SEWARD PASSENGER DOCK PILE REPAIR - Alaska …...SEWARD PASSENGER DOCK PILE REPAIR SEWARD, AK A WORK...
4
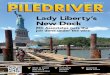
P.O. BOX 107500, ANCHORAGE, ALASKA 99510-7500 ENGINEERING SERVICES ALASKA RAILROAD CORPORATION A L A S K A R A I L R O A D C O R P O R A T I O N E S T . 1 9 1 4 SEWARD PASSENGER DOCK PILE REPAIR SEWARD, AK WORK LOCATION A PROJECT : TITLE: A L A S K A R A IL R O A D C O R P O R A T ION E S T. 1 91 4 SEWARD PASSENGER DOCK PILE REPAIR GENERAL NOTES AND WORK LOCATION 1 4 TITLE PAGE, SPECIFICATIONS, P:\Engineering\ACAD\eng-projects\Seward\Seward Passenger Dock Repair\2019 Repairs\PILE CLAMP REPAIR.dwg
SEWARD PASSENGER DOCK PILE REPAIR - Alaska …...SEWARD PASSENGER DOCK PILE REPAIR SEWARD, AK A WORK LOCATION PROJECT : TITLE: A L A S KA R AILROADC O R P O R A T I O N EST.1914 SEWARD
P:\Engineering\ACAD\eng-projects\Seward\Seward Passenger Dock Repair\2019 Repairs\PILE CLAMP REPAIR.dwg
AutoCAD SHX Text
SPECIFICATIONS AND GENERAL NOTES 1) MATERIALS A. STRUCTURAL STEEL. ALL STEEL AND HARDWARE FOR CLAMPS SHALL BE SUPPLIED BY OWNER. STRUCTURAL STEEL. ALL STEEL AND HARDWARE FOR CLAMPS SHALL BE SUPPLIED BY OWNER. 1. ALL STRUCTURAL PLATE SHALL BE ASTM A36. 2. ALL HSS TUBE SHALL BE ASTM A500 GRADE B. 3. BOLTS: ASTM F3125 GRADE A325, TYPE 1 4. NUTS: ASTM A563 5. WASHERS: ASTM F436 B. WELD ELECTRODES: WELD ELECTRODES SHALL BE COMPATIBLE WITH BASE METAL PROPERTIES AND HAVE A MINIMUM TENSILE STRENGTH OF 70,000 PSI. WELD ELECTRODES: WELD ELECTRODES SHALL BE COMPATIBLE WITH BASE METAL PROPERTIES AND HAVE A MINIMUM TENSILE STRENGTH OF 70,000 PSI. C. ANODES: OWNER SUPPLIED ANODES TO BE FLUSH MOUNT CONFIGURED ALUMINUM ALLOY IN CONFORMANCE WITH MILITARY SPECIFICATION MIL-A-24779 AS ANODES: OWNER SUPPLIED ANODES TO BE FLUSH MOUNT CONFIGURED ALUMINUM ALLOY IN CONFORMANCE WITH MILITARY SPECIFICATION MIL-A-24779 AS MANUFACTURED BY HARBOR ISLAND SUPPLY OR FARWEST CORROSION CONTROL SUPPLY COMPANY OR APPROVED EQUAL. 1. HARBOR: P-4424, 38 LBS ALUMINUM, 24 INCHES LONG OR 2. FARWEST: 29FM, 26 LBS ALUMINUM, 24 INCHES LONG 2) SHOP WELDING A. ALL WELDERS SHALL BE QUALIFIED FOR THE WELD PROCEDURE PER AWS D1.1. ALL WELDERS SHALL BE QUALIFIED FOR THE WELD PROCEDURE PER AWS D1.1. B. ALL WELDING SURFACES SHALL BE PREPARED PER SSPC-SP11; POWER-TOOL CLEANING TO BARE METAL. ALL WELDING SURFACES SHALL BE PREPARED PER SSPC-SP11; POWER-TOOL CLEANING TO BARE METAL. C. ALL WELD TESTING SHALL BE IN ACCORDANCE WITH AWS D1.1. ALL WELD TESTING SHALL BE IN ACCORDANCE WITH AWS D1.1. 1. ALL FILLET WELDS SHALL BE 100% VISUALLY INSPECTED AND AT LEAST 25% MAGNETIC PARTICLE TESTED BY A CERTIFIED WELD INSPECTOR. 3) FIELD WELDING A. ALL WELDERS SHALL BE QUALIFIED FOR THE WELD PROCEDURE PER AWS D1.1 OR AWS D3.6 AS WARRANTED BY FIELD CONDITIONS. ALL WELDERS SHALL BE QUALIFIED FOR THE WELD PROCEDURE PER AWS D1.1 OR AWS D3.6 AS WARRANTED BY FIELD CONDITIONS. B. ALL FIELD WELDS SHALL BE 100% VISUALLY INSPECTED AND ARE EXEMPT FROM FURTHER TESTING AS THEY ARE NOT STRUCTURAL IN NATURE. ALL FIELD WELDS SHALL BE 100% VISUALLY INSPECTED AND ARE EXEMPT FROM FURTHER TESTING AS THEY ARE NOT STRUCTURAL IN NATURE. C. CONTRACTOR TO PROVIDE VERIFICATION OF FIELD WELDS THROUGH VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO. CONTRACTOR TO PROVIDE VERIFICATION OF FIELD WELDS THROUGH VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO. 4) SURFACE PREPARATION FOR PILE CLAMP REPAIR A. APPROXIMATELY 8 LINEAL FEET OF PILE SURFACES TO BE CLEANED AT EACH LOCATION (4 FEET TOP AND BOTTOM OF CENTERLINE OF SEVERE CORROSION). ALL APPROXIMATELY 8 LINEAL FEET OF PILE SURFACES TO BE CLEANED AT EACH LOCATION (4 FEET TOP AND BOTTOM OF CENTERLINE OF SEVERE CORROSION). ALL RUST AND MARINE LIFE TO BE REMOVED FROM PILE FLANGES TO ASSURE GOOD CLAMPING SURFACE. SURFACES TO BE CLEANED BY UTILIZING MECHANICAL OR HIGH PRESSURE HIGH-VOLUME JET BLASTING EQUIPMENT. B. PILE CLAMPS SHALL BE INSTALLED WITHIN 7 DAYS OF INITIAL CLEANING AND SURFACE PREPARATION. PILE CLAMPS SHALL BE INSTALLED WITHIN 7 DAYS OF INITIAL CLEANING AND SURFACE PREPARATION. C. CONTRACTOR TO PROVIDE VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO OF ALL PILE AFTER SURFACE PREPARATION. CONTRACTOR TO PROVIDE VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO OF ALL PILE AFTER SURFACE PREPARATION. 5) PILE CLAMP INSTALLATION A. PILE CLAMP SYSTEM ASSEMBLY AND POSITIONING AROUND THE PILE SHALL BE PERFORMED BY THE CONTRACTOR IN SUCH A MANNER AS TO ASSURE THAT NO PILE CLAMP SYSTEM ASSEMBLY AND POSITIONING AROUND THE PILE SHALL BE PERFORMED BY THE CONTRACTOR IN SUCH A MANNER AS TO ASSURE THAT NO DAMAGE TO PILE OR ASSEMBLY OCCURS AND THAT THERE WILL BE NO DETRIMENTAL MOVEMENT OF THE CLAMP PRIOR TO TIGHTENING THE BOLTS. IF UNFORESEEN OBSTACLES ARE PRESENT AT PILE LOCATIONS DETAILED IN PLAN SET THAT PREVENT INSTALLATION, ENGINEER SHALL BE NOTIFIED SUCH THAT AN ALTERNATE LOCATION CAN BE SPECIFIED. B. FLANGE BLOCKS ARE TO BE MEASURED AFTER PILE CLEANING AND CUT TO SIZE AND WELDED TOGETHER. FLANGE BLOCK LENGTHS SHALL BE NO LESS THAN FLANGE BLOCKS ARE TO BE MEASURED AFTER PILE CLEANING AND CUT TO SIZE AND WELDED TOGETHER. FLANGE BLOCK LENGTHS SHALL BE NO LESS THAN 1/8" OF THE OPENING BETWEEN THE FLANGES. THE FLANGE BLOCK SHALL BE POSITIONED BETWEEN 1/4" AND 1/2" FROM THE EDGE OF THE FLANGE. WELDING OF THE TOP FLANGE BLOCK TO THE PILE FLANGES SHALL BE DONE AFTER THE CLAMPING HAS OCCURRED. C. RIG BOTH SIDES OF THE PILE CLAMP AT THE PROVIDED PAD EYE LOCATION AND PLACE THEM OUTSIDE THE H-PILE AT THE SPECIFIED VERTICAL INSTALL RIG BOTH SIDES OF THE PILE CLAMP AT THE PROVIDED PAD EYE LOCATION AND PLACE THEM OUTSIDE THE H-PILE AT THE SPECIFIED VERTICAL INSTALL LOCATION. DRAW BOTH SIDES OF THE PILE CLAMP IN UNTIL CONTACT IS MADE WITH THE FLANGE SURFACE. ENSURE THE PILE CLAMP IS INSTALLED AT THE CORRECT SPECIFIED ELEVATION. D. ALL BOLTS, NUTS, AND WASHERS SHALL BE INSTALLED AND SNUGGED BY HAND. INSTALL BOLTS WITH A WASHER UNDER BOTH BOLT HEAD AND NUT. CLAMPS ALL BOLTS, NUTS, AND WASHERS SHALL BE INSTALLED AND SNUGGED BY HAND. INSTALL BOLTS WITH A WASHER UNDER BOTH BOLT HEAD AND NUT. CLAMPS SHALL THEN BE TIGHTENED STARTING WITH THE CENTER HOLES FIRST AND WORKING OUTWARD UNTIL THE REQUIRED TORQUE IS ACHIEVED. THE BOLTS SHALL BE TENSIONED TO A MINIMUM OF 51,000 LBS. VERIFICATION OF BOLT TENSIONING PROCEDURE SHALL BE VIA SKIDMORE-WILHELM CALIBRATOR OR AN ACCEPTABLE EQUIVALENT TENSION-MEASURING DEVICE. E. ALL PNEUMATIC OR HYDRAULIC WRENCHES SHALL BE CALIBRATED AT LEAST ONCE EACH SHIFT. CALIBRATION SHALL BE CHECKED WITH A MANUAL TORQUE WRENCH ALL PNEUMATIC OR HYDRAULIC WRENCHES SHALL BE CALIBRATED AT LEAST ONCE EACH SHIFT. CALIBRATION SHALL BE CHECKED WITH A MANUAL TORQUE WRENCH AND EACH CALIBRATION RECORDED. IF PNEUMATIC WRENCHES ARE USED THE AIR PRESSURE SHALL BE CLOSELY REGULATED. PROVISIONS SHALL BE MADE TO ADJUST PNEUMATIC WRENCHES. F. CONTRACTOR TO PROVIDE VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO OF ALL PILE CLAMP INSTALLATIONS. CONTRACTOR TO PROVIDE VISUAL DOCUMENTATION VIA PHOTOS OR VIDEO OF ALL PILE CLAMP INSTALLATIONS. 6) SUBMITTALS A. SUBMITTALS LISTED BELOW MUST BE APPROVED BY THE ENGINEER BEFORE COMMENCEMENT OF WORK. SUBMITTALS LISTED BELOW MUST BE APPROVED BY THE ENGINEER BEFORE COMMENCEMENT OF WORK. 1. ALL WELD PROCEDURES FOR APPROVAL. 2. WELDER CERTIFICATION FOR ALL WELDERS ON PROJECT TO SHOW COMPLIANCE. 3. QUALITY CONTROL PLAN FOR BOLT TENSIONING AND TESTING. 4. DIVER CERTIFICATION IF APPLICABLE. 5. SITE SAFETY PLAN. B. SUBMITTALS LISTED BELOW MUST BE PROVIDED TO THE ENGINEER BEFORE PROJECT COMPLETION. SUBMITTALS LISTED BELOW MUST BE PROVIDED TO THE ENGINEER BEFORE PROJECT COMPLETION. 1. ALL SKIDMORE-WILHELM CALIBRATION AND BOLT TENSIONING TEST RESULTS. 2. ALL VISUAL DOCUMENTATION OF PILE PREPARATION, PILE CLAMP INSTALLATION, FLANGE BLOCK WELDING AND ANODE BAR WELDING.
AutoCAD SHX Text
PASSENGER DOCK
AutoCAD SHX Text
COAL DOCK
AutoCAD SHX Text
SEWARD BOAT HARBOR
AutoCAD SHX Text
ARRC SEWARD DOCKS
AutoCAD SHX Text
FRIEGHT DOCK
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
N.T.S.
AutoCAD SHX Text
1
AutoCAD SHX Text
SCALE :
AutoCAD SHX Text
DATE :
AutoCAD SHX Text
DESIGNED BY:
AutoCAD SHX Text
DRAWN BY:
AutoCAD SHX Text
APPROVED BY:
AutoCAD SHX Text
DWG NO.
AutoCAD SHX Text
AFE NO.:
AutoCAD SHX Text
OF
AutoCAD SHX Text
CHECKED BY:
AutoCAD SHX Text
ACAD FILE:
AutoCAD SHX Text
P.O. BOX 107500, ANCHORAGE, ALASKA 99510-7500
AutoCAD SHX Text
ENGINEERING SERVICES
AutoCAD SHX Text
ALASKA RAILROAD CORPORATION
AutoCAD SHX Text
DJS
AutoCAD SHX Text
DJS
AutoCAD SHX Text
AS NOTED
AutoCAD SHX Text
10/18/19
AutoCAD SHX Text
BAO
XX
X
XX
X
TRANSIT BUILDING
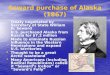
31 PILES PER BENT29 PILES PER BENT
DOCK PLAN VIEW
A
HP 14X102 PILES HP 14X89 PILES HP 14X102 PILE
SECTION VIEW
BENTS 22-63
B
200'
PROJECT :
TITLE:
AL
ASK
A
RA ILROAD CORPO
RA
TIO
N
EST. 1914
SEWARD PASSENGER DOCKPILE REPAIR
AND PILE LOCATIONS
2 4
DOCK LAYOUT
P:\Engineering\ACAD\eng-projects\Seward\Seward Passenger Dock Repair\2019 Repairs\PILE CLAMP REPAIR.dwg
AutoCAD SHX Text
1
AutoCAD SHX Text
2
AutoCAD SHX Text
3
AutoCAD SHX Text
4
AutoCAD SHX Text
5
AutoCAD SHX Text
6
AutoCAD SHX Text
7
AutoCAD SHX Text
8
AutoCAD SHX Text
9
AutoCAD SHX Text
10
AutoCAD SHX Text
11
AutoCAD SHX Text
12
AutoCAD SHX Text
13
AutoCAD SHX Text
14
AutoCAD SHX Text
15
AutoCAD SHX Text
16
AutoCAD SHX Text
17
AutoCAD SHX Text
18
AutoCAD SHX Text
19
AutoCAD SHX Text
20
AutoCAD SHX Text
21
AutoCAD SHX Text
22
AutoCAD SHX Text
23
AutoCAD SHX Text
24
AutoCAD SHX Text
25
AutoCAD SHX Text
26
AutoCAD SHX Text
27
AutoCAD SHX Text
28
AutoCAD SHX Text
29
AutoCAD SHX Text
30
AutoCAD SHX Text
33
AutoCAD SHX Text
34
AutoCAD SHX Text
35
AutoCAD SHX Text
36
AutoCAD SHX Text
37
AutoCAD SHX Text
38
AutoCAD SHX Text
39
AutoCAD SHX Text
40
AutoCAD SHX Text
41
AutoCAD SHX Text
42
AutoCAD SHX Text
43
AutoCAD SHX Text
44
AutoCAD SHX Text
45
AutoCAD SHX Text
46
AutoCAD SHX Text
47
AutoCAD SHX Text
48
AutoCAD SHX Text
49
AutoCAD SHX Text
50
AutoCAD SHX Text
51
AutoCAD SHX Text
52
AutoCAD SHX Text
53
AutoCAD SHX Text
54
AutoCAD SHX Text
55
AutoCAD SHX Text
56
AutoCAD SHX Text
57
AutoCAD SHX Text
58
AutoCAD SHX Text
59
AutoCAD SHX Text
60
AutoCAD SHX Text
32
AutoCAD SHX Text
61
AutoCAD SHX Text
62
AutoCAD SHX Text
63
AutoCAD SHX Text
1
AutoCAD SHX Text
2
AutoCAD SHX Text
3
AutoCAD SHX Text
4
AutoCAD SHX Text
5
AutoCAD SHX Text
6
AutoCAD SHX Text
7
AutoCAD SHX Text
8
AutoCAD SHX Text
9
AutoCAD SHX Text
10
AutoCAD SHX Text
11
AutoCAD SHX Text
13
AutoCAD SHX Text
15
AutoCAD SHX Text
12
AutoCAD SHX Text
14
AutoCAD SHX Text
16
AutoCAD SHX Text
17
AutoCAD SHX Text
18
AutoCAD SHX Text
19
AutoCAD SHX Text
20
AutoCAD SHX Text
23
AutoCAD SHX Text
24
AutoCAD SHX Text
25
AutoCAD SHX Text
26
AutoCAD SHX Text
27
AutoCAD SHX Text
28
AutoCAD SHX Text
29
AutoCAD SHX Text
30
AutoCAD SHX Text
31
AutoCAD SHX Text
1
AutoCAD SHX Text
2
AutoCAD SHX Text
3
AutoCAD SHX Text
4
AutoCAD SHX Text
5
AutoCAD SHX Text
6
AutoCAD SHX Text
7
AutoCAD SHX Text
8
AutoCAD SHX Text
9
AutoCAD SHX Text
10
AutoCAD SHX Text
11
AutoCAD SHX Text
13
AutoCAD SHX Text
15
AutoCAD SHX Text
12
AutoCAD SHX Text
14
AutoCAD SHX Text
16
AutoCAD SHX Text
17
AutoCAD SHX Text
18
AutoCAD SHX Text
19
AutoCAD SHX Text
20
AutoCAD SHX Text
21
AutoCAD SHX Text
22
AutoCAD SHX Text
23
AutoCAD SHX Text
24
AutoCAD SHX Text
25
AutoCAD SHX Text
26
AutoCAD SHX Text
27
AutoCAD SHX Text
28
AutoCAD SHX Text
29
AutoCAD SHX Text
31
AutoCAD SHX Text
21
AutoCAD SHX Text
22
AutoCAD SHX Text
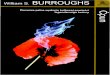
(44) PRIORITY 1 PILE LOCATIONS FOR CLAMP REPAIR
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
N.T.S.
AutoCAD SHX Text
2
AutoCAD SHX Text
(10) PRIORITY 2 PILE LOCATIONS FOR CLAMP REPAIR
AutoCAD SHX Text
(10) PRIORITY 3 PILE LOCATIONS FOR CLAMP REPAIR
AutoCAD SHX Text
NORTH
AutoCAD SHX Text
1
AutoCAD SHX Text
2
AutoCAD SHX Text
3
AutoCAD SHX Text
4
AutoCAD SHX Text
5
AutoCAD SHX Text
6
AutoCAD SHX Text
7
AutoCAD SHX Text
8
AutoCAD SHX Text
9
AutoCAD SHX Text
10
AutoCAD SHX Text
11
AutoCAD SHX Text
12
AutoCAD SHX Text
13
AutoCAD SHX Text
14
AutoCAD SHX Text
15
AutoCAD SHX Text
29
AutoCAD SHX Text
28
AutoCAD SHX Text
27
AutoCAD SHX Text
26
AutoCAD SHX Text
25
AutoCAD SHX Text
24
AutoCAD SHX Text
23
AutoCAD SHX Text
22
AutoCAD SHX Text
21
AutoCAD SHX Text
20
AutoCAD SHX Text
19
AutoCAD SHX Text
18
AutoCAD SHX Text
17
AutoCAD SHX Text
16
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
N.T.S.
AutoCAD SHX Text
2
AutoCAD SHX Text
INTERIOR BOTTOM OF CAP ELEV. = +17.73'
AutoCAD SHX Text
EXTERIOR BOTTOM OF CAP ELEV.= +16.30'
AutoCAD SHX Text
TOP OF DECK ELEV.= +24.0'
AutoCAD SHX Text
DREDGE LINE ELEV.= -35.0'
AutoCAD SHX Text
16" STEEL PIPE BATTERPILES (45' PENETRATION)
AutoCAD SHX Text
TIMBER FENDER PILES @ 6'-0" (15' PENETRATION)
AutoCAD SHX Text
PILE ROW,TYP
AutoCAD SHX Text
MLLW= 0.0'
AutoCAD SHX Text
BENT 30, PILE 29 BENT 31, PILE 30 BENT 37, PILE 1 BENT 37, PILE 3 BENT 37, PILE 27 BENT 37, PILE 29 BENT 38, PILE 1 BENT 38, PILE 3 BENT 38, PILE 27 BENT 38, PILE 29 BENT 46, PILE 1 BENT 46, PILE 29 BENT 47, PILE 1 BENT 47, PILE 3 BENT 47, PILE 27 BENT 47, PILE 29 BENT 48, PILE 1 BENT 48, PILE 3 BENT 48, PILE 27 BENT 48, PILE 29 BENT 52, PILE 1 BENT 52, PILE 3 BENT 52, PILE 27 BENT 52, PILE 29 BENT 53, PILE 1 BENT 53, PILE 3 BENT 53, PILE 27 BENT 53, PILE 29 BENT 60, PILE 1 BENT 60, PILE 3 BENT 60, PILE 27 BENT 60, PILE 29 BENT 61, PILE 1 BENT 61, PILE 3 BENT 61, PILE 27 BENT 61, PILE 29 BENT 62, PILE 1 BENT 62, PILE 3 BENT 62, PILE 27 BENT 62, PILE 29 BENT 63, PILE 1 BENT 63, PILE 3 BENT 63, PILE 27 BENT 63, PILE 29
AutoCAD SHX Text
PRIORITY 2 PILE CLAMP LOCATIONS BENT 39, PILE 1 BENT 39, PILE 3 BENT 39, PILE 27 BENT 39, PILE 29 BENT 45, PILE 1 BENT 45, PILE 3 BENT 45, PILE 27 BENT 45, PILE 29 BENT 46, PILE 3 BENT 46, PILE 27
AutoCAD SHX Text
PRIORITY 3 PILE CLAMP LOCATIONS BENT 28, PILE 27 BENT 28, PILE 29 BENT 29, PILE 27 BENT 29, PILE 29 BENT 30, PILE 27 BENT 31, PILE 27 BENT 36, PILE 1 BENT 36, PILE 3 BENT 36, PILE 27 BENT 36, PILE 29
AutoCAD SHX Text
PRIORITY 1 PILE CLAMP LOCATIONS
AutoCAD SHX Text
NOTE: PRIORITY 2 AND 3 CLAMP REPAIR LOCATIONS ARE INTENDED FOR PRIORITY 2 AND 3 CLAMP REPAIR LOCATIONS ARE INTENDED FOR ADDITIVE ALTERNATE REPAIRS.
AutoCAD SHX Text
SCALE :
AutoCAD SHX Text
DATE :
AutoCAD SHX Text
DESIGNED BY:
AutoCAD SHX Text
DRAWN BY:
AutoCAD SHX Text
APPROVED BY:
AutoCAD SHX Text
DWG NO.
AutoCAD SHX Text
AFE NO.:
AutoCAD SHX Text
OF
AutoCAD SHX Text
CHECKED BY:
AutoCAD SHX Text
ACAD FILE:
AutoCAD SHX Text
P.O. BOX 107500, ANCHORAGE, ALASKA 99510-7500
AutoCAD SHX Text
ENGINEERING SERVICES
AutoCAD SHX Text
ALASKA RAILROAD CORPORATION
AutoCAD SHX Text
DJS
AutoCAD SHX Text
DJS
AutoCAD SHX Text
AS NOTED
AutoCAD SHX Text
10/18/19
AutoCAD SHX Text
BAO
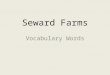
6'
PILE CLAMP
A
SECTION VIEW
B
C
3'
3'
1
3 4
"
1'-1
1
3 4
"1
'-1
1
3 4
"1
3 4
"
3'-1
1
1 2
"
4
1
8
"±
WELD DETAIL AT
FLANGE BLOCK
C
PROJECT :
TITLE:
AL
ASK
A
RA ILROAD CORPO
RA
TIO
N
EST. 1914
SEWARD PASSENGER DOCKPILE REPAIR
3 4
PILE CLAMP LAYOUT
P:\Engineering\ACAD\eng-projects\Seward\Seward Passenger Dock Repair\2019 Repairs\PILE CLAMP REPAIR.dwg
AutoCAD SHX Text
CLAMP, TYP
AutoCAD SHX Text
CLAMP CHANNEL
AutoCAD SHX Text
ANODE
AutoCAD SHX Text
ANODE BAR
AutoCAD SHX Text
FLANGE BLOCK ASSEMBLY
AutoCAD SHX Text
FLANGE BLOCK ASSEMBLY
AutoCAD SHX Text
SIDE VIEW
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
SIDE VIEW
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1/2"=1'-0"
AutoCAD SHX Text
3
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1/2"=1'-0"
AutoCAD SHX Text
3
AutoCAD SHX Text
3
AutoCAD SHX Text
CLAMP CHANNEL
AutoCAD SHX Text
ANODE
AutoCAD SHX Text
ANODE BAR
AutoCAD SHX Text
CLAMP, TYP
AutoCAD SHX Text
CENTERLINE OF CORROSION
AutoCAD SHX Text
CENTERLINE OF CORROSION
AutoCAD SHX Text
PAD EYE
AutoCAD SHX Text
ANODE BAR
AutoCAD SHX Text
FLANGE BLOCK ASSEMBLY
AutoCAD SHX Text
14"
AutoCAD SHX Text
14"
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1"=1'-0"
AutoCAD SHX Text
3
AutoCAD SHX Text
PILE FLANGE
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
TYP. AT T&B LOCATIONS
AutoCAD SHX Text
NOTE: 1. DESIGN INTENT IS TO HAVE THE FLANGE BLOCKS CUT TO A FIELD TIGHT FIT (FRICTION FIT) PRIOR TO CLAMPING. 2. WELDING IS NECESSARY FOR ANODE CONNECTIVITY TO PILE AND IS NOT INTENDED TO BE STRUCTURAL. 3. WELDING FLANGE BLOCK TO FLANGE PRIOR TO CLAMPING IS ALLOWED ON ONE FLANGE ONLY TO AID IN CLAMP FIT-UP AND SUBSEQUENTLY COMPLETING WELD AFTER CLAMPING HAS OCCURRED. 4. WELDING OF BOTTOM FLANGE BLOCK IS PERMITTED FOR CONVENIENCE TO CONTRACTOR FOR AID IN FIT-UP PRIOR TO CLAMPING.
AutoCAD SHX Text
SCALE :
AutoCAD SHX Text
DATE :
AutoCAD SHX Text
DESIGNED BY:
AutoCAD SHX Text
DRAWN BY:
AutoCAD SHX Text
APPROVED BY:
AutoCAD SHX Text
DWG NO.
AutoCAD SHX Text
AFE NO.:
AutoCAD SHX Text
OF
AutoCAD SHX Text
CHECKED BY:
AutoCAD SHX Text
ACAD FILE:
AutoCAD SHX Text
P.O. BOX 107500, ANCHORAGE, ALASKA 99510-7500
AutoCAD SHX Text
ENGINEERING SERVICES
AutoCAD SHX Text
ALASKA RAILROAD CORPORATION
AutoCAD SHX Text
DJS
AutoCAD SHX Text
DJS
AutoCAD SHX Text
AS NOTED
AutoCAD SHX Text
10/18/19
AutoCAD SHX Text
BAO
3'-6" 1'-2"1'-2"
6'
1'-1
"
1'-5
3 4
"
2
3 8
"2
3 8
"
3'-6"
4"
1
2
"
1'-4
3 4
"
2
3
4
"
1'-5
3 4
"
4"
6'
CLAMP CHANNEL
(2) REQ'D PER PILE
E
1'-3"1'-3"
1
2
"
3'-8"
1
2
"
3"
1'-0
3 8
"1
'-0
3 8
"
CLAMP ASSEMBLY
(2) REQ'D PER PILE
F
4"
4"
2"
2"
PAD EYE
(2) REQ'D PER PILE
B
2'-0
3
4
"
4"
2
7
8
"
1'-1"
1
7 8
"
1
7
8
"
3 4
"
5
7
8
"
1
1
8
"
2
3 8
"
6"
1
1
2
"
3@
3
1 2
"=
10
1 2
"
1
1 2
"
1
1
2
"
1'-4
3
4
"
1
1
2
" 1'-9
3
4
"
3
1 4
"
2@
3
1 2
"=
7"
3
1 4
"
2'-0
3
4
"
1'-3
1
4
"
1'-1
1 2
"
1'-1
1 2
"
5
1
4
"
6"
4"4"
PILE CLAMP
(4) REQ'D PER PILE
A
2
1 4
"
2
1
4
"
3
3
8
"
3
3 8
"
2"
3'-11
1
2
"
3
1
2
"
ANODE ASSEMBLY
(1) REQ'D PER PILE
D
2'
1'-0
11
16
"±
10
"
FLANGE BLOCK ASSEMBLY
(4) REQ'D PER PILE
C
1'-1
1
2
"
PROJECT :
TITLE:
AL
ASK
A
RA ILROAD CORPO
RA
TIO
N
EST. 1914
SEWARD PASSENGER DOCKPILE REPAIR
PARTS DETAIL
4 4
PILE CLAMP
P:\Engineering\ACAD\eng-projects\Seward\Seward Passenger Dock Repair\2019 Repairs\PILE CLAMP REPAIR.dwg
AutoCAD SHX Text
1"R, TYP
AutoCAD SHX Text
34"R, TYP
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
SIDE VIEW
AutoCAD SHX Text
SECTION VIEW
AutoCAD SHX Text
CLAMP TO CHANNEL, TYP
AutoCAD SHX Text
38"
AutoCAD SHX Text
PAD EYE TO CLAMP
AutoCAD SHX Text
14"
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
SIDE VIEW
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
EST. WEIGHT = 400 LBS
AutoCAD SHX Text
1 " 12"
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1 1/2"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
12" PLATE
AutoCAD SHX Text
1 "R, TYP18"R, TYP
AutoCAD SHX Text
1 "R, TYP18"R, TYP
AutoCAD SHX Text
1 " , TYP18" , TYP
AutoCAD SHX Text
1 "R18"R
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1 1/2"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
FRONT VIEW
AutoCAD SHX Text
SIDE VIEW
AutoCAD SHX Text
SECTION VIEW
AutoCAD SHX Text
12" PLATE
AutoCAD SHX Text
NOTE: (16) 1" X7" BOLTS NEEDED PER PILE
AutoCAD SHX Text
STIFFENER TO CLAMP, TYP
AutoCAD SHX Text
14"
AutoCAD SHX Text
STIFFENER, TYP
AutoCAD SHX Text
STIFFENER DETAIL
AutoCAD SHX Text
ANODE TO BAR, TYP
AutoCAD SHX Text
18"
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
12" ANODE BAR
AutoCAD SHX Text
SCALE:
AutoCAD SHX Text
1"=1'-0"
AutoCAD SHX Text
4
AutoCAD SHX Text
MEASURE AND CUT FINAL LENGTHS IN FIELD PRIOR TO WELDING
AutoCAD SHX Text
316"
AutoCAD SHX Text
TYP. AT ENDS
AutoCAD SHX Text
316"
AutoCAD SHX Text
1"
AutoCAD SHX Text
1"
AutoCAD SHX Text
HSS 5X5X ,TYP12,TYP
AutoCAD SHX Text
SCALE :
AutoCAD SHX Text
DATE :
AutoCAD SHX Text
DESIGNED BY:
AutoCAD SHX Text
DRAWN BY:
AutoCAD SHX Text
APPROVED BY:
AutoCAD SHX Text
DWG NO.
AutoCAD SHX Text
AFE NO.:
AutoCAD SHX Text
OF
AutoCAD SHX Text
CHECKED BY:
AutoCAD SHX Text
ACAD FILE:
AutoCAD SHX Text
P.O. BOX 107500, ANCHORAGE, ALASKA 99510-7500
AutoCAD SHX Text
ENGINEERING SERVICES
AutoCAD SHX Text
ALASKA RAILROAD CORPORATION
AutoCAD SHX Text
DJS
AutoCAD SHX Text
DJS
AutoCAD SHX Text
AS NOTED
AutoCAD SHX Text
10/18/19
AutoCAD SHX Text
BAO
AutoCAD SHX Text
NOTE: ALL CLAMP MATERIAL, HARDWARE, AND ANODES TO BE SUPPLIED BY OWNER.