Embed Size (px)
Citation preview
Standardisation for Packagingmachines
Markus Gehrke
Date 14.06.2016

Agenda
Nestlé Packaging Objectives
Nestlé – PackML
Current Condition
What is PackML
Visual Management
PackML Challenges
HMI
Nestlé Packaging Objectives
Standardization of URS for typical machine types
Standardization of URS for Line Integration by System integrators
considering horizontal and vertical communication
Standardization on equipment level
Requirements for OEE- and energy data
Standardization for OMAC PackML and HMI
3
5
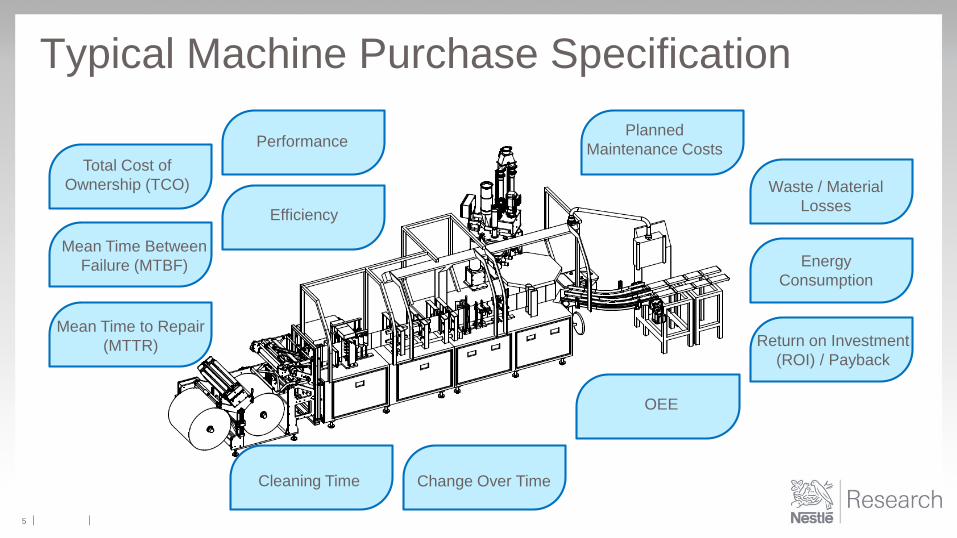
Total Cost of
Ownership (TCO)
Mean Time Between
Failure (MTBF)
Mean Time to Repair
(MTTR)
Performance
Cleaning Time
Efficiency
Change Over Time
Planned
Maintenance Costs
OEE
Energy
Consumption
Waste / Material
Losses
Return on Investment
(ROI) / Payback
Typical Machine Purchase Specification
6
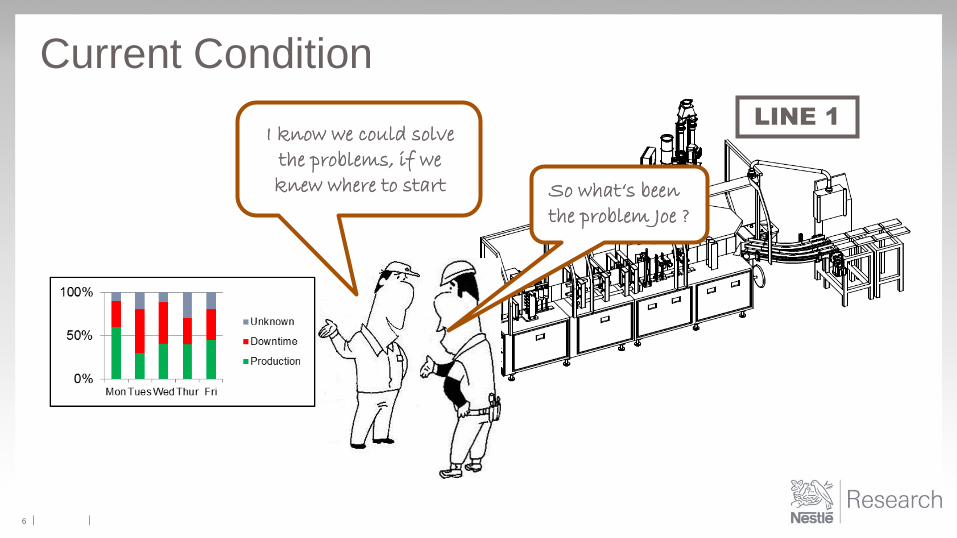
Current Condition
So what‘s beenthe problem Joe ?
Oh you know, the „usual“, but Monday was Good!!
I know we could solvethe problems, if weknew where to start
LINE 1

7
Line 1, is a high priority , we have to do something !?!
If only i can find out what theproblem is ..
So what is thisPACKML ?
Pre - PackML
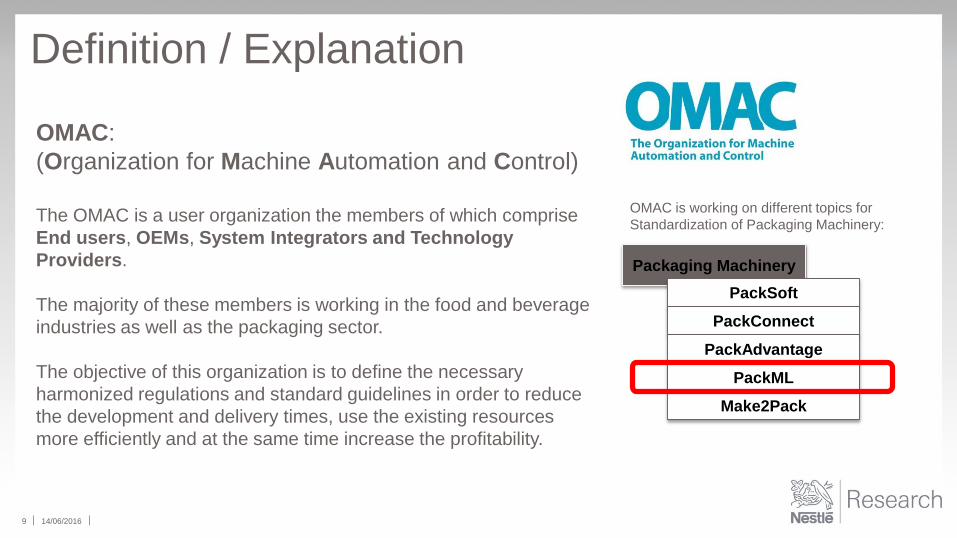
Definition / Explanation
14/06/20169
OMAC:
(Organization for Machine Automation and Control)
The OMAC is a user organization the members of which comprise
End users, OEMs, System Integrators and Technology
Providers.
The majority of these members is working in the food and beverage
industries as well as the packaging sector.
The objective of this organization is to define the necessary
harmonized regulations and standard guidelines in order to reduce
the development and delivery times, use the existing resources
more efficiently and at the same time increase the profitability.
OMAC is working on different topics for
Standardization of Packaging Machinery:
Packaging Machinery
PackSoft
PackConnect
PackAdvantage
PackML
Make2Pack

OMAC brought together ..
14/06/201610
# End-Users, # Manufacturers, # OEMs, # System Integrators,
# Technology Providers and # Non-Profit / Government Agency organizations

14/06/201612
Late 1980’s
ISA began with Batch
Control Standardization
Early 2000’s
OMAC began similar journey for
Packing Machine Control
Pre 2003
PACKML v2.2 Released,
10 State Model
2003
First versions of current
template, using S88 11 state
Model
Early 2007
PACKML v3.0 Released,
17 State Model
19902000
2003
2007
2009
Current template, ISA-
TR88.00.02
2008
ISA sanctioned PACKML
ISA-TR88.00.02 Released
2008
2009
OMAC / PackML
indentified as possible
solution for Nestlé
2011
2012
2012PACKML prototype
commissioned & unveiled
at PACK-Expo
Late 2013PACKML defined in
Culinary Project
2013
2014
2015
Late 2014Complete HFFS Packing
Line integrated off site
with PACKML
ISA – International Society of Automation
OMAC – Organization for Machine Automation Control
TR – Technical Report
Where did PackML come from?
2011
PACKML line
simulation prototype
2015
Define PackML as
Automation Standard
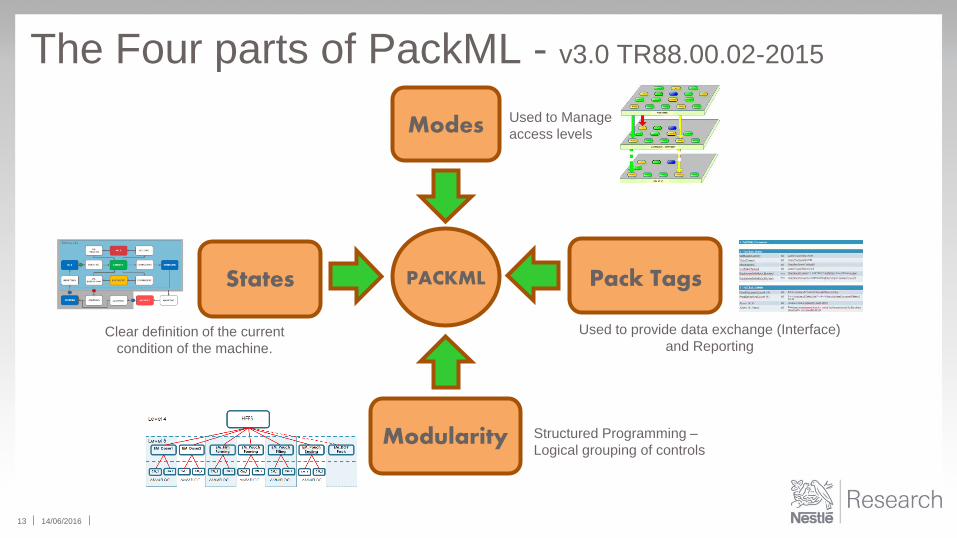
PACKML Pack Tags
Used to provide data exchange (Interface)
and Reporting
Modes Used to Manage
access levels
Modularity Structured Programming –
Logical grouping of controls
The Four parts of PackML - v3.0 TR88.00.02-2015
14/06/201613
Clear definition of the current
condition of the machine.
States
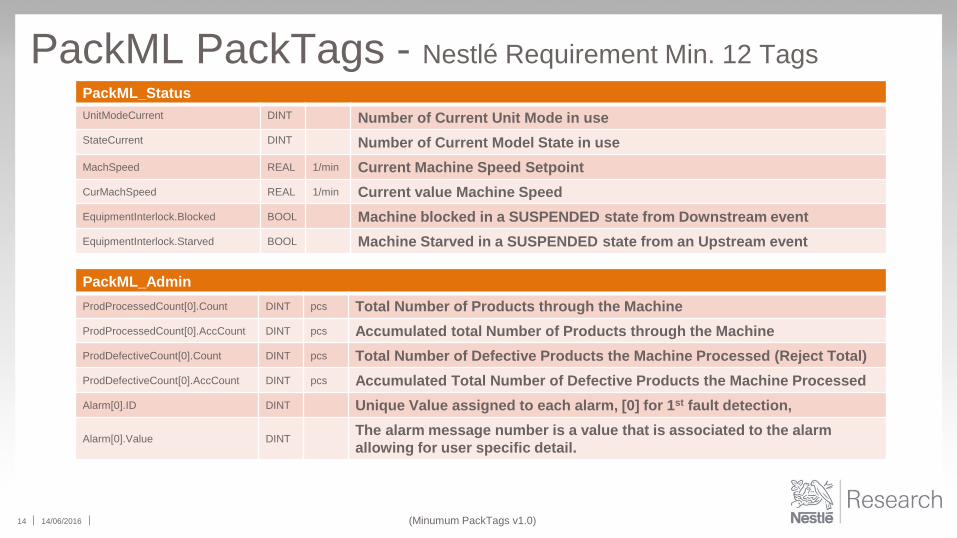
PackML PackTags - Nestlé Requirement Min. 12 Tags
14/06/201614
PackML_Status
UnitModeCurrent DINT Number of Current Unit Mode in use
StateCurrent DINT Number of Current Model State in use
MachSpeed REAL 1/min Current Machine Speed Setpoint
CurMachSpeed REAL 1/min Current value Machine Speed
EquipmentInterlock.Blocked BOOL Machine blocked in a SUSPENDED state from Downstream event
EquipmentInterlock.Starved BOOL Machine Starved in a SUSPENDED state from an Upstream event
PackML_Admin
ProdProcessedCount[0].Count DINT pcs Total Number of Products through the Machine
ProdProcessedCount[0].AccCount DINT pcs Accumulated total Number of Products through the Machine
ProdDefectiveCount[0].Count DINT pcs Total Number of Defective Products the Machine Processed (Reject Total)
ProdDefectiveCount[0].AccCount DINT pcs Accumulated Total Number of Defective Products the Machine Processed
Alarm[0].ID DINT Unique Value assigned to each alarm, [0] for 1st fault detection,
Alarm[0].Value DINTThe alarm message number is a value that is associated to the alarm
allowing for user specific detail.
(Minumum PackTags v1.0)
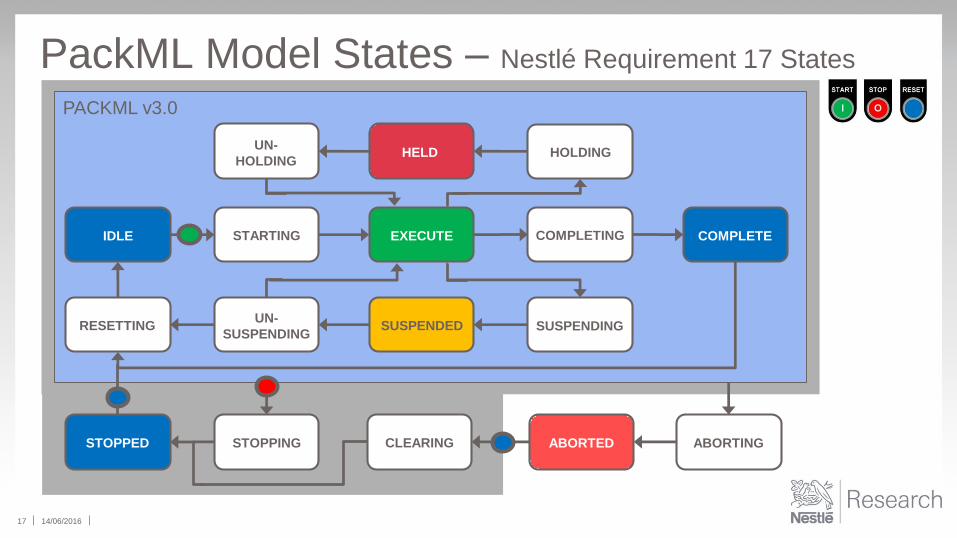
EXECUTE
HELD
SUSPENDED
HOLDING
COMPLETING
SUSPENDING
COMPLETE
UN-
HOLDING
STARTING
RESETTING
IDLE
UN-
SUSPENDING
CLEARINGSTOPPINGSTOPPED ABORTED ABORTING
PACKML v3.0
14/06/201617
PackML Model States – Nestlé Requirement 17 States
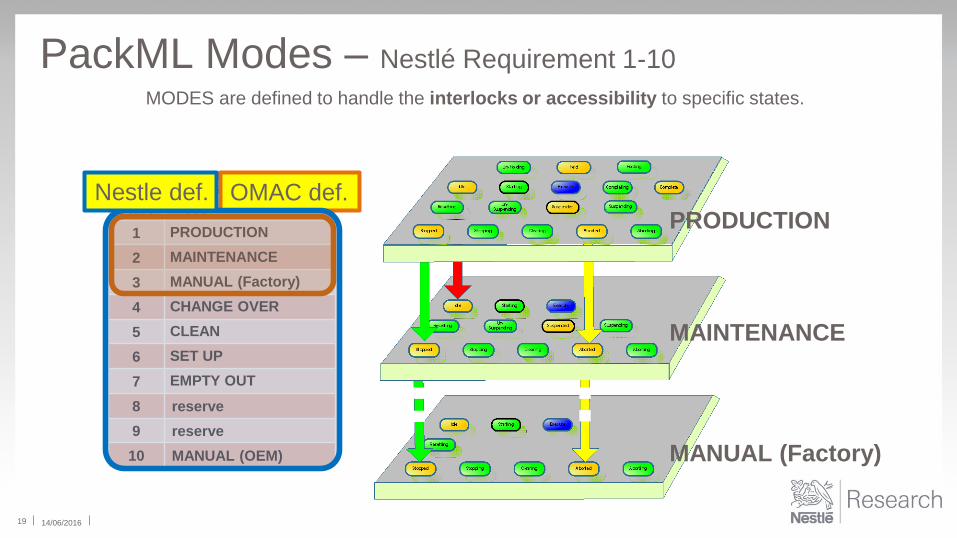
PRODUCTION
MAINTENANCE
MANUAL (Factory)
MODES are defined to handle the interlocks or accessibility to specific states.
14/06/201619
PackML Modes – Nestlé Requirement 1-10
UnitModeCurrent: DINT
Value Mode
1 PRODUCTION
2 MAINTENANCE
3 MANUAL (Factory)
4 CHANGE OVER
5 CLEAN
6 SET UP
7 EMPTY OUT
8 reserve
9 reserve
10 MANUAL (OEM)
OMAC def.Nestle def.
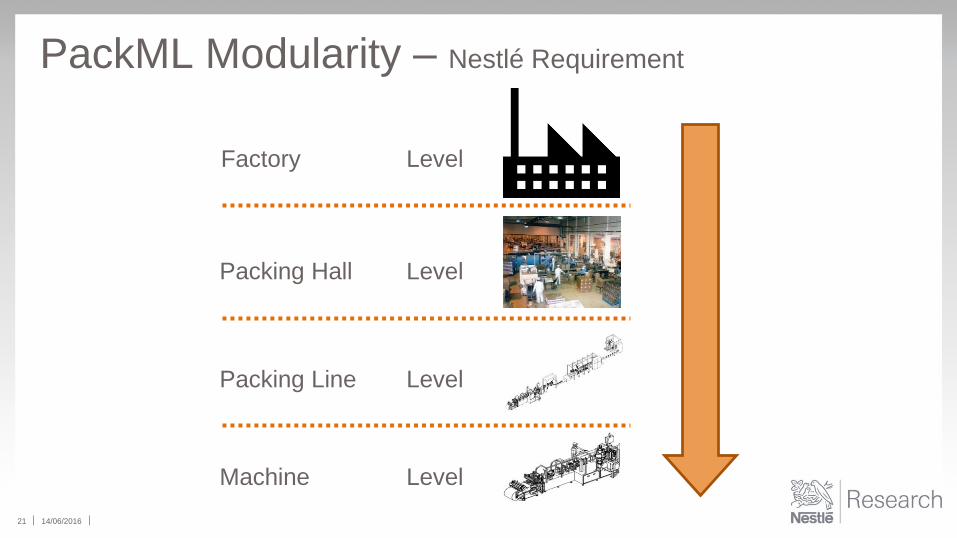
Level Factory
Level Packing Hall
Level Packing Line
Level Machine
14/06/201621
PackML Modularity – Nestlé Requirement
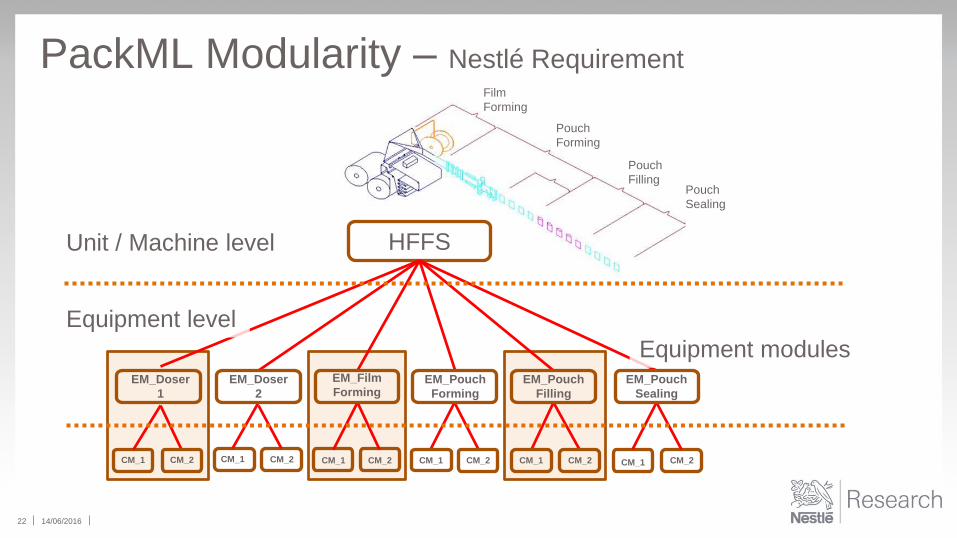
Film
Forming
Pouch
Forming
Pouch
FillingPouch
Sealing
HFFS
CM_1 CM_2 CM_1 CM_2 CM_1 CM_2 CM_1 CM_2 CM_1 CM_2 CM_1 CM_2
EM_Doser
1
EM_Doser
2
EM_Film
FormingEM_Pouch
Forming
EM_Pouch
Filling
EM_Pouch
Sealing
14/06/201622
Unit / Machine level
Equipment level
Equipment modules
PackML Modularity – Nestlé Requirement
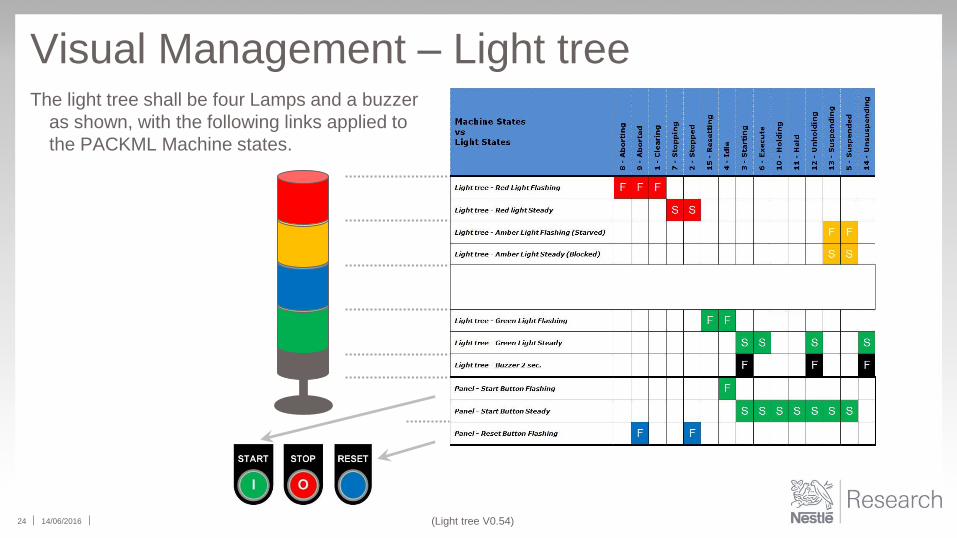
Visual Management – Light treeThe light tree shall be four Lamps and a buzzer
as shown, with the following links applied to
the PACKML Machine states.
14/06/201624 (Light tree V0.54)
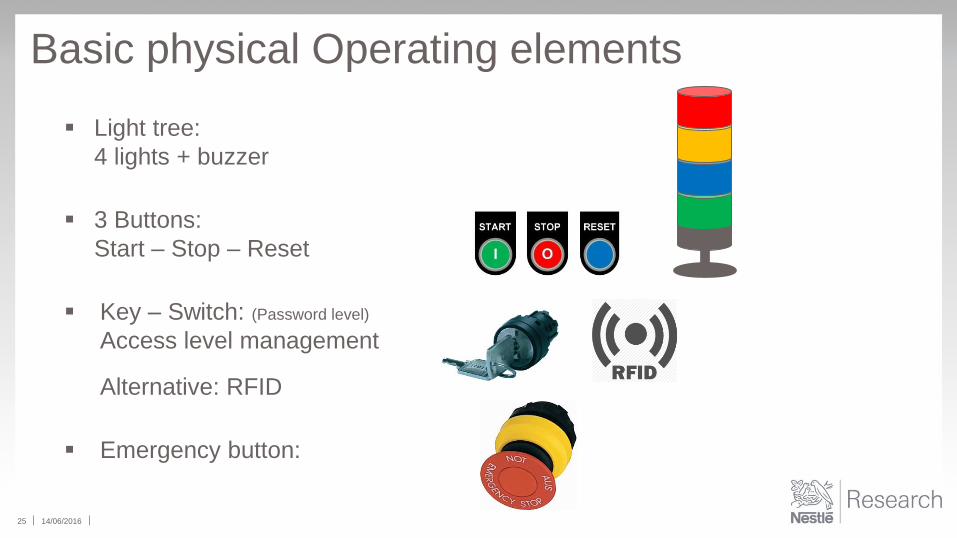
Basic physical Operating elements
Light tree:
4 lights + buzzer
3 Buttons:
Start – Stop – Reset
Key – Switch: (Password level)
Access level management
Alternative: RFID
Emergency button:
14/06/201625
Data capture in a transparent way
27
Data capture in a traceability way
14/06/201628
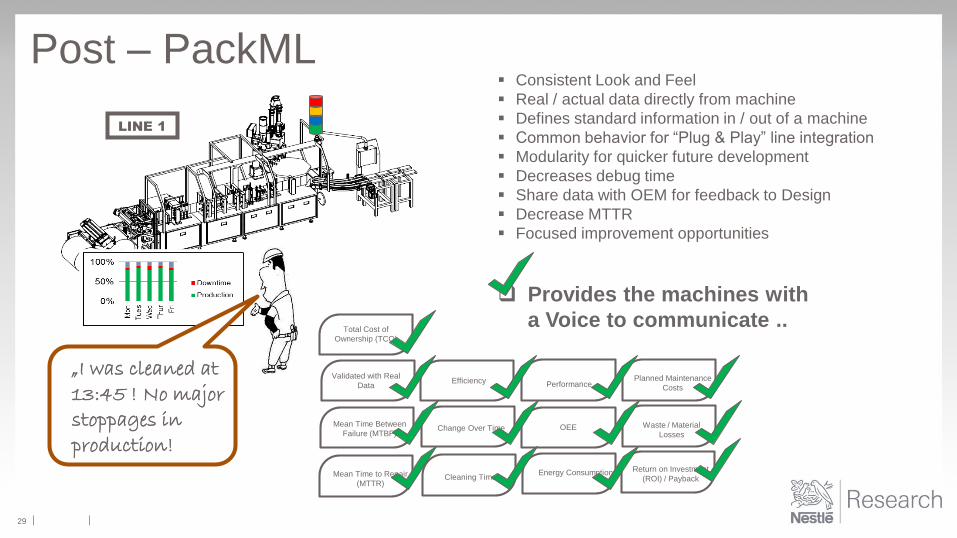
Post – PackML
29
LINE 1
Total Cost of
Ownership (TCO)
Performance
Mean Time Between
Failure (MTBF)
Mean Time to Repair
(MTTR)
Change Over Time
Cleaning Time
Planned Maintenance
CostsEfficiency
OEE
Energy Consumption
Waste / Material
Losses
Return on Investment
(ROI) / Payback
Validated with Real
Data
Consistent Look and Feel
Real / actual data directly from machine
Defines standard information in / out of a machine
Common behavior for “Plug & Play” line integration
Modularity for quicker future development
Decreases debug time
Share data with OEM for feedback to Design
Decrease MTTR
Focused improvement opportunities
Provides the machines with
a Voice to communicate ..
„I was cleaned at 13:45 ! No majorstoppages in production!
Question..
31
So, why not implementPACKML ?
PackML provides a standardized way of operation and
collects uniform data from machines, which will give us real
data of machine stoppages with the actual error or reason
code of every stoppage, helping us to improve machine
analysis, problem solving and ultimately improve Efficiency.
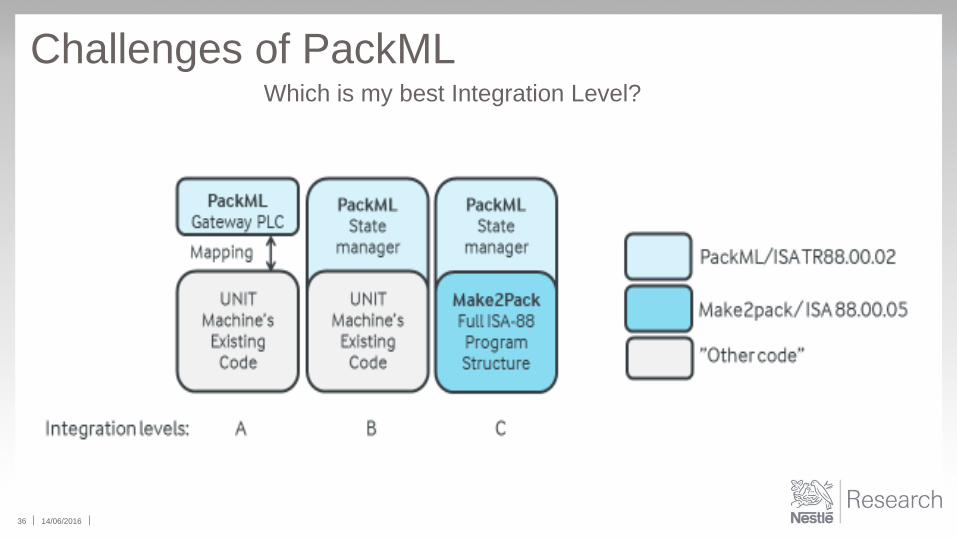
Which is my best Integration Level?
14/06/201636
Challenges of PackML

Agenda
Nestlé Packaging Objectives
Nestlé – PackML
Current Condition
What is PackML
Visual Management
PackML Challenges
HMI

Actual status of individual HMIs for one packaging line...
Elevato
r
Case
r
Coding filing
bagBag filler
VFFSCheck-weigher
Cartoner (CAMA)
Metal detector
Bar code reader Bar code
check
X-ray
detectorInk-Jet
cartons
Metal detector
finish carton
Ink-Jet
case
14/06/201639
HMIs today
Nestlé has around 450 factories in more than 85
countries.
More than 200,000 HMIs are currently used in Nestlé
factories.
More than 70,000 people involved in packaging
operations worldwide.
Each screen has different aspects, and this creates
confusion.
A specific training is required for each equipment,
this costs money and takes too much time.
14/06/201641
HMIs today, background, challenges
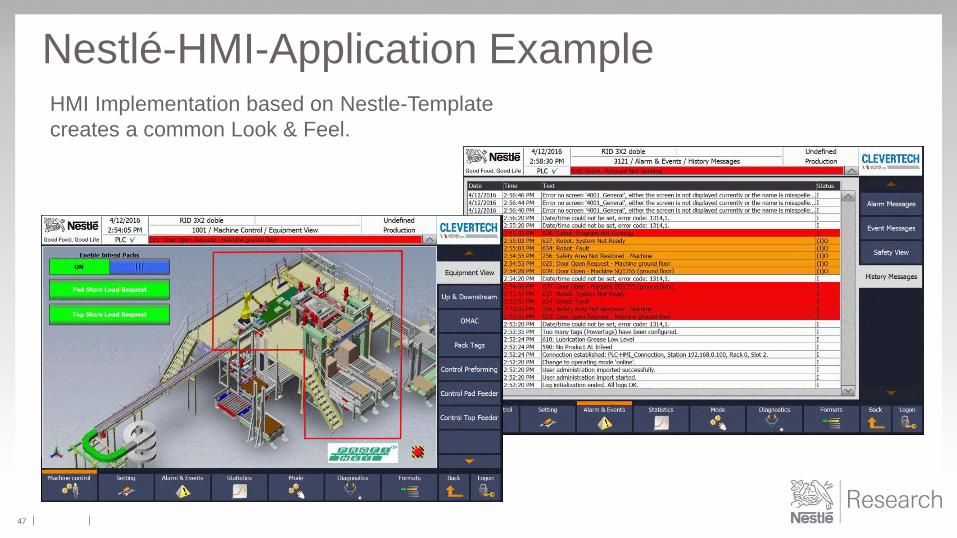
Nestlé-HMI-Application Example
47
HMI Implementation based on Nestle-Template
creates a common Look & Feel.
Benefits out of HMI standardisation
HMI harmonization will simplify machine operations.
Screen diagnostics will reduce downtime and improve efficiency.
Reduction of training for Operators, Supervisor and Maintenance.
Easier to operate and more clarity due to harmonized:
style, wording, navigation, alarm handling, ...
Benefits of HMI template:
Will help to understand HMI specification.
Will gide the programmer to use the prepared structure.
Will reduce implementation time.
Easier to maintain the software by using common structure.
Will lead to a common Look & Feel.
48

THANK YOU