Embed Size (px)
Citation preview

44 Plastverarbeiter · August 2007
SANFT ZU ZARTEN BAUTEILEN ULTRASCHALLSCHWEISSEN IN DER MIKROTECHNIK Im Zuge der zunehmenden Miniaturisierung finden Kunststoffe immer mehr Einsatz in Produkten der Mikrosystemtechnik. Zur Gewährleistung der Bauteilfunktio-nalität müssen oftmals geeignete Fügeverfahren angewendet werden, um Einzelkomponenten zu einem Ge-samtsystem zusammenzufügen. Neben dem Laserstrahlschweißen, das schon seit Längerem seine Eignung für Fügeaufgaben in der Mikrotechnik unter Beweis stellen konnte, eignet sich auch das Ultraschallschweißen bei entsprechender Anpassung der Maschinentechnik.
F ür das stoffschlüssige Fügen von Kunststoffen stehen im Makro-bereich eine Reihe von etablierten
Schweißverfahren zur Verfügung, zum Beispiel das Heizelement- oder Vibrati-onsschweißen. Jedes Verfahren weist da-bei verfahrensspezifische Eigenschaften auf, die es für unterschiedlichste Anwen-dungsfälle prädestinieren.
Für das Schweißen von Mikrobautei-len ergeben sich jedoch eine Reihe spe-zieller Anforderungen. Ein für die Mikro-technik geeignetes Verfahren muss fol-gende Kriterien erfüllen:
Exakt dosierbare Energieeinbringung, geringe mechanische Belastung der Bauteile, geringe thermische Belastung der Bau-teile, einstufiger Prozess, geringer Schmelzeaustrieb, kein Abrieb, hohe Positioniergenauigkeit der Füge-teile während des Schweißprozesses. Aufgrund dieser Anforderungen
scheiden die meisten etablierten Verfah-ren für den Einsatz in der Mikrotechnik aus. Beim Heizelementschweißen ist bei-spielsweise die Zufuhr der Energie nicht genau genug dosierbar, so dass filigrane Strukturen zerstört würden. Zudem kommen alle Reibschweißverfahren, bei denen unter Ausnutzung der Cou-lomb’schen Reibung die Fügeteile gegen-
einander bewegt werden müssen, im Mi-krobereich nicht in Frage. Da die mecha-nische Belastung der Bauteile aufgrund dieser Relativbewegung zu groß ist, wür-den empfindliche Bauteilstrukturen ebenfalls zerstört. Lediglich das Laser-durchstrahlschweißen sowie das Ultra-schallschweißen eignen sich gut für den Einsatz in der Mikrotechnik. So lässt sich der Laserstrahl sehr gut fokussieren, so dass die Energie lokal und exakt dosier-bar in die Fügezone eingebracht werden kann. Obwohl das Ultraschallschweißen Reibung als Energiequelle benutzt, eig-net sich auch dieses Verfahren für die Mi-krotechnik. Da es sich überwiegend um innere, dissipative Reibung handelt, wird das Material innerlich erwärmt, was dazu führt, dass die mechanische Belastung der Bauteile relativ gering ist.
Es wurden bereits eine Reihe von Un-tersuchungen durchgeführt, die die Eig-nung des Lasers als Fügewerkzeug in der Mikrotechnik belegen. Hierbei haben sich sowohl die Verfahrensvarianten der
Autoren Prof. Dr. Edmund Haberstroh, Inhaber des Lehr- und Forschungs-gebietes Kautschuktechnologie am Institut für Kunststoffverarbeitung (IKV), Aachen Wolf-Martin Hoffmann, wissen-schaftlicher Mitarbeiter am Institut für Kunststoffverarbeitung (IKV) im Bereich Füge- und Mikrotechnik, Aachen, [email protected]
NEUE TECHNOLOGIEN Ultraschallschweißen für die Mikrotechnik Das Ultraschallschweißen ist einer der we-nigen Schweißprozesse, die sich für das Fü-gen von Kleinstbauteilen eignen. Durch An-passung der Maschinentechnik können ver-schiedene Mikrobauteile zerstörungsfrei miteinander schweißen. Durch geeignete Wahl der Schweißparameter lässt sich eine störende Wulstbildung weitestgehend ver-hindern.
Bauteile für die Mikrosystemtechnik stellen hohe Anforderungen an die Fügeverfahren.
PRODUKTION
Plastverarbeiter · August 2007 45
Maskentechnik und des Konturschwei-ßens als geeignet erwiesen. Weniger be-kannt ist, dass sich auch das Ultraschall-schweißen für das Fügen von Mikrobau-teilen eignet.
Das Ultraschallschweißen ist ein Füge-verfahren für thermoplastische Kunst-stoffbauteile, das häufig in der Serienfer-tigung eingesetzt wird. Charakteristische Merkmale sind die sehr kurzen Zyklus-zeiten im Bereich von 0,1 bis 1,0 Sekun-den. Da physikalisch begründete Restrik-
tionen bei der maximalen Größe der Schweißwerkzeuge existieren, ist das Verfahren auf Bauteile mit kleiner bis mittlerer Größe von bis zu 300 mm be-schränkt.
Angepasste Maschinentechnik Bisherige Untersuchungen haben ge-zeigt, dass das Ultraschallschweißen auch ein großes Potenzial für das Fügen von Mikrobauteilen besitzt. Da eine geringe mechanische Belastung durch den
Schweißprozess nicht zu verhindern ist, müssen die Bauteile eine gewisse Steifig-keit aufweisen. Daher können die Bau-teildimensionen nicht beliebig klein ge-wählt werden, weil die Bauteile sonst nicht steif genug sind. Wo die Grenzen dieses Verfahrens in Bezug auf die mini-malen Abmessungen der zu schweißen-den Bauteile liegen, ist derzeit noch nicht vollständig geklärt und wird derzeit am IKV in Aachen im Rahmen eines For-schungsvorhabens untersucht.
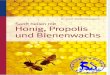
Die untersuchten Mikrobauteile weisen lediglich Wanddicken von 300 μm auf, wobei sowohl Verbindungen mit Energierichtungsgeber als auch mit Quetschnaht realisiert werden können.
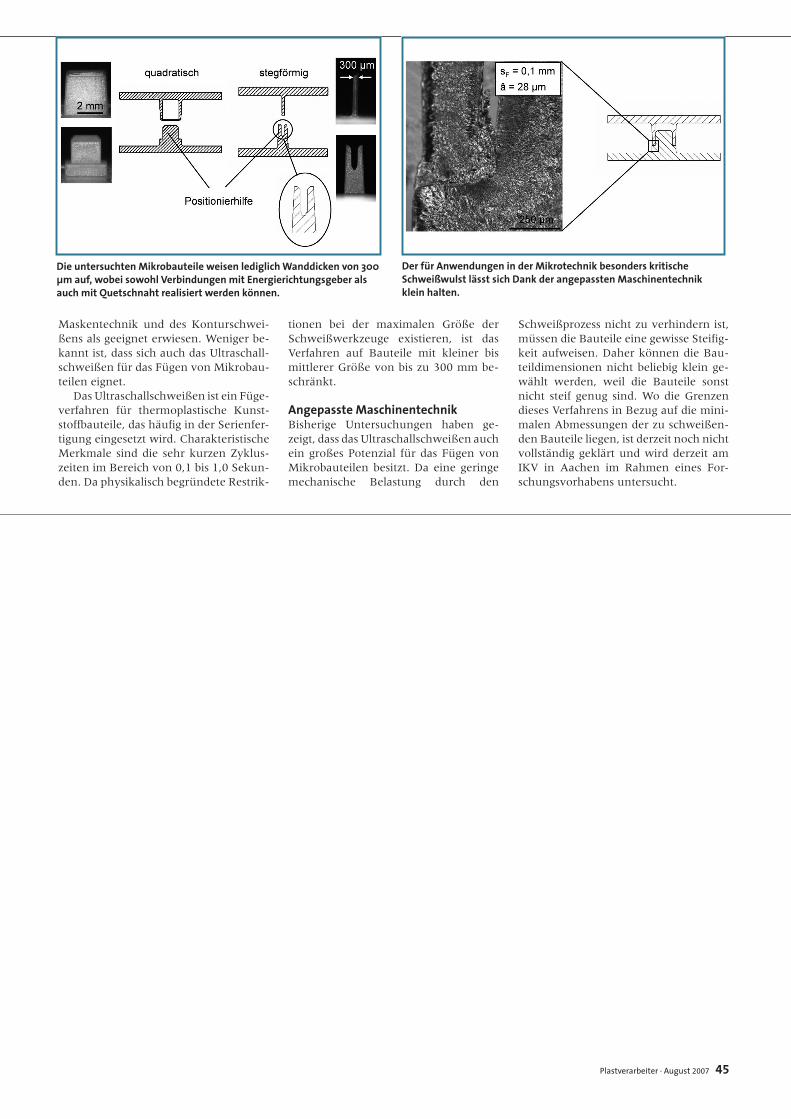
Der für Anwendungen in der Mikrotechnik besonders kritische Schweißwulst lässt sich Dank der angepassten Maschinentechnik klein halten.
46 Plastverarbeiter · August 2007
Beim Ultraschallschweißen werden hochfrequente mechanische Schwin-gungen benutzt, um den Werkstoff in der Fügezone durch Dissipation mecha-nischer Schwingungsenergie auf-zuschmelzen und unter Aufbringung ei-nes Drucks die Verbindung herzustellen. Dabei bilden sich durch Reflexion der eingeleiteten longitudinalen Schallwel-len stehende Wellen aus. Die Bereiche maximaler Erwärmung befinden sich dort, wo die akustische Wechselspan-nung ihre Maxima hat. Dort sollte mög-lichst die Fügeebene liegen. Da dies in der Praxis häufig nicht möglich ist, wird in der Regel ein Fügepartner mit einem so genannten Energierichtungsgeber ver-sehen. Hierbei handelt es sich um eine V-förmig zulaufende Querschnittsver-engung in der Fügeebene, die zu einer Schallfeldverschiebung, genauer gesagt zu einer erhöhten mechanischen Wech-selspannung, führt und damit zu einer erhöhten Energieumsetzung und einem definierten Aufschmelzen der Fügepart-ner in der Fügeebene.
Zusätzlich zu den longitudinalen Wel-len treten transversale Schwingungen auf, die zwischen den Fügeteilen eine Re-lativbewegung und damit eine Grenzflä-chenreibung, verursachen. Daher kommt es bei diesem Verfahren zu einer nicht zu vernachlässigenden mecha-nischen Belastung der Bauteile, so dass dieses Verfahrens nicht ohne Weiteres auf die Mikrotechnik übertragbar ist.
Die Mikrotechnik stellt aufgrund der geringen Bauteil- und Fügeflächen-abmessungen eine Reihe von Anforde-rungen, die die Ultraschallschweiß-maschine und der Fügeprozess erfüllen müssen. Die wichtigsten Anforderungen können wie folgt formuliert werden:
Mit der Schweißmaschine muss eine ausreichende Energieeinkopplung in die zu fügenden Bauteile möglich sein. Mit dem Schweißverfahren müssen kleine Fügeflächen (< 1 mm²) realisier-bar sein. Der beim Ultraschallschweißen von Kunststoffen auftretende Schweiß-nahtaustrieb sollte so gering wie mög-lich sein. Die mechanische Belastung der Füge-teile während des Schweißprozesses sollte aufgrund der geringen Robust-heit der Fügeteile so gering wie möglich sein. Da die zur Zeit erhältlichen Ultra-
schallschweißmaschinen die Anforde-rungen an die Genauigkeit der Sonotro-denbewegung sowie eine exakt dosierte Kraftaufbringung nicht gewährleisten können, wurde am IKV eine aus aus-gewählten Komponenten zusammen-gestellte Anlage aufgebaut.
Einer der wichtigsten Aspekte bei der erfolgreichen Modifikation des Schweiß-prozesses für den Mikrobereich ist die Frequenz der Ultraschallschwingung. Anstelle der bei Standardschweißmaschi-nen oftmals verwendeten Frequenz von 20 kHz wird eine Frequenz von 40 kHz gewählt, da so geringere Amplituden notwendig sind, um nahezu die gleiche Energie in die Kunststoffbauteile ein-zubringen. Mit der Verringerung der Am-plitude wird ebenfalls die mechanische Belastung der Bauteile reduziert.
Um eine exakte Bewegung der Schwingeinheit zu gewährleisten, wird eine servoelektrische Verfahreinheit aus-gewählt. Sie verfügt über einen Verfahr-bereich von 100 mm mit einer Repro-duziergenauigkeit der Verfahrbewegung von ±1 μm und wird über eine im Liefer-
umfang enthaltene Software gesteuert. An die Verfahreinheit wird über eine Aufnahme die Schwingeinheit montiert, wobei die Sonotrode in ihrem Schwing-verhalten an den Einsatz in der Mikro-technik angepasst ist.
Schweißen komplexer Mikrobauteile In laufenden Untersuchungen konnte gezeigt werden, dass sich das Ultraschall-schweißen für das Fügen filigraner Mi-krobauteile eignet. Beispielsweise wur-den die in Bild 1 dargestellten komplexen Bauteile geschweißt, ohne die Mikro-strukturen zu beschädigen. Die quadrati-sche Probekörpergeometrie ist bei einer Wanddicke von lediglich 300 μm mit ei-nem Energierichtungsgeber versehen. Das stegbehaftete Bauteil wird mit einem Fügepartner geschweißt, wobei die Füge-zone als Quetschnaht ausgelegt ist. Es konnten erfolgreiche Schweißversuche an unterschiedlichen Kunststoffen wie POM und PC durchgeführt werden.
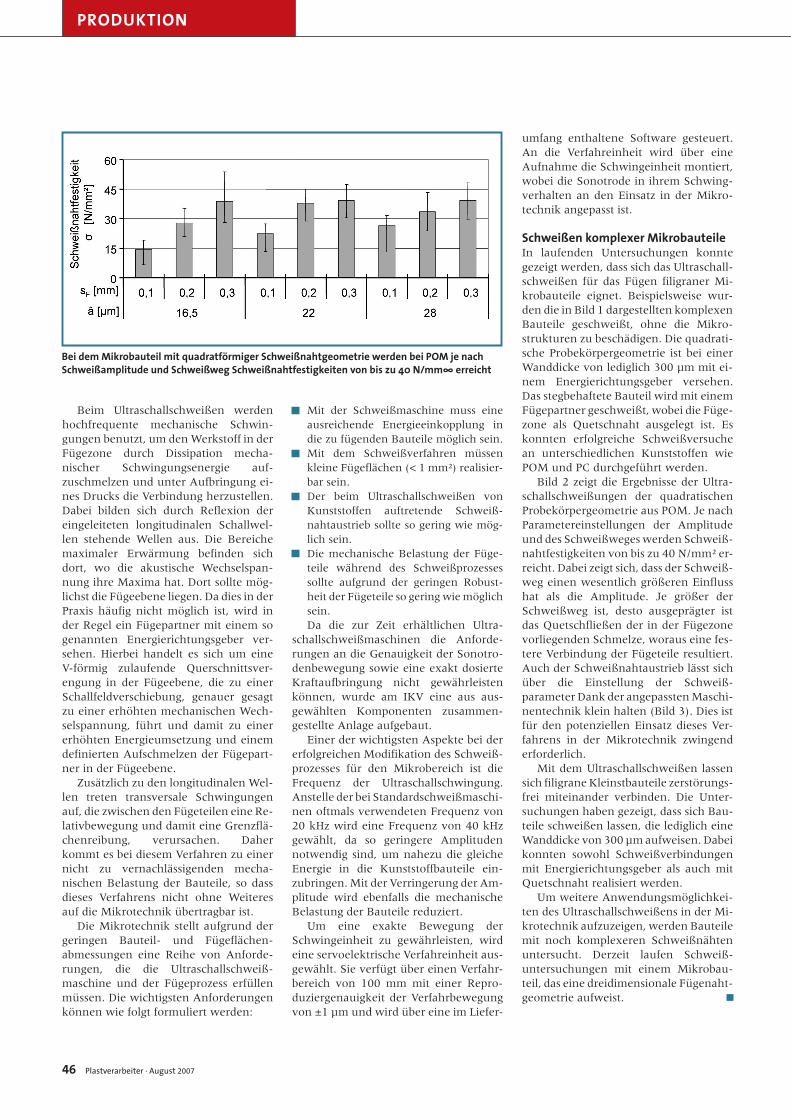
Bild 2 zeigt die Ergebnisse der Ultra-schallschweißungen der quadratischen Probekörpergeometrie aus POM. Je nach Parametereinstellungen der Amplitude und des Schweißweges werden Schweiß-nahtfestigkeiten von bis zu 40 N/mm² er-reicht. Dabei zeigt sich, dass der Schweiß-weg einen wesentlich größeren Einfluss hat als die Amplitude. Je größer der Schweißweg ist, desto ausgeprägter ist das Quetschfließen der in der Fügezone vorliegenden Schmelze, woraus eine fes-tere Verbindung der Fügeteile resultiert. Auch der Schweißnahtaustrieb lässt sich über die Einstellung der Schweiß-parameter Dank der angepassten Maschi-nentechnik klein halten (Bild 3). Dies ist für den potenziellen Einsatz dieses Ver-fahrens in der Mikrotechnik zwingend erforderlich.
Mit dem Ultraschallschweißen lassen sich filigrane Kleinstbauteile zerstörungs-frei miteinander verbinden. Die Unter-suchungen haben gezeigt, dass sich Bau-teile schweißen lassen, die lediglich eine Wanddicke von 300 μm aufweisen. Dabei konnten sowohl Schweißverbindungen mit Energierichtungsgeber als auch mit Quetschnaht realisiert werden.
Um weitere Anwendungsmöglichkei-ten des Ultraschallschweißens in der Mi-krotechnik aufzuzeigen, werden Bauteile mit noch komplexeren Schweißnähten untersucht. Derzeit laufen Schweiß-untersuchungen mit einem Mikrobau-teil, das eine dreidimensionale Fügenaht-geometrie aufweist.
Bei dem Mikrobauteil mit quadratförmiger Schweißnahtgeometrie werden bei POM je nach Schweißamplitude und Schweißweg Schweißnahtfestigkeiten von bis zu 40 N/mm² erreicht.
PRODUKTION