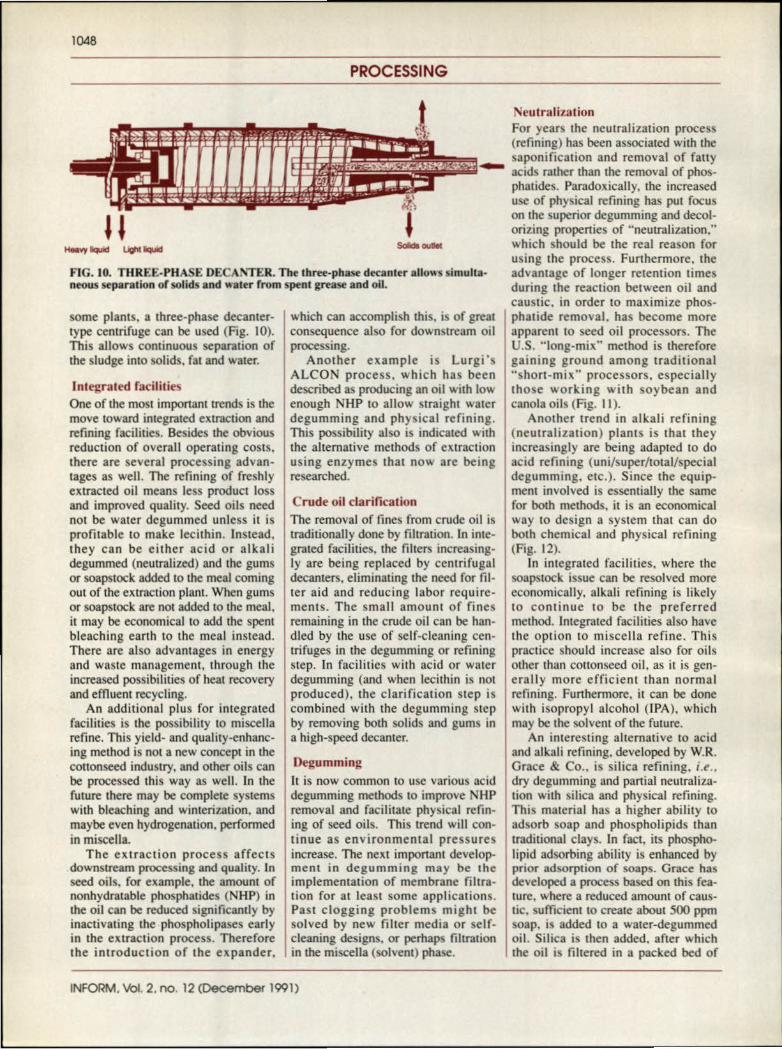
--FIG. 10. THREE-PHASE DECANTER. The three-phase decanter allows simulta-neous separation or solids and water trcm spent grease and on.
some plants. a three-phase decanter-type centrifuge can be used (Fig. 10).This allows continuous separation ofthe sludge into solids. fat and water.
Integrated facilitiesOne of the most important trends is themove toward integrated extraction andrefining facilities. Besides the obviousreduction of overall operating costs.there are several processing advan-tages as well. The refining of freshlyextracted oil means less product lossand improved quality. Seed oils neednot be water degummed unless it isprofitable to make lecithin. Instead.they can be either acid or alkalidegummed (neutralized) and the gumsor scapstock added to the meal comingout of the extraction plant. When gumsor soepsrock are not added to the meal,it may be economical to add the spentbleaching earth to the meal instead.There are also advantages in energyand waste management. through theincreased possibilities of heat recoveryand effluent recycling.
An additional plus for integratedfacilities is the possibility to miscellarefine. This yield- and quatuy-enhanc-ing method is not a new concept in thecouonseed industry. and other oils canbe processed this way as well. In thefuture there may be complete systemswith bleaching and winterization, andmaybe even hydrogenation. performedin miscella.
The extraction process affectsdownstream processing and quality, Inseed oils, for example. the amount ofnonhydretablc phosphatides (NHP) inthe oil can be reduced significantly byinactivating the phosphoJipases earlyin the extraction process. Thereforethe introduction of the expander.
which can accomplish this. is of greatconsequence also for downstream oilprocessing.
Another example is Lurgi'sALCON process. which has beendescribed as producing an oil with lowenough NHP to allow straight waterdegumming and physical refining.This possibility also is indicated withthe alternative methods of extractionusing enzymes that now are beingresearched.
Crude oil clarificationThe removal of fines from crude oil istradilionally done by filtration. In inte-grated facilities. the filters increasing-ly are being replaced by centrifugaldecanters. eliminating the need for fil-ter aid and reducing labor require-ments. The small amount of finesremaining in the crude oil can be han-died by the use of self-cleaning cen-trifuges in the degumming or refiningstep. In facilities with acid or waterdegumming (and when lecithin is notproduced), the clarification step iscombined with the degumming stepby removing both solids and gums ina high-speed decanter.
DegummingIt is now common 10 use various aciddegumming methods to improve NHPremoval and facilitate physical refin-ing of seed oils. This trend will con-tinue as environmental pressuresincrease. The next important develop-ment in degumming may be theimplementation of membrane filtra-tion for at least some applications.Past clogging problems might besolved by new filter media or self-cleaning designs. or perhaps filtrationin the miscella (solvent) phase.
INFORM. Vol. 2, no. 12 (December 1991)
1050
PROCESSING
LONG-MIX ROUTE
oassociated effluent) in neutralizingsystems. The residual soap instead isadsorbed on silica and then removedin the downstream bleaching system.This process also appears quite inter-csnng. especially for "long-mix" sys-tems. where the soap content is rela-tively low after the primary separator.
The key component in degummingand neutralizing is the high-speed cen-trifuge. There have not been any "rev-olutionary" developments in reliningcentrifuges since the introduction ofthe self-cleaning machines in the19605. Centrifuges have a long life-time. This is reflected by the increasedbusiness in used and remanufacturedmachines, which sometimes arc over30 years old.
The efficiency of today's cen-trifuges is higher than that of the pre-vious generation from the 1950s and1960s. As a consequence. the newcentrifuges are smaller and use lesspower but provide the same capacity.The absolute performance. i.e.. yieldof product. is however not necessarilybetter. since the increased efficiency isgenerally applied to capacity.
The higher separation efficiency ofthe new machines is seldom goodenough to motivate replacement of anoperational older machine. Some pro-
FIG. 12. COMIHNED ACID AND ALKALI REFINING SYSTEM. Special (acid) degumming requires the use or twocenrrtruges ror optimum phosphorus remover. The process can be integrated easily in an alkali neutrauzance plant by basicallyadding a hydration (agglomeration) tank.
SHORT·MIX ROUTE
fillers don't clog and the final oil qual-ity is acceptable. this could be aninteresting option. at least for free-standing refineries.
The soap-adsorbing quality of thesilica also is claimed to enable theelimination of a wash centrifuge (and
I-IG. II. LONG-MIX AND SHORT-MIX NEUTRALIZATION. The Inteestve mix-ing of acid and caustic required for sbort-mlx neutralization can also be benenctatfor the long-mix process, as illusrrated in this mufti-purpose system.
INFORM. Vol. 2. no. 12 (December 1991)
bleaching clay and some filter aid.Material balances (covering refiningand bleaching) suggest an overall COSIadvantage compared to a typical alkalirefining process. Another advantage10 this process is that it does not pro-duce !lI1y effluent waters. Providing
~MlXER5
HYDRATIONece ..
1052
advantage of higher cake retentionand lower residual oil in cake. Thedrawbacks are the higher price andhigher mechanical complexity. Someprocessors still prefer this design. butpast mechanical problems (in certainmarkets) and the high price have pre-vented widespread use.
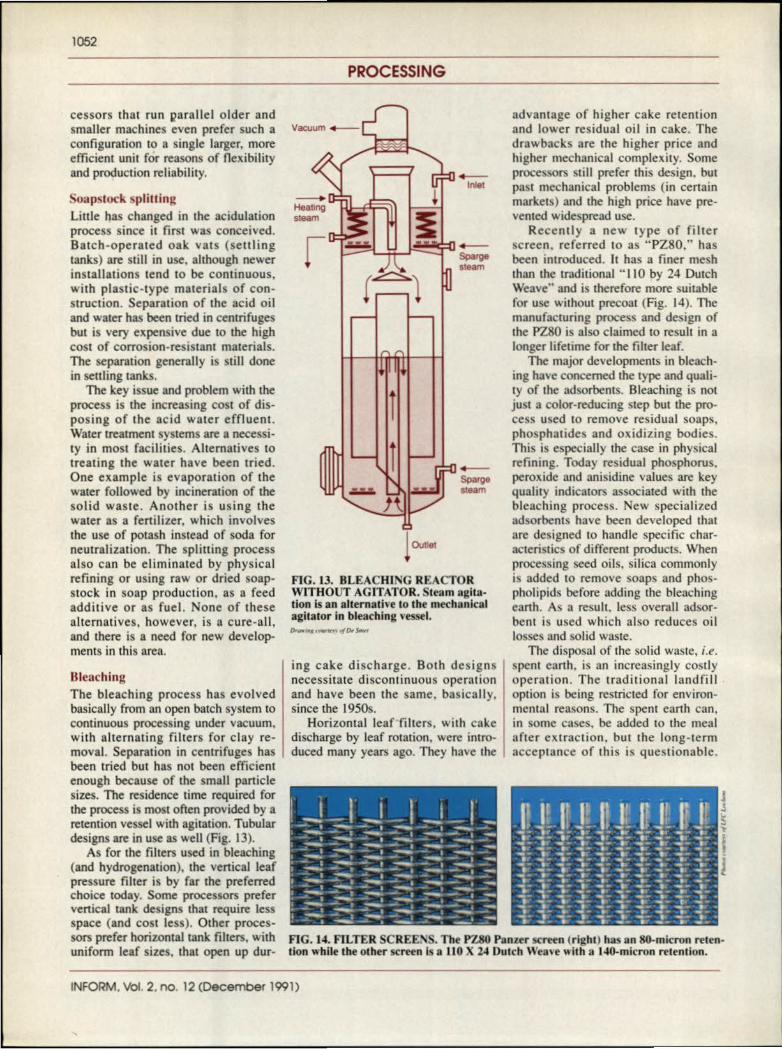
Recently a new type of filterscreen. referred to as "PZ80:' hasbeen introduced. It has a finer meshthan the traditional "110 by 24 DutchWeave" and is therefore more suitablefor use without precoar (Fig. 14), Themanufacturing process and design ofthe PZ80 is also claimed 10 result in alonger lifetime for the filter leaf.
The major developments in bleach-ing have concerned the type and quali-ty of the adsorbents. Bleaching is nOIjust a color-reducing step but the pro-cess used to remove residual soaps,phosphat ides and oxidizing bodies.This is especially the case in physicalrefining. Today residual phosphorus.peroxide and anisidine values are keyquality indicators associated with thebleaching process. New specializededsorbenrs have been developed thatare designed to handle specific char-acteristics of different products. Whenprocessing seed oils, silica commonlyis added to remove soaps and phos-pholipids before adding the bleachingearth. As a result, less overall adsor-bent is used which also reduces oillosses and solid waste.
The disposal of the solid waste, i.e.spent earth. is an increasingly costlyoperation. The traditional landfilloption is being restricted for environ-mental reasons. The spent earth can,in some cases, be added to the mealafter extraction, bUI the long-termacceptance of this is questionable.
PROCESSING
cessors that run Qarallel older andsmaller machines even prefer such aconfiguration to a single larger, moreefficient unit for reasons of flexibilityand production reliability.
Soapstock splittingLittle hes changed in the acidulationprocess since it first was conceived.Batch-operated oak vats (settlingtanks) are still in use. ahhough newerinstallations tend to be continuous,with plastic-type materials of con-struction. Separation of the acid oiland water has been tried in centrifugesbut is very expensive due to the highcost of corrosion-resistant materials.The separation generally is still donein settling tanks,
The key issue and problem with theprocess is the increasing COSI of dis-posing of the acid water effluent.Water treatment systems are a necessi-ty in most facilities. Alternatives totreating the water have been tried.One example is evaporation of thewater followed by incineration of thesolid waste, Another is using thewater as a fertilizer, which involvesthe use of potash instead of soda forneutralization. The splitting processalso can be eliminated by physicalrefining or using raw or dried soap-stock in soap production. as a feedadditive or as fuel. None of thesealternatives, however, is a cure-all,and there is a need for new develop-mentS in this area.
BleachingThe bleaching process has evolvedbasically from an open batch system tocontinuous processing under vacuum.with alternating filters for clay re-moval. Separation in centrifuges hasbeen tried but has not been efficientenough because of the small paniclesizes. The residence time required forthe process is most often provided by aretention vessel with agitation. Tubulardesigns are in use as well (Fig. 13).
As for the filters used in bleaching(and hydrogenation). the vertical leafpressure filter is by far the preferredchoice today. Some processors prefervertical tank designs that require lessspace (and COSI less). Other proces-sors prefer horizontal tank filters. withuniform leaf sizes. that open up dur-
1~
!I
FIG. 14.FILTER SCREENS. The PZSOPanzer screen (right) has an SO-micron reren-non while the other screen is a 110 X 24 Dutch weave with a 140·micron retention.
INFORM, Vol. 2, no. 12 (December 1991)
-'''''I~ -......
Bleamt'~S.l
ii -""00... .~J\
!0u!11I
FIG. 13, BLEACHING REACTORWITHOUT AGITATOR. Steam agita-tion is an alternative to the mechanicalagitator In bleaching vessel.O'U' ... .."...T'ttxSoon
ing cake discharge. Both designsnecessitate discontinuous operationand have been the same. basically.since the t 950s.
Horizontal leaf-filters. with cakedischarge by leaf rotation. were intro-duced many years ago. They have the
J-I 1_.-- . --- . --- . --'---'----'---1-... , _ ....... ---- . --- - I _- ..... I __ • _~ I I __ 1 __-.-,--,~-,--'"_'__ '_-1 ___ ..... , _ ......1 _~ 1-
...... I __ -- , _ ... 1 _~
- ...... ,~ ...... 1 _-._... 1_· ...... _--' , ___ ......I , __ , _
~ , _ ....... -_ ... , ---, -~.-- , -- . -.... ,_ ........ _ ...... ,--1--,_-,---.-....... -...-.. . --- . _ ......
1054
PROCESSING
and recycling. which would be espe-chilly advantageous in large continu-ous plants.
As for the removal of the finaltraces of nickel. there appears 10 be atrend from "post-bleaching" back toscavenging. Post-bleaching basicallyis a complete "bleaching" systemwhere citric acid. filler aid and clayare slurried with the oil under vacuumand then removed in a filler. Actually.all thai is needed to remove the nickelis a filler preccated with filler aid andcitric acid. The vacuum in POSI-bleaching is related to the removal oftraces of hydrogen in a system withuonevacuated conveners. The bleach-ing earth is 10 compensate [or thecolor degradation that sometimestakes place after hydrogenation due 10the carbon steel of the reactor. Belterprocessing before hydrogenation andthe use of stainless steel reactorseliminate this requirement. The netresult is less equipment and simpleroperation.
DewaxtngDewaxing refers 10 the removal ofsmall amounts (<2%) of a high melt-ing "wax" in. e.g .. sunflower. com andcanota oils. This is traditionallyaccomplished by chilling the oil andsepnrnring the crystallized wax in fil-ters. Filter aid is added to the oil topromote crystallization and to aid infiltration.
In the early 1970s a ncw processwas introduced in which the oil iscontinuously chilled and the crystal-lized wax removed by centrifugationin the washing step after neutraliza-tion. The separation of the wax isfacilitated by the residual soap in theoil. acting as a welting agent. Howev-er. the method does not always ensuresuff'icient wax removal and mayrequire a subsequent cold (and wet)filtration step. In these cases the over-all efficiency of the method can besurpassed by a modem (continuous)filtration system.
A variant of cold washing is coldneutralization. In this case the oil ischilled before the caustic treatmentwhich then is done at low-temperaturewith very long retention time. but withhardly any caustic excess. Excellentquality results have been reported. but
Traditionally. spent earth contains20-30% fatty materials. As disposalcosts arc related to fat content. theprofitability of further removing andrecovering fat from the clay is ofinterest. The simplest way of doingthis (to 5-10%) is by extraction of oilwith hot water and then by recoveringthe fill. Truditionully this has beendone by sell ling. The drawback is thata relatively large amount of water isrequired which creates a fatty effluent.Continuous processing in centrifugesincreases the efficiency and reducesthe amount of water needed. bUI thishas been a costly system. When thebleaching process is done in the rnis-cella stage (in integrated facilities).the spent earth can be deoiled withsolvent at a relatively low COSI.In themlscetla phase. it also should be pos-sible to separate the earth in a cen-trifuge. thanks to the larger differencein specific gravity and the lower vis-ccsity. Centrifugal separation docs notrequire the earth to have specific fil-terability qualities. This could be away to simplify the development ofrecyclable or reusable silicas andclays. It is. however. an expensivealternative that would apply only tolarge plants.
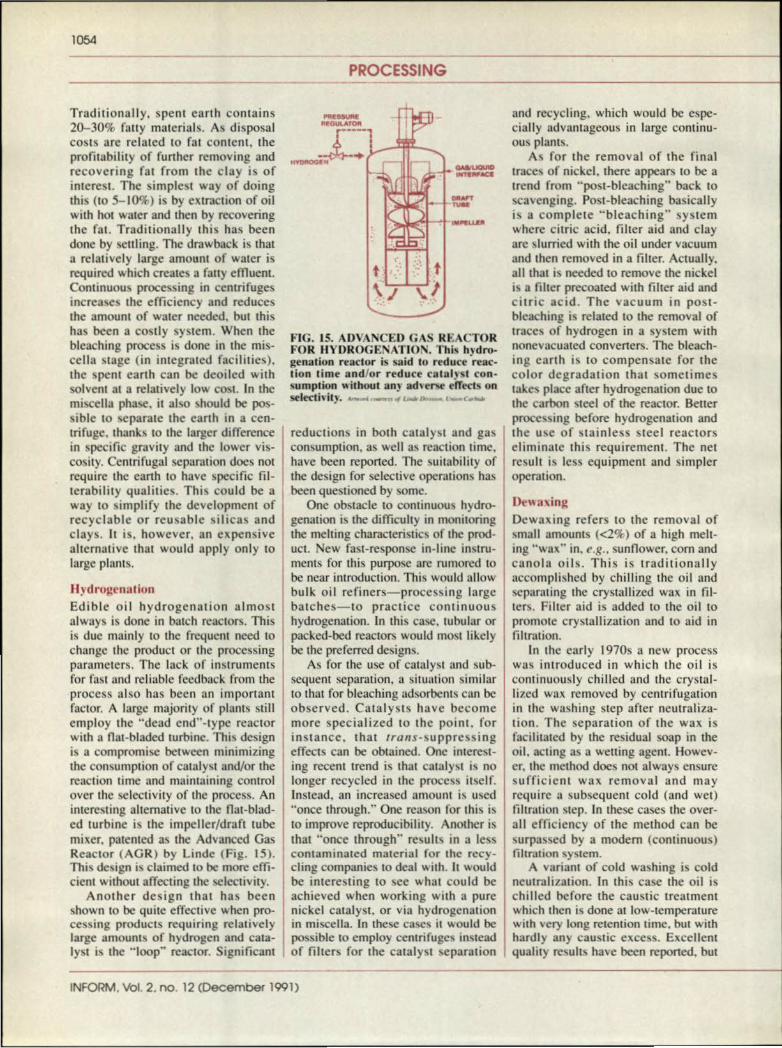
HydrogenationEdible oil hydrogenation almostalways is done in batch reactors. Thisis due mainly to the frequent need tochange the product or the processingparameters. The lack of instrumentsfor fast and reliable feedback from theprocess also has been an importantfactor. A large majority of plants stillemploy the "dead end=-typc reactorwith a Oat-bladed turbine. This designis a compromise between minimizingthe consumption of catalyst and/or thereaction time and maintaining controlover the selectivity of the process. Aninteresting alternative to the flat-blad-ed turbine is the impeller/draft tubemixer. patented as the Advanced GasReactor (AGR) by Linde (Fig. 15).This design is claimed 10 be more effi-cient without affecting the selectivity.
Another design that has beenshown to be quite effective when pro-cessing products requiring relativelylarge amounts of hydrogen and cata-lyst is the "loop" reactor. Significant
INFORM, VoL 2, no. 12 (December 1991)
FIG. 15. ADVANCED GAS REACTOR"'OR HYDROGENATION. This hydro-genation reactor is said to reduce reac-tion time and/or reduce catalyst con-sumption without any adverse effects onselecuvuy, _ ....... .,~_r_{'_reductions in both catalyst and gasconsumption, as well as reaction time.have been reported. The suitability ofthe design for selective operations hasbeen questioned by some.
One obstacle to continuous hydro-genation is the difficulty in monitoringthe melting characteristics of the prod-uct. New fast-response in-line instru-ments for this purpose are rumored tobe ncar introduction. This would allowbulk oil refiners-processing largebatches-to practice continuoushydrogenation, In this case. tubular orpacked-bed reactors would most likelybe the preferred designs.
As for the use of catalyst and sub-sequent separation. a situation similarto that for bleaching adsorbcnts can beobserved. Catalysts have becomemore specialized to the point. forinstance, that trails-suppressingeffects can be obtained. One interest-ing recent trend is that catalyst is nolonger recycled in the process itself.Instead. an increased amount is used"once through." One reason for this isto improve reproducibility. Another isthat "once through" results in a lesscontaminated material for the recy-cling companies to deal with. It wouldbe interesting to see what could beachieved when working with a purenickel catalyst. or via hydrogenationin miscella. In these cases it would bepossible to employ centrifuges insteadof filters for the catalyst separation

1055
oil losses also hove been retenvetyhigh and the soapsrock is difficult 10spill. If cold neutrallzatlon/dewaxtngis performed in miscella however. itmay prove 10 be the best method.
A drawback with dewaxing in theneurrafization step is that neutraliza-tion increasingly is being replaced byacid degumming (physical refining) infree-standing refineries. It is also pos-sible 10 do the degumming process ata lower temperature. thereby rernov-ing a large portion of the waxes withthe gums. AI the same lime. however.the yield of degummcd oil will godown. Considering that the oil stillneeds \0 be chilled and filtered again.the overall economy of cold degum-ming is questionable.
increasingly important as the differ-ence in value increases. As in dcwax-ing. fractionation is accomplished bychilling and separation of the crystal-lized high-melting fraction. The waythe crystals are formed. as well as theway they are separated. determineshow much of the more valuable liquidfraction (olein) is lost with thestearine. Much work in this field inthe 1970s was driven by the increasein palm oil production and processing.One of the most successful was thecentrifuge-based -Ltpotrac'' process.With the help of a recycled wettingagent (hence the expression "wet frac-tionation"). this process offered yieldsof about 80% as compared to the 60%of "dry" filter-based systems for thisoil. This difference generally made thesystem more cost-efficient eventhough it had higher capital and higherutility costs.
In the early 1980s, the efficiency ofdry fractionation (for palm oil) re-
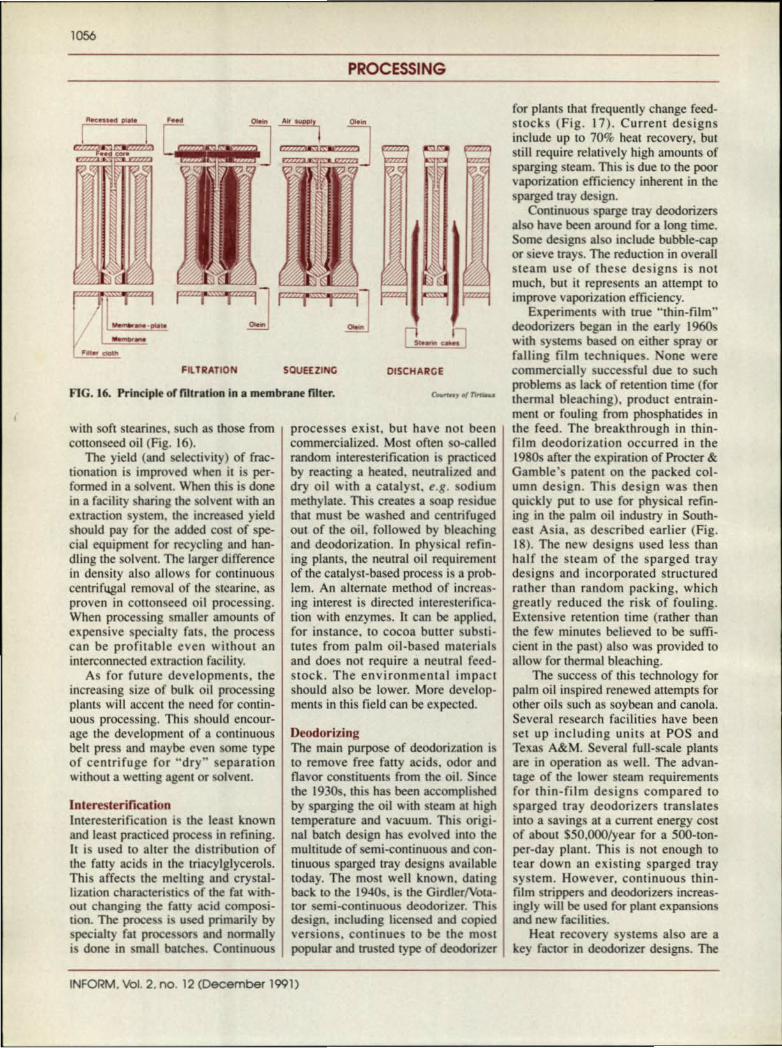
ceived a boost by the introduction ofthe inflatable chamber or "membrane"filter press. This type of filter makes itpossible to "squeeze" out some of theolein entrained in the filler cake. Theresulting yield increase (to about75%) made the dry process moreeffective than the wet process in mostcases. The fact that the dry processdoes not use a welling agent also hasbeen an increasingly imponant advan-tage. The cost of disposing of thespent material is rising, and "natural"(additive-free) processing is increas-ingly popular these days. A disadvan-tage of the membrane filter process isthat it requires precisely controlledbatch processing. where the batch sizeis determined by the solids-holdingcapacity of the filter. In large plants,operations can become quite compli-cated, require multiple crystallizersand fillers for up to two batches perhour. It should also be noted thatmembrane filters do not function well
FractionationThe economy of this process dependson the difference in value between thelow- and high-melting fractions. Theyield of one or the other becomes
TWO, WHO GOTO EXTREMESOILS AND FATS
" ~~~~c~e.~!?c.I ..... __ ICo,;o _. -.".0-0000-. '_O;f1tTJD3..4·._o;n,v.3-,"T.... 15'3_ •• "UOI
INFORM, Vol. 2, no. 12 (December 1991)
1056
for plants that frequently change Feed-stocks (Fig. 17). Current designsinclude up to 70% heat recovery, butstill require relatively high amounts ofsparging steam. This is due to the poorvaporization efficiency inherent in thesparged tray design.
Continuous sparge tray deodorizersalso have been around For a long lime.Some designs also include bubble-capor sieve trays. The reduction in overallsteam use of these designs is nOImuch. but it represents an attempt toimprove vaporization efficiency.
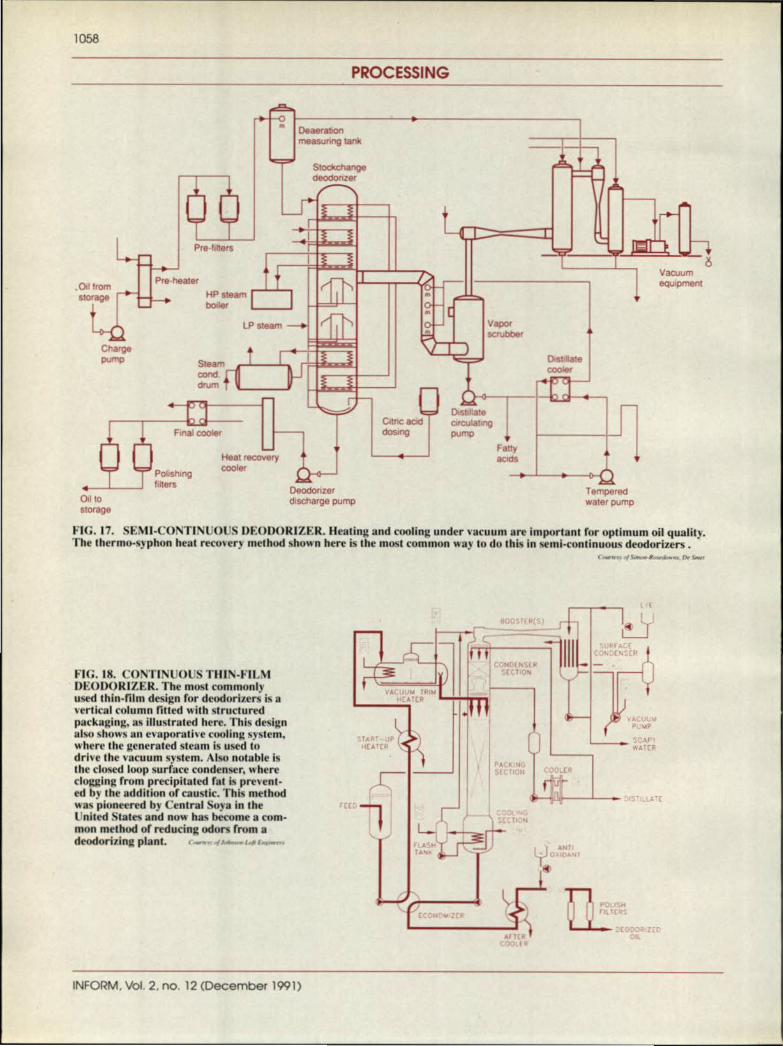
Experiments with true "thin-film"deodorizers began in the early 1960swith systems based on either spray orfalling film techniques. one werecommercially successful due 10 suchproblems as lack of retention time (forthermal bleaching), product entrain-ment or fouling from phosphatides inthe feed. The breakthrough in thin-film deodorization occurred in the1980s after the expiration of Procter &Gamble's patent on the packed cot-umn design. This design was thenquickly put to use for physical refin-ing in the palm oil industry in South-east Asia. as described earlier (Fig.18). The new designs used less thanhalf the steam of the sparged traydesigns and incorporated structuredrather than random packing, whichgreatly reduced the risk of fouling.Extensive retention time (rather thanthe few minutes believed to be suffi-cient in the past) also was provided toallow for thermal bleaching.
The success of this technotogy forpalm oil inspired renewed attempts forother oils such as soybean and canola.Several research facilities have beenset up including units at pas andTexas A&M. Several full-scale plantsare in operation as well. The advan-tage of the lower steam requirementsfor thin-film designs compared tosparged tray deodorizers translatesinto a savings at a current energy costof about S50.000/year for a 500-ton-per-day plant. This is not enough totear down an existing sparged traysystem. However. continuous thin-film strippers and deodorizers increas-ingly will be used for plant expansionsand new facilities.
Heat recovery systems also are akey factor in deodorizer designs. The
PROCESSING
-..- .....I ~....J.rzzzzzr.... .....
FILTRATION
o.._...!.JSQUEEZINC DISCHARCE
FIG. 16. Principle or filtration in a membrane filter.
with soft stearines. such as those fromcottonseed oil (Fig. l6).
The yield (and selectivity) of frac-tionation is improved when it is per-formed in a solvent. When this is donein a facility sharing the solvent with anextraction system. the increased yieldshould pay for the added cost of spe-cial equipment for recycling and han-dling the solvent. The larger differencein density also allows for continuouscentrifugal removal of the srearine. asproven in cottonseed oil processing.When processing smaller amounts ofexpensive specialty fats. the processcan be profitable even without aninterconnected extraction facility.
As for future developments, theincreasing size of bulk oil processingplants will accent the need for contin-uous processing. This should encour-age the development of a continuousbelt press and maybe even some typeof centrifuge for "dry" separationwithout a welling agent or solvent.
t nterestertncatlonlnteresterification is the least knownand least practiced process in refining.It is used to alter the distribution ofthe fatty acids in the triacylglycerols.This affects the melting and crystal-lization characteristics of the Iar with-OUIchanging Ihe fatty acid composi-tion. The process is used primarily byspecialty fat processors and nonnallyis done in small batches. Continuous
processes exist, but have not beencommercialized. Most often so-calledrandom interesterificarion is practicedby reacting a heated. neutralized anddry oil with a catalyst. e.g. sodiummethylate. This creates a soap residuethat must be washed and centrifugedout of the oil, followed by bleachingand deodorization. In physical refin-ing plants. the neutral oil requirementof the catalyst-based process is a prob-lem. An alternate method of increas-ing interest is directed interesteriflca-tion with enzymes. It can be applied.for instance. to cocoa butter substi-tutes from palm oil-based materialsand does nOI require a neutral feed-stock. The environmental impactshould also be lower. More develop-ments in this field can be expected.
INFORM, Vol. 2. no. 12(Oecember 1991)
DeodorizingThe main purpose of deodorization is10 remove free fatty acids. odor andflavor constituents from the oil. Sincethe 1930s.this has been accomplishedby sparging the oil with steam at hightemperature and vacuum. This origi-nal batch design has evolved into themultitude of semi-continuous and con-tinuous sparged tray designs availabletoday, The most well known. datingback to the 19405. is the Girdler/Vota-lor semi-continuous deodorizer. Thisdesign. including licensed and copiedversions. continues to be the mostpopular and trusted type of deodorizer
1058
PROCESSING
DeaeraDDnmeasuring taok
Pre-heater.()Ifromstorage r ......-I ~ HPsteam rUe.,...'" •
•
,,,"-Heat feocoverycooler
Deodorizerdischarge pump
Temperedwater pumpOil to
storage
FIG. 17. SEMI·CONTINUOUS DEODORIZER. Healing and cooling under vacuum are hnporlanl rer optimum oil quality.The thermo-syphon heal recovery method shown here is the most common way 10 do this in semi-continuous deodorizers.c_"'_~_............_
"Urmt--1111_ -'~~[:\~'COIlDlN~lR
,(C"O~FIG. 18. CONTINUOUS THIN-fo'ILMDEODORIZt:R. The most commonlyused thin-film design ror ueodonzers is avertical column filled with structuredpackaging, as illustrated here. This designalso shows an evuporetive cooling system,where the generated steam is used 10drtve the vacuum system. Also notable Isthe closed loop surface condenser. whereclogging rrcm precipitated rat is prevent-ed by the addition or caustic, This methodwas pioneered by Central Soya in theUnited States and now has become II com-mon method or reducing odors rrcm IIdeodorizing plant, ('_~_,..,~.
\I"CIl~"~c"f
L__ ~--- SOAP'WA'CR
PA(K,>lC;HeMl1 COO"[~
~lUT UPH(AT(R
__ 1 "
1.1 ..>iTi:0" .'"..DC,~
~II..T['I$
XOOOIIIH'en.
[CO""·" ZUI
INFORM, Vol. 2, no. 12 (December 1991)
1060
many cases. but the empha-sis has shifted to qualitycontrol. Many processorshave discovered that central-ly supervised automated sys-tems may save the salariesof a few operators, but theskill demands on the opera-tors who remain are a lothigher. Problems mat in thepast could be handled manu-ally to keep the plant operat-ing. today can shut downplants for hours or worse. Amodem PC-interfacing oper-ator does nOI have as muchhands-on experience withthe equipment and maybecome paralyzed when toomany alann bells start ring-ing simullaneously. Thecommissioning and trainingtime for centrally automatedsystems is much longer thanwas needed with the oldpneumatic instruments andindividual controllers. So.the labor-saving aspect ofcentralized automation canbe questioned. This is. how-ever. most often outweighedby the improvements in con-sistent product quality andplant management.
Therefore. most newer plants andsystems are run by electronic fieldinstruments and distributed. PLC-based controllers, that are supervisedfrom one or more PC workstations.The reliability of the hardware andsoftware has now become so high thatthe PLCs frequently are coveringmore than one process.
Field instruments are increasinglymore exact and reliable. and on-linemeasurements for weight, mass now.pH, turbidity, vacuum and etc. arecommonplace. Patented designs for on-line SR measurements are under inves-tigation. The long-sought dream of reli-able on-line phosphorus and fatty acidanalyzers has yet to be realized.
Whatever the motivation for im-proved technology. or how the tech-nology is developed and adopted, thegoal for processors of oilseeds and offats and oils remains the same: to dosomething better, faster or cheaper .•
PROCESSING
best known is the thermo-syphon loop used in mostsemicontinuous deodorizerdesigns. In continuous sys-tems. it is tempting to simplyexchange heat between theincoming and outgoing oilsas is done for palm oils.When this is attempted athigh temperatures for seed
" oils. however. two problemsoften occur. The hot side ofthe heat exchange devicebecomes fouled and thedeodorized oil develops anoff Flavor. Most designs forseed oils therefore still coolthe oil to final temperature insparged heating trays or ves-sels and use other means forheat recovery. One way to dothis is to pre-cool the oil byevaporating water in a cool-ing coil and using the steamfor the vacuum system.Another way is to use a heat-transfer Fluid that circulatesbetween the heating andcooling trays or vessels.
In connection with heattransfer fluids, it should benoted that mineral Fluids noware seldom accepted due to a Semt-contfnuous deodorlz.er In the Untted Stat ••perceived health risk. Thealternative is high pressure steam,which is more difficult and expensiveto utilize.
The development of the vaporscrubber was an important factor inaddressing the environmental aspectsof deodorization. Early systems sim-ply condensed the evaporated materi-als with the steam. The scrubbersolved most of the problems associat-ed with this and also enabled recoveryof the often valuable distillate. Enoughfatty materials and odoriferous com-pounds still end up in the condensatehowever, to cause fouling of coolingtowers. unpleasant odors and effluentproblems. To deal with this. variousindirect cooling systems have beendeveloped to keep the polluted waterand the clean cooling water separated.To further reduce steam and waterconsumption. refrigerated systems canbe used. However. these are cost-effi-cient only when the prices of steamand water are very high and electric
power is relatively inexpensive.As for future innovations in deo-
dorizing. there are still some incen-tives left to improve the vaporizationefficiency beyond what packed col-umn designs can do. Operating costsof the vacuum system should bereduced, and the processing tempera-ture should be lowered. which. amongother advantages, would leave morenatural antioxidants in the oi\.
Another current development is touse nitrogen instead of steam forsparging. This patented idea is nowbeing tested for overall cost efficiencyby a major supplier. The method basi-cally trades the cost of the nitrogen(which is lost) against less motivesteam for the vacuum system. It mayalso improve oil quality.
Process controlOnly a few years ago. process auto-mation generally was associated withlabor reductions. This is still true in
INFORM.\obi. 2. no. 12(Decembell99l)