Embed Size (px)
Citation preview
2
EO ADVANTAGES
Highly effective against most microbes
Highly diffusive
Compatible with a wide variety of materials in devices and packaging
3
EO DISADVANTAGES
Complex process
Longer turn-around times BI Testing Residual disipation
Safety concerns Flammable Explosive
OSHA concerns Carcinogen
EPA concerns Emissions
4
DETERMINE THE STANDARD
AAMI/ISO 11135-01 4ed
“Sterilization of health care products – Ethylene oxide - Part 1: Requirements for the development, validation and routine control of a sterilization process for medical devices”
Europe – EN 550
5
EO GUIDANCE DOCUMENTS
AAMI Technical Information Reports (TIR’s) 14 Contract sterilization 15 Equipment 16 Microbiological aspects 20 Parametric release 28 Product adoption and process equivalency
6
EO PROCESSING STEPS
Preconditioning/conditioning Exposure to RH and temperature Ensure uniformity of these conditions
Sterilization cycle Exposure to EO gas
Aeration Dissipation of remaining gases
7
DECISIVE PROCESS PARAMETERS
Gas concentration
>400mg/L
Temperature
~100 – 140ºC
Relative humidity
~35 – 80%
Exposure (dwell) time
2 – 10 hours
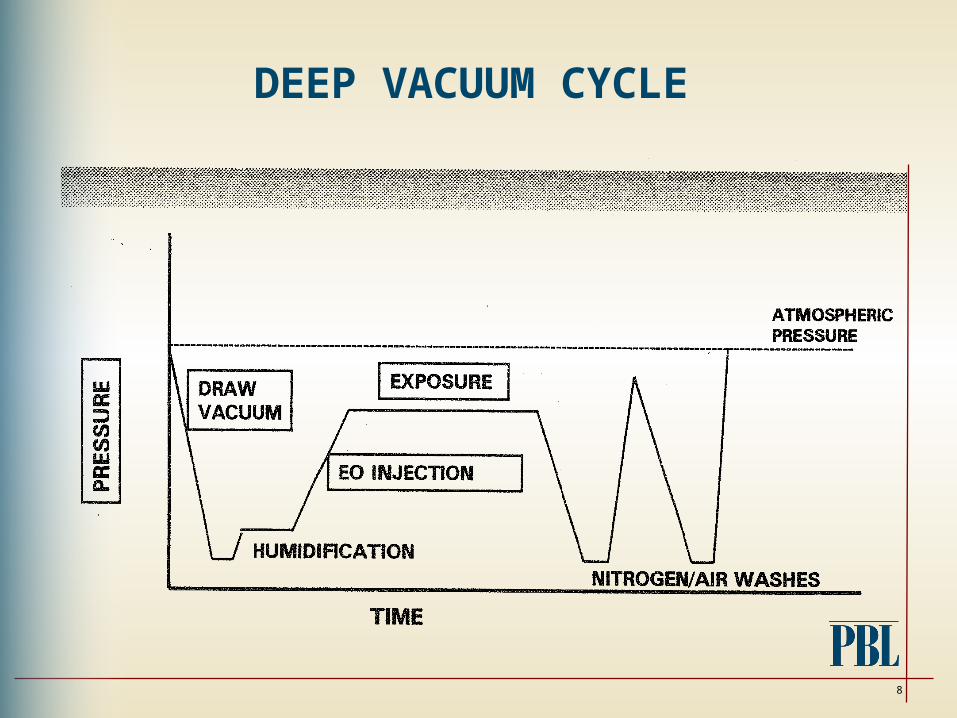
8
DEEP VACUUM CYCLE
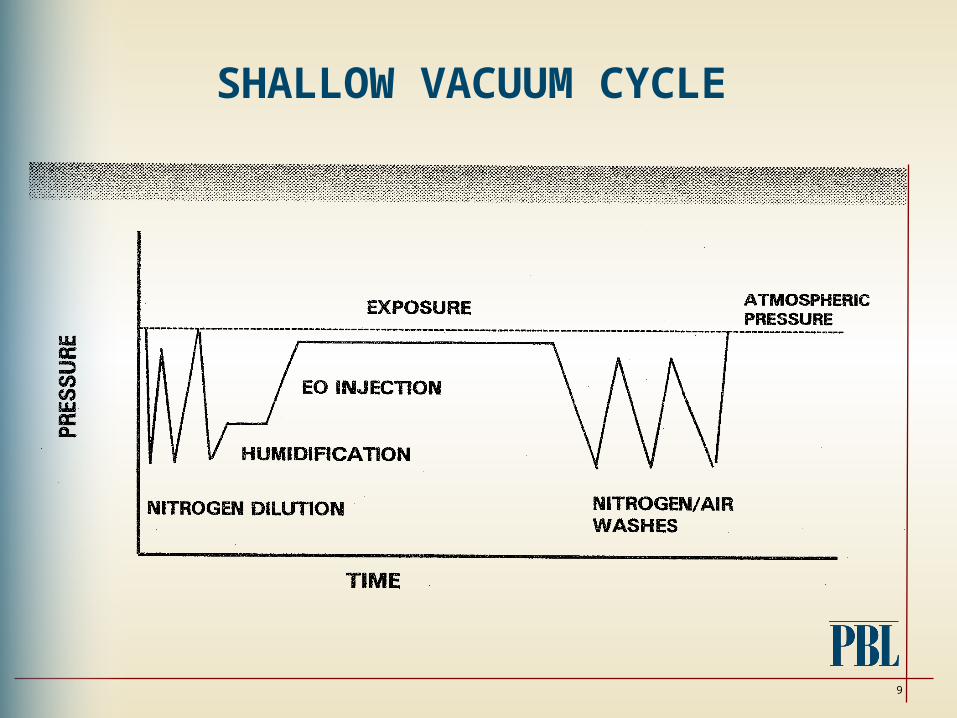
9
SHALLOW VACUUM CYCLE
10
FACTORS AFFECTING CYCLE SUCCESS
Bioburden
Product/package properties
Loading configuration
Cycle parameters
11
EO VALIDATION OVERVIEW
Process development
Product compatibility
Commissioning
PQ – Physical
PQ – Microbiological
Certification
Revalidation
12
PROCESS CONTROL
Must assure that validated process parameters are met Temperature RH Gas concentration
Biological indicators are used to demonstrate lethality
Microprocessors are used to control process
13
RELEASE MECHANISMS
Documentation showing that processing specification are met
Successful results of tests Sterility of BI EO residues Packaging Pyrogens
14
PARAMETRIC RELEASE
BIs not used in release
Validation more involved
Routine control more rigorous
AAMI TIR20:2001 “Parametric release for ethylene oxide sterilization”
15
PRODUCT COMPATIBILITY
Post sterilization testing for Device functionality Package integrity and strength Residue dissipation rates Impact of re-sterilization
16
COMMISSIONING
Equipment specifications/diagram
Calibration records
Profiles for Preconditioning (temp. and RH) Aeration rooms (temp.) Empty chamber temperature distribution
17
PQ - PHYSICAL
Profiles within loaded preconditioning and aeration areas
Loaded chamber temperature distribution studies
Diagrams showing load configuration, thermocouple and BI placement
18
PQ - MICROBIOLOGICAL
Records of performance runs (sub-lethal, half, and full cycles)
Diagrams of load configuration with BI and thermocouple placement
BI test result
Sterility test result of product
B/F testing
19
INITIATING A VALIDATION
Determine the standard
Insure appropriate packaging
Determine worst case load
Determine challenge device Internal Process challenge device (PCD)
Select Validation Method BI release Parametric
20
CHALLENGE DEVICES
Internal Challenge Device (ICD) Most difficult to sterilize devices seeded with
a BI in the most difficult to sterilize location
PCD An external BI test pack that replaces the
internal challenge device Should be an equal or more difficult
challenge to the process than the ICD Developed using comparative resistance
studies
21
PARAMETRIC RELEASE
Benefits Faster TAT Useful if extended aeration not required
Considerations More complicated validation
– Minimum of 6 or 7 sub lethal cycles Direct measurement of EO, RH and temp. Load configuration becomes more critical
22
BI RELEASE
BI Overkill (most common) Demonstrate 10-6 SAL Assume bioburden has lower population &
resistance than BI Need a > 12 Spore Log Reduction (SPL) of BI
Combined BI/Bioburden
Absolute Bioburden (rarely used)
23
BIOBURDEN TESTING
Test 10 samples randomly selected
Determine recovery factor – validation
If bioburden >100, comparative resistance study required
If bioburden <100, you are OK
24
SAMPLE PLACEMENT
Protocol must detail the number and location of all samples in load BI’s Product sterility (if applicable) ETO residuals Product functionality Package integrity LAL
25
VALIDATION CYCLES
Fractional cycles
Half cycles
Full cycles
26
FRACTIONAL CYCLE
Must be run when bioburden >100 and no comparative resistance studies are performed
Desired cycle time must results in some positive
BI and sterile product in sterility tests
A minimum of 20 product sterility samples
(10 TSB, 10 FTM)
Product sterility samples must be placed
adjacent to BI
27
HALF CYCLES
Three half cycles must be run in production chamber with a gas dwell time half the full cycle dwell time
The following must be placed in load Temperature and humidity sensors Internal BI External BI (optional) Product sterility samples if comparative
resistance studies not done or inconclusive
28
FULL CYCLE
A minimum of one full cycle is required for the Micro PQ
Three cycles are required to meet residual requirements
The following samples are included EO residual Product functionality Packaging integrity External BI (routine release BI) LAL
29
EO RESIDUAL TESTING
1 - 3 samples of each type should be tested at a minimum of 3 time intervals from processing (Ex. 1, 3, & 5 days)
This must be done after 3 full cycles
Testing for EO and ECH
Samples must be shipped frozen
30
ACCEPTANCE CRITERIA
Bioburden must be in control
Product sterility all neg after half cycles
Acceptable B&F test
BI Testing Fractional cycle - some should grow Half cycle - all negative Full cycle - all negative
31
ACCEPTANCE CRITERIA (cont.)
Temperature sensors <10°C
Humidity sensors <30%
EO residual
Product functionality
Package integrity
LAL
32
REVALIDATION
Annually the status of the sterilization validation must be reviewed
Physical and biological revalidation must be conducted every two years
Inspection of Product design and packaging Chamber performance, calibration and
maintenance
33
REVALIDATION (cont.)
If there have been changes in product design, packaging, or chamber performance, a physical and biological revalidation may be required
Validation should consist of a minimum of one half cycle and one full cycle
34
REFERENCES
AAMI/ISO 11135-01 4ed. Sterilization of health care products- Ethylene oxide- Part 1: requirements for the development, validation and routine control of a sterilization process from medical devices
AAMI TIR No. 16:2000, Process development and performance qualification for ethylene oxide sterilization – Microbiological aspects
AAMI TIR No. 29:2001, Parametric release for ethylene oxide sterilization
AAMI TIR 28:2001, Product adoption and process equivalency for ethylene oxide sterilization
THANK YOU
Q & A























![[Micro] sterilization](https://img.pdfslide.net/doc/110x75/55d6fc4dbb61eb012b8b47de/micro-sterilization.jpg)