Embed Size (px)
Citation preview

©SinterCast 2018 www.sintercast.com
SinterCast Tracking Technologies – Controle e Rastreabilidade de
Processo 4.0 na Indústria de Fundição de Ferro Fundido

2
SinterCast Tracking Technologies – Controle e Rastreabilidade de
Processo 4.0 na Indústria de Fundição de Ferro Fundido
Arnaud Denis – Engenheiro Chefe, Tecnologia de Rastreamento
Johan Antonsson – Engenheiro Chefe – Desenvolvimento de Sistemas
Marjurie Clementi – Gerente Geral – América Latina
SinterCast AB, Suécia
ResumoEm 2015, como forma de apoiar a produção de um novo bloco de motor de ferro vermicular (CGI) de alto volume, a fundição Tupy, em Saltillo, México, tornou-se a primeira fundição do mundo a instalar a tecnologia SinterCast Ladle Tracker®. Desde o início da produção, o bloco de motor a gasolina, produzido com espessura de parede mínima de 2,5 mm e dentro dos padrões ISO de nodularidade estreita entre 0%-20%, tornou-se o motor em ferro vermicular de maior volume no mundo.
O SinterCast Ladle Tracker rastreia e registra, automaticamente, o progresso de todas as panelas de fundição em todas as etapas do processo, desde o forno até o seu vazamento. O Ladle Tracker garante que todas as etapas sejam concluídas com sucesso, no prazo estipulado, e que todos os parâmetros como peso da panela de fundição, temperatura e produtos químicos permaneçam dentro do intervalo especificado por todo o processo. Panelas de fundição não conformes são impedidas de avançarem à próxima etapa do processo, e o carro de vazamento é automaticamente travado. Somente o ferro que atende às especificações pode ser escoado. Além do processo de controle online, o sistema do Ladle Tracker também identifica em que ponto as panelas de fundição saem do processo, oferecendo novas informações aos gestores de fundição, de forma a eliminar gargalos e otimizar o fluxo do processo.
O recurso de rastreamento foi estendido para rastrear, inclusive, machos, moldes, caixas de moldes, peças fundidas e operadores. O SinterCast Cast TrackerTM pode fornecer a rastreabilidade completa de cada peça fundida, desde a data de fabricação dos machos (concepção), tempo de prateleira, vazamento (início) e caixa de vibração. Juntamente com o recurso Ladle Tracker, o Cast Tracker fornece rastreabilidade do histórico de moldagem e do metal líquido. Para o usuário final, essa nova funcionalidade oferece rastreabilidade completa de todas as peças fundidas. Para a fundição, o Cast Tracker fornece as informações detalhadas (como sequência do processo das peças fundidas) necessárias para determinar correlações robustas entre defeitos e os parâmetros do processo.
IntroduçãoMateriais avançados e tecnologias aprimoradas de fundição são necessários para atender às crescentes exigências de projetos, desempenhos e durabilidade estabelecidos pelos fabricantes originais dos equipamentos (OEM) automotivos. Cada vez mais, o CGI torna-se o material de escolha para os projetistas de motores, a fim de satisfazer os objetivos de desempenho e, ao mesmo tempo, reduzir o tamanho e o peso do motor. Para suportar a crescente demanda por CGI, as empresas de fundições adotaram uma tecnologia aprimorada de controle de processo, garantindo uma produção confiável de alto volume e oferecendo confiança à comunidade dos fabricantes originais de equipamento (OEM). Este trabalho fornece um panorama da tecnologia de controle de processo e rastreabilidade implementada pela fundição Tupy, em Saltillo, México, para a produção de alto volume de blocos de motor de CGI.
3
Em preparação para o início da produção de um novo bloco de motor V6 a gasolina, desenvolvido pela Ford, a Tupy instalou a tecnologia de controle de processo CGI SinterCast System 3000 afim de garantir uma produção confiável de alto volume dentro da especificação de nodularidade exigida entre 0%-20%. O Sistema SinterCast 3000 foi o quarto sistema de controle de processos SinterCast instalado pela Tupy, no Brasil e no México. Com uma demanda de produção de até 22 panelas de fundição por hora, cinco em operação e três empilhadeiras para transporte, a Tupy também instalou a tecnologia SinterCast Ladle Tracker para rastrear e controlar o movimento das panelas de fundição por todo o processo. O sistema Ladle Tracker baseia-se na fixação de uma etiqueta de identificação de radiofrequência em cada panela de fundição e no posicionamento das antenas RFID em pontos chave do processo, inclusive: forno de vazamento, base de tratamento, base de correção, verificação de temperatura e vazamento. À medida que as panelas de fundição avançam em cada etapa do processo, o sistema de rastreamento coleta dados referentes à temperatura, peso, produtos químicos, resultados de análises térmicas de CGI, adições de fio de arame e tempo para garantir que sejam aplicadas as ações corretas a cada panela de fundição, de forma que somente aquelas em boas condições cheguem ao carro de vazamento. O sistema também implementa um cronômetro que bloqueia, automaticamente, o carro de vazamento após um período fixo de tempo, depois da adição final de magnésio. No ambiente de produção, a tecnologia de rastreamento de panelas de fundição utiliza e define, de forma automática, limites de controle de gestão, em vez de depender do comportamento e da disciplina dos operadores. Os registros de produção quantitativa fornecidos pelo sistema de rastreamento de panela de fundição também identificaram gargalos no processo, permitindo à Tupy implementar novos procedimentos que aumentaram, significativamente, a eficiência geral do processo e a produtividade da linha de moldagem.
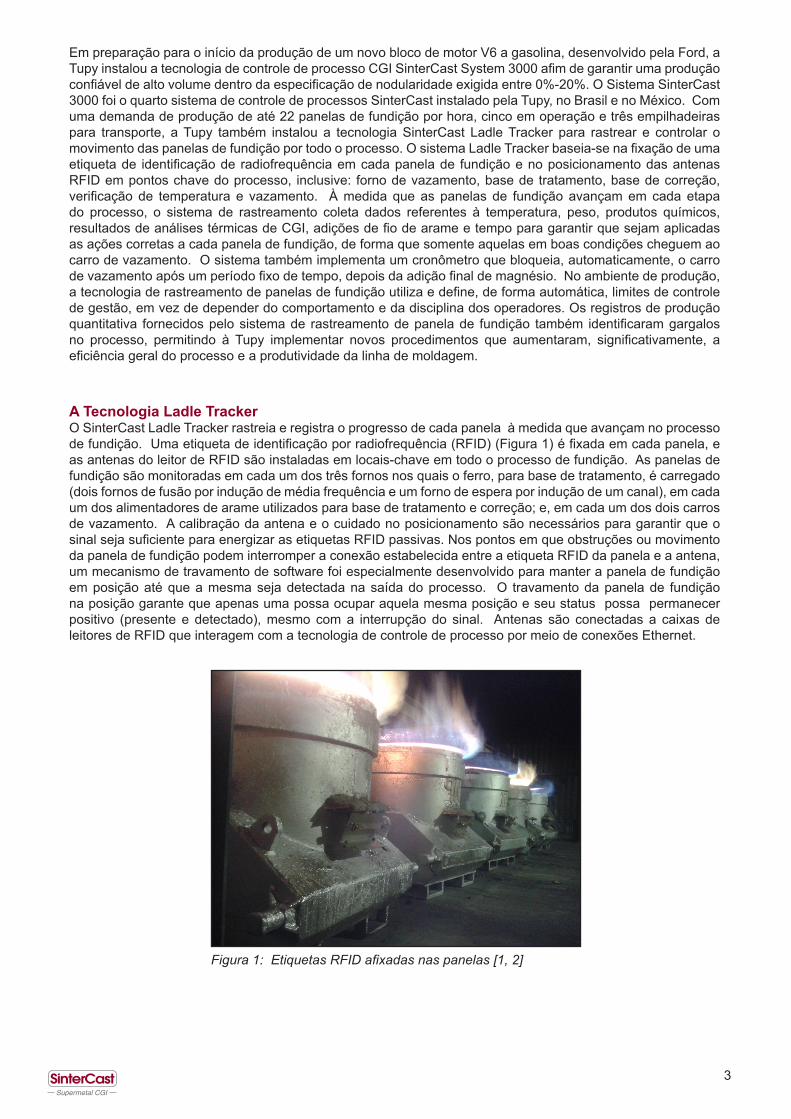
A Tecnologia Ladle TrackerO SinterCast Ladle Tracker rastreia e registra o progresso de cada panela à medida que avançam no processo de fundição. Uma etiqueta de identificação por radiofrequência (RFID) (Figura 1) é fixada em cada panela, e as antenas do leitor de RFID são instaladas em locais-chave em todo o processo de fundição. As panelas de fundição são monitoradas em cada um dos três fornos nos quais o ferro, para base de tratamento, é carregado (dois fornos de fusão por indução de média frequência e um forno de espera por indução de um canal), em cada um dos alimentadores de arame utilizados para base de tratamento e correção; e, em cada um dos dois carros de vazamento. A calibração da antena e o cuidado no posicionamento são necessários para garantir que o sinal seja suficiente para energizar as etiquetas RFID passivas. Nos pontos em que obstruções ou movimento da panela de fundição podem interromper a conexão estabelecida entre a etiqueta RFID da panela e a antena, um mecanismo de travamento de software foi especialmente desenvolvido para manter a panela de fundição em posição até que a mesma seja detectada na saída do processo. O travamento da panela de fundição na posição garante que apenas uma possa ocupar aquela mesma posição e seu status possa permanecer positivo (presente e detectado), mesmo com a interrupção do sinal. Antenas são conectadas a caixas de leitores de RFID que interagem com a tecnologia de controle de processo por meio de conexões Ethernet.
Figura 1: Etiquetas RFID afixadas nas panelas [1, 2]
4
No ambiente de produção, foi desenvolvida uma solução para proteger as etiquetas RFID nas panelas de fundição contra calor, respingos de metal, impacto, poeira e, ao mesmo tempo, garantindo que estejam em local de fácil acesso para leitura. Medidas diretas mostraram que a temperatura da superfície externa da panela de fundição alcançou 340°C, enquanto que as etiquetas devem ser mantidas abaixo de 120°C, preservando a distância para leitura e a vida útil. Um suporte foi desenvolvido para minimizar o calor radiante da superfície da panela de fundição e o calor convectivo emitido pela base, mantendo a temperatura máxima da etiqueta abaixo da especificação. As antenas leitoras também são protegidas do calor e da poeira por um pano refratário resistente a respingos e pela colocação de antenas em locais que permitem a leitura, de forma a minimizar o risco de danos físicos e térmicos. As soluções de projeto provaram-se robustas, sem falhas de antenas, em mais de 25 mil ciclos de panela de fundição e com vida útil de etiquetas RFID superior a mil ciclos em muitas panelas.
O SinterCast Ladle Tracker documenta o tempo da panela de fundição em todas as posições, assegura que cada um envie informações a cada etapa no processo e garante que cada fase seja concluída com sucesso dentro do tempo alocado. As principais características e oportunidades de processo da tecnologia de rastreamento de panelas de fundição incluem:
Segurança do processo: Controle de processo em tempo real para garantir que todas as panelas de fundição enviem informações a todas as estações e que os limites de tempo sejam cumpridos, incluindo bloqueios automáticos nos carros de vazamento.
Otimização do processo: Relatórios diários, semanais e/ou mensais de movimento de panela de fundição para identificar onde e por que alguns saem do processo, além da identificação e da resolução dos gargalos.
Melhoria do processo: Estabelece KPIs de produção para vincular o desempenho do operador diretamente à produtividade e medir, quantitativamente, as melhorias do processo.
Rastreabilidade do processo: O movimento das panelas de fundição e os dados do processo (temperaturas, pesos, produtos químicos, resultados da análise térmica e dados do alimentador de arame) podem ser carregados à base de dados de fundição para a rastreabilidade do processo e a garantia do cliente. Nenhuma informação de processo é armazenada na etiqueta de RFID.
Exibição remota do sistema: Os supervisores e gestores de fundição podem visualizar dados do processo em tempo real por meio de computadores remotos, através de conexões de redes internas.
Capacidade autônoma: A tecnologia pode ser instalada, de forma independente, em empresas de fundições de ferro fundido, alumínio ou aço, em que o manuseio do metal, a transferência de moldes e a eficiência do processo podem se beneficiar da rastreabilidade e do fluxo de processo aprimorado.
Fluxo do Processo com a Tecnologia Ladle TrackerA fusão do ferro básico com baixo teor de enxofre é realizada em dois fornos de indução de média frequência de 12 toneladas. As panelas de fundição são carregadas diretamente desses fornos de fusão ou de um forno de espera de 30 toneladas que é carregado pelos fornos de fusão durante os períodos de não produção. Até cinco panelas de fundição são alternadas no processo para manter um suprimento constante de ferro para a linha de moldagem. A capacidade da panela de fundição varia entre 1.350 e 1.750 kg, proporcionando uma capacidade máxima de vazamento de 35 toneladas/hora. As panelas de fundição posicionadas em qualquer forno para vazamento são detectadas e identificadas pelo rastreamento de panelas de fundição, como mostrado na Figura 2. Uma lâmpada é acesa para confirmar aos operadores que a etiqueta RFID foi detectada. Após o ferro ter sido carregado, o operador do forno registra a fusão pressionando o botão de registro. Após o registro, o peso carregado e a identificação da panela de fundição são inseridos automaticamente no software de controle do processo.

5
As panelas de fundição são transportadas para tratamento de base por empilhadeiras, onde a temperatura do ferro é medida e inserida, automaticamente, no software de controle do processo. O rastreador da panela de fundição identifica a panela colocada no gabinete do alimentador da bas de tratamento (o gabinete central, na Figura 3) e garante que todas as informações a respeito do processo sejam inseridas adequadamente. O calculador de liga utiliza os resultados da análise térmica das panelas de fundição anteriores, juntamente com os dados inseridos automaticamente sobre o peso do ferro, temperatura e teor de enxofre do ferro base das panelas de fundição atuais para calcular as adições ideais de magnésio, terras raras e inoculantes. Todos os parâmetros registrados para aquela ID de fusão devem estar dentro dos limites pré-estabelecidos, conforme definido pela gestão de fundição, para execução do tratamento base. Panelas de fundição não conformes são marcadas no início do processo.
É indicado aos operadores que removam as panelas de fundição tratadas, de maneira bem-sucedida, com base para amostragem de análise térmica e transferência para um dos dois gabinetes de correção disponíveis. A tecnologia de rastreamento de panelas de fundição determina, automaticamente, em qual alimentador de correção a panela foi colocada, evitando qualquer erro potencial na atribuição de adições de fios corretivos a uma panela de fundição. Quando os resultados da análise térmica são concluídos, os comprimentos do fio de correção são enviados para o gabinete do alimentador que contém a panela de fundição com a etiqueta RFID correspondente.
Figura 2: Tecnologia de rastreamento de panelas de fundição no forno de vazamento [1, 2]
Figura 3: Tratamento de base (centro) e gabinetes de correção (norte e sul). [1, 2]
6
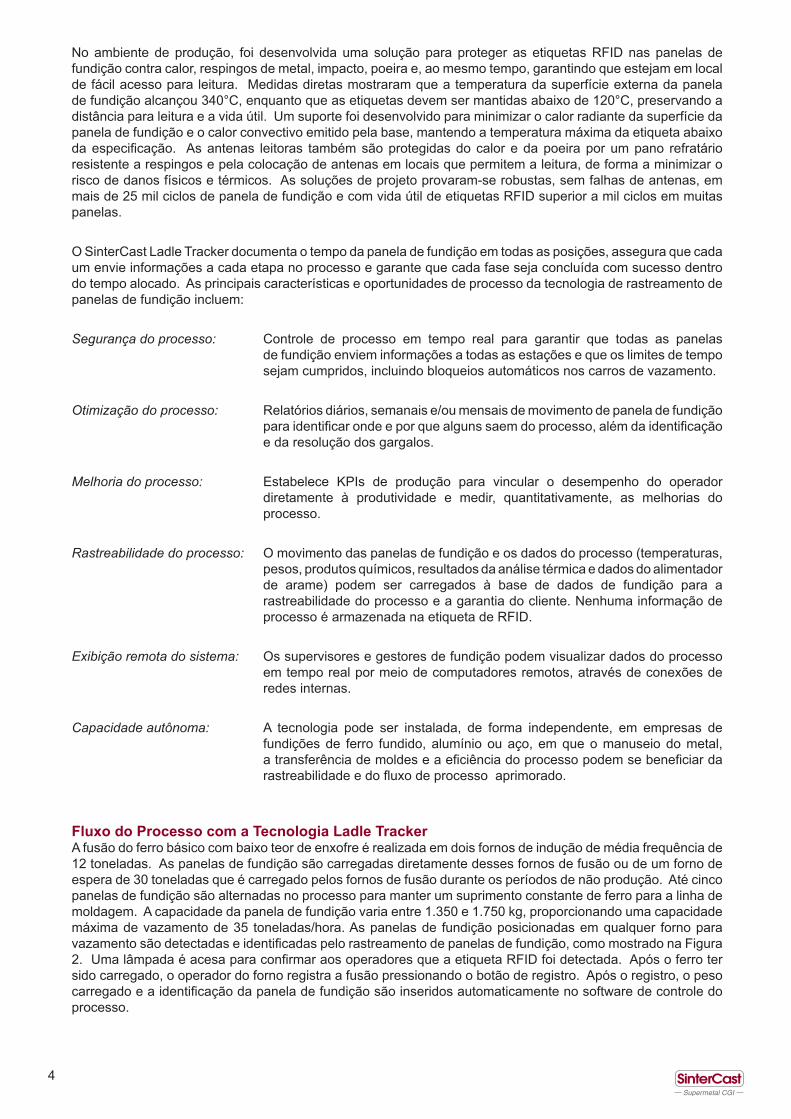
As panelas de fundição que saem da correção são transportadas por empilhadeiras até um dos dois carros de vazamento. Quando uma panela de fundição entra no carro de vazamento, o rastreamento de panela de fundição identifica a etiqueta RFID e acende a luz verde indicando que ela está aprovada para vazamento (todas as etapas do processo foram concluídas com sucesso; todos os valores inseridos e tempo de vazamento dentro do permitido), como mostra a Figura 4. Se todos os parâmetros não estiverem dentro das especificações definidas pelos engenheiros de fundição, uma luz vermelha será acesa e a panela de fundição será bloqueada, evitando o seu vazamento. O tempo decorrido da conclusão da etapa de correção é registrado pela tecnologia de rastreamento de panelas de fundição. Quando o limite de tempo para o vazamento estiver prestes a expirar, o operador do carro de vazamento é avisado. Esse aviso permite que o operador conclua o vazamento do molde atual. Depois disso, uma luz vermelha é acesa e o vazamento é automaticamente bloqueado (os moldes não podem ser escoados). Esse bloqueio automático garante que a empresa de fundição não precise depender da disciplina do operador; fornecendo, assim, controle pela fundição e confiança ao fabricante original de equipamento (OEM).
Comentários Sobre a Tecnologia Ladle TrackerUma janela de status para o rastreamento das panelas de fundição relaciona a posição de cada panela e indica a sua presença por intermédio da etiqueta RFID fixada. A identificação por cores define o status de cada panela de fundição, com verde indicando que a panela foi registrada e aceita nessa posição; amarelo, que a panela de fundição foi registrada, mas está aguardando a conclusão de uma amostra ou de outros dados; e, vermelho, que a panela de fundição foi rejeitada, seja por um valor fora da faixa, por posicionamento incorreto ou por exceder o limite de tempo. A tela de comentários pode ser visualizada remotamente, em qualquer computador de fundição, em uma rede conectada ou em um PDA móvel. O visualizador remoto permite que gestores e supervisores visualizem os resultados atuais em tempo real e consultem resultados anteriores de qualquer local da rede de fundição conveniente, ou de forma remota.
Os engenheiros de fundição podem se conectar ao sistema em qualquer local da rede de fundição para gerenciar e definir os parâmetros de produção de cada fundição e baixar os resultados e resumos de relatórios. Relatórios resumidos podem ser criados de forma independente - diários, semanal, mensalmente ou sob demanda. O relatório resumido do rastreamento de panelas de fundição é personalizado para a fundição, detalhando o tempo pelo qual a panela de fundição passa pelo processo. Os dados do relatório também podem ser exportados em um fluxo de texto, em tempo real, para um banco de dados de fundição controlado.
Os relatórios do tempo médio de início em cada posição de medição e os tempos decorridos para cada etapa do processo permitem que o desempenho da produção seja medido e que os gargalos sejam identificados e resolvidos. Os dados de tempo são organizados por locais de panela, correção e vazamento, identificando, com precisão, quando e onde as panelas saem do processo. Dados auxiliares como peso da panela de fundição, temperatura e enxofre podem ser usados para identificar, ainda mais, as razões pelas quais as panelas de fundição podem sair do processo, criando uma ferramenta poderosa para a melhoria da produtividade. As estatísticas de vida das etiquetas RFID estão inclusas nos relatórios de resumo para auxiliar na manutenção. Relatórios de registros (logs) detalham alertas ou erros de manutenção. A abrangente interface de comunicação entre a tecnologia de controle de processo de fundição, rastreamento de panela de fundição e inserção das informações a respeito do processo de fundição garantem que a segurança operacional e os benefícios do sistema sejam maximizados.
Figura 4: O rastreamento da panela de fundição na linha de vazamento semiautomática. [1, 2]
7
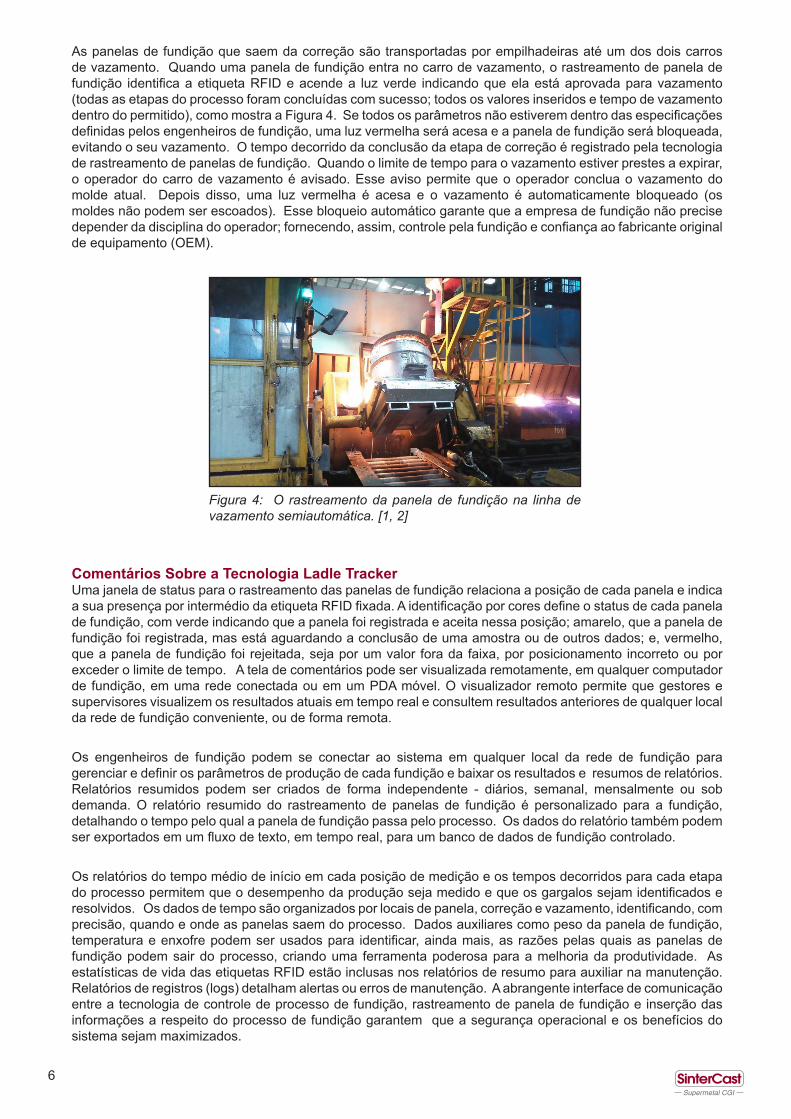
Cast TrackerO Cast Tracker fornece rastreabilidade completa de cada peça fundida, desde a hora e a data de fabricação dos machos-núcleos (concepção), tempo de prateleira, vazamento (início) e caixa de vibração. Juntamente com a tecnologia Ladle Tracker, o Cast Tracker conecta o histórico de moldagem ao do metal líquido. Para o fabricante original de equipamento (OEM), esse novo recurso oferece a rastreabilidade completa para todas as peças fundidas. Para a fundição, o Cast Tracker fornece as informações detalhadas (como sequência de moldes) necessárias para determinar correlações robustas entre defeitos e parâmetros do processo.
Recursos adicionais para o Cast Tracker, além das funcionalidades do Ladle Tracker, incluem:
• Rastreabilidade do macho: Informações para marcação do macho, que definem a data e a hora de fabricação (início); definição do tempo de armazenamento na prateleira; e, identificação do molde em que os machos são montados. • Rastreamento de molde: Etiquetas RFID ou placas de matriz ótica 2D em cada caixa correspondem ao molde com: - os machos marcados e identificados por códigos de barras impressos ou gravação em areia - a identificação da panela de fundição, o histórico de metal líquido e a sequência de moldes dentro do tempo de vibração da panela de fundição. • Rastreabilidade da fundição: Sincronização dos dados de fabricação de machos, identificação de moldes e histórico de metais (incluindo tempo e temperatura de vazamento), relacionando cada componente ao histórico completo do processo.
Você não consegue controlar o que não consegue medir
ResumoCom base em mais de dez anos de produção em série de ferro vermicular (CGI) de alto volume na fundição da Tupy no Brasil, Tupy e SinterCast projetaram e instalaram um processo de CGI na fundição Tupy Saltillo, no México, antes de iniciar a produção do primeiro bloco de motor CGI a gasolina de alto volume do mundo para a Ford Motor Company. O alto rendimento, com capacidade para processar até 22 panelas de fundição por hora, usando múltiplas panelas, diversas estações de tratamento e vários carros de vazamento também exigiu que uma nova solução de rastreamento de panelas de fundição fosse desenvolvida para garantir que se concluíssem todas as etapas do fluxo do processo dentro dos limites estabelecidos pelos engenheiros de fundição. Isso vem sendo utilizado em produções, com sucesso, desde 2015, controlando e rastreando mais de 100 mil panelas de fundição. Seguindo a experiência positiva no México, incluindo redução de sucata e melhoria da eficiência, a Tupy também investiu na tecnologia para sua filial no Brasil, em 2018.
Figura 5: Acompanhamento e rastreamento de posição em tempo real com o Cast Tracker
8
Head OfficeSinterCast LtdKingswick HouseKingswick DriveSunninghill BerkshireSL5 7BHUnited KingdomTel: +46 150 794 40
Technical CentreSinterCast AB (publ)Kungsgatan 2641 30 KatrineholmSwedenTel: +46 150 794 40
USASinterCast Inc1755 Park StreetSuite 200NapervilleIL 60563USA Tel: +1 630 778 3466
ChinaSinterCast Trading (Beijing) Co., LtdRoom 1131, 11/F, Block A, GatewayNo. 18 XiaguangliNorth Road East Third RingChaoyang District, BeijingChina, 100027Tel: +86 10 5923 1163
KoreaSinterCast Korea Co., LtdRosavallcity No. 310HyoJa-Ro 194, WanSan-GuJeon Ju City, 54969South KoreaTel: +82 10 9228 1764
Referências1. F. Rios, L.Aguilar, H. Villicaña, T. Schroeder, P. Popelar, A. Denis e J.Antonsson, “A Novel Approach to Process Control and Traceability in the Cast Iron Foundry Industry” Mexico Foundry Congress, Queretaro, México, junho de 2016 e Fundidores, setembro de 2016, No. 227, pp. 29-352. T. Schroeder, P. Popelar, A. Denis, J.Antonsson, F. Rios, L.Aguilar, H. Villicaña e D. Self “A Novel Approach to Process Control and Traceability in the Cast Iron Foundry Industry” Paper No. 17-113, AFS Metalcasting Congress, Milwaukee, 25 a 27 de abril de 2017


















