Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile Research Vol. 16, March 1991 , pp. 83-88
Some recent developments in the production of monomers and fibre-forming polymers
A K Mukherjee
Department of Textile Technology, I ndian Institute of Technology, New Delhi 110 016, India
Recei ved II December 1990
Some significant developments of the past decade in the production of monomers and fibre-forming polymers have been reviewed with particular reference to nylon 6, poly(ethylene terephthalate), polyacrylonitrile alld polypropylene. A brief reference is also made to the roles played by additives and other ingred ien ts. Some developments which have led to better understanding of the effect of reaction parameters on process design and polymer properties have been briefly described . In cases where no significant deve lopments have taken place, the established process of manufacture is briefly described.
Keywords: Fibre-forming polymers, Monomer synthesis, Nylon 6, Polyacrylonitrile, Poly(ethylene terephthalate), Polymerization , Polypropylene
1 Introduction Phenomenal developments have taken place in the
recent past in the production and technology of man-made fibres. In this paper, an attempt is made to highlight the developments of the past decade in the production of monomers and fibre-forming polymers. The man-made fibres covered are the commodity fibres, with particular emphasis on those being produced in India. These include polyamides (mainly nylon 6), polyester (PET), acrylic (copolymer of acrylonitrile with either methyl acrylate or vinyl acetate as comonomer) and polypropylene fibres . In cases where no significant developments have taken place, only the established process of manufacture is briefly described. The rores played by additives and other ingredients are also described, wherever necessary. Finally, some developments that have led to better understanding of the effect of reaction parameters on process design and polymer properties are also briefly described.
2 Polymers
2.1 Monomer Production
2.1.1 Caprolactam
The established route for producing caprolactam, the monomer for the manufacture of nylon 6, continues to be via phenol , cyclohexane or toluene. Cyclohexane is oxidired to cyCIohexanone followed by oxine formation and Beckmann rearrangement with oleum. Other methods include photonitrosyl
chlorination of cyclohexane followed by rearrangement with oleum. In another method , toluene is oxidized to benzoic acid, hydrogenated and then reacted with nitrosyl sulphuric acid in oleum, producing caprolactam sulphate. Phenol can also be used as the starting material. It is fed to the reactor and hydrogen gas is introduced. In the presence of nickel or palladium catalyst, phenol is reduced to cyclohexanol, which on partial dehydrogenation produces cyclohexanone. Like in other routes, it is subsequently converted into caprolactam through cyclohexanone oxine. An excellent review on caprolactam production has been published by Reimschuessel l .
2.1.2 Hexamethylene diamine and Adipic Acid
Hexamethylene diamine and adipic acid are required for the manufacture of nylon 66. It is likely that this fibre will be shortly introduced in the Indian market with the main outlet being for rubber tyre reinforcement.
The techniques for the manufacture of these two raw materials are well established and are adequately covered in the Iiterature2 .
2.2 Polymer Production
Though no major advances have been reported in polyamide manufacture during the 1980s, improvements in the area of reactor design have been reported by several chemical plant manufacturers. Two of these are considered below:
83
INDIAN 1. FIBRE TEXT. RES., MARCH 1991
(i) It has been reported that the use of two continuous VK tubes (instead of one) for the polymerization of caprolactam is more advantageous. The first VK tube is used as a prepolymerizer and the product is then transferred to the second tube to complete the polymerization. This procedure has the advantage of giving greater capacity, greater control on the reaction, reduced polymerization time and improved product quality.
(ii) The integrated continuous process (ICP) for the polymerization o f caprolactam is also gaining ground. In this process, in place of the countercurrent hot water washing, a rotary disc reactor (modified thin film evaporator) is employed in conjunction with the VK tube. This results in several advantages including direct recovery of the monomer without washing the polymer chips and the possibility of making direct use of nylon 6 melt for spinning.
Another important aspect of polymerization that has received attention is the use of the solid-state polymerization (SSP) technique which was initially developed fcir the manufacture of poly(ethylene terephthalate) bottle-grade chips and has since been adapted for polyamides also. This technique has been found to offer more advantages for nylon 66 than for nylon 6. The SSP technique involves the production of chips of intermediate molecular weight using the conventional methods. The chips are then subjected to solid-state polymerization. SSP progresses via the formation of intermediates which have relatively low melting points. This causes a transition from the solid to semi-solid state which can make it difficult to control the process. To overcome this difficulty and to augment the slow rate of SSP, the use of acid catalysts has been reported3.4 to be beneficial.
2.3 Production of Other Ny.lons
Besides nylon 6 and nylon 66, some other nylons have also been developed as these lead to fibres with some desirable properties. Some of these new developments are summarized below.
(i) There has been increasing interest in the commercial development of nylon 4 (polypyrrolidone) because of the inherent superior thermal stability of this polymers.6 .
(ii) A new polyamide, nylon 46 or poly(tetramethylene diamine-coadipic acid) has been developed from tetramethylene diamine (TMDA) and adipic acid. It has a higher melting point (290°C) than the conventional nylons. However, it is more difficult to synthesize nylon 46 by the conventional high-temperature polycondensation method because of the volatility ofTMDA and the occurrence of degradation and branching in the polymer.
84
Therefore, it is polymerized either in an organic solvent environment or by melt prepolymerization followed by solid polymerization7 . 8 . The resulting product has a relatively higher molecular weight and the resulting fibre has high modulus and high strength which make it particularly suitable for applications such as tyre cord, etc. The material has been introduced by Dutch State Mines as an engineering resin under the trade name 'Stanyl'.
(iii) Nylon 42 or poly(tetramethylene diamine-co-oxalic acid) is another polyamide of interest developed in the 1980s (ref. 9). The two monomers tetramethylene di amine and diethyl oxalate are prepolymerized in phenol:trichlorobenzene (50:50) for 2 h at 140°C. The precipitated polymer is washed with ether, dried and subjected to solid polymerization under nitrogen a tmosphere at 250-300°C. The resultant polymer has a melting point of about 390°C, dry Tg of 120°C and a compact crystalline phase. I t is of adequate molecular weight for fibre manufacture.
(iv) An aliphatic-aromatic polyamide, nylon 41 , has been synthesized 10. A prepolymer based on tetraethylene diamine and isophthalic acid is fi rst prepared by interfacial polymerization. The prepolymer is then subjected to melt polymerization producing a polymer with a melting point of 262°C and Tg of 141-146°C.
(v) An interesting product has been developed by random copolymerization of hexamethylene diamine with terephthalic acid (TPA) and isophthalic acid ll . This copolymer contains about 65 mol % TPA and has good dimensional stability like that of poly(ethylene terephthala te) with the additional advantage of relatively easier dyeability . The copolymer has not yet been commercialized because of some shortcomings, e.g. high shrinkage. However, it has a good potential as a fibre for produci ng nonwovens and also for thermal bonding of fabrics.
(vi) A nylon produced from 4, 7-dioxadecamethylene diamine and adipic acid (nylon 30203, 6) has also been reported 12. Due to the presence of ether oxygen atoms in the diamine [H2N(C H2h - 0 -- (CH2h -0 - (CH2h - NH2], it shows enhanced moisture absorption. When 30% by weight of this polymer is blended with nylon 6 in the presence of stabilizer (antioxidant), the stabilized blend approaches the moisture regain of cotton at 65-95% RH.
(vii) It has been reported 1 J that copolymerization of nylon 6 with poly(ethylene oxide) having hydroxyl end groups provides increased moisture absorption .

MUKHERJEE: PRODUCTION OF MONOMERS AND FIBRE-FORMING POLYMERS
3 Polyesters
3.1 Monomer Production The principal raw materials for manufacturing
poly(ethylene terephthalate) (PET) are terephthalic acid (TPA) or dimethyl terephthalate (DMT). Both of them require paraxylene (PX) as the starting material for their production. The economics of production is less dependent on the oxidation ofPX to TPA but is greatly dependent on the efficient and economical separation of PX from the feedstock mixture containing meta- and ortho-isomer as well as ethylbenzene. Some of the developments in this field are reported below.
(i) Mitsubishi has reported the use ofa dicyanide formation from m-xylene (MX) which can then be used for the separation of PX and MX 14.
(ii) Mobil has successfully commercialized a toluene disproportionation process (TDP process) using a ZSM-3 zeolite catalyst 1 s. Selective methylation of toluene for synthesis of p-xylene has been reported 16. 1 7 .
(iii) The Parex process, developed in late 60s by Unipol Co. for the recovery ofPX from the mixture using a fixed bed of solid adsorbent made from zeolite material, has become increasingly popularl8.
(iv) One of the important developments reported by Asahi Chemicals to separate PX from the mixture IS 50% more energy efficient than the Parex process. In this method, displacement chromatography procedure is used with the aid of a zeolite adsorbent and a specially chosen desorbing materia)l9. There is a 50% reduction in zeolite requirement compared to that in the Parex process and consequently the process is economically more viable.
(v) Perhaps the most important development in this field has been reported by Mobil Oil Corporation in the 70s and relates to the enrichment of the feedstock in terms ofPX by isomerization using a new zeolite-based catalyst (ZSM). Since then the efficiency of isomerization has gradually increased due to the improvements in the catalyst systems. For example, it has been suggested that in the Mobil's vapour-phase isomerization (MYPI) process, ZSM-5 catalyst should have silica-alumina ratio of more than 10 (ref. 20). Developments in the MYPI process here resulted in the lowering of side reactions and the overall improvement of performance. Another benefit derived from this process is greater ethylbenzene (EB) disproportionation than is achieved with xylene21 .22 .
(vi) A new horizon in separation technology is opening up with the advent of new techniques using membranes. Polymeric membranes have been
successfully applied for separating PX from mixtures of other isomers and ethyl benzene by suitable choice of membrane pore size. Methods have also been developed for simultaneous separation and oxidation ofPX followed by separation ofTPA from the oxidized mixtures.
3.2 Production of Poly(ethylene terephthalate) Though the major production techniques for the
manufacture of PET continue to be via DMT or PTA route as developed and commercialized earlier, significant developments in product quality and range and some developments in the process area have taken place and are reported here.
(i) The resistance of PET fibres to hydrolysis has been increased by the use of a suitable entity which blocks the chain end23 as well as by the addition of carbodiimides24.
(ii) The modelling and simulation of semi-batch and continuous processes for PET manufacture have been reported2s .26 and have resulted in a better understanding of the effect of various processing parameters.
(iii) Some recent work has led to a more clear understanding of the inhibitory effect of carboxyl end group on PET polymerization27.
(iv) One of the established procedures for increasing the molecular weight of PET (e.g. for bottle-grade resin) is to subject a lower molecular weight polymer to solid polymerization. Chen and Chen28 have reported that the SSP of PET with a particle size smaller than 70-80 mesh at temperature below 200°C is an end group diffusion limited reaction , and with a particle size larger than 16-18 mesh at temperature above 210°C is a byproduct diffusion-limited reaction. The other technique is to subject such polymer to chain-extension reaction in molten state in the presence of suitable linking reagents such as bis-2-oxazolones29 or bis-5-oxazolones30 . They can also impart higher thermal and hydrolytic resistance to PET.
(v) Considerable developments have taken place in the synthesis of new copolyesters, bioabsorbable polyester, graft copolymers and liquid crystalline polyesters . They will not be dealt with in this article.
4 Acrylics 4.1 Monomer Production
The most successful method for the manufacture of acrylonitrile (ACN) continues to be the Sohio process using ammoxidation of propylene in the presence of oxygen.
However, a recent Russian method suggests an oxidative methylation of natural gas using ammonia followed by separation31 .
85

INDIAN 1. FIBRE TEXT. RES., MARCH 1991
Increasing the selectivity in the ACN formation in the Sohio process is of great importance, specially to redu~e the cost. Newer catalysts are being contmuously developed32 . For example, Montedison-UOP has developed a new catalyst for its fluidized bed process, reducing the amount of ammonia requirement with 80% ACN selectivity33.
4.2 Production of Polymer
A few developments reported in the production of acrylonitrile copolymers are reported below.
(i) A terpolymer of ACN, MA and butadiene has been developed which can be used for the manufacture of a fibre which acts as an asbestos substitute34.
(ii) Starting with acrylic polymers of different molecular weights and coextruding them fro m solution, fibres 35 with greater crimp elasticity can be produced .
(iii) Moisture absorption of acrylic fibre has been increased by the addition of dibutyl phthalate30 or poly(ethylene glycol)37 , extruding the fibre followed by extraction with chloroform to remove the additive.
(iv) Acrylonitrile has been copolymerized with a number of hydroxy alkyl acrylates to yield fibres with higher hygroscopicity and be·tter dyeability38.
(v) Toray Co. of Japan has developed a waterrepellent, antipilling bicomponent fibre using a fluorine-based polymer wi th acrylic39.
(vi) Exlan fibre, developed in Japan, incorporates N , N' -methylene bisacrylamide in acrylic fibre followed by hydrolysis. This copolymer is blended with another hydrophilic ACN copolymer and then converted to fibre. It can be used in moistureabsorbing nonwovens, such as sanitary napkins, filters and diapers4o .
(vii) A copolymer of86% ACN, II % VA and 3% N, N' -dimethylamino ethyl methacrylate is spun and the fibre is progressively treated with a copperhydroxylamine sulphate solution and a reducing agent producing an electrically-conducting fibre (specific resistance 33 ohm-cm as compared to 10 10
ohm-cm of the untreated fibre)41.
5 Polypropylene
5.1 Monomer Production Propylene, the monomer for polypropylene manu
facture , continues to be produced by the cracking of petroleum stock as a byproduct. Some of the developments which a te either being commercialized or have potential specific to propylene (P) manufacture are summarized here .
86
Advanced cracking reactors have been developed to handle pyrolysis of heavy petroleum fractions or crude oil. Such reactors have some common features, e.g. they operate at very high temperatures with a very slow residence time of the reactants followed by very rapid quenching of the cracked products42 .
The Fischer Tropsch process for obtaining various products using coal tar as raw material has generated renewed interest due to the periodic uncertai nty in the availability of crude43. New developmen ts in the field of catalysis have made it possible to obtain several olefins from the synthesis of gases like carbon monoxide and hydrogen44 . Sin~lar1y , C4-hydroca r·· bon feedstock , available from crude oil or natural gas mixed with propane, has been catalytically converted into propylene45. Catalytic dehydrogenation of propane using a continuous fixed-bed process has become increasingly popular in the last decade46.4 7.
5.2 Production of Polypropylene
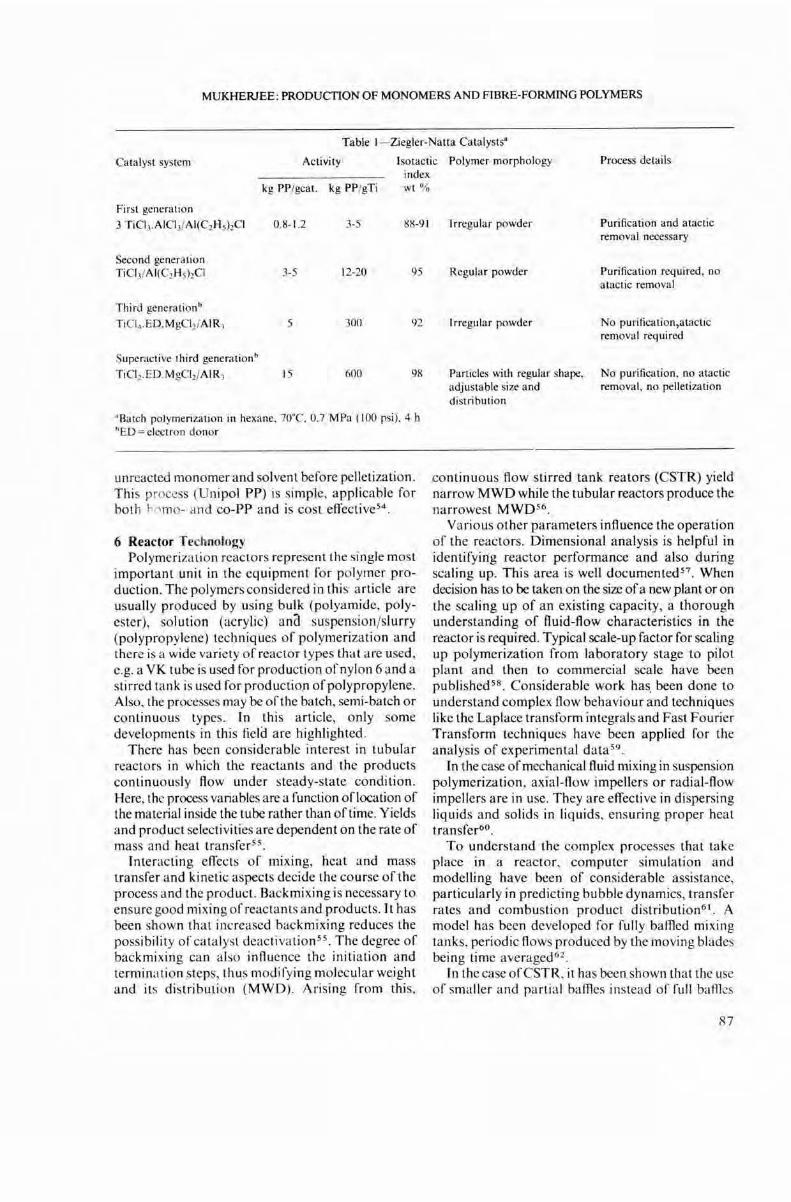
The most important criterion during propylene polymerization is the type and nature of ZieglerNatta catalyst which determines the extent of ste reoregularity and the percentage yield . There has been a steady improvement in this area as exemplified by Table I (ref. 48) . A new catalyst system based on methylalumoxane and ethylene-bis(4, 5, 6, 7-tetrahydro-I-idexyl) zirconium dichloride has been reported49.
The basic features of the production plants for the manufacture of polypropylene are essentially similar. However, there are differences in operating conditions including temperature, di luent, type of reactors and number and nature of post-polymerization operations. One such process has been described 50 by Montedison ; the advantage claimed for this process is that it does not require the deashing step. The process essentially consists of feeding propylene and solvent with a third generation catalyst into the reactor. After polymeriza tion and degassing, polypropylene is cent rifuged and extracted with solvent to remove atactic PP, followed by the addition of additives in a nitrogen atmosphere. The polymer is finally dried and pelletized 51 .
In the EL Paso process52 , a third generation catalyst is used in liquid monomer process a t 60-80°C and 2.5-3 .5 MPa (362-507 psi).
Third generation catalysts have also been used especially for copolymer production. by th~ spheripol process developed by Himont 53 .
Union Carbide has developed a gas-phase process using a highly active catalyst in a fi xed-bed reactor fixed with a cycle gas blower for monomer circulation and a heat exchanger. The polymer is separated from
MUKHERJEE: PRODUcnON OF MONOMERS AND FIBRE-FORMING POLYMERS
Table I- Ziegler-Natta Catalysts·
Catalyst system Activity Isotactic Polymer morphology Process details index
kg PP/gcat. kg PP/gTi wt %
First generation
3 TiCI).AICI}/AI(C2HshCI 0.8-1.2 3-5 88-91
Second generation TiCl)/AI(C2Hs) 2C1 3-5 12-20 95
Third generationb
TiCI4.ED.MgCl2/ AIR 3 5 300 92
Superactive third generationb
TiCI2 . ED.MgCI2/AIR) 15 600 98
' Batch polymerization in hexane, 70·C, 0.7 MPa (100 psi), 4 h "ED = electron donor
unreacted monomer and solvent before pelletization. This process (Unipol PP) is simple, applicable for both homo- and co-PP and is cost effective 54 .
6 Reactor Technology Polymeriza tion reactors represent the single most
important unit in the equipment for po lymer production. The polymers considered in this article are usually produced by using bulk (polyamide, polyester), solut ion (acrylic) ana suspension/slurry (polypropylene) techniques of polymerization and there is a wide variety of reactor types that are used , e.g. a VK tube is used for production of nylon 6 and a stirred tank is used for production of polypropylene. Also, the processes may be of the batch, semi-batch or continuous types. In this article, only some developments in this field are highlighted.
There has been considerable interest in tubular reactors in which the reactants a nd the products continuously flow under steady-state condition . Here, the process variables are a function oflocation of the material inside the tube rather than of time. Yields and product selectivities are dependent on the rate of mass and heat transfer55 .
Interacting effects of mixing, heat and mass transfer and kinetic aspects decide the course of the process and the product. 8ackmixing is necessary to ensure good mixing of reactants and products. It has been shown that increased backmixing reduces the possibility of catalyst deactiva tion 55. The degree of backmixing can also influence the initiation and termination steps, thus modifying molecular weight and its distribution (MWD). Arising from this,
Irregular powder Purification and atactic removal necessary
Regular powder Purification required, no atactic removal
Irregular powder No purification,atactic removal required
Particles with regular shape, No purification, no atactic adjustable size and removal, no pelletization distribution
continuous flow stirred tank rea tors (CSTR) yield narrow MWD while the tubular reactors produce the narrowest MWD56.
Various other parameters influence the operation of the reactors. Dimensional analysis is helpful in identifying reactor performance and also during scaling up. This area is well documented 57 . When decision has to be taken on the size of a new plant or on the scaling up of an existing capacity, a thorough understanding of fluid-flow characteristics in the reactor is required. Typical scale-up factor for scaling up polymerization from laboratory stage to pilot plant and then to commercial scale have been published58. Considerable work has been done to understand complex flow behaviour and techniques like the Laplace transform integrals and Fast Fourier Transform techniques have been applied for the analysis of experimental data 59 .
In the case of mechanical fluid mixing in suspension polymerization, axia l-flow impellers or radial-flow impellers are in use. They are effective in dispersing liquids and solids in liquids, ensuring proper heat transfer60 .
To understand the complex processes that take place in a reactor, computer simulation and modelling have been of considerable assistance, particularly in predicting bubble dynamics, transfer rates and combustion product distribution 61
. A model has been developed for fully baffled mixing tanks, periodic flows produced by the moving blades being time averaged 6 2
In the case ofCSTR, it has been shown that the use of smaller and partial baffles instead of full baffles
87

INDIAN J. FIBRE TEXT. RES. , MA RCH 1991
covering only 2-4% of the width of the tank diameter can lead to uniform particle or droplet dispersion by avoiding vortex formation 63 . Thi s also r~duces power consumption by more than 50% (ref. 64).
References I Reimschuessel I-rK , J Polym Sci , Macrom ol Rev, 12 (1977)
65 . 2 Encyclopedia of polymer science and engineering, Vol. II.
.edited by W F Ham (Wiley-Interscience, New York), 1988, 361.
3 Papaspyrides CD & Kampouris E M, Polymer, 27 (1986) 1433, 1437.
4 Papaspyrides C D, J Polym Sci , [C] Polym Lell Ed, 25 (1987) 363.
5 Bacskai R, Polym Prep , 23 (1982) 162. 6 Bacskai R, Polym Bull Berlin , II (1984) 229. 7 Gaymans R J & Baur E H J P, Neth Pat 80,01)63 and SO,01 ,764
(to Stami Carbon B V) (1 981). 8 Baur E H J P & Warnier J M M, Eur Pat 77, 106 (to Stami
Carbon B V) (1983). 9 Gaymans R J, Venakataraman V S & Schuijer J, 1 Polym Sci,
Polym Chem Ed, 22 (1984) 1773. 10 Gaymans R J & Van der Ham A G J, Polymer, 25 (1984)
1755. II Chapman R D, Holmer D A, Pickett 0 A, Lea K R & Saunders
J H, Text Res l , 51 (1981 ) 564. 12 Chem Week , I May 1985.40. 13 Lofquist R A, Saundes P R, Tam T Y & Twilley I C, Text Res l ,
55 (1985) 325. 14 Hydrocarbon Process, 60 (1981) 238. 15 Encyclopedia of chemical technology, Vol 24, 3rd edn, edited by
H F Mark, D F Othmer, C G Overberger, G T Sea borg and M Grayson (Wiley-Interscience, New York), 1984, 718 .
16 Kaeding W W et al. , 1 Calal, 67 (1981) 159. 17 Herkes F E, US Pat 4,283,306 (to Du Pont) (1981). 18 Encyclopedia o( chemicaltechnology, Vol 24, 3rd edn, edited
by H F Mark , D FOthmer,CG Overberger, G T Seaborg and M Grayson (Wiley-Interscience, New York), 1984, 723 .
19 Seko M, Miyake T & Inada K, Hydrocarbon Process, 59 (1980) 133.
20 Olson D H, J Phys Chem, 85 (1981) 2238. 21 Morrison R A & Tabak S A, US Pat 4,224, 141 (to Mobil Oil
Corp.) (1980). 22 Tabak S A & Morrison R A, US Pat 4,21 8,573 (to Mobil Oil
Corp.) (1980). 23 Huffman K & Casey D J , 1 Polym Sci, Polym Chem Ed, 23
(1985) 1939. 24 Brown D W, Lowry R E & Smith L E, Macromolecules, 14
(1981) 659. 25 Ravindranath K & Mashelkar R A, J Appl Po~rm Sci, 26 (1981)
3179. 26 Ravindranath K & Mashelkar R A, 1 Appl Polym Sci, 27
(1982) 471. 2625 . 27 Walker C C. 1 Polym Sci, Polym Chem Ed, 21 (1983) 623. 28 Chen S & Chen C, 1 Polym Sci, Polym Chem Ed, 25 (1987)
533. 29 Teijin Ltd, lap Pats 80,164,2 18 (20 December 1980), 82,023,30
and 82,023,35 (7 January 1982).
88
30 Inata H & Matsumara S, 1 Appl Polym Sci. 30 (1985) 3325. 31 Chem Eng News, 61 (17 October 1983) 29. 32 Grasselli R K & Burring J D, Ion Adv Cala l, 30 ( 1981) 133. 33 Pujado P R, Vora B V & Krulding A P, Hydrocarbon Process,
56 (1 977) I 69. 34 Stampa G , Buetliker G & Meier p, Eur Pat 13,541 (to Amrotex
AG) (1 980). 35 DOlani T, Yoneyama H & Iwata H, lap Kokai 01 ,314 (10
Mitsubishi Rayon Co. Ltd) (1980). 36 Lenz J, Schmidt H, Weinrotter K, Kraessig H, Haslinger G &
Verwaengar A, Aust Pat 363, 168 (to Chemiefaser Lenzing), 10 July 1981.
37 Weinrotter K, Schmidt H, Kraessig H, Haslinger G & Verwaenger A (A ust Pat to Chemiefaser Lenzing), 25 September 1981.
38 Bajaj p, Sengupta A K & Jain PC, Text Res 1,50 (1980) 218. 39 Textile Daily , 8 April 1983. 40 Jap Pat 154,514 (to Japan Exlan Co. Ltd), 30 November
1981. 41 lap Pat 112,909 (to Japan Exlan Co. Ltd), 5 September 1981 . 42 Bowen C, Natl Meet Am Inst Chem Eng, Ser 32, Houston, Texas,
USA, 5-9 April 1981. 43 Glidden H J & King C F, Chem Eng Prog , 76 (1980) 47. 44 Rao V V S & Gromley R J, Hydrocarbon Process, 59 (1980)
139. 45 Gussow S, Spence D C & White E A, Oil Gas J, 8 December
1980. 46 Hydrocarbon Process, 64 (1985) 165. 47 Pujado P R & Vora B V, Energy Prog , 4 (1 984) 186. 48 Barbe P C, Cecchin G & Noristi L, Adv Polym Sci, 81 (1987)
I. 49 Kaminski W, KuIper K , Britziger H & Wild F, Makromol Koll
Freiburk Prepr , 38 (1985) . 50 Drusco G Di & Rinaldi R, Hydrocarbon Process, 60 (1981)
153 . 51 Hydrocarbon Process , 62 (1983) 139. 52 Cipriani C & Trischman C A (Jr), Chem Eng , 88 (20 April
1981), 80. 53 Modern Plastics (January 1985). 54 Elir Chem News, 45 (16 December 1985) 19. 55 Keinstreuer C & Agarwal S, Int 1 Heat Mass Transf, 29 (1986)
979. 56 Encyclopedia of polymer science and technology, Vol 14, edited
by W F Ham, N M Ikales, C G Overberger, G Menges and J I Kroschwitz (Wiley-Interscience, New York), 1988, 197.
57 Cheremisinoff N P & Gupta R, Handbook offluids in motion (Ann Arbor, Mich, USA), 1983; 76.
58 Bisio A & Kakel R L, Scale up of chemical processes (John Wiley & Sons Inc., New York), 1985, 6.
59 Perry R H & Green D, Perry's chemical engineers' handbook, 6th edn (McGraw-Hili, New York), 1984, 2, 72.
60 Laurent A & Charpentier J C , Int Chem Eng , 19 (1983) 5, 25 . 61 Gidaspow D, Nat Heat TransfConf, Denver, 5 August 1985. 62 Middleton J C, Pierce F & Lynek P M, Inst Chem Eng Symp Ser
No . 87 (Pergamon Press, Oxford , UK), 1984, 239 . 63 Smith D L, Hemrajani R R, Koros R M & Tarmy B L, paper
presented at AIChE Annual Meeting , New Orleans, La ., 8-12 November 1981.
64 Hamarajani R R, paper presented at Filih Elir ConfMixing, Wurzberg, Germany, 10-12 June 1985.





























