Embed Size (px)
Citation preview

One Technology Park Drive • Westford, MA 01886-3189 • Tel: (978) 392-0300 • FAX: (978) 392-9980Also: San Luis Obispo, CA • Toronto, Canada • Viña del Mar, Chile
www.jenike.com
Silo Failures: Case Histories and Lessons Learned 1
byDr. John W. Carson
1 Source: Carson, J. W.: Silo Failures: Case Histories and Lessons Learned, presented at the Third Israeli Conference forConveying and Handling of Particulate Solids, Dead Sea Israel, May 2000
Silos and bins fail with a frequency which ismuch higher than almost any other industrialequipment. Sometimes the failure only involvesdistortion or deformation which, whileunsightly, does not pose a safety or operationalhazard. In other cases, failure involvescomplete collapse of the structure withaccompanying loss of use and even loss of life.
Presented are numerous case histories involvingstructural failure which illustrate commonmistakes as well as limits of design.
1. INTRODUCTION
Although statistics are not available, hundredsof industrial and farm silos, bins, and hoppersexperience some degree of failure each year. [1-3] Sometimes the failure is a complete anddramatic structural collapse. Other times thefailure is not as dramatic or as obvious. Forexample, cracks may form in a concrete wall, ordents in a steel shell, either of which mightappear harmless to the casual observer.Nevertheless, these are danger signals whichindicate that corrective measures are probablyrequired.
The economic cost of a silo failure is neversmall. The owner faces the immediate costs oflost production and repairs, personnel in thevicinity are exposed to significant danger, andthe designer and builder face possible litigationbecause of their liability exposure.
The major causes of silo failures are due toshortcomings in one or more of four categories:design, construction, usage, and maintenance.Each of these is explored below, with examplesand lessons learned.
2. FAILURES DUE TO DESIGN ERRORS
Silo design requires specialized knowledge.The designer must first establish the material'sflow properties [4], then consider such items asflow channel geometry, flow and static pressuredevelopment, and dynamic effects. Problemssuch as ratholing and self-induced silo vibrationhave to be prevented, while assuring reliabledischarge at the required rate. Non-uniformloads, thermal loads, and the effects of non-standard fabrication details must be considered.Above all, the designer must know when to be

2
cautious in the face of incomplete or misleadinginformation, or recommendations that comefrom handbooks, or from people with the “it'salways been done this way” syndrome.
Having established the design criteria, acompetent design has to follow. Here thedesigner must have a full appreciation of loadcombinations, load paths, primary andsecondary effects on structural elements, and therelative flexibility of the elements. [5,6] Specialattention must be given to how the most criticaldetails in the structure will be constructed sothat the full requirements and intent of thedesign will be realized.
Five of the most common problems whichdesigners often ignore are described below,along with a few examples of each.
2.1 Bending of circular walls caused byeccentric withdrawal
This is one of the most common causes of silostructural problems, since it is so oftenoverlooked. It results when the withdrawalpoint from the hopper is not located on thevertical centerline of a circular silo [7,8], and isparticularly common when using silos withmultiple hoppers in which only one or two ofthe hopper outlets are used at a time. If theresulting flow channel intersects the silo wall,non-uniform pressures will develop around thecircumference of the silo leading to horizontaland vertical bending moments. See Figure 1.Many silo designers incorrectly account forthese non-uniform pressures by only increasinghoop tension. [9,10]
Some examples:
• A silo storing sodium sulfate consisted of a4.3 m diameter by 15 m tall cylinder section,below which was a short conical hopper, atransition hopper, and 460 mm diameter
screw feeder. A significant inward dentdeveloped about mid-height in the cylindersection. It extended about one-quarter of theway around the circumference and wascentered slightly offset from the long axis ofthe screw at its back end. The problem wascaused by eccentric withdrawal due to animproperly designed screw feeder. SeeFigure 2.
• A silo consisting of a 3.5!m diametercylinder, 20° (from vertical) cone section,3!m diameter vibrating discharger, andpantleg discharge chute was used to storereground PVC flake. Flow was meteredthrough each chute leg using a rotary valve.The vibrating discharger was used
Fig. 1, Non-uniform pressures caused by eccentricwithdrawal
Fig. 2, Constant pitch screw feeder caused eccentricwithdrawal

3
infrequently (30 sec. on, 5 minutes off), andonly one leg of the pantleg was used most ofthe time. A dent formed in the cylindersection centered over the active pantleg.
• A blending silo utilized 24 external tubes towithdraw plastic pellets at various elevationsfrom the cylinder and cone sections.Significant wrinkles developed in thecylinder section above several of the tubes.
The lessons to be learned here are:
• Whenever possible, design your silo forcenter fill and center withdrawal.
• If eccentric fill or withdrawal iscontemplated, perform a structural checkfirst to make sure that the silo can withstandthe non-uniform loading conditions andresulting bending moments.
• Be particularly careful with silos that havean elongated hopper outlet. An improperlydesigned screw feeder or belt feederinterface, or a partially opened slide gate,will often result in an eccentric flow patternwith accompanying non-uniform loads.
• If a sweep arm unloader is used, be awarethat operating it like a windshield wiper(back-and-forth in one area) will create apreferential flow channel on one side of asilo.
• If multiple outlets are required, considersplitting the discharge stream outside of thesilo below the main central withdrawalpoint.
• If a vibrating discharger is used but notcycled on and off on a regular basis, aneccentric flow channel may form,particularly if a pantleg chute is below theoutlet.
• Consider non-uniform pressures whendesigning silos with blend tubes.
2.2 Large and/or non-symmetric pressurescaused by inserts
Support beams, inverted cones, blend tubes, andother types of internals can impose largeconcentrated loads and/or non-symmetricpressures on a silo wall leading to unacceptablebending stresses.
Two examples:
• A tear developed in the cone section of a4!m diameter silo storing reground polyesterpellets. This tear was located where asupport strut for an inverted conical insertwas welded to the cone wall. Uponemptying the silo, it was found that theinsert support plates were severely deformedand detached from the cone wall.
• Tests showed that a certain agglomeratecould experience particle attrition under theloads generated in a large silo. To reducethe potential of this happening, an insert wasdesigned to be located in the cylindersection of an 8 m diameter silo. This 15 mtall inverted cone extended from just belowthe transition to within 2 m of the top of thesilo. The designers were provided with theloads, which would act on this insert;however, they believed the values to be tooconservative, so they designed the supportstructure for smaller loads. Shortly afterbeing put into operation, the insert supportsfailed, causing the insert to fall and impact aBINSERT“ inner cone below, the supportsof which also failed as a result of the impact.

4
Lessons learned:
• Don't ignore loads on inserts, since they canbe extremely large. [11] In addition, non-uniform pressures may develop if the flowpattern around the insert is even slightlyasymmetric.
• Open inserts (such as a BINSERT“ or blendtube) can also have large loads acting onthem. Consideration must be given to theconsequences of the insert becomingplugged, thereby preventing material fromflowing through it. In this case, the verticalload greatly exceeds the dead weight of thematerial inside the insert and the cone ofmaterial above it.
2.3 Ignoring flow patterns and materialproperties
Sometimes mass flow develops in silos, whichwere structurally designed for funnel flow. [4]Even if this doesn't occur, the local pressurepeak, which develops where a funnel flowchannel intersects a silo wall, can bedevastating. [6]
In some circumstances, ignoring the propertiesof the bulk solid to be stored can be worse thanassuming an incorrect flow pattern. Consider,for example, designing a steel silo to store coal.Lacking a sample of coal which could be testedto form the design basis, the designer may resortto an often quoted design code [12] which liststhe wall friction angle for “coal on steel,” withno consideration as to the type of coal, itsmoisture, particle size, ash content, or the typeof steel, its surface finish, etc. Flow andstructural problems are common when thisapproach to design is taken.
Two examples:
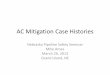
• Several bolted silos storing lubricated plasticpellets split apart along a radial seam nearthe top of the hopper section. Although thesilos were designed structurally for funnelflow, no flow tests were performed to see ifthis flow pattern would occur. Lab testsperformed after the failure showed that massflow developed along the 45° cone walls.See Figure 3.
• Two similar bolted silos also storing plasticpellets failed in a similar manner. Lab testsshowed that the wall friction was not lowenough for mass flow. However, the wallfriction angle was much lower than the silodesigner assumed. Thus, less of the pelletmass was supported by shear along thevertical cylinder walls, resulting in muchhigher wall pressures in the hopper than wasassumed by the designer. See Figure 4.
Lessons learned:
• Know your material's flow properties, andthe type of flow pattern that is likely todevelop in your silo. [13]
Fig. 3, Comparison of wall normal pressures due toassumed funnel flow and actual mass flow

5
• If the flow properties are likely to vary (due,for example, to changes in moisture, particlesize, temperature, different suppliers), makesure that the silo is designed to handle thisvariation.
• If your design is close to the massflow/funnel flow limit, consider the possibleeffects of slight changes in materialproperties or the interior surface of the silo(particularly its hopper section). The latteris particularly important if the hopper wallsare likely to be polished with use.
• Buyers beware! If you don't know whichflow pattern is going to develop in your silo,or the possible consequences of designingfor the wrong one, retain the services of asilo expert who can advise you.
• Using tables of values of material propertiesis risky at best and should only be used as alast resort if no samples of the actualmaterial to be stored are available. A betterapproach would be to check with a siloexpert who may have past experiencehandling the material. Inclusion ofadditional safety factors in the design, to
account for unknown variations, is alsooften warranted.
2.4 Special considerations with bolted tanksand reinforced concrete construction
Many silos are constructed of bolted metalpanels (usually steel or aluminum), while othersare constructed of reinforced concrete. Bothtypes of construction have specific designrequirements.
Bolted connections transfer loads throughvarious load paths, and can fail in at least fourdifferent modes: bolt shear, net section tension,hole tear-out, and piling around bolt holes.Which mode results in the lowest failure loaddepends on specifics of the metal (e.g., its yieldand ultimate strengths, thickness), the bolts(e.g., size, strength, whether or not fullythreaded, how highly torqued), spacing betweenbolt holes, number of rows of bolts, etc. [14-16]
Compressive buckling must also be considered,particularly if the bolted silo has corrugatedwalls or is constructed from aluminum.
Reinforced concrete construction presentsdifferent problems [17,18]. Concrete is strongin compression but very weak in tension. Thus,reinforcing steel is used to provide resistance totensile stresses. A silo that has only a singlelayer of horizontal reinforcing steel is capable ofresisting hoop tension, but has very littlebending resistance; therefore if non-uniformpressures occur (e.g., due to an eccentric flowchannel), the silo is likely to crack.Unfortunately, the inside face of the silo wall,where cracks are difficult to detect, is where themaximum tensile stresses due to bending aremost likely to occur. Undetected cracks cancontinue to grow until the silo is in danger ofimminent collapse.
Fig. 4, Comparison of wall normal pressures due toassumed high wall friction and actual low friction

6
An example:
• Vertical cracking of concrete was observedin a 21 m diameter raw coal silo shortly afterit was put into operation. The cracks werelocated in the portion of the silo thatcontained a single layer of reinforcing steel.In an attempt to stop the cracks fromgrowing further, they were injected with anepoxy, but this proved ineffective. Later,post-tensioning strands were added to theoutside of the silo. Five years later, enoughdelamination had occurred on the inside ofthe wall to expose significant lengths ofrebar and allow them to be pulled out anddrop down the wall. Extensive repairs andreinforcing were required in order for thesilo to be used safely.
Lessons learned:
• Consider all the various modes by which abolted joint can fail, and follow recognizeddesign procedures.
• Check to ensure that the design canwithstand compressive buckling.
• Determine the likelihood of eccentric fill ordischarge and design accordingly. Inparticular, do not use a single layer ofreinforcement if eccentric loading ispossible.
2.5 Special considerations concerningtemperature and moisture
The walls of outdoor metal silos can expandduring the day and contract at night as thetemperature drops. If there is no dischargetaking place and the material inside the silo isfree flowing, it will settle as the silo expands.However, it cannot be pushed back up when thesilo walls contract, so it resists the contraction,
which in turn causes increased tensile stresses inthe wall. This phenomenon, which is repeatedeach day the material sits at rest, is calledthermal ratcheting. [19-23]
Another unusual loading condition can occurwhen moisture migrates between stagnantparticles, or masses of stagnant particles, whichexpand when moisture is added to them. If thisoccurs while material is not being withdrawn,upward expansion is greatly restrained.Therefore, most of the expansion must occur inthe horizontal plane, which will result insignificantly increased lateral pressures on, andhoop stresses in, the silo walls.
Two examples:
• A 24 m diameter bolted steel silo storing flyash split apart about two weeks after it wasfirst filled to capacity. Nearly 10,000 tonsof fly ash discharged in the accident, whichoccurred at night when no fly ash was beingfilled into or discharged from this silo.Calculations revealed that the silo wasunderdesigned, and the probable cause offailure was thermal ratcheting.
• A 7.3 m diameter silo stored a mixture ofwet, spent brewer's grains, corn, and otheringredients. No problems occurred as longas the material was not stored for anysignificant time. However, after sittingseveral days without discharge during aholiday period, the silo walls split apartdropping 700 tons of material onto theground. Strain gauge tests in a lab test rigshowed that when moisture migrationcaused the corn particles to swell, pressureson the silo wall increased by more than afactor of five.

7
Lessons learned:
• Include factors of safety in the design ofoutdoor metal silos to account for the effectsof thermal ratcheting. [24]
• Assess the likelihood of significant moisturemigration occurring while the bulk solid isstationary, and design accordingly.
3. FAILURES DUE TO CONSTRUCTIONERRORS
In the construction phase, there are two ways inwhich problems can be created. The morecommon of these is poor workmanship. Faultyconstruction, such as using the wrong materialsor not using adequate reinforcement, anduneven foundation settlement are but twoexamples of such a problem.
The other cause of construction problems is theintroduction of badly chosen, or evenunauthorized, changes during construction inorder to expedite the work or reduce costs.
3.1 Incorrect material
Close inspection of contractors’ work isimportant in order to ensure that designspecifications are being followed. This includeschecking for use of correct bolts (size, strength,etc.), correct size and spacing of rebar, specifiedtype and thickness of silo walls, etc.
An example:
• During investigation of the fly ash silofailure described above (2.5), it wasdiscovered that less than 1% of the boltsrecovered had the specified marking on theirhead, and none of these were used in thecritical vertical seams. Strength tests onthese incorrect bolts revealed that some had
tensile strengths less than the minimumrequired for the specified bolts.
Lessons learned:
• Use only qualified suppliers and contractors.
• Closely inspect the installation.
• Make sure that specifications are clear andtightly written [25].
3.2 Uneven foundation settlement
Foundation design for silos is not appreciablydifferent than for other structures. As a result,uneven settlement is rare. However, when itdoes occur, the consequences can becatastrophic since usually the center of gravityof the mass is well above the ground.
Example:
• A 49 m diameter by 14.5 m tall grain siloexperienced a catastrophic failure one coldwinter night. Investigation revealed thatbecause of inadequate design of the concretefooting and changes to it duringconstruction, the foundation wassignificantly weakened. Failure occurredwhen the contents of the silo exertedoutward forces on the steel shell, whichoverloaded the foundation causing it tocrack. The failing foundation in turn pulledout on the steel shell. Low temperaturescreated additional thermal stresses at thebottom of the shell.
Lessons learned:
• Use experienced soils engineers andfoundation designers.
• Use reputable contractors.

8
• Closely inspect the work. (See commentsabove in Section 3.1.)
3.3 Design changes during construction
Unauthorized changes during construction canput a silo structure at risk. Seemingly minordetails are often important in ensuring aparticular type of flow pattern (especially massflow), or in allowing the structure to resist theapplied loads.
Example:
• A buckle was observed in the side wall of aspiral aluminum silo storing plastic pellets.Once the silo was emptied it was discoveredthat many of the internal stiffeners had alsobuckled in the region of the shell buckling.Analysis revealed that the most probablecause of buckling was lack of sufficientwelds between the stiffeners and the shell.
Lessons learned:
• Make sure that both the silo builder anddesigner carefully consider and approve anychanges in details, material specifications, orerection procedure.
• Closely inspect all construction.
4. FAILURES DUE TO USAGE
A properly designed and properly constructedsilo should have a long life. Unfortunately, thisis not always the case. Problems can arise whenthe flow properties of the material change, thestructure changes because of wear, or anexplosive condition arises.
If a different bulk material is placed in a silothan the one for which the silo was designed,obstructions such as arches and ratholes mayform, and the flow pattern and loads may be
completely different than expected. The loaddistribution can also be radically changed ifalterations to the outlet geometry are made, if aside outlet is put in a center discharge silo, or ifa flow-controlling insert or constriction isadded. The designer or a silo expert should beconsulted regarding the effects of such changesbefore they are implemented.
4.1 Dynamic loads due to collapsing archesor ratholes, self-induced vibrations, orexplosions
When a poorly flowing material is placed in asilo which was not designed to store and handleit, flow stoppages due to arching or ratholing arelikely. Sometimes these obstructions will clearby themselves, but, more often, operators willhave to resort to various (sometimes drastic)means to clear them. No matter which methodis used, the resulting dynamic loads when anarch or rathole fails can collapse the silo. [26]
Self-induced silo vibrations can also result insignificant dynamic loads for which most silosare not designed to withstand. [27,28] Inaddition, few if any silos can withstand theloads imposed by an explosion -- either internalor external.
Two examples:
• A 13 m diameter by 23 m tall reinforcedconcrete silo stored waste coal. Below thecylinder was a 30° conical hopperterminating at a 4.6 m diameter vibratingdischarger. Flow from the silo wascontrolled by a vibrating pan feeder. Arathole formed above the discharger, thenpartially collapsed. The resulting impactseparated the vibrating discharger from thecone section and drove the vibrating panfeeder into the floor.

9
• Three large bolted steel silos were used tostore distiller's dry grain with solubles.Each silo's cylinder section was 7.9 m indiameter by 15 m tall, below which was a30° conical hopper and 3 m diametervibrating discharger. Flow was controlledwith a 300 mm diameter screw feeder.Severe structural damage occurred in allthree silos, including 300 to 900 mmindentations in portions of the cylinderwalls, two completely split radial seams inone of the static hopper sections, and one ofthe vibrating dischargers dropping off fromits supports. The structural problems weredirectly related to the poor flowcharacteristics of the material. In fact, itsflow properties were so poor that plantpersonnel occasionally resorted to usingdynamite to break it up!
Lessons learned:
• Know the flow properties of your materialand the flow properties assumed in thedesign of your silo. If the source of yourmaterial changes, or if you plan to store adifferent material in your silo, have the newmaterial tested for flow properties. Getadvice from experts before putting the newor changed material into your silo.
• Use extreme caution in attempting to restoreflow if an arch or rathole forms. Underthese circumstances, personnel should not beallowed to be in close proximity to the silo.Consideration should be given to top reclaimusing experts trained in this technique.
• Avoid accumulations of dust or ignitablegases, which could cause an explosion.
4.2 Changes in flow patterns
Changing material properties or polishing of theinside surface of the silo may cause mass flow
to develop in a silo which was structurallydesigned for funnel flow. (The opposite canalso occur – funnel flow in a silo designedstructurally for mass flow – but this generally isnot as serious a problem.) Mass flow will resultin a dramatically different wall pressure loadingthan with funnel flow, particularly at the top ofthe hopper section.
Two examples:
• Six 7.9 m diameter by 22 m. tall silos wereused to store high-density polyethylene fluffand pellets. Below each cylinder sectionwas a 30° cone terminating at a rotary valvefeeder. A radial hopper seam split open onone silo, spilling one million pounds ofmaterial onto the ground. The cause of thisfailure was determined to be mass flowloads. The silo was structurally designedonly for funnel flow. See Figure 5.
Fig. 5, End-result of mass flow developing in a silodesigned structurally for funnel flow

10
• Four outdoor bolted silos were used to storebarley and corn. As with the previousexample, failure occurred by splitting of aradial seam near the top of the hopper,which was the result of unexpected massflow loads. In this case, the cone walls wereapparently polished by the barley, and thewall friction decreased further when theoutside air temperature dropped belowfreezing.
Lessons learned:
• Know your material's flow properties andthe flow properties used in the design.Avoid materials and/or conditions that couldresult in a flow pattern for which the silowas not designed.
• Routinely inspect the interior of your silo,checking for abrasion marks, which mayindicate mass flow. [29]
• Inspect the exterior of a bolted silo on aregular basis. Pay particular attention to thebolted joints near the top of the hopper,noting any waviness along the edges of thesheets, elongation of bolt holes, or cracksbetween bolt holes, all of which are signs ofover-stress.
4.3 Buckling of unsupported wall
A pressurized cylinder is more resistant tocompressive buckling than an unpressurizedone. [9] In addition, if this pressure is caused bya bulk solid (as opposed to a liquid or gas), it iseven more resistant. The reason is as follows:Gas or liquid pressure is constant around a silo'scircumference and remains unchanged as thesilo starts to deform. On the other hand, thepressure exerted by a bulk solid against a silo'swall increases in areas where the walls aredeforming inward, and decreases where the
walls are expanding. This provides a significantrestraining effect once buckling begins.
Now consider what happens if an arch formsacross a silo's cylinder section, and materialbelow it is withdrawn. Not only is therestraining effect of the bulk solid lost, but thefull weight of the silo contents above the archare transferred to the now unsupported region ofthe silo walls. Buckling failure is likely whenthis occurs.
Example:
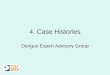
• A 7.6 m diameter by 27 m tall bolted flat-bottom silo was used to store soybean meal.Discharge occurred by a sweep arm screwunloader. The material's flow propertiesvaried considerably, from free flowing toextremely cohesive. An arch formed abovethe unloader, and spanned the full diameterof the silo. Material below this wasremoved by the unloader, so the full onemillion pounds was transferred to theunsupported thin silo wall causing it to failby vertical buckling. See Figure 6.
Lessons learned:
• Know your material's flow properties.
• If flow stops, investigate the cause beforeattempting to restart discharge.
Fig. 6, Buckling of unsupported wall above a sweep armunloader

11
5. FAILURES DUE TO IMPROPERMAINTENANCE
Maintenance of a silo comes in the owner's oruser's domain, and must not be neglected. Twotypes of maintenance work are required. Thefirst is the regular preventative work, such as theperiodic inspection and repair of the wallsand/or liner used to promote flow, protect thestructure, or both. Loss of a liner may beunavoidable with an abrasive or corrosiveproduct, yet maintaining a liner in properworking condition is necessary if the silo is tooperate as designed. Other examples ofpreventative maintenance items include roofvents, level probes, feeders, dischargers, andgates.
The second area of maintenance involveslooking for signs of distress (e.g., cracks, walldistortion, tilting of the structure) and reactingto them. [29] If evidence of a problem appears,expert help should be immediately summoned.An inappropriate response to a sign thatsomething is going wrong, including thecommon instinct to lower the silo fill level, cancause a failure to occur with greater speed andperhaps greater severity.
5.1 Corrosion and erosion
Silo walls thinned by corrosion or erosion areless able to resist applied loads than when theywere new. This is a particular problem whenhandling abrasive materials or when usingcarbon steel construction in moist or otherwisecorrosive environments. Combining the effectsof abrasion with corrosion significantlyaccelerates the problem. This can occur, forexample, with special aging steels. Abrasivewear causes the surface layer to be removed,thereby exposing new material and speeding upthe aging process which significantly weakensthe structure.
Three examples:
• A coal silo was fabricated from aging steel.After about five years of use, the hopperdetached from the cylinder section while thesilo was full. The cause was determined tobe thinning of the silo wall due to abrasionfrom coal and corrosion.
• A tile silo storing coal failed after manyyears in use. This progressive failureoccurred because of weathering effects onthe exterior and corrosive conditions due towet coal on the interior. These combined tocorrode the steel reinforcing bars, whichthen failed.
• Six coal silos at a chemical plant lasted forabout 30 years, after which time two of thesix experienced a structural failure, whichprompted a close inspection of all six silos.The carbon steel walls were found to havethinned significantly, to the point that actualholes were visible in places. Corrosion,both exterior and interior, was to blame.
Lessons learned:
• Carefully inspect your silos on a regularbasis. Determine the minimum wallthickness required for structural integrityand compare to the actual wall thickness.
• Do not use aging steels for silo constructionif the surface will be exposed to abrasivewear.
• Prevent buildup of material, which couldtrap moisture on the exterior of outdoorsilos.
5.2 Lack of routine inspection
Silo failures often cause significant damage andsometimes result in death. Often these failures

12
could have been prevented or the damage couldhave been minimized with information thatcould have been gained through routineinspection.
Example:
• The hopper section of a stone bin at amining operation fell off when the bin wasfull, killing a person working below. Theproblem was particularly attributed tomaterial buildup on horizontal externalstructural members which, combined withmoisture from the air, created a corrosiveenvironment, resulting in excessive thinningof the silo wall.
Lessons learned:
• Inspect silos routinely, both internally andexternally. [29] This is particularlyimportant with bolted and reinforcedconcrete silos, and silos which are exposedto a corrosive environment. For example,look for any signs of corrosion, exposedrebar, unusual cracking, or spalling ofconcrete.
• If conditions change (e.g., a differentmaterial is to be stored) or unusual eventsoccur (e.g., very high winds, an earthquake),inspect the silo before putting it back inoperation.
• Perform a detailed structural inspectionbefore designing modifications to a silo.
5.3 Improper reaction to signs of distress
A common reaction to signs of silo distress is toignore them, often because personnel areunaware of both the meaning and consequencesof doing so. Another common reaction iscuriosity. People have lost lives because, due totheir curiosity, they were in the wrong place at
the wrong time. Even if danger signs areunderstood, it is common for inappropriateaction to be taken in an attempt to “reduce” thechance of failure. In some extreme cases,catastrophic failure has been induced where,with appropriate action, the damage could havebeen relatively minor.
Two examples:
• A bolted steel silo with a sweep armunloader was used to store soybean meal.The meal hardened, so the sweep arm wasoperated back and forth to try to dischargethe meal. This process continued for sometime, even though wrinkles were observed inthe silo wall above the area where the sweeparm was operating. Eventually theindentations became so great that the silocollapsed.
• Another bolted silo storing grain stood upsome 14 years before failure. Shortly afterstartup in the spring after the grain had beensitting essentially stationary all winter, thesilo started tilting at approximately mid-height. Not realizing the consequences ofcontinued withdrawal, the owner operatedthe discharge system. Two days later, thesilo collapsed completely.
Lessons learned:
• Since a weakened silo is a very dangerousstructure, limit access to the areasurrounding it to only those personnel whoneed to be there, and make sure that theyhave the education and experience to dealwith the situation. Extreme caution shouldalways be exercised.
• At the first sign of silo distress, ceasedischarging immediately and assess theintegrity of the structure.

13
• Investigate the cause of the distress. Retainexperts with knowledge of silo structures toassist in the investigation.
6. CONCLUSIONS
Silos that are designed, built, operated, andmaintained properly, will provide long life.Each of the case histories given above illustratesthe effects of one or more of the shortcomingspossible in design, construction, usage, andmaintenance. In each example, the cost ofrepairs or rebuilding, the cost of litigation, andthe cost of insurance added up to several timesthe cost of doing the job properly in the firstplace.
The best approach to the design of a silo, bin, orhopper for bulk materials is one that is reasoned,thorough, conservative, and based on measuredparameters. Design engineers are not legallyprotected by sticking to a code of practice.Compliance with the locally applicable code is,of course, necessary, but it should never beregarded, by itself, as a sufficient condition tothe performance of a satisfactory design.
It is the responsibility of the designer to ensurethat the design is based on sound, completeknowledge of the materials being handled, thatthe design is competent, and that it covers allforeseeable loading combinations. It is the jointresponsibility of the designer, builder, andowner that construction is of an acceptablestandard, and fulfills the intent of the design. Itis then the responsibility of the owner toproperly maintain the structural and mechanicalcomponents. It is also the responsibility of theowner to ensure that any intended alteration inusage, discharge geometry or hardware, linermaterial, or any other specified parameter, ispreceded by a design review with strengtheningapplied as required.
REFERENCES
1. R. T. Jenkyn and D. J. Goodwill, SiloFailures: Lessons to be Learned, EngineeringDigest, Sept. 1987.
2. J. W. Carson and D. J. Goodwill, The Designof Large Coal Silos for Safety, Reliability andEconomy, Bulk Solids Handling 4, pp. 173-177,1984.
3. J. Ravenet, Silos: Deformaciones – Fallas –Explosiones, Prevencion De Accidentes,Editores Técnicos Asociados, s.a.
4. A. W. Jenike, Storage and Flow of SolidsUniversity of Utah Engineering ExperimentStation, Bulletin No. 123, Nov. 1964.
5. A. W. Jenike, Effect of Solids FlowProperties and Hopper Configuration on SiloLoads, In Unit and Bulk Materials Handling(Loeffler, F.J., and C.R. Proctor, eds.), ASME,1980, pp 97-106.
6. J. W. Carson and R. T. Jenkyn, LoadDevelopment and Structural Considerations inSilo Design, Presented at Reliable Flow ofParticulate Solids II, Oslo, Norway, August1993.
7. A. W. Jenike, Denting of Circular Bins withEccentric Drawpoints, Journal of the StructuralDivision, Proceedings of the American Societyof Civil Engineers 93, pp. 27-35, 1967.
8. T. Johnston, Analysis of Silo Failures fromAsymmetric Flow, Presented at the 1991 SpringConvention, American Concrete Institute,Boston, MA, March 17-21, 1991.
9. E. H. Gaylord and C.N. Gaylord, Design ofsteel bins for storage of bulk solids, Prentice-Hall, 1984.

14
10. G. E. Blight, Defects in accepted methods ofestimating design loadings for silos, Proc. InstnCir. Engrs. 88 Part 1, pp. 1015-1036, Dec.1990.
11. J. R. Johanson and W.K. Kleysteuber,Structural Support of Flow-Corrective Inserts inBins, Proceedings AIChE, Atlantic City,September 1966.
12. ACI Standard 313-91, Standard practice fordesign and construction of concrete silos andstacking tubes for storing granular materials1991.
13. J. W. Carson and J. Marinelli, CharacterizeBulk Solids to Ensure Smooth Flow, ChemicalEngineering 101, no. 4, pp. 78-90, April 1994.
14. AWWA Standard D103-87, Factory-coatedbolted steel tanks for water storage 1987.
15. Specification for the design of cold-formedsteel structural members American Iron andSteel Institute, 1986.
16. G. L. Kulak, J.W. Fischer and J.H.A. Struik,Guide to design criteria for bolted and rivetedjoints, 2nd ed. John Wiley, 1987.
17. D. F. Themer, Failures of ReinforcedConcrete Grain Silos, Transactions of the ASMEJournal of Engineering for Industry, pp. 460 to477, May 1969
18. I.A.S.Z. Peschl, Construction of ConcreteSilos, Silo Failures – An Analysis of theReasons, Norwegian Society of CharteredEngineers, February 28-March 2, 1977
19. G. E. Blight, Temperature changes affectpressures in steel bins, International JournalBulk Solids Storage in Silos 1 No. 3 1985, pp. 1to 7.
20. G. E. Blight, Temperature surchargepressures in reinforced concrete silos, PowderHandling and Processing 2 No. 4, November1990, pp. 303 to 305.
21. G. E. Blight, Measurements on full sizesilos part 1: temperatures and strains, BulkSolids Handling 7, No. 6 December 1987 pp.781 to 786.
22. G. E. Blight, Temperature-induced loadingson silo walls, Structural Engineering Review 4No. 1, 1992, pp. 61-71.
23. H. B. Manbeck, Predicting thermallyinduced pressures in grain bins, Trans. ASAE 27No. 2 1984, pp. 482-486.
24. ASAE Engineering Practice, EP433 Loadsexerted by free-flowing grains on bins ASAEStandards 1991.
25. J. W. Carson, R. T. Jenkyn, and J. C.Sowizal, Reliable and Economical Handling ofBulk Solids at Coal-Fired Power Plants, BulkSolids Handling 12 No. 1, Feb. 1992, pp 11-18.
26. G. Gurfinkel, Tall Steel Tanks: Failure,Design, and Repair, ASCE Journal ofPerformance of Constructed Facilities, Vol. 2,No. 2, May 1988, pp. 99 to 110.
27. H. Purutyan, K. E. Bengtson, and J. W.Carson, Identifying and Controlling SiloVibration Mechanisms: Part I, Powder andBulk Engineering 8 No. 11, Nov. 1994, pp 58-65.
28. H. Purutyan, K. E. Bengtson, and J. W.Carson, Identifying and Controlling SiloVibration Mechanisms: Part II, Powder andBulk Engineering 8 No. 12, Dec. 1994, pp 19-27.

15
29. J. W. Carson and R. T Jenkyn, How toPrevent Silo Failure with Routine Inspectionsand Proper Repair, Powder and BulkEngineering 4 No. 1, January 1990.